ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ THI CÔNG MÔ HÌNH THỰC HÀNH ĐÈN GIAO THÔNG VÀ PHÂN LOẠI SẢN PHẨM 1 VÀ 2



NỘI DUNG ĐỒ ÁN
ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ THI CÔNG MÔ HÌNH THỰC HÀNH ĐÈN GIAO THÔNG VÀ PHÂN LOẠI SẢN PHẨM 2
I. MÔ TẢ CHỨC NĂNG
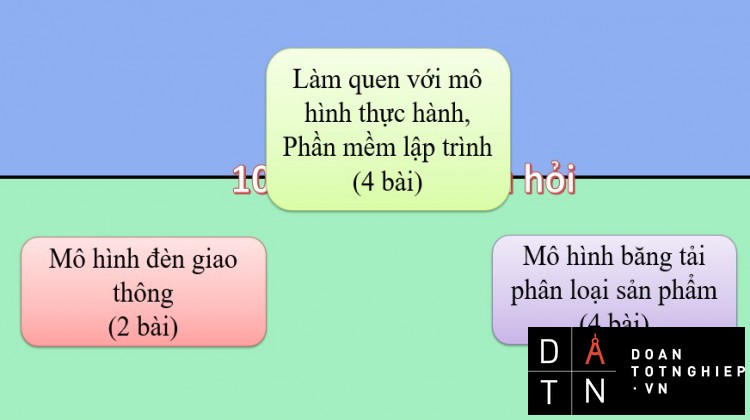
- Thực hiện các bài tập thực hành phân loại sản phẩm trên băng tải: phân loại, đếm, điều khiển vị trí và đảo chiều băng tải và bài tập đèn giao thông.
II. YÊU CẦU
- Mô hình dạng vali nhỏ gọn, dễ dàng di chuyển đồng thời có đầy đủ các thiết bị.
- Dễ dành sửa chữa bảo trì hoặc thay đổi thiết bị dễ dàng(PLC, cảm biến).
- Thực hiện các bài tập về điều khiển đèn giao thông và phân loại sản phẩm.
III. NHIỆM VỤ THỰC HIỆN
1 CƠ KHÍ
-Thiết kế chế tạo khung dạng valy có bản lề đóng mở và khóa.
- Thiết kế bố trí các linh kiện thiết bị đầy đủ cho các bài thực hành.
- Lắp đặt hệ thống hoàn chỉnh và thẩm mỹ.
2 ĐIỆN, LẬP TRÌNH
-Thiết kế hệ thống điện.
-Các bản vẽ và hướng dẫn kết nối để được thực hiện các bài thực hành.
IV THỜI GIAN THỰC HIỆN
MỤC LỤC
LỜI MỞ ĐẦU.. 4
LỜI CẢM ƠN.. 5
CHƯƠNG 1: TỔNG QUAN VỀ ĐỀ TÀI. 8
1.1 Tổng quan về lĩnh vực nghiên cứu.8
1.2 Tính cấp thiết của đề tài.9
1.3 Ý nghĩa khoa học và thực tiễn của đề tài.9
1.4 Mục đích nghiên cứu, khách thể và đối tượng nghiên cứu.9
1.5 Đối tượng nghiên cứu. 9
1.6 Nhiệm vụ nghiên cứu và giới hạn đề tài9
1.7 Giới hạn đề tài9
CHƯƠNG 2 KẾ HOẠCH LÀM VIỆC.. 10
2.1 Kế hoạch. 10
CHƯƠNG 3: CHỌN THIẾT BỊ. 11
3.1 Chọn loại PLC.. 11
3.2 Chọn động cơ. 13
3.3 Chọn bộ nguồn. 13
3.4 Chọn cảm biến. 14
3.4.1 Cảm biến kim loại tiệm cận FOTEK PL-05N.. 14
3.4.2 Cảm biến quang Omron E3Z-D62. 15
3.4.3 Cảm Biến Quang NPN E3Z-D61. 16
3.4.4 Cảm biến sợi quang Autonics BF5R- D1-N.. 17
3.5 Chọn loại led. 18
3.6 Chọn công tắc và giắc cắm.. 19
3.6.1 MTS-123 Công Tắc Toggle ON-OFF-ON Gạt Nhả 3 Chân 3A 250V.. 19
3.6.2 Giắc cắm Banana 2mm Dài 23mm.. 19
CHƯƠNG 4: TỔNG QUAN VỀ PLC DELTA.. 20
4.1 Giới thiệu chung về PLC Delta. 20
4.2 Chức năng của PLC Delta. 20
4.3 Cấu trúc phần cứng. 20
4.4 Phần mềm điều khiển WPLSoft 21
4.5 Đấu dây ngõ vào. 22
4.6 Đấu dây ngõ ra ( Transitor output circuit wiring ).22
CHƯƠNG 5: THIẾT KẾ VÀ GIA CÔNG CƠ KHÍ. 23
5.1 Thiết kế bản vẽ lắp. 23
5.2 Thiết kế bản vẽ chi tiết 25
CHƯƠNG 6: BẢN VẼ ĐIỆN.. 32
CHƯƠNG 7 TỔNG KẾT.. 33
7.1 Tổng kết 33
7.2 Nhược điểm.. 33
7.3 Hướng phát triển. 33
BÀI TẬP. 34
PHỤ LỤC BẢN VẼ CƠ KHÍ. 58
LỜI MỞ ĐẦU
Ngày nay, sự phát triển mạnh mẽ của khoa học kỹ thuật con người ngày càng đòi hỏi trình độ tự động hoá phải càng phát triển để đáp ứng được nhu cầu của mình. Tự động hoá phát triển rộng rãi trong mọi lĩnh vực kinh tế, đời sống xã hội, nó là ngành mũi nhọn trong công nghiệp.
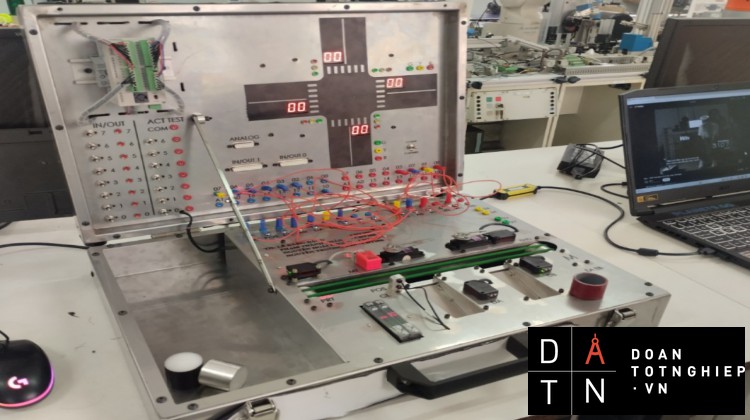
Từ những thực tế trên là một sinh viên của ngành cơ điện tử, sau 3 năm học tại trường chúng em đã tích lũy được không ít những kiến thức về chuyên ngành cơ điện tử. Để củng cố, bổ sung thêm những kiến thức đã học và áp dụng vào thực tế chúng em đã thực hiện đồ án tốt nghiệp với đề tài “Thiết kế thi công mô hình thực hành đèn giao thông và phân loại sản phẩm 2”, chúng em xây dựng mô hình tham khảo của một hệ thống lắp ráp tự động hiện đại với sự kết hợp của các cơ cấu cơ khí, điều khiển bằng PLC Delta và PIC. Hệ thống các bài tập thực hành được xây dựng trên nguyên tắc linh hoạt, có tính mở nhằm phát huy tối đa khả năng của mô hình, đồng thời giúp sinh viên chủ động trong việc tìm hiểu. Mô hình sẽ phục vụ học tập và nghiên cứu của sinh viên Bộ môn Cơ điện tử của trường
