ĐỒ ÁN TỐT NGHIỆP ĐIỆN TỬ PLC CHO HỆ THỐNG SƠN HIỆN ĐẠI
NỘI DUNG ĐỒ ÁN
ĐỒ ÁN TỐT NGHIỆP ĐIỆN TỬ PLC CHO HỆ THỐNG SƠN HIỆN ĐẠI, thuyết minh ĐỒ ÁN TỐT NGHIỆP ĐIỆN TỬ , bộ điều khiển lập trình PLC CHO HỆ THỐNG SƠN , Ngôn ngữ lập trình PLC CHO HỆ THỐNG SƠN , Thực thi chương trình PLC CHO HỆ THỐNG SƠN , LẬP TRÌNH SourceCode PLC CHO HỆ THỐNG SƠN
Phần I: Tổng quan về hệ thống sơn tĩnh điện
Chương I:
Tổng quan về quá trình làm sạch và sơn tĩnh điện tại công ty cơ điện Thủ Đức
1.1.1Giới thiệu:
Sơn làmột trong những biện pháp cách li bề mặt sản phẩm với môi trường, làm tăng tuổi thọ, khả năng thích nghi của sản phẩm trong các môi trường làm việc, cũng như về mặt thẩm mĩ. Cùng với sự phát triển của khoa học và kỹ thuật, ngành kỹ thuật sơn đã có nhưng tiến bộ vượt bậc. Nhiều kỹ thuật sơn mới ra đời, được ứng dụng rộng rãi trong các ngành công nghiệp và xây dựng đưa năng suất lao động lên cao, hạ giá thành sản phẩm, chất lượng màng sơn tốt hơn.
Phương pháp sơn tĩnh điện hoạt động dựa trên nguyên lí: sự tương tác hút giữa các vật thể mang điện tích trái dấu. Vật cần sơn được tích điện âm, sơn được phun ra dưới dạng hạt mang điện tích dương. So với phương pháp phun sơn thông thường, phương pháp này có nhiều ưu điểm:
+Lượng sơn hao tổn ít, sơn được các vật nhỏ
+Có thể sơn phủ được, màng có bề dày theo ý muốn
+Màng sơn tương đối đồng đều, kể cả những chỗ lồi lõm ít phức tạp
+Có thể tự động hoá quá trình sơn
+Năng suất cao, màng sơn bám vững chắc
Tuy vậy vẫn còn một số nhược điểm:
+Đối với sản phẩm có hình thù quá phức tạp, màng sơn dày mỏng khó đều
+Các thiết bị sơn khá phức tạp
+khó sơn các bề mặt bên trong sản phẩm
+Đòi hỏi các điều kiện an toàn lao động rất nghiêm ngặt
1.1.2 Sơ đồ xử lí bề mặt và sơn sản phẩm:
Hình 1.1
1.1.3 Các giai đoạn trong quá trình xử lí bề mặt và sơn tĩnh điện_thông số kỹ thuật:
1.1.3.1 Giai đoạn tẩy gỉ :
Tẩy gỉ với mục đích làm sạch bề mặt bị gỉ sét tạo độ nhẵn nhất định cho bề mặt cần sơn, tăng độ bám độ bền của lớp sơn. Có nhiều phương pháp tẩy gỉ, phổ biến nhất là hai phương pháp :
Phương pháp hoá học
Phương pháp cơ học
*)Giới thiệu phương pháp hoá học_Bể tẩy gỉ:
Sản phẩm được nhúng vào bể chứa dung dịch. Thành phần bao gồm:
<>Acid Sunfuric H2SO4 15_20%: tác dụng ăn mòn lớp oxit kim loại
<>Chất hãm PE_T100 3g/ml: hạn chế sự ăn mòn kim loại giảm sự tiêu hao hoá chất nhưng làm chậm quá trình tẩy gỉ khoảng 5 phút so với không dùng
Cách pha chế :
+Tính thể tích bể cần pha và đổ nước vào 2/3 dung tích làm việc của bể
+Đổ từ từ acid Sunfuric 200kg /1000lít thể tích bể
+Đổ từ từ acid H3PO4 150kg/1000 lít thể tích bể
+Sau khi đổ hết lượng acid vào bể ta châm nước đến vạch qui định
+khi dung dịch nguội đến nhiệt độ làm việc( < 600C) ta đổ 2 kg PE_T100/1000lít vào và ta khuấy kĩ cho tan đều
+Kiểm tra nồng độ và thêm hoá chất :
Trong quá trình làm việc nồng độ các hoá chất sẽ giảm dần. Để kiểm tra nồng độ bể acid, thông thường có 2 cách đơn giản :
Đánh giá thời gian tẩy gỉ
Đo tỉ trọng dung dịch
Kết hợp cả hai
*)Giới thiệu phương pháp cơ học:
Phương pháp cơ học phổ biến nhất là dùng máy phun cát, dùng phun trực tiếp vào bề mặt sản phẩm .tẩy gỉ theo nguyên lí dùng cơ năng của các hạt các bắn ra làm bong lớp oxít trên bề mặt kim loại. Phương pháp này tuy đơn giản về mặt xử lí kỹ thuật nhưng môi trường sản xuất độc hại.
1.1.3.2 Giai đoạn định hình bề mặt :
+Bể định hình bề mặt ngoài việc làm trung hoà, nó còn đóng vai trò hoạt hoá cho quá trinh phốt phát nhanh hơn, đều hơn, lớp phốt phát mịn hơn và sự bám sơn sẽ tốt hơn
+Cách pha chế :
Đổ nước công nghiệp vào khoảng ¾ dung tích bể
Cho hóa chất PL_ZNT vào 1_1,5 kg/1000 lít
Khuấy cho tan đều, rồi châm nước đến vạch qui định. Sau khi khuấy kĩ, đo độ PH của dung dịch. Nếu PH<8 thì : dùng Na2CO3 hoà tan trong nước rồi châm từng phần nhỏ khuấy đều và dùng giấy quì để xác định độ PH sao cho PH= 8_9,4
+Kiểm tra dung dịch hàng ngày :
Chỉ cần châm thêm 200_300 gam PL_ZNT và thường xuyên kiểm tra độ PH vì bể này dể bị nhiễm acid từ khâu tẩy gỉ. Dùng Na2CO3 để đưa độ PH<8
1.1.3.3 Giai đoạn Zn_phốt phát :
+dùng để tạo ra lớp phốt phát kẽm trên bề mặt kim loại. Lớp này có khả năng chống gỉ tốt và tăng độ bám cũng như độ đàn hồi của lớp sơn bên ngoài
+Thời gian phốt phát là 15_20 phút
+Thành phần dung dịch của bể Zn_phốt phát:
PB_L18M :dùng cho pha lần đầu
PB_L18R : dùng cho châm thêm hàng ngày
Tăng tốc AC_131 dùng để tăng tốc độ tạo ra lớp phốt phát (xúc tác)
Na2CO3 dùng để điều chỉnh acid tự do
+Cách pha chế:
Đổ nước công nghiệp vào khoảng ¾ dung tích làm việc của bể
Từ từ đổ PB_18M vào với 80kg/1000lít dung dịch và khuấy đều. Từ từ cho vào bể 1,5 gam Na2CO3(pha loãng với nước )/1000 lít dung dịch và khuấy đều
Đổ thêm nước vào đến vạch qui định và khuấy đều
Sau cùng cho vào bể 0,5 kg AC_131/1000lít dung dịch và khuấy đều
Pha xong khuấy kĩ trong vòng 15_20 phút cho hoá chất tan đều, kiểm tra lại các thông số kĩ thuật :
Acid tổng TA=18_22 điểm
Acid tự do FA=0,6_1,2 điểm
AC=1,2_2,5 điểm
Nếu các thông số trên thoả mãn thì bể đã sẳn sàng ở điệu kiện làm việc
+Cách kiểm tra dung dịch châm thêm hàng ngày :
Kiểm tra acid tổng TA :
Dùng phoette lấy 10ml mẫu thử từ bể phốt phát và cho vào bình tam giác 200ml, cho vào 4_5 giọt chất chỉ thị màu D3(phenolphthalein), sau đó chuẩn độ với dung dịch 0,1N NaOH cho đến khi có màu hồng nhạt bền. Số ml của dung dịch T11 đã sử dụng chính là số điểm của acid tổng TA
Duy trì số điểm TA trong khoảng 18_22 điểm0. Để tăng TA lên 1 điểm cần thêm vào khoảng 3 kg PB_L18R /1000lít dung dịch
Kiểm tra acid tự do FA:
Làm như trên nhưng cho vào 3_4 giọt chỉ thị màu D11(Bromphenol Blue) rồi chuẩn độ với dung dịch T11 (0,1N NaOH). Điểm kết thúc khi mẫu chuyển từ màu vàng sang màu xanh tím dưới ánh đèn. Số ml dung dịch T11 đã sử dụng chính là số điểm của FA
Để giảm FA xuống 0,1 điểm cần 53 gam Na2CO3 /1000lít dung dịch
Kiểm tra độ tăng tốc AC_131:
Nồng độ chất tăng tốc trong dung dịch được xác định bằng điểm .
