ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ VÀ CHẾ TẠO MÁY ÉP THỦY LỰC

NỘI DUNG ĐỒ ÁN
ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ VÀ CHẾ TẠO MÁY ÉP THỦY LỰC
NỘI DUNG
Thiết kế máy: Máy Ép Thủy Lực
Với các yêu cầu sau:
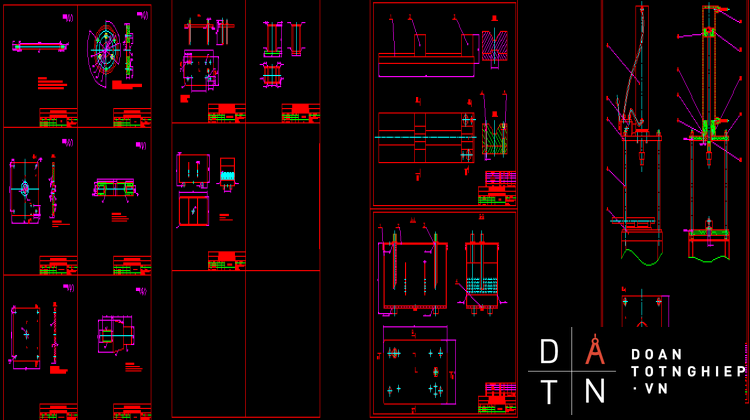
A-PHẦN BẢN VẼ
- Bản vẽ sơ đồ nguyên lý.
- Bản vẽ lắp / cụm của máy.
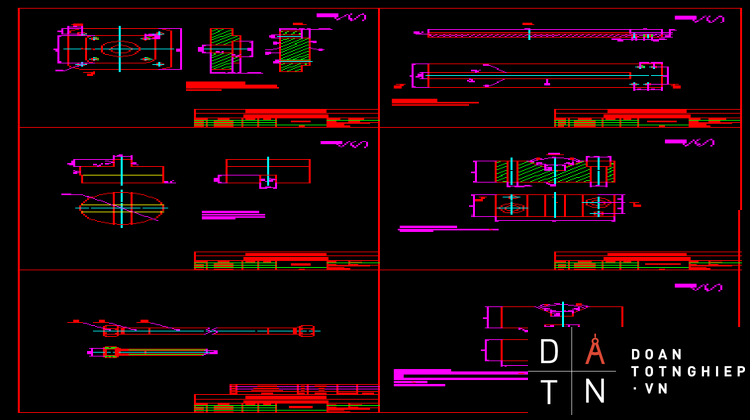
- Bản vẽ các chi tiết gia công của máy.
- Bản vẽ sơ đồ nguyên công của qui trình công nghệ gia công (nếu khối lượng công việc ít).
B- PHẦN THUYẾT MINH
- Tổng quan.
- Phân tích chức năng, lựa chọn phương án thiết kế.
- Tính toán thiết kế hệ thống thủy lực máy ép 10 tấn.
- Tính toán thiết kế hệ thống truyền động thủy lực.
- Tính toán thiết kế khung máy.
- Kết luận.
- Sản xuất thử mô hình, điều chỉnh, sữa chữa lại thiết kế
-
MỤC LỤC
Chương 1: TỔNG QUAN
1.1. GIỚI THIỆU.. 9
1.2. LỊCH SỬ PHÁT TRIỂN.. 10
1.3. THỰC TRẠNG VÀ XU HƯỚNG SỬ DỤNG MÁY ÉP THỦY LỰC HIỆN NAY..... 10
1.4. PHÂN LOẠI13
1.5. MỤC ĐÍCH NGHIÊN CỨU CỦA ĐỀ TÀI15
1.6. NỘI DUNG CỦA ĐỀ TÀI15
CHƯƠNG 2:PHÂN TÍCH CHỨC NĂNG VÀ LỰA CHỌN PHƯƠNG ÁN THIẾT KẾ
2.1. PHÂN TÍCH KHẢ NĂNG ỨNG DỤNG CỦA MÁY ÉP THỦY LỰC TẠI VIỆT NAM... 16
2.1.1.Một số sản phẩm sửa chữa và tháo lắp cần dùng máy ép thủy lực. 16
2.1.2.Phân tích sản phẩm chính.18
2.1.2.1.Ống ty phuộc trước xe máy. 18
2.1.2.2.Phuộc sau.19
2.1.2.3. Mâm xe. 20
2.2.CÁC YÊU CẦU KHI LỰA CHỌN MÁY ÉP. 20
2.3. CÁC PHƯƠNG ÁN THIẾT KẾ.21
2.3.1. Phương án 1: Máy ép thủy lực thân hình chữ C.. 21
2.3.3. Phương án 3: Máy ép thủy lực 4 trụ. 23
2.4. CHỌN PHƯƠNG ÁN THIẾT KẾ.. 24
Chương 3: TÍNH TOÁN THIẾT KẾ HỆ THỐNG THỦY LỰC MÁY ÉP 10 TẤN
Chương 4:TÍNH TOÁN THIẾT KẾ HỆ TRUYỀN ĐỘNG THỦY LỰC
4.2.LƯU LƯỢNG CẦN CUNG CẤP CHO XY-LANH.. 33
4.3. TÍNH TOÁN ĐƯỜNG ỐNG THỦY LỰC.. 33
4.3.1. Tính toán đường ống hút.35
4.3.2. Tính toán đường ống xả.35
4.3.3 Tính toán đường ống nén.35
4.4. TÍNH TOÁN BƠM NGUỒN.. 36
4.4.1. Nguyên tắc tính toán bơm nguồn. 36
4.4.2. Tính chọn bơm nguồn.37
4.5. CHỌN ĐỘNG CƠ ĐIỆN.. 41
4.6. TÍNH CHỌN VAN.. 42
4.6.1. Tính chọn van phân phối42
4.6.2. Tính chọn van an toàn. 44
4.6.3. Chọn van chống lún. 45
4.7. CHỌN ĐỒNG HỒ ĐO ÁP VÀ KHÓA ĐỒNG HỒ.. 46
4.8. CHỌN MẮT THĂM DẦU VÀ NẮP ĐỔ DẦU.. 47
4.9. CHỌN BỘ LỌC.. 47
4.9.1. Chức năng bộ lọc dầu. 47
4.9.2. Phân loại bộ lọc dầu. 47
4.10. CHỌN BỘ LÀM MÁT.. 49
4.11. TÍNH TOÁN THIẾT KẾ BỂ DẦU.. 50
4.11.1. Chức năng và nhiệm vụ của bể dầu. 50
4.11.2. Kết cấu và kích thước của bể dầu. 50
4.11.3. Tính toán sơ bộ kích thước bể dầu. 50
Chương 5:TÍNH TOÁN THIẾT KẾ KHUNG MÁY
5.1. TÍNH TOÁN BỀN CHO KHUNG ĐỠ.. 54
5.2. TÍNH BỀN CHO TẤM ĐỠ.. 55
5.3.TÍNH BỀN CHO THANH ĐỠ.. 56
5.3.1. Tính đường kính d cho thanh đỡ. 56
5.3.2. Tính biến dạng dọc tuyệt đối57
