đồ án Thiết kế thiết bị sấy nhân hạt điều với năng suất 100kg/giờ

NỘI DUNG ĐỒ ÁN
TÓM TẮT NỘI DUNG LUẬN VĂN Thiết kế thiết bị sấy nhân hạt điều với năng suất 100k
Nội dung của thuyết minh “Thiết kế thiết bị sấy nhân hạt điều với năng suất 100kg/giờ ” với mục đích là tìm hiểu quy trình chế biến hạt điều hiện nay, từ đó đưa ra ý tưởng và tiến hành thiết kế thiết bị sấy nhân hạt điều đảm bảo được các yêu cầu kỹ thuật và năng suất cần đạt. Nội dung luận văn chia làm 5 chương, cụ thể như sau:
CHƯƠNG 1: TỔNG QUAN.
CHƯƠNG 2: Ý TƯỞNG VÀ LỰA CHỌN PHƯƠNG ÁN THIẾT KẾ.
CHƯƠNG 3: TÍNH TOÁN, THIẾT KẾ THIẾT BỊ SẤY.
CHƯƠNG 4: CHẾ TẠO VÀ TÍNH KINH TẾ CỦA THIẾT BỊ.
CHƯƠNG 5: LẮP RÁP, VẬN HÀNH VÀ BẢO DƯỠNG THIẾT BỊ.
KẾT LUẬN VÀ HƯỚNG PHÁT TRIỂN ĐỀ TÀI.