Tối ưu:1,2_2,5 điểm, để xác định điểm này ta dung ống SACCHAROMETER đổ dung dịch đầy ống rồi cho vào khoảng ½ muỗng cafê chất REAGENT 205 rồi dùng lòng bàn tay bịt chặt miệng ống và dựng ngược lên cho chất bột lọt vào phía trong ống. Sau đó để ống đứng yên trong vào 1_2 phút. Thể tích không khí chiếm chỗ trong ống chính là số điểm của AC.
Nồng độ AC sẽ bị mất dần trong quá trình làm việc, thậm chí không làm việc .Do đó ngay đầu giờ làm việc phải thêm AC vào kết hợp với khuấy đều. Thông thường để tăng AC lên 1 điểm ta cần cho vào bể khoảng 150 gam AC_131/1000lít dung dịch
1.1.3.4 Giai đoạn sơn tĩnh điện_Các thao tác chuẩn bị:
+Làm tơi bột :
Mở công tắc nguồn module điều khiển
Mở nắp đậy thùng chứa
Từ từ làm tăng khí làm tơi bột. Bột sơn phải sôi nhẹ nhưng đều. Nếu thấy cần thiết có thể tăng khí làm tơi bột cho đến khi bột sôi đều, sau đó giảm khí cho đến khi bột sôi nhẹ +Điều chỉnh lượng bột ra và chùm bột:
Hướng nòng súng vào buồng phun sơn và bóp cò súng
Điều chỉnh khí vận chuyển. Tuỳ theo công nhân cần sơn lưu lượng nhiều hay ít mà chọn trị số thích hợp
Điều chỉnh khí bổ sung. Nếu khi vận chuyển đặt ở mức >2,5 bar thì không cần khí bổ sung nữa, có thể xoay hết cỡ nút khí bổ sung về phía trái (Sau khi điều chỉnh khí vận chuỵển thì hòn bi trong cột hiển thị phải di động trong phạm vi màu xanh lá cây (4_5 m3/gờ)
+Điều chỉnh áp suất khí làm sạch :
Đối với đầu phun tia thẳng :
Điều chỉnh đồng hồ đo áp suất ở trên module điều khiển tới mức nạp bột theo yêu cầu
Điều chỉnh lượng khí bổ sung trên cột đo khí sao cho hòn bi di động ở vạch màu xanh lá cây phía dưới cột thước đo
Điều chỉnh khí làm sạch thể hiện trên thước đo sao cho hòn bi di động ở vạch màu xanh lá cây phía dưới cột thước đo
*Đối với đầu phun bột thành chùm cong :
Điều chỉnh đồng hồ đo áp suất ở trên module điều khiển tới mức nạp bột theo yêu cầu
Điều chỉnh lượng khí bổ sung trên cột đo khí sao cho hòn bi di động ở vạch màu xanh lá cây trên thước đo
Điều khiển khí làm sạch thể hiện thước đo sao cho hòn bi di động ở vạch màu xanh lá cây trên thước đo
Điều chỉnh chùm bột sơn
Nhấc súng lên và chỉa vào buồng sơn nhưng không chỉa vào sản phẩm định sơn
Bóp cò súng
Điều chỉnh điện cao thế: kiểm tra bằng cách theo dõi đèn led phải sáng, khi sơn bình thường trị số điện thế từ 70_100KV, khi cần dặm vá sản phẩm trị số điện thế 30_50KV
Hướng súng ở khoảng cách 20cm vào các sản phẩm cần sơn
Di chuyển súng đều từ trên xuống dưới từ trái qua phải để bột sơn bám đêu trên các sản phẩm cần sơn. Công nhân phải di chuyển đều để tạo nên 1 lớp sơn mỏng, bề dày lớp sơn từ 50_100m
Kết thúc sơn : nhả cò súng, tắt các công tắc điều khiển
1.1.3.5 Giai đoạn sấy sản phẩm :
+Đây là giai đoạn làm cho sơn đang ở dạng bột bám chảy phủ đều lên bề mặt sản phẩm.Trình tự thực hiện giai đoạn:
+Kiểm tra tính đều của sơn, có thể sơn dặm
+Đưa sản phẩm vào lò sấy, các sản phẩm đặt cách lò >30cm
+Đặt đồng hồ nhiệt độ ở vị trí 2000C, thời gian 5 phút. Đóng điện trở lò sấy
+Sấy khoảng 45 phút (từ nhiệt độ bình thường lên đến nhiệt độ 2000C khoảng 30 phút, giữ nhiệt độ trong 15 phút )
+Chuyển sản phẩm ra khỏi lò để nguội
.........................................................
Phần I-Chương 3
6
- -
Chương II :
Phương án thiết kế tự động hoá bằng dây chuyền hệ thống sơn tĩnh điện vỏ thùng máy biến áp
1.2.1 Giới thiệu sản phẩm :
Các sản phẩm truyền thống của Công ty cơ điện Thủ Đức :
+Các loại máy biến áp 100KVA, 200KVA, 320KVA,…có vỏ thùng dạng hình khối chữ nhật(hình 2.1a)
+Các loại máy biến áp một pha có vỏ thùng dạng hình trụ(hình 2.1b)
Hình 2.1a Hình 2.1b
1.2.2 Mô hình các cơ cấu truyền động qua từng giai đoạn:
1.2.2.1 Băng tải _các động cơ băng tải:
a)Chức năng:
Băng tải đóng vai trò vận chuyển vật cần sơn trải qua các công đoạn của quá trình làm sạch và sơn tĩnh điện. Nó tạo nên tính liên tục của quá trình sản xuất. Băng tải được truyền động bởi các động cơ không đồng bộ 3 pha thông qua các cơ cấu truyền động. Tốc độ của băng tải của từng công đoạn sản xuất khác nhau phụ thuộc vào yêu cầu kỹ thuật sản xuất và đảm bảo không xảy ra dồn ứ sản phẩm
b)Giới thiệu mô hình cơ cấu truyền động:
Chọn băng tải có cấu trúc kim loại. Động cơ truyền động cho băng tải qua
các cơ cấu bánh răng (Hình 2.2)
c)Giới thiệu phương pháp tính toán chọn công suất động cơ băng tải:
Tính chọn công suất động cơ truyền động thiết bị vận tải liên tục thường theo công suất cản tĩnh. Chế độ quá độ không tính đến vì số lần đóng cắt ít, không ảnh hưởng đến chế độ tải của động cơ truyền động .
Phụ tải của thiết bị vận tải liên tục thường ít thay đổi trong quá trình làm việc nên
không cần thiết phải kiểm tra theo điều kiện
phát nóng và quá tải. Trong điều kiện làm việc
nặng nề của thiết bị, cần kiểm tra theo
điều kiện mở máy . Hình 2.3
Sau đây là một phương pháp tính chọn công suất động cơ truyền động băng tải.