5.3.3. Tính bền ren cho thanh đỡ.57
Chương 6: KẾT LUẬN
6.1. NHẬN XÉT ĐÁNH GIÁ MÁY.. 59
6.2.HƯỚNG DẪN SỬ DỤNG VÀ BẢO QUẢN.. 59
6.2.1. Hướng dẫn sử dụng. 59
6.2.2. Bảo Quản. 59
6.3. HƯỚNG PHÁT TRIỂN MÁY.. 61
Chương 7:SẢN XUẤT THỬ MÔ HÌNH, ĐIỀU CHỈNH, SỬA CHỮA LẠI THIẾT KẾ
TÀI LIỆU THAM KHẢO.. 63
Chương 1: TỔNG QUAN
1.1. –GIỚI THIỆU
Máy ép thủy lực là loại máy ép bằng cách sử dụng xi lanh thủy lực để tạo ra một lực nén rất lớn sử dụng cho những mục đích khác nhau trong quá trình sản xuất và sửa chữa thiết bị cơ khí. Nó được sử dụng tương đương vớinhư một thủy lực của một đòn bẩy cơ khí, và cũng được biết đến như là một máy ép Bramah[1],
- Máy ép thủy lực hay còn gọi là máy đột thủy lực ,máy dập thủy lực….
-
Máy ép thủy lực được sử dụng rất rộng rãi, dùng để ép, tháo,lắp, nắn thẳng, định hình các chi tiết máy và đột lỗ các loại vật liệu khi có yêu cầu.-
Ngoài ra, máy ép thủy lực còn được chế tạo “ chế “ để sử dụng trong các ngành nghềthông dụng như: ép bún, ép giấy loại, ép sắt vụn,…..Hình 1.1: Máy ép thủy lực 4 cột Y32-1000
1.1.
1.2. LỊCH SỬ PHÁT TRIỂN
Trong nghành công nghiệp sản xuất, chế tạo, vận chuyển cần một lực lớn để có thể nâng, hạ vật có trọng lượng lớn (từ khoảng trên 100kg) hay chế tạo thiết bị dùng trong việc sản xuất chế tạo máy móc, các chi tiết máy... cấu trúc kim loại ban đầu có cơ tính không tốt phải qua rèn để làm tăng cơ tính đảm bảo việc chế tạo các loại phụ tùng chịu lực lớn.
Phương pháp chế tạo máy móc sớm nhất là dùng búa người thợ rèn dùng kìm kẹp chặt miếng kim loại đã được nung đỏ rồi sử dụng búa tác dụng lực trực tiếp vào vật được rèn. Phương pháp tốn sức và mất nhiều thời gian, mà chỉ rèn được vài vật dụng nặng vài kilogam dẫn đến năng suất thấp.
Phát triển thêm một bậc người ta chế tạo ra búa hơi nước và búa khí nén có thể rèn được vật dụng nặng tới vài tấn. Tuy nhiên, những chi tiết máy lớn hơn thì không thể rèn được. Do đó con người đã phát minh Máy ép thủy lực sử dụng cho việc rèn sản phẩm.
Phát minh đầu tiên, Joseph Bramah, Anh. Ông đã phát minh Máy ép thủy lực dựa theo Định Luật Truyền Áp Suất (Định luật Pascal) trong chất lỏng và được cấp bằng sáng chế vào năm 1795.
Xét về mặt lý luận thì thấy có thể chế tạo được những máy ép thủy lực có áp lực lớn vô hạn, nhưng cấu tạo của chúng rất phức tạp, trên thế giới hiện nay những máy rèn thủy lực lớn nhất chưa vượt qua 15000 tấn, máy rèn khuôn cũng chưa vượt qua 100000 tấn. Hiện nay có mấy chục máy ép thủy lực trên 10000 tấn nhưng chỉ có một vài nước có thể chế tạo ra chúng. Ứng dụng của các thiết bị thủy lực, máy ép thủy lực có lẽ còn rất nhiều điều mà chúng ta cần phải tìm hiểu và nghiên cứu sâu hơn nữa để tạo ra những loại máy móc với những công dụng hữu ích bất ngờ.