Mục Lục
LỜI CẢM ƠN.. i
TÓM TẮT NỘI DUNG LUẬN VĂN.. ii
Mục Lục. iii
Danh Mục Hình. vii
Danh Mục Bảng Biểu. xi
CHƯƠNG 1. TỔNG QUAN.. 1
1.1. Tổng quan về hạt điều. 1
1.1.1. Nguồn gốc cây điều.1
1.1.2. Đặc điểm của hạt điều. 1
1.1.3. Giá trị dinh dưỡng của hạt điều. 2
1.2. Quy trình chế biến hạt điều. 4
1.2.1. Đối với khâu đầu tiên “tiếp nhận nguyên liệu”:5
1.2.2. Sau khâu tiếp nhận nguyên liệu là “phơi – bảo quản nguyên liệu”. 6
1.2.3. Quá trình phân loại thô: (phân cỡ hạt)6
1.2.4. Quá tình hấp hơi:6
1.2.5. Quá trình tách nhân:7
1.2.6. Quá trình sấy:8
1.2.7. Quá trình bóc vỏ lụa:9
1.2.8. Sàng thủ công:9
1.2.9. Quá trình phân loại nhân:10
1.2.10. Quá trình sàng bằng máy:11
1.2.11. Hung trùng:11
1.2.12. Đóng thùng:12
1.3. Tình hình sản xuất thực tế hiện nay. 12
1.3.1. Tình hình chế biến hạt điều ở Việt Nam.. 12
1.3.2. Thực trạng về trang thiết bị sấy:13
1.4. Kết luận chung. 16
1.4.1. Tính cấp thiết của đề tài:16
1.4.2. Mục tiêu của luận văn:17
1.4.3. Ý nghĩa khoa học của luận văn:17
1.4.4. Ý nghĩa thực tiễn của luận văn:17
CHƯƠNG 2: Ý TƯỞNG VÀ LỰA CHỌN PHƯƠNG ÁN THIẾT KẾ.. 18
2.1 Hình thành ý tưởng. 18
2.1.1. Cơ sở hình thành ý tưởng:18
2.1.2. Hình thành ý tưởng:18
2.2. Đánh giá và lựa chọn ý tưởng. 26
2.2.1. Đánh giá sơ bộ các ý tưởng:26
2.2.2. Tính điểm và lựa chọn ý tưởng:28
CHƯƠNG 3. TÍNH TOÁN, THIẾT KẾ THIẾT BỊ SẤY NHÂN HẠT ĐIỀU.. 32
3.1 Tính toán thiết kế hệ thống thiết bị sấy. 32
3.1.1. Lập nhiệm vụ thiết kế. 32
3.1.2. Chọn kiểu thiết bị sấy. 32
3.1.3. Chọn tác nhân sấy và chất tải nhiệt32
3.1.4. Tính toán nhiệt cho quá trình sấy. 32
3.1.5. Tính toán chọn calorife. 48
3.1.6. Tính quạt56
3.2 Tính toán phần cơ khí cho buồng sấy. 61
3.2.1 Tính toán xích tải61
3.2.2 Tính toán máng lắc cấp liệu. 69
3.3 Tính toán bộ truyền. 71
3.3.1 Đặc điểm bộ truyền. 71
3.3.2 Chọn động cơ và phân phối tỷ số truyền. 71
3.3.3 Tính toán bộ truyền xích. 73
3.3.4 Chọn hộp giảm tốc cho bộ truyền.76
3.3.5 Tính đường kính trục tang dẫn chủ động. 78
3.3.6 Chọn ổ lăn. 85
3.3.7 Chọn nối trục giữa động cơ và hộp giảm tốc. 86
3.3.8 Tính toán trục và ổ lăn cho những trục còn lại87
3.4. Tính toán phần cấp liệu.87
3.4.1. Tính toán gấu tải cấp liệu. 87
3.4.2. Tính toán và thiết kế máng rung cấp liệu cho gầu tải104
3.5. Thiết kế mạch điều khiển. 113
3.5.1. Sơ đồ mạch điều khiển thiết bị:113
3.5.2. Nguyên lý mạch điều khiển. 115
3.5.3. Các phần tử dùng trong mạch điều khiển:117
CHƯƠNG 4. CHẾ TẠO VÀ TÍNH KINH TẾ CỦA THIẾT BỊ. 125
4.1. Mô hình hóa thiết kế và hình ảnh chế tạo các cụm chi tiết125
4.1.1. Mô hình hóa cụm cấp liệu:125
4.1.2. Mô hình hóa cụm quạt gió. 127
4.1.3. Mô hình hóa cụm buồng sấy. 129
4.1.4. Mô hình hóa cụm căng xích. 130
4.1.5. Mô hình hóa cụm cấp liệu gầu tải131
4.1.6. Mô hình hóa gầu tải cấp liệu. 132
4.1.7. Mô hình hóa cụm dẫn động chính. 133
4.1.8. Mô hình hóa cụm xả liệu. 134
4.1.9. Mô hình hóa tổng thể thiết bị136
4.2. Quá trình chế tạo một số chi tiết điển hình. 138
4.2.1. Ống thồi dạng cút xiên. 138
4.2.2. Ống thổi hình côn. 138
4.2.3. Trục chủ động xích tải140
4.2.4. Trục chủ động gầu tải cấp liệu. 141
4.2.5. Chốt lắp máng. 142
4.2.6. Ống hút khí sấy. 142
4.2.7. Máng tải liệu. 143
4.2.8. Bánh xích chủ động. 144
4.3. Tính kinh tế của thiết bị145
4.3.1. Mục đích, ý nghĩa của tính kinh tế:145
4.3.2. Đánh giá sơ bộ chi phí đầu tư:145
4.3.3. Đánh giá sơ bộ hiệu quả kinh tế:146
CHƯƠNG 5. LẮP RÁP, VẬN HÀNH VÀ BẢO DƯỠNG THIẾT BỊ. 148
5.1. Lắp ráp các bộ phận của thiết bị148
5.2. Các bước vận hành máy. 151
5.3. Bảo dưỡng và thay thế. 153
KẾT LUẬN VÀ HƯỚNG PHÁT TRIỂN ĐỀ TÀI. 155
- Kết luận đề tài155
- Hướng phát triển đề tài155
TÀI LIỆU THAM KHẢO.. 157
Danh Mục Hình
Chương 1
Hình 1. 1: Cấu tạo máy phân cỡ hạt6
Hình 1. 2: Lò hấp hơi7
Hình 1. 3: Hình ảnh công nhân đang tách nhân.8
Hình 1. 4: Cấu tạo ngoài máy sấy. 8
Hình 1. 5: Cấu tạo trong máy sấy. 9
Hình 1. 6: Máy bóc vỏ lụa. 9
Hình 1. 7: Công nhân sàng điều bằng phương pháp thủ công. 10
Hình 1. 8: Phân loại thủ công. 11
Hình 1. 9: Máy sàng phân loại11
Hình 1. 10: Máy đóng gói12
Hình 1. 11: Máy sấy dạng khây. 14
Hình 1. 12: Khây chứa. 14
Hình 1. 13: Tủ sấy hoa quả. 15
Hình 1. 14: Máy sấy bột mì16
Chương 2
Hình 2. 1: Sơ đồ nguyên lý phương án 1. 19
Hình 2. 2: Sơ đồ nguyên lý phương án 2. 21
Hình 2. 3: Sơ đồ nguyên lý phương án 3. 24
Chương 3
Hình 3. 1: Quá trình sấy không hồi lưu. 33
Hình 3. 2: Đồ thị quá trình sấy có hồi lưu. 35
Hình 3. 3: Biên dạng bố trí xích. 39
Hình 3. 4: Diện tích sàn được tính bởi phần mềm solidworks. 41
Hình 3. 5: Bông cách nhiệt43
Hình 3. 6: Quá trình sấy thực tế. 45
Hình 3. 7: Các diện tích trên ống. 49
Hình 3. 8: Caùc kích thöôùc cuûa caùnh troøn. 50
Hình 3. 9: Biểu đồ chênh lệch nhiệt độ trung bình. 54
Hình 3. 10: chiều cao thành máng. 57
Hình 3. 11: Khối lượng máng do phần mềm tính toán. 62
Hình 3. 12: Sơ đồ xích hoạt động của xích tải62
Hình 3. 13: Sơ đồ chu tuyến. 62
Hình 3. 14: Kích thước máng. 69
Hình 3. 15: Motor rung Oli MVE. 70
Hình 3. 16: Hình ảnh thực tế động cơ AC 3 pha Makishinko GE-TN.. 72
Hình 3. 17: Thông số của hộp giảm tốc trong cataloge. 77
Hình 3. 18: Thông số công suất và momen xoắn của hộp giảm tốc. 77
Hình 3. 19: Sơ đồ phát thảo trục chủ động. 78
Hình 3. 20: Biểu đồ Momen của trục công tác. 81
Hình 3. 21: Nối trục đàn hồi87
Hình 3. 22: Sơ đồ xích tải của gầu tải88
Hình 3. 23: Motor Marelli-IE2-0,75 kW (1HP)94
Hình 3. 24: Hộp giảm tốc TEC FCNDK90. 96
Hình 3. 25: Phát thảo sơ đồ trục. 97
Hình 3. 26: Biểu đồ momen trục. 99
Hình 3. 27: Biểu đồ phân tích lực của máng rung. 107
Hình 3. 28: Thông số kích thước của nam châm điện. 112
Hình 3. 29: Sơ đồ mạch điều khiển thiết bị114
Hình 3. 30: Sơ đồ CB dòng điện cực đại117
Hình 3. 31: Sơ đồ CB điện áp thấp. 118
Hình 3. 32: Hình ảnh thực tế CB 3 pha LS. 118
Hình 3. 33: Sơ đồ nguyên lý Rờ le. 119
Hình 3. 34: Hình ảnh thực tế rờ le OMRON.. 120
Hình 3. 35: Nguyên lý hoạt động của biến tần. 120
Hình 3. 36: Hình ảnh thực tế biến tần DELTA.. 121
Hình 3. 37: Hình ảnh thực tế bộ điều khiển nhiệt độ FOTEK.. 122
Hình 3. 38: Thiết bị điều khiển rung từ. 123
Hình 3. 39: Thông số thiết bị điều khiển rung từ. 123
Hình 3. 40: Cầu chì124
Chương 4
Hình 4. 1: Mô hình 3D cụm máng rung cấp liệu. 125
