Đồ án tốt nghiệp NGHIÊN CỨU THIẾT KẾ VÀ TÍNH TOÁN CỤM GÁ PHÔI MÁY PHAY LĂN RĂNG CNC



NỘI DUNG ĐỒ ÁN
Tên đề tài:
NGHIÊN CỨU THIẾT KẾ VÀ TÍNH TOÁN CỤM GÁ PHÔI MÁY PHAY LĂN RĂNG CNC
- Các số liệu, tài liệu ban đầu:
|
Thông số |
Đặc trưng kỹ thuật |
|
Đường kính gia công lớn nhất |
Ø200 mm |
|
Môđun lớn nhất |
4 mm |
|
Góc quay đầu dao lớn nhất |
Max±45 độ |
|
Tốc độ trục chính lớn nhất |
1500 Vòng/phút |
|
Tốc độ bàn máy lớn nhất |
200 Vòng/phút |
|
Hệ thống điều khiển CNC |
HCMUTE |
|
Kích thước máy (dài x rộng x cao) |
2150 x 2680 x 2250 |
|
Khối lượng máy |
8500kg |
- Nội dung thuyết minh, tính toán:
vNghiên cứu tổng quan.
vCơ sở lý thuyết của máy phay lăn răng.
vThiết kế cụm gá phôi.
vTính toánkhả năng chịu tải của cụm gá phôi.
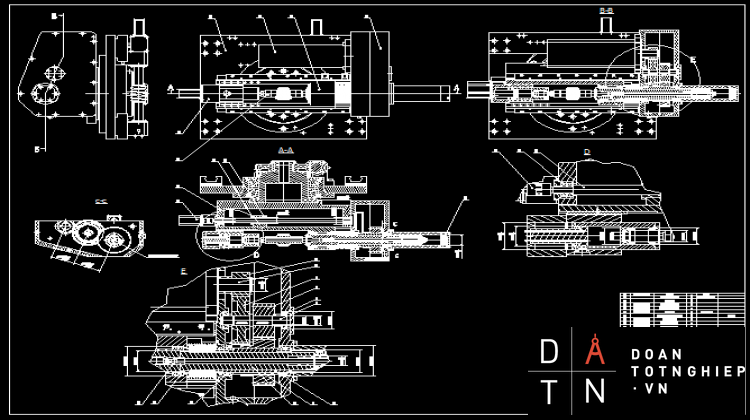
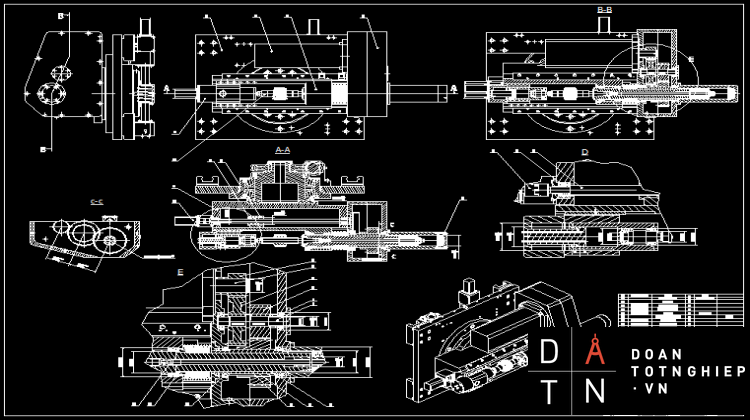
- Các bản vẽ:
vTập bản ẽ chi tiết.
vTập bản vẽ lắp cụm gá phôi.
MỤC LỤC
ĐỒ ÁN TỐT NGHIỆP.. 2
MỤC LỤC.. 4
LỜI NÓI ĐẦU.. 6
LỜI CẢM ƠN.. 7
NHẬN XÉT CỦA GIẢNG VIÊN HƯỚNG DẪN.. 8
NHẬN XÉT CỦA HỘI ĐỒNG BẢO VỆ KHOA CƠ KHÍ CHẾ TẠO MÁY TRƯỜNG ĐẠI HỌC SƯ PHẠM KỸ THUẬT TP HỒ CHÍ MINH.. 9
TÓM TẮT ĐỀ TÀI. 10
CHƯƠNG I: TỔNG QUAN.. 11
- GIỚI THIỆU.11
- TỔNG QUAN VỀ BÁNH RĂNG VÀ DAO PHAY LĂN RĂNG.11
- LÝ THUYẾT CƠ BẢN VỀ GIA CÔNG BÁNH RĂNG BẰNG PHƯƠNG PHÁP PHAY LĂN RĂNG.16
- TỔNG QUAN VỀ MÁY LĂN RĂNG.19
- TỔNG QUAN VỀ MÁY LĂN RĂNG CNC.21
CHƯƠNG II: TÌNH HÌNH NGHIÊN CỨU.. 23
- CÁC CHỈ TIÊU ĐÁNH GIÁ ĐỘ CHÍNH XÁC CỦA BÁNH RĂNG:. 23
- NHỮNG YẾU TỐ QUYẾT ĐỊNH ĐẾN ĐỘ CHÍNH XÁC CỦA MÁY CNC:. 23
- NGHIÊN CỨU CỦA NƯỚC NGOÀI:. 23
- NGHIÊN CỨU Ở TRONG NƯỚC:. 23
CHƯƠNG III: TÍNH CẤP THIẾT CỦA ĐỀ TÀI VÀ GIỚI HẠN ĐỀ TÀI. 25
- TÍNH CẤP THIẾT CỦA ĐỀ TÀI:. 25
- MỤC TIÊU CỦA ĐỀ TÀI:. 27
- ĐỐI TƯỢNG VÀ PHẠM VI NGHIÊN CỨU:. 27
- GIỚI HẠN ĐỀ TÀI:. 27
CHƯƠNG IV: GIỚI THIỆU TỔNG QUAN VỀ CỤM GÁ PHÔI MÁY LĂN RĂNG CNC.. 28
- CẤU TẠO.. 28
II.CHỨC NĂNG.. 30
- QUÁ TRÌNH PHÁT TRIỂN CỦA CỤM GÁ PHÔI. 30
CHƯƠNG V: PHÂN TÍCH CHỌN PHƯƠNG ÁN THIẾT KẾ PHÙ HỢP.. 34
- PHÂN TÍCH CHỌN PHƯƠNG ÁN THIẾT KẾ MÂM QUAY.. 34
- PHÂN TÍCH CHỌN PHƯƠNG ÁN THIẾT KẾ CHO PHẦN CHỐNG TÂM... 39
- PHÂN TÍCH CHỌN PHƯƠNG ÁN THIẾT KẾ CHO PHẦN GÁ PHÔI. 42
CHƯƠNG VI: THIẾT KẾ.. 48
- THIẾT KẾ MÂM QUAY.. 49
- THIẾT KẾ ĐỒ GÁ KẸP RÚT.. 52
- THIẾT KẾ PHẦN XYLANH THỦY LỰC KẸP RÚT (ROTARY CYLINDER). 53
- THIẾT KẾ ĐẦU CHỐNG TÂM... 55
- THIẾT KẾ KẾT CẤU PHẦN THÂN CHỐNG TÂM (TAILSTOCK). 56
CHƯƠNG VII: TÍNH TOÁN.. 60
- TÍNH TOÁN LỰC CẮT CỦA DAO VÀO CHI TIẾT.. 60
- TÍNH TOÁN CÔNG SUẤT CHO CHUYỂN ĐỘNG BAO HÌNH VÀ CHỌN ĐỘNG CƠ CHO MÂM QUAY.. 62
- TÍNH TOÁN BỘ TRUYỀN ĐAI RĂNG CHO MÂM QUAY.. 64
- TÍNH TOÁN CHỌN RAY TRƯỢT BI CHO CỘT CHỐNG TÂM... 68
- TÍNH TOÁN LỰC KẸP CẦN THIẾT.. 69
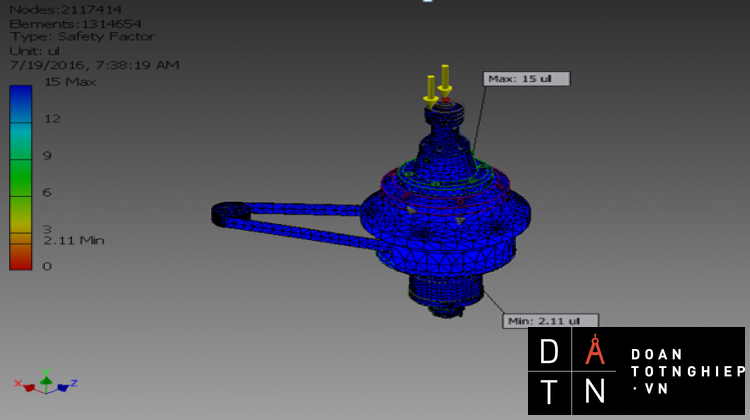
CHƯƠNG VIII: KIỂM BỂN BẲNG PHẦN MỀM INVENTOR PROFESTIONAL 2015. 73
- Kiểm bền toàn bộ cụm mâm quay. 73
- Kiểm bền cho phần mâm quay:. 75
CHƯƠNG IX: NHẬN XÉT VÀ KẾT LUẬN.. 79
- Nhận xét. 79
- Kết luận. 79
TÀI LIỆU THAM KHẢO.. 80
LỜI NÓI ĐẦU
Cùng với sự phát triển của khoa học công nghệ ngày nay, kéo theo đó là sự ra đời của các robots, dây chuyền, máy móc tự động, hiện đại, chính xác,… như các loại máy CNC, robots công nghiệp, công nghệ vũ trụ,…