1.3. THỰC TRẠNG VÀ XU HƯỚNG SỬ DỤNG MÁY ÉP THỦY LỰC HIỆN NAY
Trên thế giới hiện nay, có nhiều công ty chế tạo máy ép phục vụ cho ngành công nghiệp nặng và nhẹ như các loại máy ép dùng trong sản xuất giày, máy ép dùng để nong lỗ trong sản xuất chi tiết máy, máy ép dùng để đột, máy ép dùng để ép gạch, dùng để ép ván dăm…. Tuy nhiên, tính đa dạng trong khâu thiết kế sản phẩm này chưa có, vì lí do nhu cầu sử dụng mặt hàng này không nhiều. Hầu hếtNên đa số các công ty chuyên sản xuất máy ép luôn sản xuất theo đơn đặt hàng của đối tác. Điều này đã dẫn đến thực trạng nước ta chưa có công ty nào thiết kế và chế tạo ra máy ép hoàn chỉnh. Do kinh nghiệm cũng như công nghệ là chưa đủ. Do đó, mà các công ty chủ yếu là phân phối lại sản phẩm của các công ty nước ngoài hoặc nhận đơn đặt hàng tại Việt Nam rồi đưa về các công ty chính để chế tạo.
CQua tìm hiểu các công ty chuyên sản xuất và chế tạo máy ép chủ yếu tập trung ở những nước có nền công nghiệp phát triển mạnh như: tại Mỹ có công ty DENISON được thành lập từ năm 1900, tại Ấn Độ có công ty VELJAN, Đài Loan có công ty YOKEN của Đài Loan chuyên cung cấp các loại van và bơm thủy lực khí nén, tại, Đức có tập đoàn REXROTH chuyên về sản xuất chế tạo, sửa chữa và bảo dưỡng các loại máy ép thủy lực cũng như cung cấp thiết bị phụ tùng cho các hệ thống thủy lực khí nén. Tại Việt Nam,có công ty Cổ phần Công nghệ Quỳnh, công ty T.A.T, công ty Thái Vinh tại Tp HCM, công ty Long Quân tại Hà Nội là các công ty chuyên về phân phối, lắp đặt, thiết kế, tư vấn hệ thống thủy lực khí nén hàng đầu tại Việt Nam.
Dưới đây là mMột số loại máy ép thủy lực đang có trên thị trường Việt Nam:
a. Máy UBP 1201 (Trung Quốc)
b. Máy LARZEP (Tây Ban Nha)
Hình 1.2Máy ép thủy lực
Cùng với tiến trình toàn cầu hóa, xu hướng các quốc gia xích lại với nhau về kinh tế nói chung cũng như việc chuyển giao công nghệ, máy móc nói riêng đó chính là hình thức các công ty đa quốc gia: Công ty mẹ (nhà sản xuất) – công ty con (nhà phân phối). Hiện nay, tại Việt Nam chưa có công ty nào sản xuất và chế tạo máy ép thủy lực mà chủ yếu là nhập khẩu từ nước ngoài về của các hãng sản xuất nổi tiếng như đã giới thiệu ở trên. Trong hoàn cảnh nước ta đang trên đường phát triển nền kinh tế công nghiệp, nhu cầu sử dụng máy móc là rất lớn và đa dạng. Tuy nhiên, lâu nay thị trường này vốn thuộc về các nhà sản xuất máy móc thiết bị nước ngoài với rất nhiều ưu thế về công nghệ và kinh nghiệm, đã tạo ra sự chi phối về giá cả cũng như mẩu mã, kích thước của sản phẩm. Chính điều này đã tạo ra sự lãng phí trong việc sử dụng máy móc hoặc là sự không dung hòa về kích thước của chi tiết gia công và kích thước của máy.
Ở Việt Nam rất nhiều trung tâm sửa chữa muốn đặt hàng về máy ép thủy lực như các trạm bảo dưỡng xe máy Head, các cửa hàng, trung tâm sửa chữa xe môtô, ôtô, một số cơ sở sản xuất các mặt hàng cần dùng tới máy ép cũng cần mua các loại máy ép được sản xuất trong nước bởi vì giá cả phải chăng, kích thước hợp lý cho không gian nhà máy. Trước tình hình đó, cần có những kỹ sư đứng ra tìm hiểu và chế tạo thành công máy ép để phục vụ cho công việc sản xuất của các công ty nước nhà ngày càng phát triển và đa dạng trong lĩnh vực sản xuất.
1.4. PHÂN LOẠI
Hình 1.3: Sơ đồ Máy ép thủy lực gia công kim loại
Hình 1.4: Sơ đồ Máy ép thủy lực gia công phi kim loại
Trên đây ta phân loại Máy ép Thủy Lực theo chức năng và công nghệ.
- Thông số cơ bản của máy ép thủy lực: Lực ép định mức dưới tác động của áp suất tối đa của chất lỏng gọi là lực ép danh nghĩa PH, được xác định bằng tích số giữa áp suất danh nghĩa của khối chất lỏng p với diện tích tiết diện ngang của Pittông công tác f.