CHƯƠNG 1: TỔNG QUAN VỀ ĐỀ TÀI
1.1 Tổng quan về lĩnh vực nghiên cứu.
Trong bối cảnh nền kinh tế đang phải đối phó với các hiện tượng như lạm phát, chi phí cho vật tư, lao động, quảng cáo và bán hàng ngày càng tăng buộc ngành công nghiệp chế tạo phải tìm kiếm các phương pháp sản xuất tối ưu để giảm giá thành sản phẩm. Mặt khác nhu cầu nâng cao chất lượng sản phẩm sẽ làm tăng mức độ phức tạp của quá trình gia công. Khối lượng các công việc đơn giản cho phép trả lương thấp sẽ giảm nhiều. Từ những yêu cầu thực tiễn xã hội và những nhu cầu ngày càng tăng của con người được nêu ở trên, đã cho ta thấy được tầm quan trọng của Hệ Thống Tự Động Hóa trong quá trình sản xuất.
Tự động hóa là ứng dụng năng lượng của máy móc để thực hiện và điều khiển sản xuất mà không có sự tham gia trực tiếp của con người. Cho phép giảm giá thành, nâng cao năng suất lao động. Cải thiện điều kiện sản xuất, đảm bảo ổn định năng suất, chất lượng sản phẩm. Cho phép đáp ứng cường độ cao trong sản xuất hiện đại. Cho phép thực hiện chuyên môn hóa, hoán đổi sản xuất. Trong mọi thời đại, các quá trình sản xuất luôn được điều khiển theo quy luật kinh tế, và nói giá thành là một trong những yếu tố phát triển tự động hóa. quan trọng để Tự động hóa các quá trình sản xuất cho phép thực hiện cạnh tranh và đáp ứng điều kiện sản xuất.
Nhu cầu về sản phẩm sẽ quyết định mức độ áp dụng tự động hóa cần thiết trong quá trình sản xuất. Đối với sản phẩm phức tạp như tàu biển, giàn khoan dầu và các sản phẩm có kích cỡ, trọng lượng rất lớn khác, số lượng sẽ rất ít. Thời gian chế tạo kéo dài từ vài tháng đến vài năm. Khối lượng lao động rất lớn. Việc chế tạo chúng trên các dây chuyền tự động cao cấp là không hiệu quả và không nên. Mặt khác các sản phẩm như bóng đèn điện, ôtô, các loại dụng cụ điện dân dụng thường có nhu cầu rất cao tiềm 1năng thị trường lớn, nhưng lại được rất nhiều hãng chế tạo.
Trong nhiều trường hợp, lợi nhuận riêng của một đơn vị sản phẩm là rất bé. Chỉ có sản xuất tập trung với số lượng lớn trên các dây chuyền tự động, năng suất cao mới có thể làm cho giá thành sản phẩm thấp, hiệu quả kinh tế cao. Sử dụng các quá trình sản xuất tự động hóa trình độ cao trong những trường hợp này là rất cần thiết.
1.2 Tính cấp thiết của đề tài.
Hiện nay hệ thống tự động hóa đang ngày càng có vai trò quan trọng trong các hệ thống sản xuất của các nhà máy, xưởng chế tạo... và phương thức điều khiển của các hệ thống đó ngày càn hiện đại và thay đổi từng ngày. Vì vậy đề tài:” THIẾT KẾ THI CÔNG MÔ HÌNH THỰC HÀNH ĐÈN GIAO THÔNG VÀ PHÂN LOẠI SẢN PHẨM .” với các thiết bị như PIC, động cơ servo, băng tải kết hợp với PLC, sẽ giúp cho sinh viên thực hành có sự tiếp xúc với các thiết bị hiện đại, nâng cao tư duy và có khả năng điều khiển được các thết bị trên hoặc tương tự.
1.3 Ý nghĩa khoa học và thực tiễn của đề tài.
Đề tài này được nhóm nghiên cứu có ý nghĩa như 1 mô hình với mục đích giảng dạy và nghiên cứu. Với các bài tập nghiên cứu nhằm giúp cho sinh viên có thể cũng cố những kiến thức mà mình đã được học, đồng thời có thể áp dụng, kiểm chứng kiến thức đã học bằng các bài tập thực tế.
1.4 Mục đích nghiên cứu, khách thể và đối tượng nghiên cứu.
Nhằm giúp cho sinh viên không chỉ có những kiến thức lý thuyết đã học mà còn có thể áp dụng những kiến thức này vào những bài tập thực tế, giúp cho sinh viên có thể tích lũy được kinh nghiệm khi đi làm việc ở bên ngoài .
1.5 Đối tượng nghiên cứu
Đề tài tập trung nghiên cứu chế tạo kit sử dụng PLC DELTA và các ứng dụng của PLC .
1.6 Nhiệm vụ nghiên cứu và giới hạn đề tài
Nhiệm vụ Chế tạo bộ kit hoàn chỉnh , ứng dụng được trong việc dạy và học.
1.7 Giới hạn đề tài
Tìm hiểu sơ lược về PLC Delta, đọc hiểu cách hoạt động cũng các cách điều khiển của PLC đó với các thiết bị ngoại vi.
CHƯƠNG 2 KẾ HOẠCH LÀM VIỆC
2.1 Kế hoạchCHƯƠNG 3: CHỌN THIẾT BỊ
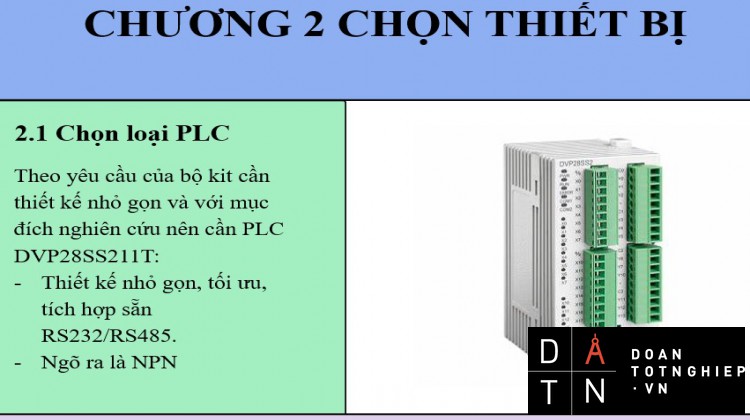
3.1 Chọn loại PLC
Vì mục đích lựa chọn sản phẩm phục vụ cho việc nghiên cứu và giảng dạy, nên nhóm chọn loại PLC DVP28SS211T là một trong các dòng sản phẩm được ưa chuộng của Delta Electronics tại Việt Nam. Với thiết kế nhỏ gọn, tối ưu, hỗ trợ phát xung 100kHz, tích hợp sẵn RS232/RS485 rất phù hợp cho các ứng dụng lập trình tầm trung, đặc biệt là điều khiển Servo. Đồng thời với việc sở hữu 1 PLC có thương hiệu nổi tiếng trong giới tự động hóa như Delta Electronics với mức giá rẻ là việc rất thuận lợi cho việc chào giá dự án.
