THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG BẢN VẼ CHI TIẾT ĐẾ XOAY ĐHBK ĐÀ NẴNG
NỘI DUNG ĐỒ ÁN
LỜI NÓI ĐẦU THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG BẢN VẼ CHI TIẾT ĐẾ XOAY ĐHBK ĐÀ NẴNG
Môn học công nghệ chế tạo máy đóng vai trò quan trọng trong chương trình đào tạo kỹ sư và cán bộ kỹ thuật về thiết kế và chế tạo các loại máy, các thiết bị phục vụ các ngành công nghiệp, nông nghiệp, giao thông vận tải ...
Đồ án môn học công nghệ chế tạo máy là một trong các đồ án có tầm quan trọng nhất đối với một sinh viên khoa cơ khí. Đồ án giúp cho sinh viên hiểu những kiến thức đã học không những môn công nghệ chế tạo máy mà các môn khác như: máy công cụ, dụng cụ cắt... Đồ án còn giúp cho sinh viên được hiểu dần về thiết kế và tính toán một qui trình công nghệ chế tạo một chi tiết cụ thể. Khi thiết kế đồ án môn học Công nghệ chế tạo máy sinh viên sẽ làm quen với cách sử dụng tài liệu, sổ tay và so sánh kết hợp kiến thức lý thuyết với thực tế sản xuất. Bên cạnh đó khi thực hiên đồ án này tạo cho sinh viên tự lập giải quyết các trường hợp cụ thể .
Em xin chân thành cám ơn thầy Hoàng Văn Thạnh đã chỉ dạy và hướng dẩn tận tình cho em hoàn thành đồ án này.
Quá trình làm đồ án em cũng đã cố gắng tham khảo một số giáo trình khác nhau, tuy nhiên khi làm còn nhiều vụng về, nhiều khái niệm mới, nên khi làm bài không thể tránh khỏi những thiếu sót và lỗi sai, kính mong các thầy chỉ dạy thêm .
PHẦN 1: PHÂN TÍCH ĐIỀU KIỆN LÀM VIỆC VÀ YÊU CẦU KỸ THUẬT CỦA SẢN PHẨM.
1/Yêu cầu kĩ thuật.
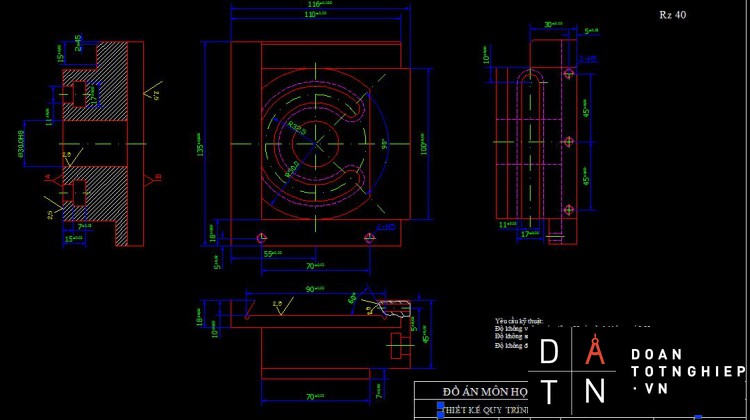
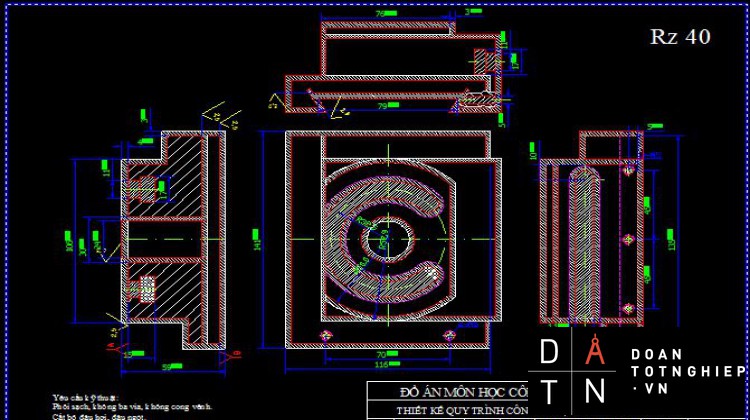
Thông số trên bản vẽ chi tiết, khi gia công đạt yêu cầu sau:
- Các bề mặt gia công phải đạt được Ra= 2.5, Rz= 40 .
- Độ không vuông góc giữa F 30H8 và mặt A không quá 0,02.
- Độ không song song giữa A và B không quá 0.03.
- Độ đồng tâm giữa F 30H8 và rãnh chữ R32.5 không quá 0.02.
2/ Điều kiện làm việc.