- Máy ép thủy lực rất đa dạng. Với một cụm tạo lực bơm-pittông-xilanh có thể lắp nhiều dạng máy khác nhau, phục vụ các dạng công nghệ khác nhau. Tùy theo chức năng công nghệ, máy ép thủy lực được phân thành máy ép gia công vật liệu kim loại (hình 1.4) và máy ép gia công vật liệu phi kim loại (hình 1.3) và các máy công dụng khác. Máy ép kim loại được chia thành 5 nhóm: Máy ép rèn tự do-máy dập thể tích, máy ép chảy kim loại, máy ép dập tấm, máy ép dùng trong lắp ráp và máy ép ép kim loại phế thải. Cùng với sự phát triển của công nghệ gia công áp lực, các dạng máy mới dần xuất hiện nhằm đáp ứng yêu cầu của từng công nghệ riêng biệt.
+Máy ép nhóm thứ nhất là máy ép dùng để rèn tự do và dập thể tích. Máy dùng để rèn tự do và rèn trong khuôn đơn giản có lực ép danh nghĩa PH = 5 120 MN[2] (500 12000 T[3]). Máy ép dập thể tích dùng để dập nóng các chi tiết làm từ thép hoặc hợp kim nhôm hoặc hợp kim magiê, PH = 10 700 MN (1000 70000 T). Máy ép đột lỗ, dùng để đột lỗ sâu phôi thép ở trạng thái nóng trong khuôn kín, PH = 1,5 30 MN (150 3000 T). Máy ép để chuốt kéo các phôi rèn bằng thép, PH = 0,75 15 MN (75 1500 T).
+Nhóm thứ hai gồm các máy ép dùng để ép chảy hay ép đùn các sản phẩm dạng ống-thanh định hình từ hợp kim màu và thép, có áp lực PH = 0,4 120 MN.
+Nhóm thứ ba bao gồm: Máy ép dập tấm tác động đơn, chỉ có xilanh công tác ép với PH = 0,5 10 MN (50 1000 T). Máy ép vuốt sâu các chi tiết hình trụ, với tác động kép có xilanh công tác tạo lực ép và xilanh tạo lực ép biên, PH = 0,3 40 MN (30 4000 T). Máy ép cao su PH = 10 200 MN (1000 20000 T). Máy ép gấp mép, tạo mặt bích, uốn và dập các vật liệu dạng tấmdày, PH = 3 45 MN (300 4500 T). Máy ép lốc, để uốn lốc các vật liệu dạng tấm dày ở trạng thái nóng, PH = 3 200 MN (300 20000 T).
+ Nhóm thứ năm thuộc các loại máy ép đóng gói và đóng bánh, dùng để ép phế liệu dạng như phoi kim loại và các phế liệu kim loại, ép lắp ráp và nắn sửa chữa tinh chỉnh, PH = 1 6 MN (100 600 T).
+Máy ép vật liệu phi kim loại bao gồm: Máy ép vật liệu bột, máy ép chất dẻo và máy ép để ép các dạng tấm, phiến.
- Tính công nghệ của máy ép thủy lực phụ thuộc kết cấu của thân máy (kiểu cột, kiểu hai trụ, kiểu một trụ và kiểu chuyên dùng). và kiểu về số lượng xilanh (pittông, pittông nhiều bậc…). Máy bốn trụ cố định được sử dụng rộng rãi, dầm di động theo phương thẳng đứng. Máy ép đùn các chi tiết dạng thanh thường có kết cấu dạng nằm ngang để giảm chiều cao nhà xưởng.
1.5. MỤC ĐÍCH NGHIÊN CỨU CỦA ĐỀ TÀI
Với đề tài nghiên cứu và thiết kế máy ép thủy lực có tải trọng 10 tấn để phục vụ cho các cơ sở, trung tâm sửa trữa. Hiện nay các cơ sở, trung tâm sửa chữa đang sử dụng máy ép tự chế tạo không đảm bảo tính an toàn cho người sử dụng. Chi phí đầu tư cho một máy tốn kém vì các máy hiện tại được sản xuất tại nước ngoài. Do đó, mục đích của đề tài là thiết kế máy ép thủy lực có tải trọng 10 tấn phù hợp với điều kiện hiện nay của các cơ sở sản xuất nhỏ, và các trung tâm sửa chữa.
1.6.NỘI DUNG CỦA ĐỀ TÀI
Để tài “Thiết kế máy ép thủy lực”có tải trọng 50 tấn bao gồm các chương:
Chương 1: TỔNG QUAN
Chương 2: PHÂN TÍCH CHỨC NĂNG, LỰA CHỌN PHƯƠNG ÁN THIẾT KẾ
Chương 3: THIẾT KẾ HỆ THỐNG THỦY LỰC MÁY ÉP 10 TẤN
Chương 4: TÍNH TOÁN THIẾT KẾ HỆ TRUYỀN ĐỘNG THỦY LỰC
Chương 5: TÍNH TOÁN THIẾT KẾ DÀN KHUNG MÁY.
Chương 6: KẾT LUẬN
Chương 7:CHẾ TẠO THỬ MÔ HÌNH, SỬA CHỮA LẠI THIẾT KẾ.
Chương 2: PHÂN TÍCH CHỨC NĂNG VÀ LỰA CHỌN PHƯƠNG ÁN THIẾT KẾ
2.1. PHÂN TÍCH KHẢ NĂNG ỨNG DỤNG CỦA MÁY ÉP THỦY LỰC TẠI VIỆT NAM
Máy ép thủy lực đang được ứng dụng rộng rãi trong các lĩnh vực công nghiệp:
+ Máy đúc, ép dập trong chế tạo cơ khí.
+ Máy ép phế liệu, giấy vụn, phoi bào.
+ Máy ép dăm bào, mùn cưa, bã mía.