Việc áp dụng khoa học kỹ thuật, cơ khí hiện đại vào sản xuất, vào đời sống hàng ngày đã giúp con người nâng cao năng suất sản xuất, tiết kiệm thời gian cũng như chi phí. Đồng thời nó cũng giúp biến mọi chuyện trở nên đơn giản hơn…
Tuy nhiên để đảm bảo cho các thiết bị này hoạt động được, con người phải trải qua một quá trình dài bao gồm nghiên cứu, tính toán, thiết kế và chế tạo thử nghiệm.
Ngay trong khi còn ngồi trên ghế nhà trường, để đảm bảo việc áp dụng lý thuyết vào thực tiễn thì bộ môn Công nghệ chế tạo máy cũng như các bộ môn khác đều có môn “Khóa luận tốt nghiệp”, nhằm giúp sinh viên thực hiện đề tài của mình, khẳng định và áp dụng những lý thuyết đã học vào đề tài đó.
Là sinh viên ngành Công nghệ chế tạo máy – Khoa Cơ khí Chế tạo máy, chúng em rất vinh dự khi được làm đề tài tốt nghiệp với tên đề tài “Nghiên cứu, thiết kế và tính toán cụm gá phôi trên máy phay lăn răng CNC”. Nhóm xin chân thành cảm ơn thầy Lê Hiếu Giang, thầy Đặng Minh Phụng, thầy Lê Linh, thầy Trương Bá Anh Đài, cũng như các thầy cô khác trong khoa Cơ khí Chế tạo Máy đã hỗ trợ, giúp đỡ cũng như kiểm tra trong việc thực hiện đề tài của nhóm.
TÓM TẮT ĐỀ TÀI
- Nhiệm vụ đề tài là gì?
Nhiệm vụ đề tài là phải nghiên cứu, thiết kế và tính toán cụm gá phôi trên máy phay lăn răng CNC.
- Công việc nhóm đã thực hiện:
Trải qua hơn 10 tuần thực hiện đề tài, nhóm đã lên kế hoạch cẩn thận để thực hiện đề tài. Các công việc nhóm đã trải qua bao gồm nghiên cứu các loại máy cùng loại đang có trên thị trường, tìm kiếm tài liệu hỗ trợ, lên phương án thực hiện, thiết kế sơ bộ cụm máy cần thực hiện, thiết kế tính toán chi tiết cụ thể, tính toán kiểm bền bằng phần mềm Autodesk Inventor 2015.
Kết hợp với 02 đề tài khác đó là vỏ đế và cụm đầu dao để liên kết số liệu, hoàn thành các bản vẽ lắp, các thông số kỹ thuật.
Mô phỏng hoạt động của máy phay lăn răng CNC.
- Kết quả đạt được:
Kết thúc thời gian thực hiện đề tài nhóm đã hoàn thiện các nhiệm vụ đề tài đã nêu ra.
+ Nghiên cứu, thiết kế & tính toán cụm phôi của máy phay lăn răng CNC.
+ Kiểm bền của cụm máy.
+ Xuất bản vẽ gia công toàn bộ cụm máy.
CHƯƠNG I: TỔNG QUAN
I. GIỚI THIỆU.
Để thực hiện được mục tiêu trở thành nước công nghiệp theo hướng hiện đại vào năm 2020, một trong những nhiệm vụ trọng tâm là phải tạo đột phá cho ngành cơ khí. Công nghiệp cơ khí là ngành công nghiệp then chốt, là nền tảng cho sự phát triển kinh tế. Ngành cơ khí phát triển sẽ trực tiếp kéo theo sự phát triển các ngành công nghiệp phụ trợ khác như ô tô, tàu thủy, dầu khí… Chính vì vậy, các ngành phục vụ cho công cuộc đổi mới và phát triển này đang được quan tâm một cách tích cực. Tập trung vào giáo dục, đào tạo nguồn nhân lực là một phương tiện để thúc đẩy nhanh quá trình này. Ở Việt Nam, số trường đào tạo ngành cơ khí là rất nhiều, tuy nhiên số lượng máy phay lăn răng CNC là rất ít, gây khó khăn trong việc giảng dạy phay bánh răng bằng phương pháp bao hình. Bên cạnh đó, các doanh nghiệp cũng rất cần một dòng sản phẩm máy phay lăn răng với giá thành hợp lý, sản xuất trong nước để đảm bảo về khâu bảo trì, bảo dưỡng. Sản phẩm làm ra sẽ phục vụ cho giáo dục, công tác đào tạo và cung cấp cho các cơ sở gia công. Việc sở hữu công nghệ phay lăn răng CNC sẽ là bước đệm, sẽ mở ra hướng đi rộng hơn trong đào tạo nhân lực và máy móc thiết bị chỉ có thể phát huy tối đa hiệu quả bởi đội ngũ lao động có trình độ kỹ thuật cao.
