Đồ án môn học thiết kế hộp tốc độ Máy Tiện 16P16k

NỘI DUNG ĐỒ ÁN
Đồ án môn học thiết kế hộp tốc độ Máy Tiện ren vít vạn năng, thuyết minh Máy Tiện ren vít vạn năng, động học máy Máy Tiện ren vít vạn năng, kết cấu Máy Tiện 16P16k
MỤC LỤC
PHẦN I.TỔNG CHUNG QUAN VỀ THIẾT KẾ MÁY CÔNG CỤ Trang:
PHẦN II.THIẾT KẾ SƠ ĐỒ CẤU TRÚC ĐỘNG HỌC CỦA MÁY Trang:
PHẦN III. THIẾT KẾ CÁC ĐẶC TÍNH KỸ THUẬT CỦA MÁY Trang:
PHẦN IV.THIẾT KẾ ĐỘNG HỌC MÁY Trang:
PHẦN V.THIẾT KẾ ĐỘNG LỰC HỌC MÁY Trang:
PHẦN VI.THIẾT KẾ CHI TIẾT MÁY Trang:
PHẦN VII.THIẾT KẾ HỆ THỐNG BÔI TRƠN LÀM NGUỘI Trang:
PHẦN VIII. HƯỚNG DẪN VÀ ĐIỀU CHỈNH MÁY Trang:
PHẦN IX. TÀI LIỆU THAM KHẢO
TÀI LIỆU THAM KHẢO.
[1] - Pham Đắp-Nguyễn Đức Lộc (Tính toán thiết kế máy cắt kim loại)
[2] - Mai Trọng Nhân (Thiết kế MCKL)
[3] - Giáo trình MCKL T1,2
[4] - Sổ tay CNCTM T1,2
[5] - Trường ĐHKTCN-TN (Tập bản vẽ MCKL)
[6] ĐHBK-HN(Gáo trình CNCTM)
[7] - Trịnh Khác Ngiêm (Hướng dẫn TKĐADCKL)
[8] - Tính toán thiết kế hệ dẫn động cơ khí (Trịnh Chất-Lê Van Uyển)
[9] - PGS-PTS Dương Đình Giáp (Tập bản vẽ kết cấu máy tiện ren vít vạn năng 16b16P ; 16b16kP)
LỜI MỞ ĐẦU
Trong giai đoạn phát triển của xã hội hiện nay, việc xây dựng một nền công nghiệp hiện đại là một nhiệm vụ trọng tâm trong thời kỳ phát triển nền kinh tế thị trường. Nhận rõ được nhiệm vụ quan trọng đó Đảng và Nhà nước ta đã rất chú trọng đến việc phát triển nền công nghiệp nặng trong đó mũi nhọn là cơ khí chế tạo máy.
Trình độ kỹ thuật của một đất nước trước hết được đánh giá bởi sự phát triển của ngành cơ khí chế tạo máy- một trong những ngành chủ đạo của nền công nghiệp, trong đó máy cắt kim loại là một thiết bị chủ yếu của ngành, chúng dùng để bóc đi một lượng dư nào đó từ phôi để biến thành các chi tiết máy theo ý muốn. Ngày nay công nghệ sản xuất phôi đã đạt được những thành tựu to lớn
trong việc tạo ra những phôi có hình dạng gần giống với chi tiết và lượng dư cần bóc đi rất nhỏ. Song không vì thế mà ý nghĩa của máy cắt kim loại trong ngành cơ khí lại giảm mà còn tăng lên bởi quá trình gia công trên máy rất phức tạp và yêu cầu độ chính xác rất cao mà các dạng gia công khác không thể đạt được.
Nhiệm vụ đặt ra cho những nhà thiết kế máy Việt Nam là phải trang bị cho đất nước một hệ thống những máy cắt kim loại có đủ chỉ tiêu kinh kỹ thuật phù hợp với yêu cầu sử dụng nhằm mục đích đưa nền công nghiệp đi lên.
Sau 5 năm học tập tại Trường Đại học kỹ thuật Công nghiệp đến nay em đã hoàn thành chương trình đại học ngành Cơ Khí Chế Tạo Máy. Để có được sự tổng hợp các kiến thức đã học trong các môn học của ngành và có được sự khái quát chung về nhiệm vụ của một người thiết kế em được nhận đề tài: Thiết kế máy Máy tiện ren vít vặn năng cấp chính xác nâng cao. Được sự chỉ bảo tận tình của thầy giáo TS Hoàng Vị và tập thể các thầy giáo trong bộ môn Máy và tự động hoá cùng với sự cố gắng của bản thân, đến nay em đã hoàn thành đồ án tốt nghiệp của mình. Trong quá trình làm đồ án, chắc chắn sẽ không tránh khỏi nhưng thiếu sót. Em rất mong đựơc sự chỉ bảo của các thầy để em có điều kiện học hỏi thêm. Em xin chân thành cảm ơn!
Thái Nguyên ngày tháng năm 2012
Sinh viên thiết kế:
Nguyễn Đức Cường.
PHẦN I
TỔNG QUAN CHUNG VỀ THIẾT KẾ MÁY CÔNG CỤ
1.1.Các yêu cầu đối với máy công cụ được thiết kế:
1.Độ chính xác gia công và kích thước giới hạn của phôi cho phép:
Độ chính xác của máy công cụ có ảnh hưởng trực tiếp đến độ chính xác gia công.Độ chính xác gia công phụ thuộc vào độ chính xác hình học và động lực học của máy, độ biến dạng của nhiệt độ độ cứngcủa các chitiết và mối nghép độ mòn của các cặp chi tiết máy và khả năng khắc phục lắp đặt, điều chỉnh máy đúng, định vị, điều chỉnh cụm máy cũng như các phụ tùng kèm theo máy.
Do đó trong quá trình cắt gọt có thể gây ra các sai số sau đây:
- Kích thước bề mặt gia công, kích thước xác định vị trí tương đối của các bề mặt gia công.
- Hình dáng hình học của các bề mạet gia công.
- Vị trí tương đối của các bề mặt gia công.
Độ chính xác hình học là rất cần thiết nhưng chưa đủ điều kiện để dảm bảo độ chính xác gia công của máy vì còn nhiều yếu tố khác ảnh hưởng đến độ chính xác gia công của máy như tải trọng, rung động, môi trường.