Máy ép thủy lực được sử dụng rộng rãi để thực hiện công đoạn ép-lắp ráp, dập tấm, chuốt ép, và hàng loạt các công việc gia công khác. Máy còn dùng để nghiền, ép các sản phẩm bằng chất dẻo, lắp ráp các chi tiết máy công cụ, máy dệt, động cơ ô tô, các loại thiết bị công nghiệp và gia dụng trong các nhà máy dân sự, cũng như nhà máy quốc phòng như: Sản xuất các chi tiết nong lỗ má xích của xe tăng, dùng trong việc ép các khuôn sắt, dùng để đột các phôi, dùng để vuốt các yên xe, vuốt bình xăng xe máy và ôtô, dùng để chồn đầu bulông lục giác, ép (cắt) các khuôn định hình…
Ở đây, với mục đích của đề tài là chế tạo ra máy ép sử dụng trong việc sửa chữa phụ tụng xe máy, ô tô, hoặc các công việc tháo lắp dùng trong các phân xưởng sửa chữa, bảo dưỡng bào trì và trong sản xuất vừa và nhỏ.
2.1.1.Một số sản phẩm sửa chữa và tháo lắp cần dùng máy ép thủy lực
- Nắn thẳng ống ty phuộc nhún trước xe máy.
Hình 2.1: Ép ống ty phuộc nhún trước xe máy
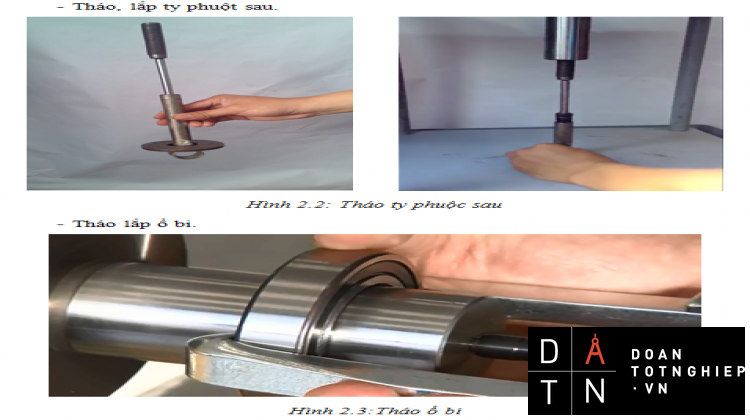
- Tháo, lắp ty phuột sau.
Hình 2.2: Tháo ty phuộc sau
- Tháo lắp ổ bi.
Hình 2.3:Tháo ổ bi
- Ngoài ra, Máy còn có thể tháo lắp, ép các chi tiết khác…
2.1.2.Phân tích sản phẩm chính.
2.1.2.1.Ống ty phuộc trước xe máy
Hình 2.4: Phuộc nhún trước xe mô tô.
- Phuộc trước xe máy là một trong những bộ phận không thể thiếu của một chiếc xe gắn máy.Phuộc trước – một bộ phận nối kết giữa bánh trước và chảng ba xe máy (càng trước) có tác dụng giúp hạn chế tối đa sự giằng xóc của phần cổ xe khi đi trên những con đường xấu. Nhờ có phuộc trước mà phần tay lái (ghi-đông) sẽ dễ dàng điều khiển hơn khi gặp chướng ngại và người điều khiển sẽ bớt mỏi tay, vai hơn khi lái xe trên những đoạn đường dài.
- Ống ty phuộc là bộ phận quan trong của Phuộc.Ống ty đóng vai trò là đường dẫn truyền xung lực và là chỗ thể tích chứa dầu phuộc.
+ Khi Ống ty phuộc bị cong thì sẽ làm cho tay lái không cân bằng, bị lạng sang một bên, xe đi bị đảo.
+ Nguyên nhân có thể xuất phát từ thói quen sử dụng xe hàng ngày tới những lý do khách quan gây nên. Xe bị đổ, nghiêng dẫn tới cong ống ty phuộc gây nên việc chảy dầu, cọ xát vào ống lồng làm hỏng giảm chấn.
+ Hình 2.4 ta thấy vùng chịu tác động biến dạng nhiều nhất do tác dụng của ngoại lực do đầu ống ty gắn vào chảng ba xe máy (càng trước) nên vùng sẽ bị cong tại đó là nhiều nhất.
2.1.2.2.Phuộc sau.
Hình 2.5 Phuộc nhún sau
- Phuộc sau xe máy là 1 bộ phận không thể thiếu của xe.Phuộc sau – một bộ phận nối kết giữa phần đuôi khung xe và cái gắp của xe (gắp để lắp bánh xe sau) có tác dụng giúp hạn chế tối đa sự giằng xóc của phần đuôi xe khi đi trên những con đường xấu. Nhờ có phuộc sau mà phần đuôi xe không bị đảo khi gặp chướng ngại trên đường.
- Ty phuộc là bộ phận quan trọng trong ty phuộc sau nó đóng vài trò là đường dẫn truyền xung lực.
+ Khi phuộc sau xe bị rò rỉ nhớt thì khi xe chạy gặp phải chướng ngại trên đường thì phần sau xe có xu hướng đảo về phía phuộc hư.
+ Khi xe bị rò rỉ nhớt thì nguyên nhân chính là hư ty phuộc sau bị chầy xước ty. Lúc này ta cần tháo ty phuộc sau để thay mới.
2.1.2.3. Mâm xe
Hình 2.6 Mâm xe máy Novo
- Mâm xe là 1 bộ phận của bánh xe. Mâm xe dùng để gắn vỏ và lốp xe giúp xe chạy êm.
