ĐỒ ÁN TỐT NGHIỆP nghiên cứu thiết kế hệ thống chiết rót, đóng nắp và dán nhãn tự động cho sản phẩm dung dịch rửa tay khô sát khuẩn HAUI

NỘI DUNG ĐỒ ÁN
TÓM TẮT ĐỀ TÀI ĐỒ ÁN TỐT NGHIỆP nghiên cứu thiết kế hệ thống chiết rót, đóng nắp và dán nhãn tự động cho sản phẩm dung dịch rửa tay khô sát khuẩn HAUI
Trong tình hình dịch bệnh do chủng mới của Virut Corona đang diễn biến phức tạp, trường đại học công nghiệp Hà Nội đã sản xuất chai dung dịch rửa tay khô sát khuẩn 100ml. Để giúp phần phòng chống dịch bệnh cho cán bộ giảng viên và sinh viên trong trường. Nhưng công việc chiết rót, đóng nắp, dán nhãn hiện nay đang làm bằng phương pháp thủ công tốn rất nhiều công sức của các thầy cô và các sinh viên, chính vì vậy nhóm đã tiến hành nghiên cứu đề tài “tính toán, thiết kế hệ thống chiết rót, đóng nắp và dán nhãn tự động cho sản phẩm “dung dịch rửa tay khô sát khuẩn HAUI 100 ml” nhằm tạo ra một hệ thống giúp cho công việc sản xuất nước rửa tay đạt năng xuất cao hơn mà không tốn nhiều nhân công làm việc, tất cả mọi công đoạn từ chiết rót, dán nhãn, cấp nắp và đóng nắp được thực hiện tự động hoàn toàn trên dây chuyền khép kín tạo ra những sản phẩm đảm bảo vệ sinh an toàn, tiết kiệm. Đó cũng chính là mục tiêu của công cuộc hiện đại hóa - tự động hóa của đất nước.
MỤC LỤC:
CHƯƠNG 1. TỔNG QUAN VỀ TỰ ĐỘNG HÓA QUÁ TRÌNH SẢN XUẤT.10
1.1. Tình hình ngành cơ khí Việt Nam và triển vọng trong tương lai.10
1.2. Mục tiêu đề tài.12
1.3. Đối tượng nghiên cứu.12
1.4. Ý nghĩa đề tài.12
CHƯƠNG 2. CƠ SỞ LÝ THUYẾT CỦA HỆ THỐNG.14
2.1. Thông số kỹ thuật của bình xịt khô.14
2.2. Nguyên lý hoạt động của hệ thống.17
2.3. Các thành phần chủ yếu của hệ thống.18
2.3.1. Hệ thống cấp phôi.18
2.3.2. Băng tải.19
2.3.3. Bàn phân độ.20
2.3.4. Các bộ phận chiết rót, cấp nắp, dán nhãn và đóng nắp.21
2.3.5. Các loại cảm biến và động cơ.26
2.4. Cơ sở lý thuyết hệ thống cấp phôi tự động và ổ tích phôi.27
2.5. Dây truyền tự động hóa quá trình sản xuất.28
2.5.1. Khái niệm.28
2.5.2. Cơ cấu vận chuyển phôi trên dây chuyền.29
CHƯƠNG 3. TÍNH TOÁN, THIẾT KẾ HỆ THỐNG CHIẾT RÓT, ĐÓNG NẮP VÀ DÁN NHÃN TỰ ĐỘNG CHO SẢN PHẨM “DUNG DỊCH RỬA TAY KHÔ SÁT KHUẨN HAUI“ 100 ML .30
3.1. Tính toán, thiết kế hệ thống cấp chai.30
3.1.1. Cơ cấu cấp chai.30
3.1.2. Tính toán động cơ của đĩa quay cấp chai.31
3.1.3. Tính toán trục của đĩa quay cấp chai.34
3.1.4. Thiết kế thanh gạt( thanh dẫn hướng của đĩa quay cấp chai).36
3.1.5. Thiết kê băng tải.38
3.1.6. Tính toán thiết kế đĩa quay phân độ.42
3.2. Tính toán thiết kế hệ thống chiết rót.43
3.2.1. Các phương pháp định lượng chiết rót.43
3.2.2. Nguyên lý hoạt động của hệ thống chiết rót.44
3.3. Tính toán thiết kế hệ thống đóng nắp.48
3.3.1. Ứng dụng của máy đóng nắp chai tự động.48
3.3.2. Cấu tạo của cơ cấu đóng nắp chai tự động.48
3.3.3. Nguyên lý hoạt động của cơ cấu vặn nắp tự động.56
3.3.4. Tính toán lực tác dụng vào chai khi xoáy nắp, chọn thông số động cơ và xi lanh.56
3.3.5. Tính toán thời gian .60
3.4. Thiết kế hệ thống dán nhãn.63
3.4.1. Thiết kế nhãn dán.64
3.4.2. Tính số vòng quay của con lăn kéo nhãn và chọn động cơ.64
3.4.3. Các cảm biến trong hệ thống dán nhãn.65
3.4.4. Thiết kế các con lăn.66
3.5. Hệ thống điều khiển, lưu đồ thuật toán.68
3.5.1. Giới thiệu phần mềm GX Works2.69
3.5.2. Sử dụng phần mềm GX Work2 trong xây dựng chương trình hệ thống.69
CHƯƠNG 4. MÔ PHỎNG MÔ HÌNH HỆ THỐNG CHIẾT RÓT, ĐÓNG NẮP VÀ DÁN NHÃN TỰ ĐỘNG CHO SẢN PHẨM “DUNG DỊCH RỬA TAY KHÔ SÁT KHUẨN HAUI“ 100 ML.78
4.1. Ứng dụng phần mềm thiết kế và mô phỏng.78
4.1.1. Phần mềm AutoCAD.78
4.1.2. Phần mềm SolidWorks.78
4.2. Một số chi tiết chính trong hệ thống .80
4.2.1. Trục của bàn cấp phôi (chai ).80
4.2.2. Trục của bàn quay phân độ .81
4.2.3. Đĩa phân độ .82
4.2.4. Đầu vặn nắp chai .83
4.2.5. Tấm cắm vòi bơm.83
4.2.6. Đĩa quay cấp phôi.84
4.2.7. Gối đỡ.84
4.3. Tính toán, thiết kế quy trình công nghệ chế tạo các chi tiết điển hình trong hệ thống:85
4.3.1. Chi tiết mũ của chụp vặn nắp.85
4.3.2. Chi tiết trục .96
4.3.3. Chi tiết tấm gắn vòi phun.107
4.3.4. Chi tiết gối đỡ.120
4.4. Quy trình lắp ráp hệ thống .136
4.4.1. Mục tiêu của quá trình lắp ráp.136
4.4.2. Nguyên tắc khi tổ chức lắp ráp.137
4.4.3. Quy trình lắp ráp hệ thống.137
Danh mục hình ảnh.