Độ chính xác gia công và độn nhẵn bề mặt gia công phụ thuộc vào vật liệu của phôi, vật liệu dao, chế độ gia công, rung động khi cắt gọt. Người ta thiết kế phảI đảm bảo tính toán thiết kế sao cho máy có độ chịu rung động cao trong mọi điều kiện làm việc và chế độ làm việc của máy cho phép.
Mỗi nước đều có tiêu chuẩn về độ chính xác gia công của máy để đánh giá máy chính xác thường, máy chính xác cao hơn, máy chính xác đặc biệt và siêu chính xác.
1.2. Thiết kế máy phải có năng suất cao:
Muốn nâng cao năng suất của máy công cụ có thể sử dụng các biện pháp sau đây:
-Giảm thời gian cắt gọt thực chất là tăng năng suất công nghệ cho máy.
-Giảm thời gian phụ.
-Giảm tổn thất ngoài chu kỳ.
Muốn tăng năng suất công nghệ có thể nâng cao chế độ cắt gọt, tăng chế độ cắt và lượng chạy dao, tăng tổng cộng chiều dài của lưỡi cắt tham gia vào quá trình tạo hình quá trình gia công phụ thuộc vào quá trình cắt gọt. Việc sử dụng dung dịch bôi trơn và làm nguội có hiệu quả, có tác dụng làm tăng năng suất, tăng số lượng các nguyên công trùng nhau là một dự trữ đáng kể để nâng cao năng suất. Muốn vậy phải thực hiện một số nguyên công sau đây trên máy nhiều vị trí bao giờ cũng hợp lý nhất sử dụng biện pháp gia công liên tục.
Việc giảm thời gian của các nguyên công phụ được thực hiện bằng cách hoàn chỉnh hệ thống điều chỉnh và điều khiển cơ câú truyền động của máy. Tốc độ chuyển đông phụ của máy thường bị hạn ché bởi tải trọng tĩnh, tốc độ này ảnh hưởng tới tải trọng, chi tiết làm việc của cơ cấu và chi tiết máy.
Những biện pháp về tự động hoá có tác dụng tốt với việc giảm bớt ngoài chu kỳ. Việc nâng cao độ tin cậy của hệ thống máy làm đảm bảo thời gian làm việc của máy, tránh được hỏng hóc. Việc tự động hoá thay thế dụng cụ, việc trùng nguyên công thay thế dụng cụ với nguyên công sẽ làm giảm tổn thất ngoài chu kỳ.
1.3.Đơn giản, thuận tiện, an toàn khi sử dụng, khi bảo quản điều khiển và sử dụng.
1.4. Độ tin cậyvà tuổi thụ là một trong những chỉ tiêu chất lượng của máy mới:
Gồm các chỉ tiêu sau đây:
Khả năng hỏng hóc do ảnh hưởng của cá yếu tố ngẫu nhiên gây nên hỏng hóc các phần tử truyền động, phôi, hệ điều khiển, dụng cụ biến đổi các lực ma sát.
Tuổi thọ của máy là khả năng và khoảng thời gian máy làm việc liên tục khi hết hạn sử dụng quy đinh nó phụ thuộc vào độ mòn của các mối nối động sự mệt mỏi của các yếu tố làm việc chịu ứng suất thay đổi. Tính chất đảm bảo độ chính xác ban đầu của máy công cụ gọi là độ tin cậy chính xác hay độ tịn cậy công nghệ.
Độ thuận tiện khi điều chỉnh hay sửa chữa máy biểu thị khả năng phòng ngừa và nguyên nhân phát sinh hỏng hóc.
Cuối cùng là khả năng dự trữ kỹ thuật thể hiện ở chỗ máy thiết kế mới cần được sử dụng tới mức tối đa các chi tiết tiêu chuển và quy chuẩn nhất thể hoá để ta dêc dàng tìm nguồn thay thế khi gập các hỏng hóc bất kỳ.
Muốn tăng độ tin cậy của máy ta sử dụng các biện pháp sau đây:
-Tối ưu hoá thời gian phục vụ của các chi tiết và cơ cấu máy đắt tiền nhất theo phương pháp toán học và thống kê.
-Dùng vật liệu và các phương pháp nhiệt luyện đúng đảm bảo cho các chi tiết cơ bản của máy làm việc ổn định trong cả thời gian làm việc theo yêu cầu.
-Thay thế các cặp ma sát trong máy bằng các ma sát lăn và ma sát lỏng.
-Tận dụng tối đa các đã tiêu chuẩn và quy chuẩn nhất thể hoá để tăng nguồn dự trữ cho máy.
1.5. Tính vặn năng của máy công cụ:
Tính vặn năng của máy công cụ được đặc trưng bởi thể loại chi tiết gia công và khoảng điều chỉnh của máy. Chỉ tiêu này thể hiện khả năng công nghệ và mức độ thích ứng của máy trong điều kiện sản xuất biến động.
Đối với máy đa dạng chỉ tiêu này khá quan trọng vì máy thường dùng trong sản xuất loạt nhỏ còn máy chuyên dùng dùng trong sản xuất loạt lớn và khối lớn do khuynh hướng rút ngắn thời gian chuẩn bị sản xuất hàng loạt lớn, máy còn có khả năng điều chỉnh để chuyển bị sang sản xuất các chi tiết khác.
Căn cứ theo thẻ loại chi tiết gia công có thể phân máy công cụ thành ba nhóm chính sau đây:
-Máy da dạng.
-Máy chuyên môn hoá.
-Máy chuyên dùng.
+ Máy da dụng: dùng để gia công nhiều loại chi tiết khác nhau chỉ bị giới hạn bởi quy cách, bộ dụng cụ và nguyên công có thể có thể tiến hành trên máy.
+ Máy chuyên môn hoá: dung để gia công một dạng chi tiết ( ống ly hợp, trục khuỷu, chi tiết quy chế) nằm trong một phạm vi kích thước nhất định.
+ Máy chuyên dùng: gia công một chi tiết đã định đôi khi vài chi tiết đã định.
1.6. Trình độ tự động hoá của máy công cụ:
Trong sản xuất hàng loạt lớn và khối vấn đề tự động hoá toàn bộ công việc khi gia công chi tiết được giảI quýet trên cơ sở sử sụng đường dây tự động chuyên dùng. Trình độ sử dụng đường dây này gần bằng một. Chỉ có một vài việc như thay dụng cụ khi bị mòn, bảo dưỡng, sửa chữa máy khi hỏng hóc mới cần có sự tham gia của công nhân viên coi máy.