Trên hình 2.3 cho thấy: một lực bất kì theo phương thẳng đứng đặt trên mặt nghiêng, có thể phân thành hai thành phần
_vuông góc với mặt nghiêng
_Song song với mặt nghiêng
Khi tính toán chọn công suất động cơ truyền động băng tải, thường tính theo các thành phần sau:
+Công suất P1 để dịch chuyển vật liệu
+Công suất P2 để khắc phục tổn thất do ma sát trong các ổđỡ, ma sát giữa băng tải và các con lăn khi băng tải chạy không
+Công suất P3 để nâng tải( nếu làbăng tải nghiêng)
Lực cần thiết để dịch chuyển vật liệu là :
Vì thành phần pháp tuyến:
tạo ra lực cản (masát) trong các ổ đỡ và ma sát băng tải và các con lăn
Trongđó: _góc nghiêngcủa băng tải
L_chiều dài băng tải
m_khối lượng vật liệu trên một mét băng tải
K1_hệ số tính tới lực cản khi dịch chuyển vật liệu K1=0,05
Công suất cần thiết để dịch chuyển vật liệu là:
Lực cản do các loại ma sát sinh ra khi băng tải chuyển động không tải sẽ là:
K2 _Hệ số tính đến lực cản khi không tải
mb_Khối lượng băng tải trên một mét chiều dài băng
Công suất cần thiết để khắc phục lực cản ma sát :
Lực cần thiết để nâng vật :
Trong biểu thức trên ,lấy dấu cộng khi tải đi lên và dấu trừ tương ứng với tải đi xuống
Công suất nâng bằng:
Công suất tĩnh của băng tải:
Công suất động cơ truyền động băng tải được tính theo biểu thức sau:
Trong đó :K3_Hệ số dự trữ về công suất(K3=1,2_1,25)
_Hiệu suất truyền động
1.2.2.2 Buồng sơn _cơ cấu truyền động:
a)Chức năng:
+Tay nâng dùng nâng vật cần sơn để sơn đựợc mặt đáy sản phẩm. Đồng thời nó có thể quay sản phẩm làm thay đổi vị trí bề mặt của vật cần sơn.
+Cơ cấu sơn có chức năng dịch chuyển các súng phun phun đều lên bề mặt sản phẩm
+Bộ phận thu hồi sơn bao gồm :quạt hút và 8 bộ lưới lọc nối với máy nén khí thông qua 8 van điện solenoid dùng để xả sơn (thu hồi)
+Bồng sơn và súng phun sơn :sơn được làm tơi thành bột bởi khí nén, các hạt sơn được dẫn qua một trường điện có hiệu điện thế cao và được tích điện. Việc phun sơn điều khiển bởi các van điện solenoid
b)Giới thiệu tổng quát mô hình :
* Cơ cấu truyền động của hệ thống sơn (Bản vẽ 1):
Mô tả:
+Contac 1, 2 :là loại contac hành trình giới hạn trên, dưới cơ cấu sơn
+Contac 3, 4: là loại contac hành trình giới hạn trong, ngoài cơ cấu sơn
+Contac 5, 6:loại contac hành trình giới hạn 2 bên của cơ cấu sơn
+Đầu dò: loại cảm biến đến gần nhận biết sản phẩm trong khoảng 20 cm. Nó có chức năng điều khiển ,giử cho khoảng cách giữa súng phun và đối tượng cần sơn là 1 khoảng nhất định
+Cảm biến nhận biết vật sơn: loại cảm biến đến gần, có chức năng nhận biết vị trí vật cần sơn
+Các súng phun sơn: được điều khiển phun sơn bởi các nam châm điện dùng bóp, nhả cò súng
+Cơ cấu dịch chuyển ra, vào cơ cấu phun sơn: được truyền động bởi động cơ điện qua bánh răng _thanh răng
+Cơ cấu dịch chuyển cơ cấu phun sơn dọc theo băng tải
+Cơ cấu dịch chuyển súng phun
* Cơ cấu truyền động tay nâng (Bản vẽ 2):
Mô tả:
+Tay kẹp: dùng để kẹp sản phẩm,được truyền động qua cơ cấu bánh răng _trục xoắn
+Nâng sản phẩm : được thực hiện bởi 1 động cơ quấn cuộn cáp qua hệ thống ròng rọc
+Quay sản phẩm :1 động cơ truyền động quay tay nâng thông qua bánh răng_bàn khớp răng
+Cảm biến ánh sáng:xác định vị trí xoay của tay nâng thông qua 4 lỗ đục
*Mô hình tổng quát buồng sơn:(Bản vẽ 3 )
+Sàn thu hồi sơn
+Cảm biến :nhận biết sản phẩm đi vào buồng sơn
+Động cơ quạt hút :có chức năng hút sơn vào các bộ lọc sơn. Động cơ này hoạt động khi buồng sơn hoạt động sơn
+8 bộ lọc sơn :có chức năng giữ bụi sơn và xả thu hồi sơn bởi các van khí solenoid
c)Giới thiệu phương pháp tính toán chọn công suất động cơ:
Cơ cấu nâng hạ:
Động cơ truyền động cơ cấu nâng hạ đóng vai trò quan trọng trong hệ thống .Động cơ này làm việc ở chế độ ngắn hạn lặp lại, nên khi chọn công suất động cơ phải tính đến phụ tải động
*)Tính toán phụ tải tĩnh :
Phụ tải tĩnh của cơ cấu nâng hạ chủ yếu là do tải trọng quyết định. Để xác định phụ tải tĩnh, phải dựa vào sơ đồ động học của cơ cấu nâng hạ cụ thể. Giả sử ta có sơ đồ động học sau:(Hình 2.4 )
+Phụ tải tĩnh khi nâng có tải :[N.m]
Trong đó :
G_Trọng lượng của tải trọng[N]
G0_trọng lượng của bộ lấy tải[N]
Rt_Bán kính của tang nâng
U_ bội số của hệ thống ròng rọc
c_Hiệu suất của cơ cấu
i_Tỉ số truyền
Trong đó:
v_tốc độ nâng tải[m/s]
n_tốc độ quay của động cơ[vòng/s]
Trong các công thức trên, hiệu suất c lấy bằng định mức khi tải trọng bằng định mức .ứng với các tải trọng khác định mức ,cần xác định c theo tải trọng như trên (hình 7):
Xác định c dựa theo hệ số mang tải:
+Phụ tải tĩnh khi nâng không tải:
+Phụ tải tĩnh khi hạ tải:
Có thể có hai chế độ hạ tải: hạ động lực và hạ hãm. Hạ động lực khi tải trọng nhỏ .Khi đó moment do tải trọng gây ra không đủ để thắng moment ma sát trong cơ cấu .Máy điện làm việc ở chế độ động cơ
Hạ hãm thực hiện khi hạ tải trọng lớn. Khi đó moment do tải trọng gây ra rất lớn .Máy điện phải làm việc ở chế độ hãm để giữ cho tải trọng được hạ với tốc độ ổn định .(chuyển động không có gia tốc)
Để xác định moment trên trục của động cơ khi hạ tải cần thực hiện vài phép biến đổi sau:
Gọi moment trên trục của động cơ do tải trọng gây ra không có tổn thất là Mt thì:
Khi hạ tải ,năng lượng được truyền từ phía tải trọng sang cơ cấu truyền động nên:
Trong đó : Mh_ moment trên trục động cơ khi hạ tải [N.m]
M_tổn thất moment trong cơ cấu truyền động [N.m]
h_hiệu suất của cơ cấu khi hạ tải
Nếu _hạ hãm , _hạ động lực
Coi tổn thất trong cơ cấu nâng_hạ khi nâng tải và hạ tải như nhau ,thì:
Do đó:
Từ đó ta có :
Đối với những tải tương đối lớn (c>0,5) ta có h >0, Mh >0. Điều đó có nghĩa là moment động cơ ngược chiều với moment phụ tải. Động cơ làm việc ở chế độ hạ hãm. Khi tải trọng tương đối nhỏ (c<0,5) thì h<0 , moment động cơ cùng chiều với moment phụ tải. Động cơ làm việc ở chế độ hạ động lực.
*)Tính toán hệ số tiếp diện tương đối:chu kì làm việc của cơ cấu nâng _hạ bao gồm các giai đoạn sau:hạ không tải, nâng tải, hạ tải và nâng không tải (giữa các giai đoạn thường có thời gian nghỉ)
Khi tính toán hệ số tiêp diện tương đối, chúng ta bỏ qua thời gian hãm máy và mở máy
Thời gian toàn bộ một chu kì làm việc của cơ cấu nâng _hạ có thể được tính theo năng suất Qvà tải trọng định mức Gđm:
Trong đó:Tlv_thời gian việc của một chu kì, xác định theo điều kiện làm việc cụ thể của cơ cấu
*)Chọn sơ bộ công suất động cơ: chọn sơ bộ công suất động cơ có thể theo phụ tải trung bình Mtb , hoặc theo phụ tải đẳng trị Mdt kết hợp với hệ số tiếp điện tương đối TĐ%
Phụ tải trung bình ,phụ tải đẳng trị được tính theo các biểu thức sau:
Trong đó:Mi_trị số moment ứng với khoảng thời gian ti
K=(1,2_1,3)_hệ số,phụ thuộc vào độ nhấp nhô của đồ thị phụ tải, tần số mở máy , hãm máy
Điều kiện để chọn công suất động cơ:
*)Kiểm nghiệm:
Để kiểm nghiệm công suất động cơ đã chọn, cần phải xây dưng biểu đồ phụ tải chính xác. Sau khi đã xét đến thời gian mở máy, hãm máy và thời gian nghỉ của động cơ, tính lại thời gian tiếp điện tương đối thực
Trong đó ti _ Tổng thời gian làm việc
tih _Tổng thời gian hãm
timm _ Tổng thời gian mở máy
Và tính phụ tải chính xác theo đại lượng đẳng trị Mdtcx
Động cơ đã chọn là đúng nếu thoả mãn yêu cầu :
Trong đó :Mtc_là moment qui đổi về hệ số tiếp điện tiêu chuẩn
TĐ%_hệ số tiếp điện tiêu chuẩn
1.2.2.3 Lò nung_cơ cấu truyền động:
a)Chức năng:
+Hai động cơ xoay chiều 3 pha dùng đóng mở cửa lò
+Lò được cấp nhiệt bởi 1 hệ thống các thanh điện trở nhiệt. Điều khiển nhiệt độ lòbằng cách điều khiển công suất như: đóng1 cắt nguồn theo chu kì, đổi nối sao_tam giác, đổi nối phần tử nối tiếp_song song,….