Cùng với sự tiến bộ của khoa học kỹ thuật, đặc biệt là trong lĩnh vực gia công cơ khí thì máy CNC phải đạt độ chính xác cao, tính ổn định, năng suất cao. Trong tương lai, máy phay CNC sẽ được dùng nhiều trong các xí nghiệp, phân xưởng, nhà máy trong nước. Vì nó đem lại hiệu quả kinh tế rất cao, phù hợp với sản xuất số lượng lớn. Tuy nhiên, chúng ta khó có thể tiến hành sự nghiệp công nghiệp hóa, hiện đại hóa bằng máy móc, thiết bị của nước ngoài vì giá máy móc, thiết bị nhập từ nước ngoài rất cao. Mà chúng ta phải tạo sự chủ động trong công nghệ, tạo nền tảng vững chắc cho sự nghiệp phát triển.
Bên cạnh đó, một nguồn tư liệu giá trị khác chính là những máy phay CNC đã được chế tạo cả trong và ngoài nước, bằng cách tham khảo những nghiên cứu đó để làm cơ sở sáng tạo cho đề tài mà nhóm đang thực hiện.
II. TỔNG QUAN VỀ BÁNH RĂNG VÀ DAO PHAY LĂN RĂNG.
- Tổng quan về bánh răng.
1.1. Khái niệm.
- Bánh răng là một trong những chi tiết truyền động quan trọng và phổ biến nhất của ngành cơ khí.
- Bánh răng là cơ cấu có khớp loại cao dùng để biến đổi loại truyền chuyển động theo nguyên tắc ăn khớp trực tiếp giữa hai khâu. Truyền động bánh răng thực hiện truyền chuyển động và tải trọng nhờ sự ăn khớp giữa các răng hoặc thanh răng.
1.2. Phân loại bánh răng.
- Truyền động bánh răng được phân loại theo các đặc điểm về hình học và chức năng.
- Truyền động giữa các trục song song: bánh răng trụ bánh răng thẳng (hình 1.1 a), răng nghiêng (hình 1.1- b) răng chữ V (hình 2.1 c), ăn khớp ngoài hoặc ăn khớp trong dùng để truyền động.
|
Hình a. |
Hình b. |
Hình c. |
|
Hình 1.1: Truyền động bánh răng thẳng. |
||
- Truyền động bánh răng côn răng thẳng (hình 1.2 a), răng cong hoặc răng nghiêng (hình 1.2 b) dùng để truyền động giữa các trục cắt nhau.
|
Hình a. |
Hình b. |
|
Hình 1.2: Truyền động bánh răng côn. |
|
- Truyền động giữa các trục chéo nhau: như bánh răng trụ răng xoắn (hình 2.3a), trục vít - bánh vít (hình 1.3 b).
|
Hình 1.3 a. |
Hình 1.3 b. |
|
Hình 1.3: Truyền động giữa các trục chéo nhau. |
|
- Truyền động bánh răng - thanh răng dùng để đổi chuyển động quay thành chuyển động tịnh tiến hoặc ngược lại ( Hình 1.4).
|
Hình 1.4: Truyền động thanh răng – bánh răng. |
vTheo đặc trưng của chuyển động của trục mang bánh răng có:
- Truyền động thường.
- Truyền động hành tinh.
vTheo vị trí tương đối của hai tâm quay đối với tiếp tuyến với hai đường tròn lăn tại điểm tiếp xúc giữa hai vòng này:
- Bánh răng ngoại tiếp: tâm quay của hai bánh răng nằm ở hai phía của đường tiếp tuyến.
- Bánh răng nội tiếp: tâm quay của hai bánh răng ở về một phía của đường tiếp tuyến.
vTheo hướng răng trên bánh răng:
- Bánh răng thẳng.
- Bánh răng nghiêng.
- Bánh răng xoắn.
- Bánh răng cong.
vTheo đường cong dùng làm biên dạng của răng:
- Bánh răng thân khai.
- Bánh răng xyclôit.
- Bánh răng Nôvikôv.
vNgoài ra, bánh răng còn có thể chia thành bánh răng có tỷ số truyền không đổi và thay đổi (bánh răng không tròn) theo quy luật nhất định; bánh răng trong truyền động kín (trong hộp giảm tốc; hộp tốc độ; hộp chạy dao) và truyền động hở; bánh răng trong bộ truyền lực (dùng để truyền công suất là nhiệm vụ chủ yếu) và trong bộ truyền động học (truyền chuyển động đảm bảo tỷ số truyền chính xác là nhiệm vụ chủ yếu); bánh răng trong bộ truyền giảm tốc và tăng tốc; bánh răng phẳng và bánh răng không gian.
1.3. Các thông số hình học chủ yếu của bộ truyền bánh răng trụ.
|
Hình 1.5: Thông số hình học của bộ truyền bánh răng thẳng. |
- Số răng của bánh răng: Z1, Z2.
- Tỷ số truyền: i = =
- Bước răng trên vòng chia : t (mm)
- Môđun ăn khớp: m = là thông số cơ bản về kích thước của răng, được tiêu chuẩn hoá.
- Đường kính vòng đỉnh răng: De = D + 2m
- Đường kính vòng chân răng: Di = D – 2,5m
- Khe hở của răng: Co = 0,25m
- Đường kính vòng lăn : d1 = m.Z1 ; d2 = m.Z2
- Khoảng cách trục : A = =
- Góc ăn khớp: α = 20o
- Đường kính vòng cơ sở: d0 = d.cosα
- Tổng quan về dao phay lăn răng.
- Dao phay lăn răng hay còn gọi là dao phay lăn răng trục vít dùng để cắt bánh răng theo phương pháp bao hình, dựa trên nguyên lý ăn khớp giữa bánh vít với trục vít. Thực chất, dao phay lăn răng là một trục vít trên đó có chế tạo các rãnh để tạo ra mặt trước của răng và các lưỡi cắt. Để tạo ra góc sau, mặt sau của răng dao được hớt lưng theo đường cong Acsimet. Dao phay lăn răng có một hoặc nhiều đầu mối. Dao một đầu mối bảo đảm độ chính xác gia công cao nên dùng để gia công tinh. Dao có hai hay nhiều đầu mối cho năng suất cắt cao nên dùng trong gia công thô bánh răng.
- Dao phay lăn răng là dụng cụ gia công răng được dùng nhiều phổ biến, nó dùng để gia công bánh răng ăn khớp ngoài (và một phần cho bánh răng ăn khớp trong) răng thẳng, răng nghiêng (răng xoắn), bánh răng chữ V và còn để gia công bánh vít nữa.
|
Hình 1.6: Dao phay lăn răng. |
- Dạng profin răng dao phay phụ thuộc vào dạng profin của bánh răng gia công, vì vậy dạng profin của răng dao phay có thể là thân khai xyclôit, Nôvicôp...vv
- Phân loại:
- Dựa vào số đầu mối dao phay lăn răng phân thành:
- Dao phay lăn răng một đầu mối.
- Dao phay lăn răng nhiều đầu mối.
- Dựa vào dạng profin của trục vít người ta phân biệt:
- Dao phay lăn Acsimet.
- Dao phay lăn răng Côvôliut.
- Dao phay lăn thân khai.