Hình 2.1.1. Bình rửa tay khô. 14
Hình 2.1.2. Ảnh 3D của chai dung dịch rửa tay khô. 14
Hình 2.1.3. Kích thước tổng quan của chai dung dịch rửa tay khô 100ml15
Hình 2.1.4. Nắp chai dung dịch rửa tay khô. 15
Hình 2.1.5. Ảnh 3D chai dung dịch rửa tay khô 100 ml16
Hình 2.1.6. Kích thước tổng quan của nắp chai dung dịch rửa tay khô 100 ml16
Hình 2.2.1. Sơ đồ hoạt động của hệ thống. 17
Hình 2.3.1. Mô hình hệ thống cấp chai18
Hình 2.3.2. Mô hình băng tải19
Hình 2.3.3. Các thành phần chính của băng tải19
Hình 2.3.4. Các vị trí làm việc của đĩa phân độ. 20
Hình 2.3.5. Các thành phần của bàn quay phân độ. 21
Hình 2.3.6. Máy cấp lỏng công nghiệp. 22
Hình 2.3.7. Máy đóng nắp chai tự động. 22
Hình 2.3.8. Máy đóng nắp chai bán tự động. 23
Hình 2.3.9. Máy đóng nắp chai bán tự động cầm tay. 23
Hình 2.3.10. Cơ cấu triết rót24
Hình 2.3.11. Cơ cấu vặn nắp. 24
Hình 2.3.12. Cơ cấu cấp nắp. 25
Hình 2.3.13. Cơ cấu dán nhãn. 25
Hình 2.3.14. Cảm biến hồng ngoại26
Hình 2.3.15. Mạch điều khiển động cơ bước TB6560. 27
Hình 2.4.1. Ổ tích phôi dạng thanh gạt28
Hình 3.1.1. Nguyên lý hoạt động của đĩa quay cấp phôi30
Hình 3.1.2. Kích thước của đĩa quay. 31
Hình 3.1.3. Khối lượng của đãi quay được tính dựa vào phần mềm solidwork. 32
Hình 3.1.4. Các thành phần trên trục đĩa quay cấp chai32
Hình 3.1.5. Động cơ giảm tốc 24V 25W DC4GN25-24. 34
Hình 3.1.6. Kích thước trục. 35
Hình 3.1.7. Kích thước của thanh gạt37
Hình 3.1.8. Kích thước của băng tải38
Hình 3.1.9. Động cơ điện của băng tải40
Hình 3.1.10. Kích thước Rulo chủ động và rulo bị động. 40
Vật liệu của Rulo là thép C45:40
Hình 3.1.11. Kích thước của dây băng. 41
Hình 3.1.12. Kích thước của đĩa phân độ trên. 42
Hình 3.1.13. Kích thước của đãi phân độ dưới43
Hình 3.2.1. Máy bơm mini 24V.. 44
Hình 3.2.2. Xilanh khí nén N/TDA 10*10TN/TDA 10*20. 45
Hình 3.2.3. Kích thước của vời phun. 46
Hình 3.2.4. Chi tiết gắn với vòi phun xilanh. 47
Hình 3.2.5. Hình ảnh tổng quan của hệ thống triết rót47
Hình 3.3.1. Cơ cấu cấp nắp. 49
Hình 3.3.2. Mô hình của xilanh kẹp hơi49
Hình 3.3.3. Hình ảnh thực tế của xilanh kẹp hơi50
Hình 3.3.4. xilanh CDJ2B10x100. 52
Hình 3.3.5. Nón côn đỡ nắp. 52
Hình 3.3.6. Mô hình cơ cấu vặn nắp chai53
Hình 3.3.7. Cơ cấu xilanh kẹp chai53
Hình 3.3.8. Cơ cấu xilanh tịnh tiến ( xi lanh khí nén)54
Hình 3.3.9. Động cơ vặn nắp của cơ cấu. 54
Hình 3.3.10. Chi tiết mũ chụp nắp chai55
Hình 3.3.11. Kích thước của mũ chụp vặn nắp chai55
Hình 3.3.12. Các thành phần chính của mũ chụp vặn nắp chai56
Hình 3.3.13. Các lực tác dụng khi đóng nắp chai57
Hình 3.3.14. Xi lanh TN/TDA10 x 100. 59
Hình 3.3.15. Máy nén khí59
Hình 3.3.16. Thông số kĩ thuật của máy nén khí60
Hình 3.4.1. Nguyên lý hoạt động của cơ cấu dán nhãn. 63
Hình 3.4.2. Các thành phần của cơ cấu dán nhãn. 63
Hình 3.4.3. Nhãn của chai xịt khô. 64
Hình 3.4.4. Động cơ bước 57J1880-830-31. 64
Hình 3.4.5. Cảm biến số 2( cảm biến tiềm cận)65
Hình 3.4.6. Cảm biến màu GY-31 (TCS3200)66
Hình 3.4.7. Kích thước của con lăn. 66
Hình 3.4.8. Kích thước trục gắn với động cơ. 66
Hình 3.4.9. Kích thước miếng đệm nót67
Hình 3.4.10. Kích thước bulong 2 đầu. 67
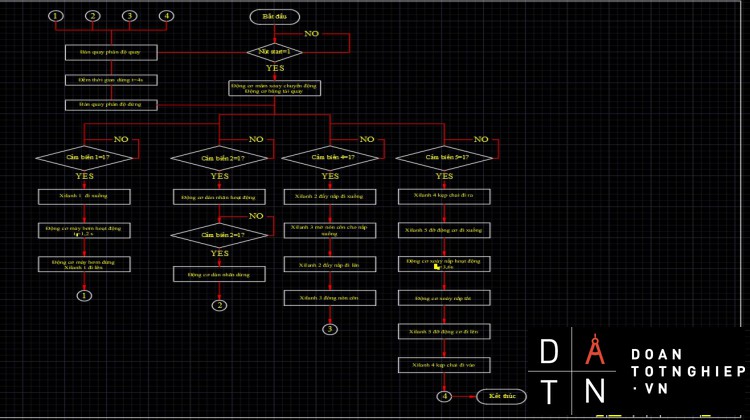
Hình 3.5.1. Lưu đồ thuật toán. 68
Hình 3.5.3. Lựa chọn PLC và ngôn ngữ lập trình. 69
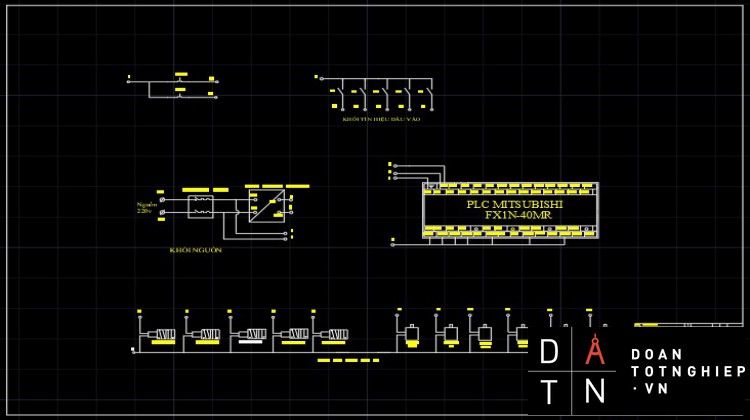
Hình 3.5.4. Sơ đồ hệ thống điều khiển. 70
Hình 4.1.1. Hệ thống cấp chai, chiết rót, dán nhãn, cấp nắp và đóng nắp. 80
Hình 4.2.1. Trục của đĩa quay. 81
Hình 4.2.3. Đĩa quay phân độ trên. 82
Hình 4.2.4. Đĩa quay phân độ dưới82
Hình 4.2.5. Đầu vặn nắp chai83
Hình 4.2.6. Tấm cắm vòi bơm.. 83
Hình 4.2.7. Đĩa quay. 84
Hình 4.2.8. Gối đỡ. 84
Hình 4.3.1. Bản vẽ mũ chụp nắp chai85
Hình 4.3.2. Bản vẽ lồng phôi mũ chụp nắp chai86
Hình 4.3.3. NC1: Cắt phôi87
Hình 4.3.4. Máy cắt87
Hình 4.3.5. NC2:Tiện mặt – Khoan tâm– Khoan lỗ Ø6 – Tiện mặt 4– Tiện mặt 5. 88
Hình 4.3.6. NC3:Tiện mặt đầu- Tiện đoạn trục Ø40 - Cắt rãnh B = 2mm – Tiện ren M40.91
Hình 4.3.7. Khoan lỗ Ø2 – Taro ren M2x0,25. 94
Hình 4.3.8. NC5: Kiểm tra. 95
Hình 4.3.9. Bản vẽ chi tiết trục. 96
Hình 4.3.10. Bản vẽ lồng phôi chi tiết trục. 97
Hình 4.3.11. Khối lượng của trục được tính qua phần mềm solidwork. 98
Hình 4.3.12. NC1: Cưa phôi99
Hình 4.3.13. NC2:Khỏa mặt, khoan tâm hai đầu trục. 100
Hình 4.3.14. NC3:Tiện thô, tinh đoạn trục f10 và f20, vát mép. 101
Hình 4.3.15. NC4: Tiện thô, tinh đoạn trục f16 và f30. 103
Hình 4.3.16. NC5: Tiện đoạn ren M16x2. 105
Hình 4.3.17. NC6: Kiểm tra. 106
Hình 4.3.18. Bản vẽ chi tiết tấm cắm vòi bơm nước. 107
Hình 4.3.19. Bản vẽ lồng phôi chi tiết tấm gắn vòi bơm nước. 108
Hình 4.3.20. NC1: Cắt phôi110
hình 4.3.21. NC2: phay 2 mặt đầu. 110
hình 4.3.22. NC3:Khoan lỗ Ø10 và hai lỗ Ø2. 112
hình 4.3.23. NC4:Phay 2 mặt chéo. 113
hình 4.3.24. NC5: Phay 2 mặt nhỏ. 115
hình 4.3.25. NC 6: Khoan lỗ Ø3. 117
hình 4.3.26. NC7: Phay rãnh b=2mm.. 118
hình 4.3.27. NC8: Kiểm tra. 119
Hình 4.3.28. Bản vẽ chi tiết gối đỡ. 120
Hình 4.3.29. Bản vẽ chi tiết lồng phôi121
Hình 4.3.30. Khối lượng của chi tiết gối đỡ tính trên phần mềm solidwork. 122
Hình 4.3.31. NC1: Đúc phôi123
Hình 4.3.32. NC2: Phay mặt trên. 124
Hình 4.3.33. NC3: phay mặt đáy. 126
Hình 4.3.34. Khoan hai lỗ Ø12. 128
Hình 4.3.35. Khoét-Doa lỗ Ø42. 129
Hình 4.3.36. NC6: kiểm tra. 130
Hình 4.3.37. Đồ gá nguyên công khoan,khoét lỗ Ø42.131
Hình 4.3.38. Sơ đồ lực tác dụng lên chi tiết132
Hình 4.3.39. Sơ đồ lực cần thiết để vặn bulong. 134
Hình 4.4.1. Mục tiêu của quá trình lắp ráp. 136
Hình 4.4.2. Sơ đồ quy trình lắp ráp hệ thống. 138
CHƯƠNG 1. TỔNG QUAN VỀ TỰ ĐỘNG HÓA QUÁ TRÌNH SẢN XUẤT.