Trong điều kiện sản xuất hàng loạt nhỏ trình độ tự động hoá có thể đạt cao nên sử dụng trung tâm gia công. Tự động hoá trên cơ sở tự động điều chỉnh và điều khiển máy theo chương trình số có điều kiện điều khiển bằng máy vi tính, máy tính điện tử trong hệ thống tự động hoá sản xuất hiện đại
cần phảI tính đến việc chuyển đổi thông tin cũng nhưgia công tự động dùng vệt liệu. Hệ thống tự động hoá bao gồm các hệ thống con về điều khiển gia công công nghệ và vận chuyển.
Ngoài ra cũng bao gồm các hệ thống con của các nguyên công phụ như tự động thay đổi dụng cụ đưa vật liệu bôi trơn và làm nguội, lấy phôi. Trình độ tự động hoá cao nhất trong sản xuất và chế tạo máy là liên kết toàn bộ các giai đoạn chế tạo máy và một hộ thống tự động thống nhất thiết kế chuyển bị công nghệ chế tạo chi tiết và lắp ráp.
1.7. Tính hiệu quả kinh tế của máy:
Hiệu quả kinh tế của máy là chỉ tiêu chủ yếu để đánh giá xem xét việc thiết kế và chế tạo máy mới có hợp lý hay không trên cơ sở đó mà quyết định vấn đề chủ yếu trong quá trình thiết kế và chế tạo máy. Nó còn đánh giá cụ thể những ưu và quyết điểm về kết cấu máy trên cơ sở đó tính toán những hao phí lao động.
Mỗi kết cấu mới hợp lý sẽ tiết kiệm công lao động sản xuất trên cơ sở đó tính toán hao phí lao động và hao phí chế tạo và sử dụng ta có thể đánh giá được hiệu quả kinh tế của máy mà ta thiết kế.
1.8. Tính công nghệ cả kết cấu máy:
Tính công nghệ của kết cấu máy nó nói nên trình độ phức tạp của việc chế tạo và lắp ráp máy công cụ cũng như số lượng chi tiết và cụm máy được nhết thể hoá.
Để đánh giá tính công nghệ của máy cần theo hai chỉ tiêu sau đây:
-Tương quan các máy và các chức năng sử dụng thể hiện bằng khả năng sử dụng, năng suất, độ chính xác, độ ổn định, công suất tiêu thụ và độ tin cậy khi làm việc và thuận tiện trong sửa chữa.
-Giá thành máy thể hiện qua dụng lượng kim loại tính khó khăn vad thời gian chu kỳ sản xuất ra máy.
1.9. Kết luận:
Ngày nay nghành cơ khí chế tạo máy làmột trong ngững nghành chủ đạo của công nhgiêp hoá và hiện đại hoá. Máy cắt kim loại là dạng thiết bị chính của các nhà máy cơ khí chế tạo máy, chúng được dùng để gia công kim loại và làm giảm sức lao động cho công nhân và giảm khối lượng gia công cơ khí.
Vì vậy nhiệm vụ đặt ra cho những người thiết kế máy và tự động hoá là trong bị cho đất nước những ngành những máy cắt kim loại tiên tiến để thoả
mãn các yêu cầu và nhu cầu các chỉ tiêu kinh tế kỹ thuật để thcs đẩy và phát triển nền kinh tế nước ta trên con đường công nghiệp hoá hiện đại hoá đất nước góp phần nâng cao vị thế của đất nước ta ngang tầm với các nước trong khu vực và trên thế giới.
Do vậy khi tính toán và thiết kế máy công cụ là rất cần thiết của mỗi sinh viên thiết kế máy.
PHẦN II
THIẾT KẾ SƠ ĐỒ CẤU TRÚC ĐỘNG HỌC
Hiện nay loài người đã sử dụng một khối lượng lớn các máy công cụ và các máy công tác khác nhau về công dụng và kích thước, kiểu máy và nghuyên lý động học. Mặc dù vậy cấu tạo động học một máy bất kỳ nào cũng dựa trên cơ sở một số quy luật động học chung. Nắm được quy luật chung đó không những ta có thể nhanh chóng nắm bắt được việc sử dụng hợp lý các máy mới mà còn có thể sáng tạo ra được những máy mới thoả mãn hơh những yêu cầu về độ chính xác và năng suất.
Lý thuyết cấu trúc động học máy sẽ nghiên cứu những quy luật chung ấy, xác định quan hệ giữa các đối tượng gia công- phương pháp gia công- dụng cụ gia công với cấu trúc động học máy.
Một sản phẩm nào đó có thể thực hiện bằng những quy luật công nghệ khác nhau và tương ứng là các máy khác nhau. Vì vậy yếu tố bậc nhất ảnh hưởng đến sơ đồ nguyên tắc máy là quy luật công nhgệ mà máy đó thực hiện. Do vậy nhiệm vụ đầu tiên của tổng hợp cấu trúc động học mát là phải đi nghiên cứu và thiết kế máy.
2.1. Phân tích sơ đồ gia công điển hình:
Máy tiện ren vít vặn năng cấp chính xác nâng cao là loại máy công cụ được dùng nhiều trong các nhà máy lớn và nhỏ. Đặc điểm của máy tiện ren vít vạn năng cáp chính xá nâng cao là có thể gia công được các dạng bề mặt tròn xoay như bề mặt trụ trơn, trụ bậc, bề mặt côn, cắt ren trong hoặc ngoài, gia công các loại bề mặt phức tạp như bề mặt không tròn xoay và có thể khoan, khoét, doa đạt độ chính xác cao. Máy tiện ren vít vặn năng cấp chính xác nâng cao chủ yếu gia công các bề mặt trụ trơn, mặt trụ tròn xoay và gia công ren.