Hình 4. 2: Bản vẽ 2D cụm máng rung cấp liệcu. 126
Hình 4. 3: Hình ảnh thực tế cụm máng rung cấp liệu. 126
Hình 4. 4: Hình ảnh thực tế máng rung. 127
Hình 4. 5: Mô hình 3D cụm quạt gió. 127
Hình 4. 6: Bản vẽ 2D cụm quạt gió. 128
Hình 4. 7: Hình ảnh thực tế cụm quạt gió. 129
Hình 4. 8:Mô hình 3D cụm buồng sấy. 129
Hình 4. 9: Bản vẽ 2D cụm cửa buồng sấy. 130
Hình 4. 10: Mô hình 3D cụm xích tải130
Hình 4. 11: Bản vẽ 2D cụm khung và xích tải buồng sấy. 130
Hình 4. 12: Mô hình 3D cụm căng xích. 131
Hình 4. 13: Bản vẽ 2D cụm căng xích. 131
Hình 4. 14: Mô hình 3D cụm cấp liệu gầu tải131
Hình 4. 15: Bản vẽ 2D cụm cấp liệu gầu tải Z. 132
Hình 4. 16: Mô hình 3D gầu tải cấp liệu. 132
Hình 4. 17: Bản vẽ 2D gầu tải Z cấp liệu. 133
Hình 4. 18: Hình ảnh thực tế gầu tải Z cấp liệu. 133
Hình 4. 19: Mô hình 3D cụm dẫn động chính. 134
Hình 4. 20: Bản vẽ 2D cụm dẫn động. 134
Hình 4. 21: Mô hình 3D máng xã liệu. 135
Hình 4. 22: Bản vẽ 2D máng xã liệu. 135
Hình 4. 23: Mô hình 3D bộ phận gạt máng. 135
Hình 4. 24: Bản vẽ 2D bộ phận gạt máng. 136
Hình 4. 25: Mô hình 3D của thiết bị137
Hình 4. 26: Bản vẽ 2D thiết bị137
Hình 4. 27: Mô hình 3D ống thổi hình cút xiên. 138
Hình 4. 28:Bản vẽ 2D ống thổi hình cút xiên. 138
Hình 4. 29: Mô hình 3D ống thổi hình côn. 139
Hình 4. 30: Bản vẽ 2D ống thổi hình côn. 139
Hình 4. 31: Hình ảnh thực tế ống thổi hình côn. 140
Hình 4. 32: Bản vẽ khai triển. 140
Hình 4. 33: Mô hình 3D trục chủ động xích tải141
Hình 4. 34: Bản vẽ 2D trục chủ động xích tải141
Hình 4. 35: Mô hình 3D trục chủ động gầu tải141
Hình 4. 36: Bản vẽ 2D trục chủ động gầu tải142
Hình 4. 37: Mô hình 3D chốt lắp máng. 142
Hình 4. 38: Bản vẽ 2D chốt lắp máng. 142
Hình 4. 39: Mô hình 3D ống hút khí sấy. 143
Hình 4. 40: Bản vẽ 2D ống hút khí sấy. 143
Hình 4. 41: Mô hình 3D máng tải liệu. 144
Hình 4. 42: Bản vẽ 2D máng tải liệu. 144
Hình 4. 43: Mô hình 3D bánh xích. 144
Hình 4. 44: Bản vẽ 2D bánh xích. 145
Danh Mục Bảng Biểu
Chương 1
Bảng 1. 1: Hàm lượng các chất khoáng có trong nhân điều.3
Chương 2
Bảng 2. 1: Ma trận đánh giá ý tưởng. 27
Bảng 2. 2: Ma trận tính điểm và lựa chọn ý tưởng. 30
Chương 3
Bảng 3. 1: Bảng thông số trở lực do ma sát trên đường ống. 60
Bảng 3. 2: Bảng thông số đầu vào của bộ truyền. 71
Bảng 3. 3: Thông số của động cơ. 72
Bảng 3. 4: Bảng thông số tính toán. 73
Bảng 3. 5: Bảng thông số nối trục. 86
Bảng 3. 6: Bảng thông số của động cơ. 94
Bảng 3. 7: Bảng thông số hộp giảm tốc. 95
Bảng 3. 8: Bảng thông số đầu vào. 104
CHƯƠNG 1. TỔNG QUAN
1.1. Tổng quan về hạt điều
1.1.1. Nguồn gốc cây điều.
Cây điều còn có tên là cây đào lộn hột, có nguồn gốc từ Braxin, vùng nhiệt đới ở Nam Mỹ và dần dần cây điều được phân tán đến châu Phi, Châu Á, Châu Úc, Ngày nay cây điều được phân tán trải rộng trong ranh giới vĩ tuyến 300 độ bắc và vĩ tuyến 310 độ Nam.
Cây điều có tên khoa học là Anacardium OccidenTablel, thuộc họ xoài, tên
thương mại tiếng Anh là “cashew tree”.
Cây điều chịu được những điều kiện khí hậu đa dạng và khắc nghiệt. Là cây ưa nhiệt độ cao nhạy cảm với giá lạnh, khí hậu nhiệt đới với một mùa khô rõ rệt là điều kiện thích hợp để cây điều phát triển tốt. Theo FAO trên thế giới hiện nay có 32 nước sản xuất điều thương mại thế nhưng cây điều chỉ phát triển tốt ở những nước nhiệt đới và cận nhiệt đới 10 nước trồng điều nhiều nhất trên thế giới hiện nay là: Ấn Độ, Việt Nam, Braxin, Nigenia, Tanzania, Indonesia, Guinea Bissau, Cotolvore, Monzambique và Benin.
Điều trở thành cây trồng chính thức đặc biệt được quan tâm phát triển, giữ một vị trí quan trọng trên thị trường nông sản của một số nước nhiệt đới và cận nhiệt đới.
1.1.2. Đặc điểm của hạt điều
Sau khi xảy ra quá trình thụ phấn, hột điều phát triển nhanh chóng, cuống lá phình lên thành trái (trái giả). Sau 60 ngày, trái chín sẽ có màu đỏ hoặc vàng tùy loại. Trái thường tập trung thành chùm ở đầu cành.
Hột điều (trái thực) có hình thu giống nhứ hình thận, khi còn tươi có màu xanh, khi khô nó sẽ chuyển sang nâu, mọc lộ ra bên ngoài đầu trái giả trông giống như một trái đào có hột chui ra ngoài. Vì vậy cây điều còn có tên gọi là cây đào lộn hột.
Hạt điều gồm 3 phần:
a) Vỏ có độ dày thường 0,4 cm, chiếm 70% trọng lượng hột và có 3 lớp.
– Lớp vỏ ngoài thường dài và láng.
– Lớp vỏ giữa xốp như bọt biển và có chứa nhiều dầu vỏ hột điều.
– Lớp vỏ trong rất cứng.
b) Vỏ lụa bao quanh nhân, chiếm 5% trọng lượng hột.
c) Trong cùng là nhân.
Nhân điều có chứa nhiều hàm lượng đạm cao với đầy đủ các loại axit amin rất cần thiết có thể so sánh với thịt, trứng, sữa. Nhân điều được coi là thực phẩm có giá trị dinh dưỡng cao và cây điều là thành phần chính trong trao đổi kinh doanh trên thị trường mang lại nhiều hiệu quả kinh tế cao, giữ vai trò quan trọng trong nền thị trường nông sản.Cứ hằng năm đem về cho các nước xuất khẩu một lượng ngoại tệ đáng kể.
Chứa đầy đủ các chất dinh dưỡng quan trọng cần thiết, điều cũng là thực phẩm ăn chay lí tưởng và cũng là một dược phẩm có giá trị cao đối với một số bệnh.Nó cũng là thực phẩm giàu chất béo 0% cholesterol rất thích hợp cho người ăn kiêng, hiện nay trên thế giới đối với các nước phát triển đang khuyến khích sử dụng nhân điều ngày càng tăng. Các nuớc nhâp khầu và tiêu thụ nhân điều nhiều nhất trên thế giới đó chính là Mỹ chiếm gần 2/3 sản luợng nhân điều thế giới, khối các nước thuộc Liên Xô cũ liên minh Châu Âu.(EU) và Nhật Bản.
1.1.3. Giá trị dinh dưỡng của hạt điều
Nhân điều là thành phần chính của cây điều dùng để buôn bán trao đổi trên thị trường. Nhân điều có hàm lượng các chất đạm ,các chất béo và hydrat cacbon khá cao, có mặt nhiều loại vitamin, khoáng đáp ứng nhu cầu cơ thể.
|
Chất khoáng |
Nhân đã bóc vỏ lụa |
Nhân chưa bóc vỏ lụa |
|
Natri |
48 |
50 |
|
Kali |
5421 |
65.5 |
|
Calci |
248 |
268 |
|
Magie |
2536 |
2650 |
|
Sắt |
60 |
64 |
|
Đồng |
22 |
25 |
|
Kẽm |
38 |
42 |
|
Mangan |
18 |
19 |
|
Photpho |
8400 |
6900 |
|
Lưu huỳnh |
1600 |
11600 |
Bảng 1. 1: Hàm lượng các chất khoáng có trong nhân điều.
( Nguồn: namlongcashew.com/vn)
*Các Chất Đạm.
Nhân điều chứa trên 20% các chất đạm thực vật, về số lượng tương đương với đậu nành và đậu phọng nhưng về chất thì tương đương với thịt, trứng, sữa.
