ĐỀ TÀI: TÁI THIẾT KẾ MẶT BẰNG PHÂN XƯỞNG GÒ HÀN CÔNG TY CỔ PHẦN HỮU TOÀN

NỘI DUNG ĐỒ ÁN
ĐỀ TÀI: TÁI THIẾT KẾ MẶT BẰNG PHÂN XƯỞNG GÒ HÀN CÔNG TY CỔ PHẦN HỮU TOÀN
MỤC LỤC
ĐỀ MỤC
Nhiệm vụ luận văn tốt nghiệp
Lời nói đầu
Lời cảm ơn
Tóm tắt luận văn
Mục lục
Danh sách hình vẽ
Danh sách bảng biểu
Danh sách chữ viết tắt
Chương 1: GIỚI THIỆU
1.1. Đặt vấn đề
1.2. Mục tiêu đề tài
1.3. Nội dung đề tài (8)
1.4. Ý nghĩa của việc nghiên cứu
1.5. Giới hạn và phạm vi đề tài
1.6. Các nghiên cứu liên quan
1.7. Cấu trúc luận văn
1.8. Khung nghiên cứu
1.9. Các thuật ngữ
Chương 2: CƠ SỞ LÝ THUYẾT
2.1. Tóm lược lý thuyết có liên quan
2.1.1. Lý thuyết về quy trình chế tạo và lắp ráp sản phẩm
2.1.2. Lý thuyết về bố trí mặt bằng
2.1.1.1. Xem xét, phân loại mô hình bài toán mặt bằng (8)
2.1.1.2. Tiêu chuẩn lựa chọn mặt bằng(8)
2.1.1.3. kiểm chứng mô hình(8)
2.1.1.4. Tổng quan về bài toán mặt bằng nhà máy(8) (...)
2.1.1.5. Quá trình thiết kế mặt bằng
2.1.1.6. Biểu đồ mối quan hệ(10,8)
2.1.1.7. Giải thuật TCRs(10,8)
2.1.1.8. Cách tiếp cận SLP(8) (...)
2.1.1.9. Những ràng buộc tất định(8)
a. Xác định tỷ số sản xuất
b. yêu cầu về thiết bị
c. Yêu cầu về lao động
d. Xác định không gian
2.1.3. Lý thuyết về phương pháp cân bằng chuyền (xem lai)
2.2. Phân tích và chọn kỹ thuật ứng dụng (10) (cách lựa chọn phương án mặt bằng) (8)
2.3. Lý thuyết về chi tiết hóa mô hình mặt bằng
2.3.1. Tính số lượng máy trong từng khu vực
2.3.1. Tính yêu cầu vận chuyển trong xưởng ( và chọn loại thiết bị vận chuyển + số lượng từng loại)
2.3.1. Tính số lượng công nhân trong từng khu vực
2.3.1. Tính diện tích từng khu vực
2.3.1. Tính bề rộng đường đi
2.3.1. Tính diện tích toàn xưởng
2.3.1. Xác định yêu cầu năng lượng cho toàn xưởng (sơ đồ điện, khí nén,...)
Chương 3: GIỚI THIỆU CÔNG TY CỔ PHẦN HỮU TOÀN
3.1. Giới thiệu sơ lược và lịch sử hình thành công ty.
3.2. Chiến lược, tầm nhìn, nhiệm vụ của công ty
3.3. Thị trường và các sản phẩm chính của công ty
3.4. Sơ đồ tổ chức Công ty
3.5. Mặt bằng phân xưởng gò hàn hiện trạng
Chương 4: PHÂN TÍCH HIỆN TRẠNG PHÂN XƯỞNG GÒ HÀN CÔNG TY CỔ PHẦN HỮU TOÀN
4.1. Xác định vấn đề hiện trạng tại xưởng gò hàn
4.1.1. Kế hoạch
4.1.2. Mặt bằng
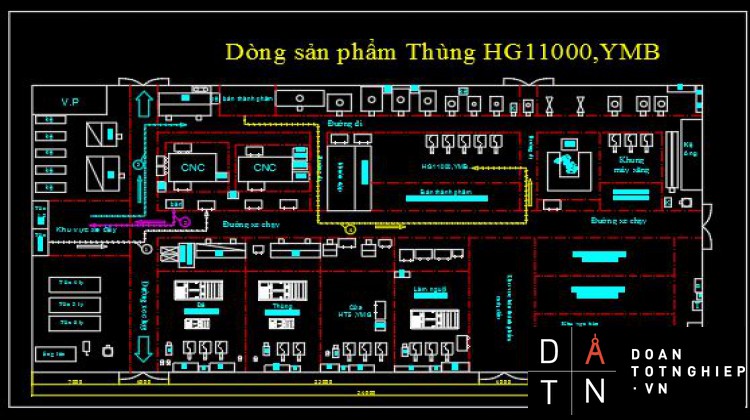
4.2. Quy trình sản xuất hiện tại
4.2.1. Cấu trúc sản phẩm điển hình của xưởng gò hàn
4.2.2. Quy trình sản xuất
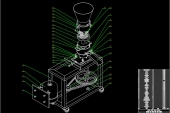
4.2.2.1. Quy trình chế tạo, lắp ráp máy phát điện sử dụng động cơ YANMAR
a) Quy trình chế tạo ĐẾ máy phát YMG 32
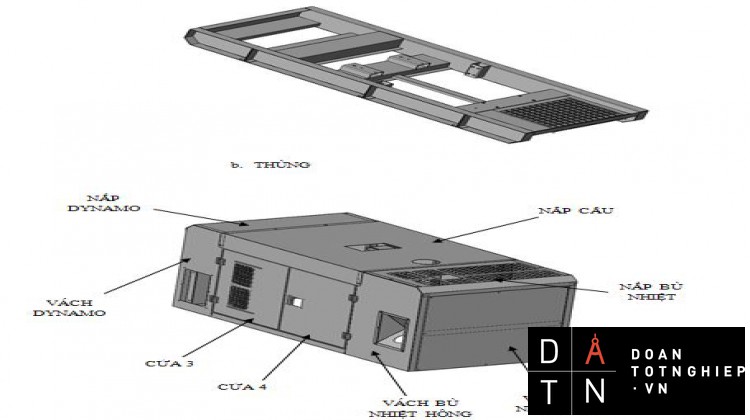
b) Quy trình chế tạo THÙNG, CỬA máy phát YMG 32
c) lắp ráp máy phát điện sử dụng động cơ YANMAR
4.2.2.2. Quy trình chế tạo, lắp ráp máy phát điện sử dụng động cơ HONDA
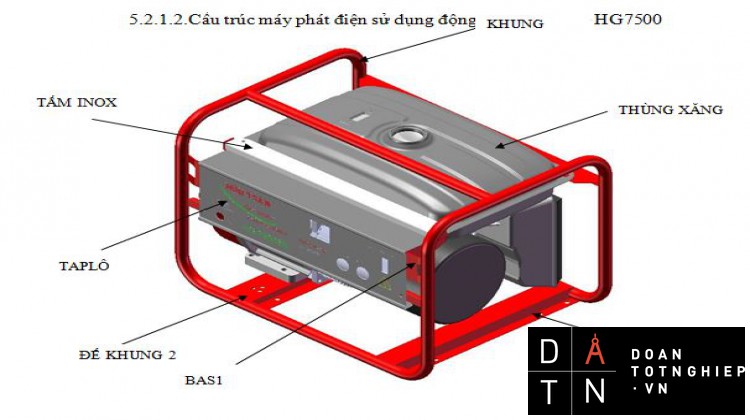
- Quy trình chế tạo khung máy HG7500
- Quy trình chế tạo thùng xăng máy HG7500
- Quy trình chế tạo pô lửa máy HG7500
- Láp ráp máy phát điện sử dụng động cơ HONDA
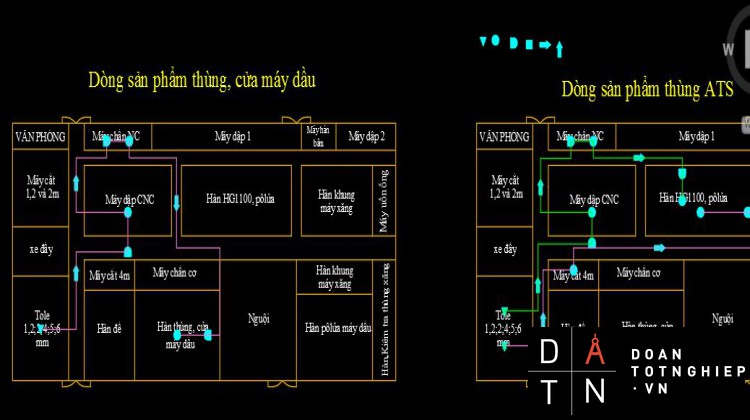
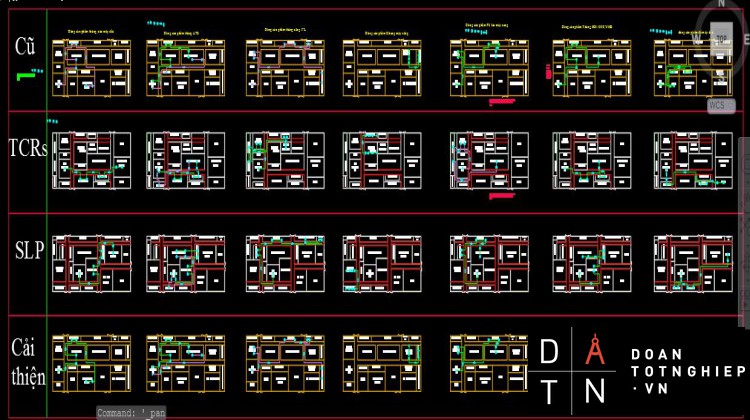
4.3. Phân tích mặt bằng hiện trạng(10)
Chương 5: PHƯƠNG ÁN CẢI TIẾN
5.2. Các phương án cải tiến (10)
5.2.1. Dùng giải thuật Corelap (TCRs)
5.2.1. Dùng giải thuật Craft
5.2.1. Dùng giải thuật cải thiện kết hợp đánh giá mức quan hệ gần kề
5.3. Nhận xét, đánh giá các phương án
Chương 6: CHI TIẾT HÓA MÔ HÌNH MẶT BẰNG CẢI TIẾN
Chương 7: KẾT LUẬN VÀ KIẾN NGHỊ
6.1. Kết luận
6.2. Kiến nghị
Chương 1: GIỚI THIỆU
1.1. Đặt vấn đề
1.2. Mục tiêu đề tài
1.3. Nội dung đề tài (8)
1.4. Ý nghĩa của việc nghiên cứu(8) (T)
Nhiệm vụ của nhóm đồ án là tìm và giải quyết các vấn đề mà phân xưởng đang gặp phải trong thực tế ( đây cũng là vấn đề của hầu hết các nhà máy đang gặp), cụ thể là các vấn đề trong xưởng gò hàn công ty Hữu Toàn, chủ yếu tập trung vào vị trí các máy, cách bố trí các máy trong mặt bằng chung của xưởng.
Để tìm ra vấn đề đang tồn tại ở xưởng không dễ dàng, việc này đòi hỏi cả một quá trình thu thập dữ liệu – đây là một vấn đề cực kỳ khó khăn.
Vì sao nhóm đồ án lại chọn xưởng gò hàn làm điển hình?
1.5. Giới hạn và phạm vi đề tài
1.6. Các nghiên cứu liên quan(D)
TÁI THIẾT KẾ DÂY CHUYỀN THÂN MÁY CÔNG TY VIKYNO – Trần Đăng Khoa, ĐHBK TPHCM.
Nội dung: sử dụng các kỹ thuật thiết kế và bố trí mặt bằng để xác định các mối quan hệ về không gian cần thiết cho các máy. Sau đó, sử dụng phần mền mô phỏng ARENA để mô phỏng các phương án đề nghị.
TÁI THIẾT KẾ MẶT BẰNG PHÂN XƯỞNG TINH CHẾ TẠI XÍ NGHIỆP IMEXCO – Lê Trung Hậu, ĐHBK TPHCM.
Nội dung: Tính toán, thiết kế lại mặt bằng cho phân xưởng. Sử dụng kỹ thuật mô phỏng để so sánh mặt bằng hiện trạng và mặt bằng tái thiết kế.
ỨNG DỤNG KỸ THUẬT MẶT BẰNG VÀ MÔ PHỎNG VÀO PHÂN XƯỞNG ĐIẾU ĐÓNG GÓI NHÀ MÁY THUỐC LÁ SÀI GÒN – Dương Quốc Bửu, ĐHBK TP HCM.
Nội dung: ứng dụng giải thuật Corelap, giải thuật cải thiện kết hợp đánh giá mức quan hệ gần kề; giải thuật Craff, phân tích các thông số trong mô phỏng và dùng phần mềm ARENA để mô phỏng hiện trạng nhà máy.
NGHIÊN CỨU TÍCH HỢP KỸ THUẬT TỐI ƯU VÀ MÔ PHỎNG CHO BÀI TOÁN ĐIỀU ĐỘ JOBSHOP ĐA MỤC TIÊU TẠI CÔNG TY TUẤN PHƯƠNG – Nguyễn Vân Phước Sơn, ĐHBK TPHCM.
Nội dung: sử dụng các giải thuật điều độ kết hợp với mô phỏng để giải bài toán điều độ tại công ty Tuấn Phương.
TÁI THIẾT KẾ MẶT BẰNG PHÂN XƯỞNG GỖ CÔNG TY ALEXANDER – Phạm Thanh Tuấn, ĐHBK TPHCM.
Nội dung: phân tích mặt bằng hiện trạng, sử dụng các giải thuật để tái thiết kế mặt bằng. Sau đó, sử dụng phần mềm ARENA để mô phỏng so sánh các phương án.
1.7. Cấu trúc luận văn(D)
Luận văn có các chương như sau:
Chương 1: Giới thiệu
Tóm tắt mục tiêu và trọng tâm nghiên cứu của luận văn
Chương 2: Cơ sở líthuyết
Trình bài một số lí thuyết có liên quan về hai lĩnh vực: kỹ thuật mặt bằng và kỹ thuật mô phỏng. Trong đó, tác giả đưa ra các giải thuật phù hợp với vấn đề đang nghiên cứu.
Chương 3: Giới thiệu công ty cổ phần Hữu Toàn
Giới thiệu vài nét tổng quan về công ty: về chiến lược, sản phẩm,…
Chương 4: Phân tích hiện trạng phân xưởng gò hàn công ty Hữu Toàn
Giới thiệu các quy trình sản xuất các sản phẩm tại xưởng gò hàn, phân tích mặt bằng hiện trạng, dùng phần mềm ARENA để mô phỏng mặt bằng hiện trạng, đồng thời đánh giá giá trị của mô hình mô phỏng.
Chương 5: Phương án cải tiến
Đưa ra các phương án cải tiến mặt bằng dựa trên các giải thuật. Áp dụng bài toán mô phỏng cho mặt bằng sau khi cải tiến.
Chương 6: kết luận, kiến nghị
1.8. Khung nghiên cứu
1.9. Các thuật ngữ
Chương 2: CƠ SỞ LÝ THUYẾT
2.1. Tóm lược lý thuyết có liên quan
2.1.1. Lý thuyết về quy trình chế tạo và lắp ráp sản phẩm cơ khí (chương 15 +20)
Chế tạo
Khi thiết kế quy trình công nghệ chế tạo chi tiết cơ khí phải quan tâm đến quy luật logic về kỹ thuật và công nghệ nhằm đảm bảo triển khai thực hiện quy trình công nghệ thông suốt và liên tục, đạt hiệu quả kinh tế và kỹ thuật theo yêu cầu với độ tin cậy cao.
Trước khi tiến hành công việc thiết kế quy trình công nghệ chế tạo chi tiết cơ khí phải nghiên cứu các tài liệu có liên quan, mà quan trọng nhất là: bản vẽ sản phẩm, bản vẽ thiết kế của từng chi tiết có trong sản phẩm. Bản liệt kê các loại chi tiết và số lượng của chúng có trong sản phẩm, các số liệu kinh tế và kỹ thuật về năng lực sản xuất hiện tại và khả năng phát triển sản xuất đổi mới công nghệ, ... của hãng hoặc công ty. Nói chung, đối với từng chi tiết quan trọng có trong kết cấu của sản phẩm cơ khí cần phải chế tạo, công việc thiết kế công nghệ để chế tạo nó thường bao gồm những nội dung chính sau:
1/ Xem xét để xếp loại chi tiết, nghĩa là kiểm tra bản vẽ thiết kế chi tiết để xác định chi tiết cần chế tạo ứng với loại chi tiết cơ bản nào (trục, bạc, càng, hộp, bánh răng, ...)
2/ Phân tích bản vẽ thiết kế chi tiết cơ khí theo quan điểm công nghệ trên cơ sở những đặc điểm thông dụng của loại chi tiết tương ứng; nghĩa là phân tích nhận xét xem kết cấu theo thiết kế của chi tiết có đảm bảo chức năng, điều kiện làm việc cảu nó và chế tạo nó thuận tiện và rẻ hay không. Đó chính là công việc phân tích công nghệ trong kết cấu của chi tiết cơ khí theo bản vẽ thiết kế.
3/ Xây dựng quy mô và điều kiện sản xuất chế tạo chi tiết đang xét bằng cách dựa vào sản lượng yêu cầu của sản phẩm tính toán số lượng chi tiết cần chế tạo hàng năm, xác định trọng lượng chi tiết, rồi từ đó xác định quy mô sản xuất chế tạo chi tiết (tra bảng trong các tài liệu tra cứu công nghệ cơ khí để xác định quy mô sản xuất). Quy mô sản xuất đã xác định kết hợp với điều kiện sản xuất cụ thể về kỹ thuật sản xuất và tổ chức sản xuất, về khả năng đầu tư phát triển sản xuất, v.v...là cơ sở để ấn định đường lối và công nghệ để chế tạo chi tiết.
4/ Chọn phôi và xác định phương pháp chế tạo phôi cho chi tiết cơ khí đang xét dựa vào các yếu tố chính sau đây:
- Độ phức tạp về hình dạng của chi tiết theo bản vẽ thiết kế.
- Vật liệu chế tạo chi tiết.
- Quy mô sản xuất.
- Điều kiện sản xuất.
5/ Phân tích về chuẩn và chọn chuẩn gia công cho chi tiết đang xét trên cơ sở vận dụng lý thuyết về chuẩn công nghệ và phương án chọn chuẩn đối với loại chi tiết tương ứng, đảm bảo chọn chuẩn thống nhất và loại trừ sai số chuẩn cho các kích thước gia công của chi tiết.
6/ Xác định phương pháp gia công cho từng bề mặt của chi tiết trên cơ sở khả năng công nghệ của từng phương pháp gia công và những đặc điểm về kết cấu và yêu cầu kỹ thuật của từng bề mặt trên chi tiết.
7/ Xác định thứ tự gia công gia công các bề mặt của chi tiết, xác định các nguyên công và thứ tự các nguyên công cần thiết dựa vào tiến trình công nghệ điển hình cho từng loại chi tiết tương ứng.
8/ Lập sơ đồ gá đặt phôi cho từng nguyên công.
9/ Chọn máy công cụ thích hợp cho từng nguyên công.
10/ Thiết kế từng nguyên công theo máy công cụ đã chọn, bao gồm:
- Xác định các bước công nghệ của nguyên công với các yếu tố cụ thể là kích thước gia công, độ nhám mặt gia công, dung sai kích thước, dụng cụ cắt, chế độ cắt, v.v...
- Xác định lương dư gia công và dung sai kích thước cần đạt ở nguyên công.
- Xác định trang bị công nghệ, dụng cụ cắt và dụng cụ đo cho nguyên công.
- Định mức thời gian nguyên công.
- Xác định bậc thợ cho nguyên công.
11/ Xác định vị trí và nội dung các nguyên công kiểm tra chất lượng gia công; xác định đồ gá, dụng cụ kiểm tra; thiết kế đồ gá và dụng cụ kiểm tra chuyên dùng...
12/ Xác định hiệu quả kinh tế (so sánh các phương án công nghệ khả thi, chọn phương án tối ưu theo chi phí công nghệ và sản lượng thực tế yêu cầu).
13/ Lập các phiếu công nghệ tùy theo quy mô sản xuất.
Sau khi thiết kế quá trình công nghệ phải thử nghiệm nó ở quy mô bán sản xuất, rồi hiệu chỉnh, kiểm duyệt thành quy trình công nghệ để áp dụng trong triển khai sản xuất theo quy mô đã xác định.
Lắp ráp
Quá trình sản xuất bao gồm nhiều quá trình hợp thành, lắp ráp là quá trình cuối cùng thông qua sự kết nối một cách logic các chi tiết và các bộ phận để tạo ra sản phẩm. Ta có thể hình dung sự chuyển đổi của một số sản phẩm theo trình tự sau:
Sản phẩm – sản xuất – sử dụng – sự ra đời của sản phẩm mới đã được cải tiến
Một quá trình lắp ráp phải thể hiện được các yếu tố sau:
- Đặc điểm của lắp ráp, thao gỡ, cơ sở sản xuất để thực hiện
- Các phương tiện cần thiết
- Các dự định về yêu cầu kỹ thuật, sự hợp lý của phương pháp lắp ráp (bằng tay, tự động hay phối hợp)
- Cách đánh giá sản phẩm: đánh giá theo phương pháp tĩnh hay phương pháp động. Vấn đề là cần được bảo đảm yêu cầu chung của mối quan hệ sau:
Sản phẩm < Quá trình < Hệ thống < Môi trường
Có thể nhận biết các yếu tố liên quan đến quá trình lắp ráp và tháo dỡ ở hình...
|
Con người – Tổ chức – Kỹ thuật - Môi trường |
|
Chất lượng |
|
Kinh tế |
|
Chuẩn bị |
|
kế hoạch |
|
Tính hợp lý |
|
tự động hóa |
|
Dự đoán, tính logic |
|
Ðiều kiện |
|
giám sát |
|
Các yêu |
|
cầu khi |
|
gia công |
|
Lắp ráp - Tháo dỡ |
Hình:... các yếu tố liên quan đến quá trình lắp ráp/tháo dỡ
Chất lượng của lắp ráp phụ thuộc vào nhiều yếu tố, chẳng hạn phụ thuộc chất lượng của quá trình gia công cơ đối với các chi tiết hay bộ phận lắp ráp. Việc lắp ráp chính là tạo nên sự ghép nối giữa các bề mặt của chi tiết bằng nhiều hình thức khác nhau. Việc ghép nối còn được thực hiện bằng nguyên công bổ sung cần thiết như: điều chỉnh, hiệu chỉnh, kiểm tra, ... đó là lắp ráp bổ sung bên cạnh lắp ráp cơ bản.
Quá trình lắp ráp có những đặc trưng sau:
1/ thời gian lắp ráp chiếm một phần thời gian chế tạo, chẳn hạn trong ngành chế tạo máy và chế tạo ôtô nó chiếm từ 25 – 50%, trong ngành điện tử, cơ khí chính xác chiếm từ 40 – 70%.
2/ Từ các chi tiết, bộ phận rời rạc được ghép nối, điều chỉnh, kiểm tra để tạo ra những sản phẩm với những chức năng sử dụng nhất định.
3/ Muốn lắp ráp có hiệu quả cần thực hiện những nguyên tắc có tính logic cao, sự chuẩn bị sẵn sàng về mặt tổ chức ở tất cả các lĩnh vực (sức lao động, đối tượng lao động, phương tiện lao động, thông tin lao động, ...). nếu sự chuẩn bị không tốt sẽ gây đến những tổn thất của quá trình lắp ráp.
4/ Quá trình lắp ráp là khâu cuối cùng tạo ra sản phẩm để có thể cung cấp sản phẩm nhanh cho thị trường. Điều đó cũng có ý nghĩa to lớn về mặt kinh tế - kỹ thuật đối với một cơ sở sản xuất, một xí nghiệp. Uy tính chất lượng và gia thành hợp lý sẽ đảm bảo lợi nhuận cao và lâu dài cho xí nghiệp
|
Quá trình sản xuất |
|
Phôi |
|
Quá trình chế tạo |
|
Quá trình lắp ráp |
|
Bao gói |
|
Lắp ráp bổ sung |
|
Lắp ráp cơ bản |
|
Ghép nối |
|
Lắp ráp kết nối |
|
- Chất lên |
|
- Đặt vào |
|
- Xếp |
|
- Dẫn trượt |
|
- Treo |
|
- Biến dạng |
|
Ép - nén |
|
- Vặn ốc |
|
- Kẹp |
|
- Má kẹp |
|
- Tán rivê |
|
- Chêm |
|
- Căng bằng |
|
neo |
|
- Ép |
|
Ghép nối bằng định hình (dập) |
|
Ghép nối bằng tạo hình (đúc) |
|
Ghép nối bằng hàn |
|
Ghép nối bằng nóng chảy |
|
Ghép nối bằng dán |
|
Ghép nối bằng đan |
|
Ðiều chỉnh |
|
- Căn chỉnh |
|
- Xếp |
|
- Phân chia |
|
- Khe hở |
|
Kiểm tra |
|
- Ðo |
|
- Ðếm |
|
- Thử nghiệm |
|
Hiệu chỉnh |
|
- Vi sai |
|
- Sau gia công |
|
Các chức năng Đặc biệt |
|
- Làm sạch |
|
- Nung nóng |
|
- Làm lạnh |
|
- Bảo quản |
|
Gia công chi tiết |
|
Xử lý chi tiết |
Nguyên tắc tổ chức khi lắp ráp
Các dạng phân chia:
- Hệ thống: phân chia hệ thống chung thành nhiều hệ thống nhỏ
- Chức năng: lắp ráp bằng tay hay tự động
- Năng lực: phân chia năng lực kỹ thuật từng phần
- Công việc: phân chia nhiệm vụ đến từng người
Hình thức tổ chức lắp ráp được quyết định vởi quan hệ tương đối giữa đối tượng lắp ráp và vị trí chỗ lắp ráp, nghĩa là:
- Đối tượng cố định / chỗ làm việc cố định
- Đối tượng cố định / chỗ lảm việc di động
- Đối tượng di động / chỗ làm việc cố định
- Đối tượng di động / chỗ làm việc di động
Đối tượng ở đây là các chi tiết hay bộ phận được lắp ráp, nó liên qua đến chỗ làm việc cố định hay di động.
Hình thức tổ chức lắp ráp:
- Lắp ráp theo từng vị trí riêng lẻ: cách lắp ráp này sử dụng nhiều cho cho những sản phẩm loại nhỏ và vừa. Lắp ráp này được thực hiện tại một chỗ cố định, các chi tiết lắp ráp được đặt xung quanh chỗ làm việc.
Ưu điểm: tính linh hoạt, các nhiễu ít ảnh hưởng đến hiệu quả công việc
- Lắp ráp theo dây chuyền: ở đây có nhiều vị trí lắp ráp, yêu cầu kỹ thuật và tổ chức ở mỗi vị trì này khác nhau, thời gian lắp ráp cũng khác nhau. Các chuyển động của phương tiện làm việc và của người đồng bộ với đối tượng lắp ráp (như lắp ráp dụng cụ dùng trong gia đình, lắp ráp ô)
Trong lắp ráp dây chuyền gián đoạn, đối tượng lắp được dừng lại ở mỗi vị trí lắp với một khoảng thời gian nhất định.
Ưu điểm: thời gian di chuyển của đối tượng lắp ráp ngắn, tính logic cao, tay nghề thợ không cao.
Nhược điểm: công việc trong quá trình vận hành của dây chuyền và yếu tố thời gian phải phù hợp cho từng vị trí lắp.
- Lắp ráp tại chỗ và lắp ráp theo thứ tự: được dùng khi lắp ráp các máy móc, thiết bị. Đối tượng lắp cố định, do một hay một nhóm thợ cùng làm việc, cách lắp này có tính linh hoạt cao.
Cần lưu ý rằng việc di chuyển đối tượng lắp ráp hay công nhân trong dây chuyền lắp ráp phụ thuộc vào các yếu tố như sản lượng, loại hình sản phẩm, mức độ phức tạp của sản phẩm và cách phân chia công việc.
2.1.1. Lý thuyết về bố trí mặt bằng
2.1.1.1. tổng quan
Những vần đề mặt bằng ngày nay càng đóng vai trò quan trọng trong sản xuất và dịch vụ. Tuy nhiên, nhìn chung vẫn chưa được quan tâm đúng mức, việc lựa chọn và đầu tư cho nó chưa thật sự dược chú trọng.
Là một trong những yếu tố quan trọng của quá trình sản xuất, vấn đề mặt bằng được tích hợp chung với các quá trình khác như: thiết kế sản phẩm, thiết kế lịch trình, thiết kế quá trình thông qua sơ đồ thông tin liên kết:
Hình trang 4 cuốn 10
Đây là một bài toán thiết kế, bao gồm sự kết hợp vị trí của nhiều hoạt động (bộ phận, phòng sản xuất, xưởng,...) cũng như kích cỡ, cấu hình của những bộ phận này. Phụ thuộc vào việc tổng hợp và tuân theo việc sử dụng quá trình thiết kế kỹ thuật.
MỘT SỐ MỤC TIÊU NGHIÊN CỨU MẶT BẰNG
Cực tiểu vốn đầu tư thiết bị.
Cực tiểu quãng đường di chuyển.
Cực tiểu thời gian sản xuất chung.
Tận dụng hiệu quả không gian hiện có.
Hỗ trợ cho nhân viên thuận lợi, an toàn và thoải mái
Giữ tính linh hoạt trong bố trí vận hành.
Cực tiểu chi phí lưu hàng.
Cực tiểu những sai biệt trong các loại thiết bị xử lý vật liệu.
Hỗ trợ cho quá trình sản xuất.
Hỗ trợ cho cầu trúc tổ chức, ...
PHÂN LOẠI MẶT BẰNG
- Phân loại theo không gian
Mặt bằng theo sản phẩm cố định: được dùng khi sản phẩm quá lớn, khó di chuyển qua từng bước xử lý. Vì vậy, thay vì di chuyển sản phẩm cho từng quá trình, quá trình được di chuyển theo sản phẩm. Ví dụ như ngành đóng tàu, ngành hàng không, xây dựng, ...
- Phân loại theo mục đích
Trong luận văn này, ta tập trung cô đọng các vấn đề ứng dụng mặt bằng cho phân xưởng nhà máy, nên ta xét loại mặt bằng theo mục đích.
Hình trang 6/ cuốn 10
GIẢI QUYẾT VẤN ĐỀ VỀ MẶT BẰNG
Đầu vào
Nhóm tiêu chuẩn:
- Những tiêu chuẩn chung cho từng ngành cụ thể: tiêu chuẩn công nghiệp, tiêu chuẩn an toàn
- Những tiêu chuẩn, ý kiến chung về mặt bằng của nhà quan lý, của người thiết kế.
Nhóm sản phẩm:
- Số lượng và đặc tính máy móc, thiết bị
- Số lượng và đặc tính của từng công cụ hỗ trợ
Nhóm chiến lược:
- Những mục tiêu, chiến lược kinh doanh của đơn vị
- Công nghệ, đối thủ cạnh tranh,...
Đầu ra
Định vị không gian tổng thể
Định vị nhóm máy hay bộ phận
Thiết kế không gian tồn kho hay không gian đợi
Bố trí nhân công thích hợp khi đã thiết kế xong phần thiết bị
Bố trí thích hợp không gian hổ trợ hay phụ trợ
Những phương án thích hợp cho mặt bằng.
QUÁ TRÌNH THIẾT KẾ MẶT BẰNG
Gồm 6 bước:
- Xác định vần đề
- Phân tích vấn đề
- Tìm kiếm những giải pháp thay thế
- Đánh giá những phương án
- Lựa chọn những thiết kế thích hợp
- Xác định những giải pháp
Xác định vấn đề
Xác định vần đề một cách có hệ thống dựa trên quá trình “Black Box”
Trong đó, A – trạng thái gốc; B – trạng thái mong muốn
Quá trình này làm dễ dàng hơn với sụ đồng nhất và nhận diện trạng thái A và B trong suối giai đoạn đặt vấn đề.
Phân tích vấn đề
Xem xét từng bước một cách chi tiết tương đối những đặc tính của vấn đề cũng như những hạn chế của nó.
Quá trình náy bao gồm cả việc tập hợp những sự kiện, cần phân biệt những hạn chế thật và hạn chế hư cấu.
Ngoài ra, bước này còn góp phần vào việc xác định những giải pháp thay thế cho mặt bằng hiện có.
Tìm kiếm những giải pháp thay thế
Một số cách để triển khai khả năng trong việc đề ra nhiều hơn và tốt hơn cho các giải pháp :
- Sử dụng những nổ lực chung
- Tránh sa lầy quá sớm vào việc chi tiết hóa
- Đặt nhiều nghi vấn
- Tìm kiếm nhiều khả năng thay thế
- Tránh bảo thủ
- Tránh sự loại bỏ hay hài lòng thiếu cân nhắc
- Quan tâm những vấn đề tương tự
- Tư vấn từ những người khác
- Cố gắng tách những ý tưởng và ý nghĩ khỏi giải pháp hiện tại
- Thử nhóm những cách tiếp cận vấn đề
Đánh giá những phương án
Một số kỹ thuật được sử dụng trong việc đánh giá:
vLiệt kê ưu – khuyết điểm:
Là cách dễ dàng nhất nhưng độ chính xác là kém nhất. nguyên nhân cơ bản là kỹ thuật náy cho phép gạn lọc ngay từ đầu những phương án có thiếu sót cơ bản (tuy nhiên chúng vẫn có thể được sử dụng ).
vXếp hạng:
Các phương án đều được so sánh theo những nhân tố giống nhautheo tứng hạn bậc.
Khuyết điểm của kỹ thuật này là một số nhân tố được xem xét quá kỹ lưỡng làm khó đưa ra sự lựa chọn sau cùng.
Sau khi dùng, ta vẫn phải tiến hành thêm một số việc xếp hạng khác để lựa chọn (ví dụ như lấy cực tiểu quãng đường dòng vật liệu làm hạng nhất,...)
vSo sánh chi phí:
Liên quan đến việc đầu tư, quá trình hoạt động và chi phí bảo dưỡng.
Khi thực hiện việc so sánh cần giới hạn khoảng thời gian mà các mặt bằng thay thế được so sánh.
Việc phân tích kinh tế có thể dựa trên giá trị thời gian của tiền tệ và giá trị thu nhập.
Lựa chọn những thiết kế thích hợp
Nhà thiết kế nên đảm bảo mỗi phương án khi được giới thiệu với nhà quản lý thì chúng đều có khả năng được chấp nhận với những nhân tố liên quan.
Tùy những điều kiện cụ thể trong tình hình đơn vị mà phương án sẽ được lựa chọn.
Xác định những giải pháp
Đây là khâu cuối cùng để lựa chọn những giải pháp thích hợp nhất. Quá trình này gồm hai bước:
- Nhà quản lý được giới thiệu và lựa chọn phương án.
- Phương án phương án được giới thiệu và từ đó triển khai chi tiết hơn.
Tùy theo phạm vi của phương án mà có những cơ sở để đi vào thiết kế.
Hình: trình tự phương pháp thực hiện hoạch định mặt bằng hệ thống
ÁP DỤNG GIẢI THUẬT MẶT BẰNG VÀO NHÀ MÁY
Thu thập thông tin
Xác định những thông tin liên quan đến việc thiết kế sản phẩm và quá trình sản xuất, số lượng máy móc, thiết bị sẵn có. Vì quyết định thiết kề sản phẩm ảnh hưởng đến trình tự gia công nên tác động đến bố trí mặt bằng.
Những thông tin liên quan tới sản phẩm mà người thiết kế cần quan tâm là:
Danh sách các sản phẩm (Product List)
Hình ảnh sản phẩm, chi tiết
Bảng vẽ kỹ thuật của từng chi tiết
Bảng thao tác (Route Sheet)
Biểu đồ lắp ráp (Assembly Chart)
Hóa đơn vật tư BOM (Bill Of Material)
Xây dựng các loại biểu đồ
Từ những số liệu thu thập được, tiến hành xây dựng các biểu đồ
Biểu đồ lắp ráp: là một mô hình tương tự các thao tác hoạt dộng và kiểm tra cần thiết trong dây chuyền lắp ráp sản phẩm. Vòng tròn thể hiện thao tác dây chuyền, hình vuông thể hiện thao tác kiểm tra, thứ tự hoạt động theo thời gian dược thể hiện bằng các mối quan hệ dọc giữa các thao tác và kiểm tra. Biểu đồ lắp ráp cũng thường là cơ sở cho việc bố trí mặt bằng của bộ phận sản xuất và dây chuyền sản xuất. biểu đồ này cũng ảnh hưởng đến việc bố trí tương qua các phòng ban và các công tác. Bởi vậy đó cũng là những lợi điểm cần quan tâm đối với người thiết kế.
Giản đồ quan hệ:
mục đích của giản đồ quan hệ công việc là để miêu tả không gian mối tương quan giữa các công việc. Giản đồ mối quan hệ còn được gọi là giản đồ REL (Relationship Diagram). Tiền đề của việc xây dựng giản đồ này là dùng khoảng cách địa lý để đáp ứng yêu cầu quan hệ. Ví dụ như mối quan hệ thể hiện tầm quan trọng của dòng vật liệu, cặp công việc có dòng vật liệu luân chuyển qua lại lớn nhất sẽ đặt gần nhau, vị trí tương đối của các công việc có dòng luân chuyển vật liệu ít thì ít quan trọng hơn.
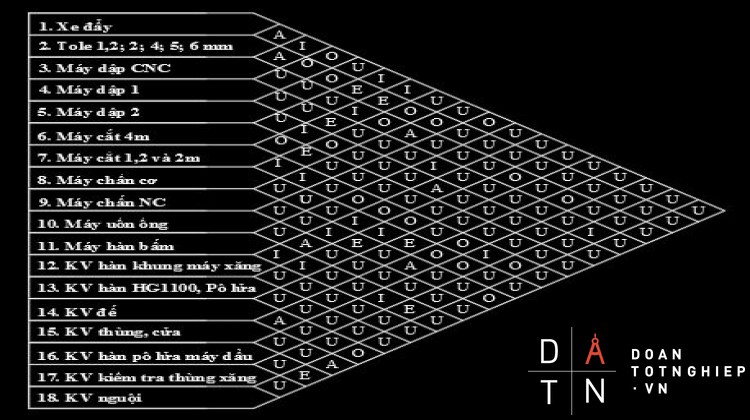
Giản đồ này dùng xác định những mối quan hệ định tính cần thiết được thỏa mãn trong mặt bằng được bố trí. Mức độ quan hệ giữa hai máy (hai khu vực) được xác định dực vào sự phân tích hay quan điểm của người thực hiện cùng với sự đồng tính của cán bộ phân xưởng. Thông thường, trong mặt bằng có những mức quan hệ được phân chia như sau:
Bảng:... các chỉ số quan hệ
|
Mức quan hệ
|
Tính chất
|
|
|
A |
Absolutely Neccessary |
Tuyệt đối cần thiết |
|
E |
Especially Important |
Cực kỳ quan trọng |
|
I |
Important |
Quan trọng |
|
O |
Ordinary Closeness OK |
Bình thường |
|
U |
Unimportant |
Không quan trọng |
|
X |
Undesirable |
Loại nhau |
Quy tắc: không nên cho chỉ số A, X hơn 5%, chỉ số E hơn 10%, chỉ số I hơn 15%, chỉ số O hơn 20%. Do đó, ít nhất phải có 50% lả chỉ số quan hệ U
Hình /trang 18 cuốn 1
Biểu đồ From – To: còn gọi là biểu đồ di chuyển hay biểu đồ dọc là một dạng của biểu đồ hướng dẫn trên bản đồ. Biểu đồ này thường bao gồm các con số thể hiện một số đơn vị đo của dòng vật liệu luân chuyển giữa hai máy, phòng ban, nhà hay công trường. Biểu đồ From – To cung cấp những thông tin liên quan đến số nguyên vật liệu luân chuyển qua hai máy hay hai trung tâm làm việc.
Là mô hình mô tả, biểu đồ này là công cụ giúp làm giảm lượng dữ liệu vào các biểu mẫu công tác. Bằng cách kiểm tra dữ liệu trên biểu đồ F – T (From – To) thiết kế mặt bằng có thể xác định bộ phận, phòng ban nào có lượng thông tin lớn và nguyên vật liệu vận chuyển qua lại và có thể thiết kế mặt bằng những bộ phận đó gần nhau.
Biểu đồ F – T được dùng kết hợp với mặt bằng quá trình. Có thể ứng dụng trong:
- Định hướng mặt bằng
- Phân tích dòng luân chuyển của vật liệu
- Thiết kế sơ đồ khối cho các phòng ban
- Thiết kế mặt bằng chi tiết
- Đánh giá các phương án mặt bằng
- Mô tả sự liên quan giữa các hoạt động
2.1.1.7. Giải thuật TCRs
Procedure construct
For i = 1 to n
Select “một thiết bị chưa được xếp”
Place “thiết bị được chọn vào mặt bằng”
End For
End Construct
Giải thuật TCRs được xây dựng gồm hai quá trình:
- Thứ tự đặt các khu vực
- Vị trí đặt các khu vực
TCRs được xây dựng từ giản đồ quan hệ REL Chart. Giải thuật được trình bày theo các bước sau:
- Thứ tự đặt các khu vực
Gán cho mỗi chỉ số quan hệ một số: Mỗi quan hệ A, E, I, O, U, X đều được gán cho một số để tiện cho việc tính toán. Từ giản đồ quan hệ, thống kê từng khu vực có bao nhiêu chỉ số quan hệ riêng biệt
Tính tổng TCRs cho mỗi khu vực
Đặt thứ tự khu vực thứ nhất: khu vực thứ nhất được đặt là khu vực có TCRs lớn nhất và có nhiều mối quan hệ A nhất.
Chọn khu vực đặt cuối cùng: là khu vực có quan hệ X với khu vực thứ nhất được đặt. Nếu cùng có nhiều khu vực có quan hệ X với khu vực thứ nhất thì chọn khu vực có TCRs nhỏ nhất.
Khu vực đặt thứ hai: khu vực đặt thứ hai là khu vực có quan hệ A với khu vực thứ nhất và có TCRs lớn nhất trong tất cả các khu vực còn lại.
Chọn khu vực đặt áp cuối: khu vực đạt áp cuối là khu vực có quan hệ X với khu vực thứ hai và đảm bảo rằng không có khu vực nào có quan hệ X với khu vực thứ nhất. Nếu có nhiều khu vực cùng thỏa mãn điều kiện thì chọn khu vực có TCRs nhỏ nhất.
Tiếp tục quá trình cho đến khi chọn xong thứ tự đặt các khu vực
- Vị trí đặt các khu vực
Khi chọn vị trí đặt các khu vực, phải xác định vị trí tương đối của khu vực sắp đặt với những khu vực đã đặt trước đó dựa trên các chỉ số quan hệ. Mỗi vị trí thay thế đều mang một trọng số vị trí nhất định.
Vị xác định vị trí đặt các khu vực bắt đầu bằng vị đánh số từ Tây Bắc sang Đông Nam và đánh giá mọi vị trí có thể được đặt. Theo đó, sẽ có vị trí “fully adjacent” và “partially adjacent”. Vị trí fully adjacent (kề hoàn toàn) là vị trí tiếp xúc với một trong các cạnh của khu vực đó. Khu vực sắp đặt vào sẽ ảnh hưởng toàn bộ số điểm của mối quan hệ. Đối với vị trí partially adjacent (vị trí kề một phần) là vị trí chỉ tiếp xúc ở một điểm gốc của khu vực đó, khu vực sắp đặt sẽ ảnh hưởng một phần số điểm của mối quan hệ.
Ví dụ : bảng TCRs (trang 20 cuốn 1)
Ưu – nhược điểm:
Ưu điểm:
- Với một khu vực, ta có nhiều vị trí đặt (đảm bảo mối quan hệ với khu vực đặt trước đó), nên căn cứ thực tế mà lựa chọn vị trí phù hợp nhất.
- Khi áp dụng TCRs, ta có quyền hoán đổi vị trí hai khu vực nếu như sự hoán đổi có lợi.
- Đảm bảo tốt mức quan hệ gần kề
- Rút ngắn được quãng đường luân chuyển thực tế, giảm chi phí di chuyển
Nhược điểm:
- Việc đặt các khu vực không chú ý đến diên tích của từng khu vực, nên trong một số trường hợp có thể sẽ không phù hợp với tổng diện tích hiện có
2.1.1.8. Cách tiếp cận SLP
Cách tiếp cận SLP (Space Relationship Diagram) dựa trên giản đồ quan hệ nhưng có tính đến diện tích của các khu vực máy móc và mô hình hóa thành những khu vực với tỷ lệ xác định.
Hình 2.7 trang 21 cuốn 1
Ưu – nhược điểm:
Ưu điểm:
- Đảm bảo diện tích của từng khu vực phù hợp với tổng diện tích hiện có.
- Đảm bảo tốt mức quan hệ gần kề
- Rút ngắn được quãng đường luân chuyển thực tế, giảm chi phí di chuyển
Nhược điểm:
- Hạn chế các vị trí đặt các khu vực (so với TCRs )
- Khó sắp đặt các khu vực theo yêu cầu thực tế (ví dụ: khu vực nguyên liệu phải đặt gần cửa,...)
2.1.1.9. Giải thuật cải thiện kết hợp với mối quan hệ gần kề
Giải thuật cải thiện
Proceduce Twowayx
Repeat
Choose một cặp khu vực
Estimate ảnh hưởng của việc đổi chúng
Exchange nếu ảnh hưởng đó làm giảm tổng chi phí, giảm tổng quãng đường,...
Check để đảm bảo rằng mặt bằng mới tốt hơn
Until không thể cải thiện
End Twowayx.
Chúng ta chọn ra một cặp khu vực để chuyển đổi (gần kề, hay có cùng diện tích)
Đối với giải thuật cải thiện kết hợp với mối quan hệ gần kề là ta sử dụng Twowayx kết hợp với mối quan hệ giữa các khu vực định hoán đổi nhằm loại bớt các trường hợp không khả thi mà giải thuật cải thiện đã liệt kê.
Lý do sử dụng việc kết hợp này: giảm khối lượng tính toán các phương án xuống, đồng thời áp dụng thêm cách đánh giá định tính, khách quan với tình hình hiện tại cảu phân xưởng, không làm xáo trộn, ảnh hưởng nhiều đến diện tích, thứ tự công việc, sự phức tạp khi di chuyển.
Ưu – nhược điểm:
Ưu điểm:
- Đảm bảo tốt mức quan hệ gần kề
- Rút ngắn được quãng đường luân chuyển thực tế, giảm chi phí di chuyển
Nhược điểm:
- Sự khác biệt với mặt bằng hiện trạng là không lớn.
- Mặt bằng cải thiện theo giải thuật này chỉ tốt khi mặt bằng hiện trạng đã tốt
- Khả năng năng động không được phát huy tốt trong giải thuật
2.3. Lý thuyết về chi tiết hóa mô hình mặt bằng
2.3.1. Số lượng máy trong từng khu vực
Vì việc xác định thời gian gia công sản phẩm được tiến hành bằng nhiều phương pháp, nên cũng có nhiều phương pháp để tính toán số lượng thiết bị cho phân xưởng cơ khí. Cụ thể, có những phương pháp sau:
2.3.1.1. Tính số lượng máy theo quy trình công nghệ
Công thức chung để tính số lượng máy theo quy trình công nghệ là:
Ctính = Ttính/F1,1 . m, [chiếc]
Trong đó:
Ctính – số lượng máy cần tính (chiếc)
F1,1 – thời gian làm việc thực tế của 1 máy trong 1 năm với chế độ 1 ca (h)
m – số ca làm việc trong một ngày đêm. Thường lấy trung bình m = 2
Trong công thức trên, Ttính được xác định như sau:
[h]
Trong đó:
Ttính – tổng thời gian tính toán để gia công các chi tiết của tất cả các sản phẩm trên một loại máy (h)
Tctloạt – thời gian gia công từng chiếc trong loạt (ph)
, [ph]
, [ph]
– thời gian gia công từng chiếc (ph)
– thời gian chuẩn bị, kết thúc của loạt chi tiết (ph)
N – số lượng chi tiết trong loạt (chiếc)
Di – số sản phẩm hàng năm của loại chi tiết i (chiếc/năm)
Xác định F1,1 theo công thức:
F1,1 = [(365-104) - n]. 8.k, [h]
Trong đó:
104 – số ngày nghỉ thứ bảy và chủ nhật trong năm
n – số ngày nghỉ lễ, tết (n = 8)
k - hệ số kể đến thời gian dừng máy để sửa chữa, xác định tùy thuộc vào cỡ máy, độ phức tạp của công việc sửa chữa, tuổi thọ của máy và chế độ làm việc. Có thể tham khảo:
Theo số ca làm việc/ngày:
1 ca k = 0,98
2 ca k = 0,97
3 ca k = 0,96
Với những máy có bậc phức tạp sửa chữa lớn hơn 30 thì:
2 ca k = 0,95
3 ca k = 0,94
Nếu sử dụng máy cũ và thiết kế mở rông nhà máy thì lấy khu vực nhỏ hơn
Chú ý: khi tính toán, ta nhận được Ctính là số lẻ, nên cần quy tròn kết quả tính toán theo các nguyên tắc sau:
Nguyên tắc 1: nếu số lẽ sau dấu , lớn hơn 5, ta quy tròn lên 1 đơn vị.
Nguyên tắc 2: nếu số lẽ sau dấu , nhỏ hơn 5, có 3 cách giải quyết:
- Bỏ số lẻ và chuyển khối lượng công việc đó cho máy có tính năng tương tự nhưng chưa sửa dụng hết khả năng. Ví dụ, chuyển công việc phay cho bào.
- Nếu không thực hiện được bằng phương pháp trên thì ta phải tận lượng tải trọng của máy bằng cách giảm thời gian định mức bằng cách nâng cao chế độ cắt, giảm thời gian phụ, thực hiện tự động hóa. Như vậy, có thể bỏ số lẽ. Cũng có thể bỏ số lẽ bằng cách thay máy đang sử dụng bằng máy có cùng tính năng với năng suất cao hơn.
- Nếu cả hai cách trên đều không thể thực hiện được thì bắt buộc ta phải làm chẳn về phía lớn. Cách giải quyết này thường sử dụng trong sản xuất dây chuyền.
Sau khi chọn được số lượng của các loại máy cần thiết để chế tạo sản phẩm, ta có tổng số máy cho toàn phân xưởng:
CΣ
Cũng cần biết thêm rằng: có một số trường hợp Ttính trong công thức tính Ctính là tổng thời gian cần thiết để gia công các chi tiết của tất cả các sản phẩm trên các loại máy, thì Ctính tính được sẽ là số máy tính toán được của toàn phân xưởng. Sau đó, dựa vào tỷ số % các loại máy theo từng ngành sản xuất ( trong các sổ tay thiết kế xưởng ) ta tính được số lượng các loại máy.
2.3.1.2. hệ số tải trọng và hệ số sử dụng máy
Để đánh giá mức độ hợp lý của việc tính toán máy và lựa chọn máy, để thấy rõ mức độ sử dụng các máy, ta có một số hệ số sau:
- Hệ số tải trọng ηz (đặc trưng mức độ sử dụng thiết bị về mặt thời gian): là một đại lượng nói lên mức độ bận rôn của một máy, một nhóm máy hay cả một phân xưởng khi hoàn thành khối công việc đã được phân phối. Với định nghĩa như vậy, ta có:
z =
Từ công thức trên ta có định nghĩa khác về hệ số tải trọng: hệ số tải trọng z là tỷ số giữa máy tính được và máy chọn dùng. Tất nhiên ta tận lượng làm sao để z tiến gần tới 1 vì khi đó toàn bộ số máy chọn dùng đều được sử dụng hầu hết về mặt thời gian.
Nói chung, hệ số tải trọng của nhóm máy hoặc cả phân phân xưởng chỉ có thể nhỏ hơn hoặc bằng 1. Trong thực tế, trị hệ số tải trọng z có thể tham khảo như sau:
Sản xuất đơn chiếc: z trung bình = 0,9 ~ 0,95
Sản xuất hàng loạt: z trung bình ≥ 0,85
Sản xuất hàng khối: z trung bình ≥ 0,8
- Hệ số sử dụng máy theo thời gian cơ bản (hệ số sử dụng)
Hệ số sử dụng máy lòa tỷ số giữa thời gian cơ bản và thời gian từng chiếc, ta có:
z =
Ttc - thời gian gia công từng chiếc (ph)
Đối với toàn phân xưởng, hệ số sử dụng máy trung bình là:
0tb =
Trong đó:
– tổng thời gian cơ bản gia công tất cả các chi tiết trên các máy trong phân xưởng
- tổng thời gian tính toán cần thiết để gia công tất cả các chi tiết trên các máy trong phân xưởng
Trường hợp lý tưởng là 0 = 1, có nghĩa là cố gắng làm cho 0tiến tới 1.
Có thể tham khảo các số liệu thực tế:
Sản xuất đơn chiếc: 0tb≈0,6
Sản xuất hàng loạt: 0tb≥ 0,65
Sản xuất hàng khối: 0tb≥ 0,75
Thông thường, các hệ số đánh giá z,ztb0, 0tb được biểu diễn dưới dạng đồ thị nhằm giúp cho người thiết kế, người sử dụng và người lãnh đạo thấy rõ chỗ hợp lý và chỗ bất hợp lý trong việc sử dụng máy và tìm cách bổ sung những chỗ bất hợp lý đó.
Phương pháp biểu thị dồ thị rõ ràng nhất như sau:
- Trục tung của hệ trục tọa độ Decac biểu diễn giá trị của z (hoặc 0)
- Trục hoành đồng thời biểu thị:
- Số lượng máy (chiếc)
- Quy cách máy
- Tên máy
Ví dụ
Hình: biểu đồ tải trọng máy
2.2.2. Tính số lượng máy cho sản xuất dây chuyền
Trong “công nghệ chế tạo” máy đã nêu rõ: yếu tố cần thiết đầu tiên để thực hiện sản xuất theo dây chuyền là phải phân chia và điều chỉnh sao cho thời gian thực hiện các nguyên công phải bằng nhau hoặc bằng bội số của nhau, tức là:
Tnc1 = aTnc2 = bTnc2 = ... = zTncn
Trong đó, Tnc1 , Tnc2 , Tnc3, .. Tncn thời gian thực hiện các nguyên công từ 1 – n
a, b, c, z – các số nguyên
trong sản xuất dây chuyền, số lượng máy được tính trước hết cho từng nguyên công. Dựa vào thời gian cần thiết để hoàn thành các nguyên công riêng biệt và nhịp sản xuất của dây chuyền, ta có:
[chiếc]
Trong đó:
- số lượng máy tính toán để hoàn thành một nguyên công nào đấy
– thời gian gia công từng chiếc của nguyên công đó (không có thời gian chuẩn bị - kết thúc) (ph)
– nhịp sản xuất của dây chuyền (ph), được tính theo công thức:
, [ph]
F1,1 - thời gian làm việc thực tế của một máy trong một năm với chế độ một ca của dây chuyền
F1,1 = (365 − 104 − n).8.k
m là số ca làm việc trong một ngày đêm. Khi m = 1 thi k = 0,97; m = 2 thì
k = 0,96; m = 3 thì k = 0,94.
D sản lượng hàng năm loại chi tiết đó được gia công trên dây chuyền
(chiếc/năm)
Trường hợp dây chuyền thay đổi gia công nhiều loại chi tiết thì:
[chiếc]
Trong đó D1, D2, …, Dn là sản lượng hàng năm của các loaüi chi tiết gia công trên
dây chuyền đó (chiếc/năm)
Kđ.c là hệ số điều chỉnh đường dây, tức là hệ số kể đến thời gian ngừng
máy để điều chỉnh lại đường dây chuyển qua gia công chi tiết khác.
Theo kinh nghiệm Kđ.c = 0,95 ~ 0,92.
Thông thường Cn.c tính là số lẻ, vì vậy ta cần qui tròn và bao giờ cũng qui tròn theo chiều tăng lên. Ví dụ: Cn.c tính= 2,15 thì Cn.c chọn = 3
Sau khi tính được số máy cho từng nguyên công, ta dễ dàng tính được số lượng máy cần thiết cho toàn dây chuyền sản xuất theo công thức sau:
Để đánh giá mức độ hợp lý của việc tính toán, lựa chọn, thường người ta sử dụng hệ
số tải trọng và hệ số sử dụng để kiểm tra. Cách xác định 2 hệ số này như đã trình bày ở phần trước.
Theo kinh nghiệm, nếu phương án tính toán hợp lý thì:
ηZtb ≥ 0,8 và η0tb ≥ 0,75
2.2.3. Tính toán số lượng máy của phân xưởng cơ khí theo các chỉ tiêu kinh tế - kỹ thuật
2.2.3.1.Đặc điểm và phạm vi sử dụng
So với hai phương pháp đã trình bày trên, phương pháp này đơn giản và nhanh hơn
nhiều. Nhưng nhược điểm lớn của phương pháp này là độ chính xác kém. Do đặc điểm đó,
phương pháp tính theo các chỉ tiêu kinh tế - kỹ thuật thường được áp dụng trong các trường
hợp sau đây :
- Khi lập nhiệm vụ thiết kế cho bước thiết kế sơ bộ ở tất cả các dạng sản xuất.
- Khi thiết kế kỹ thuật cho những phân xưởng sản xuất đơn chiếc và loạt nhỏ.
- Khi thiết kế các phân xưởng có nhiều mặt hàng sản xuất mà tài liệu ban đầu thiếu chính xác.
- Khi thiết kế phân xưởng dụng cụ và phân xưởng sửa chữa cơ khí.
- Đặc biệt khi thiết kế phân xưởng mà thời gian thiết kế yêu cầu ngắn, cần phải đưa vào sản xuất sớm.
2.2.3.2.Cách tính
Cơ sở của phương pháp tính toán này là dựa vào chỉ tiêu kinh tế - kỹ thuật đã cho sẵn trong các sổ tay thiết kế xưởng. Các chỉ tiêu cho sẵn đó là kết quả thống kê theo kinh nghiệm từ những nhà máy đang sản xuất, hoặc từ những bản thiết kế tốt, hợp lý.
Cũng cần thấy rõ rằng: độ chính xác của phương pháp tính toán theo các chỉ tiêu kinh tế - kỹ thuật một mặt phụ thuộc vào bản thân các chỉ tiêu ấy, mặt khác phụ thuộc rất lớn vào tốc độ phát triển của khoa học kỹ thuật. Thật vậy nếu tốc độ phát triển của khoa học kỹ thuật càng nhanh thì tính thời sự của các chỉ tiêu (mặt dù chính xác trong thời gian trước đó) càng giảm. Vì vậy cần thiết có những điều chỉnh cho phù hợp.
Tuỳ thuộc vào loại chỉ tiêu kinh tế - kỹ thuật, số máy cho phân xưởng cơ khí có thể tính bằng các công thức sau:
Hoặc
Trong đó Ctính số lượng máy các loại được tính chung cho cả phân xưởng (chiếc)
Q sản lượng hàng năm cần sản xuất trong phân xưởng (chiếc/năm).
m số ca làm việc trong một ngày đêm.
F1,1 thời hạn làm việc thực tế của một máy trong một năm với chế độ 1 ca tính bằng giờ (đã tính ở phần trước).
q là sản lượng hàng năm gia công được trên một máy làm việc với chế độ một ca (tính bằng tấn/năm hoặc chiếc/năm).
h là số giờ máy cần thiết để gia công một tấn hoặc một chiếc sản phẩm (tính bằng giờ/tấn hoặc giờ/chiếc).
q và h là các chỉ tiêu kinh tế - kỹ thuật đã cho trong các sổ tay thiết kế xưởng hoặc có tại các cơ quan thiết kế.
Sau khi có giá trị Ctính (từ hai công thức trên), dựa vào hệ số tải trọng đã biết trước
theo dạng sản xuất (chứ không xác định theo công thức ηz = Ctính/Cchọn). ta tính được số máy chọn dùng:
Cchọn = Ctính/ηztb , [chiếc]
(lấy tròn theo nguyên tắc 0,5)
Cần chú ý rằng: Cchọn ta xác định được là số máy chung của tất cả các loại. Vì vậy phải căn cứ vào tỷ lệ % các loại máy trong phân xưởng (cho trong các sổ tay thiết kế xưởng) để tính số máy từng loại. Số máy từng loại được tính ra thường là số lẻ, ta cần tiến hành qui tròn, khi qui tròn cần chú ý để sao cho tổng số các loại máy bằng giá trị Cchọn.
Trong khi tính toán, nếu không biết thật cụ thể, ta có thể lấy giá trị ηztb = 0,85.
2.3.2. Thiết kế hệ thống vận chuyển
a. Khái niệm
Hoạt động vận chuyển vật liệu, sản phẩm, dụng cụ gá lắp, v...v đóng vai trò rất quan trọng trong việc đảm bảo quá trình sản xuất trong nhà máy được liên tục. Số công nhân phục vụ khâu vận chuyển thường chiếm 10 ÷ 18 % số công nhân sản xuất. Các dạng vận chuyển chủ yếu trong nhà máy cơ khí thường là:
- Vận chuyển giữa nhà máy với bên ngoài.
- Vận chuyển trong nội bộ nhà máy (giữa các bộ phận, phân xưởng).
- Vận chuyển trong nội bộ phân xưởng.
Thiết kế hệ thống vận chuyển trong một nhà máy cơ khí bao gồm: xác định quan hệ vận chuyển hợp lý giữa các phân xưởng, bộ phận, chỗ làm việc; tính và chọn số lượng thiết bị vận chuyển và giải quyết khâu xếp dỡ phù hợp với kích cỡ, trọng lượng và tính chất của các đối tượng được vận chuyển.
b. Các loại thiết bị vận chuyển
Thiết bị vận chuyển trong nhà máy được phân loại theo phương thức hoạt động (bằng tay, cơ khí, tự động), theo tính chất công việc (liên tục, gián đoạn), theo phương vận chuyển (đứng, ngang), v...v.