Bề mặt gia công điển hình trên máy tiện ren vít vạn năng là:Tiện bề mặt trụ trơn
+Tiện bề mặt ren
2.1.1.Tiện bề mặt trụ trơn:
+Sơ đồ gia công như hình vẽ
(1)đường sinh
(2)đường chuẩn
Quá trình tạo hình bề mặt khi tiện trơn là qúa trình tạo hình đường sinh, đường chuẩn và mang đường sinh trượt trên đường chuẩn
Với bề mặt trụ trơn sơ đồ gia công (H1) vai trò của đường sinh và đường chuẩncó tính khả nghịch tức là có thể đổi cho nhau
+Các chuyển động khi tiện trơn
-Theo công dụng của cắt gọt có cac chuyển động là:
.Chuyển động cắt chính (Q1) là chuyển động quay của phôi
.Chuyển động chạy dao dọc (T1) là chuyển động tịnh tiến của dao
-Theo công dụng tạo hình:
.Chuyển động tạo hình đường sinh, ký hiệu là fs là chuyển động quay Q1 của phôi
.Chuyển động tạo hình đường chuẩn, ký hiệu là fc là chuyển động tịnh tiến của dao T1
+Phương pháp tạo hình khi tiện trơn
Phương pháp tạo hình là phương pháp vết, đường sinh (1) nhận được là do vết ( quỹ tích) của chất điểm cụ thể (H1) là mũi dao A của dụng cụ cắt. Quá trình tạo hình đường sinh (1) do vết của điểm A đỉnh dao và phôi chuyển động
tương đối với nhau và đỉnh A luôn luôn tiếp xúc với đường sinh (1). Đường chuẩn (2) là chuyển động tịnh tiến T1 của dụng cụ cắt tạo ra.
Phương pháp tạo hình này hình dáng dao độc lập với hình dáng đường sinh nên việc chế tạo dao có thể đơn giản hơn, song máy lại cần phải có những chuyển động cần thiết nhất định do đó phương pháp này được sử dụng rộng rãi trong các máy vạn năng.
2.1.2.Tiện bề mặt ren:
+Sơ đồ gia công
+Các chuyển động
-Theo công dụng cắt gọt tương tự khi tiện trơn
.Chuyển động cắt chính Q1
.Chuyển động chạy dao dọc T2
-Theo công dụng tạo hình
.Đường sinh (1) được tạo bởi phương pháp chép hình Nfs = 0. Đường sinh (1) chép nguyên biên dạng lưỡi cắt dụng cụ cắt do đó không có chuyển động tạo hình đường sinh.
.Đường chuẩn (2) là đường xoắn vít. Để tạo hình đường chuẩn thì cần phải có hai chuyển động là chuyển động quay của phôi Q1 và chuyển động tịnh tiến của dao T2 : fc = ( Q1, T2)
+Phương pháp tạo hình: Đường sinh (1) được tạo bởi phương pháp chép hình(chép nguyên biên dạng lưỡi cắt dụng cụ)
2.2.Sơ đồ cấu trúc động học:
2.2.1Chọn khâu chấp hành
Chọn khâu chấp hành là trục chính (TC). Vì trục chính ảnh hưởng trực tiếp độ chính xác gia công , chất lượng bề mặt vì vậy chọn trục chính làm khâu chấp hành.
+Chọn cơ cấu chạy dao khi tiện trơn T1 là BR-TR vì BR-TR có tác dụng biến chuyển động quay thành chuyển động tịnh tiến.
Ưu điểm:
.Truyền với công suất lớn và hiệu suất cao
.Nhỏ gọn
.Có tính tự hãm
.Giảm tốc lớn
Nhược điểm: không dừng chính xác được vì phụ thuộc vào ăn khớp
L = P.ms.Z.n
...........................
+Chọn cơ cấu chạy dao khi tiện ren là vít me- đai ốc ( biến chuyển động quay thành chuyển động tịnh tiến )
Cơ cấu vít me đai ốc có hai loại : vít trượt và vít lăn
Chọn vít me đai ốc trượt.
Ưu điểm của vít me đai ốc trượt: kết cấu đơn giản, gọn, khả năng tải lớn, di chuyển chính xác.
Nhược điểm: tổn thất về ma sát trong ren lớn, hiệu suất thấp, nguy hiểm về mòn tăng.
Trong truyền động vít me đai ốc ma sát trượt yêu cầu nhỏ dùng ren hình thang cân với góc a = 300 , loại ren này có tính công nghệ, tiếp nhận được tải trọng dọc trục lớn thích hợp cho các truyền động đảo chiều có tải.
Vít me đai ốc lăn: khống chế được mòn tốc độ nên giảm, độ chính xác truyền dẫn cao hơn vít me đai ốc trượt, xong việc chế tạo đòi hỏi khắt khe hơn, giá thành cao ( không thích hợp trong sản xuất đơn chiếc, trong loại máy thiết kế)
2.2.2Sơ đồ cấu trúc động học:
a, Xích tốc độ ( chuyển động cắt chính)
M-1-2-iv-3-4-TC
+Lượng di động tính toán
Động cơ M: nđc (vg/ph) Þ trục chính ntc (vg/ph)
+Phương trình cân bằng
nđc.i1-2.iV.i3-4 = nTC Þ iV =
Công thức điều chỉnh tốc độ quay trục chính là:
iV = CV.nTC
trong đó CV = = const
- Chuyển động tạo hình đường chuẩn khi tiện trơn
b, Xích chạy dao khi tiện trơn
TC4-5-iS-6-8
+Lượng di động tính toán : TC quay 1 vòng Þ lượng chạy dao dọc Sd (mm)
+Phương trình cân bằng động học
1.i4-5.iS.i6-8 = Sd Þ
Công thức điều chỉnh lượng chạy dao khi tiện trơn:
iS = CS.Sd trong đó
c, Xích chạy dao khi cắt ren
TC4-5-6-8
+ Lượng di động tính toán
TC quay 1 vòng Þ bàn dao tịnh tiến t(mm)
+ Phương trình cân bằng
1.i4-5.iS.i6-7tVm1 = t Þ
Công thức điều chỉnh lượng chạy dao khi tiện ren là:
iS = Cs.t trong đó
d, Xích chạy dao ngang (Sn) (trục chính ®bàn dao)
Sự cần thiết phải có chuyển động chạy dao ngang là để cắt hết chiều sâu cần cắt, để điều chỉnh máy khi cắt, để xén mặt đầu.
+Xích chạy dao ngang+Lượng di động tính toán: 1 vòng trục chính ® Bàn dao tịnh tiến một lượng Sn(mm)
+Phương trình cân bằng:
1.i4-5.iS.i6-9tVm2 = Sn Þ
Công thức điều chỉnh lượng chạy dao ngang là :
iS = Cs.Sn trong đó
4-5-iS-6-9
Xích động học là tập hợp tất cả các thành phần truyền dẫn sao cho đảm bảo mối liên kết động học có thể là nội liên kết hoặc ngoại liên kết (nội liên kết là mối liên kết động học giữa các khâu chấp hành với nhau nhằm đảm bảo các chuyển động chấp hành tương ứng. Ngoại liên kết là mối liên kết động học giữa nguồn chuyển động với khâu chấp hành nhằm đảm bảo thông số gốc của chuyển động chấp hành tương ứng).
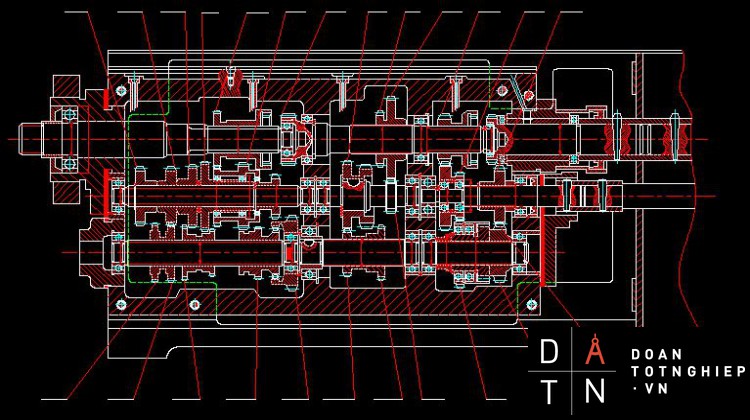
Để đảm bảo thoả mãn các yêu cầu công nghệ và chọn được chế độ cắt thì trục chính của máy phải có nhiều trụ số vòng quay khác nhau, để thực hiện được yuue cầu này thì người ta sử dụng hộp tốc độ nhằm tạo ra các tốc độ khác nhau chi trục chính. Thực hiện chạy dao với nhiều bước tiến khác nhau ta sử dụng hộp chạy dao trong đó lắp các cơ cấu truyền động từ trục chính đến trục trơn hoạc trục vít me.2.4. Nhận xét:
Thiết kế sơ đồ cấu trúc động học máy là một việc không thể thiếu trong thiết kế máy, từ việc thiết kế sơ đồ cấu trúc động học biết được sơ đồ gia công điển hình, phương pháp tạo hình, xích động học, sơ đồ cấu trúc và biết được công thức điều chỉnh làm ổn định chế độ cắt.Từ đó ta tính toán và thiết kế các phần tiếp theo của máy công cụ.Vì vậy việc thiết kế sơ đồ cấu trúc động học máy là không thể thiếu được với máy thiết kế.
PHẦN III
THIẾT KẾ ĐẶC TÍNH KỸ THUẬT CỦA MÁY
Thiết kế đặc tính kỹ thuật của máy xác địn khả năng sản xuất của máy:
-Kích thước và khuôn khổ của phôi và dụng cụ cắt.
-Dẫy số vòng quay (hay hành trình kép) của trục chính (hay bàn máy) n Min ¸ n Max
-Dẫy lượng chạy dao S Min ¸ S Max .
-Công suất động cơ.
Với đề tài thiết kế đồ án tốt nghiệp là thiết kế máy tiện ren vít vạn năng cấp chính xác nâng cao có các đặc tính sau:
3.1.Đặc trưng công nghệ:
Đối với máy thiết kế là máy vạn năng cấp chính xác nâng cao có thể gia công được các mặt trụ tròn xoay trong và ngoài, mặt côn, mặt phẳng và các loại rẹn. Nếu có thêm đồ gá thích hợp có thể mở rộng khả năng gia công của máy còn các nguyên công khác có thể thực hiện trân máy khoan, doa,.......
-Các loại bề mặt gia công trên máy đã phân tích trên
-Các nguyên công thực hiện được trên máy : tiện, khoan, khoét, dao.
-Loại phôi gia công :
+Khi phôi cặp trên mâm cặp, dao gá trên bàn dao phôi dạng trụ
+Khi phôi gá trên bàn dao ngoài phôi trụ còn có thể gia công các loại phôi không trụ nhưng yêu cầu phải thiết kế thêm đồ gá.
-Công nghệ điển hình:
+chủ yếu tiện trơn và tiện ren các bề mặt tròn xoay
+Vật liệu làm dụng cụ cắt: thép gió , thép hợp kim dụng cụ, HKC, vật liệu sứ.
+Vật liệu gia công trên máy: chủ yếu là thép kết cấu các bon, thép hợp kim, gang ngoài ra gia công các loại vật liệu khác như đồng.
3.2. Đặc trưng kích thước:
Kích thước giới hạn của phôi và dao được xác định theo kích thước cơ bản của máy. Dẫy kích thước cơ bản của máy đã được tiêu chuẩn hoá theo cấp số nhân tham khảo bảng 1 TKMCKL ( Mai Trọng Nhân ).
Đường kính lớn nhất gia công trên băng máy là:
Dmax = 2H (1) Với H - là chiều cao tâm máy.
Chiều cao tâm máy đã cho H= 160(mm) thay vào (1)
Þ Dmax = 2.160 = 320 (mm)
-Đường kính lớn nhất của phôi gia công trên bàn dao là đường kính gia công hiệu quả nhất mà ta dùng để tính toán các đặc trưng kỹ thuật là:
D1max = (1,2 ¸ 1,4)H = (192 ¸ 224) (mm) Lấy D1max = 200 (mm)
-Đường kính nhỏ nhất của phôi
Dmin = D1max. (2)
Dd là phạm vi thay đổi đường kính Rd = 8 ¸ 10 chọn Rd = 10 thay vào (2)
Þ Dmin = 200. = 20 (mm)
-Đường kính phôi thanh luồn qua trục chính
dmax = ( 0,15 ¸ 0,2).D1max = ( 30 ¸ 40) (mm)
-Khoảng cách giữa hai mũi tâm xa nhất
L = ( 3,5 ¸ 7).H = ( 560 ¸ 1120) (mm)
Với j = 1,26 Lấy L = 500 – 630 – 790 – 1000 – 1200
Tiết diện thân dao B.H =10*160 = 1600(mm).
3.3.Đặc trưng động học:
Tham khảo [2] trang 50 TKMCKL (Mai Trọnh Nhân).