- Dựa vào kết cấu của dao phay lăn được phân thành hai loại:
- Dao phay lăn nguyên khối chuôi rời hoặc chuôi liền, ở loại này dao phay được chế tạo từ một phôi hoàn chỉnh.
- Dao phay ghép được chế tạo để cắt các loại bánh răng có mô đun lớn (m > 10 mm).
- Kết cấu của dao phay trục vít:
|
Hình 1.7: Kết cấu dao phay lăn răng. |
Trong đó:
- Deu - Đường kính ngoài của dao.
- P - Chiều dày nhỏ nhất của thân dao.
- HK - Chiều sâu rãnh chứa phoi (mm).
- d - Đường kính lỗ gá dao.
- t'1 - Kích thước rãnh then theo tiêu chuẩn (mm).
- L - Chiều dài tổng cộng của dao.
- β - Góc nghiêng của rãnh dọc.
- LÝ THUYẾT CƠ BẢN VỀ GIA CÔNG BÁNH RĂNG BẰNG PHƯƠNG PHÁP PHAY LĂN RĂNG.
- Nguyên lý phay lăn răng.
|
Hình 1.8: Sơ đồ nguyên lý phay lăn răng. |
- Phay lăn răng là phương pháp thực hiện theo nguyên lý bao hình đó là phương pháp sản xuất bánh răng rất phổ biến, phương pháp này cho độ chính xác và năng suât rất cao.
- Dụng cụ cắt là dao phay lăn răng dạng trục vít thân khai. Quá trình gia công được thực hiện trên máy chuyên dùng. Trong đó, dao và phôi thực hiện sự ăn khớp của bộ truyền trục vít bánh vít. Quá trình ăn dao là liên tục, máy không cần thiết bị đổi chiều phức tạp, cũng không cần cơ cấu phân độ giống như đầu phân độ của máy phay vạn năng bình thường. Từ đó thời gian phục vụ liên quan đến đổi chiều hay phân độ được loại trừ.
- Sự ăn khớp của dao phay lăn và bánh răng gia công phải đảm bảo cho bước răng của cặp ăn khớp ở mặt phẳng pháp tuyến tn = π.m góc ăn khớp của cả cặp trong mặt phẳng pháp tuyến α = 20o tỷ lệ tốc độ gốc bằng tỉ số vòng quay của cả cặp và ngược với tỷ lệ số răng của chúng, nghĩa là: = = (1).
Với ωd, nd, Zd - tốc độ góc, số vòng quay, số răng của dao.
ωc , nc, Zc - tốc độ góc, số vòng quay, số răng của bánh răng.
- Phay lăn răng thẳng.
- Khi quá trình phay được thực hiện thì dao sẽ quay nd vòng tương ứng với chi tiết quay np vòng. Lúc ấy khi dao quay 1/k vòng thì chi tiết quay 1/Z vòng phôi.
Với: k: là số đầu mối của dao.
Z: là số răng của bánh răng cần gia công.
- Tương ứng với chuyển động quay của dao và phôi thì đầu dao sẽ thực hiện chuyển động tịnh tiến đứng S1 để cắt hết chiều dày của bánh răng. Chuyển động tiến đứng S1 này nhanh hay chậm tùy thuộc vào tốc độ cắt của dao phay lăn. Trước khi cắt, dao còn có chuyển động hướng kính sao cho vòng lăn của dao tiếp xúc với vòng lăn của phôi, điều này đảm bảo cho gia công đạt chiều sâu của rãnh răng.
- Khi phay răng thẳng, do dao phay có dạng trục vít nên có góc nâng ren, vì vậy ta phải gá dao sao cho trục của dao nghiêng 1 góc α so với mặt đầu của chi tiết gia công, góc α này bằng với góc nâng ren của đường xoắn ốc ren trục vít. Dao phay gá nghiêng về phía nào tùy thuộc vào hướng nghiêng của răng dao.
- Với dao phay có số đầu mối zd cho trước, để gia công bánh răng thẳng có zc răng, từ biểu thức (1) ta có thể chọn số vòng quay nd và nc thích hợp cho dao và phôi. Đối với máy phay lăn răng điều khiển số công việc này được thực hiện tự động thông qua nhập số răng zc từ bàn phím.
|
Hình 1.9: Gá dao nghiêng hướng trái. |
Hình 1.10: Gá dao nghiêng hướng phải. |
- Phay lăn răng nghiêng.
- Khi phay bánh răng nghiêng thì nguyên lý cũng giống như bánh răng thẳng nhưng phải gá trục dao lệch đi một góc ω, ω = β ± α.
Với: β: là góc nghiêng của bánh răng.
α: là góc nâng ren của trục dao.
Dấu (-) khi dao và chi tiết cùng chiều nghiêng.
Dấu (+) khi dao và chi tiết ngược chiều nghiêng.
|
Hình 1.11: Bánh răng nghiêng trái dao xoắn |
Hình 1.12: Bánh răng nghiêng phải Dao xoắn. |
- Khi phay răng nghiêng, S1 tiến đứng song song trục phôi nên phôi phải có chuyển động quay bổ trợ để hướng răng dao trùng hướng của trục phôi. Để thực hiện nhiệm vụ này chúng ta phải thiết kế bộ truyền vi sai trong xích trong xích truyền động.
- Nếu không thiết kế bộ vi sai ta cũng có thể phay được bánh răng nghiêng, lúc đó ta tính lại bộ bánh răng thay thế cho phù hợp chọn phương pháp không vi sai để gia công bánh răng nghiêng.
IV. TỔNG QUAN VỀ MÁY LĂN RĂNG.
- Máy phay lăn răng là loại máy chuyên dùng, nó được chế tạo để gia công bánh răng trụ răng thẳng, răng nghiêng…
- Việc cắt bánh răng được thực hiện bằng cách lăn bao hình giữa dao phay trục vít và phôi, gia công bằng phương pháp phay thuận hay phay nghịch với chạy dao thông thường hay chạy dao đường chéo.
- Hiện có rất nhiều loại máy phay lăn răng với kích thước và chủng loại khác nhau được sử dụng rộng rãi để có thể đáp ứng gia công được mọi bánh răng theo yêu cầu. Những máy này được thiết kế để có thể phay lăn răng mọi loại bánh răng từ những bánh răng đường kính nhỏ hơn 2mm cho đến những bánh răng đường kính hơn 10m (3/32 – 400 inch). Những bánh răng chữ V lớn thường được gia công trên những máy có hai trục dao.
|
Hình 1.13: Phay lăn răng bánh răng. |
- Khi chế tạo bánh răng bằng phương pháp phay lăn răng, có một số điểm cần lưu ý: khi kết thúc quá trình cắt cần một khoảng chừa để thoát dao, nếu không sẽ không thể cắt được vì dao bị kẹt.
- Phay lăn răng khá thuận lợi trong việc cắt những bánh răng có chiều rộng lớn hoặc những bánh răng liền trục dài. Những bánh răng làm việc với tốc độ cao như bánh răng tàu thủy hay bánh răng trong công nghiệp với vận tốc vòng từ 15 đến 100 m/s (3000 đến 20000 fpm) và đường kính lên đến 5 m (200 in) rất thường được cắt bằng phay lăn răng. Một vài bánh răng lớn với đường kính lên đến 10 m cũng được cắt bằng lăn răng (không phải là những bánh răng làm việc với tốc độ cao).
