ĐỒ ÁN TỐT NGHIỆP Máy Dán Băng Keo Trên Sàn Nhà


NỘI DUNG ĐỒ ÁN
NỘI DUNG
Tên đề tài: ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ CHẾ TẠO Máy Dán Băng Keo Trên Sàn Nhà
CHƯƠNG 5:
HƯỚNG DẪN LẮP RÁP VÀ SỬ DỤNG
5.1. Hướng dẫn lắp ráp:
5.1.1. Hướng dẫn lắp:
Sau khi đã gia công các chi tiết xong, ta tiến hành hàn khung máy và lắp ráp các chi tiết đó lại thành máy. Các bước lắp ráp được tiến hành lần lượt như sau:
Đầu tiên ta lắp các chi tiết thành cụm chi tiết trên trục I:
+ Bước 1: Ta đưa trục I vào bánh lăn nhỏ sau đó lắp 2 ổ bi lên trục I, rồi lắp 2 tấm chặn vào bánh lăn nhỏ bằng 6 con vít.
+ Bước 2: Lắp trục (I) lên 2 con bulông đã được bắt trên khung máy và xiết chặt đai ốc lại.
Lắp cụm trên trục II:
+ Bước 1: Hàn hai thanh đỡ vào khung máy sau đó bắt trục đỡ băng keo vào hai thanh đỡ bằng con bulông M10 và xiết chặt đai ốc lại.
+ Bước 2: Hàn tấm đỡ trên vào hai thanh đỡ(trên tấm đỡ đã bắt sẵn hai tấm trượt bằng 4 con lục giác M4).
+ Bước 3: lắp cần trượt băng keo vào hai tấm trượt sau đó lắp dao vào cần trượt bắng 2 con lục giác chìm M4.
Lắp cụm trục III:
Bước 1. Lắp trục vào bánh lăn lớn sau đó đóng ổ bi vào, lắp 2 vòng bạc để chặn ổ bi.
Bước 2. Lắp trục II lên khung máy rồi dùng 2 con đai ốc xiết chặt lại
Lắp cơ cấu hãm băng keo: lắp cần hãm vào hai ống đỡ trục, sau đó xiết lại bằng 2 con bulông.
Lắp 2 bánh xe vào thân máy bằng 4 con bulông M6 rồi xiết chặt.
5.1.2.Hướng dẫn tháo:
Các thao tác tháo lần lượt ta tiến hành ngược lại với các thao tác lắp.
5.2 Vận hàmh và sử dụng:
- Trước khi dán băng keo phải lắp cho đúng chiều băng keo nếu không ngược chiều băng keo sẽ dính vào bánh lăn.
- Gỡ băng keo đưa băng keo từ trục I sang trục II theo chiều từ dưới lên, rồi đi xuống bánh lăn lớn của trục III dán vào nền nhà sau đó dùng tay cấm vào 2 tay nắm và đẩy.
- Sau khi dán hết đoạn thẳng cần dán và muốn cắt băng keo thì rút chốt đỡ cần hãm băng keo, nhờ lực kéo của lò xo, cần hãm băng keo sẽ đập xuống cuộn băng keo giữ năng đường keo,dùng tay gạt cần gạt băng keo để cắt băng keo.
- Số người phục vụ cho một máy chỉ cần 1 người.
5.3 Một số qui tắc an toàn khi sử dụng:
Trước khi cho máy làm việc:
- Ta phải kiểm tra lại các bulông, đai ốc, các mối liên kết.
- Kiểm tra, bôi dầu mỡ vào các rãnh trượt, ổ bi, bạc lót.
- Kiễm tra dao còn đủ sắc để cắt dứt băng keo không.
Trong một thời gian định kỳ:
- Xiết các đai ốc, bulông, vít vì sau một thời gian bị lỏng.
- Bôi mỡ vào các ổ bi và rãnh trượt.