3.3.1.Xích tốc độ:
a, Tốc độ cắt
Việc tính toán tốc độ cắt giới hạn của máy bằng cách phối hợp các nhóm động học làm tổng phạm vi điều chỉnh của máy lớn, làm kết cấu máy phức tạp do vậy cần chọn các trị số tốc độ cắt giới hạn tốt nhất, thích hợp và căn cứ vào các tài liệu hướng dẫn, thống kê về cách sử dụng tốc độ cắt trên các máy khác nhau. Có thể trị số tốc độ cắt lớn nhất là 25% khi kể đến sự tiến bộ của kết cấu và vật liệu dụng cụ cắt.
Tham khảo bảng 3[2] trang 197 TKMCKL (Mai Trọng Nhân).
|
Máy |
Tốc độ cắt hiện dùng (m/ph) |
Tốc độ cắt tương lai ( m/ph) |
|
|
Máy cho phép |
Dao cho phép |
||
|
Tiện ren |
10 ¸ 150 |
400 ¸ 600 |
500 ¸ 600 (sứ) |
b, Tần số quay
Đối với máy có chuyển động chính quay tần số giới hạn được tính. Theo công thức: (vg/ph
Trong đó : V Max , V Min tính bằng m/phút.
D Max , D Mĩn tính bằng mm.
Theo đề tài đồ án tốt nghiệp được giao cho nmin = 20 vg/ph
Công bội j = 1,26
Số cấp tốc độ Zn = 21
Tham khảo [3] T1 trang 45 Máy Cắt Kim Loại chuỗi cấp số nhân:
Công bội truyền dẫn Þ nmax = jz-1.nmin
Với = Rn được gọi là phạm vi điều chỉnh của truyền dẫn
Þ nmax = 20.1,2621-1 » 2034 vg/ph
Vì chuỗi số vòng quay trục chính đã được tiêu chuẩn hoá trong nghành chế tạo máy do đó tham khảo bảng 3[5] trang 11 Máy Cắt Kim Loại . Xắp xếp chuỗi số vòng quay trục chính với nmin = 20 vg/ph
Bảng xắp xếp chuỗi số vòng quay
|
20 |
25 |
31,5 |
40 |
50 |
63 |
80 |
100 |
125 |
160 |
|
|
200 |
250 |
315 |
400 |
500 |
630 |
800 |
1000 |
1250 |
1600 |
2000 |
Vậy xắp xếp chuỗi số vòng quay nmin = 20 (vg/ph), nmax = 2000 (vg/ph), có số cấp tốc độ là zn = 21 thoả mãn yêu cầu
........................
7.1.Hệ thống bôi trơn:
Bôi trơn để giảm ma sát, giảm tổn thất năng lượng, giảm sự phát sinh nhiệt vì ma sát , chống mài mòn chi tiết, tăng tuổi bền cho chi tiết máy.
7.1.1.Yêu cầu đối với hệ thống bôi trơn :
-Làm việc tin cậy
-Có thể điều chỉnh được lưu lượng tới các điểm bôi trơn.
-Có khả năng làm việc tự động
-Có thể kiểm tra, sửa chữa dễ dàng
7.1.2.Phương án bôi trơn
Do đặc điểm của máy làm việc ở phạm vi rộng, tốc độ cắt lớn, vòng quay nhanh nên khó có thể áp dụng phương pháp bôi trơn kiểu lưu động ( các bộ phận song trượt, vít me dùng phương pháp bôi trơn tự chảy)
7.1.3.Hệ thống bôi trơn SƠ ĐỒ HỆ THỐNG BÔI TRƠN.
1: Bể chứa
2: Bể thu hồi
3: Buồng phân phối
4: Phin
5: Bơm
6: Van
Nhiệm vụ bôi trơn là bôi 3 bộ phận:
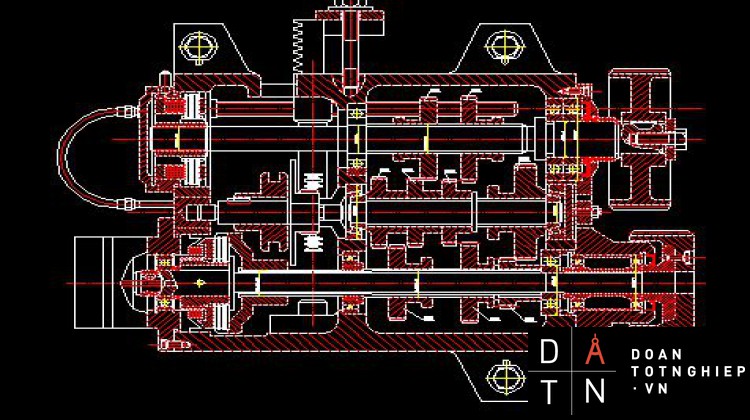
-Cho hộp trục chính
-Hộp chạy dao, bàn xe dao
-Hộp tốc độ
7.1.4.Tính toán công suất bơm
*Tính toán đối với hệ thống truyền dẫn hộp
-Trục chính: tính toán công suất bơm dựa vào phương trình cân bằng nhiệt lượng phát ra và nhiệt lượng thu vào do dầu hấp thụ nhiệt lượng do ma sát tạo ra.
W1 = N.( 1-h ).
Trong đó:
W1: là nhiệt lượng tạo ra do ma sát
N: là công suất máy
h : là hiệu suất máy
Khi dầu chảy qua lưu lượng Q ( m3/s) thì nhiệt lượng mà nó hấp thụ là
W2 = Q. S. C. Dt()
Với : f = 0,9.103 ( Kg/m3) là mật độ dẫn
C = 1,7 ( dJ/Kg độ) là nhiệt dung riêng của dầu
Dt: là độ gia nhiệt của dầu sau khi bôi trơn, đối với bánh răng thì Dt = 5 ¸ 8 độ; với ổ trượt Dt = 33 ¸ 40 độ.
Þ Q =
Hay Q = K. N.( 1- h) ; K = ( 2 ¸ 5). 10-7
K: hệ số phụ thuộc vào độ dẫn nhiệt của dầu, năng suất bôi trơn
Qb = K1 . Q ( m3/s)
K1 = 1,4 ¸ 1,6 là hệ số dự trữ để hệ thống làm việc bình thường
N = 4,5 Kw ; h = 0,85
Qb = 1,5. 1,5 .(1- 0,85) = 0,337
dmax = ; V = 2 ¸ 4 (m/s) là tốc độ dòng chảy của dầu ở trong ống.
dmax =
Chọn dmax = 4 mm
Thể tích chứa lấy bằng năng suất của bơm sau 4 ¸ 5 phút.