*Các Chất Béo
Ở nhân điều các chất béo chiếm khoảng 47% trong số này có trên 80% các chất béo chưa bão hòa, tỷ lệ các chất béo chưa bão hòa và bão hòa là 4:1 rất có lợi. Các chất béo chưa bão hòa không những không tạo ra cholesterol mà còn có tác động diều hoà và làm giảm lượng cholesterol trong máu giúp tránh được các bệnh về tim mạch.
*Thành Phần Xơ
Thành phần xơ có trong nhân điếu cũng là một thành phần có lợi, xơ ở trong ruột giúp làm giảm cholesterol từ thực phẩm ăn vào, chữa táo bón, nhiều chất xơ trong khẩu phần ăn bảo vệ cơ thể khởi bệnh ung thư, trục trặc ở thận và viêm ruột thừa.
*Vitamin
Nhân điều giàu vitamin B đặc biệt là thiamin (B1) hữu ích đối với việc kích thích ăn ngon miệng và hệ thống thần kinh. Nhân điều cũng giàu vitamin E giúp chống suy nhược, thiếu máu.
1.2. Quy trình chế biến hạt điều
Sơ đồ quy trình chế biến hạt điều:
Mua nguyên liệu tươi
$
Phơi khô
$
Nhập kho
$
Phân cỡ hạt (loại thô)
$
Hấp hơi nước
$
Tách nhân
$
Kiểm tra chất lượng sau khi tách
$
Sấy
$
Bóc vỏ lụa bằng máy
$
Bóc vỏ lụa thu hồi nhân chín bằng gia công
$
Kiểm tra chất lượng sau khi bóc
$
Sàng thủ công
$
Phân loại nhân
$
Kiểm tra sau khi phân loại
$
Sàng bằng máy kiểm tra chất lượng trước khi nhập kho
$
Xông trùng
$
Đóng gói
$
Nhập kho
$
Xuất khẩu
1.2.1. Đối với khâu đầu tiên “tiếp nhận nguyên liệu”:
Tất cả các lô hàng nguyên liệu khi đến nhà máy đều phải được kiểm tra trước khi nhập vào. Nguyên liệu sau khi kiểm tra, nếu đạt chất lượng (cảm quan) mới được chuyển qua bảo quản trong nhà máy. Trường hợp nguyên liệu đạt yêu cầu mới cho phép đưa vào chế biến hoặc lưu trữ. Việc kiểm tra như vậy, sẽ đảm bảo nguyên liệu nhập vào chế biến đạt các yêu cầu theo quy định, ngăn ngừa việc sử dụng nguyên liệu có khả năng gây mất an toàn thực phẩm. Tiến hành kiểm tra theo thứ tự nguyên tắc: Xem xét hồ sơ liên quan đến lô hàng nguyên liệu, chỉ cho phép nhận các lô hàng khi đảm bảo đủ các yếu tố về nguồn gốc xuất xứ và độ an toàn cao; Kiểm tra cảm quan nguyên liệu về màu sắc – mùi – vị; Kiểm tra độ ẩm của nguyên liệu và số hạt/01 kg phải đạt từ 180 hạt trở xuống.
1.2.2. Sau khâu tiếp nhận nguyên liệu là “phơi – bảo quản nguyên liệu”
Điều được phơi nắng trên nền xi măng sạch đến khi đạt độ ẩm thích hợp <11%. Sau đó, đóng vào bao và mang vào bảo quản trong kho theo từng lô riêng biệt, để chờ đưa vào sản xuất. Điều nguyên liệu được giữ trong điều kiện khô thoáng, nhằm tránh trường hợp bị hư hỏng, bội nhiễm vi sinh vật gây bệnh (vi khuẩn, nấm mốc). Yêu cầu vệ sinh chung: sân phơi phải sạch tạp chất (không có rác thải), phương tiện và kho bảo quản hợp vệ sinh – khô thoáng. Ngoài ra, trong thời gian lưu kho sẽ tiến hành hun trùng, khi có nghi ngờ côn trùng phát triển trong nguyên liệu.
1.2.3. Quá trình phân loại thô: (phân cỡ hạt)
Hạt điều thô sau khi phơi khô sẽ được chuyển qua công đoạn phân loại, ở khâu này hạt điều được phân ra làm 4 loại A, B, C, D theo kích thước từ lớn đến nhỏ bằng một loại máy phân cỡ.
Hình 1. 1: Cấu tạo máy phân cỡ hạt
1.2.4. Quá tình hấp hơi:
Hạt điều sau khi phân cỡ được chuyển qua công đoạn hấp bằng máy hấp hơi. Những hạt có kích cỡ khác nhau sẽ được hấp trong khoảng thời gian khác nhau (hạt loại A, B, C thời gian hấp là 20 phút, hạt loại D là 18 phút) và cứ 8 đến 9 lần hấp thì phải thay nước một lần. Mỗi mẻ hấp được khoảng 550kg điều. Hạt điều sau khi hấp được trải mỏng để nguội ít nhất từ 12÷24h.
Hình 1. 2: Lò hấp hơi
1.2.5. Quá trình tách nhân:
- Tách nhân là công đoạn tiếp theo sau khi hạ nhiệt độ từ công đoạn hấp hơi.
- Các thao tác ở công đoạn này là mỗi công nhân sử dụng một thiết bị cắt tách hạt điều, thiết bị này dược hoạt động bằng thủ công, tách vỏ ra để thu hồi nhân.
- Hạt điều sau khi tách sẽ tạo ra 2 loại sản phẩm: nhân nguyên và nhân bể. Tuy sử dụng máy móc nhưng bản chất của công việc này gần giống như phương pháp thủ công vì cấu tạo của máy còn rất đơn giản và thô sơ. Vì vậy công đoạn này cần tay nghề và sức lực của công nhân là chính.
Hình 1. 3: Hình ảnh công nhân đang tách nhân.
1.2.6. Quá trình sấy:
Sau khi tách nhân sản phẩm được chuyển qua công đoạn sấy với mục đích làm tăng hàm lượng chất khô, tăng độ giòn và độ dẻo, giữ được tính đặc trưng cho sản phẩm, bảo đảm màu sắc và độ sáng bóng cho sản phẩm, tăng độ bền sản phẩm để chuẩn bị cho công đoạn sau.
Hình 1. 4: Cấu tạo ngoài máy sấy
Hình 1. 5: Cấu tạo trong máy sấy
1.2.7. Quá trình bóc vỏ lụa:
Là công đoạn nhận nhân chín từ công đoạn sấy, nguyên liệu được đi qua máy bóc vỏ lụa cho ra sản phẩm nhân trắng vói công suất 8,5 tấn/ngày.
|
Hình 1. 6: Máy bóc vỏ lụa |
1.2.8. Sàng thủ công:
Hình 1. 7: Công nhân sàng điều bằng phương pháp thủ công
Sau khi bóc vỏ lụa bằng máy, nhân điều được sàng bằng thủ công để loại ra các tạp chất có lẫn trong nhân điều. Công việc này rất đơn giản nên không cần phải sử dụng đến máy móc mà người ta chỉ dùng nia, thúng để sàng cho các hạt bụi và các tạp chất chui xuống dưới, giữ lại sản phẩm tinh.
Tuy tính chất của công việc này đơn giản nhưng phải vệ sinh nơi làm việc để đảm bảo chất lượng sản phẩm, ngoài ra người làm công việc này phải đeo khẩu trang để tránh hít phải bụi bẩn và các chất độc hại ảnh hưởng tới sức khoẻ.
1.2.9. Quá trình phân loại nhân:
Nguyên liệu sau khi sàng sẽ được chuyển qua công đoạn phân loại nhân. Ở công đoạn này nhân điều được phân ra các loại khác nhau bằng phương pháp thủ công, dựa vào cảm quan để phân loại cho nên không thể sử dụng máy móc. Vì vậy cần một lượng rất lớn công nhân làm công việc này.
Hình 1. 8: Phân loại thủ công
Trong quá trình phân loại, nhân điều được chia làm 2 loại chính: nhân nguyên và nhân bể.
1.2.10. Quá trình sàng bằng máy:
Sau khi phân loại, nhân điều được chuyển qua công đoạn sàng bằng máy với mục đích loại bỏ các tạp chất ra khỏi sản phẩm.
Hình 1. 9: Máy sàng phân loại
1.2.11. Hung trùng:
Khâu “hun trùng” có ý nghĩa: Nhằm tăng thời gian bảo quản sản phẩm; tiêu diệt và ngăn ngừa sự phát triển của côn trùng trong sản phẩm. Do đó, sản phẩm được xông hơi bằng hoá chất PH3 và tuân thủ tuyệt đối theo tham chiếu SSOP, có như vậy sản phẩm mới được an toàn tuyệt đối.
1.2.12. Đóng thùng:
Sau khi loại bỏ tạp chất ở công đoạn sàng thì nhân điều được chuyển qua công đoạn đóng thùng. Ở công đoạn này nhân điều được xông trùng sử dụng khí Nitơ để bảo quản được lâu hơn (6m3 chai/24 tấn nhân ).Đây là công đoạn hoàn thiện sản phẩm
Hình 1. 10: Máy đóng gói
1.3. Tình hình sản xuất thực tế hiện nay
1.3.1. Tình hình chế biến hạt điều ở Việt Nam
Nhiều năm gần đây, hạt điều chế biến là một mặt hàng cao cấp ngày càng được ưa chuộng và tiêu thụ mạnh trên thị trường thế giới. Tại các nước và khu vực phát triển như Mỹ, EU, Nhật Bản,... nhân điều, dầu chế biến từ vỏ hạt điều, hay bánh kẹo chế biến từ nhân điều đều được nhập khẩu mạnh. Xét trên bình diện nhu cầu ngày một tăng mạnh trên thị trường thế giới nên các nước xuất khẩu điều đang ngày càng có được mức giá cao hơn cho mặt hàng này.
Riêng ở Việt Nam, trong vòng 10 năm qua, cây điều đã thực sự trở thành cây công nghiệp có giá trị và mang lại nguồn thu ngoại tệ cao trong nhóm các mặt hàng chủ lực nói chung và nông sản Việt Nam nói riêng.
Giá hạt điều xuất khẩu trung bình 8 tháng năm 2017 ước đạt 9.865,4 USD/Tấn, tăng 27,2% so với cùng kỳ năm trước, tăng 20,3% so với năm 2016 (8195,5 USD/Tấn) và tăng 8,3% so với hồi đầu năm 2017 (9101,1 USD/Tấn).
Về thị trường xuất khẩu, Mỹ, Hà Lan và Trung Quốc tiếp tục duy trì là 3 thị trường chủ lực xuất khẩu lớn nhất của Việt Nam, trong đó Mỹ là thị trường chiếm thị phần lớn 36,7%, kế đến là Hà Lan chiếm 15,6% và Trung Quốc chiếm 11,7%. Các thị trường có giá trị xuất khẩu tăng mạnh là Nga (tăng 67,1%); Hà Lan (tăng 44,9%); Mỹ (tăng 38,2%); Israen (tăng 30%); Anh (tăng 22,1%); Thái Lan (tăng 17,9%); Úc (tăng 7%) và Trung Quốc (tăng 12,3%).
Mặc dù, giá điều xuất khẩu đang đứng ở mức cao và có xu hướng tăng, nhưng ngành điều vẫn phải phụ thuộc vào nguồn nguyên liệu nhập khẩu. Số liệu từ hải quan cho biết, tính đến 15/8, cả nước đã nhập khẩu 994.364 tấn điều thô nguyên liệu với tổng kim ngạch 1,923 tỷ USD, tăng gần 54% về lượng và tăng 98,2% về trị giá so với cùng kỳ năm 2016. Cùng với lượng và kim ngạch tăng, giá nhập trung bình điều thô nguyên liệu những tháng vừa qua cũng tăng mạnh lên 1.934 USD/Tấn, tăng 28,9% so với cùng thời điểm này năm ngoái (1.500 USD/Tấn).
1.3.2. Thực trạng về trang thiết bị sấy:
Qua những số liệu thống kê ta có thể thấy được hạt điều mang lại một giá trị kinh tế rất cao, là một mặt hàng xuất khẩu chủ lực, có thị trường rộng khắp trên thế giới.
Để đảm bảo được chất lượng sản phẩm trong quá trình vận chuyển và bảo quản sản phẩm tránh những hỏng hóc mà các mặt hàng nông sản thường mắc phải thì ta phải có thiết bị sấy tốt. Cùng với sản lượng hạt điều chế biến ngày càng tăng đòi hỏi thiết bị phải có năng suất và khả năng tự động hóa cao.
Hiện nay, ở nước ta cũng đã có một số thiết bị sấy hạt điều với năng suất vừa và nhỏ. Các thiết bị này đã và đang được tiếp tục đầu tư, nghiên cứu. Thiết bị sấy hạt điều phát triển trên cơ sở cải tiến các thiết bị sấy truyền thống và ứng dụng hệ thống điều khiển tự động để đạt được năng suất và chất lượng theo yêu cầu.
Các dạng thiết bị sấy hạt điều có trên thị trường:
Hình 1. 11: Máy sấy dạng khây
Hình 1. 12: Khây chứa
Hình 1. 13: Tủ sấy hoa quả
Hình 1. 14: Máy sấy bột mì
1.4. Kết luận chung
1.4.1. Tính cấp thiết của đề tài:
Như đã nói ở trên, các cơ sở chế biến hạt điều hiện tại ở nước ta vẫn sử dụng các thiết bị sấy truyền thống. Công việc sấy cần phải có công nhân trong khâu nạp liệu vào buồng sấy, tốn nhiều năng lượng trong quá trình sấy và tốn rất nhiều thời gian, là một phần làm cho giá thành sản phẩm vẫn còn cao.
Việc nghiên cứu, chế tạo các máy và thiết bị phục vụ cho ngành chế biến hạt điều ra đời ngày càng nhiều. Các cải tiến vẫn luôn được tiến hành để nâng cao chất lượng và năng suất. Hiện nay, ở Việt Nam diện tích điều ngày càng tăng nhanh dẫn đến sản lượng hạt điều cần chế biến cũng thăng theo, đòi hỏi khả năng về việc lưu trữ bào quản hạt điều đã chế biến cao hơn, đồng thời trong dây chuyền chế biến hạt điều hiện nay vẫn chưa tự động hóa hoàn toàn trong khâu sấy nguyên liệu.