Chi tiết đế là chi tiết dạng hộp, dựa vào điều kiện kĩ thuật ta có thể phân tích tính năng làm việc của chi tiết như sau:
Từ yêu cầu đồng tâm lỗ F 30H8 và rãnh chữ R32.5 không quá 0.02, yêu cầu độ vuông góc giữa F 30H8 và mặt A không 0.02, nhận thấy đây là bề mặt làm việc của chi tiết với một chi tiết khác được lắp lên trên nó.
Rãnh mang cá và mặt đáy có Ra= 2.5 nên đây cũng là bề mặt làm việc, chi tiết di động bằng rãnh này trượt trên chi tiết khác.
Chi tiết làm việc chịu lực sau:
- Chịu nén
- Chịu ứng suất thay đổi.
Do đó bề mặt làm việc của đế là chủ yếu là mặt trên và mặt đáy. Yêu cầu độ cứng vững cao, không bị biến dạng.
Các bề mặt chuẩn có đủ diện tích nhất định cho phép quá trình gia công nhanh. Các vùng gia công không có vùng lồi lõm và phải thuận lợi cho việc căn dao và thoát dao nhanh. Kết cấu các bề mặt phải tạo điều kiện cho việc gia công nhiều mặt cùng một lúc, các lỗ trên chi tiết có kết cấu và hình dáng đơn giản không có rãnh.
PHẦN 2: XÁC ĐỊNH DẠNG SẢN XUẤT.
1/ Tính khối lượng của chi tiết:
- Tính thể tích xem như đặc:
V= V1+ V2+ V3
=(7.100.70)+( 27.96.100)+(18.116.135)= 590.080 (mm3)
- Tính thể tích bị rỗng:
Vr= V11+V12+V13+V14+V15
- Thể tích lỗ tròn :
V11 == 24.740(mm3)
- Thể tích rãnh mang cá:
V12= 10.85.135= 114.750(mm3)
- Thể tích rãnh chữ T V13:
V13== 2.481(mm3)
- Thể tích rãnh V14:
V14=30.15.20= 9.000(mm2)
- Thể tích rãnh chữ T V15:
V15=( 11.6.95)+(17.6.98)= 16.266(mm3)
- Thể tích chi tiết cần gia công:
V= 590.080- 24.740- 114.750- 2.481- 9.000- 16.266= 422843(mm3)
=0,423 (dm3)
Chọn vật liệu chế tạo phôi là GX15-32, g =7,4 kg/dm3
Suy ra khối lượng của phôi là mphôi=0,423.7,4= 3,1302 kG
2/ Sản lượng hàng năm của chi tiết được tính theo công thức:
N= N1.m.(1+)
N : Số chi tiết sản xuất trong một năm.
N1: Số sản phẩm được sản xuất trong một năm N1=5000 Chiếc/năm
m : Số chi tiết trong một sản phẩm : m=1.
: Số chi tiết được chế tạo thêm để dự trữ. Chọn = 5%.
Do vậy ta có : N= 5000.(1+ ) = 5250 ( chi tiết /năm).
Theo bảng 2 (TKĐACNCTM) và số liệu theo đề cho là 5250 chi tiết/năm ta xác định được dạng sản xuất là hàng loạt vừa.
PHẦN 3: LỰA CHỌN PHƯƠNG PHÁP CHẾ TẠO PHÔI.
Chọn phôi đúc.
Theo phân tích tính năng làm việc của chi tiết, kết cấu tương đối phức tạp, làm việc trong môi trường không chịu va đập, cùng với vật liệu là Gang xám nên lựa chọn phương pháp đúc là hợp lí.
Chọn vật liệu gang xám GX15-32 có các tính chất sau :
- Có tính đúc cao
- HB >180.
- Dễ gia công như cắt, gọt, khoan, tiện, phay vv...
- Với sản lượng 5000 chiếc / năm: Chọn phương pháp đúc trong khuôn cát có ưu điểm : Năng suất cao, tốn ít thời gian chuẩn bị khuôn.
Với dạng sản xuất hàng loạt vừa, đòi hỏi khuôn đúc phải tháo lắp nhanh, dễ dàng sấy khô và tuổi bền của khuôn phải cao. Vì vậy khuôn đúc ở đây chọn là khuôn cát, sử dụng mẫu gỗ.
- Chọn mặt phân khuôn như hình vẽ.
Hình 3.1: Hình chiếu đứng của khuôn.
PHẦN 4: THIẾT KẾ QUY TRÌNH CÔNG NGHỆ
CHẾ TẠO CHI TIẾT.
1) Phân tích chuẩn công nghệ.
Đường lối công nghệ thích hợp nhất ở Việt Nam là phân tán nguyên công tức là ít bước công nghệ trong một nguyên công.
Chọn máy vạn năng kết hợp với đồ gá chuyên dùng và các máy chuyên dùng để chế tạo.
- Bề mặt làm việc là mặt đáy và rãnh mang cá, yêu cầu Ra 2,5 nên phay tinh.