- Trên hình 2.6 mâm xe bị biến dạng. Khi bị biến dạng như thế sẽ làm cho vỏ và lốp xe tháo ra ngoài hay bánh xe chạy bị đảo. Ta cần ép cho mâm thẳng lại.
2.2.CÁC YÊU CẦU KHI LỰA CHỌN MÁY ÉP
- Khi chọn máy ép cần phải cần đảm bảo những yêu cầu sau:
1- Lực danh nghĩa của máy phải lớn hơn lực dập cần thiết.
Đối với những nguyên công làm việc với hành trình ngắn thì lực dập được lấy theo công thức:
Pm (1,2 1,3).P
Trong đó: Pm là lực danh nghĩa của máy (N)
P là lực cần thiết cho nguyên công
2- Kiểu máy: Chọn máy ép theo độ lớn của hành trình có ý nghĩa rất quan trọng trong việc dập vuốt, cân đối hơn hành trình lớn.
3- Giá thành của máy, kích thước bao của máy, hệ số an toàn.
2.3. CÁC PHƯƠNG ÁN THIẾT KẾ.
2.3.1. Phương án 1: Máy ép thủy lực thân hình chữ C
1. Bệ máy
2. Nút bấm
3. Bulong
4. Môtơ
5. Thân máy
6. Bình dầu
7. Xilanh-pittong
Hình 2.7: Máy ép thủy lực thân hình chữ C
- Ưu điểm:
+ Do kết cấu đơn giản nên giá thành thiết kế không cao và chế tạo tương đối đơn giản.
+ Làm việc ở chế độ cho trước tương đối chính xác.
- Nhược điểm:
+ Kết cấu kém vững chắc, tạo áp lực riêng nhỏ.
+ Chưa có tính tự động hóa cao.
+ Tốc độ không đều, gây ra lực quán tính lớn, do đó gây ra rung động nên khó đạt được độ chính xác.
+ Năng suất thấp.
2.3.2. Phương án 2: Máy ép thủy lực thân chữ A
1. Trụ dẫn hướng
2. Bệ máy
3. Dầm giữ xilanh
4. Xilanh
5. Pittong
6. Đế máy
Hình 2.8: Máy ép thủy lực thân hình chữ A
- Ưu điểm:
+ Máy tạo ra lực ép lớn, ổn định
+ Máy đơn giản, dễ chế tạo
+ Dễ cơ khí hóa và tự động hóa trong quá trình công nghệ
- Nhược điểm:
+ Năng suất thấp, chỉ sản xuất hoạt động vừa và nhỏ
+ Tính vạn năng của máy thấp
+ Dễ bị quá tải
+ Giá thành chế tạo cao
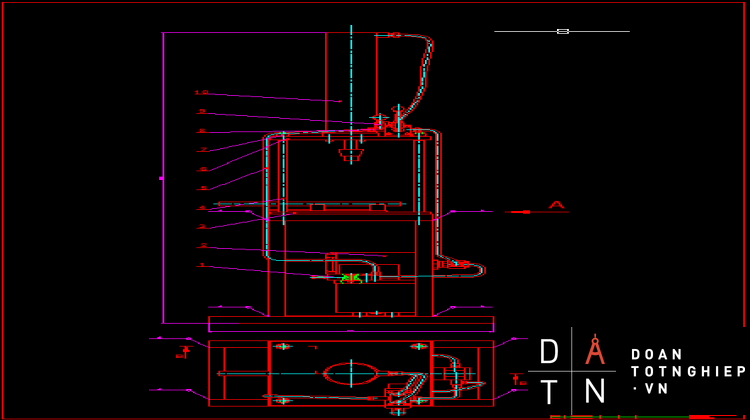
2.3.3. Phương án 3: Máy ép thủy lực 4 trụ
1. Đế dưới
2. Trụ
3. Tấm đỡ
4. Xy-lanh
5. Cần pistong
6. Đai ốc
7. Ống cấp liệu pistong đi về
8. Ống cấp liệu pistong đi ra
Hình 2.9: Máy ép thủy lực 4 trụ
- Ưu điểm:
+ Lực ép được kiểm soát chặt chẽ trong từng chu kỳ
+ Có khả năng tạo ra lực làm việc lớn, cố định ở bất kỳ vị trí nào của hành trình làm việc
+ Làm việc ít tiếng ồn
+ Kết cấu máy vững chắc
+ Giá thành chế tạo rẻ hơn
+ Tính vạn năng máy cao
+ Không gian máy dễ thao tác
- Nhược điểm:
+ Mạch thủy lực phức tạp
+ Năng suất thấp chỉ phù hợp với sản xuất vừa và nhỏ
2.4. CHỌN PHƯƠNG ÁN THIẾT KẾ
Dựa vào yêu cầu ban đầu của máy và ưu nhược điểm của 3 phương án. Nhóm em chọn phương án 3 “Máy ép thủy lực 4 trụ” làm kết cấu của máy. Vì với kết cấu này phù hợp với diện tích của các xướng sản xuất nhỏ. Không gian của máy dễ thao tác.
Nguyên lí hoạt động của máy:
1. Thùng dầu
2. Động cơ
3. Bơm nguồn
4. Ống nén
5.Ống hồi
6.Ống nén tác động pistong đi ra.
7.Van điều khiển 4/3
8.Xy-lanh
9.Ống nén tác động pistong đi vào
10.Dàn khung
11.Ống hút.