Do đó, ta có thể thấy được tính cấp thiết của đề tài là phải thiết kế để cho ra đời một thiết bị sấy đảm bảo đạt năng suất, ít tiêu tốn năng lượng , thời gian và có khả năng tự động hóa cao. Vì vậy, đề tài “Thiết kế thiết bị sấy nhân hạt điều với năng suất 100kg/giờ” đã được chọn làm đề tài luận văn tốt nghiệp. Đề tài tập trung nghiên cứu, thiết kế thiết bị sấy nhân hạt điều sao cho đảm bảo yêu cầu về số lượng và chất lượng sản phẩm.
1.4.2. Mục tiêu của luận văn:
vNghiên cứu, thiết kế thiết bị sấy nhân hạt điều năng suất 100kg/giờ nhằm tự động hóa thêm các thiết bị cấp và lấy sản phẩm, nâng cao năng suất và chất lượng sản phẩm.
vNội dung thực hiện của luận văn:
o Khảo sát thực tế thiết bị công nghệ sấy hiện nay (các loại máy sấy hiện nay).
o Đưa ra ý tưởng thiết kế
o Thiết kế thiết bị sấy nhân hạt điều đảm bảo năng suất 100kg/giờ.
1.4.3. Ý nghĩa khoa học của luận văn:
Đây là một đề tài gần như mới, chưa được nghiên cứu nhiều trong và ngoài nước. Cơ sở thực tế và tài liệu tham khảo hạn chế nên đòi hỏi phải có tính sáng tạo và vận dụng kiến thức tổng hợp khác nhau về thiết bị sấy nhân hạt điều hiện nay để giải quyết vấn đề ý tưởng và thiết kế thiết bị.
1.4.4. Ý nghĩa thực tiễn của luận văn:
Thực tế hiện nay, quá trình sấy hạt nói chung và sấy nhân hạt điều nói riêng, vẫn còn các công đoạn mất nhiều thời gian, nhân công vất vả mà vẫn chưa đáp ứng được nhu cầu sản phẩm về cả mặt số lượng lẫn chất lượng. Hơn thế nữa, vấn đề vệ sinh an toàn thực phẩm và thương hiệu vẫn chưa được quan tâm đúng mức. Để có thể nâng cao chất lượng sản phẩm và khả năng bảo quản sản phẩm phục vụ nhu cầu trong nước và vươn ra thị trường nước ngoài thì việc thiết kế và cho ra đời một thiết bị sấy nhân hạt điều mới mang ý nghĩa thực tiễn rất cao.
CHƯƠNG 2: Ý TƯỞNG VÀ LỰA CHỌN PHƯƠNG ÁN THIẾT KẾ
2.1 Hình thành ý tưởng
2.1.1. Cơ sở hình thành ý tưởng:
Như thực tế các thiết bị sấy nhân hạt điều đã nêu trên. Các loại thiết bị này chỉ tự động được một phần rất nhỏ ở khâu sấy tuy nhiên lại tiêu thụ năng lượng khá nhiều. Trong khi thiết bị sấy bột mì lại sử dụng khói lò làm tác nhân sấy thì lại không đảm bảo được vệ sinh an toàn thực phẩm. Như vậy sẽ làm cho giá thành sản phẩm cao và tốn thêm nhân công cho khâu nạp liệu vào buồng sấy, không đảm bảo được vệ sinh an toàn thực ẩm cũng như chất lượng sản phẩm.
Trong khi nhu cầu về tiêu thụ hạt điều trong nước khá cao và giá trị xuất khẩu mà hạt điều mang lại cho nền kinh tế vẫn rất lớn. Do đó ý tưởng về thiết kế một thiết bị sấy nhân hạt điều là một ý tưởng mang tính thực tế cao và đó là cơ sở để hình thành nên các ý tưởng thiết kế.
2.1.2. Hình thành ý tưởng:
Trên cơ sở thực tế đã nêu, tôi đã đề xuất một số ý tưởng thiết kế thiết bị sấy nhân hạt điều được trình bày như bên dưới.
Phương án 1:
Hình 2. 1: Sơ đồ nguyên lý phương án 1
vChú thích
- Calorife
- Cửa thải khí
- Quạt gió
- Động cơ diện
- Cửa lấy khí bên ngoài
- Cửa thải khí không hồi lưu
- Xe chứa vật liệu sấy
- Kênh khí nóng
- Tường buồng sấy
Nguyên lý hoạt động chung:
- Hạt điều sau khi được tách bỏ lớp vỏ bên ngoài sẽ được cho lên xe chứa vật liệu sấy (7).
- Để bắt đầu quá trình sấy, ta cho động cơ điện (4), quạt gió (3) và calorife hoạt động. Sau khoảng 5 phút nhiệt độ buồng sấy đạt tới nhiệt độ sấy
- Cho xe chứa liệu vào buồng sấy và đóng kín cửa buồng sấy
- Sau khoảng thời gian đã tính toán, hạt điều đạt đến độ ẩm thích hợp sẽ được lấy ra khỏi buồng sấy và chuẩn bị sấy mẻ tiếp theo.
Giải thích nguyên lý hoạt động của từm cụm cụ thể:
- Cụm quạt gió và calorife: khi động cơ điện (3) được khởi động không khí sẽ được lấy qua cửa số (5) và đi qua calorife (1) , lúc này calorife được cấp hơi nóng từ lò hơi. Không khí sau qua calorife (1) sẽ được cấp một nhiệt lượng và nóng lên, không khí nóng này đi qua kênh (8) và vào buồng sấy.
- Cụm cửa: cửa (2) giúp cho việc căn bằng áp suất, cửa (5) giúp cho quạt gió (3) lấy không khí bên ngoài, cửa (6) thải không khí nóng sau khi qua vật liệu sấy ra ngoài môi trường ( lượng khí này sẽ không được sử dụng cho quá trình sấy ).
- Xe chứa liệu (7) gồm nhiều khây chứa, những khây chứa sẽ được tháo ra khỏi xe để nạp vật liệu sấy. Xe chứa liệu (7) sau khi nạp đầy sẽ được công nhân dẩy vào buồng sấy.
