ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ KHÔN DẬP LỖ THÉP V ĐA NĂNG


NỘI DUNG ĐỒ ÁN
ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ KHÔN DẬP LỖ THÉP V ĐA NĂNG
DANH SÁCH HÌNH ẢNH
PHẦN I: TỔNG QUAN
CHƯƠNG 1: TÌM HIỂU VỀ THÉP V ĐA NĂNG
Hình 1.1: Thép V lỗ đa năng.............................................................................................. 12
Hình 1.2: Phân loại thép V lỗ theo hình dạng kích thước............................................. 13
Hình 1.3: Phân loại thép V lỗ theo chiều dài.................................................................. 14
Hình 1.4: Phân loại thép V lỗ theo lỗ tiêu chuẩn SI....................................................... 14
Hình 1.5: Phân loại thép V lỗ theo lỗ tiêu chuẩn Anh................................................... 15
Hình 1.6: Thép V lỗ mạ kẽm.............................................................................................. 16
Hình 1.7: Thép V lỗ sơn tĩnh điện.................................................................................... 16
Hình 1.8: Connection plate (brace) và ốc vít.................................................................. 17
Hình 1.9: Caster................................................................................................................... 17
Hình 1.10: Panel.................................................................................................................. 17
Hình 1.11: Cutter................................................................................................................. 18
Hình 1.12: Một số sản phẩm phụ trợ khác...................................................................... 18
Hình 1.13: Kệ chứa hàng trong kho.................................................................................. 19
Hình 1.14: Giá đỡ trồng cây lương thực, thực phẩm...................................................... 20
Hình 1.15: Khung, bệ máy................................................................................................. 20
Hình 1.16: Cầu thang.......................................................................................................... 21
Hình 1.17: Ghế.................................................................................................................... 21
Hình 1.18: Xe đẩy............................................................................................................... 21
Hình 1.19: Kệ, giá treo quần áo........................................................................................ 22
Hình 1.20: Bàn..................................................................................................................... 22
Hình 1.21: Sơ đồ quy trình sản xuất phương án 1.......................................................... 23
Hình 1.22: Nguyên công cắt thép tấm thủ công.............................................................. 23
Hình 1.23: Nguyên công đột lỗ thủ công......................................................................... 24
Hình 1.24: Nguyên công dập uốn thủ công..................................................................... 24
Hình 1.25: Sơ đồ quy trình sản xuất phương án 2.......................................................... 25
Hình 1.26: Máy xả băng..................................................................................................... 26
Hình 1.27: Máy xả cuộn..................................................................................................... 26
Hình 1.28: Nguyên công đột lỗ liên tục........................................................................... 27
Hình 1.29: Nguyên công cán định hình và cắt đoạn...................................................... 27
CHƯƠNG 2: CƠ SỞ LÝ THUYẾT
Hình 2.1: Các nguyên công dập nguội............................................................................. 29
Hình 2.2: Một số sản phẩm dập nguội............................................................................. 31
PHẦN II: TÍNH TOÁN VÀ THIẾT KẾ
CHƯƠNG 3: PHÂN TÍCH CÁC PHƯƠNG ÁN THIẾT KẾ
Hình 3.1: Sơ đồ nguyên công đột lỗ................................................................................. 32
Hình 3.2:Sản phẩm được chọn để tính toán và thiết kế................................................ 33
Hình 3.3:Quy luật phân bố lỗ........................................................................................... 33
Hình 3.4:Hệ thống con lăn ma sát.................................................................................... 34
Hình 3.5:Sơ đồ nguyên lý cơ cấu Malte.......................................................................... 34
Hình 3.6:Sơ đồ nguyên lý hệ thống cấp phôi sử dụng cơ cấu Malte.......................... 35
Hình 3.7:Bánh cóc và con cóc......................................................................................... 36
Hình 3.8:Sơ đồ nguyên lý hệ thống cấp phôi sử dụng bánh cóc................................. 37
Hình 3.9:Động cơ Servo.................................................................................................... 38
Hình 3.10:Nguyên lý cảm biến góc xoay động cơ Servo............................................. 38
Hình 3.11:Sơ đồ nguyên lý hệ thống cấp phôi sử dụng động cơ Servo..................... 39
Hình 3.12:Xy lanh trượt.................................................................................................... 40
Hình 3.13:Xy lanh kép...................................................................................................... 40
Hình 3.14:Sơ đồ nguyên lý hệ thống cấp phôi sử dụng khí nén.................................. 40
Hình 3.15:Hệ thống cấp phôi tự động bằng xy lanh khí nén....................................... 41
Hình 3.16:Một số loại chày và cối đột lỗ trên thị trường............................................. 44
Hình 3.17:Sử dụng bọ để ghép cối đột lỗ lên đế cối..................................................... 45
Hình 3.18:Thiết kế đế có lỗ để ghép trực tiếp chày và cối lên.................................... 45
Hình 3.19:Cối liền.............................................................................................................. 46
Hình 3.20:Một số dạng chày trên thị trường.................................................................. 48
Hình 3.21:Chày suốt.......................................................................................................... 48
Hình 3.22:Lắp chày lên áo chày bằng vis...................................................................... 49
Hình 3.23:Lắp chặt chày suốt lên áo chày..................................................................... 49
Hình 3.24:Các kiểu cấu tạo của đầu chày...................................................................... 50
Hình 3.25:Sơ đồ bố trí chày trên cùng mặt phẳng......................................................... 51
Hình 3.26:Sơ đồ bố trí chày thành nhiều bậc................................................................ 51
Hình 3.27:Các kiểu cấu tạo của cối................................................................................. 52
Hình 3.28:Bộ phận chỉnh phôi bằng chốt định vị ngoài khuôn.................................. 53
Hình 3.29:Bộ phận chỉnh phôi bằng chốt định vị trong khuôn................................... 54
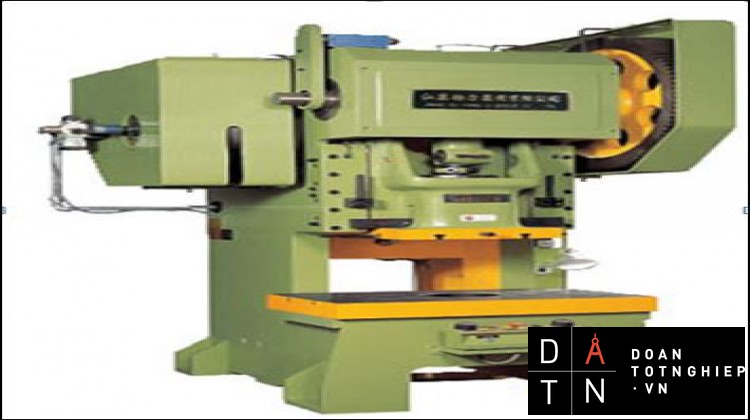
Hình 3.30:Một số loại máy dập cơ khí............................................................................ 56
Hình 3.31:Máy dập trục khuỷu và sơ đồ nguyên lý...................................................... 57
Hình 3.32:Sơ đồ động máy dập trục khuỷu có trục trung gian.................................... 58
Hình 3.33:Máy dập thủy lực và sơ đồ nguyên lý.......................................................... 59
Hình 3.34:Sơ đồ động máy dập thủy lực........................................................................ 60
Hình 3.35:Máy dập lệch tâm và sơ đồ nguyên lý.......................................................... 61
Hình 3.36:Sơ đồ động máy dập lệch tâm........................................................................ 62
Hình 3.37:Sơ đồ nguyên lý tổng thể................................................................................ 64
CHƯƠNG 4: TÍNH TOÁN VÀ THIẾT KẾ
Hình 4.1:Sơ đồ nguyên lý hệ thống cấp phôi tự động................................................... 65
Hình 4.2:Sơ đồ bố trí khuôn sơ bộ................................................................................... 66
Hình 4.3:Sơ đồ tính toán chiều dài phôi......................................................................... 66
Hình 4.4:Sơ đồ lực kéo...................................................................................................... 67
Hình 4.5:Kết cấu tổng quan cho hệ thống cấp phôi tự động........................................ 69
Hình 4.6:Xy lanh trượt STW............................................................................................. 70
Hình 4.7: Ký hiệu xy lanh trượt STW.............................................................................. 70
Hình 4.8: Sơ đồ gá đặt xy lanh STW................................................................................ 72
Hình 4.9: Lắp cảm biến lên đường ray xy lanh STW..................................................... 72
Hình 4.10: Điều chỉnh và cố định cảm biến cho xy lanh STW.................................... 73
Hình 4.11: Xy lanh kép TN................................................................................................ 73
Hình 4.12: Ký hiệu xy lanh kép TN................................................................................. 73
Hình 4.13: Sơ đồ sai lệch do console của xy lanh TN................................................... 74
Hình 4.14: Sơ đồ gá đặt xy lanh TN................................................................................. 74
Hình 4.15: Đế cấp phôi...................................................................................................... 75
Hình 4.16: Cử gá xy lanh kép TN..................................................................................... 75
Hình 4.17: Bộ phận kéo phôi............................................................................................ 76
Hình 4.18: Sơ đồ khí nén................................................................................................... 77
Hình 4.19: Sơ đồ và trình tự làm việc của hệ thống....................................................... 78
Hình 4.20: Sơ đồ Grafcet................................................................................................... 79
Hình 4.21: Code STL.......................................................................................................... 81
Hình 4.22: PLC Mitsubishi FX2N-16MT-DSS............................................................... 82
Hình 4.23: Sơ đồ đấu dây PLC.......................................................................................... 83
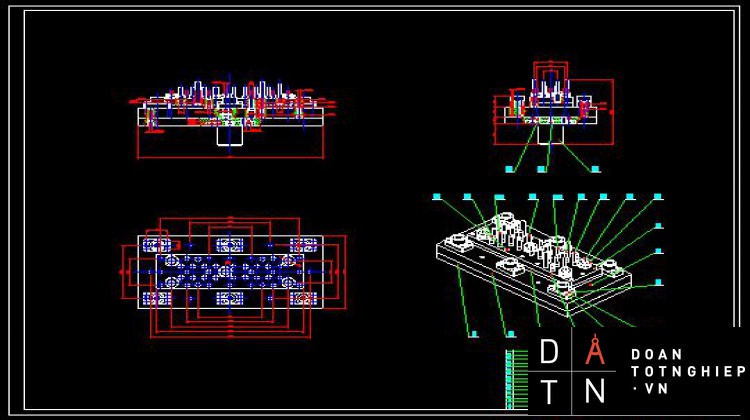
Hình 4.24: Sơ đồ bố trí khuôn sơ bộ................................................................................ 84
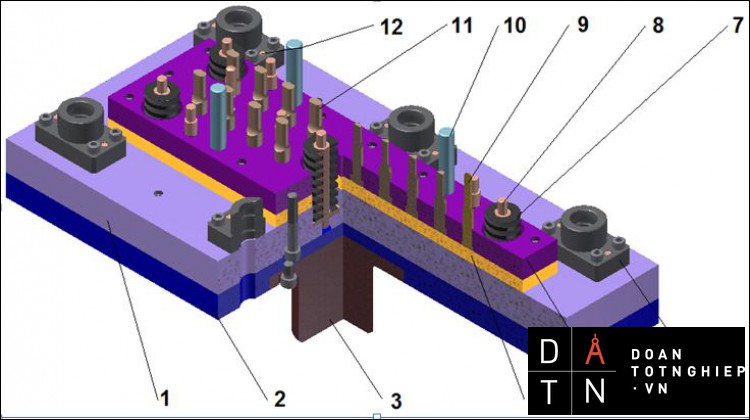
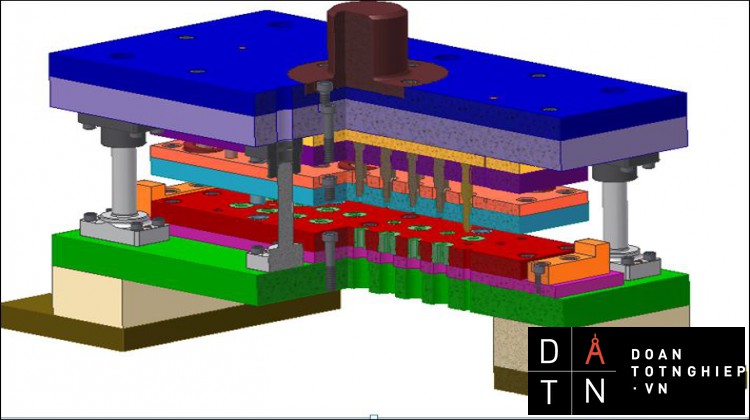
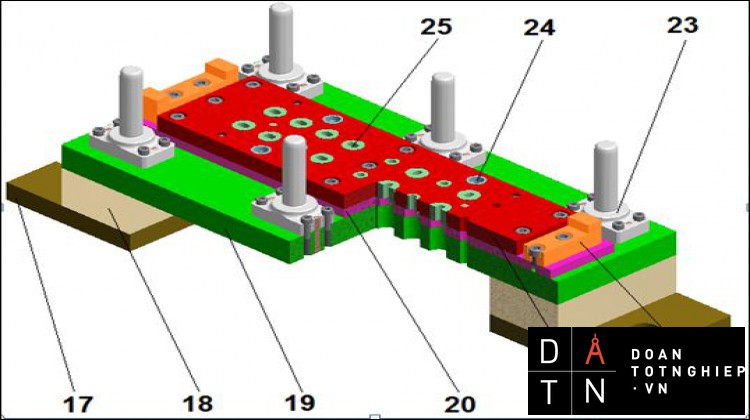
Hình 4.25: Kết cấu khuôn tổng quan............................................................................... 84
Hình 4.26: Kết cấu khuôn trên.......................................................................................... 85
Hình 4.27: Kết cấu bộ phận kẹp phôi.............................................................................. 85
Hình 4.28: Kết cấu khuôn dưới......................................................................................... 86
Hình 4.29: Mặt cắt khuôn -40 mm.................................................................................... 87
Hình 4.30: Mặt cắt khuôn -100 mm................................................................................. 87
Hình 4.31: Mặt cắt khuôn -125 mm................................................................................. 88
Hình 4.32: Mặt cắt khuôn -150 mm................................................................................. 88
Hình 4.33: Chày.................................................................................................................. 90
Hình 4.34: Kích thước cơ bản chày.................................................................................. 90
Hình 4.35: Hình dáng đầu chày cần chọn....................................................................... 91
Hình 4.36: Chọn kích thước chày..................................................................................... 91
Hình 4.37: Cối..................................................................................................................... 92
Hình 4.38: Kích thước cối.................................................................................................. 92
Hình 4.39: Hình dáng lòng cối cần chọn......................................................................... 93
Hình 4.40: Chọn kích thước cối........................................................................................ 93
Hình 4.41: Chốt chỉnh phôi............................................................................................... 94
Hình 4.42: Kích thước chốt chỉnh phôi........................................................................... 94
Hình 4.43: Chọn kích thước chốt chỉnh phôi.................................................................. 94
Hình 4.44: Trụ dẫn hướng.................................................................................................. 95
Hình 4.45: Kích thước trụ dẫn hướng............................................................................... 95
Hình 4.46: Chọn kích thước trụ dẫn hướng..................................................................... 96
Hình 4.47: Chốt dẫn hướng cho tấm kẹp phôi................................................................ 96
Hình 4.48: Kích thước chốt dẫn hướng cho tấm kẹp phôi............................................ 96
Hình 4.49: Chọn kích thước chốt dẫn hướng cho tấm kẹp phôi................................... 97
Hình 4.50: Bạc dẫn hướng tấm kẹp phôi......................................................................... 97
Hình 4.51: Kích thước bạc dẫn hướng cho tấm kẹp phôi.............................................. 97
Hình 4.52: Chọn kích thước bạc dẫn hướng cho tấm kẹp phôi.................................... 98
Hình 4.53: Lò xo................................................................................................................. 98
Hình 4.54: Kích thước lò xo.............................................................................................. 99
Hình 4.55: Các thông số của lò xo.................................................................................... 99
Hình 4.56: Chọn kích thước cho lò xo............................................................................. 99
Hình 4.57: Vis giữ tấm kẹp phôi..................................................................................... 100
Hình 4.58: Kích thước vis giữ tấm kẹp phôi................................................................. 100
Hình 4.59: Chọn kích thước cho vis giữ tấm kẹp phôi................................................ 101
Hình 4.60: Vis định vị lò xo............................................................................................ 101
Hình 4.61: Cấu tạo vis định vị lò xo.............................................................................. 101
Hình 4.62: Kích thước vis định vị lò xo........................................................................ 102
Hình 4.63: Sơ đồ gá đặt vis định vị lò xo...................................................................... 102
Hình 4.64: Chọn kích thước vis định vị lò xo.............................................................. 102
Hình 4.65: Chốt định vị................................................................................................... 103
Hình 4.66: Kích thước chốt định vị................................................................................ 103
Hình 4.67: Khuôn trên..................................................................................................... 104
Hình 4.68: Khuôn dưới.................................................................................................... 105
Hình 4.69: Bộ phận kẹp phôi.......................................................................................... 105
Hình 4.70: Máng dẫn huống phôi................................................................................... 106
Hình 4.71: Chuôi khuôn.................................................................................................. 107
Hình 4.72: Giá khuôn dưới.............................................................................................. 107
Hình 4.73: Sơ đồ bố trí khuôn sơ bộ.............................................................................. 108
Hình 4.74: Máy dập JE21-63A....................................................................................... 119
DANH SÁCH BẢNG
PHẦN II: TÍNH TOÁN VÀ THIẾT KẾ
CHƯƠNG 3: PHÂN TÍCH CÁC PHƯƠNG ÁN THIẾT KẾ
Bảng 3.1: Bảng ma trận lựa chọn hệ thống cấp phôi tự động....................................... 42
Bảng 3.2: Bảng ma trận lựa chọn khuôn dập.................................................................. 47
Bảng 3.3: Bảng ma trận lựa chọn cơ cấu chỉnh phôi...................................................... 55
Bảng 3.4: Bảng ma trận lựa chọn máy dập cơ khí.......................................................... 63
CHƯƠNG 4: TÍNH TOÁN VÀ THIẾT KẾ
Bảng 4.1: Kết quả thực nghiệm hệ số ma sát trượt của một số loại vật liệu............... 68
Bảng 4.2: Bảng xác định độ lệch và tải trọng tối đa của xy lanh STW....................... 71
Bảng 4.3: Hành trình xy lanh STW................................................................................... 71
Bảng 4.4: Hành trình xy lanh TN...................................................................................... 74
PHẦN I: TỔNG QUAN
CHƯƠNG 1: TÌM HIỂU VỀ THÉP V ĐA NĂNG
1.1/ Tổng quan về thép V đa năng:
1.1.1/ Giới thiệu thép V đa năng:
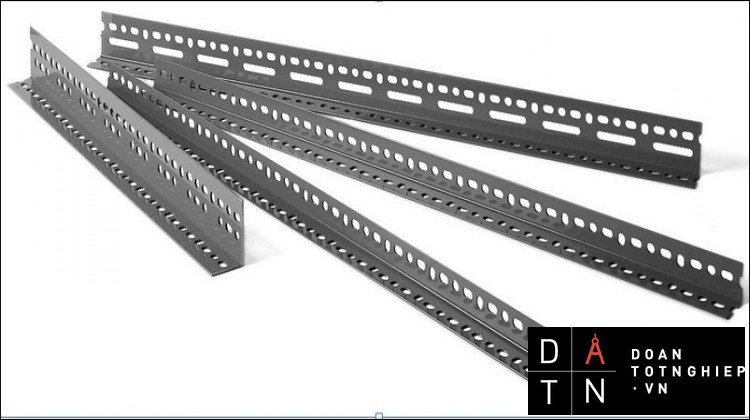
a) Tên sản phẩm: Thép V Đa Năng (Thép V Lỗ, Slotted Angle).
b) Định nghĩa: Thép V đa năng là dạng thép V có lỗ với nhiều kích thước lớn nhỏ tùy theo yêu cầu đặt ra, chúng được lắp ráp với nhau thông qua các mối ghép bu-lông và được ứng dụng làm chân cho các loại kệ đa năng, kệ chứa hàng trưng bày, thiết bị dân dụng hoặc các nhu cầu cá nhân khác.
Hình 1.1 – Thép V lỗ đa năng
c) Ưu điểm: Thép V đa năng sở hữu nhiều ưu điểm:
+ Có khả năng tạo kết cấu khá vững chắc.
+ Tính năng linh hoạt, chuyên dụng và đa năng.
+ Cấu tạo đơn giản nên lắp ráp dễ dàng và nhanh gọn.
+ Chi phí hợp lý.
+ Ứng dụng rộng rãi vì nhiều mục đích khác nhau…..
1.1.2/ Phân loại thép V đa năng:
- Có rất nhiều chủng loại thép V đa năng được phân loại từ hình dạng, kích thước, độ dày, chế độ sơn mạ cho đến sự phân bố lỗ và tiêu chuẩn, mác thép của từng quốc gia…
a) Theo hình dạng, kích thước:
+ Equal Slotted Angle: Hai cạnh V có kích thước như nhau: V3x3, V4x4…..
+ Unequal Slotted Angle: Hai cạnh V có kích thước khác nhau: V1x3, V3x5, V4x6, V4x8…..
Hình 1.2 – Phân loại thép V lỗ theo hình dạng kích thước
b)Mác thép: CT3, Q235, SS400, SPHC, SPHT1, A36 theo các tiêu chuẩn thông dụng của Nga, Trung Quốc, Nhật Bản, Mỹ….
d) Bề dày thông dụng:
+ 1.6 mm
+ 1.7 mm
+ 1.8 mm
+ 2 mm….
d) Chiều dài thông dụng:
+ 2000 mm
+ 2400 mm
+ 3000 mm….
Hình 1.3 – Phân loại thép V lỗ theo chiều dài
e) Kích thước và sự phân bố lỗ:
Hình 1.4 – Phân loại thép V lỗ theo lỗ tiêu chuẩn SI
Hình 1.5 – Phân loại thép V lỗ theo lỗ tiêu chuẩn Anh
f) Chế độ sơn mạ:
+ Sơn tĩnh điện: thông dụng, chi phí thấp, nhiều màu sắc, cho độ bền khoảng 5 năm.
+ Mạ kẽm nhúng nóng: chi phí cao, cho độ bền khoảng 10 năm.
Hình 1.6 – Thép V lỗ mạ kẽm
Hình 1.7 – Thép V lỗ sơn tĩnh điện
1.1.3/ Một số sản phẩm phụ trợ khác của thép V đa năng:
Hình 1.8 – Connection plate (brace) và ốc vít Hình 1.9 – Caster
Hình 1.10 – Panel
Hình 1.11 – Cutter
Hình 1.12 – Một số sản phẩm phụ trợ khác
1.1.4/ Ứng dụng thép V đa năng:
- Thép V đa năng được sử dụng rộng rãi và có rất nhiều ứng dụng như:
+ Kệ sách, kệ giày dép, kệ chứa hàng.
+ Giá đỡ, giá treo, móc treo.
+ Khung, sườn, bệ máy.
+ Bàn, ghế, tủ, thang leo.
+ Một số thiết bị dân dụng khác……..
Hình 1.13 – Kệ chứa hàng trong kho
Hình 1.14 – Giá đỡ trồng cây lương thực, thực phẩm
Hình 1.15 – Khung, bệ máy
Hình 1.16 – Cầu thang
Hình 1.17 – Ghế Hình 1.18 – Xe đẩy
Hình 1.19 – Kệ, giá treo quần áo
Hình 1.20 - Bàn
1.2/ Tìm hiểu quy trình sản xuất thép V đa năng:
1.2.1/ Phương án 1: Sản xuất thủ công
- Sơ đồ quy trình sản xuất:
Hình 1.21 – Sơ đồ quy trình sản xuất phương án 1
Hình 1.22 – Nguyên công cắt thép tấm thủ công
Hình 1.23 – Nguyên công đột lỗ thủ công
Hình 1.24 – Nguyên công dập uốn thủ công
- Đặc điểm:
+ Thường được dùng nhiều ở các quốc gia chậm, đang phát triển hoặc các cơ sở sản xuất quy mô nhỏ lẻ.
+ Cho chất lượng sản phẩm khá tốt.
+ Năng suất không cao, chiều dài thành phẩm bị hạn chế.
+ Thiết bị đơn giản, tính tự động hóa thấp, chi phí thiết bị không cao.
+ Phụ thuộc tay nghề công nhân.
+ Chi phí sản xuất cao.
1.2.2/ Phương án 2: Sản xuất tự động
- Sơ đồ quy trình sản xuất:
Hình 1.25 – Sơ đồ quy trình sản xuất phương án 2
- Đặc điểm:
+ Được dùng ở đa số các nước phát triển hoặc các cơ sơ sản xuất, nhà máy quy mô lớn.
+ Cho chất lượng sản phẩm không cao do quá trình cán định hình làm xuất hiện ứng suất dư.
+ Năng suất cao, chiều dài thành phẩm có thể điều chỉnh linh hoạt.
+ Thiết bị phức tạp hơn, tính tự động hóa cao, chi phí thiết bị cao.
+ Không phụ thuộc tay nghề công nhân.
+ Chi phí sản xuất thấp.
Hình 1.26 – Máy xả băng
Hình 1.27 – Máy xả cuộn
Hình 1.28 – Nguyên công đột lỗ liên tục
Hình 1.29 - Nguyên công cán định hình và cắt đoạn
CHƯƠNG 2: TÌM HIỂU CÔNG NGHỆ DẬP NGUỘI
2.1/ Tổng quan về công nghệ dập nguội: [Tài liệu 1, 3]
- Dập nguội là một phương pháp gia công áp lực tiên tiến bao gồm các quy trình gia công không cắt bỏ phoi để chế tạo các sản phẩm hoặc chi tiết bằng vật liệu tấm thép bảng hoặc thép dải.
- Dập nguội được thực hiện bằng cách dùng ngoại lực tác dụng lên kim loại ở trạng thái nguội (trừ thép cacbon có s > 10 mm), làm cho kim loại vượt quá giới hạn đàn hồi, kết quả sẽ làm thay đổi hình dạng của vật thể kim loại mà không phá hủy tính liên tục và độ bền của chúng.
- Thiết bị sử dụng trong dập nguội là máy ép, máy dập và các loại máy tự động các kiểu khác nhau tạo ra lực dập cần thiết để làm biến dạng vật liệu dập. Dụng cụ sử dụng là những kiểu khuôn khác nhau trực tiếp làm biến dạng kim loại và thực hiện những nguyên công cần thiết.
- Vật liệu dùng trong dập nguội: thép cácbon, thép hợp kim mềm, đồng và hợp kim đồng, nhôm và hợp kim nhôm, niken, thiếc, chì...và một số vật liệu phi kim như: giấy cactông, êbôníc, fip, amiăng, da....
- Ngày nay, dập nguội đang càng ngày được sử dụng rộng rãi trên thế giới, chiếm tỉ lệ cao trong tổng số máy công cụ. Ví dụ ở Nga là 30% còn ở nước ta khoảng 10 – 12%.
2.2/ Các hình thức biến dạng chủ yếu:
Căn cứ vào tính chất biến dạng của kim loại và hình dáng thay đổi bên ngoài mà người ta phân công nghệ dập nguội ra năm hình thức sau:
- Dập cắt: là tách rời phần kim loại này ra khỏi phần kim loại kia theo một đường viền khép kín hoặc không khép kín.
- Dập uốn: là biến phôi thành cong hay gấp khúc theo một góc nào đó.
- Dập vuốt: biến phôi thành vật rỗng hở miệng có hình dáng kích thước bất kỳ hoặc làm thay đổi kích thước và hình dáng vật rỗng.
- Dập tạo hình: làm biến dạng cục bộ của phôi thành hình dáng của vật dập.
- Dập ép chảy (dập khối): phân phối lại thể tích của vật liệu trong đó có sự dịch chuyển kim loại để làm thay đổi hình dáng hoặc chiều dày của phôi.
Ngoài năm hình thức trên còn có dạng dập lắp ghép để nối liền các phần vật liệu hoặc vật dập lại với nhau.
Mỗi hình thức cơ bản của công nghệ dập nguội chia ra nhiều công việc riêng biệt, mỗi công việc có đặc điểm, nhiệm vụ, khuôn hay dụng cụ riêng.
Hình 2.1 – Các nguyên công dập nguội
2.3/ Đặc điểm công nghệ dập nguội:
- Kim loại gia công ở thể rắn, sau khi gia công không những thay đổi hình dáng kích thước mà còn thay đổi cả cơ, lý, hóa tính của kim loại như: kim loại mịn chặt hơn, hạt đồng đều hơn, khử các khuyết tật (rổ khí, rổ co) do đúc gây nên, nâng cao cơ tính và độ bền của chi tiết.
- Có thể hoàn thành công việc phức tạp bằng một động tác đơn giản của máy dập nhưng vẫn đảm bảo được độ chính xác cao.
- Năng suất lao động cao, có khả năng cơ khí hóa, tự động hóa.
- Có thể sản xuất hàng loạt lớn, giá thành hạ.
- Tiết kiệm được nguyên vật liệu.
- Chuyển động cúa thiết bị đơn giản, công nhân không cần trình độ cao.
- Có khả năng chế tạo được những chi tiết phức tạp, đẹp và có độ bền cao…..
2.4/ Ứng dụng công nghệ dập nguội:
- Dập nguội được dùng rộng rãi trong các ngành công nghiệp, đặc biệt ngành chế tạo máy bay, nông nghiệp, ô tô, thiết bị điện, dân dụng....
- Trên 75% chi tiết ô tô, 80% chi tiết của dụng cụ và thiết bị điện, 95% chi tiết máy ướp lạnh và nhiều sản phẩm dân dụng khác được gia công bằng phương pháp dập nguội.
- Dập nguội được ứng dụng phổ biến nhất và có hiệu quả nhất trong sản xuất hàng khối và hàng loạt lớn, nhưng đồng thời dập nguội cũng được dùng nhiều và có lợi trong sản xuất hàng loạt nhỏ và sản xuất đơn chiếc.
Hình 2.2 – Một số sản phẩm dập nguội
2.5/ Tổng quan về dập cắt hình và đột lỗ:
- Cắt hình và đột lỗ còn gọi là cắt đột là quá trình tách hoàn toàn một phần vật liệu ra khỏi tấm vật liệu, nếu lấy phần vật liệu cắt ra làm sản phẩm gọi là cắt hình, bỏ phần vật liệu cắt gọi là đột lỗ. Quá trình dập cắt bằng khuôn được chia ra làm ba giai đoạn:
+ Giai đoạn biến dạng đàn hồi: giai đoạn này chày mới chạm vào vật liệu để uốn cong và nén vật liệu vào lỗ cối. Ứng suất vật liệu trong giai đoạn này ở dưới giới hạn đàn hồi.
+ Giai đoạn biến dạng dẻo: giai đoạn này chày tiếp tục nén kim loại vào lỗ cối, vật liệu vượt quá giới hạn đàn hồi chuyển sang biến dạng dẻo, phần vật liệu ở mép chày và cối bị lún sâu vào và có sự dịch chuyển tương đối với nhau.
+ Giai đoạn cắt đứt: chày tiếp tục ép vật liệu vào lỗ cối, phần vật liệu ở mép cắt của chày và cối bắt đầu xuất hiện các vết nứt, các vết nứt này phát triển nhanh và cắt phần vật liệu theo vòng cắt của chày và cối. Trị số lún sâu của chày vào trong vật liệu cho đến khi cắt đứt phụ thuộc vào tính chất vật liệu, thường từ 0,25S đến 0,6S trong đó S là chiều dày của vật liệu
PHẦN II: TÍNH TOÁN VÀ THIẾT KẾ
CHƯƠNG 3: PHÂN TÍCH CÁC PHƯƠNG ÁN THIẾT KẾ
3.1/ Yêu cầu và khối lượng công việc:
- Nhiệm vụ luận văn được đặt ra bao gồm các công việc tìm hiểu, tính toán và thiết kế thiết bị cho nguyên công đột lỗ thuộc quy trình sản xuất phương án 2. Vì vậy, hệ thống làm việc được xem xét bao gồm thiết bị cấp phôi tự động, bộ phận hiệu chỉnh phôi phôi, máy dập và khuôn đột lỗ.
- Theo quy trình sản xuất thuộc phương án 2, ở nguyên công đột lỗ, phôi băng một dải được cấp gián đoạn thông qua hệ thống cấp phôi tự động vào máy dập để thực hiện nguyên công đột lỗ một cách liên tục. Sau đó xuất bán thành phẩm chuẩn bị cho nguyên công tiếp theo.
Hình 3.1 – Sơ đồ nguyên công đột lỗ
............................
KẾT LUẬN
1. Kết quả đạt được:
- Đã tính toán, thiết kế được hệ thống hoàn chỉnh theo yêu cầu luận văn đưa ra bao gồm cơ cấu cấp phôi tự động và khuôn dập.
- Trong quá trình thực hiện luận văn các kiến thức cơ khí, điện, điều khiển đã được cũng cố cũng như ứng dụng sát thực tế hơn. Ngoài ra đã tích lũy được thêm một số kiến thức, kinh nghiệm trong lĩnh vực công nghệ dập nguội.
- Phối hợp được tất cả kiến thức đã học để hình thành ý tưởng và hoàn thiện sản phẩm theo đúng quy trình thiết kế cơ bản.
2. Những vấn đề gặp phải:
- Do thiếu kinh nghiệm thực tiễn nên có thể một số chi tiết và kết cấu đã thiết kế chỉ dựa trên lý thuyết, không áp dụng đươc những kiến thức thực tế.
- Có một số kiến thức ngoài cơ khí hoặc chưa được học qua như các môn tự chọn, và một số kiến thức đã được học qua nhưng cần ôn lại gây khó khăn và mất thời gian trong việc tìm hiểu và tính toán.
- Chỉ tính toán và thiết kế sản phẩm dựa trên lý thuyết đã mà chưa có cơ hội được gia công, chế tạo mẫu thử nên không thể kiểm nghiệm và điều chỉnh các thông số đã tính toán.
3. Hướng phát triển:
- Kết quả thiết kế có thể tiến hành chế tạo mẫu thử để hoàn thiện, tối ưu hiệu quả. Sau đó tiến hành gia công lắp đặt.
- Có thể mở rộng nghiên cứu thiết kế thêm các phương án, cơ cấu đặc biệt khác, hoặc sử dụng các thiết bị có độ chính xác cao hơn nhằm cải thiện năng suất, vận tốc và chất lượng công việc.
TÀI LIỆU THAM KHẢO
1. Lê Nhường – Kỹ Thuật Dập Nguội – NXB Công Nhân Kỹ Thuật.
2. Võ Trần Khúc Nhã – Sổ Tay Thiết Kế Khuôn Dập Tấm – NXB Hải Phòng.
3. Nguyễn Văn Đoàn – Giáo Trình Đồ Gá Và Khuôn Dập – NXB Lao Động Xã Hội.
4. Vũ Ngọc Điệp, Lê Thanh Vũ, Nguyễn Đức Nam – Giáo Trình Hệ Thống Khí Nén – Thủy Lực – Đại Học Công Nghiệp TPHCM.
5. Trần Thế San, Nguyễn Ngọc Phương – Hướng Dẫn Thiết Kế Mạch Và Lập Trình PLC – NXB Đà Nẵng.
6. Lê Khánh Điền – Vẽ Cơ Khí – NXB Đại Học Quốc Gia TPHCM.
7. Ninh Đức Tốn – Dung Sai Và Lắp Ghép – NXB Giáo Dục Việt Nam.
8. Lại Khắc Liễm – Cơ Học Máy – NXB Đại Học Quốc Gia TPHCM.
9. Nguyễn Thanh Nam – Giáo Trình Phương Pháp Thiết Kế Kỹ Thuật - NXB Đại Học Quốc Gia TPHCM.
10. Catalogue Thiết Bị Khí Nén – AIRTAC.
11. Catalogue Thiết Bị Khuôn Đột Dập – MISUMI.
TÀI LIỆU THAM KHẢO
12. Các trên web trên internet:
http://us.misumi-ec.com/vona2/press/
http://en2.airtac.com/index.aspx
http://c8200336.myzen.co.uk/downloads/mitsubishi%20fx%20family%20catalogue.pdf
http://www.mitsubishielectric.com/fa/th_en/download/catalog/cnt/plc.html
http://www.gtkt.tk/2014/08/giao-trinh-plc-mitsubishi.html
http://www.thibivi.com/2014/05/giao-trinh-thuy-luc-khi-nen-ebook-pdf.html
http://www.slideshare.net/ssuser57c927/giao-trinh-h-thng-khi-nen-cac-phn-t-khi-nen
http://thuvienso.ut.edu.vn/doc/giao-trinh-he-thong-khi-nen-thuy-luc-dh-cong-nghiep-tp-hcm-222294.html
http://www.me-cad.com/2015/12/tai-lieu-tinh-toan-thiet-ke-khuon-dap.html
http://i278.photobucket.com/albums/kk96/xomongkieu/khuondaplienhop.jpg
http://thuvienso.htu.edu.vn/doc/giao-trinh-do-ga-va-khuon-dap-nguyen-van-doan-247219.html
http://www.thietkekhuon.com/khuon-kim-loai/khuon-dap/
http://goanwin.en.made-in-china.com/product-list-1.html
MỤC LỤC
LỜI NÓI ĐẦU.. 1
MỤC LỤC.. 2
DANH SÁCH HÌNH ẢNH.. 5
DANH SÁCH BẢNG.. 11
PHẦN I: TỔNG QUAN 12
CHƯƠNG 1: TÌM HIỂU VỀ THÉP V ĐA NĂNG.. 12
1.1/ Tổng quan về thép V đa năng. 12
1.1.1/ Giới thiệu thép V đa năng. 12
1.1.2/ Phân loại thép V đa năng. 13
1.1.3/ Một số sản phẩm phụ trợ của thép V đa năng. 17
1.1.4/ Ứng dụng thép V đa năng. 19
1.2/ Tìm hiểu quy trình sản xuất thép V đa năng. 23
1.2.1/ Phương án 1: Sản xuất thủ công. 23
1.2.2/ Phương án 2: Sản xuất tự động. 25
CHƯƠNG 2: TÌM HIỂU CÔNG NGHỆ DẬP NGUỘI. 28
2.1/ Tổng quan về công nghệ dập nguội28
2.2/ Các hình thức biến dạng chủ yếu. 28
2.3/ Đặc điểm công nghệ dập nguội29
2.4/ Ứng dụng công nghệ dập nguội30
2.5/ Tổng quan về dập cắt hình và đột lỗ. 31
PHẦN II: TÍNH TOÁN VÀ THIẾT KẾ.. 32
CHƯƠNG 3: PHÂN TÍCH VÀ CÁC PHƯƠNG ÁN THIẾT KẾ.. 32
3.1/ Yêu cầu và khối lượng công việc. 32
3.2/ Lựa chọn sản phẩm tính toán và thiết kế. 33
3.3/ Các phương án thiết kế hệ thống cấp phôi tự động. 34
3.3.1/ Phương án 1: Phương pháp con lăn ma sát34
3.3.2/ Phương án 2: Phương pháp kéo theo bước. 38
3.3.3/ Lựa chọn phương án thiết kế hệ thống cấp phôi tự động. 42
3.4/ Các phương án thiết kế khuôn dập. 43
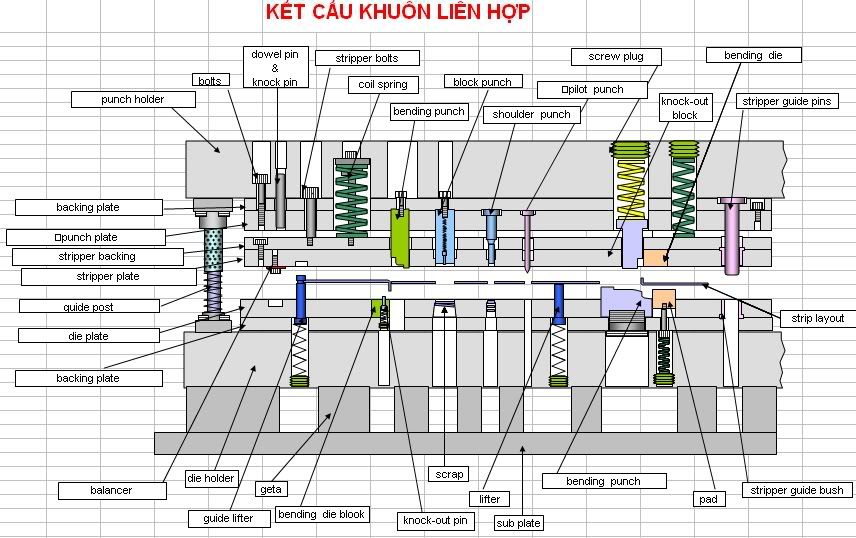
3.4.1/ Tổng quan về khuôn dập. 43
3.4.2/ Phương án 1: Sử dụng khuôn ghép. 44
3.4.3/ Phương án 2: Sử dụng khuôn liền. 46
3.4.4/ Lựa chọn phương án thiết kế khuôn. 47
3.4.5/ Các phương án chọn chày. 48
3.4.6/ Các phương án chọn cối50
3.5/ Các phương án thiết kế bộ phận hiệu chỉnh phôi53
3.5.1/ Phương án 1: Sử dụng chốt định vị ngoài khuôn. 53
3.5.2/ Phương án 2: Sử dụng chốt định vị trong khuôn. 54
3.5.3/ Lựa chọn phương án thiết kế bộ phận hiệu chỉnh phôi55
3.6/ Các phương án chọn máy dập cơ khí55
3.6.1/ Tổng quan về máy dập cơ khí55
3.6.2/ Phương án 1: Máy dập trục khuỷu. 57
3.6.3/ Phương án 2: Máy dập thủy lực. 59
3.6.4/ Phương án 5: Máy dập lệch tâm.. 61
3.6.5/ Lựa chọn phương án sử dụng máy dập cơ khí63
3.7/ Tổng kết và chọn phương án. 64
CHƯƠNG 4: TÍNH TOÁN VÀ THIẾT KẾ.. 65
4.1/ Tính toán thiết kế hệ thống cấp phôi tự động. 65
4.1.1/ Tổng quan hệ thống cấp phôi tự động. 65
4.1.2/ Phân tích hành trình kéo phôi65
4.1.3/ Tính toán phôi66
4.1.4/ Kết cấu tổng quan cho hệ thống cấp phôi tự động. 69
4.1.5/ Chọn xy lanh trượt70
4.1.6/ Chọn xy lanh tịnh tiến. 73
4.1.7/ Thiết kế các bộ phận phụ khác. 75
4.1.8/ Thiết kế mạch khí nén. 76
4.1.9/ Thiết kế hệ thống điều khiển. 78
4.2/ Tính toán thiết kế khuôn dập. 84
4.2.1/ Kết cấu tổng quan khuôn. 84
4.2.2/ Tính toán, thiết kế các chi tiết cho khuôn. 89
4.3/ Lựa chọn máy dập cơ khí108
4.3.1/ Tính toán công suất máy. 108
4.3.2/ Lựa chọn máy dập. 110
KẾT LUẬN.. 111
PHỤ LỤC.. 112
TÀI LIỆU THAM KHẢO.. 119











{kind=link}