- Gia công lổ F30 đạt độ bóng Ra 2,5 phay tinh.
-Gia công rãnh chữ T đạt độ bóng Rz 40 cho nên bước cuốicùng chỉ cần phay thô là đủ.
-Gia công các lỗ F5 không yêu cầu cấp chính xác cũng như độ bóng nên ta chỉ cần khoan đạt kích thước lỗ còn ren là ren tiêu chuẩn nên ta rô ren trên máy.
Từ các yêu cầu kĩ thuật cho thấy quan trọng nhất là bề mặt đáy và rãnh mang cá.
2) Xác định trình tự các nguyên công:
Phân tích phương án gia công:
Từ việc xác định bề mặt làm việc chủ yếu là mặt đáy và rãnh mang cá, lỗ Φ 30 cần vuông góc với bề mặt đáy, độ đồng tâm giữa lỗ Φ 30 và rãnh R32.5.
Chọn chuẩn tinh thống nhất, mặt phẳng đáy rãnh mang cá và lỗ Φ 30.
Do đó ta chọn phương án gia công như sau:
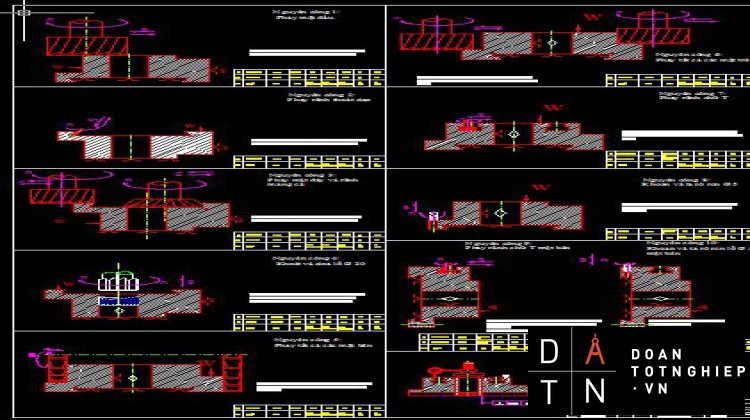
- Nguyên công I: Phay hai mặt đầu (1).
- Nguyên công II: Khoét, doa lỗ F30 (24).
- Nguyên công III: Phay rãnh thoát dao.
- Nguyên công IV: Phay mặt đáy (7) và rãnh đuôi én (8).
- Nguyên công V: Phay hai mặt bên các mặt bên + Vát mép 45º.
- Nguyên công VI: Phay các mặt trên.
- Nguyên công VII: Phay rãnh chữ T (23).
- Nguyên công VIII: Khoan và ta rô ren 2 lỗ (17).
- Nguyên công IX: Phay rãnh chữ T (4).
- Nguyên công X: Khoan và ta rô ren cho 3 lỗ Φ 5 (6).
- Nguyên công XI: Tổng kiểm tra .
2.1) Nguyên công 1: Phay mặt đầu(1).
a) Sơ đồ định vị, kẹp chặt:
- Phiến tì: 3 bậc tự do
- 2 chốt: 2 bậc tự do
- Mỏ kẹp
b ) Chọn máy, chọn dao:
- Chọn máy : Máy phay 6H11 có: Công suất động cơ là 2,8 (kw), (bảng 9.38 – STCNCTMIII – 74).
|
V min |
V max |
Số cấp tốc độ |
Giới hạn chạy dao (mm/phút) |
|
|
|
(vòng/phút) |
(vòng/phút) |
Z |
S dọc |
S ngang |
S đứng |
|
60 |
1900 |
6 |
35-1125 |
25-765 |
35-1125 |
- Chọn dao : Theo bảng 4-92 sổ tay công nghệ chế tạo máy tập 1 (STCNCTMI – trang 375): Chọn dao phay mặt đầu răng chắp mảnh hợp kim cứng BK8.
|
D (Js) |
L |
d (H7) |
Số răng |
|
50 |
36 |
22 |
12 |
2.2) Nguyên công 2: Phay rãnh thoát dao.
a) Sơ đồ định vị kẹp chặt.
b ) Chọn máy, chọn dao.
- Chọn máy : Máy phay 6H11 có: Công suất động cơ là 2,8 (kw), (bảng 9.38 – STCNCTMIII – 74).
- Chọn dao : Theo bảng 4-65 sổ tay công nghệ chế tạo máy tập 1 (STCNCTMI – trang 356): Chọn dao phay ngón.
|
D |
L |
l |
Số răng |
|
2 |
39 |
7 |
3 |
2.3) Nguyên công 3: Phay mặt đáy và rãnh đuôi én
a) Sơ đồ định vị kẹp chặt
b) Chọn máy, chọn dao.
- Chọn máy : Máy phay 6H11 có: Công suất động cơ là 2,8 (kw), (bảng 9.38 – STCNCTMIII – 74).
- Chọn dao : Theo bảng 4-92 sổ tay công nghệ chế tạo máy tập 1 (STCNCTMI – trang 375): chọn dao phay mặt đầu hợp kim cứng như nguyên công I.
- Chọn dao phay góc : Bảng 4-48 sổ tay công nghệ chế tạo máy tập 1 (STCNCTMI – trang 371)
|
D |
B |
d |
ψ |
|
40 |
10 |
16 |
60 |
2.4) Nguyên công 4: Khoét và doa lỗ ϕ30.
a) Sơ đồ định vị kẹp chặt:
- Phiến tì: 3 bậc tự do
- 2 chốt: 2 bậc tự do
- Mỏ kẹp
b ) Chọn máy, chọn dao.
- Chọn máy : Máy khoan 2H135. Công suất động cơ là 4 (kw), (bảng 9.38 – STCNCTMIII – 74).
- Chọn dao : Theo bảng 4-47 sổ tay công nghệ chế tạo máy tập 1 (STCNCTMI – trang 332) và bảng 4-49 (STCNCTMI- trang 336): Dao khoét: Mũi khoét lắp mảnh hợp kim cứng chuôi côn:
|
D |
L |
l |
d |
|
30 |
200 |
100 |
15 |
- Dao doa: Mũi doa có gắn mảnh hợp kim cứng chuôi côn:
|
D |
L |
l |
|
30 |
300 |
18 |
2.3) Nguyên công 5: Phay các mặt bên.
a) Sơ đồ định vị kẹp chặt.
b ) Chọn máy, chọn dao.
- Chọn máy : Máy phay 6H11 có: Công suất động cơ là 2,8 (kw), (bảng 9.38 – STCNCTMIII – 74).
- Chọn dao : Theo bảng 4-92 sổ tay công nghệ chế tạo máy tập 1 (STCNCTMI – trang 375):
Dao phay đĩa 3 mặt răng.
|
D( Js16) |
B* (K11) |
d(H7) |
Số răng |
|
80 |
20 |
27 |
18 |
2.4) Nguyên công 6: Phay hai mặt trên.
a) Sơ đồ định vị kẹp chặt.
b ) Chọn máy, chọn dao.
- Chọn máy : Máy phay 6H11 có: Công suất động cơ là 2,8 (kw), (bảng 9.38 – STCNCTMIII – 74).
- Chọn dao : Dao phay mặt đầu như nguyên công I.
2.5) Nguyên công 7 : Phay rãnh chữ T
a) Sơ đồ định vị kẹp chặt.
b ) Chọn máy, chọn dao.
- Chọn máy : Máy phay 6H11 có: Công suất động cơ là 2,8 (kw), (bảng 9.38 – STCNCTMIII – 74).
- Chọn dao : Theo bảng 4-77 sổ tay công nghệ chế tạo máy tập 1 (STCNCTMI – trang 364):
- Dao phay chữ T loại chuôi trụ có thông số như sau:
|
K.th.Danh nghĩa |
d* |
l |
L |
số răng |
|
8 |
16 |
8 |
62 |
6 |
2.6) Nguyên công 8 :Khoan, ta rô lỗ Φ5
a) Sơ đồ định vị ,kẹp chặt.
b) Chọn máy, chọn dao.
_ Chọn máy : Chọn máy khoan đứng K125 dùng để khoét, doa có công suất động cơ chính N = 2,8 (kw) (bảng 9.21 – CNCTMIII – trang45) .
- Chọn dao : Theo bảng 4-40 sổ tay công nghệ chế tạo máy tập 1 (STCNCTMI – trang 319): Mũi khoan ruột gà bằng thép gió:
|
Tên |
d |
L |
l |
|
đuôi côn |
5 |
133 |
52 |
2.7) Nguyên công 9: Phay rãnh chữ T.
a) Sơ đồ định vị ,kẹp chặt.
b ) Chọn máy, chọn dao.
- Chọn máy : Máy phay 6H11 có: Công suất động cơ là 2,8 (kw), (bảng 9.38 – STCNCTMIII – 74).
- Chọn dao : Theo bảng 4-77 sổ tay công nghệ chế tạo máy tập 1 (STCNCTMI – trang 364):
- Dao phay chữ T loại chuôi trụ có thông số như sau:
|
K.th.Danh nghĩa |
d* |
l |
L |
số răng |
|
8 |
16 |
8 |
62 |
6 |
2.10)Nguyên công 10 : Khoan, ta rô lỗ Φ 5.
a) Sơ đồ định vị ,kẹp chặt.
b ) Chọn máy, chọn dao.
Tương tự nguyên công VIII.
2.11)Nguyên công XI: Tổng kiểm tra.