Phương án 2:
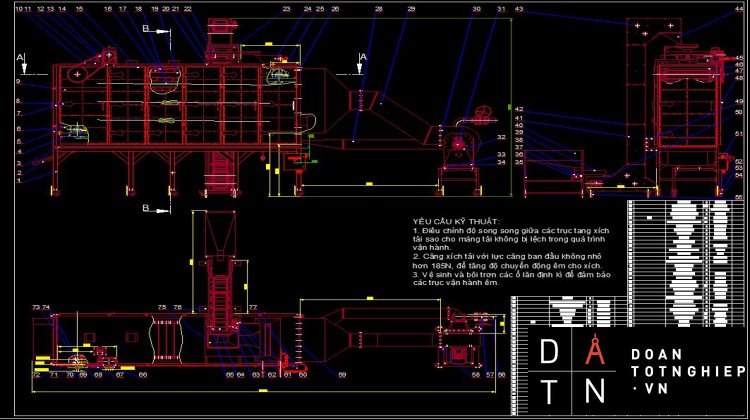
Hình 2. 2: Sơ đồ nguyên lý phương án 2
vChú thích:
- Tang dẫn động băng tải (đĩa xích)
- Máng tải
- Dàn gia nhiệt (calorife)
- Lò xo giảm chấn
- Motor rung
- Máng rung
- ống cấp hơi
- phễu cấp liệu
- chóp thổi gió
- ống dẫn khí
- Ống hút khí sấy
- Quạt
- Động cơ
- Ống lấy khí từ ngoài
- Động cơ điện dẫn dộng gầu tải
- Bộ phận giảm tốc cho gầu tải
- Động cơ điện dẫn dộng băng tải
- Bộ phận giảm tốc giảm tốc
- Đường dẫn khí sau khi sấy ra bên ngoài
- Máng hứng vật liệu sau khi sấy
- Thanh gạt máng tải
- Cửa thải khí không hồi lưu
- Bộ phận cấp liệu cho gầu tải Z
- Gầu tải Z cấp liệu
Nguyên lý hoạt động chung:
- Hạt điều sau khi được tách vỏ sẽ được cho vào máng phễu chứa của bộ phận cấp liệu (23)
- Để bắt đầu quá trình sấy, ta cho động cơ điện (13), (17) và động cơ dẫn động gầu tải (15) , quạt gió (12) và calorife (3) hoạt động. Sau khoảng 5 phút nhiệt độ buồng sấy đạt tới nhiệt độ sấy
- Khi băng tải hoạt động, sẽ mang vật liệu sấy di chuyển khắp buồng sấy, khi máng tải vật liệu đến cuối buồng sấy thì quá tình sấy cho vật liệu trên máng tải đó kết thúc, lúc này thanh gạt (21) sẽ gạt vật liệu đã sấy rơi xuống máng hứng (20)
- Quá trình sấy lại tiếp tục cho những máng tải phía sau.
Giải thích nguyên lý hoạt động của từm cụm cụ thể:
- Cụm máng rung cấp liệu: động cơ rung (5) sẽ tạo ra một tần số rung và hướng rung thích hợp cho máng (6), vật liệu sấy trên máng (6) sẽ rơi vào phễu cấp liệu (8) và đi xuống máng tải (2), lò xo (4) để làm giảm rung động từ motor rung (5) đến buồng sấy.
- Cụm băng tải gồm nhiều máng tải (2) có hai đầu được bắt lên 2 sợi xích có bước xích và được dẫn động đĩa xích (1). Một bộ phận giảm tốc (18) được lắp trên tang dẫn động và nguồn dẫn là động cơ điện (17).
- Cụm quạt gió và calorife: khi động cơ điện (12) được khởi động không khí sẽ được lấy qua ống (14) và ống hút khí (11) sau đó lượng khí này sẽ theo đường ống (10) qua chóp thổi gió (9) và đi qua calorife (3) , lúc này calorife được cấp hơi nóng từ lò hơi. Không khí sau qua calorife (3) sẽ được cấp một nhiệt lượng và nóng lên, lượng khí nóng này sẽ lấy đi lượng ẩm trong vật sấy, sau đó sẽ được hút ra ngoài thông qua đường ống (19) và theo đường ống (11) quay lại quạt gió (12), lượng khí này sẽ được hòa trộn với không khí từ bên ngoài và tiếp tục tham gia vào quá trình sấy.
- Cụm gầu tải Z cấp liệu: cụm này bao gồm một phễu chứa liệu và một máng rung. Nhân điều từ phễu chứa liệu sẽ rơi xuống máng rung đặt phía dưới, máng rung này sẽ làm cho nhân điều di chuyển tới phía trước nhờ lực quán tính và rơi xuống máng của gầu tải Z. Nhân điều sẽ được gầu tải mang từ dưới lên trên và cấp liệu cho máng rung (6).
Phương án 3:
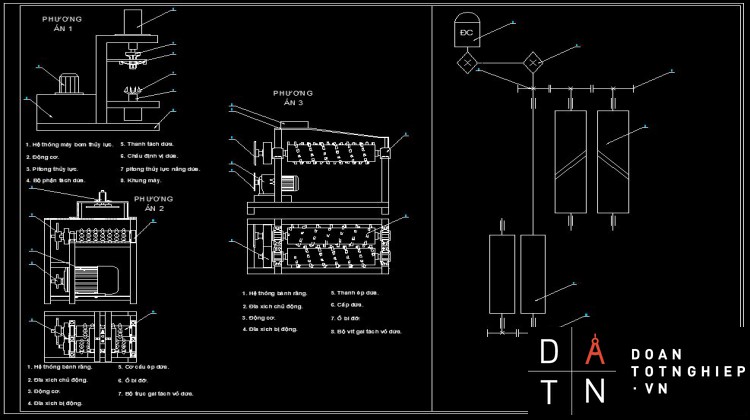
Hình 2. 3: Sơ đồ nguyên lý phương án 3
vChú thích:
- Tang kéo băng tải
- Phễu nạp liệu
- Con lăn đỡ băng tải
- Băng tải
- Thanh đỡ trục tang và con lăn
- Tấm hứng liệu
- Calorife
- ống dẫn hơi vào
- Xyclon
- Quạt đẩy
- Quạt hút
- ống xả khí thải
- Bộ truyền đai
- Động cơ điện
- Ống hút khí bên ngoài vào
- Van
- Ống dẫn khí hồi lưu
- Máng hứng sản phẩm
- ống tháo nước ngưng
- Nhiệt kế
Nguyên lý hoạt động chung:
- Hạt điều sau khi được tách vỏ sẽ được cho lên băng tải (4)
- Để bắt đầu quá trình sấy, ta cho quạt đẩy (10), quạt hút (11), calorife (7) hoạt động. Sau khoảng 5 phút nhiệt độ buồng sấy đạt tới nhiệt độ sấy
- Khi băng tải hoạt động, sẽ mang vật liệu sấy di chuyển khắp buồng sấy, khi vật sấy đến băng tải cuối cùng phía dưới buồng sấy thì quá tình sấy cho vật liệu trên băng tải đó kết thúc, sau đó vật sấy sẽ rơi xuống máng hứng (18)
- Quá trình sấy lại tiếp tục cho vật sấy trên băng tải phía sau.
Giải thích nguyên lý hoạt động của từm cụm cụ thể:
- Cụm phễu cấp liệu: hạt điều từ bên ngoài sẽ được cho vào băng tải (4) qua phễu nạp liệu (2).
- Cụm băng tải gồm ba tầng tách biệt nhau, hai băng tải gần nhau sẽ có chiều quay ngược nhau, hạt điều khi đến cuối mỗi băng tải sẽ rơi xuống và theo tấm hứng liệu (6) đến băng tải kế tiếp.
- Cụm quạt gió và calorife: khi động cơ điện (14) thì quạt đẩy (10) sẽ lấy không khí từ ngoài và kết hợp với khí hồi lưu qua ống (15) và (17), sau đó lượng khí này đi qua calorife (7) ( khác với phướng án 2 calorife được đặt bên ngoài buồng sấy) , lúc này calorife được cấp hơi nóng từ lò hơi. Không khí sau khi qua calorife (7) sẽ được cấp một nhiệt lượng và nóng lên, lượng khí nóng này sẽ lấy đi lượng ẩm trong vật sấy, sau đó sẽ được hút ra ngoài thông qua đường ống và đến Xyclon (9) (hệ thống lọc bụi) nhờ quạt hút (11), một phần khí này sẽ được xả ra ngoài qua ống xả (12), một phần sẽ được hòa trộn với không khí bên ngoài và tiếp tục tham gia vào quá trình sấy.