- Ưu điểm: PLC Delta có ưu điểm lớn về:
1. Giá thành sản phẩm rẻ.
2. Chất lượng sản phẩm tốt, có khả năng hoạt động ổn định bền bỉ trên 10 năm, khả năng chống bụi chống nhiễu cao. Nếu quý khách hàng đi nhiều nhà máy sản xuất, quý khách không khó để bắt gặp rất nhiều PLC Delta đang được sử dụng cho các dây chuyền máy móc, chúng vẫn hoạt động tốt dù tuổi thọ đã rất cao.
3. Khả năng đáp ứng rất đa dạng các cấu hình yêu cầu mà các Hãng khác không có: Hỗ trợ ít nhất 2 cổng giao tiếp truyền thông RS232/RS485 phổ biến trên cùng một PLC, Tích hợp ngõ vào ra tương tự trên CPU, Tích hợp bộ đếm ngõ vào tốc độ cao, ngõ ra phát xung tốc độ cao, hỗ trợ các module đọc nhiệt độ, Analog, Loadcell…vvv
4. Ngoài ra, PLC Delta được Hãng cung cấp miễn phí phần mềm lập trình, quý khách không bị mất thêm chi phí mua phần mềm hoặc vướng vào vấn đề pháp lý khi phải sử dụng phần mềm Crack như các Hãng khác.
5. Tài liệu lập trình PLC Delta được viết rất tỉ mỉ, chi tiết và trình bày khoa học, đầy đủ ví dụ minh họa giải thích.
Hình 3.1 PLC DELTA DVP28SS211T
Nhược điểm: Nhược điểm của plc delta
Hiện nay đa số các sản phẩm đều Made in China nên một số dự án yêu cầu xuất sứ hàng hóa từ nhóm G7 hoặc không phải Trung Quốc có thể sẽ không đưa vào để sử dụng được.
Mức độ ổn định của PLCDelta so với hãng Mitsubishi, Siemens hay Omron chưa bằng, trong quá trình lập trình có thể bị treo hoặc đơ mà không rõ nguyên nhân( hiếm gặp chứ không phải xảy ra thường xuyên).
3.2 Chọn động cơ.
Theo yêu cầu của bộ kit cần thiết kế nhỏ gọn và với mục đích nghiên cứu nên cần động Cơ DC Servo Giảm Tốc GA25 điện áp 24VDC, tốc độ 60rpm.
Hình 3.2 Động cơ DC giảm tốc GA25 Encoder
3.3 Chọn bộ nguồn
Chọn bộ nguồn 24V Bộ cấp nguồn cho HMI, ưu tiên bộ nguồn có kích thước nhỏ nhưng vẫn đủ công suất để vừa đáp ứng được vấn đề về nguồn cấp và kích thước nhỏ gọn của bộ kit Ta có I = 0.03A, chọn nguồn DIN gắn rail > Điện áp ngõ vào: 100 – 240 VAC * Điện áp ngõ ra: 24V » Dòng điện: 1.7A à Công suất: 60W
Hình 3.3 Bộ nguồn
3.4 Chọn cảm biến
3.4.1 Cảm biến kim loại tiệm cận FOTEK PL-05N
Cảm biến kim loại tiệm cận FOTEK PL-05N NPN là loại cảm biến kim loại tiệm cận với khả năng phát hiện kim loại ở khoảng cách gần. Cảm biến thường được sử dụng rộng rãi trong các công cụ máy móc, luyện kim, hóa chất, dệt may, in ấn… Cảm biến có độ chính xác cao, nhỏ gọn dễ dàng cài đặt và điều chỉnh. Ứng dụng cao trong các lĩnh vực tự động,cơ điện tử, xác định kiểm dừng của cơ cấu trượt,...
Hình 3.4.1
Thông số kĩ thuật cảm biếnkim loại tiệm cận FOTEK PL-05N
Model: PL-05N
Loại Dây: DC 3 dây
Kích thước: 18 x 18 x35mm
Trạng thái Output: NPN thường mở gồm 3 dây
Điện áp hoạt động: 10-30VDC
Dòng hoạt động: 200 – 300mA
Phát hiện khoảng cách: max 5mm
Đối tượng phát hiện: Kim loại
3.4.2 Cảm biến quang Omron E3Z-D62
Khoảng cách phát hiện dài 30 m đối với Mô hình xuyên chùm, 4 m đối với Mô hình phản xạ ngược và 1 m cho Mô hình phản xạ khuếch tán.Độ lệch trục cơ và trục quang học nhỏ hơn ± 2,5 ° đơn giản hóa điều chỉnh trục quang học.Độ ổn định cao với thuật toán độc đáo ngăn chặn sự can thiệp của ánh sáng bên ngoài.
Hình 3.4.2
Thông số kĩ thuật cảm biến quang omron E3Z-D62 2M
Loại phản xạ khuếch tán
Khoảng cách cảm biến: 1m
Nguồn sáng: LED hồng ngoại
Nguồn cung: 12 to 240 VDC/ 24 to 240 VAC, 50-60 Hz
NPN out-put: Dây có sẵn
Dòng tiêu thụ: 35mA
Thời gian hồi đáp: 2ms
3.4.3 Cảm Biến Quang NPN E3Z-D61
E3Z-D61 Cảm Biến Quang NPN thuộc series E3Z (cảm biến quang điện với bộ khuếch đại tích hợp). Cảm biến có khoảng cách dò 5 → 100 mm, tích hợp cải thiện khả năng chống ồn đối với nhiễu từ bộ biến tần và các tải cảm ứng khác. Cùng với công nghệ ép phun mới đảm bảo xếp hạng IP67 để chịu nước và bụi sẽ là sự lựa chọn phù hợp cho ứng dụng của bạn.
Hình 3.4.3
Thông số kĩ thuật cảm biếnquang NPN E3Z-D61
Kiểu dáng: Khối
Loại cảm biến: Khuếch tán
Khoảng cách dò: 5 → 100 mm
Loại ngõ ra: NPN
Điện áp DC : 12 - 24VDC
Nguồn ánh sáng: Hồng ngoại IR
Chỉ số IP: IP67
Dòng điện max: 100 mA
Vật liệu vỏ: PBT
3.4.4 Cảm biến sợi quang Autonics BF5R- D1-N
BF5 Series là bộ khuếch đại sợi quang loại hiển thị đơn/kép, hiệu suất cao. BF5 Series là bộ khuếch đại sợi quang phát hiện vật thể nhỏ, di chuyển tốc độ cao với độ phân giải cao nhất lên đến 1/10,000. Series này là một giải pháp kinh tế mang đến khả năng phát hiện vượt trội với các tính năng đặc biệt như cấp nguồn thông qua giắc cắm bên cạnh ở mặt bên của thiết bị, truyền thông giữa các bộ khuếch đại, sắp xếp dãy kênh tự động và chức năng ngăn ngừa giao thoa lẫn nhau (lên đến 8 kênh). Ngoài ra BF5 Series còn mới được bổ xung thêm đặc điểm ngõ ra điều khiển PNP và loại hiển thị số màu xanh lam/lá.