1.1. Tình hình ngành cơ khí Việt Nam và triển vọng trong tương lai.
Những nét cơ bản về sự hình thành .
Bắt đầu từ năm 1956 có định hướng ở miền bắc :
- Nhà máy cơ khí tập trung, quy mô Hà Nội: Chế tạo máy công cụ.
- Nhà máy cơ khí cẩm phả: Phục vụ khu mỏ Hòn Gai .
- Nhà máy cơ khí xe lửa Gia Lâm, nhà máy ô tô Trần Hưng Đạo, Hòa Bình: phục vụ giao thông vận tải và sức kéo cho nông lâm nghiệp .
- Các nhà máy đóng tàu Bạch Đằng, Phà Rừng.
- Một loạt các nhà máy qui mô 500tr/năm sản phẩm cơ khí phục vụ công nghiệp địa phương và chiến đấu tại chỗ.
- Một loạt các nhà máy cơ khí quốc phòng và ngành.
Những đặc điểm :
- Qui mô nhỏ, và nhà máy có qui mô vừa, phục vụ nhu cầu bức thiết trước mắt trong nước.
- Sản xuất sản phẩm có yêu cầu kỹ thuật không cao .
- Công nghệ và tổ chức khép kín từ tạo phôi đến lắp ráp thành phẩm. Công nghệ và thiết bị lạc hậu, hơn 30 năm nay ít được đổi mới.
- Hiên nay đang ở trình độ khoa học – công nghệ những năm 40 của thế kỹ này.
Nhân lực:
- Đáng kể có 10 ngàn từ kỹ sư trở lên: Nhưng chưa phát huy tốt tiềm năng.
- Tổng tài sản cố định toàn ngành khoảng 300 triệu USD là hết sức nhỏ bé.
- Hiện trạng ngành cơ khí thành phố Hồ Chí Minh .
Đặc điểm chung:
- Tiếp nhận từ một ngành cơ khí non yếu chỉ làm dịch vụ sửa chữa và sản xuất một số phụ tùng đơn giản.
- Từ sau năm 1975 chưa có một nhà máy cơ khí nào được đầu tư thiết bị – công nghệ đồng bộ với một hướng sản xuất rõ rệt ban đầu.
- Vốn đầu tư thấp, thiết bị đầu tư lẻ tẻ nhưng lại cố tạo ra một khả năng khép kín công nghệ nên lại càng non yếu về năng lực sản xuất về trình độ công nghệ.
- Một vài năm gần đây một số xí nghiệp đã cố đổi mới công nghệ- thiết bị nhưng rất chật vật trên nền cũ của mình .
Qui mô và nhân lực:
- Nhỏ, chủ yếu là sản xuất đơn chiếc, loạt nhỏ.
- Tổng số công nhân sản xuất trên 3000. Trong đó có hơn 13000 công nhân bậc 4 trở lên.
- Trên 400 cán bộ kỹ thuật có trình độ kỹ sư trở lên, nhưng ít có cơ hội được đào tạo lại thường xuyên theo sự phát triển của khoa học – công nghệ .
Về khoa học và công nghệ:
- Trong bối cảnh chung của cả nước: lạc hậu khoảng 50 năm. Đặc biệt yếu về các công nghệ chế tạo phôi.
- Đáng chú ý la một số xí nghiệp quốc doanh và tư doanh đầu tư nhập công nghệ thiết bị hiện đại trong khuôn mẫu. Tỷ trọng thiết bị tiên tiến chỉ khoảng 15%.
- Vẫn còn thời kỳ cơ khí hoá.
Tổng quát:
- Mặc dù hết sức năng động, tự vươn lên nhưng vẫn yếu kém về năng lực sản xuất cả về qui mô và chất lượng sản phẩm.
- Còn khá xa trước nhiệm vụ trang thiết bị lại một phần cơ bản cho các ngành kinh tế.
- Còn phân tán, tự phát thiếu đồng bộ và cần có qui hoạch chiến lược tập trung đầu tư đi vào những trọng điểm.
Định hướng về khoa học – công nghệ:
- Trên cơ sở công nghệ tin học tạo ra một nền “ sản xuất linh hoạt” đáp ứng sự biến động khôn lường của nhu cầu và khả năng cạnh tranh nhờ đổi mới sản phẩm.
- Hiệu quả đặc trưng quan trọng nhất của công nghê tin học là năng lực giúp cho những ý tưởng của con người – dù có đa dạng và biến động cách mấy – trở thành hiện thật một cách nhanh chóng nhất, ít tốn công sức nhất .
Nội dung cơ bản:
- Làm xương sống cho nền kinh tế: Sản xuất lại và trang bị lại cho mình và các ngành kinh tế.
- Đầu tư chiều sâu vào những khâu quyết định khả năng cạnh tranh của sản phẩm.
- Đi thẳng vào công nghệ tiên tiến một số lĩnh vực tạo ra sản phẩm có chất lượng cao.
- Chú trọng xây dựng trung tâm nghiên cứu – phát triển.
- Định hướng các sản phẩm cơ bản.
- Định hướng ứng dụng công nghệ tiên tiến.
- Ứngdụng CAD trong thiết kế cơ khí.
- Ứng dụng CAD trong công nghệ gia công cơ khí.
- Cần lựa chọn công nghệ thích hợp của máy cho mặt hàng cụ thể của cơ sở sản xuất.
- Đào tạo nhân lực cho các công nghệ tiên tiến.
Đào tạo nhân công:
- Đủ năng lực vận hành thiết bị tiên tiến, biết phát hiện những bất thường để kịp xem xét.
Đào tạo kỹ sư:
- Hiểu nguyên lý hoạt động, chọn công nghệ thích hợp, nắm chắc các phần mềm và thiết bị.
- Làm chủ, sử dụng các phần mềm và thiết bị để điều khiển và lập trình một cách hiệu quả.
- Khả năng bảo dưỡng thiết bị hiệu quả.
1.2. Mục tiêu đề tài.
Tìm hiểu quy trình sản xuất chiết rót đóng nắp và dán nhãn tự động từ các nhà máy sản xuất dung dịch đóng chai trong và ngoài nước.
Nghiên cứu và chế tạo mô hình chiết rót dung dịch, đóng nắp chai và dán nhãn tự động làm tiền đề cho việc nghiên cứu các hệ thống sản xuất trong các nhà máy sau này.
1.3. Đối tượng nghiên cứu.
Đối tượng nghiên cứu: mô hình Hệ thống chiết rót sản phẩm dạng lỏng đóng nắp chai và dán nhãn tự động.
Phạm vi:
- Modul điều khiển chính cho mô hình Hệ thống chiết rót sản phẩm dạng lỏng và đóng nắp chai tự động.
- Nghiên cứu các loại cảm biến phục vụ cho mục đích của đề tài: cảm biến hồng ngoại, tiệm cận kim loại, cảm biến mực nước có thể xuất ra tín hiệu mức cao mức thấp chính xác.
- Modul relay thông tin đầu ra điều khiển các thiết bị bật tắt theo các chức năng định trước.
- Các loại động cơ bước, mô tơ.
- Modul điều khiển động cơ bước.
1.4. Ý nghĩa đề tài.
Vận dụng được những kiến thức có được trên giảng đường vào việc nghiên cứu, chế tạo hệ thống cấp chai, chiết rót, đóng lắp và dãn nhãn cho dung dịch rửa tay khô 100 ml .
Kết hợp các môn học chuyên ngành như cảm biến trong điều khiển, servo điện-khí nén-thủy lực, mạch điện, thực tập gia công cắt gọt, chi tiết máy, vi điều khiển….
Trau dồi kĩ năng trả giá, tìm hiểu thị trường linh kiện, chi tiết máy, khả năng thay thế các chi tiết khác so với tính toán lý thuyết.
Làm quen với văn bản luận văn, luận án , để sau này khi trình bày bất kì ý tưởng nào đều theo mẫu chuẩn để người đọc dễ dàng nắm bắt thông tin.
Giúp bản thân sinh viên tự tin hơn trong việc thuyết trình, thuyết phục và đưa ra ý tưởng trước hội đồng giảng viên . Và tự tin hơn khi tham gia vào bất kì tập thể công ty nào.
Trong tình hình dịch bệnh do chủng mới của Virut Corona đang diễn biến phức tạp, trường đại học công nghiệp Hà Nội đã sản xuất chai dung dịch rửa tay khô sát khuẩn 100ml. Để giúp phần phòng chống dịch bệnh cho cán bộ giảng viên và sinh viên trong trường.
KẾT LUẬN: Nhìn chung với xu hướng chung của thế giới, ngành cơ khínước nhà cũng đã có sự phát triển vượt bậc trong việc áp dụng tự động hoá ở một số bộ phận. Xong nó chỉ mang tính chất riêng lẽ, cục bộ chưa phát huy hết khả năng của nó và sự phát triển thiếu đồng bộ đó cũng do nhiều nguyên nhân khác gây ra. Do đó để nắm vững và áp dụng nó một cách đúng mức ta lần lượt đi tìm hiểu về các vần đề sau để có cái nhìn chung về nó và phát huy một cách hiệu quả nhất để đáp ứng nhu cầu xã hội ngày nay.