Hình 2.10: Sơ đồ nguyên lý máy
Dầu được bơm lên nhờ bơm nguồn (3) được gắn vào động cơ (2). Bơm nguồn (3) hoạt động nhờ vào động cơ (2) quay làm hai bánh răng trong bơm nguồn (3) quay ngược chiều nhau hút dầu lên van điều khiển (7) thông qua ống hút (11) qua bơm nguồn(3) và qua ống nén (4). Ở van điều khiển(7) đây là van điều khiển 4/3 ( 4 cửa, 3 tác động) Tác động thứ nhất tay gạt số 1 đây trạng thái chính giữa (trạng tháo ban đầu) dầu sẽ qua van và trả ngược dầu lại thùng dầu nhờ ống hồi (5). Tác động thứ hai ta gạt tay gạt vào vị trí số 2 dầu được bơm lên qua ống nén (6) tác động làm cho pistong đi ra(quá trình ép). Ở ống nén (9) sẽ thông với ống hồi(5) nên khi ép dầu từ khoang hồi sẽ đi về thùng dầu(1). Khi ta gạt tay gạt về vị trí số 1 thì pistong đứng yên giữ nguyên trạng thái. Ta muốn pistong đi về thì ta gạt tay gạt vào vị trí số ba, lúc này dầu được bơm qua van vào ống nén(9) tác động làm pistong đi về. Đồng thời ống nén(6) sẽ thông với ống hồi(5) dẫn dầu từ khoang nén về thùng dầu(1).
Chương 3: TÍNH TOÁN THIẾT KẾ HỆ THỐNG THỦY LỰC MÁY ÉP 10 TẤN
Ta chọn hệ truyền động dùng cho máy ép là hệ truyền động thủy lực thể tích. Cơ cấu chấp hành của hệ là xylanh điều khiển chày ép. Để điều khiển cơ cấu chấp hành này ta sử dụng các van phân phối kiểu 4/3.
Hệ truyền động gồm có các phần chính và chức năng của nó như sau:
- Trạm nguồn: Có chức năng cung cấp năng lượng của dòng chất lỏng công tác cho cơ cấu chấp hành. Thiết bị tạo năng lượng cho dòng chất lỏng ở đây là bơm thủy lực, với động cơ dẫn động là loại động cơ điện xoay chiều ba pha.
Hình 3.1: Trạm nguồn
-Van phân phối: Loại van được sử dụng là van điều khiển bằng tay gạt cơ khí, kiểu 4/3. Van này có chức năng phân phối dòng chất lỏng làm việc đến các khoang làm việc của các xy lanh.
Hình 3.2: Van phân phối.
- Cơ cấu chấp hành: Cơ cấu chấp hành dùng trong hệ truyền động ở đây chính là xy lanh. Cơ cấu chấp hành này có chức năng nhận năng lượng của dòng chất lỏng công tác, rồi biến năng lượng đó thành động năng chuyển động (tịnh tiến).
Hình 3.3: Cơ cấu chấp hành
- Van an toàn:Van an toàn được sử dụng trong hệ thống là loại van an toàn tác động trực tiếp. Nó có nhiệm vụ ổn định áp suất hoạt động của hệ thống, khi áp suất của hệ thống đột ngột tăng thì dòng chất lỏng sẽ được xả qua van an toàn về bể chứa để hạ áp suất của hệ thống xuống một giá trị đã đặt
Hình 3.4: Van an toàn
[1] Máy ép mang tên nhà khoa học Bramah
[2]Mêganewtơn
[3] Tấn
- .........................
Chương 6: KẾT LUẬN
6.1. NHẬN XÉT ĐÁNH GIÁ MÁY
Đề tài máy ép thủy lực 10 tấn do nhóm sinh viên thực hiện đáp ứng một phần nào nhu cầu của thị trường nước ta hiện nay. Tạo ra một công cụ phục vụ cho ngành sửa chữa, bão dưỡng, bảo trì,… đáp ứng nhu cầu cho con người.
Ưu điểm:
- Máy được thiết kế đơn giản, gọn, dễ thao tác, an toàn cho cả người và máy móc thiết bị.
- Có khả năng thay thế đầu làm việc ở cần pistong do đó phù hợp với thiết kế cho việc gia công nhiều chi tiết khác nhau.
- Máy được tính toán chế tạo sử dụng các thiết bị đã được tiêu chuẩn hóa nên giảm chi phí hơn.
- Máy kết cấu an toàn hơn với máy tự chế vì không mua lại nhưng chi tiết phế liệu chế lại.
Nhược điểm:
- Không thể sử dụng bằng tay khi mất điện.
6.2.HƯỚNG DẪN SỬ DỤNG VÀ BẢO QUẢN
6.2.1. Hướng dẫn sử dụng
- Trước khi vận hành phải kiểm tra sơ bộ máy xem:
+ Hệ thống thủy lực: pistong phải ở vị trí an toàn như khi chưa làm việc.
+ Van điều khiển: cần gạt phải ở vị trí an toàn (vị trí chưa làm việc).
+ Đường ống dẫn nhiên liệu: phải được kết nối chặt với xilanh-pistong, van điều khiển, bơm nguồn và thùng dầu, tránh hiện tượng dầu bị rò rỉ khi máy làm việc.
+ Động cơ: không bị hư hỏng, dính nước.
+ Thùng dầu: được cung cấp đầy đủ dầu cho máy làm việc, dầu không được vượt vạch giới hạn cho phép để tránh việc tràn dầu, gây lãng phí nhiên liệu và mất vệ sinh.
+ Dây điện và nguồn: không được cắm điện cũng như bật nguồn khi chưa kiểm tra sơ bộ máy, tránh hiện tượng máy tự vận hành, gây nguy hiểm cho người và hư hỏng thiết bị của máy.
- Không sử dụng lực ép quá lực định mức cho phép của máy.
- Khi ép sản phẩm xong phải cho pistong chở vị trí đầu hành trình.
6.2.2. Bảo Quản
- Không hòa trộn, để lẫn lộn giữa dầu cũ với dầu mới hoặc dầu hãng này với dầu hãng khác để tránh chất lượng dầu thủy lực bị pha trộn gây xung đột và làm mất đi những tính năng quan trọng của dầu.
- Khi thay dầu thủy lực mới phải vệ sinh sạch sẽ thùng chứa dầu, nhằm đảm bảo chất lượng dầu cho máy.
- Đang sử dụng loại dầu thủy lực này không nên sử dụng loại dầu thủy lực khác một cách tức thời mà cần đợi khi thay dầu định kỳ thì mới thay dầu hãng mới, để tránh tình trạng xung đột giữa 2 loại dầu khác nhau.
- Khi thấy hiện tượng dầu có màu trắng đục như nước vo gạo, hoặc màu sắc thay đổi thì có thể dầu thủy lực đã bị nhiễm nước cần gọi điện ngay đến phòng kỹ thuật đơn vị bán dầu để được tư vấn cách xử lý, nếu nhiễm ít chúng ta có thể tách nước, còn nhiễm nhiều thì phải thay dầu mới.
|
|
|
||||
|
|
Hình 6.1: Màu sắc của dầu thủy lực |
|
|||
|
Bảng 6.1: Độ ô nhiễm của dầu thủy lực và cách xử lý |
|||||
|
Quan sát bằng mắt |
Mùi vị |
Tình trạng |
Cách xử lý |
||
|
Màu sắc dầu trong suốt, không thây đổi |
Tốt |
Tốt |
Tiếp tục xử dụng |
||
|
Dầu trong suốt nhưng nhạt màu hơn |
Tốt |
Có pha trộn dầu khác |
Kiểm tra độ nhớt, nếu tốt thì tiếp tục sử dụng |
||
|
Dầu biến thành nhủ trắng |
Tốt |
Có lẫn không khí và nước |
Tách nước, thay nhớt một phần hoặc thay toàn bộ dầu. |
||
|
Dầu chuyển sang màu đen hoặc nâu |
Không tốt |
Oxy hóa biến chất |
Thay toàn bộ |
||
|
Dầu trong suốt có chút một số điểm đen |
Tốt |
Có lẫn tạp chất |
Sau khi lọc, kiểm tra các tiêu chuẩn có liên quan khác, nếu tốt thì sử dụng tiếp, không thì thay. |
||
|
Dầu trong suốt và phát sáng |
Tốt |
Có lẫn bột kim loại |
Sau khi lọc, kiểm tra các tiêu chuẩn có liên quan khác, nếu tốt thì sử dụng tiếp, không thì thay. |
||
Vệ sinh máy móc sau khi sử dụng sẽ tăng tuổi thọ đáng kể cho dầu và thiết bị.
- Ta cần thay dầu thủy lực theo định kỳnhư khuyến cáo từ nhà sản xuất nhằm mục đích giúp máy chạy ổn định, và đảm bảo tuổi thọ của máy một cách tốt nhất. Khi hết hạn sử dụng dầu sẽ hết khả năng chống lại oxi hóa, chống tạo bọt, tách khí, tách nước nên không còn khả năng bảo vệ máy móc thiết bị, chính vì vậy cần phải thay toàn bộ dầu cũ để đảm bảo an toàn cho máy và đảm bảo công suất máy.
- Tránh để dầu tiếp xúc với lửa và nơi có nhiệt độ cao.
- Người sử dụng tránh tiếp xúc với dầu, tránh để dầu bắn vào mắt, khi bị bắn vào mắt cần rửa ngay bằng nước sạch.
6.3. HƯỚNG PHÁT TRIỂN MÁY
- Cải thiện vẻ bề ngoài đẹp hơn.
- Có thể thay thế đường dây dẫn dầu cao-su bằng đường dây dẫn dầu kim loại, nhằm làm máy gọn hơn.
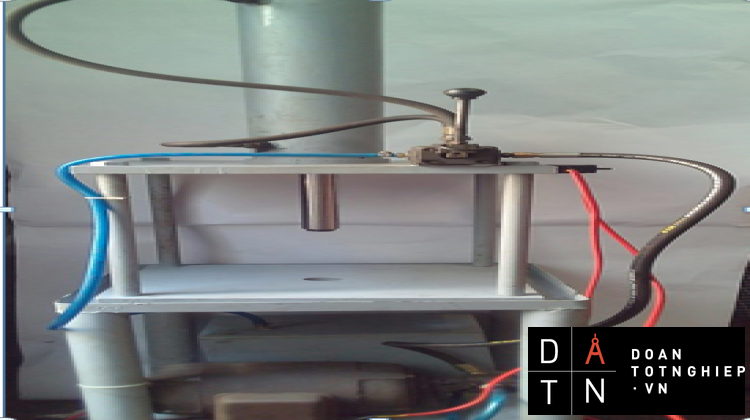
Chương 7: SẢN XUẤT THỬ MÔ HÌNH, ĐIỀU CHỈNH, SỬA CHỮA LẠI THIẾT KẾ
- Theo thực tế thì việc chọn động cơ có thay đổi.
- Pistông cũng có thay đổi vì mua pistong đã qua sử dụng.
- Các chi tiết trong mạch thủy lực không giống do mua đồ đã qua sử dụng.
- Khung thân máy chỉ làm tượng tự không đúng kích thước trong bản vẽ.