b)Mô hình lò nung(Bản vẽ 4):
+Cửa lò đóng, mở được thông qua dây cáp. Dây cáp này được quấn lại bởi 1 cuộn cáp gắn đồng trục với trục động cơ đóng, mở cửa lò(M15 và M16).
+Các contac hành trình 5, 6 giới hạn trên, dưới cửa lò trước và contac hành trình 7, 8 giới hạn trên, dưới cửa lò sau.
+Hai cảm biến (sensor 8, 9 ) nhận biết sản phẩm để đóng mở cửa lò.
+Các thanh điện trở nhiệt được bố trí xung quanh trên thành lò nung
c)Tổng quan về lò nhiệt điện trở:
<*>Phần tử đốt nóng :
Phần tử đốt nóng cần phải có các đặc điểm sau: điện trở suất lớn, hệ số nhiệt điện trở nhỏ và phải có tuổi thọ làm việc trung bình cao. Có thể phân chúng thành 3 nhóm sau:
+Nhiệt độ thấp :500700 0K, trao đổi nhiệt độ chủ yếu bằng phương pháp đối lưu
+nhiệt độ làm việc trung bình từ, 9001300 0K, trao đổi nhiệt bằng đối lưu, dẫn nhiệt và bức xạ nhiệt
+Nhiệt độ làm việc cao từ 15002300 0K, chủ yếu truyền nhiệt bằng bức xạ
<*>Phương pháp điều khiển nhiệt độ lò:
+Điều khiển nhiệt độ lò theo phương pháp chu kì là một trong những phương pháp duy trì nhiệt độ lò thường dùng trong sản xuất công nghiệp. Phương pháp này có nhiều ưu điểm: có thể điều chỉnh nhiệt độ làm việc của lò thông qua điều khiển chu kì đóng cắt contactor, mạch điều khiển đơn giản, rẻ tiền.
Tuy nhiên nó có nhược điểm đối với các
yêu cầu đòi hỏi sự chính xác, sự ổn định
nhiệt bé.
+Trong luận văn này ta ứng dụng PLC
để điều khiển nhiệt độ lò: nhiệt độ lò được
nhận biết bởi một cảm biến nhiệt.
Cảm biến này chuyển đổi việc đo
nhiệt độ thành đo điện. Nó có chức năng
nhận biết ngưỡng nhiệt độ để từ đó truyền
tín hiệu logic về PLC , chương trình“quyết định” Hình 2.5
đóng hay ngắt contactor cấp nguồn
cho các điện trở nhiệt
<*>Phương pháp tính toán dây đốt:
Xuất phát từ năng suất lò ,ta tính ra công suất lò tiêu thụ từ lưới điện. Năng suất lò:
Trong đó: M_khối lượng vật gia nhiệt (kg)
t_thời gian gia nhiệt (s)
Nhiệt lượng hữu ích cần cấp cho vật gia nhiệt
Trong đó :c_nhiệt dung riêng trung bình của vật gia nhiệt trong khoảng nhiệt độ ,[J/kg.độ];
_nhiệt độ lúc gia nhiệt và lúc đầu của vật gia nhiệt [0C]
Công suất hữu ích của lò :
Công suất lò :
Trong đó : _Hiệu suất lò
Thường lò điện trở có hiệu suất =0,70,8
Công suất đặt của thiết bị
Trong đó :k_hệ số dự trữ, tính đến tình trạng điện áp lưới bị tụt thấp, do dây hoá già mà điện trở tăng lên
k=1,21,3 đối với lò làm việc liên tục
k=1,41,5 đối với lò làm việc theo chu kỳ
Từ công suất P, có thể tính gần đúng mật độ công suất dây đốt một pha. Đó là khả năng cấp nhiệt của dây đốt trong một đơn vị thời gian trên một đơn vị diện tích bề mặt dây
Trong đó: m_số pha
Fdđ _diện tích bề mặt (diện tích xung quanh)của dây đốt một pha [m2] .Từ công suất lò, có thể tính được kích thước dây đốt cần trang bị cho lò. Với lò có số pha đối xứng, công suất một pha sẽ là:
Trên quan hệ toả nhiệt, công suất dây đốt cấp nhiệt qua diện tích xung quanh Fdđ nên:
Suy ra:
Trong đó: L_chiều dài dây đốt[m]
C_chu vi tiết dịên dây đốt [m]
Trên quan hệ giữa các thông số điện thì
Suy ra:
Trong đó:S_Diện tích tiết diện dây đốt ,[m2]
Từ đo ta có:
Vế trái của biểu thức trên là các thông số về kích thước dây đốt.Thừa số đầu của vế phải là các thông số về điện. Thừa số sau của vế phải nói lên quan hệ nhiệt của dây. Dây đốt dùng trong lò điện trở có thể có tiết diện tròn hay chữ nhật và kích cỡ như bảng sau:
Nhiệt độ làm việc trong
Lò [0C] Kích thước dây đốt (mm)
Dây tròn
(Đường kính d) Dây chữ nhật
(kích thước a*b),(a/b=m)
<300
300_600
600_800
800_1000
1000_1100
1100_1200 1
2
3_4
4_5
6_7
7_8 8*1
10*1
15*1,5
20*2
25*2
25*3.
Khi bố trí dây trong lò, dây có thể uốn xoắn tròn (hình a) đối với dây tròn hoặc uốn dích dắc (hình b) đối với dây chữ nhật hay tròn
Khi uốn xoắn tròn, đường kính uốn là tuỳ theo độ bền của dây đốt. Thường D=(4_10)d, bước xoắn S2.d
Khi uốn dích dắc, kích thước cũng tuỳ thuộc vào độ bền cơ của dây đốt. Thường A100a, S2b. Đối với dây tròn S5d
Trong các lò có nhiệt độ làm việc dưới 7000C, việc truyền nhiệt từ dây đốt đến vật gia nhiệt chủ yếu là do hiện tượng dẫn nhiệt và đối lưu. Trong các lò có nhiệt độ cao hơn 7000C thì việc truyền nhiệt chủ yếu do bức xạ
Để dễ dàng nghiên cứu phân tích, ta giả thiết rằng, tổn thất nhiệt qua vỏ lò bằng 0 và dây đốt là một lá mỏng bao kín vật gia nhiệt, nghĩa là coi diện tích toả nhiệt của dây bằng diện tích xung quanh vật gia nhiệt. Trong điều kiện đó, phương trình trao đổi nhiệt bức xạ giữa dây đốt (lí tưởng ) và vật gia nhiệt sẽ là
Trong đó : P_công suất lò [W]
Cs_khả năng bức xạ của vật đen tuyệt đối ;
Cs =5,7 W/m;
Tdđ_nhiệt độ dây dốt ,[0K]
Tv_nhiệt độ vật gia nhiệt [0K];
qđ_hệ số bức xạ nhiệt qui đổi
Trong đó :dđ và v _các hệ số bức xạ nhiệt (độ đen) của vật liệu làm dây đốt và vật liệu làm vật gia nhiệt. Từ đó ta có mật độ công suất
Ws_gọi là mật độ công suất trao đổi nhiệt giữa 2 vật đen tuyệt đối. Giá trị Ws cho theo đồ thị hình bên và phụ thuộc vào nhiệt độ dây đốt và vật gia nhiệt
Trong các điều kiện làm việc thực của lò thì bức tranh mô tả quá trình phức tạp hơn. Dây không bao kín vật gia nhiệt, nhiệt tổn thát qua vách lò, thành trong lò cũng trao đổi nhiệt với vật gia nhiệt ..vv…Các yếu tố đó được đề cập đến qua hệ số bức xạ có hiệu lực của dây đốt và mật độ công suất cho phép là:
Sau đây một số trị số để tham khảo:
+Dây xoắn tròn đặt trong rãnh nửa kín ở vách lò =0,16_0,24
+Dây xoắn tròn đặt trong ống trên thành lò =0,3_0,36
+Dây dích dắc hay thanh =0,6_0,72
+Dây chữ nhật uốn dích dắc =0,38_0,44
1.2.2.4 Làm sạch bề mặt _chuẩn bị sơn:
1) Chức năng :
Giai đoạn làm sạch bao gồm : tẩy gỉ, rửa nước bằng cách nhúng, rửa nước phun ,dịnh hình bề mặt, phốt phát, sấy khô bằng quạt. Trong giai đoạn này bề mặt sản phẩm được làm sạch nhẳng, phủ một lớp bảo vệ lên bề mặt, được tích điện âm chuẩn bị cho giai đoạn sơn
2) Mô hình của các giai đoạn làm sạch :
+Mô hình các bể chứa dung dịch (Bản vẽ 5):
+Mô hình làm sạch bằng nước phun(Bản vẽ 6 ):
+Bố trí quạt sấy sản phẩm(Bản vẽ 7):
...........................................................
Phần III-Chương 2
Chương II:
Chương trình điều khiển hệ thống
làm sạch và sơn tĩnh điện
.1 Chương trình điều khiển(thời gian các bộ Timer chỉ có tính chất tượng trưng)
địa chỉ đầu vào:
Địa chỉ Mô tả Chức năng
%I1.0 Nút nhấn thường hở STOP_ngắt nguồn mạch điều khiển
%I1.1 Nút nhấn thường hở START_cấp nguồn mạch điều khiển
%I1.2 Nút nhấn thường hở STOP1_dừng hệ thống băng tải
%I1.3 Nút nhấn thường hở RUN_bắt đầu vận hành băng tải
%I1.4 Cảm biến nhiệt OL1_báo quá tải động cơ băng tải1
%I1.5 Cảm biến nhiệt OL2_báo quá tải động cơ băng tải2
%I1.6 Cảm biến nhiệt OL3_báo quá tải động cơ băng tải3
%I1.7 Cảm biến nhiệt OL4_báo quá tải động cơ băng tải4
%I1.8 Cảm biến nhiệt OL5_báo quá tải động cơ băng tải5
%I1.9 Cảm biến nhiệt OL6_báo quá tải động cơ băng tải6
%I1.10 Nút nhấn thường hở FAST STOP_dừng khẩn cấp các động cơ băng tải
%I1.11 Cảm biến quang Kiểm tra trạng thái chờ của buồng sơn
%I1.12 Cảm biến quang Nhận biết sản phẩm vào buồng sơn
%I1.13 Contac hành trình Giới hạn dọc theo băng tải của cơ cấu sơn
%I1.14 Cảm biến dò gần Nhận biết đối tượng cần sơn
%I1.15 Contac hành trình Giới hạn dọc theo băng tải của cơ cấu sơn
%I1.16 Cảm biến quang Xác định vị trí xoay của tay nâng
%I1.17 Cảm biến dò gần Điều chỉnh khoảng cách giữa súng phun và đối tượng cần sơn
%I1.18 Contac hành trình Giới hạn trong của cơ cấu sơn
%I1.19 Contac hành trình Giới hạn ngoài của cơ cấu sơn
%I1.20 Contac hành trình Giới hạn dưới của súng phun
%I1.21 Contac hành trình Giới hạn trên súng phun
%I1.22 Nút nhấn thường hở Xả khí cho bộ thu sơn bằng tay
%I1.23 Contac hành trình Giới hạn dưới cửa lò trước
%I1.24 Cảm biến quang Nhận biết sản phẩm tới trước của lò
%I1.25 Contac hành trình Giới hạn trên cửa lò trước
%I1.26 Contac hành trình Giới hạn dưới cửa lò sau
%I1.27 Cảm biến quang Nhận bết sản phẩm sắp ra khỏi lò
%I1.28 Contac hành trình Giới hạn trên cửa lò sau
%I1.29 Cảm biến quang Nhận biết sản phẩm tới giàn phun nước
%I1.30 Cảm biến quang Nhận biết sản phẩm tới giàn sấy khô bằng quạt
%I1.31 Cảm biến nhiệt OL7_báo quá tải động cơ nâng
%I3.0 Cảm biến nhiệt OL8_báo quá tải động cơ quay tay nâng
%I3.1 Cảm biến nhiệt OL9_báo quá tải động cơ cửa lò trước
%I3.2 Cảm biến nhiệt OL10_báo quá tải động cơ của lò sau
%I3.3 Nút nhấn thường hở Ngắt nguồn lò nhiệt
%I3.4 Nút nhấn thường hở Cấp nguồn lò nhiệt
%I3.5 Cảm biến nhiệt Điều khiển nhiệt dộ lò
%I3.6 Cảm biến nhiệt Bảo vệ quá nhiệt lò nhiệt
3.2.3 Khai báo các địa chỉ đầu ra:
Địa chỉ Mô tả Chức năng
%Q2.0 Cuộn dây của contactor Cấp nguồn cho mạch điều khiển
%Q2.1 Cuộn dây của contactor Điều khiển động cơ băng tải 1
%Q2.2 Cuộn dây của contactor Điều khiển động cơ băng tải 2
%Q2.3 Cuộn dây của contactor Điều khiển động cơ băng tải 3
%Q2.4 Cuộn dây của contactor Điều khiển động cơ băng tải 4
%Q2.5 Cuộn dây của contactor Điều khiển động cơ băng tải 5
%Q2.6 Cuộn dây của contactor Điều khiển động cơ băng tải 6
%Q2.7 Đèn báo Báo quá tải động cơ băng tải 1
%Q2.8 Đèn báo Báo quá tải động cơ băng tải 2
%Q2.9 Đèn báo Báo quá tải động cơ băng tải 3
%Q2.10 Đèn báo Báo quá tải động cơ băng tải 4
%Q2.11 Đèn báo Báo quá tải động cơ băng tải 5
%Q2.12 Đèn báo Báo quá tải động cơ băng tải 6
%Q2.13 Đèn báo Báo dừng tạm thời các động cơ băng tải(chờ sơn)
%Q2.14 Cuộn dây của contactor Điều khiển động tác kẹp
%Q2.15 Cuộn dây của contactor Điều khiển động tác nhả
%Q2.16 Cuộn dây của contactor Điều khiển động tác nâng
%Q2.17 Cuộn dây của contactor Điều khiển động tác hạ
%Q2.18 Cuộn dây của contactor Điều khiển cơ cấu sơn di chuyển dọc băng tải
%Q2.19 Cuộn dây của contactor Điều khiển cơ cấu sơn di chuyển dọc băng tải theo chiều ngược lại
%Q2.20 Cuộn dây của contactor Điều khiển động cơ quay tay nâng
%Q2.21 Cuộn dây của contactor Điều khiển kéo cơ cấu sơn ra
%Q2.22 Cuộn dây của contactor Điều khiển đưa cơ cấu sơn vào
%Q2.23 Đèn báo Báo quá tải động cơ quay tay nâng
%Q2.24 Cuộn dây của contactor Điều khiển các cò súng phun
%Q2.25 Cuộn dây của contactor Điều khiển di chuyển súng phun
%Q2.26 Cuộn dây của contactor Điều khiển di chuyển súng phun theo hướng ngược lại
%Q2.27 Cuộn dây của contactor Điều khiển van xả khí bộ thu sơn
%Q2.28 Cuộn dây của contactor Điều khiển động cơ mở của lò trước
%Q2.29 Cuộn dây của contactor Điều khiển động cơ đóng cửa lò trước
%Q2.30 Cuộn dây của contactor Điều khiển động cơ mở cửa lò sau
%Q2.31 Cuộn dây của contactor Điều khiển động cơ đóng cửa lò sau
%Q4.0 Đèn báo Báo quá tải động cơ cửa lò sau
%Q4.1 Cuộn dây của contactor Cấp nguồn cho điện trở lò nhiệt
%Q4.2 Cuộn dây của contactor Điều khiển động cơ bơm phun nước rửa
%Q4.3 Cuộn dây của contactor Điều khiển quạt sấy khô
%Q4.4 Cuộn dây của contactor Điều khiển quạt thu hồi sơn
%Q4.5 Đèn báo Báo sự cố các điện trở lò nhiệt
%Q4.6 Đèn báo Báo quá tải động cơ nâng ,hạ
%Q4.7 Đèn báo Báo quá tải động cơ điều khiển cửa lò trước
3.2.4 Giải thích chương trình điều khiển:
3.2.4.1 Khối RUN và STOP hệ thống:
3.2.4.1.1 Chức năng: cấp/ngắt nguồn toàn mạch điều khiển
3.2.4.1.2 Hoạt động :
Nhấn nút START, cuộn dây contactor MS(%Q2.0) được cấp nguồn, đóng các tiếp điểm của nó, cấp nguồn cho toàn mạch điều khiển.
Nhấn nút STOP, cuộn dây contactor MS bị ngắt nguồn, mở các tiếp điểm của nó ,ngắt nguồn toàn mạch điều khiển.
Khi quá tải động cơ ở những công đoạn quan trọng(cụ thể ở khối bảo vệ), cuộn dây MS cũng bị ngắt nguồn, ngắt nguồn toàn mạch điều khiển.
3.2.4.2 Khối điều khiển các động cơ băng tải:
3.2.4.2.1 Chức năng:
Điều khiển chạy/dừng các động cơ băng tải. Đối với chế độ dừng có các chế độ :
dừng tạm thời; dừng khẩn cấp; dừng bình thường.
3.2.4.2.2 Hoạt động:
Nhấn nút RUN ,bắt đầu chạy động cơ băng tải thứ nhất.Sau thời gian tạo trễ, động cơ băng tải thứ hai được cấp nguồn, tiếp tục tạo thời gian trễ để cấp nguồn cho động cơ băng tải thứ ba. Tiếp tục như thế đến khi chạy hết các động cơ băng tải. Mục đích của việc khởi động lần lượt các động cơ băng tải là loại bỏ hiện tượng: băng tải chạy không có sản phẩm khi hệ thống bắt đầu hoạt động, tiết kiệm chi phí vận hành.
Nhấn nút STOP1, ngắt nguồn động cơ băng tải thứ nhất. Tạo thời gian trễ, ngắt nguồn động cơ băng tải thứ hai, tiếp tục tạo trễ để ngắt nguồn động cơ băng tải ba. Tiếp tục như thế đến lúc ngắt nguồn động cơ băng tải tứ năm. Mục đích của việc dừng lần lượt các động cơ băng tải là tiết kiệm chi phí vận hành (tiết kiệm điện năng tiêu thụ), hợp lí hoá sản xuất.
Nhấn nút FAST STOP, ngắt nguồn cung cấp tất cả các động cơ băng tải phục vụ giai đoạn làm sạch. Chức năng này đề phòng trường hợp cần dừng khẩn cấp giai đoạn làm sạch mà không làm ảnh hưởng đến hoạt động của các giai đoạn khác.
Ngoài ra, còn có chế độ dừng tạm thời các động cơ băng tải thuộc giai đoạn làm sạch để chờ sơn, tránh bị dồn ứ sản phẩm. Chế độ này xảy ra khi cảm biến nhận biết sản phẩm tới(%I1.11=1), mà buồng sơn không ở chế độ chờ sơn(M161). Hoạt động trở lại khi M16=1.
3.2.4.3 Khối điều khiển sơn:
3.2.4.3.1 Chức năng:
Điều khiển cơ cấu sơn hoạt động sơn sản phẩm
3.2.4.3.2 Hoạt động:
Khi buồng sơn không hoạt động,ta gọi nó đang ở trạng thái chờ,tức M16=1.
Khi cảm biến nhận biết có sản phẩm vào buồng sơn(%I1.12=1), buồng sơn bắt đầu hoạt động.
Hoạt động sơn bắt đầu bằng việc tay nâng kẹp sản phẩm (%Q2.14=1). Sau một thời gian được định thì bởi Timer10, dừng kẹp(%Q2.14=0), nâng sản phẩm(%Q2.16=1).
Sau thời tạo trễ bởi Timer11, dừng nâng(%Q2.16=0), cơ cấu phun di chuyển dọc theo băng tải(%Q2.18=1). Khi cơ cấu này di chuyển đến đối tượng cần sơn, cảm biến sẽ nhận biết (%I1.14=1)và gọi chương trình con SR0 điều khiển việc phun sơn.
Thời gian sơn được định thời bởi Timer12. Sau khi kết thúc sơn(kết thúc gọi chương trình con SR0), cơ cấu phun tiếp tục di chuyển đến khi contac hành trình %I1.15=1, thì dừng lại(%Q2.18=0).
Động cơ quay tay nâng hoạt động(%Q2.20=1), sự quay này được điều khiển bởi một cảm biến điều khiển tiếp điểm tác động cạnh xuống %I1.16. Khi %I1.16=10, dừng quay
(%Q2.20=0), cơ cấu sơn di chuyển dọc theo băng tải theo hướng ngược lại(%Q2.19=1)
. Cảm biến %I1.14 nhận biết sản phẩm(%I1.14=1) và gọi chương trình con SR0.
Thời gian sơn được định thời bởi Timer13. Sau khi kết thúc sơn, cơ cấu phun tiếp tục di chuyển đến khi contac hành trình %I1.13=1,thì dừng lại(%Q2.19=0).
Động cơ quay tay nâng hoạt động(%Q2.20=1) đến khi cảm biến %I1.16=10 thì dừng lại(%Q2.20=0).
Động cơ nâng,hạ hoạt động hạ sản phẩm(%Q2.17=1), hoạt động này được định thời bởi Timer14. Kết thúc hạ(%Q2.17=0), động cơ kẹp, nhả hoạt động nhả sản phẩm. Hoạt động nhả được định thời bởi Timer15.
Sau khi kết thúc hoạt động nhả, buồng sơn trở lại trạng thái chờ %M16=1
Hoạt động sơn sản phẩm được điều khiển theo trình tự các trạng hoạt động với điều kiện chuyển trạng thái và duy trì trạng thái. Tại mỗi thời điểm chỉ có một trạng thái hoạt động và có tính chu kì.
3.2.4.4 Khối điều khiển cơ cấu cửa lò:
3.2.4.4.1 Chức năng:
Điều khiển đóng mở cửa lò. Hai cửa lò hoạt động như nhau nên ta chỉ mô tả cửa lò trước.
3.2.4.4.2 Hoạt động:
Khi mạch điều khiển được cấp nguồn, cửa lò ở trạng thái chờ(%M37=1) nhờ tiếp điểm thường đóng được điều khiển bởi %M41(Tiếp điểm này được chỉ được nối mạch trong chu kì đầu).
Khi cảm biến nhận biết sản phẩm tới trước cửa lò(%I1.24=1), động cơ hoạt động mở cửa lò(%Q2.28=1). Hoạt động mở cửa lò chỉ dừng lại khi contac hành trình giới hạn trên của cửa lò %I1.25=1.
Động cơ mở cửa lò bị ngắt nguồn(%Q2.28=0), thời gian chờ sản phẩm đi vào lò được định thời bởi Timer19. Sau đó động cơ hoạt động đóng cửa lò(%Q2.29=1). Hoạt động đóng cửa lò chỉ dừng lại khi contac hành trình %I1.23=1, tức là %Q2.29=0 và chuyển sang trạng thái chờ(%M37=1).
Trong quá trình thực hiện chu trình đóng mở cửa lò, tại mỗi thời điểm chỉ có một trạng thái hoạt động với điều kiện chuyển trạng thái và duy trì trạng thái.
3.2.4.5 Khối điều khiển giàn phun nước rửa:
3.2.4.5.1 Chức năng:
Tẩy sạch những chất bẩn còn bám trên vỏ thùng máy biến áp, rửa sạch acid của công đoạn tẩy gỉ.
3.2.4.5.2 Hoạt động:
Khi cảm biến nhận biết sản phẩm tới(%I1.29=1) giàn phun, cuộn dây contactor %Q4.2 được cấp nguồn , bơm phun hoạt động. Thời gian phun được định thời bởi Timer21.
Nếu thời gian định thời chưa hoàn tất mà có sản phẩm kế tiếp, thì bộ định thời được Reset đếm lại từ đầu.
3.2.4.6 Khối điều khiển quạt sấy sản phẩm:
3.2.4.6.1 Chức năng:
Sấy khô vỏ thùng máy biến áp, nâng cao chất lượng bám của màng sơn.
3.2.4.6.2 Hoạt động:
Tương tự công đoạn rửa nước
3.2.4.7 Khối điều khiển phun sơn(chương trình con SR0):
3.2.4.7.1 Chức năng:
Di chuyển súng phun sơn, phun đều lên bề mặt sản phẩm, đảm bảo sơn được phun đều một cách tương đối.
3.2.4.7.2 Hoạt động:
a)Khối dò gần,xa:
Hoạt động của việc dò gần đảm bảo khoảng cách tương đối giữa súng phun và đối tượng cần phun. Khối này hoạt động có tính chu kì được điều khiển bởi bộ Timer16, có nghĩa là cứ sau thời gian định thời, cơ cấu dò lại hoạt động.
Khi chương trình con SR0 được gọi, bộ định thời bắt đầu đếm . Hoàn tất thời gian định thời, chương trình kiểm tra trạng thái của các ngõ vào:cảm biến dò gần %I1.17; contac hành trình giới hạn trong %I1.18; contac hành trình giới hạn ngoài %I1.19.
+Nếu %I1.17=1, cấp nguồn kéo cơ cấu phun ra(%Q2.21=1) và hoạt động được duy trì đến khi %I1.17=0 hoặc contac giới hạn ngoài %I1.19=1.
+Nếu %I1.17=0, cấp nguồn đưa cơ cấu phun vào(%Q2.22=1), hoạt động được duy trì đến khi %I1.17=1 hoặc contac giới hạn trong %I1.18=1.
Khi cơ cấu dò ngừng hoạt động (%Q2.21=0 hoặc %Q2.22=0), bộ dịnh thời bắt đầu đếm.
b) Khối phun sơn:
Hoạt động phun sơn bao gồm :cấp nguồn cho cuộn dây điều khiển súng phun, di chuyển súng phun dọc theo đối tượng cần sơn.
Khi chương trình con SR0 được gọi, cấp nguồn cho cuộn dây điều khiển cò súng %Q2.24=1. Các súng phun di chuyển theo một hướng nhất định đến khi contac hành trình giới hạn hướng đó được tác động (có giá trị logic là 1)thì đảo chiều chuyển động. Chuyển động này được duy trì đến khi contac hành trình giới hạn theo hướng này tác động thì đảo chiều chuyển động và cứ thế tiếp diễn đến khi SR0 không còn được gọi nữa.
3.2.4.8 Khối điều khiển nhiệt độ lò:
3.2.4.8.1 Chức năng:
Cấp nguồn cho các điện trở lò nhiệt, và duy trì công suất nhiệt của lò
3.2.4.8.2 Hoạt động:
Khi mạch điều khiển được cấp nguồn ,cuôn dây contactor %Q4.1 được cấp nguồn , đóng các tiếp điểm của nó, cấp nguồn cho các điện trở lò nhiệt.
Việc điều khiển công suất lò nhiệt được thực hiện đóng cắt theo chu kì. Chu kì đầu đóng nguồn trong khoảng thời gian chờ nhiệt độ lên đến nhiệt độ làm việc (được định thời bởi Timer23). Trong các chu kì sau việc đóng ngắt nguồn được định thời bởi 2 Timer 24 và Timer25.
Một cảm biến %I3.5 dùng để giới hạn trên nhiệt độ làm việc của lò nhiệt. Cảm biến này có tác dụng trong trường hợp đang đóng nguồn cho lò nhiệt trong chu kì đầu, vì một lí do nào đó mà đột ngột mất nguồn và cấp nguồn trở lại.
3.2.4.9 Các khối bảo vệ:
3.2.4.9.1 Chức năng:
Bảo vệ hệ thống tránh sự cố quá tải ở các động cơ; bảo vệ các điện rở lò nhiệt; tránh tình trạng dồn ứ sản phẩm , tạo sự hoạt động ăn khớp của các công đoạn trong quá trình hoạt động.
3.2.4.9.2 Hoạt động:
a) Khối bảo vệ quá tải các động cơ băng tải giai đoạn làm sạch:
Khi có tín hiệu quá tải, đèn báo quá tải ở động cơ tương ứng, đồng thời ngắt nguồn cung cấp các động cơ băng tải thuộc giai đoạn làm sạch . Mục đích của việc không ngắt nguồn toàn hệ thống là do các công đoạn sau không bị ảnh hưởng bởi sự cố trên, nên vẫn duy trì hoạt động để đảm bảo chất lượng của màng sơn.
b)Khối bảo vệ quá tải quá tải các động cơ thuộc giai đoạn sơn và sấy sản phẩm:
Cả hệ thống sẽ không thể hoạt động bình thường khi có sự cố này, do đó khi có sự cố, đèn báo sự cố động cơ tương ứng sẽ sáng lên, đồng thời ngắt nguồn toàn hệ thống.
c) Khối bảo vệ tránh bị dồn ứ sản phẩm:
Khi cảm biến đến gần %I1.11 nhận biết sản phẩm tới trước cửa lò (%I1.11=1), chương trình sẽ kiểm tra trạng thái của buồng sơn.
+Nếu buồng sơn đang ở trạng thái chờ sơn (%M16=1), cho phép sản phẩm vào buồng sơn
+Nếu buồng sơn đang hoạt động sơn (%M16=0), dừng toàn bộ các băng tải thuộc giai đoạn làm sạch và báo dừng. Khi buồng sơn chuyển về trạng thái chờ(%M16=1), các băng tải hoạt động trở lại, đèn báo dừng tắt.
d) Khối thu cơ cấu sơn:
Khối này đảm bảo cho các súng phun không bị vướng vào sản phẩm . Khi gặp tín hiệu của contac hành trình giới hạn dọc theo băng tải của cơ cấu phun(%I1.13=1 hoặc %I1.15=1 )thì thu cơ cấu sơn về(%Q2.21=1) đến khi nhận tín hiệu giới hạn ngoài của cơ cấu phun(%I1.18=1) thì dừng(%Q2.21=0).Khối này hoạt động độc lập trong chương trình.
3.2.4.9 Khối xả khí bộ lọc:
3.2.4.9.1 Chức năng:
Điều khiển các van khí dùng cho việc thu hồi sơn
3.2.4.9.2 Hoạt động:
Khi mạch điều khiển được cấp nguồn, hoạt động của của khối này được bắt đầu. Một bộ định thời đếm chu kì xả khí(Timer17), thời gian xả được điều khiển bởiTimer18. Việc điều khiển van xả khí được thực hiện qua cuộn dây %Q2.27. Ngoài ra có thể thực hiện xả khí bằng tay bởi nút nhấn %I1.22.
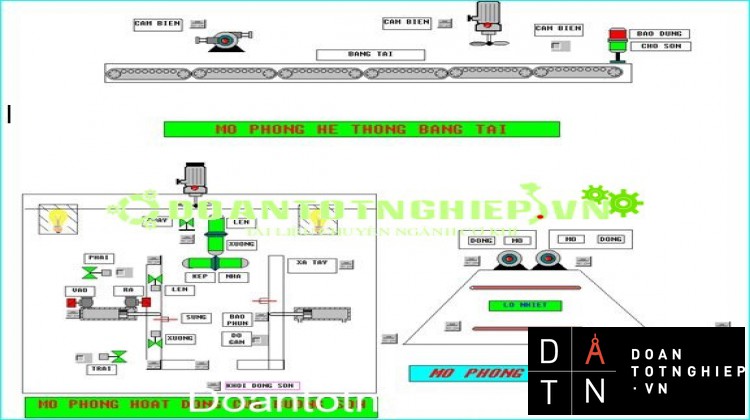
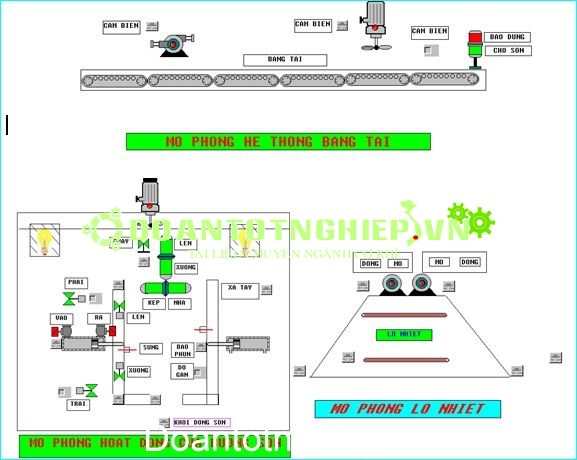
3.2.5 Màn hình mô phỏng hoạt động của hệ thống:
....................................................................................................
Chương III:
Tổng kết các vấn đề trong luận văn
3.3.1 Các cơ sở để thực hiện đề tài này:
Đề tài này được thực hiện dựa trên các yêu cầu về kỹ thuật thực tiễn tại công ty cơ điện Thủ Đức. Kỹ thuật sơn tĩnh điện là một trong những kỹ thuật sơn mới được ứng dụng gần đây tại một số nơi ở nước ta. Do đó khi thực hiện đề tài, ngoài các thông số kỹ thuật thực tế của công ty, tài liệu về kỹ thuật chuyên ngành sơn còn rất nhiều hạn chế. Việc đề xuất thay đổi phương thức sản xuất hiện tại bằng một phương thức sản xuất phù hợp hơn với vấn đề tự động hoá là điều em không thể thực hiện được trong đề tài này. Tính kinh tế của mô hình sản xuất tự động được đề xuất cũng chưa đề cập đến.
Từ những hạn chế về tài liệu, về trình độ lẫn kiến thức của bản thân em _người thực hiện luận văn này, em chỉ đề xuất một mô hình tự động thay thế một số các thao tác bằng tay của người công nhân bởi việc điều khiển bằng PLC. Thực hiện được tính liên tục của quá trình sản xuất , rút ngắn thời gian của qui trình sản xuất, chất lượng màng sơn đều hơn, nâng cao năng suất.
Các công việc được tự động hoá:
+ Người công nhân điều khiển bằng tay hai cơ cấu PALAN điện. Cơ cấu PALAN thứ nhất có chức năng nâng, hạ, di chuyển vỏ thùng máy biến áp trải qua các công đoạn của quá trình làm sạch bề mặt, chuẩn bị sơn. Cơ cấu PALAN thứ hai chịu trách nhiệm đưa vỏ thùng máy biến áp vào buồng sơn và đưa nó lên xe đẩy để vào lò nung sau khi kết thúc sơn.
+ Thao tác sơn được thực hiện bởi hai người công nhân điều khiển súng phun sơn. Độ dày mỏng, tính đồng đều của màng sơn được kiểm tra một cách tương đối qua mắt người công nhân, phụ thuộc nhiều vào kinh nghiệm của người công nhân đó. Vấn đề cần quan tâm là môi trường buồng sơn là môi trường công nghiệp rất độc hại. Do đó tự động hoá khâu này là cần thiết.
+Lò nung được thao tác đóng cắt nguồn bằng tay. Khi đưa vỏ thùng vào lò thì đóng nguồn cấp cho các điện trở lò nhiệt. Sau thời gian nung được chỉnh định bởi 1 bộ Timer, ngắt nguồn lò nhiệt, chờ một thời gian để nguội lò rồi kéo sản phẩm ra, đưa sản phẩm khác vào và cấp nguồn trở lại. Trạng thái làm việc không liên tục của lò nhiệt ảnh hưởng lớn đến thời gian sản xuất.
3.3.2 Hướng phát triển đề tài:
Nên phát triển đề tài theo hướng thay đổi phương thức làm sạch vỏ thùng, phù hợp hơn với vấn đề tự động hoá
Có thể thay đổi thành phần, nồng độ của các hoá chất để việc làm sạch bề mặt vỏ thùng đạt hiệu quả cao
Ưng dụng PLC tự động hoá việc kiểm tra, cũng như duy trì nồng độ của các chất trong các bể chứa dung dịch
Có thể thay đổi phương thức nung chảy sơn bằng lò nhiệt điện trở bằng một phương thức khác hiệu quả hơn, chất lượng màng sơn tốt hơn.
Mô hình dùng băng tải trong luận văn này gặp rất nhiều hạn chế: tính cồng kềnh, chi phí vận hành, bảo trì lớn vì nó phải thường xuyên tiếp xúc với hoá chất. Do đó cần phát triển ứng dụng các thiết bị thích hợp hơn.
3.3.3 Kết luận:
Trong 4 tháng tìm hiểu về kỹ thuật sơn tĩnh điện và ứng dụng PLC TSX37 để điều khiển hệ thống làm sạch bề mặt và sơn tĩnh điện vỏ thùng máy biến áp, tiến trình thực hiện của em như sau:
+Tìm hiểu về kỹ thuật sơn tĩnh điện tại công ty cơ điện Thủ Đức
+Tìm hiểu về các thiết bị điện dùng trong quá trình sản xuất
+Tham khảo các tài liệu về kỹ thuật sơn
+Tham khảo các tài liệu về thiết bị điện có thể được sử dụng
+Tìm hiểu họ PLC TSX37
+Thiết lập mô hình tổng quát của quá trình sản xuất , để ứng dụng PLC điều khiển tự động hoá
+Sử dụng các kỹ thuật để viết chương trình điều khiển hệ thống.
..................................................................
Mục lục Trang
Lời mở đầu
Phần 1:Tổng quan về hệ thống phun sơn tĩnh điện
+ Chương I : Giới thiệu sơ lược quá trình làm sạch và sơn tĩnh
điện hiện tại(nhà máy Cơ Điện Thủ Đức)
+Chương II: Phương án thiết kế tự động hóa bằng
dây chuyền hệ thống sơn tĩnh điện
+Chương III: Chu trình hoạt động của hệ thống
và các thiết bị điện sử dụng
Phần 2: Giới thiệu về PLC
+Chương I: Tổng quan về PLC
+ Chương II: Giới thiệu về họ PLC TSX và ứng dụng
tự động hóa
+Chương III: Giới thiệu phần mềm PL7
Phần 3: Sử dụng PLC TSX37_22 vào hệ thống sơn tĩnh điện
+Chương I: Lựa chọn cấu hình phần cứng
+ChươngII: Chương trình điều khiển hệ thống
sơn tĩnh điện
+ Chương III: Tổng kết các vấn đề trong luận văn
Tài liệu tham khảo:
1. Dương minh Trí, “CẢM BIẾN và ứng dụng”, NHÀ XUẤT BẢN KHOA HỌC VÀ KỸ THUẬT, năm 2010
2. Vũ gia Hanh,… “MÁY ĐIỆN I”, NHÀ XUẤT BẢN KHOA HỌC VÀ KỸ THUẬT, Hà Nội, năm 2009
3. Vũ gia Hanh,… “MÁY ĐIỆN II”, NHÀ XUẤT BẢN KHOA HỌC VÀ KỸ THUẬT, Hà Nội, năm 2011
4. Vũ quang Hồi,…«TRANG BỊ ĐIỆN _ĐIỆN TỬ MÁY CÔNG NGHIỆP DÙNG CHUNG», NHÀ XUẤT BẢN GIÁO DỤC, năm 1994
5. Trần doãn Tiến , «TỰ ĐỘNG ĐIỀU KHIỂN CÁC QUÁ TRÌNH CÔNG NGHỆ», NHÀ XUẤT BẢN GIÁO DỤC , năm 1999
6. Peter Rohner, «AUTOMATION with PROGRAMMABLE LOGIC CONTROLLERS», UNIVERSITY OF NEW SOUTH WALES PRESS
7. Đĩa CD giới thiệu về PLC TSX của SCHNEIDER
8. Đĩa CD giới thiệu sản phẩm của INVENSYS
9. Nguyễn chu Hùng, “ĐIỆN CÔNG NGHỆ”, NHÀ XUẤT BẢN KHOA HỌC VÀ KỸ THUẬT
10. Đinh văn Kiên, “KỸ THUẬT SƠN” NHÀ XUẤT BẢN THANH NIÊN
11. Lê hoài Quốc,…”BỘ ĐIỀU KHIỂN LẬP TRÌNH VẬN HÀNH VÀ ỨNG DỤNG”, NHÀ XUẤT BẢN KHOA HỌC VÀ KỸ THUẬT
12. Tài liệu kỹ thuật của công ty cơ điện Thủ Đức
13. “KHÍ CỤ ĐIỆN”
ĐỒ ÁN TỐT NGHIỆP ĐIỆN TỬ PLC CHO HỆ THỐNG SƠN HIỆN ĐẠI, thuyết minh ĐỒ ÁN TỐT NGHIỆP ĐIỆN TỬ , bộ điều khiển lập trình PLC CHO HỆ THỐNG SƠN , Ngôn ngữ lập trình PLC CHO HỆ THỐNG SƠN , Thực thi chương trình PLC CHO HỆ THỐNG SƠN , LẬP TRÌNH SourceCode PLC CHO HỆ THỐNG SƠN