CHƯƠNG 2. CƠ SỞ LÝ THUYẾT CỦA HỆ THỐNG.
2.1. Thông số kỹ thuật của bình xịt khô.
Năng suất yêu cầu sản xuất: 18000 chai/tuần .
Thông số kĩ thuật của chai:
- Vật liệu của thân chai : Thủy tinh.
- Dung tích : 100 ml.
- Khối lượng: 100 gam.
Hình 2.1.1. Bình rửa tay khô
Hình 2.1.2. Ảnh 3D của chai dung dịch rửa tay khô
Hình 2.1.3. Kích thước tổng quan của chai dung dịch rửa tay khô 100ml
Hình 2.1.4. Nắp chai dung dịch rửa tay khô
Hình 2.1.5. Ảnh 3D chai dung dịch rửa tay khô 100 ml
Hình 2.1.6. Kích thước tổng quan của nắp chai dung dịch rửa tay khô 100 ml
Các thành phần hóa học của dung dịch nước rửa tay khô( Pha chế theo khuyến cáo WHO) :
- Ethanol( Cồn ).
- Purifiled water( nước tinh khiết ).
- Glycerin.
- Hydrogen Peroxide.
- Hương liệu.
2.2. Nguyên lý hoạt động của hệ thống.
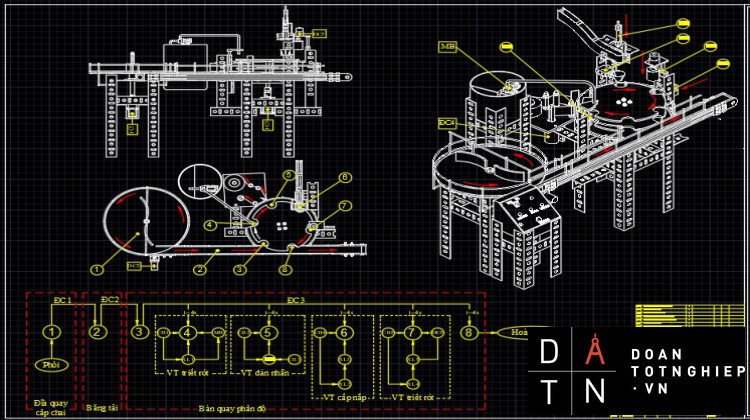
Hình 2.2.1. Sơ đồ hoạt động của hệ thống
Nguyên lý hoạt động của hệ thống:
Chai được đưa vào đĩa quay cấp phôi (1). Khi đĩa quay (1) hoạt động nhờ động cơ điện (14) sẽ đưa chai đến băng tải (4) nhờ thanh gạt (2). Tại đây băng tải (4) hoạt động nhờ động cơ điện (3) đưa trai đến bàn quay phân độ (7). Khi bàn phân độ (7) hoạt động sẽ lấy chai từ băng tải (4) ở vị trí lấy chai (6) đưa đến vị trí triết rót (5), khi cảm biến ở vị trí triết rót (5) nhận viết ở vị trí có chai này thì đĩa quay phân độ (7) tạm dừng đồng thời xilanh (17) đưa vòi bơm vào vị trí miệng chai sau đó máy bơm (13) sẽ lấy dung dịch từ thùng chứa (12). Sau khi bơm đầy chai máy bơm tạm dừng, xilanh (17) đưa vòi bơm về vị trí ban đầu. Bàn phân độ (7) tiếp tục quay đưa chai đã được bơm dung dịch ở vị trí triết rót (5) đi qua vị trí dán nhãn (10). Ở vị trí này cảm biến phát hiện có chai và động cơ dãn nhãn (16) hoạt động song song với động cơ của đĩa xoay phân độ (7) dán nhãn lên chai. Rồi bàn quay (7) tiếp tục đưa chai đến vị trí cấp nắp (9). Tại vị trí cấp nắp (9) cảm biến phát hiện có chai, xilanh (18) và xilanh (19) đẩy nắp từ phễu chứa nắp xuống. Kết thúc quá trình cấp nắp xilanh (18) và xilanh (19) lùi về vị trí ban đầu, bàn quay phân độ (7) lại đưa chai đến vị trí đóng nắp (8). Cảm biến ở vị trí này phát hiện ra chai,xilanh (20) kẹp chai bằng một lực vừa đủ và xilanh (21) đưa mũ chụp nắp đến vị trí làm việc, động cơ (22) bất làm việc đóng nắp. Kết thúc quá trình làm việc bàn quay đưa chai đến vị trí (23) gặp băng tải và kết thúc quá trình làm việc.
2.3. Các thành phần chủ yếu của hệ thống.
2.3.1. Hệ thống cấp phôi.
Nguyên lý hoạt động: Phôi được đặt trong lòng đĩa quay , khi động cơ quay thì đĩa cũng quay làm cho phôi di chuyển cùng đĩa quay, phôi được đưa vào máng dẫn nhờ thanh gạt( thanh dẫn hướng).
Hình 2.3.1. Mô hình hệ thống cấp chai
Các bộ phận chính của hệ thống:
- Đĩa quay.
- Thanh gạt( thanh dẫn hướng).
- Trục quay.
- Động cơ điện.
- Thành đỡ.
Ưu điểm:
- Làm việc êm.
- Kết cấu đơn giản dễ gia công.
- Định hướng chính xác, không gây kẹt phôi.
Nhược điểm:
- Năng suất thấp.
- Giá thành cao.
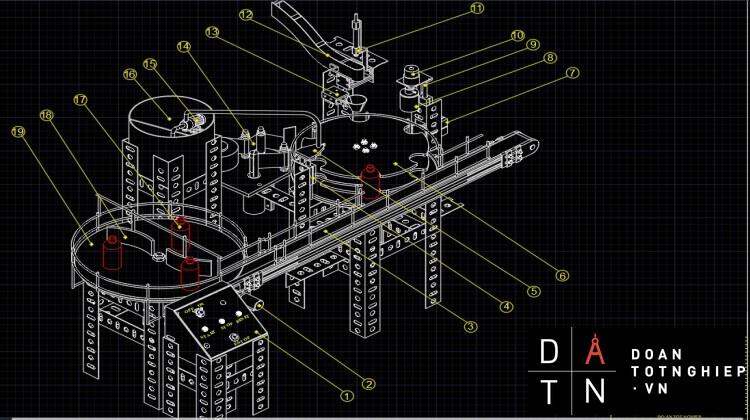
2.3.2. Băng tải.
Băng tải là một hệ thống vận chuyển đồ vật dựa vào hoạt động của động cơ điện.
Nguyên lý hoạt động: khi động cơ điện hoạt động làm cho rulo chủ động quay làm cho dây băng tải quay nhờ lực ma sát giữa rulo và dây băng. Rulo chủ động quay làm cho dây băng chuyển động dẫn đến rulo bị động quay tạo lên chuyển động tịnh tiến. Để tránh cho băng tải đỡ trùng thì có những con lăn dưới bề mặt của băng tải.
Hình 2.3.2. Mô hình băng tải
Hình 2.3.3. Các thành phần chính của băng tải
Cấu tạo của băng tải:
1. Động cơ
2. Thành băng tải
3. Ổ bi
4. Rulo chủ động
5. Dây băng
6. Rulo bị động
7. Con lăn
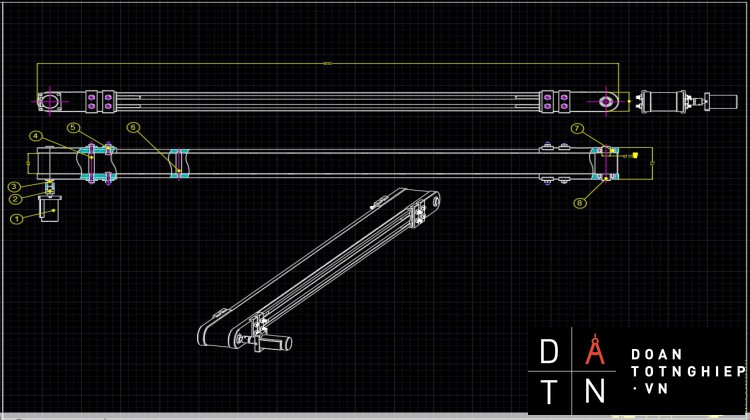
2.3.3. Bàn phân độ.
Nguyên lý hoạt động của bàn phân độ: phôi được băng tải đưa đến vị trí lấy phôi( 1) trên đĩa phân độ, đĩa phân độ quay đưa phôi đến vị trí chiết rót( 2), sau khi hoàn thành chiết rót tiếp tục quay đến vị trí dãn nhãn( 3), sau dãn nhãn phôi được đĩa quay đưa đến vị trí cấp nắp( 4), rồi tiếp tục đến vị tí đóng nắp( 5), rồi cuối là vị trí trả lại phôi về băng tải( 6). Kết thúc quá trình làm việc trên bàn quay phân độ.
Hình 2.3.4. Các vị trí làm việc của đĩa phân độ
Các vị trí làm việc trên đĩa quay:
1. Vị trí lấy phôi.
2. Vị trí chiết rót.
3. Vị trí dán nhãn.
4. Vị trí cấp nắp.
5. Vị trí đóng nắp.
6. Vị trí trả phôi.
Hình 2.3.5. Các thành phần của bàn quay phân độ
Cấu tạo của đĩa quay phân độ:
- Động cơ bước.
- Trục.
- Đế.
- Thành của đĩa quay.
- Đĩa dưới.
- Đĩa trên.
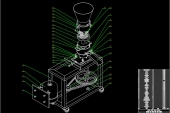
2.3.4. Các bộ phận chiết rót, cấp nắp, dán nhãn và đóng nắp.
a, Các sản phẩm thực tế đã có trên thị trường.
Trên thị trường đã xuất hiện những mô hình giúp rất nhiều trong sản xuất. Những mô hình này đã được phát triển hơn để thuận tiện trong cuộc sống hiện nay .
Hình 2.3.6. Máy cấp lỏng công nghiệp
Hình 2.3.7. Máy đóng nắp chai tự động
Hình 2.3.8. Máy đóng nắp chai bán tự động
Hình 2.3.9. Máy đóng nắp chai bán tự động cầm tay
b, Mô hình thiết kế trên phần mềm solidwork.
Hình 2.3.10. Cơ cấu triết rót
Hình 2.3.11. Cơ cấu vặn nắp
Hình 2.3.12. Cơ cấu cấp nắp
Hình 2.3.13. Cơ cấu dán nhãn
2.3.5. Các loại cảm biến và động cơ.
a, Cảm biến hồng ngoại.
Cảm biến vật hồng ngoại dùng ánh sáng hồng ngoại để xác định khoảng cách tới vật cản cho độ phản hồi nhanh và rất ít nhiễu do sữ dụng mắt nhận và phát tia hồng ngoại theo tần số riêng biệt. Cảm biến có thể chỉnh khoảng cách báo mong muốn thông qua biến trở, ngõ ra cảm biến ở dạng NPN
Thông số kỹ thuật:
- Nguồn cung cấp: 5à36VDC
- Khoảng cách phát hiện: 5à30cm
- Dòng kích ngõ ra: 300mA
- Ngõ ra dạng PNP
Hình 2.3.14. Cảm biến hồng ngoại
b, Mạch điều khiển động cơ bước TB6560.
Mạch điều khiển động cơ bước TB6560 là loại thường được sử dụng nhất hiện nay, mạch có thể điều khiển được động cơ bước 2 pha (10-35VDC) với công suất tối đa 3A.
Thông số kỹ thuật:
- Nguồn vào: 10à35VDC .
- Dòng tối đa: 3A .
- Tích hợp opto cách ly 6N137 tốc độ cao giúp cách ly tín hiệu điều khiễn với board điều khiễn, an toàn và chống nhiễu .
- Có công tắc để setup dòng tải, tối đa 3A .
- Có công tắc để setup vi bước: 1:1, 1:2, 1:8, 1:16 .
Hình 2.3.15. Mạch điều khiển động cơ bước TB6560
2.4. Cơ sở lý thuyết hệ thống cấp phôi tự động và ổ tích phôi.
Hiện nay, trong các quá trình sản xuất, lắp giáp, kiểm tra chất lượng sản phẩm trong các ngành công nghiệp nói chung như sản xuất phân bón, vật liệu xây dựng, thực phẩm… đều phát triển theo xu hướng tự động hóa ngày càng cao. Để đảm bảo quá trình sản xuất ổn định thì cần thiết phải có quá trình cung cấp phôi chính xác về thời gian , không gian và liên tục theo chu kì của hệ thống một cách tin cậy. Vì vậy quá trình cấp phôi là một trong những yêu cầu cần thiết phải nghiên cứu và giải quyết trong các hệ thống sản xuất tự động nhằm nâng cao năng xuất lao động, hiệu quả sử dụng máy móc cũng như nâng cao năng xuất lao động, hiệu quả sử dụng máy móc cũng như nâng cao chất lượng sản phầm. Nghiên cứu hệ thống cấp phôi tự động là giải quyết từng giai đoạn một cách triệt để trong tổng thể toàn bộ hệ thống cấp phôi trong từng điều kiện việc làm cụ thể của từng máy móc, thiết bị và công đoạn sản xuất. Đảm bảo hệ thống hoạt động và độ tin cậy cao.
Yêu cầu đề ra :
- Cần tích chai một lượng để giảm thiểu thời gian của người lao động.
- Chai ở ổ tích cần được cấp liên tục cho các cơ cấu đằng sau để cả quá trình được diễn ra liên lục không được gián đoạn.
- Hình dáng phôi : Phôi chai dạng khối tròn xoay.
- Kích thước: Nhỏ.
- Cân nặng: <200g.
Từ các yêu cầu trên ta chọn ổ tích phôi kiểu thanh gạt .
Hình 2.4.1. Ổ tích phôi dạng thanh gạt
Phôi dạng chai được đặt trên ổ tích phôi là mặt phẳng được nối với động cơ có thể quay tròn.
Chính giữa bàn xoay có 2 thanh dẫn hướng cố định có tác dụng điều chỉnh hướng di chuyển của chai ra thành của bàn xoay.
Cha di chuyển đến góc của bàn xoay có cơ cấu dẫn hướng đưa chai vào băng chuyền đưa phôi đến bàn phân độ đến quá tình chiết rót.
Bàn xoay và băng chuyền hoạt động liên tục nên việc cấp phôi là liên tục.
- Ưu điểm: Dễ dàng gia công
- Chi phí rẻ.
- Dễ sửa chữa trong quá trình sử dụng .
- Nhược điểm: Cần có người cấp chai vào ổ tích phôi khi hết .
2.5. Dây truyền tự động hóa quá trình sản xuất.
2.5.1. Khái niệm.
Dây chuyền sản xuất tự động có các đặc điểm sau đây:
- Hệ thống thiết bị sản xuất một hay vài loại sản phẩm nhất định với sản lượng lớn.
- Hệ thống thiết bị này tự động thực hiện các nhiệm vụ gia công theo quy trình công nghệ đã định, chỉ cần người theo dõi và kiểm tra.
- Nguyên liệu hay bán thành phẩm lần lượt dời chỗ theo nhịp sản xuất từ vị trí gia công này đến vị trí gia công khác theo cơ cấu chuyển động nào đó (nghĩa là khó thay đổi nhịp thời gian và nhịp không gian ).
Các dây chuyền tự động thường được dùng để gia công các chi tiết dạng hộp lớn và các chi tiết có hình dạng phức tạp, với yêu cầu gia công qua nhiều bước. Phần lớn các chi tiết đều được chế tạo trên dây chuyền tự động trong các nhà máy.
Mọi nguyên công được thực hiện trên các máy riêng lẻ đều có thể thực hiện trên dây chuyền sản xuất tự động như các nguyên công chiết rót, dán nhãn, đóng nắp… Trong những năm gần đây, nhiều loại dây chuyền sản xuất tự động có thêm các cơ cấu được chế tạo riêng biệt cho các đặc thù riêng biệt của các chi tiết, sản phẩm cần chế tạo.
2.5.2. Cơ cấu vận chuyển phôi trên dây chuyền.
Loại phôi không quay thường được vận chuyển bằng các cơ cấu sau:
- Cơ cấu thanh tịnh tiến có chấu đẩy.
- Cơ cấu thanh tịnh tiến và quay có các chấu kẹp và đẩy.
- Cơ cấu tay đòn có má kẹp nâng kiểu khớp.
- Cơ cấu đẩy thủy lực.
- Băng tải xích tải.
Để vận chuyển loại phôi quay trong khi gia công như dạng trục, trụ tròn…thường dùng băng tải, xích tải hoặc máng tải, đến vị trí gia công sẽ có các cơ cấu đẩy hoặc quay tròn (kiểu như một tay máy chuyên dùng) để đưa chi tiết vào vị trí định vị.
Trên dây chuyền sản xuất tự động còn được bố trí một số vị trí dự trữ phôi để đề phòng dây chuyền phía trước bị sự cố. Nghĩa là chia dây chuyền thành một số đoạn có liên hệ mềm để dễ điều chỉnh, sửa chữa.
KẾT LUẬN: Từ các cơ sở lý thuyết nói trên kết hợp với thực tiễn chúng ta tiến hành tính toán thiết kế hệ thống “cấp chai, chiết rót, cấp nắp và đóng nắp chai dung dịch rửa tay khô sát khuẩn HAUI 100 ml.
CHƯƠNG 3. TÍNH TOÁN, THIẾT KẾ HỆ THỐNG CHIẾT RÓT, ĐÓNG NẮP VÀ DÁN NHÃN TỰ ĐỘNG CHO SẢN PHẨM “DUNG DỊCH RỬA TAY KHÔ SÁT KHUẨN HAUI“ 100 ML .
3.1. Tính toán, thiết kế hệ thống cấp chai.
3.1.1. Cơ cấu cấp chai.
Hình 3.1.1. Nguyên lý hoạt động của đĩa quay cấp phôi
Trong đó :
1- Đĩa quay cấp chai.
2- Băng tải.