Hình 3.4.4
Thông số kỹ thuật cảm biến sợi quang Autonics BF5R- D1-N
- Chế độ hiển thị kép và đơn
- Chế độ hiển thị kép cho phép hiển thị giá trị hiện tại và giá trị đặt (BF5 u25a1 -D)
- 5 tốc độ đáp ứng - Chế độ cực nhanh (50 ㎲), chế độ nhanh (150 ㎲), chế độ tiêu chuẩn (500 ㎲), chế độ phát hiện dài (4 ms), chế độ phát hiện siêu dài (10 ms)
- Dải hiển thị: 0-4000 (chế độ tiêu chuẩn), 0-9999 (chế độ phát hiện dài)
- Chức năng ngăn ngừa bão hòa: ngăn ngừa các sai sót từ bão hòa của ánh sáng nhận được
- Màn hình đảo ngược: đảo ngược màn hình hiển thị tùy thuộc vào chế độ cài đặt cho phép đọc dữ liệu dễ dàng hơn
- Hoạt động ổn định mà không có sự suy giảm diode và ảnh hưởng tối thiểu do thay đổi nhiệt độ
- Cài đặt độ nhạy đơn giản
3.5 Chọn loại led
Led 6mm 24VDC có vỏ và bề mặt bằng hợp kim đồng thau có độ bền cao với mạ điện crom. Đèn LED siêu sáng và hiệu suất ổn định. Tuổi thọ dài lên đến 30000 giờ. Sử dụng và lắp đặt dễ dàng và đơn giản. An toàn, bền bỉ, tiết kiệm và thiết thực.
Hình 3.5
Thông số kỹ thuật của led
Điện áp: 12V
Công suất: 1.8W Trong lượng: 60LM
Vật liệu: Kim loại
Chất liệu đế: Nhựa ABS
Màu sắc: Trắng Đỏ Xanh Xanh Vàng
Nhiệt độ môi trường: -40~+85 Độ C
Lớp bảo vệ: IP55
Tuổi thọ: 30000 giờ
Tổng chiều cao: 8 mm / 0,55 inch
Đường kính: 6 mm / 0,24 inch
Chiều dài cáp: 23,5cm / 9,3 inch
Trọng lượng tịnh:20g
3.6 Chọn công tắc và giắc cắm
3.6.1 MTS-123 Công Tắc Toggle ON-OFF-ON Gạt Nhả 3 Chân 3A 250V
Hình 3.6.1
Thông số kỹ thuật
|
Chế độ hoạt động |
ON-OFF-ON |
|
Dòng điện định mức |
3 A @ 250 VAC |
|
Kiểu gắn |
Gắn bảng |
|
Cách kết nối |
Hàn |
|
Chiều dài cần gạt |
11mm |
|
Điện trở tiếp điểm |
20mΩ |
3.6.2 Giắc cắm Banana 2mm Dài 23mm
Hình 3.6.2
Thông số kỹ thuật
Vật liệu cách điện: PA
Vật liệu: Đồng
Lớp phủ: mạ Nickel
Tiêu chuẩn an toàn: CE 30Vac-60Vdc/Max.24A
CHƯƠNG 4: TỔNG QUAN VỀ PLC DELTA
4.1 Giới thiệu chung về PLC Delta
DELTA ELECTRONIS là một tập đoàn điện tử xuyên quốc gia hàng đầu thế giới của Đài Loan và sản phẩm Delta đã được phân phối ở 153 nước, Delta có 38 nhà máy và 60 trung tâm nghiên cứu trên toàn thế giới.Có thể nói Delta là một thương hiệu đẳng cấp toàn cầu mà không phải hãng nào cũng có thể so sánh được.
Ở Việt Nam PLC DELTA được dùng nhiều trong ngành dệt sợi, bao bì giấy, carton, nilon, nhựa, thực phẩm, chế tạo máy,...và các dây chuyền máy móc nhập khẩu về.
4.2 Chức năng của PLC Delta
Bộ điều khiển logic khả trình (PLC) là một hệ thống điều khiển sử dụng các hoạt động điện tử. Các thủ tục lưu trữ dễ dàng, các nguyên tắc mở rộng tiện dụng, các chức năng của điều khiển tuần tự / vị trí, đếm thời gian và điều khiển đầu vào / đầu ra được áp dụng rộng rãi trong lĩnh vực điều khiển tự động hóa công nghiệp.
Bộ điều khiển logic lập trình DVP của Delta cung cấp các ứng dụng tốc độ cao, ổn định và có độ tin cậy cao trong tất cả các loại máy tự động hóa công nghiệp.
Ngoài hoạt động logic nhanh, hướng dẫn phong phú và nhiều thẻ chức năng, DVP-PLC tiết kiệm chi phí cũng hỗ trợ các giao thức truyền thông khác nhau, kết nối ổ đĩa động cơ AC của Delta, servo, giao diện máy người và bộ điều khiển nhiệt độ thông qua mạng công nghiệp một cách hoàn chỉnh ” Giải pháp Delta “cho tất cả người dùng.
4.3 Cấu trúc phần cứng
Cấu trúc phần cứng Xp af 300 V DC điện xoay chiều 220 V điện xoay chiều 220 V Điện áp tần số biến thán 46 đến AC sang DC Mạch nghịch mỹ tân Điện áp có định máy móc Мукон Công suất bải thưởng hoặc vẫn dalin quan khởi động. Mạch điều khiển CPU THỬ Hình 1.1 Sơ đồ các bộ phận cơ bản của biến tần + Mạch chỉnh lưu : chuyển đổi AC thành DC. Sử dụng bộ phận bán dẫn được biết đến với tên gọi đi ốt. + Mạch lọc: Tụ điện, cuộn cảm được dùng để nắn phẳng điện áp đầu ra + Mạch nghịch lưu: Được sử dụng để xuất ra điện áp AC từ điện áp DC. Thiết bị được gọi là bộ nghịch lưu này khác với bộ chỉnh lưu về tên gọi và chức năng. Được sử dụng để cấp điện áp/tần số biến thiên được tạo ra cho động cơ. Sử dụng các bộ phận đóng cắt bán dẫn (IGBT và bộ phận tương tự) có thể bật và tắt. + Mạch điều khiển: Kiểm soát điều khiển, cài đặt máy biến tần.
4.4 Phần mềm điều khiển WPLSoft
WPLSoft là phần mềm lập trình PLC Delta của hãng Delta Electronics, được sử dụng để lập trình cho PLC Delta. Khác với các hãng PLC khác, PLC Delta cung cấp phần mềm bản quyền miễn phí, đem lại lợi ích kinh tế cho người dùng và cho các khách hàng, giúp họ dễ dàng tiếp cận sản phẩm này.
Cùng với phần mềm ISPSoft, WPLSoft là phần mềm lập trình PLC Delta. WPLSoft có kích thước nhỏ gọn hơn, chỉ khoảng 80 MB, nhưng vẫn hỗ trợ đầy đủ các lệnh lập trình cho dòng sản phẩm DVP, phù hợp cho những người mới sử dụng PLC Delta và cho các chương trình dưới 10,000 Step.
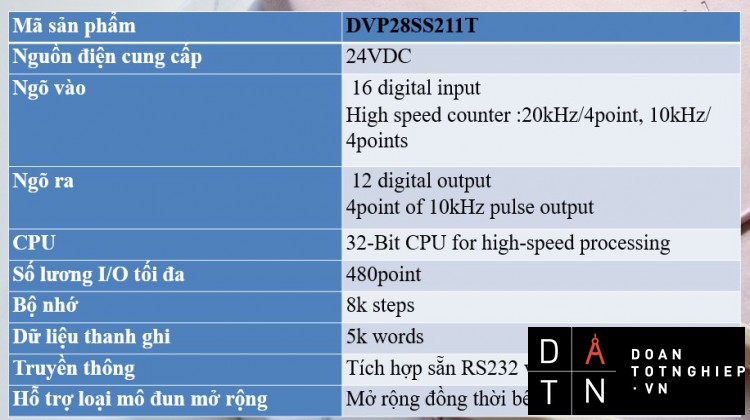
Thông số kỹ thuật PLC Delta DVP28SS211T
|
Mã sản phẩm |
DVP28SS211T |
|
Nguồn điện cung cấp |
24VDC |
|
Ngõ vào |
16 digital input High speed counter :20kHz/4point, 10kHz/ 4points |
|
Ngõ ra |
12 digital output 4point of 10kHz pulse output |
|
CPU |
32-Bit CPU for high-speed processing |
|
Số lương I/O tối đa |
480point |
|
Bộ nhớ |
8k steps |
|
Dữ liệu thanh ghi |
5k words |
|
Truyền thông |
Tích hợp sẵn RS232 và RS485 |
|
Hỗ trợ loại mô đun mở rộng |
Mở rộng đồng thời bên trái và bên phải |
4.5 Đấu dây ngõ vào
Có 2 loại đầu vào DC, SINK và SOURCE. (Xem ví dụ bên dưới. Để biết cấu hình điểm chi tiết, vui lòng tham khảo thông số kỹ thuật của từng kiểu máy.)
+ DC Signal IN – SOURCE mode + DC Signal IN – SINK mode
Hình 4.5
4.6 Đấu dây ngõ ra ( Transitor output circuit wiring ).
Hình 4.6
CHƯƠNG 5: THIẾT KẾ VÀ GIA CÔNG CƠ KHÍ
5.1 Thiết kế bản vẽ lắp
Để thuận tiện cho quá trình học tập, nghiên cứu, bộ kit thực hành phải đảm bảo các tiêu chí như sau:
vThiết kế nhỏ gọn, nhẹ, dễ dàng di chuyển.
vCác thiết bị được bố trí hợp lý, thẩm mỹ, dễ dàng thao tác.
vCó độ an toàn tuyệt đối, không rò rỉ điện.
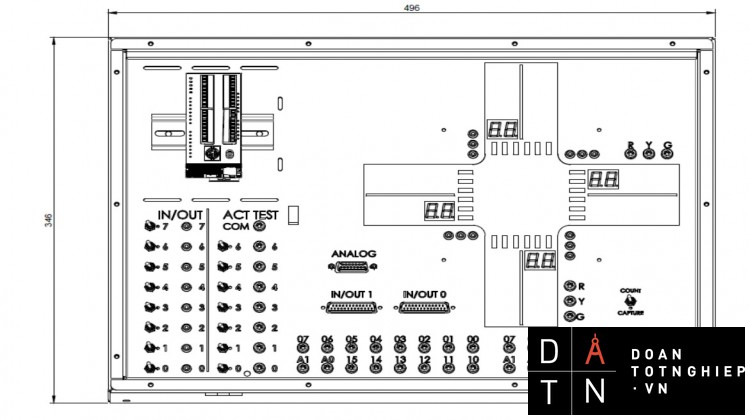
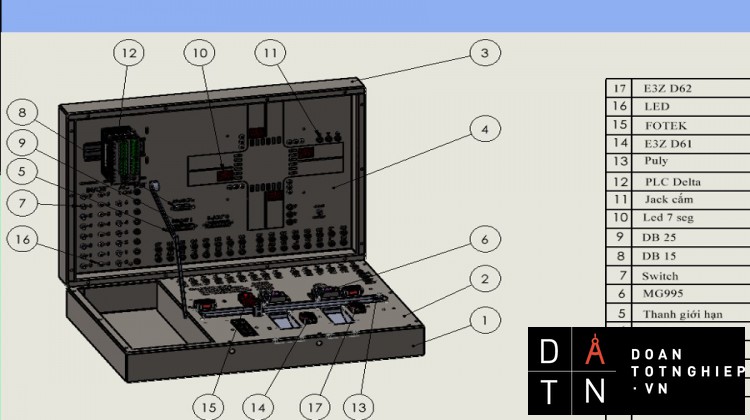
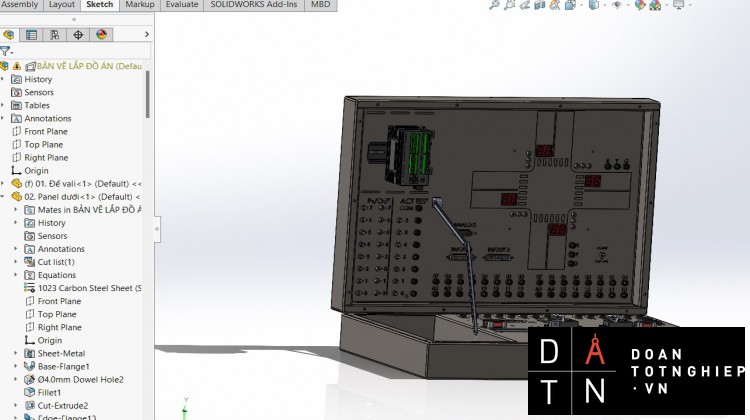
Hình 5.1 : Bản vẽ lắp tổng thể bộ kit trên phần mềm Solidworks
Với thiết kế trên bộ kit gồm có bộ phận như sau:
- Đế vali
- Panel dưới
- Nắp vali
- Panel trên
- DB15
- DB25
- Led 7 seg
- Gá động cơ
- Jack cắm
- Swicth
- Plc delta dvp28ss211t
- Thanh băng tải trong
- Thanh băng tải ngoài
- Động cơ GA25
- Puly
- Puly động cơ
- MG995
- Led
- Cảm biến D61
- Cảm biến D62
- Cảm biến FOTEK PL-O5N
- Cảm biến sợi quang ống dẫn
- Gá cảm biến
- Bạc đạn
- Nguồn AC 250V
- Thanh giới hạn của vali
- Bản lề của vali
- Đế giảm sốc
- Thanh gạt phôi
- Máng đựng phôi
- Gá máng đựng phôi
- Bộ tăng đưa cho băng tải
Trong đó các bộ phận phải thiết kế và gia công là: đế vali, panel dưới, nắp vali, panel trên, gá động cơ, thanh băng tải, puly, thanh gạt phôi, gá cảm biến, máng đựng phôi, bản lề của vali, bộ tăng đưa cho băng tải.
5.2 Thiết kế bản vẽ chi tiết
Nhằm đảm bảo tính thẩm mỹ nên sử dụng thép tấm dày 1mm khắc lazer CNC, cắt lazer và chấn định hình để làm panel, được thế kế với hình dáng kiên cố phương pháp chấn tạo sự kiên cố khi lắp đặt các thiết bị thực hành.
Ưu điểm:
- Dễ dàng quan sát khi thao tác
- Kết cấu vững chắc
- Dễ khắc phục các chi tiết lỗ khi gia công
- Bền vững
Nhược điểm:
- Tháo lắp các thiết bị bên trong khó khăn
Dưới đây là các hình ảnh thiết kế của các thiết bị trong vali và có thể xem bản vẽ chi tiết ở phụ lục bản vẽ cơ khí.
Hinh 5.2.1 Nắp vali
Hình 5.2.2 Panel trên
Hình 5.2.3 Đế vali
Hình 5.2.4 Panel dưới
Hình 5.2.5 Gá cảm biến
Hình 5.2.6 Gá thanh giới hạn
Hình 5.2.7 Gá động cơ
Hình 5.2.8 Gá máng băng tải
Hình 5.2.9 Máng băng tải
Hình 5.2.10 Puly động cơ
Hình 5.2.11 Puly
Hình 5.2.12 Thanh băng tải trong
Hình 5.2.13 Thanh băng tải ngoài
Hình 5.2.14 Thanh gạt phôi
Hình 5.2.15 Thanh giới hạn 1
Hình 5.2.16 Thanh giới hạn 2
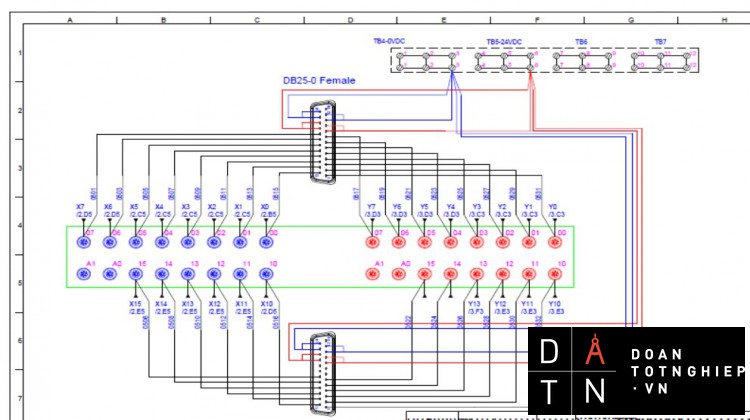
CHƯƠNG 6: BẢN VẼ ĐIỆN
CHƯƠNG 7 TỔNG KẾT
7.1 Tổng kết
Sau quá trình thi công thiết kế, tham khảo ý kiến của thầy cô, thì đề tài: “ THIẾT KẾ THI CÔNG MÔ HÌNH THỰC HÀNH ĐÈN GIAO THÔNG VÀ PHÂN LOẠI SẢN PHẨM 2 ” đã được hoàn thành. Đây là bộ vali kit thực hành tiện lợi, cơ động, đa năng, có nhiều thiết bị, công cụ được tích hợp sẵn trong bộ kit giúp cho người học có thể dễ dàng thực hiện việc nghiên cứu và thực hành trên bộ kit.
Bộ vali kit thực hành có thể thực hiện được nhiều dạng bài tập như điều khiển đèn giao thông, băng tải, cảm biến, động cơ servo thông qua PLC, bộ kit được thiết kế theo dạng các thiết bị trống sinh viên cần phải lắp đặt đấu nối theo bản vẽ điện có sẵn, điều này giúp cho sinh viên trau dồi thêm kỹ năng lắp đặt, thiết kế các chương trình theo các quy chuẩn, giúp tăng tính tư duy, tự làm quen với các bản vẽ, chương trình trong thực tế từ đơn giản đến phức tạp.
7.2 Nhược điểm
Tuy đây là 1 bộ vali thực hành với nhiều chức năng đa dạng nhưng cũng còn một số vấn đề như vật liệu và một số thiết bị chưa thực sự tốt vì chưa đủ kinh phí.
7.3 Hướng phát triển
Để cải thiện bộ vali kit thực hành trở nên hoàn thiện hơn thì cần cải thiện thêm về chất liệu sản phẩm cũng như cải thiện thêm về một số thiết bị trong bộ kit, để giúp cho bộ kit an toàn và gọn nhẹ hơn.
BÀI TẬP
PHẦN 1: KẾT NỐI THIẾT BỊ NGOẠI VI VỚI PLC DELTA
1.1- Khái niệm về Sinking - Suorcing
Có rất nhiều cách định nghĩa về Sinking và Sourcingnhưng để hiểu một cách đơn giản nhất và rõ ràngnhất thì nó được định nghĩa như sau:
-SINKING = Kết nối chân chung với GND (-)
-SOURCING = Kết nối chân chung với VCC (+)
1.2- Kết nối thiết bị ngoại vi
1.2.1- Kết nối ngõ vào theo PLC theo kiểu SINKING/SOURCING
- Kết nối ngõ vào PLC kiểu Sinking khi chân chung của PLC (Common hay chân SS) được đấu vào GND (0V) và chân tín hiệu ngõ vào PLC được tác động ở mức cao (24V)
- Kết nối ngõ vào PLC kiểu Sourcing khi chân chung của PLC (Common hay chân SS) được đấu vào VCC (24V) và chân tín hiệu ngõ vào PLC được tác động ở mức thấp (0V)
1.2.2- Kết nối ngõ vào theo PLC theo kiểu SINKING/SOURCING
- Kết nối ngõ ra PLC kiểu Sinking khi chân chung của PLC (Common hay chân Cn) được đấu vào GND và chân tín hiệu ngõ ra PLC sẽ được kích mức thấp (0V)
- Kết nối ngõ vào PLC kiểu Sourcing khi chân chung của PLC (Common hay chân Cn) được đấu vào VCC (24V) và chân tín hiệu ngõ vào PLC sẽ được kích ở mức cao (24V)
PHẦN 2: TẬP LỆNH CƠ BẢN PLC DELTA
2.1- Tập lệnh Bit Logic
-Tiếp điểm I/O:
|
IN |
Tiếp điểm thường đóng hay thường mở. Những vũng nhớ có thể sử dụng là X,Y,M,S,T,C |
|
|
|
OUT |
Trạng thái ngõ ra là kết quả xử lý của phép toàn Logic. Những vùng nhớ có thể sư dụng Y,M,S |
|
Khi lệnh SET được tác động địa chỉ ngõ ra tương ứng sẽ được bật lên 1 |
||
|
|
Khi lệnh SET được tác động địa chỉ ngõ ra tương ứng sẽ trở về 0 |
-Bộ thời gian Timer, bộ đếm Couter:
PHẦN 3: HƯỚNG DẪN THỰC HÀNH TRÊN MÔ HÌNH
3.1- Làm quen với phần mền lập trình WPLSoft 2.41
-Tạo chương trình mới: click vào FILE chọn NEW hoặc sử dụng tổ hợp phím CTRL + N.
-Hộp thoại: Select a PLC mode xuất hiện
*Lưu ý: mục select sinh viên chọn theo dòng PLC mình sử dụng (mô hình thực hành sửa dụng dòng SS2 seris), Program Title và File Name đặt tùy ý.
VD:
- Click OK, để tạo chương trình mới.
- Sau khi đã tạo chương trình mới xong, ta được giao diện như sau:
- Online Mode (1): online kiểm tra các giá trị hiện tại của các tiếp điển IN/OUT.
- Simulation(2): chạy giả lập khi không có PLc thực tế.
- Toolbar(3): thành công chưa các tập lệnh lập trình.
- Vùng làm việc(4): vùng viết các chương trình cho PLC.
3.1.2- Kiểm tra tín hiệu IN/OUT của PLC
a. Chuẩn bị thiết bị, dụng cụ, vật tư
|
TT |
Thiết bị, dụng cụ vật tư |
Đơn vị |
Số lượng |
|
1 |
Vali kit thực hành |
Cái |
1 |
|
2 |
Cáp nạp PLC |
Cái |
1 |
b. Viết chương trình kiểm tra:
-Chọn một tín hiệu ngõ vào, ngõ ra tùy ý
*Lưu ý:
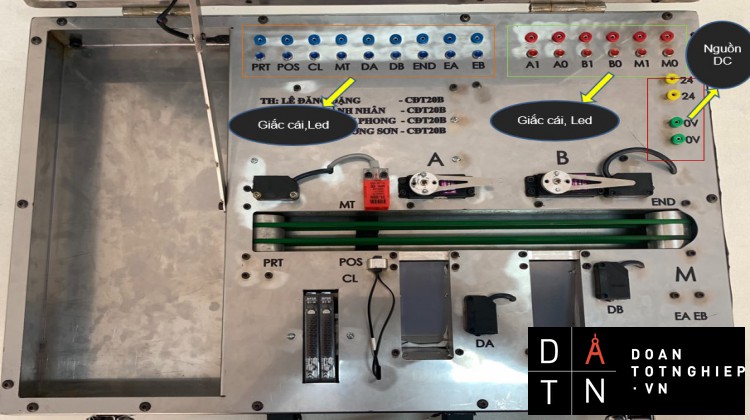
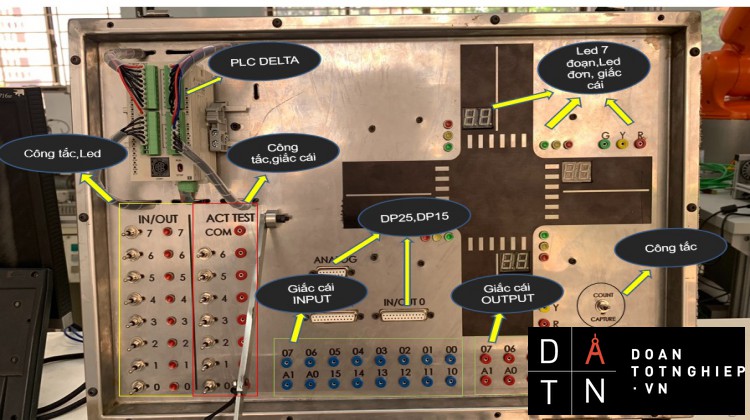
- Mô hình đã đâu sẵn tín hiệu INPUT theo kiểu Sourcing, OUTPUT theo kiểu Sinking.
- Các switch gạt đã được kết nối vào các chân INPUT X0-X7 của PLC.
-Led OUTPUT đã được kết nối vào các chân Y0-Y7 tương ứng.
- Sinh viên khi test các chân này không cần đấu nối.
VD:
- Ta có một chương trình đơn giản: gạt – nhả switch 00, đèn 00 sáng -tắt.
(tương tự các tín hiệu khác)
- Sau khi viết chương trình xong ta chọn: Compiler -> Ladder => Instruction để biên dịch chương trình.
- Khi biên dịch chương trình báo
Là đã biên dịch thành công chương trình không có lỗi.
- Sau khi đã biên dịch xong ta chọn biểu tượng :
để nạp chương trình cho PLC -> chạy kiểm tra.
3.2- Làm quen với mô hình thực tế
3.2.1- Lập trình với mô hình đèn giao thông
|
TT |
Chuẩn đầu ra của bài |
|
1 |
Trình bày được chức năng các lệnh điều khiển ngõ ra của PLC. |
|
2 |
Vẽ lưu đồ thuật toán và viết được chương trình điều khiển các led. |
|
3 |
Có ý thức trách nhiệm, thái độ học tập nghiêm túc và vệ sinh an toàn lao động theo tiêu chuẩn 5S. |
Bài 1:
- Kết nối nối led đơn với chân OUTPUT 00.
-Viết chương trình gạt switch 00 -> led sáng -> gạt swich 01 ->led tắt.
a. Chuẩn bị thiết bị, dụng cụ, vật tư
|
TT |
Thiết bị, dụng cụ vật tư |
Đơn vị |
Số lượng |
|
1 |
Cáp nạp PLC |
Cái |
1 |
|
2 |
Jack cắm kết nối |
Cái |
1 |
b. Kết nối led đơn với PLC
c. Viết chương trình
Bài 2:
- Kết nối đèn giao thông ngã tư theo sơ đồ
- Viết chương trình theo yêu cầu sau:
+ Nhấn START -> hệ thống hoạt động:
- Đối với làn xe thứ nhất: Xanh 1 (10s) -> Vàng 1 (3s) -> Đỏ 1 (15s).
- Đối với làn xe thứ hai: Đỏ 2 (13s) -> Xanh 2 (12s) -> Vàng 2 (3s).
+ Nhấn STOP hệ thống dừng -> đèn tắt.
a. Chuẩn bị thiết bị, dụng cụ, vật tư
|
TT |
Thiết bị, dụng cụ vật tư |
Đơn vị |
Số lượng |
|
1 |
Cáp nạp PLC |
Cái |
1 |
|
2 |
Jack cắm kết nối |
Cái |
6 |
b. Kết nối các đèn tín hiệu với PLC
-Kết nối các led theo địa chỉ tương ứng như hình
c. Vẽ lưu đồ thuật toán:
-Dựa vào yêu cầu đề bài và thời gian hoạt động của cá đèn tín hiệu, ta kết luận được tổng thời gian của một chu kỳ là 28s và chu kỳ hoạt động của các đèn tín hiệu như sau:
-Phương án lập trình đơn gian nhất cho bài tập này là ta sử dụng một bộ đếm 0-28s. Sau đó xử lí giá trị của bộ đếm theo chu kỳ hoạt động của các đèn tín hiệu.
d. Viết chương trình điều khiển
-Đặt giá trị của timer K = 280 tương ứng với 28s
CÂU HỎI?
- Còn phương pháp lập trình nào khác ngoài phương pháp trên không?
+Vẽ lưu đồ thuật toán.
+Viết chương trình điều khiển.
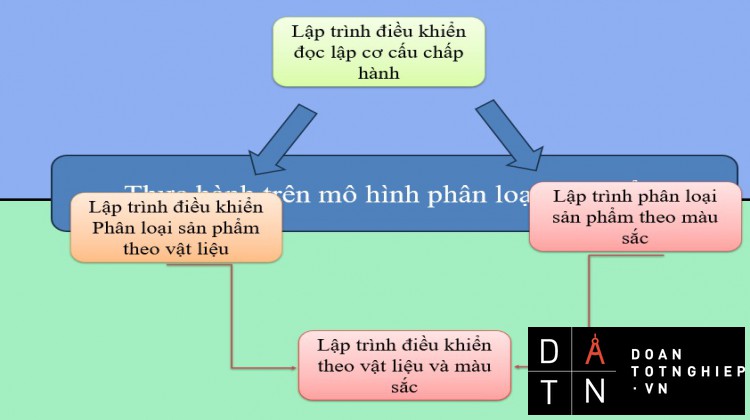
3.2.2- Lập trình với mô hình phân loại sản phẩm
|
TT |
Chuẩn đầu ra của bài |
|
1 |
Trình bày được chức năng các lệnh điều khiển băng tải. |
|
2 |
Vẽ lưu đồ thuật toán và viết được chương trình điều khiển băng tải. |
|
3 |
Có ý thức trách nhiệm, thái độ học tập nghiêm túc và vệ sinh an toàn lao động theo tiêu chuẩn 5S. |
Bài 1:
+Gát START hệ thống hoạt động, cảm biến PRT phát hiện có vật -> băng tải hoạt động, cảm biến POS phát hiện có vật tại nơi kiểm tra dừng băng tải:
-TH1: Vật là kim loại -> băng tải chạy, cần gạt A bật ra chặn cho vật rơi vào máng A, cảm biến DA có vật -> đếm ++, dừng băng tải, cần gạt A về vị trí ban đầu.
-TH2: Vật là phi kim -> băng tải chạy, cần gạt B bật ra chặn cho vật rơi vào máng B, cảm biến DB có vật -> đếm ++, dừng băng tải, cần gạt B về vị trí ban đầu.
+Gạt STOP hệ thống dừng -> đếm = 0.
a. Chuẩn bị thiết bị, dụng cụ, vật tư
|
TT |
Thiết bị, dụng cụ vật tư |
Đơn vị |
Số lượng |
|
1 |
Cáp nạp PLC |
Cái |
1 |
|
2 |
Jack cắm kết nối |
Cái |
8 |
|
3 |
Phôi kim loại |
Cái |
1 |
|
4 |
Phôi phi kim |
Cái |
1 |
b. Đặt tên các biến sử dụng theo bảng sau để dễ thao tác và sửa lỗi trong quá trình thực hiện:
|
Tín hiệu ngõ vào |
|
Tín hiệu ngõ ra |
||
|
Biến |
Tên |
Biến |
Tên |
|
|
X0 |
START |
Y0 |
M1 |
|
|
X1 |
STOP |
Y1 |
A1 |
|
|
X2 |
PRT |
Y2 |
B1 |
|
|
X3 |
POS |
|
||
|
X4 |
MT |
|||
|
X5 |
DA |
|||
|
X6 |
DB |
|||
+Sử đụng 2 switch đã được nối sẵn làm tín hệu START, STOP
-Tiến hành kết nối các tín hiệu còn lại trên mô hình như sau:
c. Vẽ lưu đồ thuật toán
d.Viết chương trình điều khiển
-Sử dụng phương pháp tuần tự Logic
CÂU HỎI?
-Cảm biến được sử dụng thuộc loại nào? Nêu ra sự khác biệt giữa NPN và PNP?
-Nếu thay đổi cảm biến thành PNP, thì mạch điện sẽ thay đổi thế nào?
+Vẽ sơ đồ kết nối.
Bài 2:
+Gát START hệ thống hoạt động, cảm biến PRT phát hiện có vật -> băng tải hoạt động, cảm biến POS phát hiện có vật tại nơi kiểm tra dừng băng tải:
-TH1: Vật là kim loại -> băng tải chạy, cần gạt B bật ra chặn cho vật rơi vào máng B, cảm biến DB có vật -> đếm ++, dừng băng tải, cần gạt A về vị trí ban đầu.
-TH2: Vật là phi kim (sáng màu) -> băng tải chạy, cần gạt B bật ra chặn cho vật rơi vào máng A, cảm biến DA có vật -> đếm ++, dừng băng tải, cần gạt A về vị trí ban đầu.
-TH3: : Vật là phi kim (tối màu) -> băng tải chạy, cuối đường vật đi qua cảm biến END -> đếm ++, dừng băng tải.
+Gạt STOP hệ thống dừng -> đếm = 0.
a. Chuẩn bị thiết bị, dụng cụ, vật tư
|
TT |
Thiết bị, dụng cụ vật tư |
Đơn vị |
Số lượng |
|
1 |
Cáp nạp PLC |
Cái |
1 |
|
2 |
Jack cắm kết nối |
Cái |
10 |
|
3 |
Phôi kim loại |
Cái |
1 |
|
4 |
Phôi phi kim(sáng màu) |
Cái |
1 |
|
5 |
Phôi phi kim(tối màu) |
Cái |
1 |
b. Đặt tên các biến sử dụng theo bảng sau để dễ thao tác và sửa lỗi trong quá trình thực hiện:
|
Tín hiệu ngõ vào |
|
Tín hiệu ngõ ra |
||
|
Biến |
Tên |
Biến |
Tên |
|
|
X0 |
START |
Y0 |
M1 |
|
|
X1 |
STOP |
Y1 |
A1 |
|
|
X2 |
PRT |
Y2 |
B1 |
|
|
X3 |
POS |
|
||
|
X4 |
MT |
|||
|
X5 |
DA |
|||
|
X6 |
DB |
|||
|
X7 |
END |
|||
|
X10 |
CL |
|||
+Sử đụng 2 switch đã được nối sẵn làm tín hệu START, STOP
-Tiến hành kết nối các tín hiệu còn lại trên mô hình như sau:
c.Vẽ lưu đồ thuật toán
d.Viết chương trình điều khiển
CÂU HỎI?
-Cảm biến phân biệt được phi kim (sáng màu) và phi kim (tối màu) dựa vào đâu,?
-Tra thông số cảm biến và chỉ ra cách cài đặt?
Bài 3:
+Gát START hệ thống hoạt động, cảm biến PRT phát hiện có vật -> băng tải hoạt động, cảm biến POS phát hiện có vật tại nơi kiểm tra dừng băng tải:
-TH1: Vật là phi kim -> băng tải chạy, khi vật đi đến cuối băng tải chạm vào cảm biến END -> băng tải dừng lại 2s sau đó chạy ngược -> cần gạt A bật ra chặn cho vật rơi vào máng A, cảm biến DA có vật -> đếm ++, dừng băng tải, cần gạt A về vị trí ban đầu.
-TH2: Vật là kim loại -> băng tải chạy, khi vật đi đến cuối băng tải chạm vào cảm biến END -> băng tải dừng lại 2s sau đó chạy ngược -> cần gạt B bật ra chặn cho vật rơi vào máng B, cảm biến BA có vật -> đếm ++, dừng băng tải, cần gạt B về vị trí ban đầu.
+Gạt STOP hệ thống dừng -> đếm = 0.
a. Chuẩn bị thiết bị, dụng cụ, vật tư
|
TT |
Thiết bị, dụng cụ vật tư |
Đơn vị |
Số lượng |
|
1 |
Cáp nạp PLC |
Cái |
1 |
|
2 |
Jack cắm kết nối |
Cái |
10 |
|
3 |
Phôi kim loại |
Cái |
1 |
|
4 |
Phôi phi kim |
Cái |
1 |
b. Đặt tên các biến sử dụng theo bảng sau để dễ thao tác và sửa lỗi trong quá trình thực hiện:







