ĐỒ ÁN TỐT NGHIỆP TÍNH TOÁN THIẾT KẾ MÁY CHẺ LÁT TRE NỨA


NỘI DUNG ĐỒ ÁN
ĐỒ ÁN TỐT NGHIỆP TÍNH TOÁN THIẾT KẾ MÁY CHẺ LÁT TRE, thuyết minh THIẾT KẾ DÂY CHUYỀN SẢN XUẤT LÁT TRE NỨA, quy trình sản xuất LÁT TRE NỨA, bản vẽ nguyên lý MÁY CHẺ LÁT TRE NỨA, bản vẽ THIẾT KẾ MÁY CHẺ LÁT TRE NỨA
LỜI NÓI ĐẦU
Ngày nay khoa học kĩ thuật phát triển rất mạnh trong tất cả các ngành nghề và trong mỗi lĩnh vực đặc biệt là ngành cơ khí chế tạo máy (nói riêng) , cơ khí (nói chung). Cơ khí chế tạo là một trong những ngành then chốt thúc đẩy sự phát triển công nghiệp hóa hiện đại hóa đất nước. Muốn có được điều đó thì vấn đề đặt ra ở đây là phải có trang thiết bị công nghệ và nguồn nhân lực có trình độ chuyên môn về kĩ thuật mới có thể phân tích tổng hợp các yêu cầu của thực tiễn đặt ra nhằm rút ngắn thời gian sản suất, tăng cao năng suất, tiết kiệm lao động.
Do thời gian có hạn và sự hiểu biết về kĩ thật còn hạn chế nên đề tài còn nhiều thiếu sót. Kính mong quý thầy cô chỉ dạy thêm cho đề tài ngày càng hoàn thiện hơn.
PHẦN 1: TỔNG QUAN
I: YÊU CẦU SẢN PHẨM
*Yêu cầu của máy chẻ lát tre nứa: Là loại máy chuyên dùng để chế biến nguyên liệu tre, nứa, trúc, nùng, giang dạng lát phẳng phục vụ nghề làm tăm vuông, tăm tròn, tăm nhang (tăm hương), làm cót, đan sọt, cần xé, đan bội v...v... và sản xuất các mặt hàng thủ công mỹ nghệ xuất khẩu
- Tùy theo yêu cầu nguyên liệu dày hay mỏng của khách hàng có loại máy chẻ 1 lát , 2lát, 3 lát, 4 lát, 5 lát, 6 lát v...v... trên 1 lần chẻ
- Máy chẻ theo nguyên lý bóc tách thớ, sản phẩm ra nhẵn đều đẹp, tiết kiệm nguyên liệu và nhân công
- Công suất 1.5 kw. Sử dụng điện 1 pha hoặc 3 pha

*Yêu cầu kích thước va chiều dài của sản phẩm: có thể chế biến biến nguyên liệu tre núa trúc thành các hình dạng như:
+ hình vuông( 1.5÷2 mm) dùng để làm tam nhan
+ dát mỏng (1÷1.5mm) để dang sọt , các đồ thủ công mỉ nghệ.
Sản phẩm
II:Ý Tưởng Và Phân Tích
*có 2 phương án sản xuất tre nứa:
*phương án 1: dao căt là bộ lưỡi cưa có b= 0,7mm
-ưu điểm:
+sản phẩm làm ra nhanh
+máy ít hao tổn công suất
-nhược điểm:
+ hao hụt vật liệu nhiều
+bộ cắt hao mòn thường xuyên thay lưỡi cắt
+bề mặt của sản phẩm sản xuất ra không tốt
*phương án 2: dao cắt là
-ưu điểm:
+ ít tổn hao nguyên vật liệu và nhân công
+sản phẩm sản xuất ra đều đẹp đảm bảo kích thước
+ bộ truyền đơn giản
+cắt được nhiều hình dạng khác nhau (dày, mỏng,nhiều lát)
+máy nhỏ gọn
-nhược điểm:
+ không chẻ được các vật liệu có kích thước lớn
+không cắt được nhiều vật liệu cũng 1 lúc.
III:Chọn ý Tưởng
Sau khi đề ra ý tưởng và phân tích chung em đã chon phương án 2 để sản xuất tre nứa vì nó có những ưu đểm tốt hơn phương án thứ 1 như:
+ ít tổn hao nguyên vật liệu và nhân công
+sản phẩm sản xuất ra đều đẹp đảm bảo kích thước
+ bộ truyền đơn giản
+cắt được nhiều hình dạng khác nhau (dày, mỏng,nhiều lát)
+máy nhỏ gọn
Còn nhưng nhược điểm thì cũng không nhiều bằng phương án thứ 1.
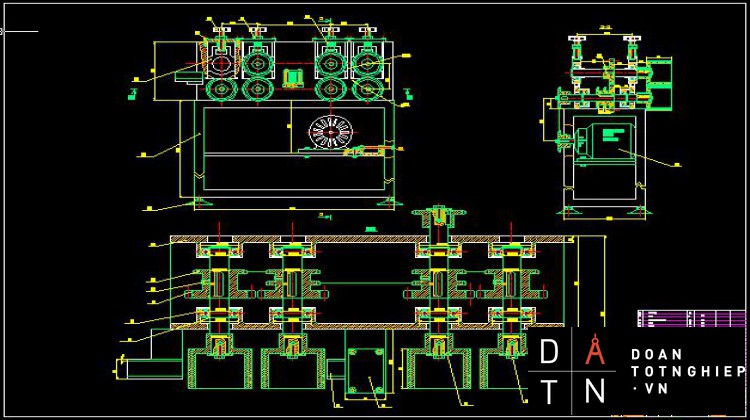
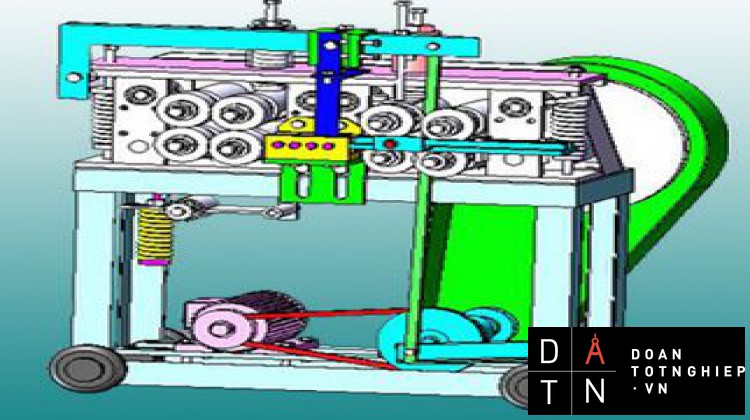
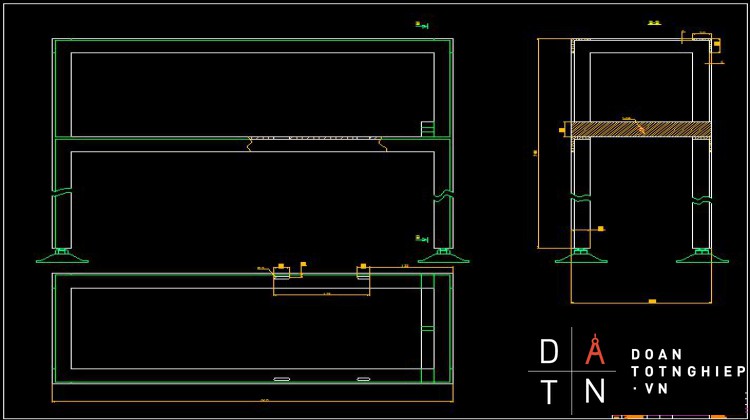
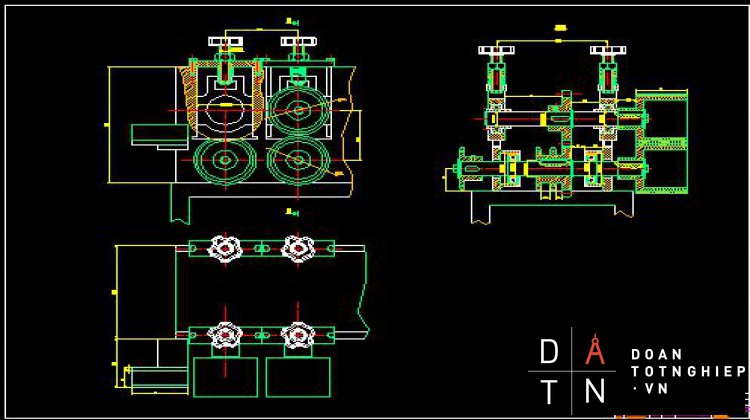
Phần 2:THIẾT KẾ MÁY
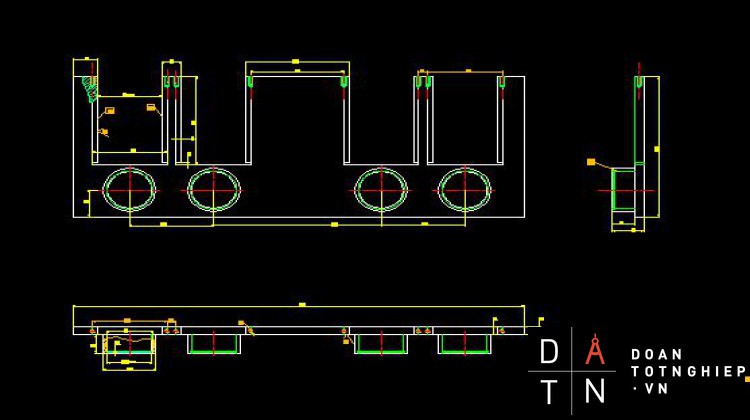
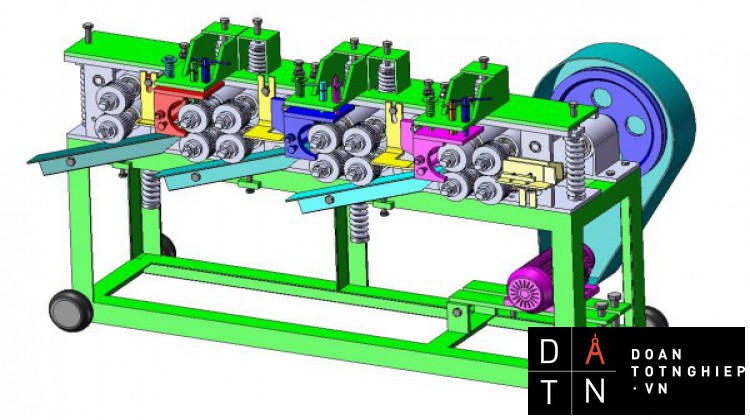
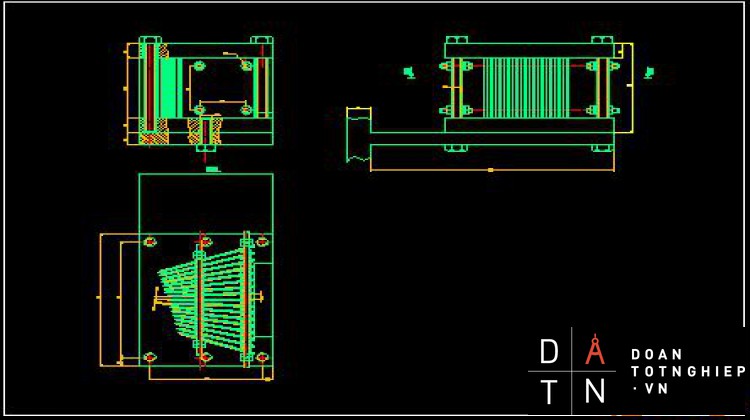
I.SƠ ĐỒ KẾT CẤU
II.TÍNH TOÁN
- Bảng Số Liệu
tra bảng 2-1 trang 27 sách TKCTM ta chọn :
gồm:
8 cặp ổ lăn
4 bộ truyền xích
4 bộ truyền bánh răng
Ƞ= = x 0.998 x 0.916 =0.49
Nd/c= 2.2/0.49= 4.4 kw
Tra bảng:
Công suất tác dụng lên tùng trục :
trục I :
trục II : (kw)
.................................................
-Chọn hệ số và theo vật liệu,đối với thép cacbon trung bình và
Hệ số tăng bền β=1
Chọn các hệ số
Theo bảng 7-4 lấy
Theo bảnh 7-8 tập trung ưng suất do rãnh then
Tỷ số
Tập trung ứng suất do lắp căng với kiểu lắp ta chọn T3 áp suất sinh ra trên bề mặt ghép ≥ 30 ,tra bảng 7-10 ta có : 2,6
Thay các trị số tìm được vào công thức tính
Hệ số an toàn cho phép [n] thường lấy bằng 1,5÷2.5(thỏa điều kiện).
3:Tính then
Để cố định bánh răng theo phương tiếp tuyến,nói một cách khác là để truyền moomen và chuyên động từ trục đến bánh răng hoặc ngược lại ta dung then.theo đường kính trục I để lắp then là 30 mm,tra bảng 7-23 chọn then cho b = 8 mm,h = 7 mm,t =4; ;k = 3,5.chiều dài then 0,8 -là chiêu dài của mayo)
Kiểm nghiệm về sức bền dập theo công thức (7-11)
d
ở đây :
d = 30 mm
k = 3,5 mm
l = 30mm
d =150 (bảng 7-20 ứng suất mối ghép cố định,tải trọng tỉnh,vật liệu)
Suy ra: < d
Kiểm nghiêm về sức bền cắt theo công thức (7-12)
ở đây b = 8 mm ; (bảng 7-21); các thong số khác như trên:
suy ra: <
4:Chọn ổ lăn
ở trục 1 ta chọn ổ bi đỡ
Hệ số khả năng làm viêc tính theo công thức (8-1)
ở đây n=292 vg/ph
h=18000 giờ,bằng thời gian phục vụ của máy.
công thức (8-6)
Nhưng trong trường hợp này = 0 nên Q = hoặc bằng 65 daN
Suy ra C= 65(
Tra bảng 14P ứng với d = 30 mm chọn ổ bi đỡ ký hiệu 306 ( loại cỡ trung) có
*TÀI LIỆU THAM KHẢO
1. Nguyễn Hữu Lộc, Cơ sở thiết kế máy, NXB ĐHQGTP Hồ Chí Minh, 2004.
2. Nguyễn Trọng Hiệp, Chi tiết máy tập 1, 2 NXB Giáo dục, 1998.
3. Nguyễn Hữu Lộc, Bài tập chi tiết máy, NXB ĐHQGTP Hồ Chí Minh, 2003.
4. Nguyễn Hữu Lộc, Độ tin cậy trong thiết kế kỹ thuật , NXB ĐHQGTP Hồ Chí Minh, 2002.