CHƯƠNG6:
KẾT LUẬN VÀ ĐỀ XUẤT Ý KIẾN
6.1. KẾT LUẬN:
- Sau thời gian hơn 3 tháng thực hiện đề tài đến nay đã hoàn thành. Đây là lần đầu tiên làm quen với công việc thiết kế chế tạo một máy hoàn thiện, chúng em đã vận dụng tất cả các kiến thức đã được học vào công việc thiết kế và chế tạo máy “DÁNBĂNG KEO SÀN DƯỚI NHÀ” để Phục vụ cho các nhà máy,xưởng công nghiệp,nhà trường...,dán ra được những đường keo đẹp hơn, không bị lỗi nhiều, tiết kiệm được nhiều thời gian và công sức của người công nhân. Đảm bảo cho việc dán băng keo không bị dán đoạn giữa chừng. Không cần phải tốn nhiều nhân công điều chỉnh máy, làm giảm nhân công, tiết kiệm thời gian, lại tăng năng suất.
- Những hạn chế mà đề tài chưa làm được: Chưa dán được những đường keo có hình dạng phức tạp như đường tròn…vẫn còn phụ thuộc chính vào sức người công nhân chưa cải tiến được tự động hóa như điều khiển bằng động cơ hay hệ thống điều khiển.
- Đề tài đã đạt được những yêu cầu mà chúng em đề ra:
- Cải tiến được hệ thống cắt băng keo bằng dao cắt giấy trượt trong rãnh sẽ tiện hơn so với việc người công nhân phải dùng dao hay keo để cắt băng keo.
- Tăng năng suất hơn so với cách dán truyền thống (300m/1h).
- Tiết kiệm được nhiều thời gian hơn, cho ra được những đường keo thẳng và đẹp.
- Vì trong thời gian thiết kế nhóm chúng em còn gặp nhiều khó khăn, vậy chúng em rất mong được sự đóng góp ý kiến của tất cả các quý thầy, cô giáo và các bạn sinh viên và khoa Cơ khí nói riêng và đặc biệt cảm ơn thầy Nguyễn Hải Sơn đã tận tình giúp đỡ chúng em hoàn thành tốt đề tài này.
6.2.ĐỀ XUẤT Ý KIẾN:
- Cần phải cải tiến lại cơ cấu cắt băng keo bằng cơ cấu điều khiển như nút nhấn hay cần gạt sử dụng động cơ hay hệ thống khí nén.
- cải tiến khung sườn cứng cáp, chắc chắn hơn.
CHƯƠNG 3:
TÍNH TOÁN VÀ THIẾT KẾ MÁY
3.1Tính lực và khối lượng tác dụng lên băng keo
-Tính toán khối lượng con lăn thực tế
+Thể tính con lăn thực tế là : V=V – V ổ lăn – V lỗ
= – (
= – ( + )
=1054294 (mm3) = 1,054.10-3 m3
+Ta có khối lượng riêng của con lăn là : 7850 Kg/m3 (con lăn là thép).
m= D.V
m=7850 . 1,054.10-3
ðKhối lượng của bánh lăn: m= 8,3 Kg
∑X: Fđ-Fms-T.Cos60=0
∑Y: -P + T.Cos30 = 0
∑mO: Fms. + T.cos60.=0
ta có P=m.g=8,27.10=82.7 Kg=827 N
Lập hệ phương trình ba ẩn
Fđ – Fms – T.cos60=0
T.cos30=827
- Fms. + T.cos60.=0
=>Fđ=955N
Fms=477N
T=955N
ðKết luận:
- Khối lượng của bánh lăn là 8,3 kg
- Lực đẩy tác dụng lên băng keo Fđ = 955N
- Lực căng băng keo T = 955N
- Lực ma sát Fms =477N
CHƯƠNG 4:
QUY TRÌNH CÔNG NGHỆ GIA CÔNG MỘT SỐ CHI TIẾT
4.1Phân tích công dụng của chi tiết và điều kiện làm việc của chi tiết Bánh lăn
-Bánh lăn là một chi tiết dạng bạc, các chi tiết dạng bạc thường có chức năng và nhiệm vụ là các chi tiết lắp ghép các chi tiết máy khác như ổ, trục….,trong các máy công cụ hoặc các chi tiết nắp che của các cụm máy hay thiết bị khác. Chi tiết bánh lăn được lắp vào thân máy, nó có vai trò giúp máy di chuyển và đè dính băng keo xuống sàn, trong bánh lăn có lắp ổ lăn.
-Chi tiết bánh lăn làm việc trong điều kiện chịu lực tĩnh, chịu lực do các thành phần lực tác dụng lên trục và lên ổ gây ra.
4.2. Phân tích vật liệu chế tạo chi tiết gia công
-Thành phần cấu tạo của chi tiết gia công là thép C45
- C45 chữ C kí hiệu là thép cacbon (thép cacbon kết cấu ), 45 chỉ hàm lượng cacbon trung bình là 0,45%C.
- Công dụng: để chế tạo các chi tiết máy, các kết cấu chịu tải nhỏ, thường dùng trong nghành xây dựng, và giao thông, tính công nghệ được sử dụng rộng rãi nhờ giá thành không cao tùy theo hàm lượng cacbon chúng được sử dụng với mục đích khác nhau. Thép cacbon có cơ tính tổng hợp không cao chỉ dùng cho các chi tiết chịu tải trọng nhỏ và vừa trong điều kiện áp suất và nhiệt độ thấp.
- Thép mềm ít cacbon lượng cacbon trong khoảng 0,05 – 0,29% thép mềm có độ bền kéo vừa phải nhưng lại khá rẽ tiền và dễ cán, rèn thép mềm sử dụng nhiều trong xây dựng và cán tấm, rèn phôi.
- Thép cacbon trung bình: lượng cacbon trung bình khoảng 0,3 – 0,59% có sự cân bằng giữ độ mềm và độ bền và có khả năng bào mòn tốt, phạm vi sử dụng rộng rãi là các thép định hình như chi tiết máy cơ khí.
4.3. Phân tích kết cấu hình dáng của bánh lăn
- Bánh lăn có kết cấu hình dạng đơn giản
- Bánh lăn thuộc dạng điển hình là dạng bạc
4.4. Phân tích độ chính xác chi tiết gia công
4.4.1 Đối với các kích thước có chỉ dẫn dung sai
- Kích thước Ø150±0,1
+ Kích thước dang nghĩa DN=150
+ Sai lệch trên: ES=0,1
+Sai lệch dưới: EI= - 0,1
+ Dung sai kích thước ITD=0,1-(-0,1) =0,2
+ Tra bảng 1.4 trang 4 BTDSLG
+ Độ chính xác về kích thước đạt cấp chính xác 10
- Kích thước 62±0,1
+ Kích thước danh nghĩa DN=62
+ Sai lệch trên: ES=0,1
+ Sai lệch dưới: EI= -0,1
+ Dung sai kích thước ITD=0,1-(-0,1) =0,2
..................................................
Lời Nói Đầu
Đối với mỗi sinh viên chuẩn bị tốt nghiệp, thì lượng kiến thức được trang bị khi còn ngồi trên ghế nhà trường là chưa đủ, mà kiến thức đó cần thêm kinh nghiệm thực tế. Chính vì lẽ đó mà việc thực hiện đồ án tốt nghiệp là bước rất quan trọng.
Ngày nay khoa học kỹ thuật phát triển rất mạnh trong các ngành, lĩnh vực, đặc biệt là ngành cơ khí. Ngành cơ khí là một ngành then chốt thúc đẩy sự phát triển của đất nước trong thời kỳ công nghiệp hóa, hiện đại hóa đất nước. Muốn đạt được điều đó thì vấn đề đặt ra là phải có nguồn nhân lực.
Nguồn nhân lực có trình độ về chuyên môn mới có thể phân tích tổng hợp các yêu cầu kỹ thuật đặt ra từ đó có đường lối công nghệ hợp lý phục vụ cho sản xuất.
Ngành cơ khí là ngành kỹ thuật có mặt ở tất cả các lĩnh vực.
Với ngành cơ khí chế tạo máy thì việc sử dụng kiến thức cơ bản để áp dụng vào sản xuất thực tế lại càng quan trọng hơn, vì đây là một ngành học kỹ thuật áp dụng ngay vào sản xuất.
Là sinh viên năm 3, Nghành cơ khí chế tạo máy và cũng đang trong thời gian làm đề tài tốt nghiệp, đề tài: ‘‘Thiết Kế Máy Dán Băng Keo Dưới Sàn Nhà” là cơ hội thực tế để chúng em vận dụng những hiểu biết, những kiến thức tiếp thu được tại trường, đồng thời đó cũng là thử thách để chúng em có thể tự tin bước vào lĩnh vực chuyên môn của mình.
CHƯƠNG I: TỔNG QUAN
- Giới thiệu về máy dán băng keo dưới sàn nhà:
1.1 Tìm hiều chung:
- Ngày nay khoa học kỹ thuật phát triển rất mạnh trong các ngành, lĩnh vực, đặc biệt là ngành cơ khí. Nghành cơ khí là một ngành then chốt thúc đẩy sự phát triển của đất nước trong thời kỳ công nghiệp hóa hiện đại hóa đất nước.
