ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ VÀ CHẾ TẠO ĐỒ GÁ KIỂM TRA ĐỘ ĐỒNG TRỤC CỦA CÁC BỀ MẶT TRỤ TRÊN MỘT TRỤC

NỘI DUNG ĐỒ ÁN
ĐỒ ÁN TỐT NGHIỆP
ĐỀ TÀI: THIẾT KẾ VÀ CHẾ TẠO ĐỒ GÁ KIỂM TRA ĐỘ ĐỒNG TRỤC CỦA CÁC BỀ MẶT TRỤ TRÊN MỘT TRỤC
LỜI NÓI ĐẦU
- Hiện nay khoa học kỹ thuật nói chung và kỹ thuật cơ khí nói riêng đang phát triển với một tốc độ vũ bão. Nó có mặt trên tất cả lĩnh vực đời sống xã hội, mang lại những lợi ích to lớn cho con người về tất cả các lĩnh vực tinh thần và vật chất. Nước ta đang hướng tới mục tiêu thực hiện “công nghiệp hoá và hiện đại hoá đất nước”. Nhằm phục vụ cho sự phát triển nền công nghiệp hiện nay, ngành cơ khí chế tạo đóng vai trò quan trọng trong việc thiết kế và chế tạo ra các thiết bị, máy móc phục vụ cho các ngành công nghiệp và các ngành sản xuất khác, nhằm tăng năng suất và giảm nhẹ sức lao động.
- Để đáp ứng một phần nào đó yêu cầu về đội ngũ cán bộ công nhân kỹ thuật có tay nghề cao phục vụ trong các ngành nghề cơ khí chế tạo, ô tô, điện tử… đã đào tạo ra nhiều cán bộ công nhân kỹ thuật đáp ứng được một phần nào đó về nhu cầu lao động của xã hội.
- Để đánh giá khả năng tiếp thu kiến thức của học sinh trong thời gian học tập tại trường, cuối khóa học nhà trường và thầy cô đã tạo điều kiện cho chúng em thực hiện đồ án tốt nghiệp. Qua đồ án tốt nghiệp này giúp cho chúng em cũng cố lại kiến thức đã học và học hỏi thêm những điều chưa biết. Và sau đây là nội dung thiết kế “ĐỒ GÁ KIỂM TRA ĐỘ ĐỒNG TRỤC CỦA CÁC BỀ MẶT TRỤ TRÊN MỘT TRỤC” của nhóm em. Bằng kiến thức đã học ở trường và cùng với sự hướng dẫn tận tình của thầy đã giúp chúng em hoàn thành đồ án này.
- Tuy nhiên do yêu cầu về thời gian hạn hẹp, kiến thức còn hạn chế, việc tìm tài liệu có nhiều khó khăn nên việc nghiên cứu đề tài chắc chắn là còn nhiều sai sót. Vì vậy rất mong nhận được sự đóng góp của các thầy, cô cùng các bạn để đề tài hoàn thiện tốt hơn.
MỤC LỤC
a & b
Trang
LỜI NÓI ĐẦU 1
NHẬN XÉT (Giảng viên hướng dẫn) 2
NHẬN XÉT (Hội đồng xét duyệt) 3
- TỔNG QUAN
- MỤC ĐÍCH THIẾT KẾ ĐỒ GÁ 5
- PHÂN TÍCH SẢN PHẨM TRỤC KIỂM TRA 6
- YÊU CẦU CỦA ĐỒ GÁ 6
- THIẾT KẾ ĐỒ GÁ
- LỰA CHỌN NGUYÊN LÝ LÀM VIỆC 6
- TÍNH SAI SỐ CHẾ TẠO ĐỒ GÁ, SAI SỐ CHUẨN 7
(NẾU CÓ)
- TÍNH TOÁN BỀN CHO MỘT SỐ CHI TIẾT 7
QUAN TRỌNG
- QUY TRÌNH CÔNG NGHỆ GIA CÔNG CÁC CHI 10
TIẾT ĐIỂN HÌNH
- KẾT LUẬN
- NHẬN XÉT ĐÁNH GIÁ VỀ ĐỒ GÁ THIẾT KẾ 118
- HƯỚNG DẪN BẢO QUẢN SỬ DỤNG 119
NỘI DUNG THUYẾT MINH
- TỔNG QUAN
- MỤC ĐÍCH THIẾT KẾ ĐỒ GÁ
- Các chi tiết dạng trục là loại chi tiết được dùng rất phổ biến trong ngành chế tạo máy. Chúng có bề mặt cơ bản cần gia công là mặt ngoài tròn xoay ngoài. Mặt này thường dùng làm mặt lắp ghép. Tùy theo kết cấu mà có thể chia các chi tiết dạng trục ra các loại sau:
+ Trục trơn: trên suốt chiều dài của trục chỉ có một kích thước đường kính d. Khi L/d< 4: trục trơn ngắn; L/d = 4¸10: trục trơn thường; L/d >10: trục trơn dài.
+ Trục bậc: trên suốt chiều dài L của trục có một số kích thước đường kính khác nhau. Trên trục bậc có thể còn có rãnh then hoặc then hoa hoặc có ren.
+ Trục rỗng: loại trục rỗng giữa có tác dụng giảm trọng lượng và cũng có thể làm mặt lắp ghép.
+ Trục răng: loại trục mà trên đó có bánh răng liền trục.
+ Trục lệch tâm là loại trục có những cổ trục không cùng nằm trên một đường tâm như trục khuỷu.
- Trong đó trục bậc được sử dụng rất phổ biến do phù hợp với đặc điểm phân bố ứng suất trong trục, ứng suất thay đổi theo chiều dài trục, mặt khác giúp cho việc lắp ghép và sửa chữa thuận lợi.Vd: Trục bậc được sử dụng trong hộp tốc độ, động cơ … Vì vậy độ đồng trục giữa các bề mặt trục rất quan trọng, việc kiểm tra là rất cần thiết. Do đó nhóm chúng em quyết định thực hiện thiết kế và chế tạo “đồ gá kiểm tra độ đồng trục giữa các bề mặt trụ trện một trục” để giải quyết công việc trên.
- PHÂN TÍCH SẢN PHẨM TRỤC KIỂM TRA
- Kích thước đường kính các cổ lắp ghép yêu cầu cấp chính xác 7 – 10 trong một số trường hợp người ta còn yêu cầu đạt cấp chính xác là cấp 5
- Độ chính xác về hình dáng hình học như độ côn, độ ôvan của các trục nằm trong giới hạn 0,25 – 0,5 dung sai đường kính cổ trục
- Bảo đảm dung sai chiều dài mỗi bậc trục trong khoảng 0,05 – 0,2 mm
- Độ đảo của các cổ trục lắp ghép không vượt quá 0,01 – 0,03 mm
- Độ không song song của các rãnh then hay then hoa so với đường tâm trục là 0,01 trên 100 mm bán kính chiều dài
- Độ nhám của các cổ trục lắp ghép đạt Ra = 1,25 – 1,16, của các mặt đầu là: Rz = 40 – 20 và của các bề mặt không lắp ghép là: Rz = 80 – 40
- YÊU CẦU CỦA ĐỒ GÁ
- KIỂM TRA YÊU CẦU KỸ THUẬT CỦA TRỤC
- Kiểm tra kích thước bao gồm kích thước đường kính và chiều dài các bậc trục, kích thước then, then hoa và ren trên trục v.v… Khi dung sai kích thước này lớn hơn 0,02mm có thể dung thước cặp. Khi dung sai kích thước nhỏ hơn 0,02mm có thể dùng panme, calip, đồng hồ so. Nếu yêu cầu chính xác cao dùng dụng cụ quang học. Trong sản xuất lớn dùng đồ gá chuyên dùng để kiểm tra.
- Kiểm tra hình dạng hình học của các cổ trục được thực hiện nhờ đồng hồ so. Chi tiết kiểm tra được gá lên hai mũi tâm của máy tiện hay đồ gá chuyên dùng. Kiểm tra ở một tiết diện đánh giá được độ ôvan, đa cạnh. Kiểm tra ở nhiều tiết diện dọc trục suy ra độ côn
- Kiểm tra vị trí tương quan giữa các bề mặt bao gồm:
+ Kiểm tra độ dao động giữa các cổ trục được thực hiện bằng cách đặt trục lên khối V, còn đầu đo của đồng hồ thì tì vào cổ trục cần đo. Hiệu số giữa hai chỉ số lớn nhất và nhỏ nhất trên đồng hồ khi quay trục đi một vòng xác định trị số dao động đó
+ Kiểm tra độ song song của các then, then hoa (đỉnh, chân và mặt bên) với đường tâm của các cổ đỡ được xác định nhờ đồng hồ đo ở hai vị trí
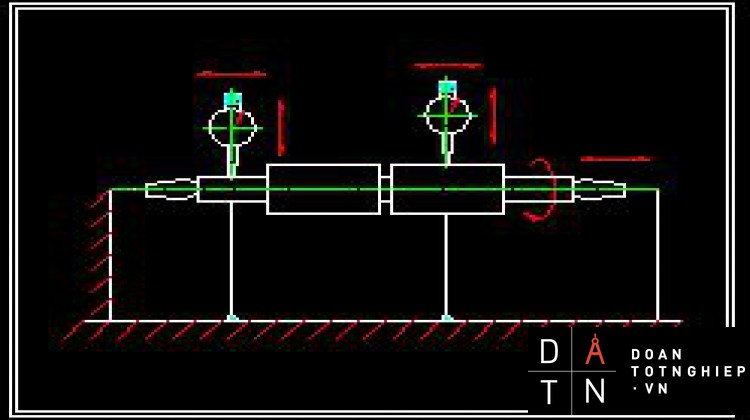
+ Kiểm tra độ đồng tâm của các cổ trục nhờ đồ gá mang hai đồng hồ so, trục được gá trên hai mũi chống tâm, trong đó mũi tì của hai đồng hồ so tì vào hai bậc trục cần kiểm tra
- YÊU CẦU CỦA ĐỒ GÁ
- Với đề tài đặt ra là kiểm tra độ đồng trục nên dựa vào yêu cầu kỹ thuật của trục thì độ đảo giữa các cổ trục lắp ghép không được vượt quá 0,01 – 0,03 mm và độ côn, độ ôvan của các trục nằm trong giới hạn 0,25 – 0,5 dung sai đường kính cổ trục vì vậy yêu cầu kỹ thuật của đồ gá chế tạo ra phải có độ chính xác cao hơn so với yêu cầu kỹ thuật của trục.
- Phải đảm bảo được độ đồng tâm giữa 2 mũi chống tâm.
- Đồ gá dễ vận chuyễn.
- Điều chỉnh và tháo lắp dễ dàng để tiện ích cho người sử dụng.
- Khi sản xuất đồ gá phải đảm bảo về giá thành cho người sử dụng
- THIẾT KẾ ĐỒ GÁ
- LỰA CHỌN NGUYÊN LÝ LÀM VIỆC
- CÁC PHƯƠNG PHÁP KIỂM TRA ĐỘ TRỤ
- Độ trụ là chỉ tiêu về sai lệch hình dạng trên tiết diện dọc trục, bao gồm độ côn, độ phình thắt, độ cong trục, độ thẳng đường sinh.
1.1 Đo độ côn
- Độ côn được xác định thông qua việc đo hai đường kính tại hai tiết diện 1-1 và 2-2 cách nhau chiều dài chuẩn L theo sơ đồ đo cơ bản trên hình. Chuyển đổi đo được chỉnh 0 với chi tiết trụ mẫu chính xác. Cách này có năng suất thấp, chỉ thích hợp với số lượng chi tiết ít, khối lượng nhỏ.
1.2 Đo độ phình thắt
- Độ phình thắt được xác định thông qua việc đo 3 đường kính tại hai thiết diện biên và một thiết diện ở giữa như sơ đồ đo
- Do chi tiết mang nhiều thành phần sai số khác nên phương pháp đo chỉ là gần đúng. Để nâng cao độ chính xác, cần phải chuyển thành đo biến thiên đường kính theo phương dọc trục.
1.3 Đo độ cong trục
- Độ cong trục (∆) được đo theo các sơ đồ trong hình. Trong đó chi tiết cần được định vị năm bậc tự do. Cho chi tiết thực hiện chuyển động quay và xác định sự biến thiên của chỉ thị trên chuyển đổi đo là x.
- Khi đo cần xác định vị trí đặt chuyển đổi thích hợp, thong thường là tại tiết diện giữa trục vì nơi đó trị số độ cong đạt giá trị lớn nhất. Khi chi tiết có tiết diện cong đột biến thì độ cong tại đó đạt giá trị lớn nhất và đó cũng là nơi phải đặt chuyển đổi.
- Sơ đồ a: Đo trên chuẩn phẳng , kết quả đo chọn ngay trị số độ cong trục x=∆
Sơ đồ a
- Sơ đồ b: đo trên 2 khối V ngắn với khoản cách là L, độ cong trục phụ thuộc vào khoảng cách L và chiều dài chi tiết L.
Sơ đồ b
- Sơ đồ c: Dùng cho chi tiết có 2 lỗ tâm, kết quả đo cho 2 lần trị số độ cong trục X=2∆.
Sơ đồ c
2. CÁC PHƯƠNG PHÁP KIỂM TRA ĐỘ TRÒN
- Độ tròn được xác định theo các sơ đồ đo như hình. Độ không tròn của bề mặt thể hiện qua sự thay đổi chỉ thị trên chuyển đổi đo.
- Sơ đồ a: Yêu cấu cao về độ đảo trục chính của bàn gá đo. Khi đó kết quả đo sẽ phản ánh luôn cả độ không đồng tâm của bế mặt chi tiết với tâm quay của nó
Sơ đồ a
- Sơ đồ b: Sử dụng đối với chi tiết dài có hai lỗ tâm hoặc chi tiết ngắn có lỗ để lắp với trục gá. Kết quả đó chứa cả sai số độ đông tâm của mặt kiểm tra với tâm quay của hai lỗ tâm
Sơ đồ b
- Sơ đồ c và d là các sơ đồ đo 3 tiếp điểm, thích hợp cho các chi tiết méo có số cạnh chẵn. Với sơ đồ c, chi tiết gá đặt kém ổn định vì cần có lực kẹp chi tiết vào các chuẩn tỳ. Với sơ đồ d, khả năng ổn định của chi tiết cao hơn nhưng thao tác đo khó khăn hơn
Sơ đồ c
Sơ đồ d
- Sơ đồ e và f là các sơ đồ đo 3 tiếp điểm, thích hợp cho các chi tiết mép có số cạnh lẻ. Sơ đồ đo 3 tiếp điểm có hai dạng: không đối xứng (sơ đồ e) và đối xứng (sơ đồ f)
Sơ đồ e
Sơ đồ f
3. CÁC PHƯƠNG PHÁP KIỂM TRA ĐỘ ĐỒNG TÂM
- Có 2 phương kiểm tra:
vPhương pháp thứ nhất: Nếu đường kính (1) và (2) cùng đường kính
- Trục được gá trên hai khối V ngắn, trong đó có 1 khối V cố định, khối V còn lại có thể di chuyển ra vào tuy theo chiều dài của trục cần kiểm tra.
- Có hai đồng hồ so được đặt lên đế đồ gá và áp sát mặt vào thanh trượt, hai đồng hồ so sẽ kiểm tra hai đường kính khác nhau của trục, trong đó một cái sẽ được làm chuẩn cho cái còn lại.
- Ưu điểm:
+ Tháo lắp chi tiết nhanh
+ Có thể kiểm tra trục không có lỗ tâm
- Nhược điểm:
+ Chỉ kiểm tra được trục khi đường kính 2 đầu trục bằng nhau
+ Năng suất kiểm tra thấp, chỉ thích hợp với số lượng chi tiết ít, khối lượng nhỏ
+ Chi tiết gá đặt kém ổn định vì cần có lực ép chi tiết vào các chuẩn tỳ
+ Thao tác khó khăn
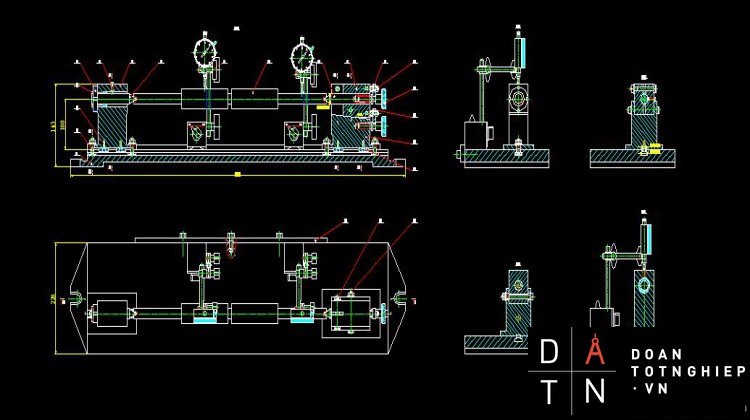
vPhương pháp thứ hai: Nếu đường kính (1) và (2) khác đường kính
- Trục được gá trên hai mũi chống tâm, trong đó 1 mũi được lắp vào thân ụ cố định, mũi còn lại được lắp vào thân ụ di động. Ụ di động có thể di chuyển ra vào tuy theo chiều dài của trục cần kiểm tra.
- Có hai đồng hồ so được đặt lên đế đồ gá và áp sát mặt vào thanh trượt, hai đồng hồ so sẽ kiểm tra hai đường kính khác nhau của trục, trong đó một cái sẽ được làm chuẩn cho cái còn lại.
- Ưu điểm:
+ Có thể kiểm tra được trục khi đường kính 2 đầu trục không bằng nhau
+ Năng suất kiểm tra cao, thích hợp với số lượng chi tiết lớn, khối lượng lớn
+ Thao tác dễ dàng
+ Chi tiết gá đặt ổn định vì không cần có lực ép chi tiết vào các chuẩn tỳ
- Nhược điểm:
+ Chỉ kiểm tra được trục có 2 lỗ tâm
+ Tháo lắp chi tiết chậm
ðDo có thể kiểm tra nhiều dạng sai lệch hình dạng và ưu điểm nổi trội hơn so với phương pháp thứ nhất nên nhóm chúng em quyết định sử dụng phương pháp thứ hai để thiết kế và chế tạo “đồ gá kiểm tra độ đồng trục của các bề mặt trụ trên một trục”
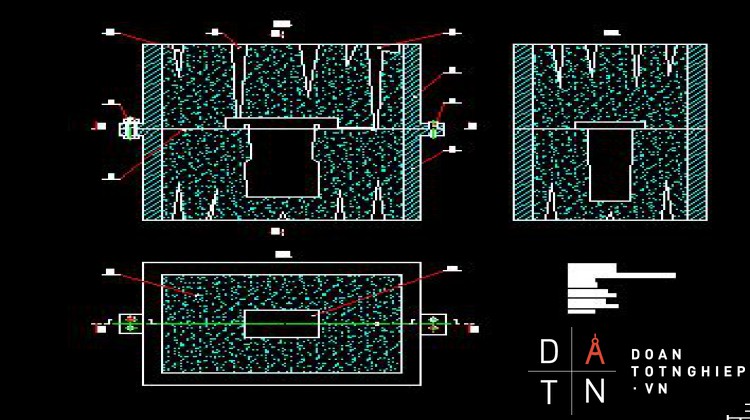
- TÍNH SAI SỐ CHẾ TẠO ĐỒ GÁ
- Với yêu cầu kỹ thuật của trục có sai số là 0,03mm thì sai số chế tạo của đồ gá phải nhỏ hơn sai số của trục
- Ta có:
Sai số chế tạo = Tổng các sai số thành phần
+ Trong đó:
vSai số giữa tâm lỗ và tâm rãnh then dẫn hướng ≤ 0,005/100
vSai số giữa tâm rãnh và tâm rãnh then dẫn hướng ≤ 0,005/100
vSai số giữa mặt C của đế đồ gá và tâm rãnh ≤ 0,005/100
vSai số giữa 2 mũi chống tâm ≤ 0,01/100
............................................
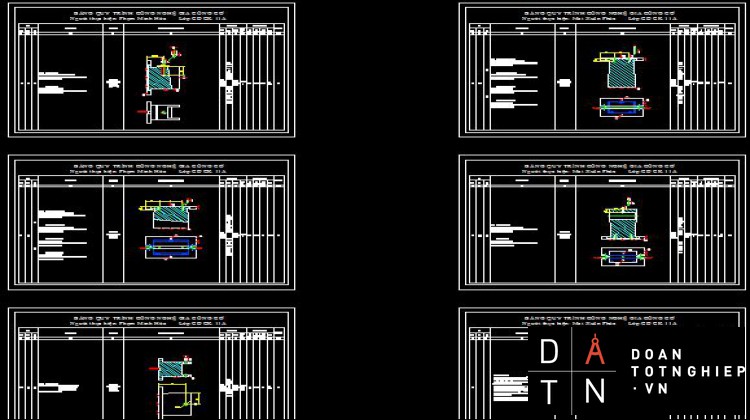
vNGUYÊN CÔNG VIII: Cắt dây 7 rãnh
- Định vị và kẹp chặt
Mặt A ® 1
Lỗ Ø20 ® 4
- Đạt yêu cầu kỹ thuật :
Đạt kích thước: 1±0,04
Độ nhám bề mặt: Ra = 2,5 µm
- Chọn máy
+ Thực hiện trên máy cắt dây điều khiển số DK7732 máy này có đặc tính kĩ thuật như sau:
Hành trình hướng ngang của bàn thao tác: 320mm
Hành trình hướng dọc của bàn thao tác: 400mm
Lượng trọng tải lớn nhất đỡ được: 250kg.
Độ dài của bàn thao tác: 610mm
Độ rộng của bàn thao tác 360mm
Độ dày lớn nhất của chi tiết gia công: 400mm (có thể điều chỉnh)
Nhám bề mặt ≤ 2,5 µm
Phạm vi dường kính dây điện cực Ø0,16-0,20mm
Tốc độ dây điện cực 11m/s
Nguồn điện 380V, 3 pha, 50Hz
Kích thước máy: 1500×1170×1600
Trọng lượng máy: 1400kg
vNGUYÊN CÔNG IX: Tổng Kiểm Tra
+ Kiểm tra kích thước lỗ: Ø20+0,021, M30x1,5; độ côn mặt trụ ngoài 0,10
+ Kiểm tra kích thước: 93±0,14, 43±0,08, 4±0,04, 1±0,04
+ Kiểm tra độ nhám: lỗ Ø20+0,021: Ra 1,25, mặt A: Ra 5, mặt côn B: Ra 2,5, mặt C: Ra 5.
+ Kiểm tra độ không đồng tâm giữa đường tâm lỗ Ø20+0,021 với tâm mặt côn ≤ 0,01
- KẾT LUẬN
- NHẬN XÉT ĐÁNH GIÁ VỀ ĐỒ GÁ THIẾT KẾ
vMỤC TIÊU CỦA VIỆC KIỂM TRA ĐỘ ĐỒNG TRỤC
- Mục tiêu của kiểm tra là đảm bảo được độ đồng trục của các đường kính trên một trục, để làm được điều này thì đồ gá phải có độ chính xác cao, sai số thực tế phải nằm trong phạm vi cho phép
vVIỆC KIỂM TRA CHÍNH XÁC SẼ ĐẠT ĐƯỢC NHỮNG KẾT QUẢ SAU
- Giảm lực hướng kính và dọc trục để tăng tuổi thọ cho trục
- Tối thiểu lực gây cong trục ở các điểm truyền lực
- Hạ mức rung động trên trên thân máy làm tăng tuổi thọ cho máy, tăng năng suất lao động
- Loại bỏ khả năng hư trục từ sự mỏi của kim loại
- HƯỚNG DẪN BẢO QUẢN SỬ DỤNG
vHƯỚNG DẪN SỬ DỤNG
- Trước tiên ta kéo ụ động ra một khoảng lớn hơn chiều dài trục cần kiểm tra, đặt trục vào mũi chống tâm (7), sau đó đẩy ụ di động gần sát vào trục, cố định ụ bằng đai ốc (2), nếu ta thấy mũi chống tâm (10) còn thấp hơn tâm trục thì dùng tay quay đề nâng mũi chống tâm lên, sau đó dùng tay quay (13) điều chỉnh mũi chống tâm (10) dịch chuyển một khoảng vừa đủ để định tâm trục, đặt hai đồng hồ so lên đế đồ gá đồng thới áp sát vào thanh trượt (19), mỗi mũi rà của đồng hồ so sẽ rà trên hai đường kính khác nhau của trục, ta lấy một cái làm chuẩn cho cái còn lại.
vBẢO QUẢN
- Sau khi làm việc xong phải vệ sinh đồ gá sạch sẽ, bôi trơn các phần có ren tháo lắp thường xuyên. Trước khi đem vào kho bảo quản phải được bôi dầu chống sét hoặc sơn chống sét.
*TÀI LIỆU THAM KHẢO
1. Nguyễn Hữu Lộc, Cơ sở thiết kế máy, NXB ĐHQGTP Hồ Chí Minh, 2004.
2. Nguyễn Trọng Hiệp, Chi tiết máy tập 1, 2 NXB Giáo dục, 1998.
3. Nguyễn Hữu Lộc, Bài tập chi tiết máy, NXB ĐHQGTP Hồ Chí Minh, 2003.
4. Nguyễn Hữu Lộc, Độ tin cậy trong thiết kế kỹ thuật , NXB ĐHQGTP Hồ Chí Minh, 2002.