2.2. Đánh giá và lựa chọn ý tưởng
2.2.1. Đánh giá sơ bộ các ý tưởng:
Bước 1: Chuẩn bị ma trận lựa chọn.
- Các ý tưởng được liệt kê theo hàng ngang đầu tiên của ma trận lựa chọn.
- Các tiêu chí lựa chọn được xếp dọc theo cột bên trái của ma trận. Các tiêu chí này được đưa ra dựa trên các yêu cầu về mặt kỹ thuật cũng như yếu về mặt kinh tế mà chúng ta lựa chọn sao cho phù hợp nhất đối với một thiết bị thực phẩm.
- Bao gồm: đặc tính sản phẩm, năng suất thiết bị, tình hình thị trường (nhu cầu khách hàng, khả năng đáp ứng trên thị trường)...
- Chọn một ý tưởng làm chuẩn. Ý tưởng được chọn làm chuẩn có thể là một trong số những trường hợp sau:
+ Một sản phẩm thiết kế đúng theo tiêu chuẩn công nghiệp.
+ Một ý tưởng có cơ sở khá quen thuộc.
+ Một sản phẩm hiện có trên thị trường.
+ Một sản phẩm hiện đại, công nghệ cao…
Bước 2: Đánh giá những ý tưởng
o Các ý tưởng được so sánh với ý tưởng chuẩn theo các tiêu chí lựa chọn và được cho điểm vào ô tương ứng theo các mức sau:
+ Tốt hơn: +
+ Tương đương: 0
+ Kém hơn: –
o Các so sánh này dựa trên sơ đồ nguyên lý, chỉ mang tính chất tổng quan nhất, dùng để đánh giá tương đối về các ý tưởng thiết kế thiết bị.
Bước 3: Xếp hạng các ý tưởng theo các mức trên, sau đó ta tính tổng số các điểm +, –, 0 và điểm tổng cộng của từng ý tưởng. Xếp hạng các ý tưởng theo kết quả của điểm tổng cộng.
|
Ý Tưởng Chức Năng |
1 |
2 |
3 |
|
Năng suất: 120 kg/ giờ. |
C |
0 |
0 |
|
Đặc tính sản phẩm: Kết cấu, khả năng tự động hóa, tiêu hao năng lượng... |
H |
+ |
0 |
|
Khả năng công nghệ: vật liệu, gia công, đặt mua,... |
U |
0 |
0 |
|
Vận hành, bảo dưỡng: nhanh chóng, ổn định, |
A |
- |
- |
|
Yếu tố khác: giá thành sản phẩm, vệ sinh an toàn thực phẩm (VSATTP), môi trường... |
N |
+ |
0 |
|
Tổng điểm + |
0 |
2 |
0 |
|
Tổng điểm 0 |
0 |
3 |
4 |
|
Tổng điểm – |
0 |
0 |
1 |
|
Điểm tổng cộng |
0 |
1 |
-1 |
|
Xếp hạng |
2 |
1 |
3 |
|
Có nên tiếp tục không? |
Có |
Có |
Không |
Bảng 2. 1: Ma trận đánh giá ý tưởng
Ý tưởng 1: Dùng ý tưởng 1 làm chuẩn vì nó là một ý tưởng với kết cấu quen thuôc, khá phổ biến trong các ý tưởng về thiết bị thực phẩm ở quy mô nhỏ. Ý tưởng hoàn toàn có thể đáp ứng yêu cầu về năng suất. Các cụm chi tiết hoàn toàn nằm trong khả năng gia công và các loại vật liệu sử dụng cũng phổ biến, có khả năng đảm bảo vệ sinh an toàn thực phẩm, là một yếu tố quan trọng trong sản xuất thực phẩm.
Ý tưởng 2: Về mặt năng suất, ý tưởng này hoàn toàn có thể đáp ứng về mặt năng suất (0). Kết cấu không cồng kềnh, khả năng tự động hóa, lượng năng lượng tiêu hao vượt trội hơn (+). Sử dụng các cơ cấu về mặt gia công và vật liệu tương đương (0) do đó quá trình vận hành sẽ tương đương (0) nhưng vì sử dụng xích tải nên quá trình bảo dưỡng khó khăn và phức tạp hơn nên (-), về mặt vệ sinh an toàn thực phẩm cũng như về mặt kinh tế vượt trội hơn (+).
Ý tưởng 3: Ý tưởng này về mặt năng suất có thể đáp ứng (0), khả năng tự động hóa … vượt trội hơn (+), tuy nhiên kết cấu quá cồng kềnh, nhiều cụm chi tiết nên (0). Vì thế, về mặt vận hành và bảo trì khi có cơ cấu cấp bột này cũng không đơn giản (-). Yếu tố vệ sinh thực phẩm thì vẫn có thể đảm bảo nhưng chi phí cho cơ cấu này cũng không hề nhỏ nên sẽ dễ đẩy chi phí thiết bị lên cao (0).
2.2.2. Tính điểm và lựa chọn ý tưởng:
Bước 1: Chuẩn bị ma trận lựa chọn.
Ma trận quyết định lựa chọn có thêm cột trọng số. Các tiêu chí lựa chọn được gán cho một trọng số (tính theo giá trị %), các trọng số này được xác định dựa trên các tiêu chí đưa ra ở trên:
+ Năng suất: 30%
+ Đặc tính sản phẩm: 20%
+ Khả năng công nghệ: 20%
+ Vận hành, bảo dưỡng: 15%
+ Yếu tố VSATTP, kinh tế, môi trường...: 15%
Bước 2: Đánh giá và cho điểm các ý tưởng.
Các ý tưởng được so sánh với các tiêu chí chuẩn và được cho điểm vào ô tương ứng theo các mức sau:
- Tốt hơn rất nhiều: 5 – Nếu ý tưởng thiết kế có những đặc tính ưu việt hơn so với các thiết kế cùng chủng loại hiện có.
- Tốt hơn: 4 – Có khả thực thi và cạnh tranh, tuy vậy vẫn chưa mang lại hiệu quả tối ưu.
- Tương đương: 3 – Chưa có nhiều ưu điểm, ít sáng tạo hoặc không khả thi về mặt khả năng công nghệ.
- Kém hơn: 2 – Mang đến cho sản phẩm nhưng tác dụng tiêu cực so với tiêu chí trung bình đã được đề ra.
- Kém hơn rất nhiều: 1 – Thiết kế mang lại tác dụng ngược gây ảnh hưởng lớn tới đặc tính kỹ thuật của toàn bộ sản phẩm.
Có một điểm khác biệt trong ma trận tính điểm và lựa chọn các ý tưởng, đó là các tiêu chí được chọn làm chuẩn có thể không thuộc cùng một ý tưởng.
Bước 3: Tính điểm và xếp hạng các ý tưởng.
Tính tổng điểm ý tưởng theo công thức:










