ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ, THI CÔNG MÔ HÌNH PHÂN LOẠI SẢN PHẨM THEO KHỐI LƯỢNG


NỘI DUNG ĐỒ ÁN
ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ, THI CÔNG MÔ HÌNH PHÂN LOẠI SẢN PHẨM THEO KHỐI LƯỢNG
LỜI MỞ ĐẦU
Xã hội ngày càng phát triển, nhu cầu vật chất và tinh thần của con người ngày càng cao, vì thế bài toán về cung – cầu đang được các nhà sản xuất tìm cách giải quyết. Tự động hóa trong dây chuyền sản xuất là một phương án tối ưu, nó đòi hỏi sự nhanh chóng, chính xác và giảm thiểu được nhân công lao động. Trong đó ngành cơ điện tử chiếm một vai trò rất quan trọng không những giảm nhẹ sức lao động cho con người mà còn góp phần rất lớn trong việc nâng cao nâng suất lao động, cái thiện chất lượng sản phẩm. Quá trình sản xuất càng được tự động hóa cao càng nâng cao năng suất sản xuất giảm chi phí tăng tính cạnh tranh cho các doanh nghiệp. Xét điều kiện cụ thể ở nước ta trong công cuộc công nghiệp hóa hiện đại hóa sử dụng ngày càng nhiều thiết bị hiện đại để điều khiển tự động các quá trình sản xuất, gia công, chế biến sản phẩm…Điều này dẫn tới việc hình thành các hệ thống sản xuất linh hoạt, cho phép tự động hóa ở mức độ cao đối với sản xuất hàng loạt nhỏ và loạt vừa trên cơ sở sử dụng các máy CNC, robot công nghiệp. Trong đó có một khâu quan trọng ảnh hưởng đến chất lượng hàng hóa bán ra là hệ thống phân loại sản phẩm.
Chính vì thế ngành cơ điện tử ngày càng khẳng định được vị trí cũng như vai trò quan trọng trong các công nghiệp được phổ biến rộng rãi trong các hệ thống nông nghiệp trên toàn thế giới nói chung và Việt Nam nói riêng. Việc ứng dụng kỹ thuật điều khiển tự động vào quá trình phân loại sản phẩm là một trong những thành tựu đáng kể làm thay đổi một nền sản xuất cũ mang nhiều hạn chế, làm thay đổi cục diện của nền công nghiệp trong nước. Chính vì vậy, nhóm em đã lựa chọn đề tài “Thiết kế,thi công hệ thống phân loại sản phẩm theo khối lượng”, là một trong những đề tài tiềm năng để tìm hiểu, xây dụng thiết kế cải tiến góp phần vào sự hoàn thiện và phát triển sâu, rộng trong đời sống sản xuất của con người.
Mục Lục
CHƯƠNG 1.TỔNG QUAN VỀ HỆ THÔNG PHÂN LOẠI SẢN PHẢM... 11
1.1Khái niệm và ứng dụng. 11
1.2Lý do chọn đề tài12
CHƯƠNG 2.CƠ SỞ LÝ THUYẾT.. 13
2.1Lựa chọn phương án. 13
2.1.1Lựa chọn loại băng tải13
2.1.1.1Phương án 1: Băng tải xích treo. 13
2.1.1.2Phương án 2: Băng tải con lăn. 14
2.1.1.3Phương án 3: Băng tải cao su vân V.. 14
2.1.1.4Phương án 4: Băng tải xoắn ốc. 15
2.1.1.5Phương án 5: Băng tải cao su PVC.. 16
2.1.2Khung băng tải18
2.1.2.1Phương án 1: Lựa chon băng tải khung nhôm.. 18
2.1.2.2Phương án 2: Lựa chọn băng tải khung thép. 19
2.1.3Lựa chọn mặt băng tải20
2.1.3.1Phương án 1: Lựa chọn băng tải mặt PVC.. 20
2.1.3.2Phương án 2 : Lựa chọn mặt băng tải PU.. 21
2.1.4Lựa chọn con lăn. 22
2.1.4.1Phương án 1 : Lựa chọn con lăn thẳng chất liệu từ nhựa PU.. 22
2.1.4.2Phương án 2 : Lựa chọn con lăn thẳng chất liệu từ nhôm.. 22
2.1.5Lựa chọn phương pháp căng băng. 23
2.1.5.1Phương án 1 : Căng băng kiểu thanh ren. 23
2.1.6Lựa chọn bộ truyền cho băng tải26
2.1.6.1Phương án 1 : Bộ truyền đai răng cao su. 26
2.1.6.2Phương án 2 : Bộ truyền xích. 27
2.1.7Lựa chọn xylanh đẩy sản phẩm.. 28
2.1.7.1Phương án 1 : Lựa chọn xylanh khí nén (MA16x100SCA)28
2.1.7.2Phương án 2 : Lựa chọn xylanh điện.30
2.1.8Lựa chọn động cơ. 31
2.1.8.1Phương án 1: Lựa chọn động cơ DC.. 31
2.1.8.2Phơng án 2: Lựa chọn động cơ AC.. 32
2.1.9Lựa chọn cảm biến loadcell33
2.1.9.1Phương án 2: Cảm biến loadcell điện trở. 34
2.1.10 Phương án đọc tín hiệu từ loadcell36
2.1.10.1Phương án 1:Đọc tín hiệu Analog trực tiếp từ loadcell36
2.1.11 Cảm biến loadcell38
2.1.12 Lựa chọn cảm biến quang. 39
2.1.12.1Phương án 1: Cảm biến thu phát chung PNP E3F-DS30P1.39
2.1.12.2Phương án : Cảm biến thu phát độc lâp. 40
2.1.13Lựa chọn bộ điều khiển. 41
2.1.13.1Phương án 1: Arduino Uno. 41
2.1.13.2Phương án 2: PLC S7-1214C.. 42
2.1.14Lựa chọn xylanh khí nén ( MSQB3A-11)45
2.1.15Phương án đọc tín hiệu từ loadcell46
2.1.16 Thông số kỹ thuật của đầu cân SYMC bc360l47
2.1.17 Các bước hướng dẫn chỉnh đầu cân SYMC bc 360l48
2.1.17.1Chỉnh trên đầu cân.48
2.1.17.2Giá trị analog đưa về plc.48
2.1.18Cảm biến từ xy lanh Airtac CS1-U.. 49
2.1.19Chọn bộ nguồn. 50
2.1.20Chọn CB.. 51
2.1.21Terminal52
2.1.22Van điều chỉnh áp suất52
2.1.23Van điện từ khí nén 5/2. 53
2.1.24Relay trung gian.54
2.2Chọn thiết bị cho mô hình. 70
2.2.1Chọn plc s7 1200. 78
2.2.2Cảm biến loadcell78
2.2.3Đầu cân loadcell BC360L. 79
2.2.4Cảm biến từ xy lanh Airtac CS1-U.. 79
2.2.5Cảm biến thu phát chung PNP E3F-DS30P1.80
2.2.6Lựa chọn xylanh khí nén (MA16x100SCA)80
2.2.7Lựa chọn xylanh xoay khí nén ( MSQB3A-11)81
2.2.8Chọn HMI81
2.2.9Chọn CB.82
2.2.10Terminal82
2.2.11Nút nhấn. 83
2.3.1Nút nhấn khẩn cấp. 83
2.3.2Nút nhấn gạt có khóa. 84
2.3.3Chọn nguồn 24V.. 84
2.3.4Động cơ DC GA37-520.85
2.3.5Van điện từ khí nén 5/2. .....Error! Bookmark not defined.
2.3.6Van điều chỉnh áp suất86
2.3.7Relay trung gian 14 chân. 86
2.3.8Cảm biến gương. 87
2.3.9Đén tháp 87
CHƯƠNG 3.CHƯƠNGTHIẾT KẾ CƠ KHÍ. 89
3.1Thiết kế năng suất89
3.2Thiết kế băng tải89
3.2.1Thiết kế động cơ của băng tải90
3.2.2Thiết kế bộ truyền đai của băng tải91
3.2.3Thiết kế trục cho băng tải93
3.2.4Bảng vẽ thiết kế băng tải cụm cân. 93
3.2.4.1Thiết kế cụm bàn cân loadcell93
CHƯƠNG 4.THIẾT KẾ HỆ THỐNG ĐIỆN.. 94
4.1Thiết lập Input,Output cho PLC.. 94
4.1.1Đầu vào của plc và kiểu dữ liệu. 94
4.1.2Đầu ra của PLC và kiểu dữ liệu. 95
4.2Lưu đồ giải thuật97
CHƯƠNG 5.GIAO DIỆN HMI VÀ VẬN HÀNH.. 98
5.1Xác định điều kiện hệ thống cần vận hành:98
5.2Tài liệu hướng dẫn sử dụng màn hình HMI98
5.2.1Màn hình chính HMI98
CHƯƠNG 6.KẾT QUẢ VÀ HƯỚNG PHÁT TRIỂN ĐỀ TÀI. 106
6.1Kết quả. 106
6.1.1Kết quả đạt được. 106
6.1.2Công việc chưa đạt được. 106
6.2Hướng phát triển của đề tài107
- 3Kết luận. 107
PHỤC LỤC HÌNH ẢNH
PHỤ LỤC CƠ KHÍ
PHỤ LỤC CHƯƠNG TRÌNH
Hình 2.1 : Băng tải xích treo.
Hình 2.2 : Băng tải con lăn.
Hình 2.3: Băng tải vân cao su V.
Hình 2.4: Băng tải xoắn ốc.
Hình 2.5 : Băng tải nhựa PVC
Hình 2.6 : Băng tải khung nhôm định hình.
Hình 2.7: Băng tải khung nhôm thép.
Hình 2.8 : Kiểu băng tải mặt PVC.
Hình 2.9 : Kiểu con lăn nhôm PU.
Hình 2.10 : Kiểu con lăn nhôm.
Hình 2.11: Căng băng kiểu thanh ren
Hình 2.12: Điều chỉnh căng đai thủ công
Hình 2.13: Bộ truyền đai răng cao su.
Hình 2.14: Bộ truyền xích.
Hình 2.15:Hình ảnh của xy lanh khí nén MA16x100SCA của Aritac.
Hình 2.16: Xylanh điện.
Hình 2.17:Động cơ điện DC.
Hình 2.18 :Động cơ điện AC.
Hình 2.19 : Cấu tạo của một loadcell dạng thanh
Hình 2.20 : Mạch cầu Wheastone.
Hình 2.21 : Mốt số loại loadcell trên thị trường.
Hình 2.22: Cảm biến loadcell 10kg
Hình 2.23: Cảm biến thu phát chung.
Hình 2.24: Cảm biến thu phát riêng.
Hình 2.25: Arduino Uno.
Hình 2.26 : PLC S7-1214 DC/DC/DC VÀ CỤC MỞ RỘNG
Hình 2.27: Xylanh khí nén xoay MSQB3A-11
Hình 2.28: Đầu cân loadcell BC360L
Hình2.29: Giao diện phần mềm Tia Portal
Hình 2.30: Tạo dự án
Hình 2.31: Giao diện khi tạo project mới
Hình 2.32: Giao diện thiết lập phân cứng PLC khi tạo dự án
Hình 2.33:Giao diện lập trình
Hình 2.34:Thêm module mở rộng
Hình 2.35: Các chức năng trong bảng projec tree
Hình 2.36: Các khối lập trình
Hình 2.37: Viết chương trình PLC
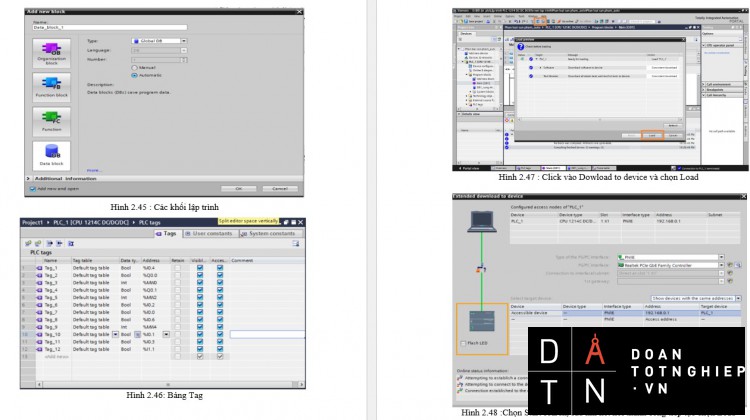
Hình 2.38: Bảng Tag
Hình 2.39: Click vào Dowload to device và chọn Load
Hình 2.40:Chọn Start search, sau khi kết nối thành công tiếp tục chọn Load
Hinh 2.41: Chọn Stop All và tiếp tục nhấn Load
Hinh 2.42 : Chọn Finish
Hinh 2.43 : Chọn device & networks để chỉnh địa chỉ ip của plc
Hinh 2.44 : Chọn ký hiểu có con mắt
Hinh 2.45 : Nhập địa chỉ PLC
Hinh 2.46 :nháy chuột trái 2 lần vào chỗ 192.168.0.1 để hoàn chỉnh sửa
Hình 2.47 : PLC S7-1214 DC/DC/DC và cục mở rộng
Hình 2.2: Cảm biến loadcell 10kg.
Hình 2.3: Đầu cân loadcell BC360L
Hình 2.4: Cảm biến từ xy lanh Airtac CS1-
Hình 2.5: Cảm biến thu phát chung.
Hình 2.6:Hình ảnh của xy lanh khí nén MA16x100SCA của Aritac.
Hình 2.7: Xylanh khí nén xoay MSQB3A-11
Hình 2.8: Màn hình HMI
Hình 2.9: CB 2 cực PS45N 16A
Hình 3.0: Hình ảnh Terminal 2 tầng
Hình 3.1: Nút nhấn có đèn LA 38
Hình 3.2: Nút nhấn khuẩn cấp
Hình 3.3: Nút nhấn gạt có khóa
Hình 3.4: Bộ nguồn 24 VDC
Hình 3.5: Động cơ DC giảm tốc GA37-520.
Hình 3.6: Van khí nén điện từ.
Hình 3.7 Van điều chỉnh áp suất
Hình 3.8 Re lay trung gian 14 chân
Hình 3.9 Cảm biến gương E3F-R2P1
Hình 4.0 Đèn tháp PATLITE MG-302B
PHỤ LỤC BẢN VẼ ĐIỆN
PHỤC LỤC BẢN VẼ CƠ KHÍ
PHỤ LỤC CHƯƠNG TRÌNH PLC
CHƯƠNG 1 TỔNG QUAN VỀ HỆ THÔNG PHÂN LOẠI SẢN PHẨM
1.1 Khái niệm và ứng dụng
- Ngày nay, việc tập trung hóa - tự động hóa công tác quản lí, giám sát và điều khiển các hệ thống tự động nhằm nâng cao hiệu quả của quá trình sản xuất, tránh rủi ro, tiết kiệm được chi phí.
- Hệ thống phân loại sản phẩm được ứng dụng nhiều trong sản xuất tự động hàng hóa với số lượng lớn, giúp phân loại nhanh những sản phẩm đạt yêu cầu và những sản phẩm bị lỗi (phế phẩm) cũng như phân loại thành những nhóm có đặc điểm khác nhau phục vụ cho những công đoạn sản xuất sau này.
- Trong các nhà máy sản xuất hàng thực phẩm, nhà máy sản xuất gạch ốp lát cho ngành xây dựng hay sản xuất các chi tiết cơ khí, linh kiện điện tử …, dòng sản phẩm được tạo ra sau hàng loạt những quy trình công nghệ cần được kiểm tra để đảm bảo loại bỏ được những phế phẩm cùng với đó phân loại những sản phẩm đạt chất lượng thành những nhóm cùng loại khác khau, tạo điều khiện thuận lợi cho quá trình lưu kho để phân phối ra thị trường hay phục vụ tốt hơn cho những công đoạn sản xuất tiếp theo. Hơn nữa, nó còn có thể tích hợp thêm chức năng dán nhãn, đếm và quản lý sản phẩm..., giúp nâng chất lượng của sản phẩm và nâng cao hiệu quả hoạt động của dây chuyền sản xuất.
- Từ những yêu cầu thực tế đó mà hệ thống tự động phân loại sản phẩm đã sớm được hình thành và phát triển, trở thành một khâu quan trọng trong một hệ thống sản xuất tự động, để thực hiện chức năng kiểm tra, phân loại đảm bảo sự vận hành liên tục của dòng phôi liệu trong quá trình sản xuất tự động. Đạt được mục tiêu nâng cao tính cạnh tranh của sản phẩm, làm chủ giá thành và chất lượng sản phẩm, tăng khả năng linh hoạt phát triển sản phẩm, thay đổi mẫu mã đáp ứng nhu cầu thị trường.
- Trong thực tế sản xuất chúng ta rất dễ bắt gặp những dây chuyền mà sản phẩm đầu ra có kích thước, hình dáng,cân nặng khác nhau, cụ thể ở đây là dây chuyền phân loại sản phẩm theo khối lượng. Để tối giản chi phí lao động và tránh cho công nhân những công việc nhàm chán, giảm tỉ lệ sai sót trong dây chuyền, hệ thống phân loại sản phẩm tự động được ra đời.
- Hệ thống phân loại sản phẩm hiện nay có rất nhiều trong ứng dụng thực tế trong các nhà máy xí nghiệp bao gồm:
- Phân loại sản phẩm theo kích thước: Phương pháp này dựa vào kích thước của sản phẩm mà phân loại. Phương pháp này thường được áp dụng trong các ngành công nghiệp chế biến bia, nước giải khát,...
- Phân loại sản phẩm theo khối lượng: Phương pháp này dựa vào khối lượng của sản phẩm mà phân loại, thường gặp nhiều trong chế biến thủy, hải sản.
- Phân loại sản phẩm theo vật liệu: Phương pháp này dựa vào loại vật liệu của sản phẩm để phân loại. Phương pháp này thường ứng dụng hiện tượng cảm ứng điện từ để nhận dạng sản phẩm có lẫn kim loại, ứng dụng trong các dây chuyền sản xuất thực phẩm.
1.2 Lý do chọn đề tài
Từ các phương pháp trên ta chọn phương pháp phân loại sản phảm theo khối lượng:
-Ưu điểm: Có khả năng vận chuyển sản phẩm nhanh hơn, năng suất cao hơn.Sử dụng hệ thống xilanh khí nén cho tốc độ làm việc nhanh với độ tin cậy và chính xác cao hơn. Điều khiển dễ dàng, hoạt động ổn định. Lắp đặt dễ dàng, giáthành thấp, được áp dụng rộng rãi trong ngành nông nghiệp hiện nay.
- Nhược điểm: Phụ thuộc vào hệ thống khí nén, không hoạt động được nếukhông có hệ thống cung cấp khínén.
- Phù hợp với điều kiện nghiên cứu, phát triển, yêu cầu thực hiện của đồ án
=>Vì vậy nhóm em lựa chọn đồ án “Thiêt kế thi công mô hình phân loại sản phẩm theo khối lượng”
CHƯƠNG 2 CƠ SỞ LÝ THUYẾT
2.1 Lựa chọn phương án
2.1.1 Lựa chọn loại băng tải
- Băng tải là thiết bị truyền tải có tính kinh tế cao nhất trong ứng dụng vận chuyển hàng hóa, vật liệu, sản phẩm với mọi khoảng cách.
- Sử dụng băng tải để vận chuyển sản phẩm giúp nâng cao năng suất và giải phóng sức lao động mang lại hiệu quả kinh tế cao.
- Tùy vào điều kiện làm việc sẽ có mỗi loại băng tải khác nhau.
2.1.1.1 Phương án 1: Băng tải xích treo
- Phạm vi ứng dụng: được sử dụng trong các nghành công nghiệp, đặt biệt là nghành công nghiệp ô tô, thường sử dụng để truyền tải phụ tùng ô tô.
Hình 2.1: Băng tải xích treo.
- Ưu điểm:
+ Có thể làm việc khi quá tải đột ngột, hiệu suất cao, không có hiện tượng trượt.
+ Không đòi hỏi phải căng xích, lực tác động lên trục và ổ nhỏ.
+ Kích thước bộ truyền nhỏ hơn bộ truyền đai nếu truyền cùng công suất và số vòng quay.
+ Bộ truyền xích truyền công suất nhờ vào sự ăn khớp giữa xích và nhông, do đó góc ôm có vị trí quan trọng như bộ truyền đai và do đó có thể truyền và chuyển động cho nhiều đĩa xích dẫn động.
- Nhược điểm:
+ Bộ truyền xích với hệ thống nhông đĩa xích và xích có nhược điểm theo nguyên lý cấu tạo là sự phân bố của các điểm bố trí xích – nhánh xích trên hệ thống truyền động của xích với đĩa xích không theo đường tròn ( với hệ thống 3 nhông xích trở lên). Do đó, khi vào khớp và ra khớp, các mắc xích xoay tương đối với nhau và bản lề xích bị mòn,gây ra tải trọng phụ thụ động, ồn khi làm việc, tỉ số truyền tức thời thay đổi nên vận tốc tức thời của xích và bánh xích bị dẫn bị thay đổi, phải thường bôi trơn thường xuyên và phải có bộ phận điều chỉnh xích.
2.1.1.2 Phương án 2: Băng tải con lăn
- Phạm vi ứng dụng: thường sử dụng trong công nghiệp thực phẩm, vận chuyển các hộp sản phẩm, giá đỡ thùng hàng. Băng tải con lăn chia làm 4 loại là Băng tải con lăn nhựa, Băng tải con lăn nhựa PVC, Băng tải con lăn thép mạ kẽm, Băng con lăn truyền động bằng motor.
Hình 2.2: Băng tải con lăn.
- Ưu điểm:
+ Băng tải con lăn có độ bền và độ cứng cao. Cho phép chuyển hàng có kích thước lớn và khối lượng nặng
+ Băng chuyền dàn con lăn truyền động bằng xích có kích thước nhỏ gọn.
+ Có thể di chuyển theo tuyến thẳng hoặc tuyến cong.
+ Kết cấu dễ dàng cho việc chất tải và dỡ tải.
- Nhược điểm:
+ Trong băng tải con lăn có nhiều dàn con lăn nên đòi hỏi phải kiểm tra và bảo dưỡng thường xuyên, tốn chi phí lớn.
2.1.1.3 Phương án 3: Băng tải cao su vân V
- Phạm vi ứng dụng: thường được sử sụng vận chuyển than, kẽm,…Từ vùng khai thác ra vùng tập kết. Loại này lắp trên mọi địa hình và mọi khoảng cách khác nhau.
Hình 2.3: Băng tải vân cao su V.
- Ưu điểm:
+ Băng tải cấu tạo đơn giản ,bền.
+ Có khả năng vận chuyển vật liệu theo hướng nằm ngang, nằm nghiêng với khoảng cách xa.
+ Làm việc êm, năng suất tiêu hao không lớn.
+ Vận chuyển vật liệu rời như cát, đá, than đá,.. từ bến bãi lên tàu,xe dễ dàng.
- Nhược điểm:
+ Chỉ chạy ở tốc độ trung bình,không được cao.
+ Độ nghiêng băng tải nhỏ ( <240).
+ Không thể vận chuyển theo hướng cong ( cần phải bố trí thêm động cơ và khung băng tải để đổi hướng).
+ Thiết bị vận hành liên tục tì đè lên con lăn. Cần phải thường xuyên kiểm tra và bảo dưỡng con lăn.
2.1.1.4 Phương án 4: Băng tải xoắn ốc
- Phạm vi ứng dụng: thường dùng trong công nghiệp thực phẩm và nước giải khát, bao bì dược phẩm, bán lẻ,….Nó vận chuyển vật liệu, sản phẩm theo một dòng liên tục.
Hình 2.4: Băng tải xoắn ốc.
- Ưu điểm:
+ Ngăn chặn các sản phẩm bị trượt và nhào lộn trong quá trình vận chuyển sản phẩm. Các loại băng tải xoắn ốc được thiết kế với góc nghiêng vừa phải và hợp lý ( từ 110 trở xuống) giúp cho việc vận chuyển sản phẩm được dễ dàng mà không sợ chúng lăn ra khỏi hệ thống khi hoạt động.
+ Giảm thiểu năng lượng: Đây là lợi thế so với băng tải bình thường vì hầu hết các băng tải đó thiết kế thẳng đứng trong khi đó vành trống của băng tải giúp băng tải xoắn ốc giúp hoạt động khá ổn định, động cơ được thiết kế tại vành đai trống này di chuyển và tạo ra một năng lượng nhất định, giúp vận chuyển sản phẩm nhẹ nhàng hơn mà không tốn nhiều năng lượng, tiết kiệm nguồn năng lượng.
+ Di chuyển hai chiều lên và xuống. Đây là một trong những tiện ích của băng tải xoắn ốc. Thông thường, một nhà máy sản xuất sản phẩm cần di chuyển lên trên, trong khi một số nơi lại cần chuyển sản phẩm xuống. Nên sử dụng băng tải xoắn ốc, chúng ta có thể kết hợp hai điều này bởi vành đai của nó được thiết kế đặt biệt, chỉ cần ấn nút có thể thay đổi hướng hoạt động của băng tải một cách dễ dàng giúp tiết kiệm chi phí trong sản xuất.
+ Băng tải thiết kế nhỏ gọn, tiết kiệm không gian trong nhà máy. + Phạm vi hoạt động của băng tải xoắn ốc ứng dụng rộng rãi để vận chuyển các mặt hàng đóng gói như cahi, thùng carton, các loại thực phẩm,….
- Nhược điểm:
+ Chi phí lắp đặt băng tải xoắn ốc rất cao.
2.1.1.5 Phương án 5: Băng tải cao su PVC
- Phạm vi ứng dụng: được sử dụng phổ biến trong các nghành công nghiệp như trong dây chuyền sản xuất bánh kẹo, trái cây, rau củ quả, sản phẩm tươi sống,..
Hình 2.5: Băng tải nhựa PVC
- Ưu điểm:
+ Khả năng kháng hóa chất tốt.
+ Chịu được nước và chống hơi nước tốt.
+ Dây băng tải PVC có khả năng chống phóng xạ, chống cháy và chống tĩnh điện tốt.
+ Hoạt động trong nhiều nghành nghề khác nhau, môi trường khắc nghiệt, khí hậu ẩm ướt và nhiệt độ thấp.
+ Có khả năng chống dầu mỡ, dung môi, chống mài mòn tốt.
+ Chống rách, co dãn , bong tróc.
+ Dễ dàng vệ sinh, thay thế, sữa chữa, bảo trì khi có sự cố.
- Nhược điểm:
+ Một số hệ thống khó vận chuyển, không vận chuyển các sản phẩm có kích thước lớn.
+ Đối với các sản phẩm hạt, vụn… Có thế bị hao hụt, rơi vãi trong quá trình vận chuyển
+ Khi vận chuyển xa và địa hình không thẳng đồi hỏi cần có nhiều hệ thống kết hợp với nhau.
|
Tiêu chí đánh giá |
Điểm số |
Phương án |
||||
|
1 |
2 |
3 |
4 |
5 |
||
|
Mức độ phù hợp trong mô hình |
10 |
-1 |
0 |
-1 |
-1 |
+1 |
|
Năng suất |
7 |
+1 |
+1 |
+1 |
+1 |
+1 |
|
Mức độ tự động hóa |
6 |
0 |
+1 |
0 |
+1 |
+1 |
|
Mức độ an toàn |
6 |
-1 |
0 |
0 |
0 |
+1 |
|
Mức độ ổn định |
6 |
+1 |
+1 |
+1 |
0 |
+1 |
|
Bảo trì thay thế |
5 |
0 |
+1 |
+1 |
-1 |
+1 |
|
Tổng điểm |
|
-3 |
24 |
8 |
-2 |
40 |
Bảng 2.2: Bảng đánh giá chọn băng tải.
=>Dựa vào bảng đánh giá các phương án theo điểm số ta chọn phương án 5 là băng tải cao su PVC.
2.1.2 Khung băng tải
- Khung băng tải có nhiều loại: khung sắt, khung nhôm, khung inox,..
- Khung băng tải được thiết kế đơn giản đến phức tạp,tùy thuộc vào nhu cầu sản xuất và yêu cầu của khách hàng.
- Khung băng tải có nhìu kích thước khác nhau và chia làm 2 loại: khung băng tải di động
và khung băng tải cố định.
- Khung băng tải cố định được thiết kế kiên cố và có khả năng chịu tải lớn.
- Khung băng tải di động được thiết kế vững chắc và có trang bị bánh xe, giúp băng tải dễ dàng di chuyển. Ngoài ra, còn có loại khung băng tải nâng hạ với thiết kế đặt biệt giúp băng tải nâng hạ một linh hoạt theo nhu cầu sử dụng.
2.1.2.1 Phương án 1: Lựa chon băng tải khung nhôm
- Hiện nay, nhôm định hình đươc sử dụng rộng rãi trong các lĩnh vực như băng tải, dây chuyền lắp ráp,….
Hình 2.6: Băng tải khung nhôm định hình.
- Ưu điểm:
+ Độ bền cao, do đươc sản xuất theo phương pháp đùn ép, nguyên liệu là nhôm 6063 với chất lượng cao,đảm bảo cho nhôm định hình công nghiệp có độ bền cao.
+ Băng tải khung nhôm định hình được chế tạo bằng tấm nhôm anodized hóa sang bóng bề mặt, chống xướt, chịu lực tốt.
+ Khả năng chống tĩnh điện tốt: Nhôm có hệ số dẫn điện cao so với các vật liệu khác ( như sắt,inox,..) giúp giải phóng lượng điện dung sinh ra trong quá trình ma sát, giảm tối đa ảnh hưởng của dòng điện tích tụ, tránh gây ảnh hưởng đến sản phẩm đặt biện là sản phẩm điện tử.
+ Với trọng lượng nhẹ có thể tháo lắp, di chuyển dễ dàng.
+ Tính linh hoạt khi tháo lắp: băng tải bằng khung nhôm định hình sử dụng các phụ kiện nhôm định hình như con trượt, ke góc để lắp ráp vì thế có tính linh hoạt cao, tái sử dụng nhiều lần.
- Nhược điểm:
+ Nhôm dễ bị rỉ sét,bị ăn mòn bởi hóa chất và tác động của thời tiết.
+ Thanh nhôm dễ bị cong vênh khi chịu lực tác động lớn và đột ngột.
+ Chi phí giá thành đầu tư khung nhôm sẽ cao hơn nhiều so với khung thép.
2.1.2.2 Phương án 2: Lựa chọn băng tải khung thép
- Hệ thống khung tải thép được dùng trong nhiều môi trường làm việc khác nhau. Với các dạng như băng thẳng, băng nghiêng, băng nhiều tầng,.. đều được chế tạo dễ dàng với khung thép.
Hình 2.7: Băng tải khung nhôm thép.
- Ưu điểm:
+ Khung băng tải thép có độ bền cao được sơn tĩnh điện bề mặt, chống trầy xước, chịu lực tốt, dễ tháo lắp.
+ Giá thành thấp so với khung nhôm định hình.
- Nhược điểm:
+ Thép dễ bị rỉ sét, bị ăn mòn bởi hóa chấy hay do tác động của thời tiết.
|
Tiêu chí đánh giá |
Điểm số |
Phươn án |
|
|
1 |
2 |
||
|
Mức độ phù hợp trong mô hình |
10 |
+1 |
0 |
|
Độ bền khung |
9 |
+1 |
+1 |
|
Giá thành |
9 |
0 |
+1 |
|
Bảo trì thay thế |
6 |
+1 |
+1 |
|
Tổng điểm |
|
25 |
24 |
Bảng 2.3: Bảng đánh giá lựa chọn khung băng tải.
=>Dựa vào bảng đánh giá lựa chọn khung băng tải theo điểm số ta chon phương án 1 là băng tải khung nhôm định hình.
2.1.3 Lựa chọn mặt băng tải
2.1.3.1 Phương án 1: Lựa chọn băng tải mặt PVC
- Mặt băng tải PVC được sử dụng rộng rãi trong các dây chuyền lắp ráp trong các lĩnh vực chế biến thực phẩm, dược phẩm, điện tử, thuốc lá, in ấn…
- Bề mặt dây PVC chống nước chịu nhiệt từ (-10 ° C – 80 ° C) có thể chịu được nhiệt độ 110° C trong một thời gian nhất định.
- Khả năng chống rách, bong tróc và tác động trọng lượng dây PVC nhẹ, linh hoạt.
- Băng tải PVC (Mặt trên trơn láng hoặc carô – mặt dưới là lớp bố dệt), có độ dày 1mm, 2mm, 3mm, 4,5mm và 5mm.
Hình 2.8 : Kiểu băng tải mặt PVC.
2.1.3.2 Phương án 2 : Lựa chọn mặt băng tải PU
- Mặt băng tải PU là một giải pháp đầu tư chi phí hiệu quả nó được sử dụng rộng rãi trong các dây chuyền lắp ráp trong các lĩnh vực chế biến thực phẩm, dược phẩm, đóng gói…
- Bề mặt băng PU chống nước chịu nhiệt từ (-10 ° C đến 80 ° C) có thể chịu được nhiệt độ 110° C trong một thời gian nhất định.
Hình 2.9 : Kiểu băng tải mặt PU
|
Tiêu chí đánh giá |
Điểm số |
Phương án |
|
||
|
1 |
|
2 |
|||
|
Mức độ phù hợp trong mô hình |
9 |
+1 |
|
0 |
|
|
Độ bền của mặt băng |
8 |
+1 |
|
+1 |
|
|
Giá thành thấp |
7 |
+1 |
|
+1 |
|
|
Dễ bảo trì thay thế sửa chữa |
5 |
+1 |
|
+1 |
|
|
Tổng điểm |
|
29 |
|
20 |
|
Bảng 2.4 Bảng đánh giá lựa chọn mặt băng tải.
=> Dựa vào bảng đánh giá các phương án theo điểm số ta nên chọn phương án 1 là mặt băng tải PVC.
2.1.4 Lựa chọn con lăn
2.1.4.1 Phương án 1 : Lựa chọn con lăn thẳng chất liệu từ nhựa PU
- Con lăn nhựa PU sử dụng trong việc lắp ráp, sản xuất, vận chuyển hàng hóa trong các nhà máy. Con lăn sử dụng loại nhựa PU bọc ngoài đảm bảo độ cứng nhất định và không bị tan chảy khi đun nóng. Con lăn bọc nhựa PU chịu được nhiệt độ cao, khả năng chịu mài mòn tốt, sử dụng tốt trong nhiều môi trường làm việc khắc nghiệt, đáp ứng tối đa nhu cầu sử dụng với giá thành thấp.
- Con lăn nhựa PU phù hợp với việc ứng dụng làm băng tải con lăn để truyền tải các vật liệu nhẹ với chi phí thấp. Con lăn nhựa PU nhẹ nhưng vẫn đảm bảo độ cứng để đỡ vật liệu khi di chuyển trên băng tải. Ưu điểm con lăn nhựa PU là trọng lượng nhẹ giúp việc di chuyển dễ dàng, con lăn chống ăn mòn tốt, chịu va đập tốt, đặc biệt là giá thành thấp giúp doanh nghiệp tiết kiệm chi phí tốt nhất.
Hình 2.10 : Kiểu con lăn nhôm PU.
2.1.4.2 Phương án 2 : Lựa chọn con lăn thẳng chất liệu từ nhôm
- Con lăn có chất liệu bằng nhôm được sử dụng trong việc lắp ráp, sản xuất, vận chuyển hàng hóa trong các nhà máy.
- Chịu tải lớn, vận chuyển hàng hóa có khối lượng lớn so với loại con lăn nhựa.
Hình 2.11: Kiểu con lăn nhôm.
|
Tiêu chí đánh giá |
Điểm số |
Phương án |
||
|
2 |
1 |
|
||
|
Mức độ phù hợp trong mô hình. |
8 |
+1 |
0 |
|
|
Độ bền của con lăn |
6 |
0 |
+1 |
|
|
Giá thành thấp |
5 |
+1 |
0 |
|
|
Dễ bảo trì thay thế sửa chữa |
5 |
+1 |
+1 |
|
|
Tổng điểm |
|
18 |
11 |
|
Bảng 2.5: Bảng đánh giá lựa chọn con lăn
=> Dựa vào bảng đánh giá các phương án theo điểm số ta nên chọn phương án 1 là con lăn có chất liệu nhôm.
2.1.5 Lựa chọn phương pháp căng băng tải
2.1.5.1 Phương án 1 : Căng băng kiểu thanh ren
- Đây là cơ cấu căng băng đơn giản và phổ biến nhất. Khi siết đai ốc cuối khung băng tải, thanh ren đẩy gối đỡ tịnh tiến, tạo thêm lực căng băng. Cả 2 phía phải được căn chỉnh tịnh tiến đều. Ở thiết kế này căng băng và lái băng (chỉnh đường tâm băng chạy)
- Ưu Điểm
+ Đơn giản nhất.
+ Giá thành hạ: Các chi tiết có số lượng ít, đơn giản, dễ kiếm.
+ Quen thuộc, dễ sử dụng: Đây là phương pháp căng băng thông dụng nhất.
- Nhược điểm:
+ Căn chỉnh thủ công, không đồng thời cả 2 bên.
+ Căng băng ảnh hưởng tới lái băng: khi căng băng sẽ làm thay đổi tâm băng, mất thêm thời gian chỉnh đúng tâm băng .
+ Rủi ro khi siết băng quá căng: Bước ren ngắn của thanh ren đơn giản có rất ít phản hồi khi căn chỉnh, dễ đẩy quá lực. Tuổi thọ băng tải và các gối đỡ vì vậy bị ảnh hưởng.
+ Khó tiếp cận bảo trì: Thanh ren thường nằm ở cuối băng. Cuối băng lại nối tiếp đầu băng tải hay thiết bị khác. Bởi vậy, để căn chỉnh, phải tháo khung băng khỏi vị trí, căn chỉnh rồi lắp lại. Việc này tăng đáng kể thời gian bảo trì.
+ Tăng chiều dài tuyến băng: Thiết kế này tăng đáng kể chiều dài tổng của tuyến băng, khiến việc lắp đặt băng tải trong những không gian hẹp khó khăn hơn.
+ Đòi hỏi tái căn chỉnh thường xuyên: Cơ cấu không tự động bù lượng giãn của băng tải cao su do mòn và tải nặng sau 1 thời gian. Nếu băng tải bị trượt, thanh ren cần phải siết lại.
Hình 2.12: Căng băng kiểu thanh ren
2.1.5.2 Phương án 2 : Điều chỉnh căng đai bằng pulley ngoài
- Pulley đai gồm bộ truyền động bao gồm pulley và đai hay còn gọi là dây cu-roa. Ngày nay, đa số các máy móc công nghiệp đều sử dụng thiết bị truyền động như bánh răng, nhông xích hay pulley đai. Trong đó, pulley đai vẫn được ứng dụng rất phổ biến vì chúng không chỉ có khả năng truyền động hiệu quả mà còn có thể liên kết các máy móc trong hệ thống máy dựa trên liên kết các trục
- Ưu điểm:
Pulley đai có tính đàn hồi, kết cấu rất đơn giản, dễ chế tạo, ít tón kém nên giá thành thấp hơn.
- Cơ cấu truyền Pulley đai làm việc êm, ít tiếng ồn, nhờ sự dẻo dai nên có khả năng chịu sốc, hấp thụ sốc tốt.
- Cơ cấu không cần bôi trơn, chi phí hao tổn do bảo dưỡng ít hơn.
- Cơ cấu Pulley đai có khả năng truyền động giữa 2 trục cách xa nhau dễ dàng nhưng kích thước bộ truyền lại không lớn, tiết kiệm không gian và chi phí.
- Đảm bảo an toàn cho động cơ khi gập sự cố quá tải
- Nhược điểm:
+ Truyền động có ma sát trượt gây nên sự giãn nở của dây đai, vì vậy tỉ số truyền và số vòng quay không ổn định dẫn đến khả năng tải không cao. Sự thay đổi về tải trọng hay lực căng có thể gây trượt dây đai.
+Tuổi thọ, độ bền của pulley đai tương đối thấp nhất là khi làm việc với vận tốc cao trong trong thời gian dài.
+Không thể làm việc trong điểu kiện ẩm ướt, khác nghiệt vì nhạy cảm với nhiệt độ và độ ẩm có thể làm giảm ma sát trượt.
Hình 2.13: Điều chỉnh căng đai bằng pulley ngoài
|
Tiêu chí đánh giá |
Điểm số |
Phương án |
|
|
1 |
2 |
||
|
Mức độ phù hợp với mô hình |
8 |
0 |
+1 |
|
Giá thành thấp |
7 |
+1 |
+1 |
|
Dễ cân chỉnh độ căng băng |
6 |
0 |
+1 |
|
Dễ bảo trì thay thế sửa chữa |
5 |
+1 |
+1 |
|
Tổng điểm |
|
12 |
26 |
Bảng 2.6 Bảng đánh giá lựa chọn phương pháp căng băng.
=>Dựa vào bảng đánh giá các phương án theo điểm số ta nên chọn phương án 1 là dùng kiểu căng đai theo thanh ren
2.1.6 Lựa chọn bộ truyền cho băng tải
2.1.6.1 Phương án 1 : Bộ truyền đai răng cao su
- Khi chịu tải, đai răng cao su được kéo vào các rãnh của bánh và ép váo các hông rãnh. Đai răng có răng theo kích thước mô-đun chuẩn tạo ra sự ăn khớp chủ động với các răng trên bánh đai, đi vào và ra các rãnh một cách trơn tru, lăn với ma sát tối thiểu.
- Răng được bao phủ bởi một lớp nylon chống mài mòn. Sau một thời gian vận hành ngắn, bề mặt trở nên bóng mịn với thất thoát từ ma sát thấp. Chúng loại bỏ sự trượt, kim loại tiếp xúc với kim loại, kéo dãn và bôi trơn.
Hình 2.14: Bộ truyền đai răng cao su.
- Ưu điểm:
+ Việc truyền lực có tính đàn hồi.
+ Chạy êm và ít ổn, chịu sốc.
+ Không cần căng đai. Giảm tải và tăng tuổi thọ.
+ Không cẩn thiết bôi trơn.
+ Phí tổn bảo dưỡng ít.
- Nhược điểm:
+ Chỉ sử dụng cho công suất nhỏ.
+ Nhiệt độ ứng dụng bị giới hạn.
+ Cả 2 puly phải gắn mặt bích.
2.1.6.2 Phương án 2 : Bộ truyền xích
- Ưu điểm:
+Truyền động cho 2 trục cách xa nhau (<8m).
+ Lực tác dụng lên trục bé không cần căng xích.
+ Không có hiện tượng trược như bộ truyền đai.
+ Có thể sử dụng để truyền chuyển động đồng thời cho nhiều trục.
+ Kết cấu nhỏ gọn (so với bộ truyền đai).
- Nhược điểm:
+ Do có va đạp nên gây ồn ào vì vậy bộ truyền xích hợp với với chuyển động có vận tốc thấp.
+Tỷ số truyền không ổn định.
+ Chế tạo, lắp ráp và bảo dưỡng phức tạp.
+ Tuy có cùng công dụng như bộ truyền đai nhưng khi trục quay nhanh thì sử dụng truyền động, trục quay chậm thì sử dụng truyền động xích
Hình 2.15: Bộ truyền xích.
|
Tiêu chí đánh giá |
Điểm số |
|
Phương án |
|
|
1 |
|
2 |
||
|
Mức độ phù hợp trong mô hình |
8 |
+1 |
|
0 |
|
Không bị trượt băng |
7 |
0 |
|
+1 |
|
Dễ cân chỉnh độ căng |
6 |
+1 |
|
+1 |
|
Dễ bảo trì thay thế sửa chữa |
5 |
+1 |
|
+ |
|
Tổng |
|
19 |
|
18 |
Bảng 2.7: Bảng đánh giá lựa chọn bộ truyền cho băng tải.
=>Dựa vào bảng đánh giá các phương án theo điểm số ta nên chọn phương án 1 là bộ đai cao su.
2.1.7 Lựa chọn xylanh đẩy sản phẩm
2.1.7.1 Phương án 1 : Lựa chọn xylanh khí nén (MA16x100SCA)
- Xy lanh khí nén (hay còn gọi là ben khí nén) là thiết bị cơ được vận hành bằng khí nén. Cụ thể, xi lanh khí nén hoạt động bằng cách chuyển hóa năng lượng của khí nén thành động năng, làm cho pít tông của xi lanh chuyển động theo hướng như mong muốn, thông qua đó truyền động đến thiết bị.
Hình 2.16:Hình ảnh của xy lanh khí nén MA16x100SCA của Aritac.
- Ưu điểm :
+ Môi chất khí nén sạch, thân thiện với môi trường, không gây ô nhiễm.
+ Cơ cấu chấp hành tác động nhanh. Không có thiết bị nào có thể so sánh được với xylanh khí nén về tốc độ tác động. Ở chế độ bình thường xylanh khí nén có thể tác động với vận tốc 10m/s.
+ Nguồn khí nén thuận tiện. Thuận tiện ở đây được xét đến cả về việc cung cấp lẫn tích trữ.
+ Dễ dàng trong việc tạo chuyển động tịnh tiến.
+ Lắp đặt linh hoạt, không giới hạn khoảng cách.
- Nhược điểm :
+ Không ổn đinh trong điều khiển chính xác. Do không khí chịu nén nên rất khó điều khiển được chúng một cách chính xác.
+ Ồn, nguồn động lực của khí nén là máy nén khí khi hoạt động rất ồn. Âm thanh tạo ra gây khó chịu cho người vận hành hệ thống. Không những thế xylanh khí nén khi hoạt động cũng gây tiếng ồn không hề nhỏ.
Thông số kỹ thuật của xy lanh MA16x100SCA
|
STT |
Chức năng |
|
1 |
Xi lanh mini dòng MA |
|
2 |
Loại trụ tròn |
|
3 |
Hành trình 100 (mm) |
|
4 |
Kiểu tác động kép ( 2 chiều ) |
|
5 |
Đường kính xy lanh : Ø 16mm |
|
6 |
Đường kính pít tông ( cây ti ) : 6mm |
|
7 |
Kích thước cổng : M5x0.8 |
|
8 |
Lưu chất : không khí, lọc tạp chất 40μm |
|
9 |
Lưu chất : không khí, lọc tạp chất 40μm |
|
10 |
Áp lực vận hành : 0.15 ~ 1.0 MPa ( 22 ~ 145 Psi / 1.5 ~ 10 Bar ) |
|
11 |
Áp lực kiểm chứng : 1.5 MPa ( 215 Psi / 15 Bar ) |
|
12 |
Lực tác động : lực đẩy 201 mm² - lực kéo 172.7 mm² |
|
13 |
Tốc độ pít tông : 30~800 mm/s |
|
14 |
Biên nhiệt : -20 ~ 70ºC |
2.1.7.2 Phương án 2 : Lựa chọn xylanh điện.
- Xi lanh điện dễ sử dụng, không cần đến khí nén hay thủy lực. Xi lanh điện dùng vít và đai ốc cho hiệu suất cao và tin cậy. Xi lanh điệnphù hợp cho những ứng dụng cơ động.
Hình 2.17 Xylanh điện.
- Nhẹ nhưng vẫn đảm bảo độ cứng để đỡ vật liệu khi di chuyển trên băng tải. Ưu điểm con lăn nhựa PU là trọng lượng nhẹ giúp việc di chuyển dễ dàng, con lăn chống ăn mòn tốt, chịu va đập tốt, đặc biệt là giá thành thấp giúp doanh nghiệp tiết kiệm chi phí tốt nhất.
- Ưu điểm :
+ Dễ dàng sử dụng do không cần hệ thống nén khí hay thủy lực.
+ Hiệu suất cao do sử dụng vít và đai ốc.
+ Có các thiết bị an toàn chống quá tải.
+ Lựa chọn vị trí cảm biến giới hạn, dùng encoder hoặc biến trở tùy thuộc vào độ chính xác trong điều khiển mà bạn mong muốn.
+ Khi hoạt động xylanh điện không gây tiếng ồn.
- Nhược điểm :
+Giá thành đầu tư ban đầu cao hơn nhiều so với việc chọn xylanh khí nén.
|
Tiêu chí đánh giá |
Điểm số |
|
Phương án |
|
|
1 |
|
2 |
||
|
Độ bền |
8 |
+1 |
|
+1 |
|
Giá thành thấp |
7 |
+1 |
|
+1 |
|
Mức độ phù hợp trong mô hình |
7 |
+1 |
|
0 |
|
Dễ bảo trì thay thế sửa chữa |
6 |
+1 |
|
0 |
|
Tiếng ồn |
5 |
0 |
|
+1 |
|
Tổng điểm |
|
28 |
|
20 |
Bảng 2.8: Bảng đánh giá lựa chọn cần đẩy sản phẩm.
=>Dựa vào bảng đánh giá các phương án theo điểm số ta nên chọn phương án 1 là xylanh khí nén.
2.1.8 Lựa chọn động cơ
- Động cơ điện là máy điện dùng để chuyển đổi năng lượng điện sang năng lượng cơ học. Hầu hết động cơ điện hiện có hoạt động theo hiệu ứng điện từ. Một số ít là Động cơ áp điện hoạt động dựa trên hiệu ứng áp điện và thường là động cơ cỡ nhỏ hoặc siêu nhỏ.
2.1.8.1 Phương án 1: Lựa chọn động cơ DC
- Động cơ DC hay còn gọi là động cơ một chiều, được sử dụng trong dòng điện một chiều,động cơ DC được cấu tạo từ 2 phần là Stator và Rotor. Trong đó roto được làm bằng nam châm vĩnh cữu. Khi hoạt động, động cơ chỉ cần 1 nguồn cấp điện cho Stato.
Hình 2.18:Động cơ điện DC.
- Ưu điểm :
+ Phổ biến ngoài thị trường, kích thước nhỏ gon.
+ Cấu tạo đơn giản giá thành rẻ.
+ Có thể điều chỉnh tốc độ.
+ Moment khởi động lớn.
- Nhược điểm :
+ Gây tiếng ồn ở nhiệt độ cao.
+ Công suất nhỏ.
+ Tuổi thọ ngắn.
2.1.8.2 Phơng án 2: Lựa chọn động cơ AC
- Động cơ AC động cơ điện xoay chiều hoạt động với dòng điện xoay chiều. Động cơ gồm có hai phần chính là Stator và Rotor.Stator gồm các cuộn dây của ba pha điện quấn trên các lõi sắt bố trí trên một vành tròn để tạo ra từ trường quay.Rotor hình trụ có tác dụng như một cuộn dây quấn trên lõi thép.Khi mắc động cơ vào mạng điện xoay chiều, từ trường quay do stator gây ra làm cho roto quay trên trục. Chuyển động quay của rotor được trục máy truyền ra ngoài và được sử dụng để vận hành các máy công cụ hoặc các cơ cấu chuyển động khác.
Hình 2.19 :Động cơ điện AC.
- Ưu điểm :
+ Ứng dụng nhiều trong công nghiệp.
+ Chịu tải tốt.
+ Dễ vận hành trong môi trường liên tục và dài hạn
- Nhược điểm :
+ Moment khởi động nhỏ.
+ Dòng khởi động lớn.
|
Tiêu chí đánh giá |
Điểm số |
|
Phương án |
|
|
1 |
|
2 |
||
|
Mức độ phù hợp trong mô hình |
9 |
+1 |
|
0 |
|
Kích thước nhỏ gọn |
8 |
+1 |
|
0 |
|
Công suất ổn định |
7 |
+1 |
|
+1 |
|
Tổng điểm |
|
24 |
|
7 |
Bảng 2.9: Bảng đánh giá lựa chọn động cơ.
=>Dựa vào bảng đánh giá các phương án theo điểm số ta nên chọn phương án 1 động cơ DC.
2.1.9 Lựa chọn cảm biến loadcell
- Load cell là thiết bị cảm biến dùng để chuyển đổi lực hoặc trọng lượng thành tín hiệu điện.
Phương án 1: Cảm biến loadcell kểu điện dung
- Load cell kiểu điện dung: Load cell kiểu điện dung làm việc dựa trên sự thay đổi của dung kháng. Đối với tụ điện phẳng gồm 2 bản cực phẳng song song. điện dung tỉ lệ thuận với tiết diện bản cực và hằng số điện môi của chất điện môi nằm giữa 2 bản cực và tỉ lệ nghịch với khoảng cách giữa 2 bản cực.
2.1.9.1 Phương án 2: Cảm biến loadcell điện trở
- Load cell kiểu điện trở: Load cell điện trở làm việc dựa vào nguyên lý áp lực - trở kháng. Khi một tải trọng, lực, lực căng tác động lên cảm biến, trở kháng của nó thay đổi. Sự thay đổi trở kháng này sẽ đẫn đến sự thay đổi điện áp đầu ra khi một điện áp đầu vào được cấp.- Trong thực tế phổ biến nhất là các loadcell có sẵn dựa trên nguyên tắc thay đổi điện trở để đáp ứng với một tải áp dụng. Vì thế ta chọn phương án 2 là cảm biến điện trở.(Strain Gauge).
- Cấu tạo loadcell sử dụng điện trở: Cấu tạo chính của loadcell gồm các điện trở strain gauges R1, R2, R3, R4 được dán vào bề mặt của thân loadcell. Strain Gauge là một điện trở đặc biệt có điện trở thay đổi khi bị nén hay kéo dãn và được nuôi bằng một nguồn điện ổn định, Strain gauge được dán chết lên thân loadcell để chịu tải.
Hình 2.20 : Cấu tạo của một loadcell dạng thanh.
Nguyên lý hoạt động: Các điện trở gauge strain được mắc thành mạch cầu Wheatstone. Tại trạng thái cân bằng (trạng thái không tải), điện áp tín hiệu ra là số không hoặc gần bằng không khi bốn điện trở được gắn phù hợp về giá trị. Khi có tải trọng hoặc lực tác động lên thân loadcell làm cho thân loadcell bị biến dạng (giãn hoặc nén), điều đó dẫn tới sự thay đổi giá trị của các điện trở strain gauges. Sự thay đổi này dẫn tới sự thay đổi trong điện áp đầu ra.
- Độ chính xác: Cho biết phần ram chính xác trong phép đo. Độ chính xác phụ thuộc tính chất phi tuyến tính, độ trễ, độ lặp.
- Công suất định mức: Giá trị khối lượng lớn nhất mà Loadcell có thể đo được.
- Dải bù nhiệt độ: Là khoảng nhiệt độ mà đầu ra Loadcell được bù vào, nếu nằm ngoài khoảng này, đầu ra không được đảm bảo thực hiện theo đúng chi tiết kĩ thuật được đưa ra.
- Cấp bảo vệ: Được đánh giá theo thang đo IP, (ví dụ: IP65: chống được độ ẩm và bụi).
- Điện áp: Giá trị điện áp làm việc của Loadcell (thông thường đưa ra giá trị lớn nhất và giá trị nhỏ nhất 5 – 15 V).
- Độ trễ: Hiện tượng trễ khi hiển thị kết quả dẫn tới sai số trong kết quả. Thường
được đưa ra dưới dạng % của tải trọng.
- Trở kháng đầu vào: Trở kháng được xác định thông qua S- và S+ khi Loadcell chưa kết nối vào hệ thống hoặc ở chế độ không tải.
- Điện trở cách điện: thông thường đo tại dòng DC 50V. Giá trị cách điện giữa lớp vỏ kim loại của Loadcell và thiết bị kết nối dòng điện.
- Phá hủy cơ học: Giá trị tải trọng mà Loadcell có thể bị phá vỡ hoặc biến dạng.
- Giá trị ra: Kết quả đo được (đơn vị: mV).
- Trở kháng đầu ra: Cho dưới dạng trở kháng được đo giữa Ex+ và EX- trong điều kiện load cell chưa kết nối hoặc hoạt động ở chế độ không tải.
- Quá tải an toàn: Là tải trọng mà Loadcell có thể vượt quá (ví dụ: 125% tải trọng).
- Hệ số tác động của nhiệt độ: Đại lượng được đo ở chế độ có tải, là sự thay đổi công
suất của Load cell dưới sự thay đổi nhiệt độ, (ví dụ: 0.01%/10°C nghĩa là nếu nhiệt độ tăng thêm 10°C thì công suất đầy tải của Loadcell tăng thêm 0.01%).
- Hệ số tác động của nhiệt độ tại điểm 0: Giống như trên nhưng đo ở chế độ không tải.
Phân loại
- Có thể phân loại loadcells như sau:
+ Phân loại theo lực tác động: Chịu kéo (shear loadcell), chịu nén (compression loadcell), dạng uốn (bending), chịu xoắn (tension loadcell).
+ Phân loại theo hình dạng: dạng đĩa, dạng thanh, dạng trụ, dạng cầu,dạng chữ S.
+ Phân loại theo kích thước và khả năng chịu tải: loại bé, vừa, lớn.
Hình 2.21 : Một số loại loadcell trên thị trường.
- Với thiết kế của mô hình chọn loại loadcell dạng thanh được chọn cho hệ thống cân. Loadcell dạng thanh với kết cấu đơn giản, giá thành rẻ và được sử dụng phổ biến.
=> Chọn phương án chọn phương án 1 chọn loadcell điện trở.
2.1.10 Phương án đọc tín hiệu từ loadcell
- Tín hiệu của tất cả các loadcell là tín hiệu áp mV/V có giá trị 1mv/V , 2mV/V , 4 mV/V , 8 mV/V , 16 mV/V 32mV/V … tất cả các tín hiệu này đều rất nhỏ . Chỉ cần truyền đi một khoảng cách rất ngắn là đã bị suy giảm tín hiệu và khả năng bị nhiễu rất cao. Trên thực tế một số ứng dụng không cần độ chính xác cao, bộ điều khiển vẫn có thể đọc tín hiệu điện áp loadcell trực tiếp.
2.1.10.1 Phương án 1:Đọc tín hiệu Analog trực tiếp từ loadcell
- Ưu điểm:
+ Cấu tạo đơn giản, đọc trực tiếp tín hiệu analog về bộ điều khiển.
+ Giá thành rẻ.
- Nhược điểm:
+ Sụt áp, nhiễu làm giảm độ chính xác.
+ Chỉ dùng khoảng cách gần.
2.1.10.2 Phương án 2:Sử dụng các module chuyển đổi, khuếch đại tín hiệu
- Ưu điểm:
+ Giá thành sản phẩm rẻ.
+ Kích thước nhỏ gọn.
+ Hỗ trợ chuyển đổi tín hiệu từ loadcell sang các dạng mA, mV, digital.
- Nhược điểm:
+ Thường được sử dụng trong các hệ thống không cần độ chính xác cao, có thể bị nhiễu bởi môi trường.
+ Tín hiều không truyền đi xa
|
Tiêu chí đánh giá |
Điểm số |
|
Phương án |
|
|
2 |
|
1 |
||
|
Mức độ phù hợp trong mô hình |
8 |
0 |
|
+1 |
|
Đọc tín hiệu |
7 |
+1 |
|
+1 |
|
Độ ổn định |
6 |
+1 |
|
+1 |
|
Tổng điểm |
|
13 |
|
21 |
Bảng 3.2: Bảng đánh giá lựa chọn đọc tín hiệu từ loadcell
=> Dựa vào bảng đánh giá các phương án theo điểm số ta nên chọn phương án 1 là đọc tín hiệu Analog trực tiếp từ loadcell
2.1.11
Cảm biến loadcell
Hình 2.22: Cảm biến loadcell 10kg
Thông số kỹ thuật của load cell 10kg lp 7165
|
STT |
Chức năng |
|
1 |
Mức tải maxc: 10kg |
|
2 |
Cấp chính xác: C3 |
|
3 |
Đầu ra định mức: 2,0 ± 0,2mV / V |
|
4 |
Tổng sai số: ± 0,02% F.S |
|
5 |
Creep (30 phút): ± 0,016% F.S |
|
6 |
Điện trở đầu vào: 406 ± 10Ω |
|
7 |
Điện trở đầu ra: 350 ± 3Ω |
|
8 |
Nhiệt độ hoạt động: -10 ~ + 40 ℃ |
|
9 |
Quá tải an toàn: 120% F.S |
|
10 |
Nguồn cấp đầu vào: 4 ~ 12VDC Tối đa: 15VDC |
|
11 |
Chiều dài dây cáp: 30cm 4 dây với tấm chắn |
|
12 |
Exc + (đỏ) Exc- (đen) Sig + (xanh) Sig- (trắng) |
|
13 |
Vật liệu: Nhôm, IP65 |
|
14 |
Ứng dụng cho: Cân bàn / Cân đếm, cân đĩa, cân kỹ thuật, cân kiểm tra, v.v |
|
15 |
Tải trọng phá hủy: 150% F.S |
|
16 |
Trung Quốc |
2.1.12 Lựa chọn cảm biến quang
2.1.12.1 Phương án 1: Cảm biến thu phát chung PNP E3F-DS30P1.
- Cảm biến có bộ thu và phát chung. Thường được dùng để phát hiện các vật thể trên hệ thống máy móc tự động. Giám sát các thiết bị đã được lắp đúng vị trí hay chưa. Đặc điểm nổi bật là bị ảnh hưởng bởi bề mặt, màu sắc, khoảng cách tối đa 2m.
Hình 2.24: Cảm biến thu phát chung.
- Ưu điểm
+ Ít tốn diện tích, dễ lắp đặt.
- Nhược điểm
+ Độ chính xác thấp bị ảnh hưởng bởi bề mặt, màu sắc,.
+ Khoảng cách phát hiện ngắn.
- Thông số kỹ thuật của cảm biến vật hồng ngoại PNP E3F-DS30P1.
|
STT |
Chức năng |
|
1 |
Nguồn điện cung cấp: DC6~36V |
|
2 |
Khoảng cách phát hiện: 10~30cm. |
|
3 |
Dòng kích ngõ ra: 300mA. |
|
4 |
Ngõ ra dạng PNP. |
|
5 |
Chất liệu sản phẩm: nhựa. |
|
6 |
Sơ đồ chân: Nâu: +6V. Xanh: 0V. Đen: Tín hiệu ngõ ra |
|
7 |
Kích thước: 70 x 24mm |
2.1.12.2 Phương án : Cảm biến thu phát độc lâp
- Cảm biến quang thu phát độc lập là cảm biến ánh sáng không phản xạ, để hoạt động được cần một con phát ánh sáng và một con thu ánh sáng lắp đối diện với nhau. Đặc điểm của dòng cảm biến này là không bị ảnh hưởng bởi bề mặt, màu sắc, khoảng cách phát hiện đến 60m.
Hình 2.25: Cảm biến thu phát riêng.
- Ưu điểm
+ Khoảng cách phát hiện xa, phát hiện chính xác.
+ Hoạt động ở môi trường khắc nghiệt.
+ Không bị ảnh hưởng bởi bề mặt, màu sắc.
- Nhược điểm
+ Khoảng cách ngắn phải lắp đặt 2 cảm biến.
+ Mất thời gian cân chỉnh
|
Tiêu chí đánh giá |
Điểm số |
|
Phương án |
|
|
1 |
|
2 |
||
|
Độ bền cao |
9 |
+1 |
|
+1 |
|
Độ chóng nhiễu |
8 |
-1 |
|
+1 |
|
Giá thành thấp |
7 |
+1 |
|
-1 |
|
Mức độ phù hợp trong mô hình |
6 |
+1 |
|
-1 |
|
Nhỏ gọn dễ thay thế |
5 |
+1 |
|
+1 |
|
Tổng điểm |
|
21 |
|
13 |
Bảng 3.3: Bảng đánh giá lựa chọn cảm biến.
=> Dựa vào bảng đánh giá các phương án theo điểm số ta nên chọn phương án 1 Cảm biến thu phát chung.
2.1.13 Lựa chọn bộ điều khiển
2.1.13.1 Phương án 1: Arduino Uno
- Arduino Uno là dòng cơ bản, linh hoạt các dòng Arduino khác như: Arduino Mega, Arduino Nano, Arduino Micro..
Hình 2.26 : Arduino Uno
- Arduino Uno là một bảng mạch vi điều khiển nguồn mở dựa trên vi điều khiển Microchip ATmega328. Có 14 chân Digital được sử dụng để làm chân đầu vào và đầu ra. Với bộ nhớ có32 KB bộ nhớ Plash, 2 KB cho SRAM và 1 KB cho EEPROM
- Các đặc tính đáng chú ý khác là có thời gian thực, ngắt (ngắt trong hoặt ngắt ngoài) với việc hỗ trợ 2 ngắt ngoài:
+ GND (Ground): cực âm của nguồn điện cấp cho Arduino UNO
+ 5V: cấp điện áp 5V đầu ra. Dòng tối đa cho phép ở chân này là 500mA.
+ 3.3V: cấp điện áp 3.3V đầu ra. Dòng tối đa cho phép ở chân này là 50mA.
+ Vin (Voltage Input): để cấp nguồn ngoài cho Arduino UNO, cực dương của nguồn với chân này và cực âm của nguồn với chân GND.
+ IOREF: điện áp hoạt động của vi điều khiển trên Arduino UNO có thể được đo ở chân này.
+ RESET: việc nhấn nút Reset trên board để reset vi điều khiển tương đương với việc chân RESET được nối với GND qua 1 điện trở 10KΩ.
- Ưu điểm
+ Tốc độ xử lý nhanh, dễ thay thế khi hư hỏng.
+ Giá thành rẻ.
- Nhược điểm
+ Sục áp, nhiễu làm giảm độ chính xác.
+ Chỉ dùng ở khoảng cáchgần
2.1.13.2 Phương án 2: PLC S7-1214C
- S7-1200 được thiết kế nhỏ gọn, chi phí thấp, và một tập lệnh mạnh giúp những giải pháp hoàn hảo hơn cho ứng dụng sử dụng với S7-1200.
- S7-1200 ra đời năm 2009 dùng để thay thế dần cho S7-200. So với S7-200 thì S7-1200 có những tính năng nổi trội hơn.
- S7-1200 được thiết kế nhỏ gọn, chi phí thấp, và một tập lệnh mạnh giúp những giải pháp hoàn hảo hơn cho ứng dụng sử dụng với S7-1200.
Hình 2.27 : PLC S7-1214 DC/DC/DC VÀ MODULE MỞ RỘNG
- S7-1200 cung cấp một cổng PROFINET, hỗ trợ chuẩn Ethernet và TCP/IP.
- PLC S7-1200 CPU 1214C có bộ nhớ làm việc 100KB work memory.
- PLC S7-1200 có thể mở rộng các module tín hiệu và các module gắn ngoài để mở rộng chức năng của CPU. Ngoài ra, có thể cài đặt thêm các module truyền thông để hỗ trợ giao thức truyền thông khác.
- S7-1200 có các loại module mở rộng sau:
+ Communication module (Module giao tiếp CP).
+ Signal board (Board đọc tính hiệu analog, truyền thông SB).Signal Module (Moduleđọc tín hiệu SM).
-Các thành phần của PLC S7-1200 bao gồm:
+ 3 bộ điều khiển nhỏ gọn với sự phân loại trong các phiên bản khác nhau giống như điều khiển AC, RELAY hoặc DC phạm vi rộng. 2 mạch tương tự và số mở rộng ngõ vào/ra trực tiếp trên CPU làm giảm chi phí sản phẩm.
+13 module tín hiệu số và tương tự khác nhau bao gồm (module SM và SB). 2 module giao tiếp RS232/RS485 để giao tiếp thông qua kết nối PTP. Bổ sung 4 cổng Ethernet. Module nguồn PS 1207 ổn định, dòng điện áp 115/230 VAC và điện áp 24 VDC.
THÔNG SỐ KỸ THUẬT CỦA CPU 1214C DC/DC/DC(PLC 6ES7214-1AG40-0XB0)
|
STT |
Chức năng |
|
1 |
Điện áp cung cấp: 24 VDC |
|
2 |
Số lượng đầu vào digital: 14 |
|
3 |
Điện áp đầu vào digital: 24 VDC |
|
4 |
Số lượng đầu ra digital: 10 |
|
5 |
Điện áp đầu ra digital: 24 VDC |
|
6 |
Số lượng đầu vào analog: 2 (0-10VDC hoặc 0-20mA) |
|
7 |
Số lượng đầu ra analog: 2 (0-10VDC hoặc 0-20mA) |
|
8 |
Tốc độ xử lý: 75 ns/step |
|
9 |
Bộ nhớ: 100KB |
|
10 |
Kết nối mạng: Ethernet (10/100 Mbit/s) |
|
11 |
Số lượng cổng kết nối: 1 cổng RJ45 dùng cho kết nối mạng Ethernet |
|
12 |
Số lượng kết nối kế tiếp: 1 cổng thiết bị (MPI/DP) |
|
13 |
Hỗ trợ các giao thức kết nối: Profinet, Modbus TCP |
|
14 |
Chức năng bộ đếm: 2 đầu vào tốc độ cao 100kHz và 7 đầu ra PWM tần số đến 20kHz |
|
15 |
Điều khiển tình trạng LED trên thân thiết bị |
|
16 |
Điều khiển truy cập trên Internet thông qua TIA Portal |
|
17 |
Nhiệt độ hoạt động: 0°C đến 60°C |
Ưu điểm và nhược điểm của (PLC 6ES7214-1AG40-0XB0)
- Ưu điểm
+ Không bị nhiễu, được sử dụng phổ biến trong công nghiệp.
+ Độ chính xác cao.
+ Dễ dàng thiết lập và lập trình: Có thể lập trình với phần mềm TIA Portal cực kỳ đơn giản và trực quan.
+ Kích thước nhỏ và thiết kế gọn gàng: Thiết kế gọn nhẹ giúp việc gắn hoặc tháo rời đơn giản và linh hoạt.
+ Điều khiển tốc độ cao: Có thể xử lý các tác vụ điều khiển với tốc độ đáp ứng nhanh, thời gian phản hồi ngắn.
+ Đáp ứng mạng Internet công nghiệp: Có khả năng truy cập thông qua Internet với chất lượng ổn định.
+ Độ tin cậy cao: Thiết bị có độ tin cậy cao trong việc hoạt động, giúp giảm thiểu thời gian gián đoạn sản xuất.
- Nhược điểm
+ Giá thành: So với các thiết bị PLC giá thấp hơn, giá của thiết bị này là khá cao.
+ Bộ nhớ hạn chế: Dù bộ nhớ 100KB có thể đáp ứng nhu cầu của nhiều ứng dụng, nhưng với các chương trình lớn hơn, khả năng lưu trữ có thể bị giới hạn.
+ Không hỗ trợ I/O mở rộng: Thiết bị không hỗ trợ kết nối I/O mở rộng, việc mở rộng I/O sẽ cần phải thêm thiết bị ngoại vi.
+ Hạn chế về số lượng đầu vào và đầu ra: Với 14 đầu vào digital và 10 đầu ra digital, thiết bị này có thể không đáp ứng
|
Tiêu chí đánh giá |
Điểm số |
|
Phương án |
|
|
|
|
2 |
|
1 |
|
Độ bền cao |
9 |
+1 |
|
+1 |
|
Độ chống nhiễu |
7 |
+1 |
|
-1 |
|
Giá thành thấp |
8 |
-1 |
|
+1 |
|
Tốc độ xử lý nhanh |
6 |
+1 |
|
+1 |
|
Nhỏ gọn, dễ thay thế khi hỏng. |
5 |
+1 |
|
+1 |
|
Tổng điểm |
|
27 |
|
26 |
Bảng 3.4: Bảng đánh giá lựa chọn bộ vi điều khiển.
=>Dựa vào bảng đánh giá các phương án theo điểm số ta nên chọn phương án 2 là dùng PLC.
2.1.14 Lựa chọn xylanh khí nén ( MSQB3A-11)
- Xi lanh điện SMC là loại xi lanh có cơ cấu dẫn động tuyến tính (loại cơ điện) đơn giản là chỉ cần dây dẫn và nguồn điện. Cấu tạo xi lanh điện được sử dụng để chuyển đổi năng lượng điện thành mô-men xoắn. Một động cơ điện được kết nối với máy móc sẽ làm quay vít dẫn.
Hình 2.28 : Xylanh khí nén xoay MSQB3A-11
(Được trích từ catalogue SMC trang 659,660.)
- Ưu điểm
+ Môi chất khí nén sạch, thân thiện với môi trường, không gây ô nhiễm.
+ Cơ cấu chấp hành tác động nhanh. Không có thiết bị nào có thể so sánh được với xylanh khí nén về tốc độ tác động. Ở chế độ bình thường xylanh khí nén có thể tác động với vận tốc 10m/s.
+ Nguồn khí nén thuận tiện. Thuận tiện ở đây được xét đến cả về việc cung cấp lẫn tích trữ.
+ Lắp đặt linh hoạt, không giới hạn khoảng cách.
+ Xi lanh xoay MSQB của SMC là loại xi lanh xoay cơ bản với kết cấu tròn xoay liên tục, có hệ thống bánh răng ở bên trong và là loại xi lanh xoay 180 độ.
- Nhược điểm
+ Không ổn đinh trong điều khiển chính xác. Do không khí chịu nén nên rất khó điều khiển được chúng một cách chính xác.
+ Ồn, nguồn động lực của khí nén là máy nén khí khi hoạt động rất ồn. Âm thanh tạo ra gây khó chịu cho người vận hành hệ thống. Không những thế xylanh khí nén khi hoạt động cũng gây tiếng ồn không hề nhỏ.
2.1.15 Phương án đọc tín hiệu từ loadcell
- Sơ lượt về đầu cân SYMC BC360L.
Đầu cân loadcell BC360L là một thiết bị đo lường được sử dụng rộng rãi trong các ứng dụng cân chỉnh và đo lường trong công nghiệp và thương mại. Dưới đây là một số ưu và nhược điểm của đầu cân loadcell BC360L:
- Ưu điểm
+ Độ chính xác cao.
+ Thiết kế đơn giản và dễ sử dụng.
+ Dải đo rộng, từ vài kg đến hàng chục tấn.
+ Khả năng chịu va đập và môi trường khắc nghiệt.
+ Độ ổn định và độ phân giải cao
- Nhược điểm
+ Điểm yếu của loadcell BC360L là khả năng chống nhiễu và ảnh hưởng từ các tác nhân bên ngoài không tốt.
+ Giá thành tương đối đắt so với các loại đầu cân khác.
+ Yêu cầu vận hành và bảo trì chuyên nghiệp để đảm bảo hoạt động tối ưu.
+ Khó khắc phục và sửa chữa khi sự cố xảy ra do tính phức tạp của thiết bị.
Hình 2.29 : Đầu cân loadcell BC360L
Thông số kỹ thuật của đầu cân SYMC bc360l
|
STT |
Chức năng |
|
1 |
Cấu trúc gắn bảng điều khiển nhỏ gọn, tiết kiệm không gian lắp đặt |
|
2 |
Thiết kế thế hệ mới mẫu mã đẹp và chất lượng |
|
3 |
Tốcđộ truyền thông dữ liệu mạnh nhanh và ổn định |
|
4 |
Hiển thị giá trị cân về có chỉ số âm và số dương (+/- 0.0000) |
|
5 |
Bộ xử lý, mạnh về chống nhiễu trong hệ thống |
|
6 |
Tối ưu hóa bộ lọc kỹ thuật số và nhanh chóng làm theo Công nghệ Metlet tole |
|
7 |
Option analog 4 ~ 20mA / 0 ~ 10V |
|
8 |
Báo động quá / dưới giới hạn cân |
|
9 |
Control Kiểm soát chuyển vật liệu đóng bao |
|
10 |
Chức năng so sánh điểm cài đặt điều khiển ngỏ ra relay |
|
11 |
Control Kiểm soát cân kiểm tra |
|
12 |
Giao diện nối tiếp RS232 / RS485 |
|
13 |
Giao thức MODBUS RTU RS485 tiêu chuẩn |
|
14 |
Nguồn cung cấp DC24V Chống đảo nguồn 0V / 24VDC |
2.1.16 Các bước hướng dẫn chỉnh đầu cân SYMC bc 360l
2.1.16.1 Chỉnh trên đầu cân.
B1. Bấm giữ nút [Fn] 3s. Màn hình hiển thị F1.
B2. Bấm [Fn]. Màn hình hiển thị Pd 0000.
B3. Dùng nút [T] và nút [C] để nhập vào giá trị 2000.(password của đầu cân)
B4. Bấm [Fn] để xác nhận. Màn hình hiển thị F1.1.
B5. Bấm [Fn] . Lúc này dùng nút [T] và nút [C] để nhập khối lượng của bàn cân (cốt liệu là 3000, xi măng là 1000,nước là 500,phụ gia là 20)
B6. Bấm [Fn] để xác nhận.Sau đó bấm nút [C] để lên F1.2.
B7. Bấm [Fn] .Ở mục này ta dùng nút [C] để chỉnh số chữ số sau dấu phẩy (thường là 1)
B8. Bấm [Fn] để xác nhận. Sau đó bấm nút [C] để lên F1.3.
B9. Bấm [Fn] .Ở mục này ta chỉnh bước nhảy cho đầu cân ( thường là 1).
B10. Bấm [Fn] để xác nhận. Sau đó bấm nút [C] để lên F1.4.
B11. Bấm [Fn] .Chọn số 0.
B12. Bấm [Fn] để xác nhận. Sau đó bấm nút [C] để lên F1.5.
B13. Bấm [Fn] .Màn hình hiển thị 9.7949
B14. Bấm [Fn] để xác nhận. Sau đó bấm nút [C] để lên F1.6.
B15. Bấm [Fn] .Lấy zero bàn cân. Lúc này bàn cân không đặt bất cứ vật gì.
B16. Bấm [Fn] chờ 10s . Sau đó bấm nút [C] để lên F1.7.
B17. Bấm [Fn] 3 lần. Lúc này đặt tải lên bàn cân và dùng nút [T] và nút [C] để nhập vào giá trị tải.
B18. Bấm [Fn] chờ 10s.Sau đó bấm nút [0] 2 lần để trở về màn hình chính
2.1.16.2 Giá trị analog đưa về plc.
B1. Bấm giữ nút [Fn] 3s. Màn hình hiển thị F1.
B2. Bấm [Fn]. Màn hình hiển thị Pd 0000.
B3. Dùng nút [T] và nút [C] để nhập vào giá trị 2000.(password của đầu cân)
B4. Bấm [Fn] để xác nhận. Màn hình hiển thị F1.1.
B5. Bấm nút [T] 2 lần để vào F3.1.
B6. Sau đó bấm nút [C] để lên 3.2.
B7. Bấm [Fn]. Dùng nút [T] và nút [C] để nhập vào giá trị 1000.
B8. Bấm [Fn] để xác nhận. Sau đó bấm nút [C] để lên F3.3.
B9. Bấm [Fn]. Dùng nút [T] và nút [C] để nhập vào giá trị 30000.
B10. Bấm [Fn] để xác nhận. Sau đó bấm [0] để trở lại màn hình chính.
2.1.17 Cảm biến từ xy lanh Airtac CS1-U
Hình 2.30: Cảm biến từ xy lanh Airtac CS1-U
- Ưu điểm
+ Độ tin cậy cao: Cảm biến từ xy lanh Airtac CS1-U được thiết kế để hoạt động trong môi trường công nghiệp khắc nghiệt, nơi có sự rung động và va chạm. Với chất lượng xây dựng tốt, nó đảm bảo độ tin cậy cao và độ bền trong quá trình sử dụng.
+ Đáp ứng nhanh: Cảm biến từ xy lanh Airtac CS1-U có thể phát hiện ra sự thay đổi trong trạng thái từ nhanh và chính xác. Điều này giúp cải thiện hiệu suất
- Nhược điểm
+ Khoảng cách giới hạn: Cảm biến từ xy lanh Airtac CS1-U có giới hạn khoảng cách phát hiện. Điều này có nghĩa là nó chỉ có thể phát hiện các vật thể nằm trong khoảng cách nhất định và ngoài phạm vi đó, các cảm biến sẽ không hoạt động.
+ Giới hạn ứng dụng: Cảm biến này được thiết kế đặc biệt cho các ứng dụng sử dụng trong xy lanh và các hệ thống điều khiển động cơ. Do đó, nó có giới hạn trong việc ứng dụng cho các loại ứng dụng khác.
2.1.18 Chọn bộ nguồn
Thông số kỹ thuật của bộ nguồn 24vdc
|
STT |
Chức năng |
|
1 |
Điện áp đầu vào: 220V AC. |
|
2 |
Điện áp đầu ra: 24 V DC 5A |
|
3 |
Công suất: 120W. |
|
4 |
Điện áp điều chỉnh: +/-10%. |
|
5 |
Khả năng chống sốc: Từ 10 đến khoảng 500Hz, 2G 10 min. |
|
6 |
Nhiệt độ họat động: Từ -10 độ C đến 60 độ C. |
|
7 |
Kích thước: 199 x 98 x 38 mm. |
|
8 |
Trọng lượng: 0.52 kgs. |
Hình 2.31: Bộ nguồn 24 VDC
2.1.19 Chọn CB
Thông số kỹ thuật của cb 2 cực PS45N 16A
|
STT |
Chức năng |
|
1 |
Điện áp hoạt động: 230/400V AC |
|
2 |
Dòng điện định mức: 16A |
|
3 |
Số pha: 2P (2 cực) |
|
4 |
Cấp độ cách điện: 450V |
|
5 |
Cấp độ cách điện giữa 2 cực: 4000V AC trong 1 phút |
|
6 |
Cấp độ bảo vệ: IP20 |
|
7 |
Tiêu chuẩn: IEC 60898-1 |
|
8 |
Thương hiệu: Sino Vanloc |
Hình 2.32: Công tắc cb 2 cực và 1 cực PS45N
2.1.20 Terminal
Hình 2.32: Hình ảnh Terminal 2 tầng
2.1.21 Van điều chỉnh áp suất
Van điều chỉnh áp suất đôi Kacira AL 2000 là một loại van điều chỉnh áp suất hai chiều được sử dụng để điều chỉnh và kiểm tra áp suất trong hệ thống dẫn khí nén.
Hình 2.34 Van điều chỉnh áp suất đôi kacira AL 2000
- Chức năng: Van điều chỉnh áp suất kép Kacira AL 2000 được thiết kế để kiểm tra giám sát áp suất của khí nén trong hệ thống. Nó cho phép người dùng điều chỉnh hiệu suất áp dụng và thoát khỏi van để đạt được hiệu suất mong muốn trong hệ thống.
- Điều khiển: Van được điều khiển bằng cách sử dụng một điều khiển cần thiết hoặc một bộ điều khiển tự động. Bằng cách thay đổi vị trí cần điều khiển hoặc sử dụng tín hiệu điện để điều khiển, người dùng có thể tăng hoặc giảm hiệu suất trong hệ thống.
- Ứng dụng: Van điều chỉnh áp suất kép Kacira AL 2000 thường được sử dụng trong các ứng dụng công nghiệp, hệ thống nén khí, máy móc và thiết bị tự động hóa. Nó giúp duy trì hiệu suất ổn định và kiểm tra giám sát hiệu quả trong quá trình vận hành của dự án.
2.1.22 Van điện từ khí nén 5/2
Van khí nén 5/2 là một loại van đảo chiều được dùng để điều khiển xi lanh có tác dụng kép và động cơ. Loại van này có thể điều khiển bằng cơ khí hoặc bằng khí nén hay điện từ 2 phía . Đồng thời loại van này có 5 cửa và 2 vị trí.
Hình 2.35 Van điện từ khí nén 5/2
- Ưu điểm:
+ Hoạt động nhanh chóng: Van điện từ 5/2 có thể hoạt động nhanh chóng và có thời gian đáp ứng nhanh, giúp điều khiển quá trình một cách chính xác và linh hoạt.
+ Độ tin cậy cao: Van điện từ 5/2 thường được thiết kế chắc chắn và có độ bền cao. Chúng ít gặp sự cố và đảm bảo hoạt động liên tục trong các ứng dụng công nghiệp.
+ Vận hành dễ dàng: Van điện từ 5/2 có cấu trúc đơn giản và dễ sử dụng. Chúng có thể được kết nối và điều khiển một cách thuận tiện, đồng thời cung cấp các chức năng điều khiển đa dạng.
+ Tiết kiệm năng lượng: Với khả năng tiêu thụ năng lượng thấp và khả năng làm việc hiệu quả, van điện từ 5/2 giúp tiết kiệm năng lượng trong quá trình điều khiển và hoạt động.
- Nhược điểm:
+ Chi phí: Một trong những nhược điểm của van điện từ 5/2 là chi phí ban đầu và bảo trì có thể cao hơn so với các loại van thông thường khác.
+ Kích thước lớn: Van điện từ 5/2 có kích thước lớn hơn so với một số loại van khác, điều này có thể gây khó khăn trong việc lắp đặt và sử dụng trong không gian hạn chế.
+ Độ chính xác hạn chế: Một số van điện từ 5/2 có độ chính xác hạn chế trong việc kiểm soát lưu lượng và áp suất so với các loại van khác như van tự động hoặc van điều khiển bằng điện.
+ Khả năng truyền tải khí nén giới hạn: Van điện từ 5/2 có khả năng truyền tải khí nén giới hạn, do đó không phù hợp cho các ứng dụng yêu cầu áp suất cao.
2.1.23 Relay trung gian.
- Relay trung gian 14 chân là một loại relay có 14 chân kết nối. Relay trung gian thường được sử dụng để mở rộng số lượng chân đầu vào và đầu ra trong các hệ thống điện tử hoặc điều khiển. Thông qua relay trung gian, bạn có thể kết nối và điều khiển nhiều thiết bị hoặc mạch điện thông qua một relay duy nhất.
- Relay trung gian 14 chân có thể có nhiều chức năng và cách kết nối khác nhau tùy thuộc vào mục đích sử dụng cụ thể. Nó có thể được sử dụng để mở hoặc đóng mạch điện, chuyển đổi tín hiệu hoặc thực hiện các chức năng điều khiển khác. Chân của relay trung gian 14 chân thường được đánh số và có thể được kết nối với các thành phần khác trong mạch điện. - Vì relay trung gian có nhiều chân hơn so với relay thông thường, nó cung cấp khả năng mở rộng và linh hoạt cao hơn trong việc kết nối và điều khiển các thiết bị trong một hệ thống điện
Hình 2.36 Relay trung gian 14 chân
- Ưu điểm
+ Mở rộng số lượng chân: Relay trung gian 14 chân cho phép mở rộng số lượng chân đầu vào và đầu ra, giúp kết nối và điều khiển nhiều thiết bị hoặc mạch điện thông qua một relay duy nhất.
+ Linh hoạt trong điều khiển: Với nhiều chân kết nối, relay trung gian 14 chân cung cấp khả năng linh hoạt cao hơn trong việc thực hiện các chức năng điều khiển khác nhau, như mở hoặc đóng mạch điện, chuyển đổi tín hiệu và các chức năng điều khiển khác.
+ Tiết kiệm không gian: Thay vì sử dụng nhiều relay thông thường, relay trung gian 14 chân giúp tiết kiệm không gian trong mạch điện, đặc biệt là trong các hệ thống phức tạp có nhiều thiết bị cần điều khiển.
- Nhược điểm
+ Phức tạp hơn: Relay trung gian 14 chân có thiết kế phức tạp hơn so với relay thông thường, có nhiều chân kết nối cần xem xét và cấu hình. Điều này có thể làm tăng khó khăn trong việc lắp đặt và bảo trì.
+ Chi phí cao hơn: Với số lượng chân nhiều hơn, relay trung gian 14 chân có thể có chi phí cao hơn so với relay thông thường. Điều này cần được xem xét khi lựa chọn và thiết kế hệ thống điện tử.
+ Rủi ro kết nối: Với nhiều chân kết nối, tồn tại rủi ro về kết nối sai hoặc ngắn mạch, đặc biệt khi không tuân thủ đúng các quy tắc kết nối và cấu hình.
...
CHƯƠNG KẾT QUẢ VÀ HƯỚNG PHÁT TRIỂN ĐỀ TÀI
Kết quả
Kết quả đạt được
- Thiết kế mô hình phân loại sản phẩm theo khối lượng: Đầu tiên, đã được thực hiện trong quá trình thiết kế mô hình phân loại sản phẩm dựa trên khối lượng. Qua công việc tìm hiểu và nghiên cứu, đã xác định các thuộc tính và đặc điểm quan trọng của sản phẩm có liên quan đến khối lượng, như kích thước, chất liệu và cấu trúc. Sau đó, đã xây dựng một mô hình phân loại sử dụng các thuật toán máy học và nghiên cứu sâu để dự đoán khối lượng sản phẩm dựa trên các thuộc tính đó.
- Thi công mô hình phân loại sản phẩm theo khối lượng: Sau khi hoàn thiện mô hình phân loại, tiến trình phát triển khai mô hình vào môi trường thực tế. Các thành phần và thiết bị cần thiết đã được chuẩn bị khối lượng từ sản phẩm và đưa vào mô hình để đưa ra dự đoán kết quả. Các quy trình thi công đã được thực hiện một cách chính xác và đáng tin cậy để đảm bảo hoạt động ổn định của mô hình.
- Xây dựng mô hình phân loại sản phẩm dựa trên khối lượng bằng thuật toán..
- Tối ưu hóa mô hình để đạt độ chính xác cao nhất.
- Xây dựng giao diện đơn giản để người dùng tương tác với mô hình.
- Lựa chọn được phương án cơ khí, phương án điện phù hợp với mô hình.
- Tính toán thiết kế phù hợp với mục tiêu đề tài đặt ra.
- Thiết kế bảng vẽ cơ khí và bảng vẽ điện cho ra mô hình thật.
- Kiểm nghiệm công suất gần đạt theo yêu cầu.
- Sai lệch trong khoảng 0,04kg đạt theo yêu cầu đề ra.
1.1.2 Công việc chưa đạt được
- Chưa đánh giá hiệu suất và tối ưu hóa: Mặc dù đã xây dựng mô hình và khai thác trong môi trường thực tế, nhưng chưa thực hiện đánh giá hiệu suất và tối ưu hóa mô hình. Quá trình này bao gồm đánh giá độ chính xác và độ tin cậy của mô hình phân loại, cũng như tìm kiếm cách cải thiện thiện chí và tối ưu hóa hiệu suất của nó. Điều này đảm bảo rằng mô hình hoạt động tốt và có thể đưa ra dự đoán chính xác về khối lượng sản phẩm
- Vì mô hình nên sai số của loadell cao hơn so với mô hình thật.Do đó có trường hợp cân phân loại chưa chính xác.
- Năng suất phân loại trung bình chưa cao
1.2 Hướng phát triển của đề tài
- Thiết kế thêm tay gắp bỏ sản phẩm lên băng tải, thay thế cho công nhân bỏ vào thủ công như từ trước tới giờ.
- Cho ra mô hình ứng dụng thực tế.
- Sử dụng PLC nhằm hạn chế xung nhiễu tốt hơn. Thay thế các sensor cảm biến công nghiệp có độ chính xác và ổn định hơn
- Cần thiết kế lại phần cơ khí cho chính xác và gọn gàng hơn
- Cần giải quyết vấn đề chống nhiễu trong đầu cân để cân sản phẩm cho tối ưu hóa hơn
- Cần nâng cấp thêm cho sản phẩm chạy trong 1 phút tăng lên so với thực tế thị trường hiện nay thì 1 phút 5 sản phẩm là quá chậm.
1.3 Kết luận
- Đã hoàn thành hệ thống vượt quá mong đợi .
- Hệ thống còn ở mức bán tự động.
- Hệ thống cân chưa ổn định với thực tế đưa ra còn nhiễu.