Theo nhiệm vụ vận chuyển, ta phân 2 loại như sau:
- Phương tiện vận chuyển giữa nhà máy với bên ngoài: ô tô, xe lửa, tàu thủy v...v.
- Phương tiện vận chuyển trong phạm vi nhà máy: thường dùng các phương tiện sau:
- Phương tiện vận chuyển liên tục: chủ yếu là các băng tải đai cao su, băng tải xích
có móc treo, băng tải xích có móc xe con, băng tải có con lăn dịch chuyển và con lăn không dịch chuyển.
- Phương tiện vận chuyển gián đoạn: máng trượt, thang máy, xe đẩy tay, xe chạyđiện acqui (xe rùa), cần trục quay, cầu trục điện
c. Tính số lượng thiết bị vận chuyển
Số lượng thiết bị của phân xưởng để vận chuyển nguyên vật liệu, phôi liệu, chi tiết và bộ phận của sản phẩm được xác định trên cơ sở số lượng hàng cần vận chuyển, số lần vận chuyển, thời gian vận chuyển, thời gian xếp dỡ hàng v...v.
vXác định số lượng các xe vận chuyển (xe rùa, xe đẩy, ...)
o Với hệ thống vận chuyển 2 chiều (đi, lại):
Số lượng xe đẩy X1 được tính như sau:
Trong đó:
Q - khối lượng vận chuyển hàng năm [tấn],
k1 - hệ số xét đến những hư hỏng bất thường (xe làm việc không liên tục),
k2 - hệ số sử dụng xe vận chuyển (k2 = 0,8),
q0 - trọng tải của một xe vận chuyển [tấn],
Fx - số giờ làm việc thực tế của 1 xe vận chuyển trong 1 năm theo chế độ làm việc 1ca/ngày [giờ] (tính như F1-1 ở các chương thiết kế phân xưởng),
m - số ca làm việc trong một ngày đêm,
Tc - thời gian vận chuyển [phút]
Tc được tính như sau:
Tc = Ttb + Tch + Td + Tn
Với
Ttb - thời gian trung bình của một lần xe đi về,
Tch - thời gian trung bình của một lần chất hàng,
Td - thời gian trung bình của một lần dỡ hàng,
Tn - thời gian nghỉ vì những lý do ngẫu nhiên (khoảng 10% Tc ở mỗi hành trình).
o Với hệ thống vận chuyển 1 chiều
Số lượng xe đẩy X2 được tính như sau:
vXác định số lượng cầu trục
- Tính gần đúng
Số lượng cầu trục có thể xác định sơ bộ theo cách gần đúng như sau:
Ở phân xưởng cơ khí: 1 cầu trục cho 40 ÷ 80 m chiều dài nhịp nhà,
Ở phân xưởng lắp ráp: 1 cầu trục cho 30 ÷ 50 m chiều dài nhịp nhà.
- Tính theo số lượng hàng cần vận chuyển:
Số lượng cầu trục C được tính:
Trong đó:
n - số lượng chi tiết cần vận chuyển trong 1 ca,
i - số lượng trung bình các nguyên công cần vận chuyển của một chi tiết,
n1 - số các chi tiết trong 1 lần vận chuyển,
FC - thời gian làm việc thực tế của 1 cầu trục trong 1 ca sản xuất [phút]
FC = F.k
Với:
F - thời gian làm việc danh nghĩa của cầu trục trong 1 ca, F = 420 ÷ 480 phút,
k - hệ số xét đến thời gian ngừng vận chuyển để sửa chữa (k = 0,90).
TC - thời gian vận chuyển [phút]. TC được tính như sau:
Tc = Ttb + Tch + Td + Tn
Với:
Ttb - thời gian một lần vận chuyển, Ttb được tính như sau:
Với:
Ltb - quãng đường vận chuyển trung bình, [m],
v - vận tốc di chuyển trung bình của cầu trục (30 ÷ 80 m/ph).
Tch - thời gian chất, móc hàng vận chuyển,
Td - thời gian dỡ, tháo hàng,
Tn - thời gian nghỉ vì những lý do ngẫu nhiên (khoảng 10% Tc ở mỗi hành trình).
Riêng số lượng cầu trục ở phân xưởng lắp ráp có thể xác định trên cơ sở tiến độ lắp ráp, thời gian làm việc của cầu trục ở mỗi nguyên công lắp ráp, v...v.
vXác định số lượng băng tải
Cơ sở để xác định là tốc độ di chuyển và năng suất của băng tải. Tốc độ của băng tải được tính bởi công thức:
Hoặc:
Trong đó:
Q - năng suất của băng tải [chi tiết/giờ],
l - bước treo tải hay bước có đặt hàng [m],
n - số lượng chi tiết ở mỗi bước treo [chi tiết],
τ - nhịp làm việc [phút]
Tốc độ của băng tải thường là 1 ÷ 6 m/ph. Với sản phẩm nặng 30 ÷ 50 kg, v = 3 m/ph. Trong công thức tính toán người ta thường đưa thêm phần dự trữ trên băng tải qua hệ số tăng năng suất (lấy đến 5).
Với các băng tải phục vụ cho bộ phận rửa sạch, sơn, sấy thì tốc độ của băng tải được lấy theo chiều dài đoạn làm việc của buồng công tác L [m] (buồng rửa, buồng sơn hoặc buồng sấy) và thời gian công nghệ T0 [phút] (phụ thuộc công việc):
Trong một số trường hợp, việc tính toán số lượng băng tải có thể dựa vào năng suất của chúng (Q), với tốc độ (v), bước treo tải (l) và số chi tiết ở mỗi bước treo (n) đã chọn trước:
Nếu năng suất cần vận chuyển là Qvc thì số lượng băng tải sẽ là:
2.3.3. Số lượng công nhân trong từng khu vực
2.3.3.1. Các loại công nhân cán bộ
Công nhân và cán bộ của phân xưởng cơ khí được phân ra các loại sau:
- Công nhân sản xuất : gồm công nhân trực tiếp đứng máy và công nhân nguội.
- Công nhân phụ : như công nhân điều chỉnh máy, công nhân vận chuyển, công nhân mài dụng cụ, công nhân sửa chữa...
Cả hai loại công nhân sản xuất và công nhân phụ được gọi chung là công nhân.
- Nhân viên phục vụ gồm những người quét dọn phoi, trực điện thoại, thông tin liên
lạc...
- Cán bộ kỹ thuật và nhân viên văn phòng, kế toán.
2.3.3.2. Tính số lượng công nhân sản xuất và bậc thợ bình quân
- Tính số lượng công nhân đứng máy
Số lượng công nhân đứng máy được tính theo các phương pháp sau:
- Tính số công nhân đứng máy theo thời gian cần thiết để chế tạo sản phẩm
Phương pháp này được ứng dụng cho tất cả các phương pháp thiết kế nếu ta biết được thời gian cần thiết để chế tạo sản phẩm hoặc biết số giờ - người cần thiết để chế tạo một tấn (hoặc một chiếc) sản phẩm
- Khi biết thời gian cần thiết để chế tạo sản phẩm: ta sử dụng công thức dưới đây để tính:
Trong đó: RM là số công nhân đứng máy của 1 loại máy nào đó (người)
FC là thời gian làm việc thực tế của 1 công nhân trong 1 năm (giờ/năm)
Fc = (365 − 104 − n − f) 8.kc
n là số ngày nghỉ lễ, nghỉ tết hàng năm. Ở ta, hiện nay n = 8
f là số ngày nghỉ phép hàng năm
kc là hệ số kể đến thời gian nghỉ việc bất thường do ốm đau, họp hành, công tác đột suất. Hệ số kc căn cứ vào điều kiện làm việc, điều kiện sức khỏe của công nhân để xác định. Thường đối với công nhân làm việc ở phân xưởng cơ khí, lắp ráp, dụng cụ, sửa chữa có thể lấy kc = 0,91.
Sc là hệ số đứng nhiều máy, xét đến khả năng của người công nhân có thể một
lúc điều khiển được nhiều máy. Sc phụ thuộc vào trình độ tự động hoá và cơ
khí hoa của nhà máy
+ Với các loại máy vạn năng lấy Sc =1
+ Với máy tiện nhiều dao, máy bán tự động, máy phay lớn, lấy Sc=1,5 ~ 2 + Với máy bán tự động nhiều trục chính, lấy Sc = 1,2 ~ 1,5
+ Máy tự động một trục, máy bào răng côn, lấy Sc = 3 ~ 4
+ Máy xọc răng, máy lăn răng, lấy Sc = 4 ~ 5
Ttính là tổng thời gian tính toán cần thiết để gia công tất cả các chi tiết trên loại máy đó (giờ)
Cần chú ý rằng : trong công thức tính RM ở trên nếu muốn tính số lượng công nhân
đứng một loại máy nào đó với 1 bậc thợ nhất định (ví dụ cần tính số thợ tiện bậc 3) thì Ttính phải là thời gian tính toán để gia công tất cả các chi tiết trên máy đó với trình độ thợ tương ứng
- Khi biết thời gian dưới dạng giờ - người cần thiết để chế tạo 1 tấn hoặc 1 chiếc sảnphẩm
Trong trường hợp này, số công nhân đứng máy cần thiết của tất cả các loại được tính
theo công thức sau :
Trong đó RM là số công nhân đứng máy cần thiết của tất cả các loại
Q là sản lượng hàng năm sản phẩm cần phải gia công (tấn/năm, chiếc/năm)
t là số giờ - người cần thiết để gia công 1 tấn hoặc một chiếc sản phẩm, t cho
trong sổ tay thiết kế xưởng.
Fc và Sc như trên
- Tính số công nhân đứng máy theo số máy cần thiết đã chọn
Theo phương pháp này, số công nhân đứng máy được tính bằng công thức sau :
Trong đó RM là số công nhân đứng một loại máy nào đó
F1,1 là thời gian làm việc thực tế của một máy trong 1 năm với chế độ 1 ca
m là số ca làm việc trong 1 ngày đêm
ηz là hệ số tải trọng của máy đó. Trong trường hợp không biết chính xác có thể
lấy ηz = 0,85
Cchọn, Fc và Sc như trên
Trong cả ba phương pháp tính ở trên, RM có thể là số lẻ, ta phải qui tròn thành số nguyên theo nguyên tắc 0,5. Nếu số lẻ < 0,5 ta bỏ đi và tăng bậc cho người thợ cuối cùng, nếu số lẻ > 0,5 thì tăng lên 1 đơn vị và có thể giảm bậc của người thợ cuối cùng.
- Tính số lượng công nhân nguội
Thông thường số công nhân nguội được tính theo tỷ lệ phần trăm (%) của số lượng công nhân đứng máy và phụ thuộc vào dạng sản xuất của phân xưởng. Ví dụ :
- Dạng sản xuất đơn chiếc, loạt nhỏ, công nhân nguội trong phân xưởng cơ khí lấy khoảng 3-5 % số công nhân đứng máy
- Dạng sản xuất loạt lớn và hàng khối số công nhân nguội lấy khoảng 1- 3 % số công nhân đứng máy
Cần chú ý rằng, số công nhân nguội được lấy như trên là công nhân sản xuất trực tiếp
tham gia vào quá trình gia công các chi tiết (làm những công việc mà máy không làm được)
- Tính bậc thợ bình quân
Khái niệm
Trong việc tính toán số lượng công nhân sản xuất, ta còn cần phải tính bậc thợ bình
quân trong phân xưởng. Bậc thợ bình quân là bậc thợ tượng trưng dùng để đánh giá trình độ lành nghề của một loại thợ hoặc tất cả các loại thợ trong phân xưởng. Bậc thợ bình quân có thể là số chẵn hoặc số lẻ. Tính được bậc thợ bình quân không những có thể đánh giá được trình độ chuyên môn của công nhân trong phân xưởng, có thể biết được mức độ tự động hoá và cơ giới hoá của phân xưởng ; mà còn biết được lương công nhân sản xuất trung bình trong mỗi giờ, mỗi tháng mà nhà máy phải trả.
Nguyên tắc tính bậc thợ bình quân
Qui đổi tất cả các bậc ra bậc 1 bằng cách nhân số lượng công nhân ở bậc qui đổi với
hệ số quan hệ tiền lương (hệ số cấp bậc tiền lương). Sau đó đem chia số công nhân đã qui đổi ra bậc 1 cho tổng số lượng công nhân thực tế ở tất cả các bậc hiện có ta sẽ được hệ số quan hệ tiền lương bình quân. Dựa vào hệ số quan hệ lương đã biết hoặc dựa vào đồ thị để suy ngược lại bậc thợ bình quân
Trình tự tính toán bậc thợ bình quân
Để xác định bậc thợ bình quân cho toàn phân xưởng, ta cần tiến hành các bước theo trình tự sau đây
1/ Xác định hệ số quan hệ lương (qi)
Hệ số quan hệ lương là số liệu so sánh mức chênh lệch giữa lương một bậc thợ bất kỳ với lương bậc thợ 1. Vì mỗi ngành sản xuất có thang lương khác nhau, nên hệ số quan hệ lương giữa các ngành cũng khác nhau.
Để thấy rõ cách xác định hệ số quan hệ lương ta xét ví dụ sau:
Một ngành nghề có lương thợ bậc 1 là 250.000 đồng, lương thợ bậc 2 là 290.000 đồng, lương thợ bậc 3 là 340.000 đồng, lương thợ bậc 4 là 400.000 đồng, lương thợ bậc 5 là 470.000 đồng, lương thợ bậc 6 là 550.000 đồng, lương thợ bậc 7 là 630.000 đồng. Ta lập được bảng hệ số quan hệ tiền lương như bảng 4.7
Ví dụ về hệ số quan hệ lương
|
Bậc thợ |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Hệ số quan hệ lương qi |
1 |
1,16 |
1,36 |
1,6 |
1, 88 |
2,2 |
2,52 |
Từ bảng .... ta dễ dàng xây dựng được đồ thị quan hệ giữa bậc thợ và hệ số quan hệ lương (hình ...). Bằng đồ thị nếu xác định được hệ số quan hệ lương trung bình qtb ta sẽ tìm được bậc thợ trung bình. (ví dụ ta tính được qtb = 1,75 thì nhờ đồ thị hình ...., ta sẽ tìm được bậc thợ bình quân là 4,5)
2/ Qui đổi số lượng thợ các bậc về số thợ bậc 1:
Bằng cách nhân số công nhân bậc bất kỳ nào đó với hệ số quan hệ lương tương ứng ta sẽ nhận được số lượng công nhân của bậc đó đã được qui đổi về bậc 1.
Trong đó
là số thợ bậc i đã qui đổi về bậc 1
là số thợ bậc i
qi là hệ số quan hệ lương ở bậc i
Tiến hành như thế cho tất cả các bậc thợ và các loại thợ (tiện, phay, bào...) và cộng lại ta sẽ nhận được số thợ qui đổi về bậc 1 của toàn phân xưởng :
3/ Tính hệ số quan hệ lương trung bình của từng loại và toàn phân xưởng
Hệ số quan hệ lương trung bình (qtb) được xác định bằng công thức sau:
qtb là hệ số quan hệ lương trung bình từng loại thợ hoặc toàn phân xưởng
ΣRMqđ là số lượng thợ đã qui đổi về bậc 1 của từng loại thợ hoặc toàn phân xưởng
ΣRM là số lượng thợ tất cả các bậc của từng loại thợ hoặc toàn phân xưởng
4/ Xác định bậc thợ trung bình
Sau khi xác định đựoc hệ số quan hệ lương trung bình, dựa vào đồ thị quan hệ bậc thợ
- hệ số quan hệ lương, ta dễ dàng suy được bậc thợ trung bình của từng loại hoặc toàn phân xưởng
2.3.3.3. Tính số công nhân phụ, nhân viên phục vu, cán bộ kỹ thuật
Trong thiết kế nhà máy cơ khí, số công nhân phụ, nhân viên phục vụ, cán bộ kỹ thuật và nhân viên hành chính được xác định theo tỷ lệ % của số công nhân sản xuất. Ta có thể tham khảo các số liệu sau đây:
- Số công nhân phụ
Tùy thuộc vào dạng sản xuất, trình độ chuyên môn hoá, tự động hoá của phân xưởng mà tỷ lệ công nhân phụ so với công nhân sản xuất có khác nhau
+ Ở dạng sản xuất hàng loạt: 18 - 20%
+ Dạng sản xuất hàng khối: 35 - 50%
+ Sản xuất dây chuyền: 40 - 50%
+ Sản xuất tự động: 60%
- Số nhân viên phục vụ
Trong phân xưởng cơ khí, nhân viên phục vụ chiếm khoảng 2 - 3% công nhân nói chung (cả công nhân sản xuất và công nhân phụ)
- Số lượng kỹ sư và cán bộ kỹ thuật
Trong phân xưởng cơ khí số kỹ sư và cán bộ kỹ thuật chiếm khoảng 10-13% tổng số công nhân nói chung (kể cả công nhân sản xuất lẫn công nhân phụ).
2.3.4. Diện tích từng khu vực, bề rộng đường đi
Các máy được ký hiệu bằng những hình hình học theo tỉ lệ nhất định, thường lấy tỉ lệ 1:100, 1:200. Những hình hình học này có chú ý đến kích thước lớn nhất của máy, giới hạn chuyển động xa nhất của máy, phần nhô ra xa nhất của phôi. Các ký hiệu có thể tham khảo trong sổ tay thiết kế xưởng
Vị trí đứng làm việc của công nhân được biểu diễn bằng 1 vòng tròn Ø 500 mm vẽ theo tỷ lệ, phần để trống biểu thị mặt, phần gạch biểu thị lưng của người công nhân (xem hình ...)
Hình ... Biểu diễn vị trí đứng làm việc của công nhân
Phải đảm bảo những khoảng cách cần thiết để công nhân làm việc, thao tác thuận lợi, an toàn, có đủ chỗ đưa chi tiết vào và lấy chi tiết ra.
Không nên bố trí công nhân đứng làm việc nhìn ra đường cái, vườn hoa nơi đông người đi lại.
Các máy chính xác cần bố trí xa chỗ có va đập, rung động, bụi bặm. Nên bố trí thành khu vực hoặc phòng riêng.
Những kích thước cụ thể khi bố trí máy
Tuỳ thuộc vào cỡ máy mà khoảng cách giữa các máy, giữa máy với tường, giữa máy với cột có khác nhau. Có thể tham khảo các trường hợp hình ... và bảng ....
Hình .... Kích thước bố trí máy
Bảng ... Khoảng cách giữa các máy, giữa máy và tường, giữa máy và cét
Nếu đường đi một chiều, vận chuyển bằng xe chạy điện tải trọng 1 - 2 tấn có bề rộng đi ở giữa cho xe là 1, 2m thì kích thước đặt máy theo hình ...
Hình .... Kích thước đặt máy khi có đường đi cho xe
Nếu đường đi 2 chiều thì việc bố trí máy hoặc theo trường hợp a) hoặc theo trường hợp d) ở hình .... và khoảng cách B = 3000 mm
Nếu vận chuyển bằng ô tô thì B = 3500 mm ở trường hợp a) và d) hình ....
Cách xếp đặt máy trong từng gian
Trong từng gian máy có thể được đặt nằm dọc, ngang hoặc xiên. Thông thường thì máy được đặt theo chiều dọc của gian.
Khi diện tích đặt máy hẹp thì máy có thể đặt ngang để lối đi giữa.
Hình ... Ba hàng máy dọc, một lối đi dọc và các lối đi ngang
Hình ... Vừa đặt dọc, đặt ngang Hình ...Xiên và dọc xen kẻ
Những loại máy dài (nhất là máy gia công vật liệu thanh), máy doa, máy bào giường, phay giường, truốt thì có thể đặt xiên so với trục dọc gian một góc từ 15 - 200
Ta có thể tham khảo một vài cách bố trí ở hình ..., ...., .....
Văn phòng phân xưởng
Văn phòng phân xưởng có thể bố trí ở đầu (hoặc cuối) phân xưởng; cũng có thể bố trí nằm trong toà nhà hành chính chung của nhà máy.
Diện tích của văn phòng:
- Cho nhân viên vẽ, can lấy 5m2 cho 1 người
- Cho cán bộ lãnh đạo phân xưởng lấy 8 - 20m2 cho 1 người
- Cho nhân viên văn phòng khác lấy 3 - 4m2 cho 1 người.
2.3.6. Diện tích toàn xưởng
Như ta đã biết: phân xưởng cơ khí thường có 4 bộ phận: bộ phận sản xuất, bộ phận phụ, bộ phận phục vụ và bộ phận sinh hoạt. Mỗi bộ phận được xác định theo những phương pháp khác nhau.
Thông thường trong thiết kế phân xưởng cơ khí, người ta chỉ tính toán diện tích của bộ phận sản xuất và bộ phận phụ - gọi là diện tích chung, còn diện tích phục vụ và bộ phận sinh hoạt được xác định theo tỷ lệ % của diện tích sản xuất hoặc tham khảo phần thiết kế công trình sinh hoạt của ngành xây dựng.
Tiếp theo chúng ta nghiên cứu hai phương pháp xác định diện tích phân xưởng thường được ứng dụng trong thực tế.
2.3.6.1. Xác định chính xác diện tích phân xưởng cơ khí
Phương pháp này dựa trên cơ sở đã bố trí mặt bằng phân xưởng (tức là đã sắp đặt vị trí của các máy móc, thiết bị, chỗ làm việc, đường đi của thiết bị vận chuyển...) để xác định kích thước của phân xưởng, từ đó tính được diện tích của phân xưởng. Như vậy việc xác định diện tích của phân xưởng phải đi từ xác định kích thước và diện tích của từng phần, từng khu vực nhỏ trong phân xưởng.
2.3.6.2. Xác định diện tích phân xưởng theo diện tích đơn vị
Phương pháp này được tiến hành trên cơ sở đã biết số lượng máy đặt trong phân xưởng và diện tích đơn vị ta có thể tính toán được diện tích của phân xưởng. Sau khi xác định được diện tích phân xưởng ta mới tiến hành bố trí mặt bằng phân xưởng.
Nếu ta gọi A là diện tích phân xưởng cần phải tính toán (m2)
Cchọn là số máy cần thiết cho phân xưởng (chiếc)
a là diện tích đơn vị (m2/chiếc)
Ta có mối quan hệ sau :
A = Cchọn . a , [m2]
Trong công thức trên diện tích đơn vị a là phần diện tích trung bình của phân xưởng tính cho một máy đặt trong phân xưởng. Diện tích đợn vị là một chỉ tiêu kinh tế - kỹ thuật dùng để đánh giá việc sử dụng diện tích của phân xưởng. Giá trị của diện tích đơn vị a được cho theo kinh nghiệm trong các sổ tay thiết kế xưởng tuỳ theo cỡ máy hoặc ngành sản xuất. Ta có thể tham khảo một số trích dẫn ở bảng .... và ....
Bảng ... Diện tích sản xuất đơn vị cho theo cỡ máy
|
CỠ MÁY |
Kích thước (dài x rộng) hoặc trọng lượng (Tấn) của máy |
Diện tích sản xuất đơn vị (m2)
|
|
Bé |
Đến 1500mm x 700mm |
10 – 12 |
|
Trung bình |
Từ 1500 x 700 đến 3500 x 2000 hoặc đến 5 tấn |
15 – 25 |
|
Lớn |
Từ3500 x 2000 đến 5000 x 3000 hoặc 5 - 15 tấn |
30 -45 |
|
Rất lớn |
Từ 5000 x 3000 đến 10000 x 5000 hoặc 15 - 40 tấn |
50 -150 |
Bảng ... Diện tích đơn vị cho theo ngành sản xuất
|
Ngành sản xuất |
Ngành sản xuất xuất đơn vị (m2)
|
Diện tích chung đơn vị (m2) |
|
Chế tạo ô tô tải trọng 2,5- 4tấn : Phân xưởng động cơ Phân xưởng khung Phân xưởng hộp số |
12 - 14 10 -12 10 -12 |
20 - 21 19 - 20 16 |
|
Chế tạo máy tiện loại vừa |
17 - 19 |
24 - 28 |
|
Chế tạo máy phay lớn |
20 -22 |
30 - 35 |
|
Chế tạo máy mài tròn |
16 - 20 |
25 - 30 |
|
Chế tạo ổ bi lăn |
13 - 15 |
20 - 24 |
Cần chú ý rằng: Nếu diện tích đơn vị là diện tích sản xuất đơn vị thì diện tích tính được mới chỉ là diện tích sản xuất của phân xưởng. Nếu diện tích đơn vị là diện tích đơn vị chung thì diện tích tính được tính được là diện tích chung (tức gồm diện tích sản xuất và diện tích phụ)
2.3.7. Yêu cầu năng lượng cho toàn xưởng (sơ đồ điện, khí nén,...)
2.3.7.1. Đại cương
Năng lượng là một yếu tố rất quan trọng để nhà máy có thể hoạt động được. Việc thiết kế hệ thống năng lượng trong nhà máy cơ khí chủ yếu do nhóm cán bộ kỹ thuật chuyên môn về năng lượng đảm nhận.
Nhu cầu vận chuyển (vật liệu, sản phẩm, nhiên liệu ...) cũng là một yếu tố không kém quan trọng nhằm đảm bảo cho quá trình sản xuất của nhà máy cơ khí được liên tục. Số nhân lực phục vụ cho khâu vận chuyển trong nhà máy cơ khí chiếm tỷ lệ 10 -18% số công nhân sản xuất. Vì vậy thiết kế hệ thống vận chuyển hợp lý cũng là một nhiệm vụ cần thiết trong quá trình thiết kế nhà máy cơ khí để đảm bảo hiệu quả kinh tế.
2.3.7.2. Thiết kế hệ thống cung cấp năng lượng
Trong phần này chỉ đề cập đến việc xác định nhu cầu năng lượng khi thiết kế hệ thống cung cấp năng lượng
a. Khái niệm
Trong nhà máy cơ khí, các dạng năng lượng thường sử dụng là nhiệt, lực, ánh sáng v.v... Những dạng năng lượng này được sản ra từ các nguồn sau:
- Nhiên liệu rắn (than đá, than cốc v.v...),
- Dòng điện,
- Khí đốt (nhiên liệu thể khí),
- Dầu đốt (nhiên liệu thể lỏng),
- Hơi nước nóng,
- Khí nén,
- Cột nước bị nén.
b. Tính toán hệ thống cung cấp điện năng
- Đại cương
Năng lượng do dòng điện sinh ra rất quan trọng đối với việc sản xuất trong nhà máy cơ khí. Điện năng dùng để chạy máy và các thiết bị sản xuất, để tạo ra nhiệt năng và ánh sáng phục vụ sản xuất. Khi thiết kế xưởng phải dự tính về nhu cầu điện năng của nhà máy. Công việc tính toán do chuyên viên ngành điện trong tổ chức thiết kế đảm nhiệm.
- Xác định nhu cầu cần thiết về điện năng
Có hai cách tính:
- Cách tính chính xác:
Dựa trên cơ sở tổng công suất thiết kế của toàn bộ thiết bị dùng điện trong nhà
máy. Đầu tiên phải thống kê số lượng các loại thiết bị dùng điện năng, phân theo hai loại: loại
điện phát động (dùng điện năng để làm hoạt động các máy móc thiết bị) và loại điện thắp
sáng. Sau đấy tổng hợp công suất thiết kế của các loại thiết bị theo từng phân xưởng và bộ phận, chú ý là phải xác định riêng nhu cầu về loại điện xoay chiều và một chiều.
Tổng nhu cầu điện năng của các loại thiết bị trong phân xưởng, bộ phận được xác định theo công suất thiết kế Ne và thời gian tiêu thụ điện năng của mỗi loại hàng năm T:
Trong đó:
i - chỉ thiết bị thứ i,
j - chỉ loại (nhóm) thiết bị thứ j,
k - chỉ phân xưởng, bộ phận thứ k,
m - số loại (nhóm) thiết bị dùng điện,
n - số lượng thiết bị dùng điện thuộc nhóm j,
gj - hệ số nhu cầu của các loại thiết bị thuộc nhóm j (hệ số này kể đến sự tiêu
thụ điện không đồng thời hoặc làm việc non tải,gj cho biết tỷ lệ điện năng tiêu thụ thực tế
đồng thời của một loại thiết bị cụ thể so với công suất thiết kế. Giá trị gj có thể xem bảng ...).
Như vậy, nhu cầu điện năng của toàn bộ nhà máy là:
Bảng .... Hệ số nhu cầu của các loại thiết bị
|
Loại điện |
Thiết bị hoặc nơi dùng điện |
Hệ số nhu cầu gj |
|
Điện phát động |
Động cơ điện của máy cắt vạn năng |
0,20 |
|
Động cơ điện của máy cắt tự động, máy phay răng |
0,25
|
|
|
Động cơ điện của cầu trục |
0,15 |
|
|
Động cơ điện của máy búa, máy ép, máy nghiền |
0,45 |
|
|
Lò điện, lò sấy |
0,60 |
|
|
Máy hàn hồ quang |
0,35 |
|
|
Các thiết bị cao tần |
0,30 |
|
|
Máy bơm, băng tải, máy nén |
0,75 |
|
|
Quạt gió |
0,70 |
|
|
Điện thắp sáng |
Gian sản xuất lớn |
0,70 ÷0,80 |
|
Gian sản xuất vừa |
0,80 ÷0,90 |
|
|
Văn phòng phân xưởng |
0,70 ÷0,90 |
|
|
Kho chứa, hầm chứa |
0,50 ÷0,60 |
- Cách tính gần đúng
Cách này dùng để xác định sơ bộ nhu cầu về điện năng của nhà máy thiết kế. Ta có thể dựa vào các chỉ tiêu kinh nghiệm cụ thể về nhu cầu điện năng tính theo một đơn vị sản phẩm (Kwh/chiếc, Kwh/đồng, Kwh/tấn) ( ví dụ ở bảng ...), theo một đơn vị diện tích sản xuất (Kwk/m2) (xem bảng ....) hoặc theo một đơn vị thiết bị sản xuất (Kwh/thiết bị).
Bảng .... Nhu cầu điện năng theo một đơn vị sản phẩm
|
Sản phẩm |
Nhu cầu điện năng để chế tạo 1 sản phẩm (Kwh/chiếc) |
Sản phẩm khi nhiệt luyện |
Nhu cầu điện năng tính cho 1 tấn sản phẩm (Kwh/tấn) |
|
Ô tô |
5000 ÷ 8000 |
Nung |
200 ÷ 280 |
|
Thường hóa |
160 ÷ 250 |
||
|
Tôi |
100 ÷ 250 |
||
|
Vật đúc |
300 |
Ủ |
130 ÷ 140 |
|
Thấm than |
510 ÷ 600 |
Bảng ... Nhu cầu điện năng theo một đơn vị diện tích sản xuất m2
|
Loại hàng sản xuất
|
Nhu cầu điện năng (Kwh/m2)
|
Loại hàng sản xuất
|
Nhu cầu điện năng (Kwh/m2)
|
|
Chế tạo máy nặng
|
395
|
Chế tạo máy công cụ |
143 |
|
Chế tạo động cơ diesel |
163
|
Sản xuất thép |
152
|
|
Chế tạo máy bơm, máy nén |
163
|
Chế tạo đồ dùng bằng kim loại |
201 |
|
Chế tạo ô tô
|
282
|
Chế tạo máy điện |
197 |
Nhu cầu về điện năng của toàn nhà máy sẽ được xác định theo tổng số thiết bị dùng điện và mức tiêu thụ điện thực tế của các thiết bị đó. Cụ thể ta có thể xác định nhu cầu về điện năng theo 2 dạng: điện phát động và điện thắp sáng.
- Điện phát động
Trong đó:
Netb - công suất qui định trung bình cho một thiết bị sản xuất (Kw), ví dụ ở bảng ...
CΣ - tổng số thiết bị sản xuất dùng điện,
gtb - hệ số nhu cầu trung bình (nhà máy thường: gtb = 0,25÷0,32, nhà máy có nhiều lò điện hồ quang: gtb = 0,40÷0,45)
Ttb - thời gian tiêu thụ điện trung bình hằng năm của một thiết bị sản xuất (giờ/năm)
ηztb - hệ số tải trọng trung bình của thiết bị sản xuất, có thể lấy ηztb = 0,75
- Điện thắp sáng
Trong đó:
Ak - diện tích phân xưởng, bộ phận cần thắp sáng (m2),
NAk - công suất cần thiết để thắp sáng 1 m2 diện tích (Kw/m2), xem bảng ...,
Tk - tổng số giờ cần thắp sáng hàng năm của phân xưởng, bộ phận k (giờ/năm)
h - số phân xưởng, bộ phận cần thắp sáng
Bảng ... Công suất quy định trung bình cho một thiết bị sản xuất (Netb) thuộc phân xưởng Cơ khí chế tạo máy cắt kim loại
|
Chi tiết sản xuất |
Chi tiết lớn |
Chi tiết vừa và nhỏ |
Chi tiết tiêu chuẩn |
|
Netb (Kw) |
15 ÷ 19 |
6 ÷ 8 |
4,5 ÷ 6,5 |
Bảng ....Nhu cầu về điện thắp sáng cho 1 m2 diện tích (NA)
|
Phân xưởng, bộ phận |
NA (W/m2) |
|
Phân xưởng cơ khí, lắp ráp,dụng cụ, rèn dập; phòng thí nghiệm, thiết kế |
20 ÷ 22 |
|
Phân xưởng đúc, sửa chữa cơ khí, mộc |
16 ÷ 18 |
|
Kho chứa |
8 ÷ 10 |
|
Phòng lãnh đạo |
15 |
|
Phòng sinh hoạt |
10 |
|
Bộ phận năng lượng |
12 ÷ 15 |
c. Tính toán hệ thống cung cấp khí nén
vĐại cương
Khí nén được dùng trong các phân xưởng sản xuất của nhà máy cơ khí để thực hiện các công việc cụ thể như sau:
- Vận hành thiết bị và dụng cụ (ví dụ dụng cụ siết bu lông),
- Tạo lực kẹp chặt ở các đồ gá,
- Làm nguội,
- Đẩy sản phẩm đến các vị trí cần thiết,
- Làm sạch phoi, ...
vTính toán nhu cầu về khí nén
Có hai cách tính:
- Tính gần đúng
Dựa theo chỉ tiêu tính cho một thiết bị hoặc một tấn sản phẩm. Số lượng thiết bị
dùng khí nén được tính theo tỷ lệ phần trăm của tổng số thiết bị có trong các phân xưởng và bộ phận, cụ thể khoảng 5 ÷10 %. Nhu cầu về khí nén của toàn bộ thiết bị trong nhà máy được tính như sau:
Trong đó:
n - số loại trang thiết bị dùng khí nén,
Q0tbi - lượng khí nén cần thiết trung bình cho loại trang thiết bị i, xem bảng ....,
Ci - số trang thiết bị loại i dùng khí nén,
gi - hệ số nhu cầu của các trang thiết bị loại i (hệ số kể đến sự tiêu thụ khí nén không đồng thời hoặc làm việc non tải),
Ttb - thời gian tiêu thụ khí nén trung bình hàng năm của các thiết bị (giờ/năm),
ηztb - hệ số tải trọng trung bình; thường ηztb = 0,75
Bảng ....Lượng khí nén cần thiết trung bình Q0tb cho các loại thiết bị
|
Loại thiết bị |
Q0tb (m3/h) |
Áp suất (atm) |
|
Trang bị gá lắp, kẹp chặt trên máy cắt kim loại |
0,1 |
6 ÷ 7 |
|
Dụng cụ khí nén (khoan, búa tán, máy cắt, máy mài bóng liên tục) |
2,5 ÷ 4,5 |
5 ÷ 6 |
|
Thiết bị rửa sạch |
0,7÷ 1 |
3 |
|
Thiết bị nâng hạ (tải trọng 0,17÷ 1,7 Tấn) |
0,07 ÷ 0,4 |
- |
|
Vòi phun sơn xì sản phẩm |
2 |
3 ÷ 6 |
- Tính chính xác
Dựa vào công suất thiết kế cho từng thiết bị dùng khí nén, ta xác định chính xác lượng khí nén cần thiết theo các bước sau:
- Tổng hợp các thiết bị trong cùng một hệ thống cung cấp khí nén, phân chia nhóm theo áp suất và yêu cầu chất lượng,
- Xác định lượng khí nén cần thiết cho từng nhóm thiết bị dựa vào hệ số nhu cầu và tổng thời gian làm việc của thiết bị trong năm,
- Xác định lượng khí nén mất mát do đường ống vận chuyển bị hở, do chênh lệch giữa công suất thiết kế và công suất hiệu dụng của mỗi thiết bị dùng khí nén.
Lượng khí nén cần thiết cho nhóm thiết bị j là:
Trong đó:
n - số lượng trang thiết bị dùng khí nén thuộc nhóm j,
Q0ij - lượng khí nén cần thiết cho trang thiết bị i thuộc nhóm j,
gj - hệ số nhu cầu của các trang thiết bị thuộc nhóm j,
Tij - thời gian tiêu thụ khí nén hàng năm của thiết bị i thuộc nhóm j (giờ/năm),
ηzij - hệ số tải trọng của thiết bị i thuộc nhóm j
Lượng khí nén tổng cọng cho tất cả các nhóm thiết bị của một phân xưởng, bộphận là:
Với:
K - hệ số kể đến sự hao hụt khí nén do đường ống bị hở (K =1,02 ÷1,5)
m - số nhóm thiết bị dùng khí nén
Như vậy, nhu cầu về khí nén của toàn nhà máy là:
h là số phân xưởng, bộ phận của nhà máy