Diện tích của phin lọc dầu (m3)
Trong đó:
Q : là lưu lượng dầu qua phin lọc
DP = 5. 10-4 (N/m2) là áp lực của dầu qua phin lọc
m : là hệ số nhớt động lực học m = 30.
a : là khả năng lưu thông của phin, đối với phin lọc lưới kim loại
a = 500.10-3 ( m3/m2)
Þ
7.2.Hệ thống làm mát:
Hệ thống làm mát bao gồm bể chứa, bơm, ống dẫn phun, ống hồi để tưới emunrsi hay dầu khoáng vào vùng cắt nhằm mục đích giảm nhiệt độ vùng này, làm tăng chất lượng bề mặt gia công, nâng cao tốc độ cắt và năng suất máy .
Trong hệ thống làm nguội dùng bơm ly tâm với áp lực P £ 1,6. 105 N/m2. Khi
cần cuốn phoi thì dùng bơm bánh răng có
P = 5. 105 N/m2.Nếu giả thiết rằng tất cả các công suất cắt biến hoàn toàn thành nhiệt năng và nhiệt năng này do chất làm mát hấp thụ thì theo sự cân bằng nhiệt ta có :
N = Q. f. C. Dt (w)
Trong đó:
Q: là lưu lượng chất lỏng
Dt: là độ gia nhiệt của chất lỏng sau khi làm mát
C: là nhiệt dung riêng đối với dầu
C = 1600dJ/Kgđộ ; emunrsi C = 4000dJ/Kgđộ. SƠ ĐỒ HỆ THỐNG LÀM MÁT
f: là mật độ nước hay dầu . Với dầu f = 1.103 Kg/m2 ; với nước f = 0,9. 103Kg/m2.
Vậy lưu lượng chất lỏng yêu cầu :
(m3s).
Theo điều kiện làm việc bình thường: Dt = 15 ¸ 30 độ , lấy Dt = 25 độ để tính toán dầu
K = 2,5. 10-7 , emunrsi K = 7. 10-7
Þ
Dung tích bể chứa lấy bằng năng suất bơm sau 10 ¸ 12 phút.
PHẦN VII
HƯỚNG DẪN SỬ DỤNG MÁY VÀ ĐIỀU CHỈNH MÁY
7.1.Hướng dẫn sử dụng máy:
Máy tịên ren vít vặn năng cấp chính xác nâng cao coa thể gia công được nhiều bề mặt tròn xoay,ren....... vì vậy khi gia công một loại sản phẩn gì đạt cấp chính xác bao nhiêu và dựa vào đó mà chọn chế độ cắt cho hợp lý bước chuẩn bị gia công rất quan trọng qyuết định đến chi tiết gia công và chết lượng sản phẩm, an toàn cho máy và cho người công nhân trên đây là một số hướng dẫn khi sử dụng máy.
7.1.1 Khi tiện trơn:
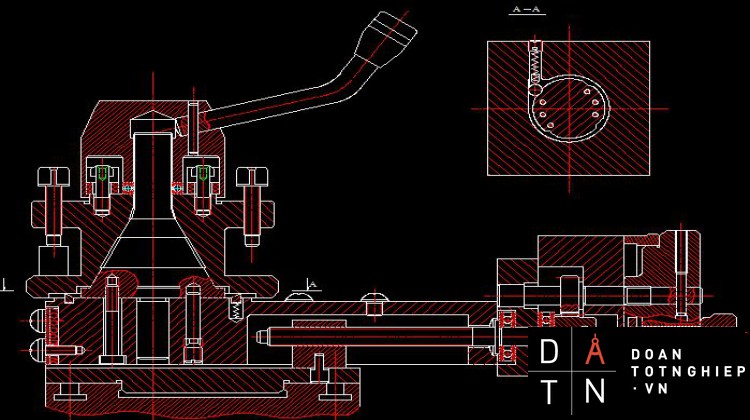
Trước tiên là phải gá đặt chi tiết và kẹp chặt có thể dùng mâm cặp ba chấu hoạc mâm cặp bốn chấu, dùng mũi chống tâm và tốc kẹp và các loại san ga, phôi phải được kẹp chặt và không được rung động khi gia công. Gá kẹp dụng cụ cắt phải đầy đủ các thông số hình học, tuỳ vào vật liệu gia công mà ta chọn dao hợp lý, dao được kẹp trên đài gá dao, khi gá dao phải xiết chặt các bu lông kẹp để đảm bảo chính xác khi gia công và an toàn khi lao động. Chọn chế độ cắt ta chọn chế độ cắt hợp lý thông qua các tay gạt trên hộp tốc độ khi muốn cắt ở chế độ nào ta chỉ cần quay tay vặn về đúng số đã vạch trong bảng ngoài ra còn ba nút vặn nữa gắn ở hộp tốc độ để điều chỉnh tốc độ cao, đáo chiều khuyếch đại.
Chọn lượng chạy dao lượng chạy dao dọc đi theo đường truyền tiện ren quốc tế lượng chạy dao từ 0,07 đến 4,16 mm/vòng. Lượng chạy dao phải hợp lý với tốc độ cắt có thể cho độ nhắn bóng bề mặt và cho độ chính xác cao, thay đổi lượng chạy dao bằng các nút vặn ghi trên hộp chạy dao. Trên vành của các nút vặn này có ghi các số muốn điều chỉnh ta vừa rút ra ta vừa vặn tới mức ta cần chọn.
Chọn chiều sâu cắt hợp lý sẽ cho chất lượng sản phẩm tốt nếu chiều sâu cắt không hợp lý chọn quá lớn sẽ gây ra rung động chi tiết gia công gây mất chính xác, điều chỉnh chiều sâu cắt bằng tay vặn gắn trên bàn xe dao . Việc chọn này phụ thuộc vào tay nghề công nhân .
Sau khi đã thực hện song các công việc trên ta tiến hành kiểm tra hệ thống điện hệ thống làm mát, đậy khung bảo hiểm, khi nào thếy đủ điều kiện thì mới tiến hành mở máy để tiến hành gia công. Trường hợp chọn chế độ cắt không hợp lý cho chất lượng sấu phải dừng máy ngay để điều chỉnh lại máy. Khi có sự cố về máy móc, điện, hệ thống làm mát.....phải báo ngay cho bộ phận sửa chữa.