- Muốn đạt được điều đó thì vấn đề đặt ra là phải có nguồn nhân lực. Nguồn nhân lực có trình độ về chuyên môn mới có thể phân tích tổng hợp các yêu cầu kỹ thuật đặt ra từ đó có đường lối công nghệ hợp lý phục vụ cho sản xuất. Ngành cơ khí là ngành kỹ thuật có mặt ở tất cả các lĩnh vực, các nghành khác…
- Theo cách truyền thống ngày xưa các cụ vẫn thường làm là dán băng keo bằng tay, một tay giữ băng keo và tay kia điều chỉnh băng keo để sao cho băng keo phân bố theo ý muốn của mình, việc dán bằng tay con người như vậy rất tốn sức và nhiều thời gian.Vậy muốn tạo ra nhiều sản phẩm để khắc phục và đáp ứng được nhu cầu của xã hội thì phải dán băng keo bằng máy.
- Với tốc độ phát triển của nền công nghiệp hiện đại, kết hợp với nhu cầu tất yếu của xã hội. Việc sử dụng các phương pháp thủ công sẽ gây tốn kém về sức lực, thời gian và sẽ cho năng suất thấp.
- Máy dán băng keo ra đời đã giúp cải thiện được thời gian và sức lực của công nhân.
Hình1.1: Máy dán băng keo công nghiệp
1.2 Phân tích cách dán băng keo truyền thống:
Hình 1.2: Cách dán băng keo truyền thống
1.2.1 Ưu điểm:
+ Không tốn nhiều chi phí.
+ Sử dụng đơn giản.
1.2.2 Nhược điểm:
+ Tốn nhiều thời gian và sức lực công nhân.
+ Năng suất làm việc thấp.
II. Máy Dán Băng Keo
- Để nâng cao chất lượng sản phẩm, đáp ứng nhu cầu tiêu thụ của xã hội cần phải thay đổi cơ cấu, tự động hóa một số bộ phận, nhằm giảm tỉ lệ phế phẩm và hạ giá thành sản phẩm và nguồn nhân lực đến mức thấp nhất.
- Kết cấu của máy phải dễ dàng vận chuyển, vận hành linh hoạt, gọn nhẹ, dễ sửa chữa khi có sự cố, phù hợp với yêu cầu công việc.
- Các bộ phận có kết cấu hài hoà hợp lý, phù hợp với tầm vóc củangười công nhân.
a)b)
c) d)
Hình 1.3. Một số máy dán băng keo công nghiệp.
2.1 Yêu cầu kỹ thuật máy cần cải tiến
2.1.1 Yêu cầu sản phẩm
- Sản phẩm phải dán chặt trên sàn, thẳng hàng.
- Không bị tróc, đứt băng keo trong quá trình dán.
2.2.2 .Yêu cầu máy
- Tăng năng suất làm việc của máy (300m/1h)
- Giảm chi phí lao động.
- Giảm thời gian và sức lực của người công nhân.
- Cải tiến được bộ phận cắt băng keo.
- Máy dán loại băng keo vãi đường kính Ø77, bề rộng băng keo 48mm.
CHƯƠNG 2:
NGHIÊN CỨU CHỌN PHƯƠNG ÁN THIẾT KẾ
2.1 Cơ sở chọn phương án thiết kế:
- Chọn phương án thiết kế là một phần rất quan trọng trong việc thiết kế chế tạo máy . Chọn phương án thiết kế là tìm hiểu, phân tích , đánh giá các phương án và tính toán kinh tế các phương án tối ưu nhất. Phương án tối ưu nhất là phương án được chọn lựa để thiết kế chế tạo do đó nó phải đảm bảo được nhiều nhất các yêu cầu sau:
- Thỏa mãn các yêu cầu kinh tế, kỹ thuật mà cụ thể là: Máy được chế tạo ra khi làm việc phải có độ tin cậy cao , năng suất lao động cao , hiệu suất làm việc lớn tuổi thọ cao. Chi phí chế tạo, lắp ráp, sửa chữa và trang thiết bị thay thế cho máy là thấp nhất.
- Ngoài những yêu cầu trên việc chọn phương án thiết kế còn phải chú đến những yêu cầu về đặc điểm địa hình nơi máy làmviệc. Tùy từng điều kiện làm việc cụ thể mà máy cần có kích thước kích thước khác nhau nhưng phải bảo đảm nhỏ gọn, kết cấu máy không quá phức tạp thao tác sử dụng máy dễ dàng,hình dáng của máy có thẩm mỹ và tính công nghiệp cao.
2.2 Năng suất của máy :
- Để thiết kế ra một máy công nghiệp trước hết ta phải căn cứ vào mục đích và yêu cầu đặt ra . Mục đích ở đây là thiết kế máy dán băng keo phục vụ cho các nhà máy, xí nghiệp,các hộ gia đình,phải căn cứ vào tình hình sản xuất tại các xưởng gia công.
- Một trong những yêu cầu quan trọng và được đặt lên hàng đầu là máy được thiết kế ra phải có năng suất là bao nhiêu để đạt yêu cầu và đây cũng là một cơ sở quan trọng trong việc thiết kế máy.
- Từ mục đích đặt ra trên đây ta thấy máy được thiết kế ra là phục vụ cho nhà xưởng theo hộ gia đình. Nên yêu cầu năng suất máy không cần lớn. Tuy nhiên, việc định trước năng suất và lên sơ đồ nguyên lý cho phù hợp.
2.3 Cơ Sở Chọn Sơ Đồ Nguyên Lý:
ðMột số nguyên lý dán băng keo:
ãDùng tay dán băng keo.
Ưu điểm: Đơn giản, không tốn chi phí nhiều
Nhược điểm: Tốn nhiều thời gian, công sức người công nhân, năng suất thấp.
ãDùng trục xỏ qua cuộn băng keo để dán.
Ưu điểm: Đơn giản, dễ sử dụng không tốn nhiều chi phí.
Nhược điểm: Tốn nhiều thời gian, công sức người công nhân, năng suất thấp.
ãSử dụng con lăn để đè dính băng keo.
Ưu điểm: Đơn giản, dễ sử dụng, tăng năng suất, giảm thời gian làm việc cho người công nhân.
Nhược điểm: Tốn chí phi gia công.
ãSử dụng con lăn để đè băng keo thiết kế thêm hệ thống cắt băng keo.
Ưu điểm: Đơn giản, dễ sử dụng, tăng năng suất, giảm thời gian và công sức cho người công nhân.
Nhược điểm: Tốn chi phí gia công.
ðChúng em chọn nguyên lý cuối cùng để thực hiện đề tài.
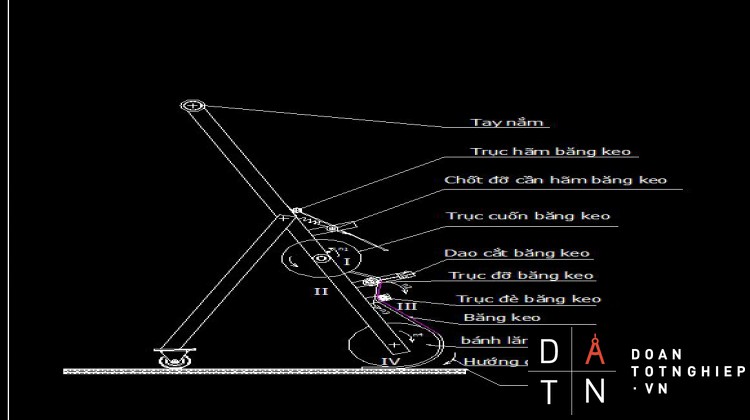
2.3.1 Mô Tả Sơ Đồ Nguyên Lý:
Hình 2.1:Sơ đồ nguyên lý
-Khi băng keo truyền từ trục I chuyển động có số vòng quay n1 sang trục đỡ II và qua con lăn lắp với trục III có số vòng quay n2. Dựa vào lực dính của băng keo,lực đẩy của người công nhân và trọng lượng của con lăn làm cho băng keo bám vào sàn nhà theo đường thẳng. Lúc người công nhân cần cắt băng keo chỉ cần rút chốt chặn của tấm hãm băng keo rồi gạt dao theo nguyên lý trượt rãnh để làm đứt băng keo.
Hình 2.2. máy dán băng keo công nghiệp có hệ thống cắt