- Phay lăn răng có thể gia công bánh răng chỉ trong một lần cắt bằng cách gá đặt dao cắt hết chiều sâu cắt. Tuy nhiên để đạt đến độ chính xác cao nhất, thường người ta chia ra làm hai lần cắt là cắt thô và cắt tinh. Cắt thô là quá trình cắt phần lớn lượng dư trên phôi. Cắt tinh chỉ cắt một lượng nhỏ từ 0,25 đến 1 mm (0,01 - 0,04 in) chiều dày răng, tùy thuộc vào kích thước bánh răng.
- Hầu hết các loại máy phay lăn răng đều là máy phay lăn răng đứng, tức là loại máy mà phôi được đặt theo phương thẳng đứng. Những máy phay lăn răng ngang thường được sử dụng để cắt các bánh răng liền trục dài.
- Độ chính xác của bánh răng gia công trên máy phay lăn răng thường đạt từ cấp 7 đến cấp 8. Những yếu tố ảnh hưởng đến độ chính xác bánh răng gia công:
- Độ chính xác, cứng vững của máy.
- Độ chính xác chế tạo và gá đặt phôi.
- Dao phải được gá đặt chính xác và đảm bảo kẹp chặt. Để tránh các sai số gia công trong quá trình cắt dao phay cần được định tâm chính xác khi gá đặt, không cho phép có những xây xát, bụi bẩn hoặc dầu mỡ thừa bám vào mặt đầu của dao hoặc của các vòng đệm. Trong trường hợp ngược lại, khi ta xiết chặt thì trục gá dao có thể biến dạng và dao có thể có độ lệch hướng kính. Phần đuôi trục gá dao và lỗ côn trong trục chính cũng được giữ sạch sẽ.
|
Hình 1.14: Phay lăn răng bánh răng cỡ lớn. |
V. TỔNG QUAN VỀ MÁY LĂN RĂNG CNC.
- Ngày nay với sự tiến bộ của khoa học kỹ thuật đã chế tạo thành công những chiếc máy phay lăn răng CNC (Phay lăn răng điều khiển theo chương trính số với sự hỗ trợ của máy tính). Những máy phay lăn răng CNC này có độ chính xác rất cao và được lập trình theo chương trính số vì thế có thể gia công những bánh răng có biên dạng phức tạp với nhiều modun khác nhau với độ chính xác rất cao. Phay lăn răng là phương pháp thực hiện theo nguyên lý bao hình, đó là phương pháp sản xuất bánh răng rất phổ biến, cho độ chính xác và năng suất rất cao.
- Máy phay lăn răng CNC về cơ bản có nguyên lý cấu tạo giống với máy phay lăn răng cổ điển nhưng sử dụng bộ điều khiển để điều khiển các động cơ của máy vì vậy không cần sử dụng các cặp bánh răng thay thế.
- Kết cấu chung của máy bao gồm: chân đế, vỏ máy, phần thân máy, cụm dao, cụm gá phôi và chống tâm. Quá trình ăn dao là liên tục, máy không cần thiết bị đổi chiều phức tạp, cũng không cần cơ cấu phân độ giống như đầu phân độ của máy phay vạn năng bình thường. Có hai lựa chọn cho sơ đồ nguyên lý:
|
|
Nguyên lý này cho ta thấy phần đầu dao được giữ cố định và phần gá phôi chuyển động tịnh tiến để gia công chi tiết. |
|
|
Nguyên lý này thì ngược lại, phần đầu dao di động và phần trục gá phôi sẽ cố định.
|
- Đánh giá máy phay lăn răng dựa trên tiêu chí quan trọng nhất là cấp chính xác của bánh răng. Vì bánh răng là chi tiết truyền động nên đòi hỏi yêu cầu kĩ thuật cao. Độ chính xác của bánh răng phụ thuộc hoàn toàn vào máy, thông dụng nhất là cấp 8, cấp 9.
CHƯƠNG II: TÌNH HÌNH NGHIÊN CỨU
I. CÁC CHỈ TIÊU ĐÁNH GIÁ ĐỘ CHÍNH XÁC CỦA BÁNH RĂNG:
- Độ chính xác truyền động.
- Độ ổn định khi làm việc.
- Độ chính xác tiếp xúc.
- Độ chính xác khe hở cạnh răng.
II. NHỮNG YẾU TỐ QUYẾT ĐỊNH ĐẾN ĐỘ CHÍNH XÁC CỦA MÁY CNC:
- Bàn máy lớn, khoảng không gian máy rộng, gia công được các bánh răng kích thước khác nhau.
- Các bộ phận truyền động đảm bảo độ chính xác cao như: Vít me đai ốc bi; Thanh trượt bi; Động cơ Servo,...
- Có thể gia công nhiều bánh răng trên cùng một lần gá, năng suất cao.
- Sự ăn khớp của dao phay và bánh răng được đảm bảo liên tục nên độ chính xác cao.
- NGHIÊN CỨU CỦA NƯỚC NGOÀI:
- Công nghệ gia công bánh răng tại các nước phát triển gần như đã tự động hóa toàn bộ. Dây chuyền gia công gần như khép kín từ khâu gia công phôi đến khâu cắt răng, cạo răng, mài răng. Các máy phay lăn răng CNC có mặt trên thị trường như: GHO-200, OFA75-900…Các hãng sản xuất máy phay lăn răng nổi tiếng như: RicharDon của Đức, Schiess-Brighton của Mỹ và Đức, hãng Ronson Gears của Úc…
- Gia công bánh răng bằng phương pháp định hình (sử dụng đầu phân độ) chỉ thích hợp cho các trường hợp đơn chiếc vì nó rất tốn thời gian và không đảm bảo độ chính xác. Trong phương pháp bao hình, bánh răng được gia công theo phương pháp lăn răng. Phân loại theo mức độ tự động hóa thì có hai loại: máy phay lăn răng cổ điển và máy phay lăn răng CNC.
- Máy phăn lăn răng cổ điển không có bộ điều khiển. Để liên kết các xích truyền động với nhau, người vận hành phải tính toán và lắp đặt thêm vào các bộ bánh răng thay thế cho các bánh răng có số răng khác nhau.
- Máy phay lăn răng CNC về cơ bản có nguyên lý cấu tạo giống với máy phay lăn răng cổ điển nhưng sử dụng bộ điều khiển để điều khiển các động cơ của máy vì vậy không cần sử dụng các cặp bánh răng thay thế.
IV. NGHIÊN CỨU Ở TRONG NƯỚC:
vỞ Việt Nam, các công trình nghiên cứu chế tạo máy gia công bánh răng là chưa nhiều và rất ít công trình nghiên cứu máy phay lăn răng CNC.
vNhóm nghiên cứu trường ĐH Sư phạm Kỹ thuật TP.HCM đã nghiên cứu và chế tạo máy phay lăn răng CNC. Về cơ bản, nhóm nghiên cứu đã thực hiện:
- Xây dựng được giải thuật điều khiển nguyên lý bao hình để gia công bánh răng trụ răng thẳng, bánh răng trụ răng xoắn.
- Thiết kế mô hình máy 3D, 2D, mô phỏng và tính toán bền cho máy.
- Viết chương trình điều khiển máy.
- Gia công được bánh răng trụ răng thẳng bằng nhựa, đồng thau.
- Gia công bánh răng nghiêng (8º - 20º).
vNhưng máy vẫn còn nhiều hạn chế:
- Tính tự động hóa chưa cao.
- Cụm dao chưa thật sự cứng vững.
- Chỉ cắt được những vật liệu như nhựa, đồng thau.
- Độ chính xác của sản phẩm chưa cao.
|
Hình 2.1: Máy CNC GHO-200.
|
Hình 2.2: Máy CNC HERA-200.
|
|
Hình 2.3: Máy phay lăn răng OFA75-900. |
|
CHƯƠNG III: TÍNH CẤP THIẾT CỦA ĐỀ TÀI VÀ GIỚI HẠN ĐỀ TÀI
I. TÍNH CẤP THIẾT CỦA ĐỀ TÀI:
Trong những năm gần đây, với chủ trương phát triển nguồn nhân lực kỹ thuật cao phục vụ sự nghiệp công nghiệp hoá và hiện đại hoá đất nước, nhiều cơ sở đào tạo đã được đầu tư mạnh cho lĩnh vực cơ khí tự động hoá. Cùng với nâng cấp đào tạo ở nhiều cơ sở, việc mở thêm các ngành đào tạo về cơ khí tự động hoá, cơ điện tử,… ở một loạt các trường đại học, cao đẳng và cả trong hệ thống dạy nghề, công lập và dân lập - tư thục, việc trang bị đầu tư phòng thí nghiệm thực hành trong toàn quốc cũng được quan tâm to lớn với kinh phí vài chục triệu USD mỗi năm. Ở thành phố Hồ Chí Minh và khu vực phía Nam, mỗi năm có tới không dưới 10 cơ sở đào tạo đầu tư trang thiết bị trong lĩnh vực này ở mức kinh phí chục tỷ đồng. Nhìn chung trang bị cho hệ thống thực hành phải đi qua các giai đoạn gồm:
- Giai đoạn 1: Trang bị thực hành cơ bản về thực hành trên các máy phay cơ.
- Giai đoạn 2: Giai đoạn trang bị thiết bị thực hành nâng cao chỉ thực hiện trên máy phay CNC 3 hoạc 4 trục.
- Giai đoạn 3: Giai đoạn trang bị các máy gia công CNC chuyên dùng.
Việc thực hiện giai đoạn 2 đang đi được phân nửa quãng đường, và chỉ có những đơn vị đào tạo có truyền thống và có cơ sở vững chắc, có bài bản mới đầu tư trang bị. Các trang thiết bi máy móc giai đoạn 3 không được nhiều đơn vị thực hiện, do giá thành cao nên hiện thời cũng mới chỉ tập trung chủ yếu ở các máy thực hành giai đoạn 2.
Hiện nay, các thiết bị thực hành về cơ khí tự động hóa hiện rất ít và hầu như không có trường nào trang bị máy CNC chuyên dùng để giảng dạy cũng như sản xuất và cũng chỉ đếm trên đầu ngón tay. Nguyên nhân là các máy CNC chuyên dùng thực hành này đều là ngoại nhập nên khá đắt (tại công ty lắp máy miền nam VIKINO có trang bị 05 máy phay lăn răng chuyên dùng để phay bánh răng với giá tới trên 200 nghìn USD/ 01máy GHO-200 của Hàn Quốc, với các máy thương hiệu japan hoặc của châu Âu thì giá thành có thể cao hơn rất rất nhiều cũng khoảng 600-1500 nghìn USD/ 01 máy,…). Vì vậy, việc đầu tư cho sản xuất thử nghiệm 01 máy phay lăn răng CNC là rất cần thiết trong sản xuất. Có thể nói, vấn đề thiết kế, chế tạo máy phay lăn răng CNC trong nước để phục vụ các yêu cầu sản xuất và cơ khí tự động hóa . Tuy nhiên, việc thiết kế chế tạo máy lăn răng CNC trong nước còn chưa có đơn vị nào thực hiện.
Qua tìm hiểu cho thấy tất cả các dòng máy phay lăn răng đang được bán ở thị trường Việt Nam được nhập từ nước ngoài (Đức, Nhật, Hàn Quốc…) do đó:
vGiá thành máy cao.
vGặp nhiều vấn đề trong quá trình bảo trì, bảo dưỡng.
vPhụ thuộc nhiều vào nhà cung cấp nước ngoài.
Cũng thông qua quá trình tìm hiểu trên mạng internet thì hiện nay ở Việt Nam cũng có nhiều tổ chức, đơn vị chế tạo thành công máy phay lăn răng CNC nhưng chưa có máy sản xuất công nghiệp thực thụ mà chỉ nằm trên dạng mô hình. Hai hình ảnh dưới đây có thể cho ta thấy được việc chế tạo máy phay lăng và áp dụng vào sản xuất ở nước ta là chưa phổ biến.
|
Hình 3.1: Kết quả tìm kiếm với từ khóa “Chế tạo thành công máy phay lăn răng CNC Công nghiệp 5 trục”.
|
|
Hình 3.2: Kết quả tìm kiếm với từ khóa “Chế tạo thành công máy phay lăn răng CNC Công nghiệp ở Việt Nam”. |
II. MỤC TIÊU CỦA ĐỀ TÀI:
- Chủ động công nghệ chế tạo sản phẩm công nghệ cao với mức nội địa hoá cao nhất.
- Quy mô sản phẩm là hệ thống hoàn chỉnh trên cơ sở các module (Bộ điều khiển, phần mềm điều khiển linh hoạt và vân hành an toàn, ...) nhằm cung cấp chuyển giao trọn gói hoặc một phần, hoặc một phần hệ thống, tuỳ theo yêu cầu của khách hàng.
- Sản phẩm có mức nội địa hoá cao (90%) giá thành thấp, thay thế thiết bị nhập ngoại và có thể xuất khẩu ra nước ngoài.
- Tạo sản phẩm thương hiệu Việt có mức công nghệ tương đối cao, đáp ứng yêu cầu công nghệ cao về cơ khí tự động hoá trong nước, góp phần tạo nguồn lực cho sự nghiệp công nghiệp hoá - hiện đại hoá đất nước.
- Quy mô sản xuất sau giai đoạn sản xuất thử nghiệm là sẽ tổ chức sản xuất với quy mô lớn hơn, đáp ứng yêu cầu thị trường trong và ngoài nước.
- ĐỐI TƯỢNG VÀ PHẠM VI NGHIÊN CỨU:
vĐối tượng nghiên cứu:
- Cụm phôi trên máy phay lăn răng CNC.
- Phần mềm thiết kế, tính toán, mô phỏng Autodesk Inventor 2015.
vPhạm vi nghiên cứu
- Thiết kế, chọn phương án.
- Tính toán độ bền, kết cấu của cụm phôi.
- Xuất bản vẽ gia công.
- Kết hợp với 02 nhóm phụ trách các phần khác để hoàn thiện máy phay lăn răng CNC.
IV. GIỚI HẠN ĐỀ TÀI:
- Để nghiên cứu và chế tạo thành công một máy phay lăn răng CNC đưa vào sản xuất thì cần rất nhiều thời gian, nguồn nhân lực và đặc biệt là nguồn kinh phí lớn.
- Vì thời gian làm đồ án có hạn, sinh viên có trình độ chuyên môn chưa cao và nguồn kinh phí hạn chế nên nhóm nghiên cứu chỉ dừng lại ở việc nghiên cứu, thiết kế, tính toán và mô phỏng máy.
CHƯƠNG IV: GIỚI THIỆU TỔNG QUAN VỀ CỤM GÁ PHÔI MÁY LĂN RĂNG CNC
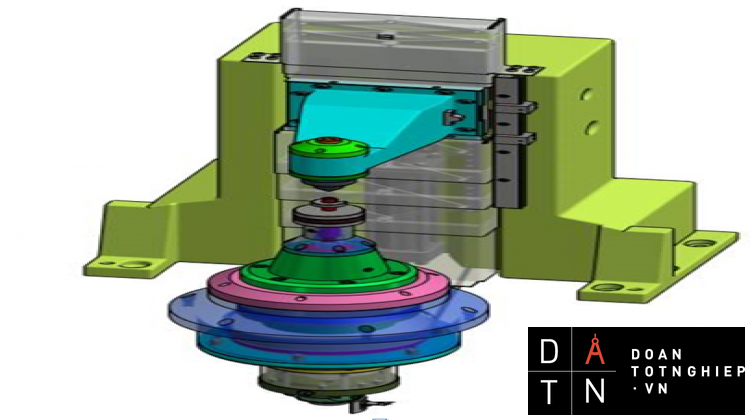
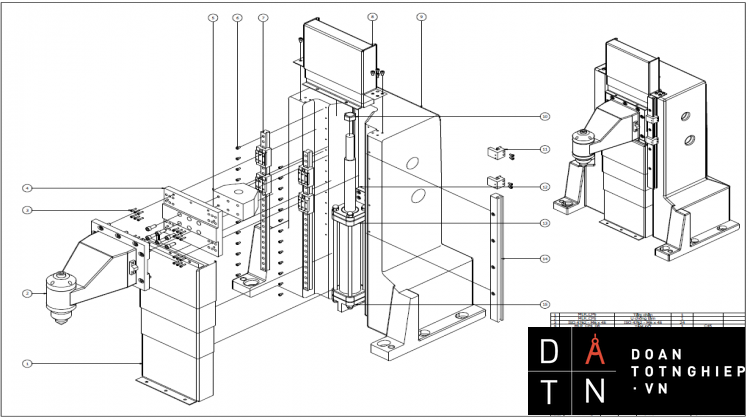
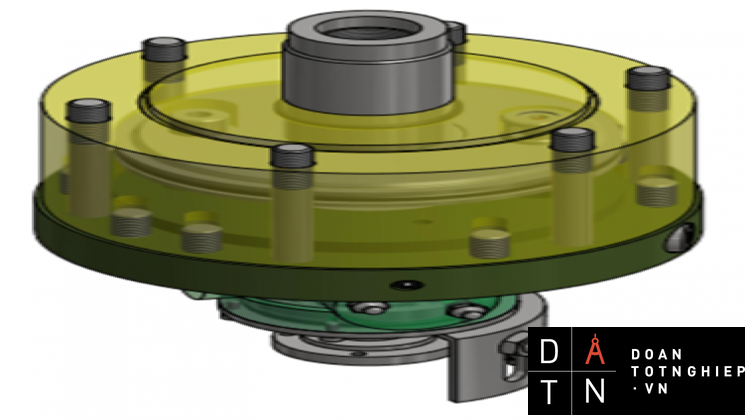
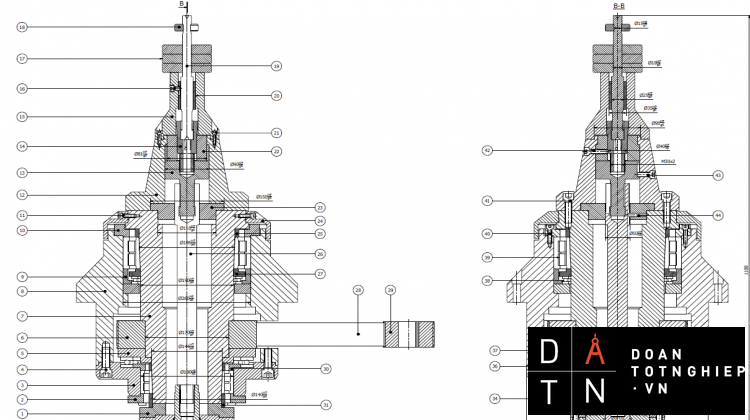
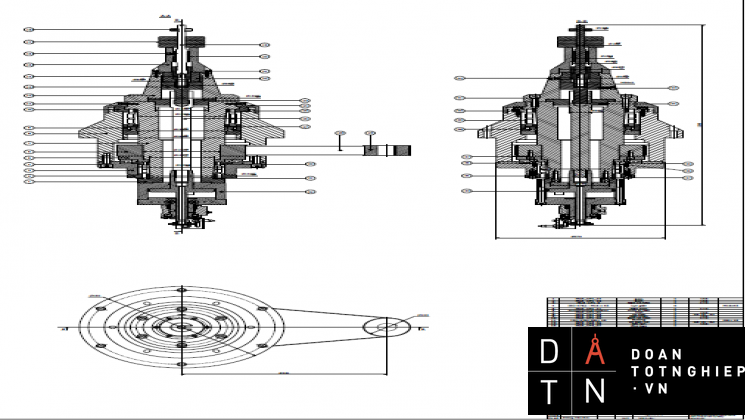
I. CẤU TẠO
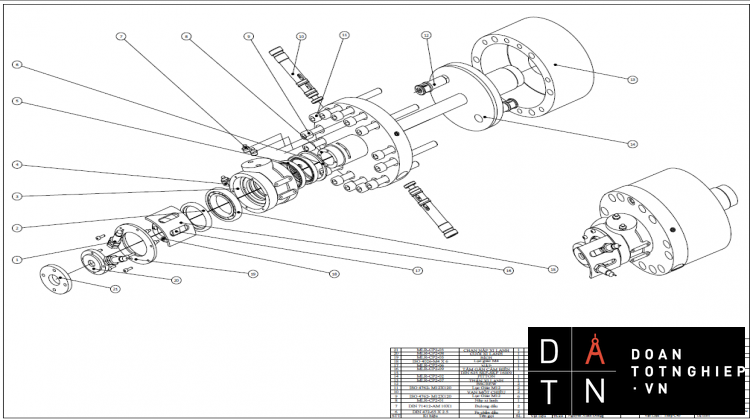
Cụm gá phôi gồm 3 phần chính:
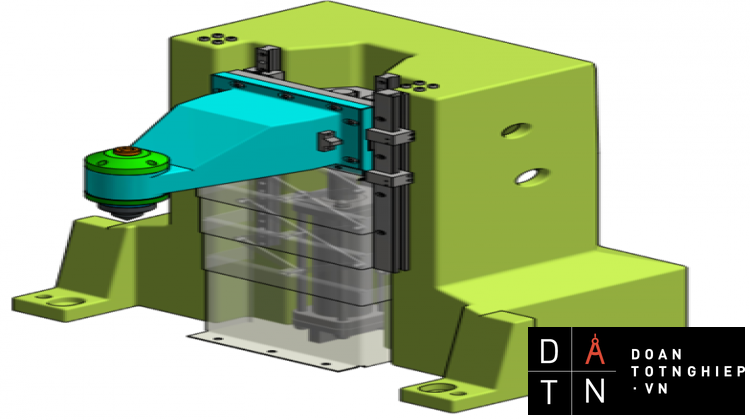
vPhần chống tâm (column tailstock).
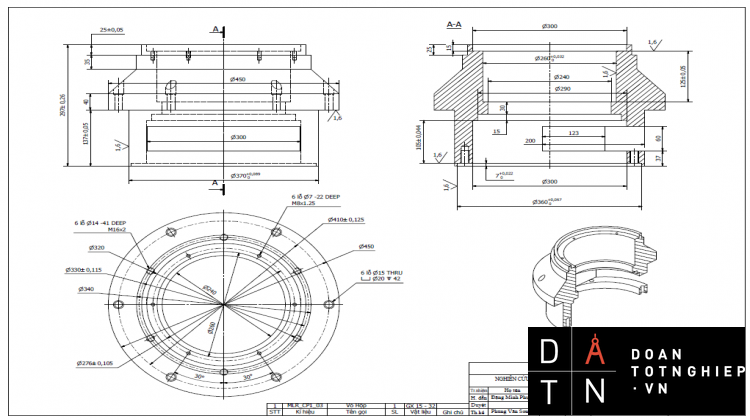
vPhần mâm quay (rotary table).
vPhần đồ gá gia công bánh răng (jig and fixure).
- Phần chống tâm (colunm tailstock)
- Phần mâm quay (rotary table)
- Phần gá đặt phôi: định vị và kẹp chặt (jig and fixture)
II. CHỨC NĂNG
Cụm gá phôi đảm nhiệm chức năng tạo chuyển động quay cho phôi (trục C), đồng thời định vị kẹp chặt chi tiết gia công, đảm bảo đồng tâm và cứng vững khi gia công, ảnh hưởng tới độ chính xác của bánh răng gia công.
- Cụm chống tâm: tham gia định vị, tạo lực kẹp, đảm bảo độ đồng tâm của trục gá phôi, ảnh hưởng trực tiếp đến độ chính xác của bánh răng gia công.
- Cụm mâm quay: Là bộ phận truyền chuyển động quay từ động cơ sang cụm gá phôi và nhiệm vụ đỡ cụm gá phôi phía trên, mà vẫn đảm bảo quay đồng tâm. Phải đảm bảo khả năng chịu tải dọc trục khi cắt chi tiết.
- Cụm đồ gá: dùng để định vị, kẹp chặt chi tiết gia công.
- QUÁ TRÌNH PHÁT TRIỂN CỦA CỤM GÁ PHÔI
- Cùng với quá trình hình thành và phát triển của các phương pháp gia công bánh răng thì phương pháp phay lăn răng cũng trải qua các giai đoạn phát triển: từ máy cơ đến máy CNC hiện đại.
- Qua từng giai đoạn thì cụm gá phôi có nhiều thay đổi, cải tiến, nhiều phương án gá đặt, định vị, kẹp chặt khác nhau, của nhiều hãng nghiên cứu phát triển máy phay lăn răng lại có những điểm khác.
- Do đó để có cái nhìn tổng quát nhất về cụm gá phôi, nhóm xin trình bày sơ lược các phương án thiết kế cụm gá phôi theo mức độ hiện đại và chuyên môn hóa của cụm gá phôi:
- Phương án thủ công.
- Phương án bán tự động.
- Phương án tự động.
- Phương án thủ công (máy cơ)
Tuy cũng có nhiều cơ cấu khác nhau nhưng đa phần đều có điểm chung là định vị, kẹp chặt bằng tay, chống tâm đi xuống thường dùng cơ cấu ăn khớp thanh răng và bánh răng.
vKhi gia công bánh răng rời trục thì có 2 phương án:
- Dùng trục gá rời: đây là phương án áp dụng khi dùng mâm cặp 1 đầu, chống tâm 1 đầu, kẹp chặt chi tiết bằng đai ốc.
- Dùng trục gá tuyến tính: gá phôi lên trục tuyến tính trên mâm quay, kẹp chặt chi tiết bằng đai ốc.
ðPhương án này có ưu điểm là cứng vững hơn mâm cặp, nhưng khó gia công bánh răng liền trục.
vKhi gia công bánh răng liền trục: Chống tâm 2 đầu dùng tốc kẹp truyền chuyển động quay.
|
Hình 4.1: Trục gá tuyến tính
|
Hình 4.2: Trục gá rời
|
- Phương án bán tự động (các loại máy gia công bánh răng lớn, máy cơ lớn hoặc máy NC, CNC)
vThường có điểm chung là gá phôi, định vị bằng tay nhưng kẹp chặt tự động bằng thủy lực (kẹp nhanh). Chống tâm bằng thủy lực.
- Định vị vào lỗ bánh răng và mặt đầu, kết hợp chống tâm.
vỞ phương án này tùy thuộc loại bánh răng gia công, hãng nghiên cứu mà có rất nhiều lại đồ gá. Để cho mỗi biên dạng bánh răng thì lại có các loại đồ gá.
Một số hình ảnh về đồ gá gia công bánh răng (jig and fixture for gear hobbing):
Hình 4.3: Đồ gá gia công bánh răng CNC
- Phương án tự động (cấp phôi tự động kẹp chặt bằng thủy lực)
- ..........
.........................................................................................................
CHƯƠNG IX: NHẬN XÉT VÀ KẾT LUẬN
I. NHẬN XÉT
vTừ khi bắt đầu nhận đề tài đến khi hoàn thành đồ án tốt nghiệp này thì nhóm đã trải qua quá trình nghiên cứu, tìm tòi và học hỏi được rất nhiều kiến thức về gia công bánh răng bằng công nghệ phay lăn răng.
vTìm hiểu được rất nhiều cơ cấu hay từ máy cơ đến máy phay lăn răng CNC.
vKhi thiết kế luôn tìm hiểu thêm kiến thức về phương pháp gia công để làm sao khi thiết kế xong có thể gia công.
vCó thêm kiến thức về sử dụng phần mềm thiết kế 3D Inventor Profesional 2015, xuất bản vẽ, mô phỏng.
vTrong quá trình làm việc thì khó khăn lớn nhất nhóm gặp phải là phải tìm hiểu cơ cấu phức tạp của máy phay lăn CNC trong khi tài liệu về nghiên cứu máy là rất hạn chế, đa phần các tài liệu thiết kế là nhóm đều phải đi tìm catalog của các hãng chế tạo máy nước ngoài và đi tham quan thực tế máy có ở Việt Nam.
vNgoài ra vì khả năng ngoại ngữ hạn chế, nên có thể khi tìm kiếm tài liệu đã bỏ qua những nội dung quan trọng.
II. KẾT LUẬN
Vì lần đầu tiếp xúc với một đề tài lớn và còn nhiều hạn chế về kiến thức chuyên môn nên nhóm nghiên cứu không tránh khỏi thiếu sót. Nên kính mong các thầy trong hội đồng đóng góp ý kiến để từ đó nhóm nghiên cứu rút kinh nghiệm và có cái nhìn đúng hơn về đề tài nghiên cứu này.