7.2.Khi tiện ren:
Trước khi tiện ren người công nhân phải biết được bước ren cần cắt là bao nhiêu để điều chỉnh. Việc gá kẹp phôi, dao tiến hành như trước đã hướng dẫn và điều chỉnh nút vặn gắn trên hộp chạy dao trên nút vặn này đã ghi đầy đủ các chỉ số. Nếu rút nút vặn ra để điều chỉnh thì đó là nhóm cơ sở nếu không rút mà vặn vành trong là điều chỉnh nhóm gấm bội và chọn điều chỉnh bộ bánh răng thay thế, khi tiện ren phải mở sự ăn khớp bánh răng thẳng, reng trong hộp xe dao để hộp xe dao không nhận chuyển động của hộp chạy dao.
Nhưng phải đóng cái gắn ở hộp xe dao thì mới gia công được. Nếu tuện ren khuyếch đại phải gạt tay gạt thứ hai trên hộp tốc độ , nếu tiện ren chhính xác thì đóng hết các ly hợp trong hộp chạy dao bằng nút vặn thứ hai gắn trên hộp chạy dao khi tịên ren không cho phép sai số bước ren nếu bị tức là phế phẩm. Vì vậy trước khi mở máy để gia công người thợ phải kiểm tra lại xem điều chỉnh các nút vặn đã chính xác hay chưa.
7.3.Khi khoan khoét và doa:
Trước tiên phải gá đặt chi tiết, chọn tốc độ quay của phôi gá mũi khoan khoét doa trên ụ động . Chiều sâu cắt và lượng chạy dao điều chỉnh bằng tay, bằng các tay gạt trên ụ động.
7.4.Kiểm tra và bảo dưỡng máy:
Việc chọn chế độ cắt hợp lý làm mát tốt sẽ cho chất lượng bề mặt gia cônh cao. Vấn đề bôi trơn rất cần thiết nó đảm bảo tuổi thọ của máy là điều kiện để
có sản phẩm chính xá. Do đó việc kiểm tra hệ thống bôi trơn phải thường xuyên tránh trường hợp hệ thống bôi trơn hư hỏng mà vẫn cho máy làm việc: tra dầu mỡ thường xuyên vào các bộ phận như: sống trượt, ụ động, vít me đai ốc vì các bộ phận này không có hệ thống bôi trơn tự động.
Chọn dung dịch làm nguội hợp lý sẽ cho năng suất cao chất lượng bề mặt tốt, tuổi thọ của dụng cụ bền lâu. Phải đảm bảo dung dịch trợ nguội đúng thành phần hoá học, lưu lượng và độ sạch đặc biệt là không lẫn các chất gây ăn mòn phá huỷ gây hư hỏng máy, sau mỗi lần làm việc phải dọn vệ sinh lau chùi máy cânt thận, đặc biệt khi lắp đặt máy phải ở lơi đủ ánh sáng, độ ẩm không khí...
Muốn máy bền và gia công chính xác thì người sử dụng phải thực hiện đúng quy tắc kiểm tra và bảo dưỡng máy.
7.2.Hướng dẫn sử dụng máy:
Máy tiện ren vít vặn năng gia công được các loại chi tiết tròn xoay, ren, khoan, khoét, doa đã hướng dẫn sử dụng. Ngoài ra máy còn tiện được ren nhiều đầu mối, ren chính xác, ren ngoài bảng, tiện côn.
7.2.1Điều chỉnh máy để cắt được ren nhiều đầu mối:
-Điều chỉnh máy để cắt ren có bước xoắn tp=k*t (k là số đầu mối) có hai cách:
Cách một mở máy cắt song rãnh thứ nhất phải dùng máy gạt bánh răng không cho chúng ăn khớp nữa để khi quay trục chính bàn máy vẫn giữ nguyên. Quay trục chính đi một góc ỏ = 3600/k ( dùng cơ cấu kphân độ ) gạt cho hai bánh răng ăn khớp lại mở máy đã cắt rãnh tiếp theo. Cách này cho cho độ chính xác cao nhưng mất nhiều thời gian.
Cách hai điều chỉnh máy để cắt song rãnh thứ nhất dừng máy quay tay quay của bàn dao trên để đưa bàn dao trên một lươngj là t = tp/k mở máy và đưa dao vào, cắt rãnh tiếp theo. Phương pháp này đơn giản nhưng cho độ chính xác thấp.7.2.2.Điều chỉnh máy để cắt ren chính xác:
-Từ trục chính tới viét me dọc ta tiến hành đóng các ly hợp trong hộp chạy dao nhờ cơ cấu điều khiển gắn trên hộp chạy dao. Muốn thay đổi bước ren cần cắt ta chỉ cần tính lại tỷ số truyền của cặp bánh răng thay thế.
7.2.3.Điều chỉnh để cắt ren ngoài bảng:
- Ngoài các bước ren đã xắp xếp trong bảng, ngoài máy còn có thể cắt ren ngoài bảng các bước gồm. Chọn các bước ren có trong bảng cần cắt, điều chỉnh máy để cắt ren.
7.2.4.Điều chỉnh máy để tiện côn:
-Để tiện côn có các phương phps điều chỉnh sau:
-Đánh lệch ụ động đi một lượng h =L*sinỏ.
Phương pháp này gia công được các bề mặt côn dài nhưnh góc cônỏ bé.
Nhược điểm là gây hỏng hóc các lỗ tâm nên không dùng cho nguyên công sau để định vị.
-Đánh lệch bàn dao trên đi một góc ỏ lúc này phương chuyển động của dao trùng với đường sinh mặt côn phương này chỉ gia công các mặt côn ngắn, côn góc ỏ lớn.
-Dùng thước chép hình thân trước được gắn với thân máy ở phía sau trên thân có gắn thước, điều chỉnh nghiêng đi các góc ỏ khác nhau sau đó cố định lại để tiện được các bề mặt côn có góc nghiêng khác nhau thì con trượt di trượt trong rãnh của thước và liên kết với bàn dao ngang bằng chốt khi bàn dao dọc dịch chuyển thông qua rãnh thước, con trượt, chốt thì bàn dao nganh dịch chuyển theo phương ngang để tiện ra bề mặt côn, lúc này giải phóng bộ truyền vít me đai ốc ngang, có thể dùng chép hình thuỷ lực với bộ khuếch đại một mép đảo chiều, phương pháp này phức tạp hơn.