Chai được chứa trong đĩa quay, khi đĩa quay dẫn chai đi vào băng tải rồi đưa đến bàn quay phân độ để chiết rót, đóng lắp, dán nhãn .
Tốc độ quay của đĩa quay được điều chỉnh dựa vào tốc độ làm việc của đĩa quay phân độ.
Tốc độ băng tải phải đảm bảo chai vận chuyển trên băng tải không quá nhanh, phù hợp với tốc độ làm việc của bàn quay phân độ và không được nghiêng trong quá trình làm việc.
- Tốc độ băng tải yêu cầu về mặt lý thuyết : v= 0,2 (m/s).
- Tốc độ đĩa cấp trai : n= 10 ( vòng/phút ).
3.1.2. Tính toán động cơ của đĩa quay cấp chai.
Tính toán động cơ cho đĩa quay cấp chai:
Hình 3.1.2. Kích thước của đĩa quay
Đĩa quay có các thông số sau:
- Đường kính của đĩa : D= 30 cm, độ dày d= 3mm =0,3 cm .
- Đĩa quay với tốc độ n= 10 (vòng/phút ).
- Khối lượng m= 1,628 kg( làm bằng vật liệu thép CT3- dựa vào phần mềm solidwork).
Thành phần hóa học và cơ tính của thép CT3:
+ C: chiếm 0,14 -0,22 %.
+ Mn: chiếm 0,4-0,65 %.
+ Si: chiếm 0,12 -0,3 %.
+ S: không quá 0,055 %.
+ P: không quá 0,05 %.
+ Cơ tính: .
Hình 3.1.3. Khối lượng của đãi quay được tính dựa vào phần mềm solidwork
Chọn động cơ:
Vận tốc yêu cầu của đĩa: 10 (vòng/phút).
Khối lượng của cum chi tiết:
Hình 3.1.4. Các thành phần trên trục đĩa quay cấp chai
- Khối lượng của đĩa quay: mđq=1,63 kg .
- Khối lượng của gối đỡ có gắn ổ bi: mgđ=0,25 kg.
- Trên đĩa quay có thể đặt được 10 chai thủy tinh( mỗi chai có khối lượng khoảng 100 gam) vậy khối lượng của chai trên đĩa: mchai=10.0,1=1 kg .
- Để bù cho các chi tiết nhỏ khác ta nhân khối lượng cụm chi tiết với hệ số bằng 1,3.
- Vậy khối lượng cụm chi tiết:
Trọng lực tác dụng lên trục:
Với g- gia tốc trọng trường. g=9,81 m/s2.
Suy ra vận tốc của trục chính:
Công suất trên trục chính là:
Công suất cần thiết:
- Trong đó: - Hiệu suất các bộ truyền cơ khí.
Nhận thấy, Công suất cần thiết để quay đĩa mang phôi nhỏ do đĩa quay có khối lượng không đáng kể, nên ta có thể bỏ qua. Thực tê ta chỉ cần tính toán và điều chỉnh về mặt động học để đạt được tốc độ đĩa quay theo yêu cầu, không cần quan tâm đến giá trị công suất.
Các thông số chủ yếu của động cơ được chọn để quay đĩa mang chai:
- Công suất định mức: P =25W
- Tốc độ đầu ra định mức: n =100 vòng/phút.
Vậy ta chọn động cơ giảm tốc 24V 25W DC4GN25-24.
Các thông số của động cơ :
- Thông số động cơ điện 25W :
- Công suất của động cơ 25W.
- Điện áp cho động cơ 24V.
- Tốc độ quay của động cơ 3000 vòng/phút.
- Dòng điện 1 chiều 0,7 ampe.
- Kích thước của động cơ phi 80mm. Mặt bích vuông 80x80mm.
- Chiều dài động cơ 120mm. Đường kính trục phi mm.
- Trọng lượng 1,7kg
- Model: DC4GN25-24.
Thông số của hộp giảm tốc:
- Hộp giảm tốc có kích thước dài 46mm. Thân vuông 80x80mm. Trục hộp số phi 10mm.
- Tỷ số truyền tải 3:200
- Tốc độ đầu ra của trục hộp số 15-1000 vòng/phút.
- Mô men xoắn 0,3-8 N.m
- Lực kéo 3.15-80 kgf.cm
- Trọng lương 0,4-0,6kg
- Model:4GN-K
Hình 3.1.5. Động cơ giảm tốc 24V 25W DC4GN25-24
3.1.3. Tính toán trục của đĩa quay cấp chai.
Ta chọn vật liệu chế tạo trục là thép C45
Thành phần hóa học và cơ tính của thép C45:
- C: chiếm 0,42 -0,5 %
- Mn: chiếm 0,5-0,8 %
- Si: chiếm 0,15 -0,35 %
- S: không quá 0,025 %
- P: không quá 0,025 %
- Cr: Chiếm 0,2-0,4%
- Cơ tính:
Thép C45 (độ bền, độ cứng, dộ dẻo,…) rất phù hợp cho gia công cơ khí, chế tạo chi tiết máy vì vậy ta chọn vật liệu cho trục là C45.
Ta chọn kích thước trục gắn mâm cấp phôi như hình vẽ:
Hình 3.1.6. Kích thước trục
Kiểm nghiện lại trục theo hệ số an toàn S:
Vì trục là trục truyền nên :
Trong đó:
- S là hệ số an toàn cho phép và nằm trong khoảng 1.5÷2.5
- Sσ, Sτ là hệ số an toàn chỉ xét riêng cho ứng suất uốn và ứng suất xoắn, được xác định theo công thức:
- Với σ-1, τ-1 là giớ hạn mỏi của vật liệu, được xác định theo công thức:
σ-1=(0,4…0,5)σb=305(Mpa)
τ-1=(0,22…0,25)σb=155(Mpa)
Với vật liệu là thép có σb=610(Mpa)
- σa, σm, τa, τm là các biên độ và giá trị trung bình của ứng suất.
- Ứng suất uốn thây đổi theo chu kỳ đối xứng do trục quay:
- Ứng suất xoắn thay đổi theo chu kỳ mạch động khi trục quay một chiều:
- Đối với trục đặc thì W=0,1d3=409,6; W0=0,2d3=819,2
- ψσ=0,1; ψτ=0,05 (tra bảng 10.1 giáo trình CTM).
- εσ=0,91; ετ=0,89 (tra bảng 10.2 giáo trình CTM).
- β: Hệ số tăng bề bề mặt. β=1
- Kσ, Kτ: hệ số xét đến ảnh hưởng của sự tập trung tải trọng đến độ bền mỏi.
Tra bảng 10.4 ta được Kσ=1,4; Kτ=1,3
Vậy kích thước trục ta chọn là thỏa mãn.
3.1.4. Thiết kế thanh gạt( thanh dẫn hướng của đĩa quay cấp chai).
Dựa vào nguyên lý hoạt động của đĩa quay cấp chai và tính linh hoạt của thanh gạt có thể điều chỉnh bằng tay nên ta có kích thước của thanh gạt như sau:
Hình 3.1.7. Kích thước của thanh gạt
Vật liệu của thanh gạt: thép CT3.
Thành phần hóa học và cơ tính của thép CT3:
- C: chiếm 0,14 -0,22 %
- Mn: chiếm 0,4-0,65 %
- Si: chiếm 0,12 -0,3 %
- S: không quá 0,055 %
- P: không quá 0,05 %
- Cơ tính:
3.1.5. Thiết kê băng tải.
Hình 3.1.8. Kích thước của băng tải
a, Tính toán động cơ cho băng tải.
Do nhu cầu sử dụng cận vận chuyển vỏ chai nước thủy tinh ở đầu vào và vận chuyển chai thủy tinh đã có nước ở đầu ra.
- Khốilượng của vỏ chai thủy tinh: mv=100 g
- Khối lượng chai thủy tinh khi đựng nước mC2 = 200 g
- Số lượng vận chuyển chai nước trên băng tải trong vòng 1p là 2 và khoảng thời gian cách nhau khoảng 30s.
- Với các thông số như trên ta tính toán cụm chi tiết động cơ và chọn băng tải như sau:
Tính toán động cơ băng tải:
- Xác định công suất yêu cầu của động cơ:
- Công suất yêu cầu của động cơ được tính theo công thức:
Với :
- Pct : Công suất cần thiết trên trục động cơ (kW).
- Ptd : Công suất trên trục máy công tác (kW).
- η: Hiệu suất của toàn bộ hệ thống truyền động.
- : Hệ số tải trọng tương đương , chọn .
Xác định Ptd: Công suất trên trục công tác được tính theo công thức:
Với: + F: Lực kéo băng tải (N) , với F=100 N.
+ v: Vận tốc băng tải (m/s), v=0,2 m/s
- Xác định η: Hiệu suất truyền động của toàn bộ hệ thống được tính theo công thức:
Tra bảng 2.3 [TTKHDDCK]- tr19 ta có:
= 0,95: Hiệu suất bộ truyền đai .
- Ta tính được công suất yêu cầu trên trục động cơ:
Xác định sơ bộ tốc độ quay của động cơ điện:
+nlv: Số vòng quay trục máy công tác (v/ph)
Xác định nlv: theo công thức:_2.16_TTTKDĐCK_tập 1
Với yêu cầu khá đơn giản của băng tải như là:
- Chỉ cần vận chuyển chai trên băng tải.
- Băng tải chạy liên tục, có các cụm chi tiết chặn chai.
- Không đòi hỏi độ chính xác cao, tải trọng nhẹ.
- Dễ điều khiển, giá thành rẻ.
Với tất cả các lý do trên nên nhóm đã quyết định chọn động cơ điện một chiều làm động cơ dẫn động cho băng tải. Động cơ được chọn có momen lớn do yêu cầu làm việc của băng tải có tải trọng. Động cơ có gắn liền loại hộp số loại 12v-25w, có tốc độ quay trên trục sau hộp số là 80 .
Hình 3.1.9. Động cơ điện của băng tải
b, Kích thước rulo chủ động và rulo bị động.
Từ kích thước của chai và cách làm việc của hệ thống ta có kích thước của rulo chủ động và rulo bị động như sau:
Hình 3.1.10. Kích thước Rulo chủ động và rulo bị động
Vật liệu của Rulo là thép C45:
Thành phần hóa học và cơ tính của thép C45:
- C: chiếm 0,42 -0,5 %
- Mn: chiếm 0,5-0,8 %
- Si: chiếm 0,15 -0,35 %
- S: không quá 0,025 %
- P: không quá 0,025 %
- Cr: Chiếm 0,2-0,4%
- Cơ tính:
c, Dây băng tải.
Dây băng tải là tấm bề mặt trên chịu trách nhiệm như phương tiện chở vật liệu của một hệ thống băng tải .
Dây băng tải là một trong nhiều loại vật liệu cấu tạo nên hệ thống băng tải. Bản thân dây băng tải cũng có hàng trăm loại được sản xuất.
Nhiều dạng vật liệu khác nhau nhằm đáp ứng nhu cầu ứng dụng của thị trường, sản phẩm tải.
Hình 3.1.11. Kích thước của dây băng
Vật liệu của dây băng có thể kể đến rất nhiều như: cao su, sợi thuỷ tinh, PVC, PU, PE, sợi cotton, sợi polyester,..
Bề mặt dây thường là hợp chất cao su hoặc nhựa khác nhau được quy định bởi ứng dụng của dây băng. Bề mặt này cũng có thể được làm từ vật liệu đặc biệt hơn cho các ứng dụng khác thường như silicone gia nhiệt hoặc cao su được xử lý đặc biệt để đảm bảo về lực kéo đứt, hoặc các yêu cầu ứng dụng chống mài mòn, chống cắt.
Lớp bề mặt thường có độ dầy 5mm đối với dây cao su và 1mm-3mm đối với các loại vật liệu khác.
Lớp dưới của dây băng tải được thiết kế với chiều dầy thông thường là 3mm với dây cao su và 1mm-1.5mm đối với loại vật liệu khác. Đây là lớp trực tiếp tiếp xúc với con lăn hoặc mặt trượt nên việc giảm thiểu mài mòn.
Kết luận: Dựa vào khả năng làm việc ta chọn dây băng có vật liệu là cao su:
- Dây băng tải có tính kết dính giữa các lớp tốt nên rất khó sảy ra hiện tượng phân lớp.
- Khả năng chịu ma sát , mài mòn dây băng tải ít bị co dãn trong quá trình vận hành.
- Chịu được sản phẩm có nhiệt độ cao trong một thời gian dài . Độ giãn thấp, chịu va đập mạnh.
- Sức căng (lực kéo đứt) lớn.
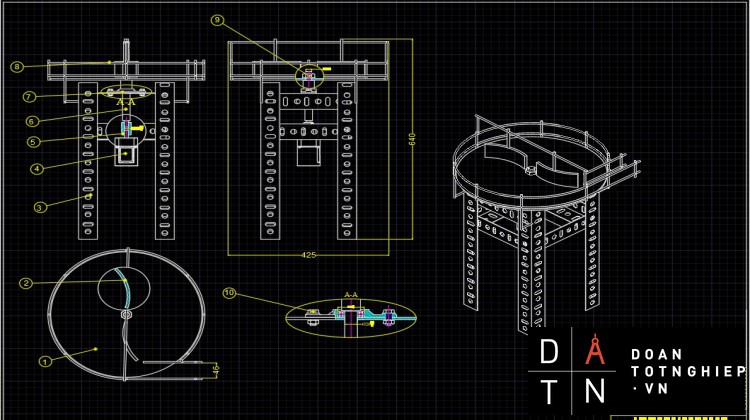
3.1.6. Tính toán thiết kế đĩa quay phân độ.
Ta có chai có kích thước là f44 và có tất cả là 6 vị trí làm việc nên ta có kích thước bàn phân độ như sau:
Hình 3.1.12. Kích thước của đĩa phân độ trên
Hình 3.1.13. Kích thước của đãi phân độ dưới
Vật liệu chế tạo đĩa phân độ: thép CT3 .
Thành phần hóa học và cơ tính của thép CT3:
- C: chiếm 0,14 -0,22 %
- Mn: chiếm 0,4-0,65 %
- Si: chiếm 0,12 -0,3 %
- S: không quá 0,055 %
- P: không quá 0,05 %
- Cơ tính:
3.2. Tính toán thiết kế hệ thống chiết rót.
3.2.1. Các phương pháp định lượng chiết rót.
Định lượng bằng xy lanh định lượng .
- Phương pháp này tối ưu hóa sự chính xác trong chiết rót, chất lỏng được đong vừa đủ định mức của xy lanh nên đảm bảo lưu lượng không đổi với tất cả các chai.
- Phương pháp này hầu như được áp dụng hầu hết trong các hệ thống sản xuất thực phẩm dạng lỏng, thức uống… của các thương hiệu hàng đầu trên thế giới như Cocacola, Pepsi, ….
- Nhược điểm là giá thành chế tạo cao, định mức cố định, nếu muốn thay đổi thể tích chiết rót, buộc phải thay đổi cả thể tích xy lanh , tương đương với việc mua mới .
Định lượng bằng cảm biết mực chất lỏng.
- Phương pháp này tương đối chính xác. Cảm biến được đặt sát với mực thể tích mong muốn, khi rót đạt đến định mức, cảm biến sẽ xuất tín hiệu về xử lý để ngắt van ống dẫn chất lỏng.
- Phương pháp này phụ thuộc rất nhiều vào yếu tố môi trường ảnh hưởng đến cảm biến, vị trí đặt cảm biến, cũng như chất lượng của cảm biến sẽ tỉ lệ thuận với giá thành. Không những thế, việc bảo trì cần phải được thực hiện định kì, khả năng xấu nhất có thể xảy ra là cảm biến không nhận tín hiệu dẫn đến việc nước bị tràn làm hư hỏng các thiết bị điện.
Định lượng bằng thời gian.
- Phương pháp này độ chính xác chỉ dừng ở mức tương đối, thời gian rót sản phẩm vào chai được quy định trong chương trình, khi hết thời gian van sẽ ngắt không cho nước chạy qua nữa.
- Ưu điểm là khiến việc lập trình điều khiểm đơn giản hơn, dễ dàng thay đổi khi muốn tăng hay giảm thể tích chai, tiết kiệm chi phí.
- Nhược điểm là độ chính xác không cao.
Kết luận: Do không yêu cầu cao về thể tích nước trong chai và tiết kiệm chi phí nhất chọn phương pháp định lượng bằng thời gian.
3.2.2. Nguyên lý hoạt động của hệ thống chiết rót.
Chai quay trên bàn phân độ đến vị trí chiết rót dung dịch, tại vị trí chiết rót có cảm biến hồng ngoại phát hiện có chai, cảm biến gửi tín hiệu về PLC điều khiển cho xilanh khí nén đi xuống đưa vòi bơm vào trong chai sau đó điều khiển bơm chạy một khoảng thời gian đã tính toán để được lượng nước mong muốn.Sau khi bơm dừng plc điều khiển cho xilanh đi lên.
Bơm được hút nước từ bể chứa nước.
a, Tính toán hệ thống chiết rót.
Thành phần của hệ thống :
- Bể chứa dung dịch .
- Bơm mini 24V .
...
: Hệ số ma sát giữa bề mặt chi tiết và đồ gá (bảng 43[5]), f=0,4.
R: Khoảng cách giữa tâm lỗ giữa và tâm tay kẹp, R= 41mm = 0.041m.
r: Bán kính trung bình bề mặt tiếp xúc giữa mặt đầu phần trụ giữa và phiến tỳ, r= 4mm = 0.004m.
Phương trình momen qua đường b-b:
W1R – W2R – N1R – R2R = 0
Phương trình momen qua đường c-c:
(P – N3)R – (W1 – N1)2R = 0
Vì chi tiết đối xứng nên W1=W2=W.
ðN1=N2=N
M – 4NfR – N3fr=0
ðP + 2W – 2N – N3 = 0
P – N3 = 2(W – N1) => N3=P – 2(W – N)
ðP + 2W -2N –P +2(W – N)=0
ðW = N
P = N3
M = 4NfR – Pfr
ðN = (M – Pfr)/4fR = W
ðW = (63,85-1356,44*0,4*0,004)/(4*0,4*0,041) = 940,24 (N)
Lực kẹp cần thiết: Wct=k.W
k=k0. k1. k2. k3. k4. k5. k6 - là hệ số an toàn có tính đến khả năng làm tăng lực cắt trong quá trình gia công.
k0: Hệ số an toàn cho tất cả các trường hợp, k0=1,5.
k1: Hệ số làm tăng lực cắt khi dao mòn, k1=1,0.
k2: Hệ số tính đến trường hợp làm tăng lực cắt khi độ bóng thay đổi, k2=1,2.
k3: Hệ số tăng lực cắt khi gia công gián đoạn, k3=1,0.
k4: Hệ số hệ số tính đến sai số của cơ cấu kẹp chặt, khi kẹp bằng tay k4=1,0.
k5: Hệ số tính đến mức độ thuận lợi của cơ cấu kẹp bằng tay, k5=1,0.
k6: Hệ số tính đến momen làm quay chi tiết, k6=1,5.
ðk = 1,5*1,2*1*1*1*1,5 = 2,5
ðW = 940,24*2,5 = 2350,6(N)
- Tính lực cần thiết để vặn bulong (Q):
Hình 4.3.39. Sơ đồ lực cần thiết để vặn bulong
Q.L1=Wct.(L+L1)
Trong đó: - Q: Lực cần thiết để vặn bulong
- L, L1 lấy bằng 35mm và 40mm
- Wct= 2350,6N
ð Q = = = 4407,38
Đường kính danh nghĩa của ren vít được xác định theo công thức:
D=
Trong đó: Q = 4407,38 ≈ 440,7kG
[σ]k≈58÷98kG/cm2. Lấy [σ]k=90kG/cm2
=> D= = 3,13cm = 31,3mm
Ta lấy kích thước theo tiêu chuẩn là M33.
a) Xác định sai số chế tạo cho phép của đồ gá:
Sai số chế tạo cho phép của đồ gá được tính bằng công thức:
[ect]=
Trong đó:
[egd]: Sai số gá đặt, được lấy bằng δ/3, với δ là dung sai nguyên công, δ=300µm.
ð[egd]=300/3=100 µm.
ec: Sai số chuẩn.
Ta có chuỗi kích thước:
H=O1O2 + O2O3
= a + H1
= a + (d1 – d2)/2
ðec(H)=( δd1 – δd2)/2 = (18 – 11)/2=4µm.
ek: Sai số kẹp chặt. ek=0
em: Sai số mòn đồ gá, em=β. = 0,4. = 33,47 µm.
edc: Sai số điều chỉnh, edc=10 µm.
ð [edc]==93,61 µm≈0,093mm
b) Yêu cầu kỹ thuật của đồ gá:
- Độ không song song giữa mặt phiến tỳ và mặt đáy đồ gá ≤ 0,093(mm).
- Độ không vuông góc giữa chốt trụ và mặt đáy đồ gá ≤ 0,093(mm).
- Mỏ kẹp đạt độ cứng bề mặt 45-50HRC .
1.1. Quy trình lắp ráp hệ thống .
1.1.1. Mục tiêu của quá trình lắp ráp.
Hình 4.4.1. Mục tiêu của quá trình lắp ráp
Theo Hesse để có thể tránh được những sai sót cơ bản khi thực hiện hình thức lắp ráp cần chú ý những quy tắc sau:
- Số lượng chi tiết lắp ráp là tối thiểu, ít chủng loại, kích thước của một đơn vị lắp ít chênh lệch nhiều.
- Dễ dàng tìm được vị trí lắp, ví dụ: chốt định vị, mặt dẫn hướng, ...
- Cố gắng thiết kế các cơ cấu chuyển động học đơn giản.
- Cố gắng tạo các mối lắp có thể tiến hành lắp tự động được.
- Tránh cho dung sai dẫn trượt nhỏ, các chuỗi kích thước quá dài, cố gắng dùng phương pháp lắp lẫn.
- Cần xác định đúng chi tiết cơ sở.
- Cố gắng thiết kế sản phẩm nhỏ gọn, không chiếm nhiều không gian nhà xưởng, nhẹ dễ di chuyển.
- Cố gắng tạo các nhóm hay bộ phận ít liên quan tới nhau, dễ sửa chữa và kiểm tra.
- Điều chỉnh đơn giản làm sao cho thực hiện được khâu bồi thường.
- Các chi tiết có thể tiến hành lắp tự động. Các vị trí chuyển động hay dừng lại đủ cứng vững, tránh các chi tiết kém cứng vững.
1.1.2. Nguyên tắc khi tổ chức lắp ráp.
Lắp ráp được thực hiện theo một trình tự nhất định, nó đòi hỏi việc tổ chức thực hiện đến từng công việc, từng quá trình.
Hình thức tổ chức lắp ráp được quyết định bởi quan hệ tương đối giữa đối tượng lắp ráp và vị trí lắp ráp.
Hình thức tổ chức lắp ráp thể hiện sự thống nhất giữa các yếu tố không gian và thời gian. Kế hoạch lắp ráp được đánh giá theo những yếu tố sau:
- Sử dụng kĩ thuật: phương tiện làm việc, yếu tố mặt bằng.
- Sử dụng thời gian: thời gian chết, thời gian thực hiện.
- Số lượng và tính chất sản phẩm.
1.1.3. Quy trình lắp ráp hệ thống.
Quy trình lắp ráp hệ thống :
- Bước 1: Chuẩn bị đầy đủ các thiết bị , chi tiết và các dụng cụ để lắp ráp hệ thống . Tìm hiểu rõ bản vẽ trước khi lắp ráp .
- Bước 2: Xác định thứ tự lắp ráp của toàn bộ hệ thống sao cho hiệu quả khi làm việc hợp lý nhất .
Thứ tự quá trình lắp ráp của từng bộ phận của hệ thống .
+ Lắp ráp bàn quay cấp phôi .
+ Lắp ráp băng tải .
+ Lắp ráp bàn phân độ .
+ Lắp ráp hệ thống chiết rót lên bàn phân độ .
+ Lắp ráp hệ thống dãn nhãn lên bàn phân độ.
+ Lắp ráp hệ thống cấp nắp lên bàn phân độ.
+ Lắp ráp hệ thống đóng lắp lên bàn phân độ .
+ Lắp đặt hệ thống điện , mạch plc của toàn bộ hệ thống .
- Bước 3 : Bắt tay vào việc lắp ráp , làm theo quá trình đã xác định từ trước và đảm bảo trong quá trình lắp ráp không xảy ra lỗi .
- Bước 4 : Tổng hợp lại tất cả quá trình lắp ráp trên rồi lắp thành hệ thống hoàn chỉnh và cho chạy thử và kiểm tra trước khi cho vào hoạt động .
Hình 4.4.2. Sơ đồ quy trình lắp ráp hệ thống
KẾT LUẬN VÀ PHƯƠNG ÁN PHÁT TRIỂN.
a) Kết luận:
Trong tình hình dịch bệnh Covid do chủng virus mới Sars Cov 2 gây ra đang diễn biến cực kỳ phức tạp. Việc cung cấp dung dịch rửa tay khô sát khuẩn là rất cần thiết. Trường đại học công nghiệp Hà Nội đã nghiên cứu và pha chế ra “dung dịch rửa tay khô sát khuẩn HAUI” để phát cho cán bộ , giảng viên và sinh viên toàn trường nhằm góp phần chung tay đẩy lùi dịch Covid.
Tuy nhiên, việc chiết rót, đóng nắp và dán nhãn chai chỉ đang được tiến hành một cách thủ công. Nó không thể đáp ứng được nhu cầu sử dụng rất lớn trong tình hình “chống dịch như chống giặc” hiện nay.
Với đề tài: Tính toán, thiết kế hệ thống chiết rót, đóng nắp và dán nhãn tự động cho sản phẩm “dung dịch rửa tay khô sát khuẩn HAUI“ 100 ml. Tuy chưa thể chế thể chế tạo ra mô hình và việc tính toán, thiết kế chưa được tối ưu. Song nếu có thời gian hoàn thiện hơn thì hệ thống sẽ rất có ích trong việc sản xuất “dung dịch rửa tay khô sát khuẩn HAUI”. Nó sẽ giãi quyết được vấn đề vô cùng quan trọng hiện nay đó là sản lượng để phục vụ công cuộc phòng chống dịch Covid.
b) Hạn chế:
Do thời gian thực hiện đề tài tương đối hạn chế và tình hình dịch bệnh diễn biến phức tạp nên nhóm không thể chế tạo ra mô hình sản phẩm thực tế được. Việc tính toán, thiết kế vẫn hệ thống tự động không thể tránh khỏi còn nhiều sai sót.
c) Phương hướng phát triển:
Để hệ thống tự động hóa có thể hoạt động một cách ổn định nhất thì cần phải có thêm nhiều thời gian để cải tiến hệ thống. Cần có sự kết hợp song song giữa hai chuyên ngành là cơ khí và tự động hóa thì hệ thống mới được hoàn thiện một cách tốt nhất.