LUẬN VĂN NGHIÊN CỨU PHÂN BỐ TỪ TRƯỜNG TRONG QUI TRÌNH GIA NHIỆT CHO KHUÔN PHUN ÉP NHỰA

NỘI DUNG ĐỒ ÁN
LUẬN VĂN NGHIÊN CỨU PHÂN BỐ TỪ TRƯỜNG TRONG QUI TRÌNH GIA NHIỆT CHO KHUÔN PHUN ÉP NHỰA
TÓM TẮT
Hiện nay, trên thế giới đã có nhiều công trình tối ưu hóa nhiệt độ khuôn như: nghiên cứu mô phỏng đáp ứng nhiệt độ và tối ưu hóa cấu trúc khuôn cho quá trình gia nhiệt khuôn nhanh, điều khiển nhiệt độ khuôn bằng màng tế vi trong quá trình ép phun. Trong nước nhiều công trình đã được thực hiện liên quan đến nhiệt độ bao gồm: thiết kế kênh dẫn nóng cho khuôn ép nhựa, gia nhiệt cho tấm khuôn bằng điện trở,gia nhiệt cảm ứng từ.
Tuy nhiên nghiên cứu phân bố từ trường trên khuôn nhiều lòng khuôn hiện tại chưa nhiều. Do đó, đề tài “Nghiên cứu phân bố từ trường trong qui trình gia nhiệt cho khuôn phun ép nhựa với các hình dạng khác nhau của cuộn dây” là cần thiết.
Mục đích của đề tài là thiết kế - mô phỏng quá trình hoạt động cấp nhiệt cho tấm khuôn âm vật liệu thép bằng cảm ứng từ, với sự hỗ trợ của phần mềm SOLIDWORK và COMSOL Multiphysics và thực nghiệm .
Kết quả đạt được của đề tài là thực hiện thành công bài mô phỏng gia nhiệt trong khuôn ép nhựa sử dụng cảm ứng từ; đánh giá xu hướng và sự biến đổi nhiệt độ trong khuôn; đánh giá ảnh hưởng của hình dạng cuộn dây trên khuôn nhiều lòng khuôn .
ABSTRACT
Nowadays, there are many researches to optimize the mold temperature in the world such as: research of thermal response simulation and mold structure optimization for rapid heating process, control mold temperature by micro membrane in the injection molding process. In Vietnam, many scientific projects have been done concerning with mold temperature includes: designing hot channels for plastic injection molding, heating mold by thermo-resistance,induction heating.
However studies magnetic field distribution on the mold does not have many more cavities. Therefore, the topic "Research magnetic field distribution in the heating process for plastic injection mold with different shapes of the coil" is necessary.
The purpose of this research is to design - simulating the operation of heat for steel plate material negative mold by magnetic induction, with the support of the COMSOL Multiphysics software SolidWorks, and experimental.
The result of this research is to achieve the successful implementation of all heating simulation in plastic injection molds using magnetic induction; assess trends and the temperature variation in the mold; evaluate the effects of mold shaped coil on multiple cavities.
MỤC LỤC
LÝ LỊCH KHOA HỌC………………………………………………………..i
LỜI CAM ĐOAN…………………………………………………………….ii
LỜI CẢM ƠN………………………………………………………………..iv
TÓM TẮT…………………………………………………………………….v
MỤC LỤC…………………………………………………………………..viii
DANH MỤC HÌNH………………………………………………………….xi
DANH MỤC BẢNG BIỂU…………………………………………………xiv
DANH MỤC TỪ VIẾT TẮT………………………………………………..xv
Chương 1 TỔNG QUAN…………………………………………………………..1
1.1 Tổng quan về lĩnh vực nghiên cứu,các kết quả nghiên cứu trong và ngoài nước……………………………………………………………………………...1
1.2 Mục đích của đề tài…………………………………………………………...8
1.3 Nhiệm vụ và giới hạn đề tài…………………………………………………..9
1.4 Phương pháp nghiên cứu……………………………………………………..9
1.5 Kế hoạch thực hiện………………………………………………………….10
Chương 2 CƠ SỞ LÝ THUYẾT…………………………………………………...11
2.1 Cảm ứng từ và phương pháp tính……………………………………………11
2.1.1 Cảm ứng từ…………………………………………………………………..11
2.1.2 Phương pháp tính……………………………………………………………13
2.2 Hiệu ứng bề mặt……………………………………………………………..14
2.2.1 Một số vấn đề về hiệu ứng bề mặt…………………………………………..14
2.2.2 Ứng dụng trong công nghiệp………………………………………………..16
2.3 Khuôn ép nhựa………………………………………………………………16
2.3.1 Phân loại khuôn ép phun…………………………………………………….18
2.3.2 Sơ lược về chu trình ép phun………………………………………………..19
2.4 Các khuyết tật khi ép…………………………………………………………20
2.5 Các thông số ép……………………………………………………………....22
2.5.1 Nhiệt độ………………………………………………………………………22
2.6 Quá trình truyền nhiệt………………………………………………………..25
2.7 Tổng quan về vật liệu chế tạo khuôn………………………………………...25
2.7.1 Hợp kim Fe-C[Fe-Fe3C]……………………………………………………..25
2.7.2 Giản đồ trạng thái Fe-C………………………………………………………28
2.8 Thiết kế của cuộn dây gia nhiệt……………………………………………...30
2.9 Một số đặc điểm nổi bật của quá trình gia nhiệt theo phương pháp cảm ứng từ…………………………………………………………………………………...31
Chương 3.ỨNG DỤNG PHẦN MỀM COMSOL MULTIPHYSICS MÔ PHỎNG QUÁ TRÌNH THỰC NGHIỆM……………………………………………………33
3.1 Tổng quan về phần mềm COMSOL Multiphysics…………………………..33
3.2 Tổng quan về phân tích………………………………………………………38
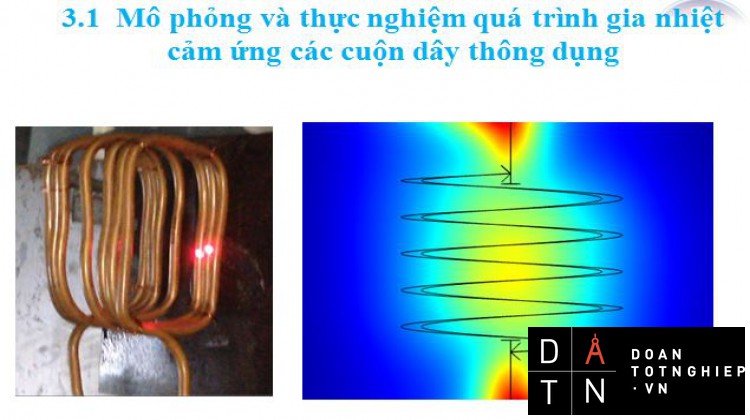
3.3 Tổng quát về gia nhiệt cảm ứng……………………………………………..40
3.4 Ứng dụng COMSOL mô phỏng thực nghiệm……………………………….42
3.4.1 Các bước tiến hành mô phỏng……………………………………………….42
3.4.2 Kết quả mô phỏng……………………………………………………………47
Chương 4. PHƯƠNG PHÁP VÀ THIẾT BỊ THỰC NGHIỆM…………………...50
4.1 Chuẩn bị……………………………………………………………………...50
4.1.1 Máy gia nhiệt bằng cảm ứng từ………………………………………………50
4.1.2 Khuôn và cuộn dây…………………………………………………………..52
4.1.3 Thiết bị đo……………………………………………………………………55
4.2 Phương pháp thực nghiệm…………………………………………………...57
Chương 5. THỰC NGHIỆM QUÁ TRÌNH GIA NHIỆT BẰNG CẢM ỨNG TỪ…………………………………………………………………………………58
5.1 Thực nghiệm quá trình gia nhiệt và cảm ứng từ…………………………….58
5.2 So sánh kết quả thực nghiệm và kết quả mô phỏng…………………………65
5.3 Mô phỏng gia nhiệt cảm ứng trên khuôn nhiều lòng khuôn…………………66
5.3.1 Phân tích đối tượng gia nhiệt………………………………………………...66
5.3.2 Thực nghiệm gia nhiệt cảm ứng trên khuôn…………………………………67
5.3.3 Nhận xét……………………………………………………………………...76
Chương 6. KẾT LUẬN VÀ HƯỚNG PHÁT TRIỂN……………………………..78
TÀI LIỆU THAM KHẢO………………………………………………………….80
DANH MỤC HÌNH
Hình 1.1 : Sơ đồ nguyên lý cảm ứng từ……………………………………………..2
Hình 1.2: Sơ đồ nguyên lý khuôn có lắp bộ phận gia nhiệt…………………………4
Hình 1.3: Phương pháp gia nhiệt cho khuôn bằng cảm ứng từ……………………...4
Hình 1.4: Sản phẩm vỏ điện thoại di động bị lỗi đường hàn………………………..5
Hình 1.5: Gia nhiệt khuôn bằng cảm ứng từ và hình ảnh camera hồng ngoại………6
Hình 1.6: Gia nhiệt bề mặt khuôn bằng cảm ứng từ………………………………...6
Hình 2.1: Sơ đồ nguyên lý gia nhiệt cảm ứng……………………………………...11
Hình 2.2: Sơ đồ nguyên lý gia nhiệt cảm ứng tương tự như máy biến áp………....13
Hình 2.3: Phân bố từ trường và mật độ điện trên bề mặt…………………………..15
Hình 2.4: Bộ khuôn ép nhựa gồm khuôn dương và khuôn âm…………………….16
Hình 2.5: Khuôn có bốn lòng khuôn……………………………………………….17
Hình 2.6: Khuôn một lòng khuôn,khuôn bốn lòng khuôn sắp xếp hình chữ nhật,khuôn muỗng nhiều lòng khuôn bố trí hình tròn……………………………..19
Hình 2.7: Giản đồ trạng thái Fe-C…………………………………………………28
Hình 2.8: Đồ thị chuyển biến khi nung nóng liên tục……………………………..30
Hình 3.1: Ứng dụng của phần mềm COMSOL Multiphysics……………………..33
Hình 3.2: Một mô phỏng số học về đặc tính truyền nhiệt của bộ trao đổi nhiệt…..40
Hình 3.3: Giao diện cảm ứng từ……………………………………………………41
Hình 3.4: Giao diện Heat Tranfer in Solid…………………………………………41
Hình 3.5 : Các bước tiến hành mô phỏng số trong COMSOL……………………..42
Hình 3.6: Tùy chọn mô hình để mô phỏng………………………………………...42
Hình 3.7: Bảng chọn không gian xây dựng mô hình………………………………43
Hình 3.8: Bảng chọn đối tượng vật lý cần nghiên cứu…………………………….43
Hình 3.9: Bảng chọn trạng thái để nghiên cứu…………………………………….44
Hình 3.10: Các bước nhập hình vẽ vào mô hình…………………………………..45
Hình 3.11: Chọn vật liệu cho các miền và biên……………………………………45
Hình 3.12: Chọn đặc tính vật lý cho các miền và biên…………………………….46
Hình 3.13: Mô hình đã được chia lưới……………………………………………..46
Hình 3.14: Cài đặt giá trị tần số cho dòng điện…………………………………….47
Hình 3.15: Kết quả mô phỏng gia nhiệt cảm ứng từ trên tấm tole dày 2 mm bằng cuộn dây xoắn tròn phẳng(spiral)…………………………………………………..47
Hình 3.16: Kết quả mô phỏng gia nhiệt cảm ứng từ trên tấm tole dày 2 mm bằng cuộn dây tròn(1 vòng)……………………………………………………………...48
Hình 3.17: Kết quả mô phỏng gia nhiệt cảm ứng từ trên tấm tole dày 2 mm bằng cuộn dây hình trụ…………………………………………………………………...48
Hình 3.18: Kết quả mô phỏng gia nhiệt cảm ứng từ trên tấm tole dày 2 mm bằng cuộn dây hình chữ nhật…………………………………………………………….48
Hình 3.19: Kết quả mô phỏng gia nhiệt cảm ứng từ trên tấm tole dày 2 mm bằng cuộn dây xoắn hình chữ nhật………………………………………………………49
Hình 3.20: Kết quả mô phỏng gia nhiệt cảm ứng từ trên tấm tole dày 2 mm bằng cuộn dây hình trụ đặt nằm ngang………………………………………………….49
Hình 3.21: Kết quả mô phỏng gia nhiệt cảm ứng từ trên tấm tole dày 2 mm bằng cuộn dây hình trụ 3D (đại diện một vòng dây)……………………………………49
Hình 3.22: Kết quả mô phỏng gia nhiệt cảm ứng từ trên tấm tole dày 2 mm bằng cuộn dây hình lượn sóng…………………………………………………………..50
Hình 4.1: Máy gia nhiệt cảm ứng từ………………………………………………51
Hình 4.2: Mô hình thực nghiệm gia nhiệt khuôn(khuôn âm)……………………..52
Hình 4.3: Bản vẽ khuôn thực nghiệm……………………………………………..52
Hình 4.4: Cuộn dây dạng xoắn tròn(spiral)………………………………………..53
Hình 4.5: Cuộn dây dạng xoắn vuông góc…………………………………………53
Hình 4.6: Cuộn dây dạng hình chữ nhật…………………………………………...53
Hình 4.7: Cuộn dây dạng lượn sóng……………………………………………….54
Hình 4.8: Cuộn dây dạng song song……………………………………………….54
Hình 4.9: Cuộn dây dạng trụ……………………………………………………….54
Hình 4.10:Cuộn dây dạng hộp(3D)………………………………………………...55
Hình 4.11:Thiết bị đo không tiếp xúc……………………………………………...55
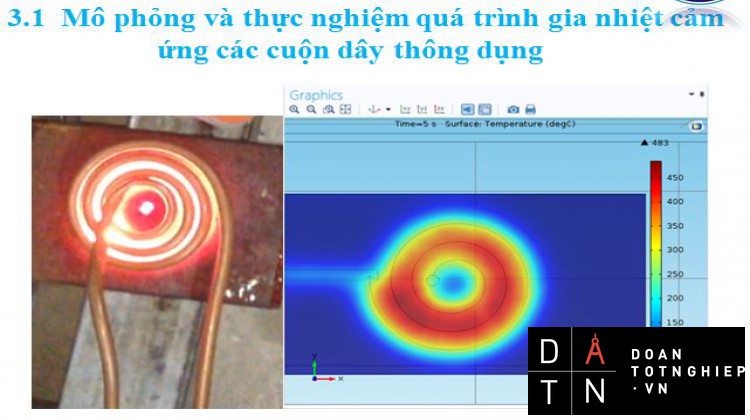
Hình 5.1: Hình thực nghiệm và kết quả mô phỏng của cuộn dây spiral………….58
Hình 5.2: Hình ảnh lan truyền nhiệt sau 5s ……………………………………….59
Hình 5.3: Hình thực nghiệm và kết quả mô phỏng của cuộn dây xoắn vuông góc hình chữ nhật……………………………………………………………………….59
Hình 5.4: Hình ảnh lan truyền nhiệt sau 5s ………………………………………60
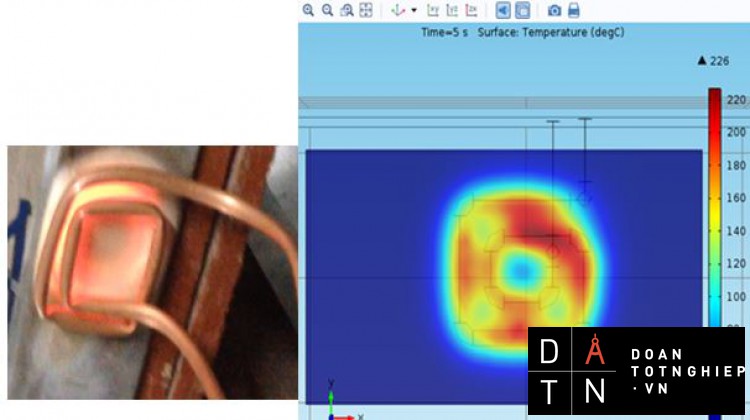
Hình 5.5: Hình thực nghiệm và kết quả mô phỏng của cuộn dây hình chữ nhật…60
Hình 5.6: Hình thực nghiệm và kết quả mô phỏng của cuộn dây lượn sóng……..61
Hình 5.7: Hình thực nghiệm và kết quả mô phỏng của cuộn dây song song……..62
Hình 5.8: Hình thực nghiệm và kết quả mô phỏng của cuộn dây dạng trụ……….63
Hình 5.9: Hình ảnh lan truyền nhiệt sau 5s………………………………………..64
Hình 5.10: Hình ảnh lan truyền nhiệt sau 10s……………………………………...64
Hình 5.11: Cuộn dây hình hộp(3D)………………………………………………..65
Hình 5.12: Bản vẽ khuôn…………………………………………………………..66
Hình 5.13: Bản vẽ gia nhiệt khuôn bằng cuộn dây spiral…………………………67
Hình 5.14: Hình xác định vị trí đo nhiệt độ……………………………………….68
Hình 5.15: Kết quả mô phỏng và kết quả thực nghiệm cuộn dây spiral………….68
Hình 5.16: Đồ thị nhiệt độ đo thực tế và mô phỏng tại vị trí 1……………………69
Hình 5.17: Đồ thị nhiệt độ đo thực tế tại vị trí 2 (6 lòng khuôn)…………………70
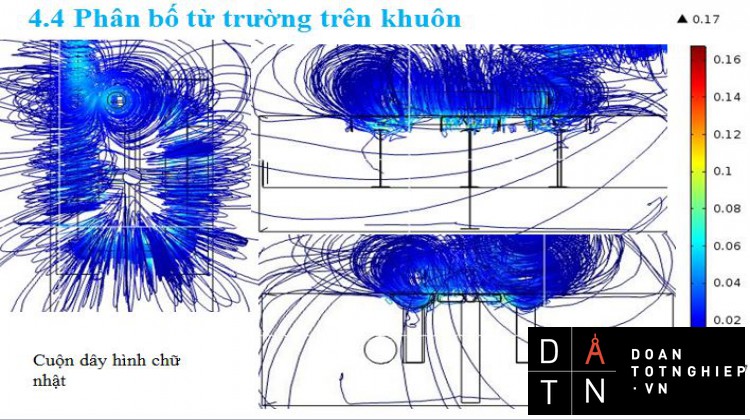
Hình 5.18: Phân bố từ trường trong lòng khuôn…………………………………..70
Hình 5.19: Đồ thị nhiệt độ đo thực tế tại vị trí 3………………………………….71
Hình 5.20: Kết quả mô phỏng và kết quả thực nghiệm cuộn dây xoắn vuông góc.72
Hình 5.21: Đồ thị nhiệt độ đo thực tế tại vị trí 1………………………………….73
Hình 5.22: Đồ thị nhiệt độ đo thực tế tại vị trí 2………………………………….74
Hình 5.23: Phân bố từ trường trong lòng khuôn…………………………………...74
Hình 5.24: Đồ thị nhiệt độ đo thực tế tại vị trí 3………………………………….74
Hình 5.25: Phân bố nhiệt độ trên khuôn sau khi ngừng gia nhiệt 5s………………75
Hình 5.26: Kết quả mô phỏng và kết quả thực nghiệm cuộn dây hình chữ nhật…..76
DANH MỤC BẢNG BIỂU
Bảng 1. 1: Kế hoạch thực hiện luận văn…………………………………………...10
Bảng 2.1: Các khuyết tật , nguyên nhân và cách xử lý……………………………20
Bảng 2.2: Nhiệt độ xylanh và nhiệt độ khuôn tương ứng từng loại nhựa…………23
Bảng 2. 3: Nhiệt độ nhựa và khuôn khi ép………………………………………....24
DANH MỤC TỪ VIẾT TẮT
CAD: Computer-Aided Design
CAE: Computre-Aided Engineering
IH: Induction Heating
STL: Standard Template Library
Chương 1. TỔNG QUAN
1.1 TỔNG QUAN CHUNG VỀ LĨNH VỰC NGHIÊN CỨU, CÁC KẾT QUẢ NGHIÊN CỨU TRONG VÀ NGOÀI NƯỚC:
1.1.1 Tổng quan chung về lĩnh vực nghiên cứu:
1.1.1.1 Giới thiệu:
Gia nhiệt cho khuôn ép nhựa là quá trình rất quan trọng.Quá trình này làm giảm lỗi ở sản phẩm.Nếu nhiệt độ lòng khuôn cao(90oC- 180oC),quá trình điền đầy nhựa sẽ dễ dàng hơn.Tuy nhiên,nếu nhiệt độ của các tấm khuôn tăng cao,quá trình giải nhiệt của khuôn nhựa sẽ bị kéo dài,và thời gian chu kỳ ép sản phẩm nhựa sẽ tăng,nên giá thành sản phẩm khó có thể giảm.
Vì vậy,mục tiêu quan trọng của quá trình điều khiển nhiệt độ khuôn phun ép nhựa: gia nhiệt khuôn đến nhiệt độ yêu cầu,nhưng vẫn đảm bảo thời gian của chu kỳ phun ép không quá dài.
1.1.1.2 Phân loại các phương pháp gia nhiệt cho khuôn ép nhựa:
Có nhiều cách phân loại các phương pháp gia nhiệt khuôn. Tuy nhiên thông dụng nhất là cách phân loại theo dạng năng lượng sử dụng tại thời điểm gia nhiệt.
FPhân loại theo dạng năng lượng sử dụng:
- Các phương pháp gia nhiệt bằng dầu nóng: Dầu khoáng đã nung nóng đưa vào khuôn trong quá trình gia nhiệt.
- Các phương pháp gia nhiệt bằng khí nóng: Khí đã nung nóng đưa vào khuôn trong quá trình gia nhiệt.
- Các phương pháp gia nhiệt bằng điện trở:Điện trở được lắp đặt trong khuôn sẽ nóng lên trong quá trình gia nhiệt.
- Các phương pháp gia nhiệt bằng cảm ứng từ: Sử dụng dòng điện Fuco làm nóng khuôn.
Trong phạm vi của đề tài chỉ nghiên cứu sự phân bố của từ trường trong quá trình gia nhiệt khuôn ép nhựa theo hình dạng cuộn dây cho khuôn có nhiều sản phẩm.
1.1.1.3 :Công nghệ gia nhiệt bằng cảm ứng từ.
Hình 1.1: Sơ đồ nguyên lý gia nhiệt cảm ứng từ
(Nguồn: journal homepage: www.elsevier .com/locate/ichmt)
1.1.2 Kết quả nghiên cứu trong và ngoài nước đã công bố :
1.1.2.1 Ngoài nước:
Đã có nhiều nghiên cứu gia nhiệt khuôn để giảm lỗi sản phẩm.
Hiện nay, trong lĩnh vực khuôn phun ép nhựa, điều khiển nhiệt độ khuôn tối ưu là một trong những cách hiệu quả nhất nhằm nâng cao chất lượng bề mặt khuôn [1]. Nhìn chung, nếu nhiệt độ bề mặt lòng khuôn cao, quá trình điền đầy nhựa sẽ được dễ dàng hơn, và trong hầu hết các trường hợp, chất lượng bề mặt sản phẩm sẽ được cải thiện đáng kể. Tuy nhiên, nếu nhiệt độ của các tấm khuôn tăng cao, quá trình giải nhiệt của khuôn nhựa sẽ bị kéo dài, và chu kỳ phun ép sẽ tốn nhiều thời gian, giá thành sản phẩm cũng sẽ gia tăng. Vì vậy, mục tiêu quan trọng của quá trình điều khiển nhiệt độ khuôn phun ép là: gia nhiệt cho bề mặt khuôn đến nhiệt độ yêu cầu, nhưng vẫn đảm bảo thời gian chu kỳ phun ép không quá dài.
Dựa vào ảnh hưởng nhiệt độ lên tấm khuôn, quá trình gia nhiệt cho khuôn phun ép được chia làm 2 nhóm chính: gia nhiệt cả tấm khuôn (volume heating) và gia nhiệt cho bề mặt khuôn (surface heating). Trong nhóm thứ nhất, phương pháp gia nhiệt bằng hơi nước (steam heating) (Hình 1.1) có thể đạt được tốc độ gia nhiệt từ 1oC/s đến 3oC/s [3]. Độ gia nhiệt theo phương pháp này không được đánh giá cao và quá trình giải nhiệt cho khuôn cũng sẽ gặp nhiều khó khăn.
Trong nghiên cứu khác, tốc độ gia nhiệt được cải tiến đáng kể khi phương pháp gia nhiệt cho bề mặt khuôn được sử dụng. Quá trình điền đầy của nhựa vào lòng khuôn được cải thiện khi bề mặt khuôn được phủ 1 lớp cách nhiệt. Phương pháp này có thể tăng nhiệt độ bề mặt khuôn lên khoảng 25oC [4, 5]. Sau đó, hệ thống gia nhiệt bằng tia hồng ngoại (infrared heating), (hình 1.2), được nghiên cứu và ứng dụng cho khuôn phun ép nhựa [6, 7].
Hình 1.2: Sơ đồ nguyên lý khuôn có lắp bộ phận gia nhiệt
(Nguồn: Công ty Ford Motor)
Trong phương pháp gia nhiệt bề mặt (surface heating), phương pháp gia nhiệt bằng cảm ứng từ (induction heating) đã được ứng dụng nhằm hạn chế độ cong vênh, co rút, làm mờ đường hàn (welding line), cũng như các khuyết tật khác của sản phẩm nhựa.
Hình 1.3 Phương pháp gia nhiệt cho khuôn bằng cảm ứng từ (Induction heating)
Trong các nghiên cứu mới đây, phương pháp gia nhiệt bằng cảm ứng từ (Hình 1.3) được kết hợp với lưu chất giải nhiệt nhằm điều khiển nhiệt độ khuôn. Phương pháp gia nhiệt bằng cảm ứng từ có những ưu điểm vượt trội so với các phương pháp khác như:
- Tốc độ gia nhiệt cao
- Thời gian gia nhiệt có thể kéo dài đến 20 giây
- Có thể ứng dụng cho khuôn phun ép như một module đính kèm, nghĩa là không cần thay đổi kết cấu khuôn có sẵn.
- Tiết kiệm năng lượng do tổn thất nhỏ.
Trong nghiên cứu của các tác giả Keun Park, Dong-Hwi Sohn and Kwang-Hwan Cho ,ứng dụng cảm ứng từ gia nhiệt cho khuôn vỏ điện thoại để khắc phục lỗi đường hàn.
Hình 1.4 : Sản phẩm vỏ điện thoại di động bị lỗi đường hàn.
Kết quả camera hồng ngoại cho thấy nhiệt độ phân bố đều hai bên nên nhựa điền đầy dễ hơn khắc phục đươc lỗi đường hàn.
Hình 1.5: Gia nhiệt khuôn bằng cảm ứng từ và hình ảnh camera hồng ngoại.
Tuy nhiên, hiện nay, các thiết kế của cuộn dây gia nhiệt chỉ giới hạn ở dạng 2D, toàn bộ cuộn dây chỉ được bố trí trên mặt phẳng một lòng khuôn như hình .
Hình 1.6: Gia nhiệt bề mặt khuôn bằng cảm ứng từ
Điều này ảnh hưởng lớn đến năng lực sản xuất và sự cạnh tranh trên thị trường.
1.1.2.2 Trong nước:
Hiện nay , các doanh nghiệp Việt Nam ,các đề tài nghiên cứu về lĩnh vực nhựa đã có định hướng về nghiên cứu tối ưu hóa quá trình giải nhiệt cho khuôn phun ép nhằm giải quyết bài toán về chi phí sản xuất trong ngành nhựa và có thể hội nhập với quốc tế.
Đã có một số đề tài tìm hiểu và ứng dụng công cụ CAD-CAM-CAE được thực hiện như:
- Luận văn tốt nghiệp cao học của học viên LÊ MINH TRÍ (ĐH Sư Phạm Kỹ Thuật TP HCM): ‘‘ Tối ưu hóa giải nhiệt cho khuôn ép”.Luận văn này đã đề cập đến cơ sở của việc thiết kế hệ thống giải nhiệt cho khuôn ép phun dựa trên lý thuyết truyền nhiệt,ứng dụng phương pháp này để tính toán hệ thống giải nhiệt cho sản phẩm là một tấm mỏng,sau đó sử dụng phần mềm Moldflow để mô phỏng,kiểm tra kết quả .Tuy nhiên ,nội dung đề tài này chưa đưa ra được phương pháp tối ưu cho hệ thống giải nhiệt ,và việc tính toán,mô phỏng chỉ dừng lại ở một chi tiết đơn giản,chưa phù hợp với yêu cầu thực tế.
- Luận văn tốt nghiệp cao học của học viên NGUYỄN VĂN THÀNH (ĐH Bách Khoa TP HCM): ‘‘ Nghiên cứu xây dựng qui trình thiết kế hệ thống làm nguội cho khuôn ép phun nhựa theo công nghệ CAD/CAE”.Luận văn này đề cập đến lý thuyết truyền nhiệt và ứng dụng nó trong khuôn ép phun,nhằm xác định kích thước và phân bố hệ thống làm nguội,xây dựng được qui trình thiết kế hệ thống làm nguội cho khuôn ép phun theo công nghệ CAD/CAE,áp dụng qui trình cho sản phẩm là khuôn vỏ bình nước nóng.
- Đề tài nghiên cứu khoa học – công nghệ,PGS TS ĐOÀN THỊ MINH TRINH đã thực hiện đề tài:‘‘ Ứng dụng công nghệ CAD/CAM/CAE,xác định thông số miệng phun,vùng dồn nén khí,kích thước kênh dẫn nhựa,hệ thống giải nhiệt hợp lý cho khuôn ép phun nhựa’’(thuộc chương trình ‘‘Nghiên cứu tự động hóa’’ của Tp HCM),thực hiện trong thời gian 9-2003 đến 8-2004,nghiệm thu ngày 30-8-2004.
- Luận văn tốt nghiệp cao học của học viên ĐINH NGỌC TRINH (ĐH Sư Phạm Kỹ Thuật TP HCM): ‘‘ Nghiên cứu quá trình gia nhiệt cho khuôn phun ép nhựa theo phương pháp cảm ứng từ”.Luận văn đề ra phương pháp gia nhiệt cho khuôn bằng cảm ứng từ,nhưng chỉ thực hiện trên khuôn mặt phẳng có độ dày 30 mm là không sát với thực tế sản xuất.
Trong ngành nhựa Việt Nam hiện nay chỉ quan tâm đến vấn đề giải nhiệt cho khuôn để thời gian sản xuất là nhỏ nhất.Ngược lại,quá trình gia nhiệt cho khuôn vẫn chưa được quan tâm đúng mức.Do đó,ngành nhựa Việt Nam chỉ sản xuất những sản phẩm đơn giản,chất lượng thấp,chủ yếu ở hàng tiêu dùng. Đây cũng là một trong những nguyên nhân làm chậm sự phát triển của ngành nhựa Việt Nam. Để khắc phục hiện tượng này, mô hình cuộn dây gia nhiệt trên khuôn nhiều sản phẩm được đề xuất nhằm nâng cao tính cạnh tranh và sự phát triển của ngành nhựa Việt Nam.
1.2 MỤC ĐÍCH CỦA ĐỀ TÀI:
Như đã nêu ở trên, hiện nay ngành nhựa Việt Nam có xu hướng nghiên cứu ứng dụng công nghệ mới vào trong sản xuất, nhất là phương pháp gia nhiệt khuôn để có thể sản xuất ra những sản phẩm có chất lượng cao,khối lượng cực nhỏ. Đã có những công ty áp dụng gia nhiệt khuôn bằng cảm ứng từ,nhưng chỉ áp dụng trên khuôn một sản phẩm .Chưa có công ty nào tại Việt Nam áp dụng gia nhiệt khuôn bằng cảm ứng từ trên khuôn có nhiều sản phẩm Một trong các nguyên nhân khiến kỹ thuật công nghệ này chưa được ứng dụng rộng rãi ở Việt Nam là vì các công ty của Việt Nam chưa làm chủ được công nghệ này, chưa nắm được quy trình vận hành, chưa có đội ngũ các kỹ thuật viên được đào tạo bài bản về công nghệ. Và trên hết, hệ thống thiết bị chưa được trang bị đầy đủ, đáp ứng được yêu cầu của thực tiễn sản xuất.
Đón đầu và hòa nhập với xu hướng nghiên cứu trên thế giới nêu trên, đề tài này sẽ nghiên cứu ứng dụng cảm ứng từ vào quá trình gia nhiệt cho khuôn ép phun nhựa, tên cụ thể của đề tài là “Nghiên cứu phân bố từ trường trong qui trình gia nhiệt cho khuôn phun ép nhựa với các hình dạng khác nhau của cuộn dây”.
Việc nghiên cứu và ứng dụng thành công đề tài này sẽ mang lại khả năng đưa vào ứng dụng trong sản xuất một công nghệ tiên tiến có các khả năng sau:
- Thời gian gia nhiệt ngắn hơn loại gia nhiệt cảm ứng đặt bên ngoài khuôn.
- Tiết kiệm được năng lượng điện(do gia nhiệt đúng những vị trí cần gia nhiệt).
- Hạn chế sản phẩm lỗi(đặc biệt là sản phẩm cần có độ chính xác về khối lượng).
- Giúp doanh nghiệp có thể sản xuất đa dạng sản phẩm.
- Hạ giá thành sản phẩm do giảm được sản phẩm lỗi.
Các công ty có thể ứng dụng công nghệ này một cách có hiệu quả như công ty sản xuất nhựa,công ty chế tạo cuộn dây cho máy tôi cao tần.
1.3 NHIỆM VỤ VÀ GIỚI HẠN CỦA ĐỀ TÀI:
1.3.1 Nhiệm vụ của đề tài:
- Nghiên cứu cơ sở lý thuyết của cảm ứng điện từ,
- Phân tích các yếu tố ảnh hưởng đến biến dạng đường sức từ.
- Xác định các thông số cơ bản của quá trình gia nhiệt.
- Tốc độ gia nhiệt đủ nhanh(sau 5-10 giây ,nhiệt độ bề mặt khuôn đạt tới nhiệt độ >100oC).
- Xây dựng mô hình và thực nghiệm đối với lòng khuôn có nhiều sản phẩm.
- Kiểm tra nhiệt độ.
1.3.2 Giới hạn của đề tài:
- Nghiên cứu trên một loại khuôn.
- Chỉ nghiên cứu trên vật liệu thép cácbon thấp(thép C45).
- Khuôn nghiên cứu có kích thước trung bình 128x128x40 mm3
1.4 PHƯƠNG PHÁP NGHIÊN CỨU:
1.4.1. Cách tiếp cận
Sử dụng phương pháp định lượng trong quá trình tính toán,phân tích mô phỏng kết hợp với thực nghiệm nhằm kiểm chứng kết quả.
1.4.2.Phương pháp nghiên cứu
Để thực hiện đạt mục đích của đề tài, người thực hiện đã sử dụng một số phương pháp nghiên cứu sau:
- Tổng hợp tài liệu;
- Phân tích và biên dịch tài liệu liên quan tới kỹ thuật gia nhiệt cho khuôn ép nhựa, xây dựng mô hình mô phỏng;
- Xây dựng mô hình thực nghiệm và tiến hành thực nghiệm (có sử dụng quy hoạch thực nghiệm).Dựa trên các kết quả và thất bại trong thực nghiệm,lựa chọn được cấu hình phù hợp,tối ưu hóa được quy trình thu thập kết quả thí nghiệm.
-Dựa trên các kết quả về mô phỏng và thực nghiệm so sánh các yếu tố: phân bố nhiệt trên bề mặt khuôn,giá trị nhiệt độ cao nhất của quá trình gia nhiệt khuôn.
1.5 Kế hoạch thực hiện
Kế hoạch thực hiện luận văn được trình bày tóm tắt trong bảng 1.1
|
STT |
Nội dung công việc |
Thời gian thực hiện |
Ghi chú |
|
1 |
Tổng quan |
09/2015 |
|
|
2 |
Quá trình gia nhiệt theo phương pháp cảm ứng từ |
10/2015 - 11/2015 |
|
|
3 |
Phương pháp và thiết bị thí nghiệm |
1/2016 - 03/2016 |
|
|
4 |
Mô phỏng và thí nghiệm quá trình gia nhiệt bằng cảm ứng từ |
02/2016 - 03/2016 |
|
|
5 |
Kết luận và hướng phát triển |
03/2016 |
|
Bảng 1-1 Kế hoạch thực hiện luận văn
Chương 2. CƠ SỞ LÝ THUYẾT
Để ứng dụng công nghệ gia nhiệt bằng cảm ứng từ vào trong sản xuất thì vấn đề cần quan tâm trước tiên là phải nắm vững những yếu tố ảnh hưởng đến năng suất và hình dạng cuộn dây.
2.1 CẢM ỨNG TỪ VÀ PHƯƠNG PHÁP TÍNH.
2.1.1 Cảm ứng từ.
Hình 2.1: Sơ đồ nguyên lý gia nhiệt cảm ứng
(Nguồn:Ambrell Company)
Tất cả các ứng dụng hệ thống cảm ứng nhiệt (IH) được phát triển bằng cách sử dụng cảm ứng điện từ, đầu tiên được phát hiện bởi Michael Faraday năm 1831. Cảm ứng từ dùng để chỉ các hiện tượng mà dòng điện biến thiên trong một mạch kín sinh ra dòng điện có tần số biến thiên tương ứng trong mạch khác bên cạnh nó. Các nguyên tắc cơ bản của gia nhiệt cảm ứng, đó là một hình thức ứng dụng các phát hiện của Faraday, là một dòng điện xoay chiều có tần số f đi qua một cuộn dây thì từ trường nó sinh ra ảnh hưởng đến mạch thứ cấp nằm gần nó. Phát hiện của Faraday đã dẫn đến sự phát triển của động cơ điện, máy phát điện, máy biến áp, và các thiết bị truyền thông không dây. Ứng dụng của nó đã không được hoàn mỹ. Tổn thất nhiệt, xảy ra trong quá trình gia nhiệt cảm ứng, đã được một nhức đầu lớn, phá hoại chức năng tổng thể của hệ thống. Các nhà nghiên cứu đã tìm cách giảm thiểu sự mất nhiệt của các khung hình từ tính được đặt bên trong động cơ hoặc máy biến áp. Định luật Faraday đã làm đòn bẩy cho những khám phá về sau như định luật Lentz . Định luật này giải thích rằng dòng điện chạy ngược với hướng của sự thay đổi trong cảm ứng từ sinh ra nó.
Tổn thất nhiệt, xảy ra trong quá trình cảm ứng điện từ, có thể được biến thành năng lượng nhiệt trong một hệ thống sưởi ấm điện bằng cách áp dụng luật này. Nhiều ngành công nghiệp đã được hưởng lợi từ sự đột phá này bằng cách ứng dụng vào công nghệ xử lý bề mặt kim loại, và hàn. Trong các ứng dụng này, cảm ứng nhiệt dễ dàng thiết lập các thông số nhiệt mà không cần nguồn năng lượng bên ngoài bổ sung. Điều này làm giảm đáng kể sự mất nhiệt, trong khi duy trì một môi trường làm việc thuận tiện hơn.Không xảy ra tai nạn điện khi tiếp xúc với cuộn dây.
Nhu cầu đối với chất lượng tốt hơn, an toàn hơn, và các sản phẩm tiêu thụ năng lượng ít hơn là tăng. Sản phẩm dân dụng sử dụng gia nhiệt cảm ứng bao gồm nồi cơm điện tử và chảo. Sản phẩm công nghiệp như máy tôi cao tần, hiệu quả và nhanh chóng thu hút nhiều khách hàng hơn.
Gia nhiệt cảm ứng bao gồm ba yếu tố cơ bản: cảm ứng điện từ, hiệu ứng da(bề mặt), và truyền nhiệt. Các lý thuyết cơ bản của gia nhiệt cảm ứng cũng tương tự như một máy biến áp. Phôi đóng vai trò là cuộn dây thứ cấp có 1 vòng dây,nên dòng điện bên trong nó rất lớn.
Hình 2.2: Sơ đồ nguyên lý gia nhiệt cảm ứng tương tự như máy biến áp
(Nguồn:Fairchid Semiconductor Corporation)
2.1.2 Phương pháp tính
Khi dòng điện xoay chiều đi vào một cuộn dây,thì xuất hiện từ trường bao bọc xung quanh cuộn dây.Từ thông được tính theo qui luật Ampere như sau:
∫Hdi=Ni=f;
Ø=µHA
Với H là cường độ từ trường
Ø là từ thông
A là tiết diện cuộn dây
N là số vòng của cuộn dây
Dòng điện Eddy trên bề mặt phôi đặt bên trong cuộn dây được tính như:
Với kết quả trên,năng lượng điện chuyển thành nhiệt năng do dòng điện cảm ứng và dòng điện Eddy được tính theo công thức sau:
Điện trở còn phụ thuộc vào điện trở suất và độ từ thẩm của phôi.
2.2 HIỆU ỨNG BỀ MẶT
Trong quá trình gia nhiệt cho bề mặt khuôn ,tùy theo tần số dòng điện sẽ xảy ra hiệu ứng bề mặt.Trong các nghiên cứu về cảm ứng từ,khi dòng điện có tần số càng cao,dòng điện cảm ứng trên vật cần gia nhiệt sẽ tập trung tại bề mặt.
2.2.1Một số vấn đề về hiệu ứng bề mặt.
2.2.1.1:Phương trình Maxwell
Công thức tính chiều sâu lớp gia nhiệt
Với:
r : Điện trở suất (Resistivity) [W.m]
µ : Độ ngấm từ (Magnetical permeability) [H/m]
f : Tần số (Frequency) [Hz]
Theo như công thức trên, độ ngấm từ phụ thuộc vào tính chất vật liệu của vật cần gia nhiệt và tần số dòng điện. Do đó, với cùng loại vật liệu, hiệu suất và chiều dày của lớp gia nhiệt có thể được thay đổi thông qua việc điều chỉnh tần số của dòng điện. Với các loại vật liệu từ tính thấp, như đồng (Cu) và nhôm (Al), độ ngấm từ (Magnetical permeability) thường là 1. Ngược lại, với các loại vật liệu sắt từ (Ferromagnetic material), như thép, độ thấm từ thường cao hơn rất nhiều. Do đó, khi gia nhiệt cho vật liệu sắt từ, nhờ hiệu ứng bề mặt, quá trình gia nhiệt sẽ tập trung tại bề mặt của vật cần gia nhiệt. Vì vậy, hiệu suất của quá trình gia nhiệt sẽ nâng cao đáng kể.
Hình 2.3:Phân bố từ trường(hình trái) và mật độ dòng điện trên bề mặt(hình phải)
(Nguồn:Tiến sĩ Wei shen)
2.2.1.2 :Năng lượng từ trường
Năng lượng điện qua cuộn dây sẽ trở thành năng lượng từ trường
2.2.2 Ứng dụng trong công nghiệp.
Hiện nay,trong các nhà máy sản xuất thép tấm đã ứng dụng hiệu ứng bề mặt để làm nóng tấm thép trước khi dập định hình.Cuộn dây được lắp bên trên tấm thép , sẽ gia nhiệt tấm thép đến một nhiệt độ nhất định.
Công nghệ gia nhiệt cảm ứng từ cũng được áp dụng trong công nghiệp sản xuất đồ điện gia dụng.
- 3. KHUÔN ÉP NHỰA
Hình 2.4: Bộ khuôn ép nhựa gồm khuôn dương và khuôn âm
(Nguồn :Công ty Roctool)
- Khuôn là một dụng cụ dùng để định hình cho một sản phẩm nhựa. Nó được thiết kế sao cho có thể được sử dụng cho một số lượng lớn chu trình để gia công ra sản phẩm thỏa mãn yêu cầu cho trước.
- Vật liệu chế tạo khuôn có thể là thép cứng, thép tôi, hợp kim,.… Việc chọn vật liệu nào để chế tạo khuôn tùy thuộc vào khả năng kinh tế. Thông thường, khuôn làm từ vật liệu thép tiêu tốn nhiều chi phí hơn nhưng cho tuổi thọ cao, có thể bù đắp chi phí ban đầu.
- Kích thước và kết cấu của khuôn phụ thuộc vào kích thước và hình dáng của sản phẩm. Số lượng sản phẩm cần được chế tạo ra từ một bộ khuôn (số lần ép, số sản phẩm trong một lần ép,…) là một yếu tố rất quan trọng cần xét tới trong quá trình thiết kế khuôn. Đối với dạng sản xuất nhỏ thì không cần đến loại khuôn có nhiều lòng khuôn hoặc có kết cấu đặc biệt. Các yếu tố đó có ảnh hưởng trực tiếp tới giá thành của khuôn cũng như là giá thành của sản phẩm cần chế tạo trên khuôn đó.
- Khuôn gia công sản phẩm nhựa là một cụm gồm nhiều chi tiết lắp ghép lại với nhau, được chia ra làm hai phần khuôn chính là:
+ Phần lòng khuôn (cavity): Là phần khuôn cố định, được gá trên tấm cố định của máy ép nhựa.
+ Phần lõi (core): Là phần khuôn di động, được gá trên tấm di động của máy ép nhựa.
- Khi ép, nhựa dẻo sẽ được điền đầy vào lòng khuôn. Sau đó, nhựa được làm nguội và được lấy ra khỏi lòng khuôn bằng hệ thống đẩy sản phẩm hay được lấy bằng tay. Sản phẩm sẽ mang hình dạng của lòng khuôn.
Hình 2.5: Khuôn có 4 lòng khuôn
- Có các loại khuôn phổ biến như khuôn 2 tấm, khuôn 3 tấm, khuôn nhiều tầng. Tùy thuộc vào quy mô sản xuất và các yếu tố khác mà ta chọn loại khuôn phù hợp.
2.3.1. Phân loại khuôn ép phun
- Phân loại theo số tầng lòng khuôn:
+ Khuôn 1 tầng
+ Khuôn nhiều tầng
- Phân loại theo kênh dẫn:
+ Khuôn dùng kênh dẫn nguội (Cold Runner).
+ Khuôn dùng kênh dẫn nóng (Hot Runner).
- Phân loại theo cách bố trí kênh dẫn:
+ Khuôn 2 tấm
+ Khuôn 3 tấm
- Phân loại theo số màu nhựa tạo ra sản phẩm:
+ Khuôn cho sản phẩm 1 màu.
+ Khuôn cho sản phẩm nhiều màu.
Tùy theo công suất máy mà người ta có khuôn một lòng khuôn ,hoặc nhiều lòng khuôn.Các lòng khuôn có thể bố trí theo hình vuông,hình chữ nhật và hình tròn.
(a)
(b) (c)
Hình 2.6: Khuôn một lòng khuôn(a),Khuôn bốn lòng khuôn sắp xếp hình chữ nhật(b),Khuôn muỗng nhiều lòng khuôn bố trí hình tròn(c).
2.3.2 Sơ lược về chu trình ép phun .
Một chu trình ép phun thường rất ngắn, từ 2 giây đến 2 phút, gồm 4 chu trình sau:
- Kẹp – Trước khi ép vật liệu vào khuôn, hai nửa khuôn phải đóng lại. Một nửa khuôn được gắn trên máy ép, nửa còn lại gắn với bộ phận di động trên máy ép. Bộ phận kẹp đẩy hai nửa khuôn với nhau và tạo sức ép đủ lớn để đảm bảo khuôn luôn kín.
- Ép – Nhựa (thường là dạng hạt) được gia nhiệt đến trạng thái chảy và được nhanh chóng phun vào khuôn và điền đầy lòng khuôn.
- Làm nguội – Nhựa nóng chảy sau khi được phun vào khuôn bắt đầu nguội ngay khi tiếp xúc với bề mặt lòng khuôn. Khi nhựa nguội, nó sẽ đông đặc theo hình dạng của lòng khuôn.
- Tháo khuôn – Sau một khoảng thời gian, bộ phận di động của máy ép gắn với một nửa khuôn sẽ mở khuôn ra. Khi khuôn được mở ra, một cơ cấu được sử dụng để lấy phần sản phẩm đã nguội ra ngoài. Và sau đó nửa khuôn di động đó được đẩy vào lại để chuẩn bị cho chu trình ép tiếp theo.
2.4. CÁC KHUYẾT TẬT KHI ÉP
- Giống như tất cả các quy trình công nghiệp khác, ép phun có thể tạo các sản phẩm không hoàn thiện. Trong lĩnh vực ép phun, xử lý sự cố thường được thực hiện bằng cách kiểm tra bộ phận bị lỗi cho các khuyết tật cụ thể và giải quyết những khuyết tật. Trước khi sản xuất hàng loạt, chúng ta thường ép thử sản phẩm để dự đoán các khuyết tật có thể xảy ra và xác định các thông số kỹ thuật phù hợp.
- Một số khuyết tật có thể xảy ra khi ép, nguyên nhân và cách khắc phục:
|
Tên khuyết tật |
Mô tả |
Nguyên nhân |
Khắc phục |
|
Nứt |
Dạng các vân trắng do khuếch tán ánh sáng |
- Ngoại lực lấy sản phẩm. - Nhiệt độ khuôn quá thấp, không đều. - Do kết cấu sản phẩm gây ứng suất. |
- Giảm lực tác động lên sản phẩm. - Tăng nhiệt độ bề mặt khuôn. - Xem xét thiết kế để cải thiện tính chảy. |
|
Vết cháy |
Sản phẩm có các vết cháy đen |
- Áp suất phun cao. - Nhiệt độ nhựa cao. - Không khí bị kẹt lại trong khuôn. |
- Giảm áp suất phun. - Giảm nhiệt độ nhựa. - Kiểm tra hệ thống thoát khí. |
|
Thiếu nhựa |
Nhựa không điền đầy khuôn |
- Thiếu nhựa. - Tốc độ phun hoặc áp suất quá thấp. - Thiếu lỗ thoát khí. |
- Tăng thể tích phun. - Tăng tốc độ hoặc áp suất phun. - Kiểm tra hệ thống thoát khí. |
|
Bọt khí |
Các lỗ bên trong sản phẩm |
- Điền quá nhanh, không khí không thoát kịp. - Hệ thống thoát khí chưa tốt. |
- Giảm tốc độ phun để không khí có đủ thời gian thoát ra ngoài. - Kiểm tra hệ thống thoát khí. |
|
Bavia |
Phần nhựa dư |
- Khuôn không khép kín. - Lực kẹp quá thấp. - Áp suất phun, tốc độ phun quá cao. |
- Kiểm tra và sửa các lỗi của khuôn. - Tăng lực kẹp khuôn. - Giảm áp suất phun, tốc độ phun. |
|
Đường hàn |
Đường nhỏ ở mặt sau của lõi, nơi hai dòng chảy gặp nhau |
Sự hợp nhất của hai dòng chảy nhựa.
|
- Dùng nhựa độ nhớt thấp. - Tăng nhiệt độ nhựa, nhiệt độ bề mặt khuôn. |
|
Cong vênh |
Sản phẩm bị biến dạng hoặc xoắn |
- Lấy sản phẩm quá sớm, nhiệt độ nhựa cao. - Co rút không đều giữa các phần. |
- Tăng thời gian làm nguội sản phẩm. - Kiểm tra thiết kế sản phẩm. |
|
Xước bề mặt |
Bề mặt bị tách thành từng miếng |
Ứng suất trượt cao. |
Tăng nhiệt độ, giảm tốc độ phun. |
|
Nếp nhăn bề mặt |
Phần biến dạng do dòng chảy bị rối |
- Nhiệt độ khuôn quá cao. - Cổng vào nhựa thiết kế không tốt (quá lớn hoặc quá nhỏ). |
- Giảm nhiệt độ khuôn. - Kiểm tra thiết kế cổng vào, kênh dẫn…. |
Bảng 2-1 Các khuyết tật , nguyên nhân và cách xử lý
2.5. CÁC THÔNG SỐ ÉP
2.5.1. Nhiệt độ
Nhiệt độ là một trong những thông số cơ bản trong quá trình ép, ảnh hưởng trực tiếp đến chất lượng sản phẩm nhựa, tuổi thọ bộ khuôn ...
2.5.1.1. Nhiệt độ nhựa
- Mỗi loại nhựa có một khoảng nhiệt độ mà tại đó nhựa được ép cho ra kết quả tốt nhất.
- Nhiệt độ nhựa có được là nhờ nhiệt độ cài đặt trên nòng và ma sát do quay trục vít, thường được chia thành nhiều vùng để dễ kiểm soát:
+ Nhiệt độ sau nòng (Barrel Rear Temperature)
+ Nhiệt độ giữa nòng (Barrel Middle Temperature)
+ Nhiệt độ đầu nòng (Barrel Front Temperature)
+ Nhiệt độ đầu phun (Nozzle Temperature)
- Nhiệt độ của nhựa thay đổi trong suốt quãng đường nhựa chảy (đi từ đầu phun của máy ép cho đến lòng khuôn). Quá trình thay đổi nhiệt độ này là do ma sát giữa nhựa dẻo và thiết bị, do sự truyền nhiệt từ nhựa qua các tấm khuôn hoặc qua môi trường bên ngoài.
Bảng 2. 2: Nhiệt độ xylanh và nhiệt độ khuôn tương ứng từng loại nhựa
Tên nguyên liệu |
Nhiệt độ xylanh (oC) |
Nhiệt độ khuôn (oC) |
|||
|
Đầu phun |
Đầu vít |
Giữa vít |
Cuối vít |
||
|
PEHD |
200 |
190 |
180 |
170 |
40 – 60 |
|
PELD |
180 |
170 |
160 |
150 |
40 – 60 |
|
PP |
200 |
190 |
180 |
170 |
55 – 65 |
|
PS |
210 |
200 |
190 |
180 |
40 – 60 |
|
PSHI |
220 |
210 |
200 |
190 |
50 – 60 |
|
ABS |
220 |
210 |
200 |
190 |
50 – 60 |
|
PC |
280 |
270 |
260 |
250 |
90 – 120 |
|
PVC cứng |
180 |
170 |
160 |
150 |
45 – 60 |
|
PVC mềm |
190 |
180 |
170 |
160 |
45 – 60 |
2.5.1.2. Nhiệt độ khuôn
- Bên cạnh nhiệt độ nhựa, nhiệt độ khuôn cũng là một yếu tố cần lưu ý vì nó ảnh hưởng đến một số tính chất của nhựa cũng như chất lượng sản phẩm.
- Nhiệt độ khuôn được làm mát bằng các hệ thống làm nguội, nhiệt độ khuôn cần phải đồng nhất trong cả bộ khuôn.
Bảng 2. 3: Nhiệt độ nhựa và khuôn khi ép
Vật liệu |
Nhiệt độ nhựa (oC) |
Nhiệt độ khuôn (oC) |
|
ABS |
200 – 260 |
40 – 60 |
|
ABS + 20% GF |
200 – 260 |
70 – 110 |
|
PA (Nylon) |
200 – 320 |
80 – 120 |
|
PA + 20% GF |
200 – 320 |
90 – 100 |
|
PA + 34% GF |
200 – 320 |
90 – 120 |
|
PBT |
200 – 270 |
90 – 120 |
|
PBT + 30% GF |
260 – 270 |
90 – 120 |
|
PC |
280 – 320 |
90 – 120 |
|
PC + 20% GF |
280 – 320 |
100 – 150 |
|
PET |
260 – 300 |
80 – 120 |
|
PET + 35% GF |
260 – 300 |
90 – 130 |
|
POM (Acetal) |
190 – 210 |
50 – 100 |
|
POM + 25% GF |
190 – 210 |
70 – 110 |
|
PP |
160 – 260 |
55 – 65 |
|
PP + 20% GF |
190 – 210 |
60 – 70 |
|
PPS |
300 – 340 |
60 – 140 |
|
PPS + 30% GF |
300 – 340 |
120 – 140 |
|
PPS + 50% GF |
300 – 340 |
140 – 160 |
|
PS |
200 – 300 |
40 – 60 |
|
PVC |
180 – 210 |
45 – 60 |
2.5.1.3. Ảnh hưởng của nhiệt độ
- Nhiệt độ thay đổi sẽ làm thay đổi độ nhớt của nguyên liệu. Khi nhiệt độ tăng, độ nhớt của vật liệu sẽ giảm, nhựa dẻo sẽ điền đầy nhanh hơn và ngược lại.
- Nhiệt độ ảnh hưởng đến khả năng nén ép vật liệu vào khuôn. Nhiệt độ càng cao, khả năng sản phẩm bị bavia càng lớn.
- Nhiệt độ ảnh hưởng đến thời gian làm nguội sản phẩm. Nhiệt độ cao, thời gian làm nguội sẽ lâu hơn, chu kỳ ép dài hơn, năng suất thấp hơn làm giá thành sản phẩm tăng cao.
2.5.1.4. Một số khuyết tật do nhiệt độ gây ra
- Sản phẩm bị bavia (nhiệt độ cao).
- Sản phẩm không điền đầy (nhiệt độ thấp).
- Sản phẩm có vết lõm (nhiệt độ cao).
2.6 QÚA TRÌNH TRUYỀN NHIỆT
2.6.1 Dẫn nhiệt .
Dẫn nhiệt là sự truyền động năng giữa các nguyên tử hay phân tử lân cận mà không kèm theo sự trao đổi phần tử vật chất. Hình thức trao đổi nhiệt luôn diễn ra từ vùng có mức năng lượng cao hơn (với nhiệt độ cao hơn) đến vùng có mức năng lượng thấp hơn (với nhiệt độ thấp hơn). Sự truyền nhiệt trong kim loại thông qua sự chuyển động của các electron cũng là sự dẫn nhiệt.
2.6.2 Bức xạ nhiệt
Bức xạ nhiệt là sự trao đổi nhiệt thông qua sóng điện từ. Bức xạ nhiệt có thể truyền qua mọi loại vật chất cũng như qua chân không. Tất cả các vật thể có nhiệt độ lớn hơn độ không tuyệt đối (0 Kelvin) đều bức xạ nhiệt. Trong bức xạ nhiệt, dòng nhiệt không chỉ truyền từ nơi nóng sang nơi lạnh mà còn theo chiều ngược lại.
2.6.3 Đối lưu nhiệt
Định nghĩa và phân loại
Trao đổi nhiệt đối lưu, hay còn gọi là tỏa nhiệt, là hiện tượng dẫn nhiệt từ bề mặt vật rắn vào môi trường chuyển động của chất lỏng hay chất khí.
Tùy theo nguyên nhân gây chuyển động chất lỏng, tỏa nhiệt được phân ra 2 loại:
- Tỏa nhiệt tự nhiên là hiện tượng dẫn nhiệt vào chất lỏng chuyển động tự nhiên,
luôn xảy ra trong trường trọng lực khi nhiệt độ chất lỏng khác nhiệt độ bề mặt.
2.7 TỔNG QUAN VỀ VẬT LIỆU CHẾ TẠO KHUÔN.[11]
2.7.1.Hợp kim Fe-C [Fe+Fe3C].
Hợp kim Fe-C được sử dụng rất rộng rãi trong chế tạo máy, trong xây dựng, giao thông vận tải…
2.7.1.1 Các tổ chức của hợp kim Fe-C:
* Sắt (Fe).
-Sắt là nguyên tố kim loại thuộc nhóm chuyển tiếp. Phụ thuộc và nhiệt độ; Fe tồn tại
các dạng thù hình sau:
-Các chỉ tiêu cơ tính:
+Độ bền:
σb =250 N/mm2.
σ02=120N/mm2.
+Độ dẻo:
δ = 50%.ψ = 85% .
+Độ cứng: HB=80 kG/mm2.
Khối lượng riêng γ = 7.8 (g / cm3).
ak =2500 kJ /m2 .
+Nhiệt độ là Tc=1539oC. Khi nung nóng vượt qua nhiệt độ này, Fe mất từ tính.
* Cácbon:
Là nguyên tố á kim thuộc nhóm 4 trong bảng hệ thống tuần hoàn, tồn tại ở các dạng
sau: Vô định hình: mọi loại than gỗ, than khoáng sản, được sử dụng chủ yếu làm nhiên liệu và một phần làm nguyên liệu.
*.Graphit:
Có kiểu mạng lục giác xếp lớp; thông số mạng a và c; a=2.5Ao, tỉ số =2.74.
-Tính chất: Lực liên kết hoá trị trong mỗi lớp khá lớn, còn giữa các lớp là lực hút phân tử Vanderwaal rất yếu.
+ σb =1-2 N/mm2 rất thấp, coi như không có độ bền.
+Hệ số ma sát bé cho nên khả năng chống mài mòn tốt (còn gọi là chất bôi trơn khô).
*.Kim cương tồn tại dưới kiểu mạng kim cương (tứ diện đa giác đều) độ cứng cao nhất.
-Tính chất: kim cương có độ cứng lớn nhất trong thang đo độ cứng.
2.7.1.2 Tương tác giữa Fe-C:
a. Tạo dung dịch rắn:
*.Dung dịch rắn xen kẽ của C trong Feα (ferit= Feα (C) =α =F).
-Có kiểu mạng lập phương thể tâm (tâm khối) có mật độ xếp thấp, có hai dạng điểm
trống: điểm trống 4 mặt và điểm trống 8 mặt.
+Điểm trống 4 mặt: có vị trí nằm ở 1/4 đường thẳng nối hai điểm giữa hai cạnh bên trên cùng một mặt bên, kích thước lỗ hổng lại rất nhỏ =0.221d (d là đường kính nguyên tử sắt), nên không thể chứa nguyên tử C.
+Điểm trống 8 mặt: có tâm điểm nằm ở giữa các mặt bên và ở giữa các cạnh bên. Có kích thước qúa nhỏ 0.154d nên không chứa nổi nguyên tử C.
-%C cực đại hòa tan vào Fe α là 0.02%, ở 727oC. Ở nhiệt độ thường là 0.006%. Chủ
yếu nằm ở biên giới hạt.
-Tính chất: độ cứng thấp, độ bền thấp, độ dẻo cao.
*.Dung dịch rắn xen kẽ của C trong Fe γ (austennit= Fe γ (C) = γ =A).
-Có kiểu mạng lập phương diện tâm, có ít điểm trống nhưng các điểm trống có kích
thước lớn. Trong mạng này có Điểm trống 4 mặt và điểm trống 8 mặt.
+Điểm trống 4 mặt: có tâm điểm nằm trên 1/4 các đường chéo khối có kích
thước là 0.225d.
+Điểm trống 8 mặt: có tâm điểm là trung tâm khối và ở giữa các cạnh bên, kích thước lỗ khá lớn 0.41d. Có thể hòa tan C dạng xen kẽ các lỗ hổng của khối 8 mặt. Trong thực tế độ hòa tan của C trong Fe γ cực đại là 2.14%, ở 1147oC. Ở 727oC hoà tan lớn nhất là 0.8%.
-Tính chất:chỉ tồn tại ở nhiệt độ lớn hơn 727oC. Độ bền cao, độ dẻo khá cao, độ cứng thấp.
b.Tạo Xementit: (Fe3C)
-Khi lượng C vượt quá giớn hạn hòa tan kể trên, C sẽ kết hợp với Fe tạo thành Fe3C
(Xementit).
-Xementit là pha không ổn định, dễ tạo thành nhưng trong một số điều kiện bị phân
hóa thành Fe và C.
-Tính chất: Độ cứng 800 HB, chống mài mòn tốt, độ giòn khá cao, có màu của xà cừ (ngọc trai).
2.7.2 .Giản đồ Trạng thái Fe-C:
2.7.2.1 Dạng giản đồ:
Hình 2.7: Giản đồ trạng thái Fe-C
2.7.2.2 Giải thích giản đồ:
*Các điểm đặc biệt:
|
Điểm |
Nhiệt độ oC |
%C |
Điểm |
Nhiệt độ |
%C |
|
A |
1539 |
0 |
H |
1499 |
0.1 |
|
B |
1499 |
0.5 |
J |
1499 |
0.16 |
|
C |
1147 |
4.3 |
K |
727 |
6.67 |
|
D |
1250 |
6.67 |
L |
0 |
6.67 |
|
E |
1147 |
2.14 |
N |
1392 |
0 |
|
F |
1147 |
6.67 |
P |
727 |
0.02 |
|
G |
911 |
0 |
Q S |
0 727 |
0.006 0.8 |
*.Các đường:
ABCD: là đường lỏng.
AHJECF: là đường rắn (đường đặc).
ECF=11470C không đổi là đường cùng tinh, với điểm C (4.3%C, 11470C): là điểm cùng tinh.
Tại to=11470C thì Lc→ (γE + XeF )=LeI (Lêđêburit một) là hỗn hợp cơ học cùng tinh của auxtennit và xementit. Tồn tại 7270C
SPK: là đường cùng tích, với điểm S (0.8%C, 7270C): là điểm cùng tích.
GS: đường bắt đầu từ γ →F khi nguội, cũng là đường kết thúc từ F→γ khi nung nóng.
ES: là đường giới hạn của C trong Fe γ (C) tạo thành auxtennit.
Bắt đầu γ →Xe II khi nguội hay kết thúc Xe II →γ khi nung nóng.
PQ: Đường giới hạn hòa tan của C trong F (Fe α ). Đường bắt đầu F→Xe III khi nguội hay kết thúc Xe III → F khi nung nóng.
*.Các phản ứng:
+Phản ứng cùng tinh xảy ra ở 11470C trong các hợp kim >2.14%C (đường ECF)
LC → (γ E+ Fe 3CF) .
+Phản ứng cùng tích xảy ra ở 7270C hầu như với mọi hợp kim (đường PSK)
P 3 K γ S →[ αP + Fe 3CK ].
2.7.2.2 .Thép:
a.Định nghĩa:
Thép là hợp kim của Fe-C mà nồng độ 0.02% b.Các loại thép: -Thép trước cùng tích với lượng C <0.8%, bên trái của điểm S, có tổ chức là ferit (sáng) +peclit (tối). Tổ chức tế vi của thép trước cùng tích là F+P. Theo quy tắc đòn bẩy, khi lượng C tăng lên thì trên tổ chức peclit (màu tối) tăng lên, còn phần ferit (màu sáng) giảm đi. Nếu Ferit không chứa C (hay quá ít từ 0.02%-0.05%) có thể coi là sắt nguyên chất với tổ chức chỉ có các hạt Ferit màu sáng. -Thép cùng tích với thành phần 0.8%C ứng với điểm S, có tổ chức peclit. -Thép sau cùng tích với thành phần ≥ 0.8%C (thường chỉ sử dụng tới 1.5% và cá biệt có thể đạt tới 2-2.14%C) ở bên phải điểm S có tổ chức peclit + xementit II (P +XeII), ở dạng lưới sáng bọc lấy peclit tấm. c .Các chuyển biến khi nung nóng thép. Cơ sở xác định chuyển biến khi nung: Cơ sở để nghiên cứu chuyển biến khi nung nóng thép là giản đồ pha Fe-C song chỉ giới hạn ở khu vực thép và trạng thái rắn. Ở nhiệt độ thường mọi thép đều cấu tạo bởi hai pha cơ bản: Ferit và Xementi. Hình 2.8: Đồ thị chuyển biến khi nung nóng liên tục 2.8 THIẾT KẾ CỦA CUỘN DÂY GIA NHIỆT. Trong quá trình gia nhiệt cho bề mặt khuôn,dòng điện cảm ứng trên bề mặt khuôn được tạo ra bởi từ trường thay đổi của dòng điện trong cuộn dây(coil).Do đó,với các thiết kế khác nhau của cuộn dây,từ trường sẽ thay đổi,và kết quả là phân bố nhiệt trên bề mặt lòng khuôn cũng sẽ khác nhau.Với thiết kế tốt,cuộn dây sẽ tạo ra vùng gia nhiệt hợp lý cho bề mặt khuôn,ngoài ra, hiệu suất của quá trình gia nhiệt sẽ tối ưu hơn. Nhìn chung,trong lĩnh vực gia nhiệt cho khuôn ép theo nguyên lý cảm ứng từ ,cuộn dây gia nhiệt (induction coil) thường được làm từ ống đồng với đường kính từ 5mm đến 14mm .Tùy theo từng loại khuôn và khu vực cần gia nhiệt,cuộn dây có thể một vòng (turn) hoặc nhiều vòng dạng xoắn ốc (helical) với tiết diện tròn (round) hoặc vuông (square) .Bên cạnh thông số về cuộn dây,khoảng cách giữa cuộn dây và bề mặt cần gia nhiệt cũng là một trong những thông số quan trọng .Nếu khoảng cách này nhỏ, hiệu suất của quá trình gia nhiệt sẽ lớn. 2.9 MỘT SỐ ĐẶC ĐIỂM NỔI BẬT CỦA QUÁ TRÌNH GIA NHIỆT THEO PHƯƠNG PHÁP CẢM ỨNG TỪ. - Quá trình gia nhiệt: + Do mật độ dòng điện(current density) tập trung tại bề mặt gia nhiệt nên quá trình gia nhiệt sẽ được thực hiện với tốc độ cao. + Với mục tiêu nâng nhiệt độ bề mặt khuôn lên giá trị cao (90oC đến 180oC) , phương pháp gia nhiệt bằng cảm ứng từ là một trong những phương pháp mang tính khả thi nhất. + Phương pháp gia nhiệt gia nhiệt bằng cảm ứng có thể dùng cho trường hợp cần gia nhiệt cục bộ tại một vùng nhỏ trên bề mặt khuôn. + Các trang thiết bị được dung trong quá trình gia nhiệt bằng cảm ứng có thể được tự động hóa dễ dàng. - Năng lượng : + Phương pháp gia nhiệt bằng cảm ứng từ mang tính hiệu quả cao về mặt năng lượng. Tuy nhiên,mức độ hiệu quả này phụ thuộc nhiều vào loại vật liệu cần gia nhiệt. ..................... - Thực nghiệm với cuộn dây có kích thước bằng kích thước hình dạng sắp xếp lòng khuôn thì nhiệt độ từng vùng phân bố tương đối đều . - Với các lòng khuôn sắp xếp theo hình chữ nhật hoặc hình vuông khi gia nhiệt bằng cuộn dây hình dạng xoắn vuông hoặc xoắn hình chữ nhật thì từ trường phân bố đều ở từng vùng( mặt phân khuôn,lòng khuôn,kênh dẫn nhựa). C .Thực nghiệm trên cuộn dây hình chữ nhật. Hình 5.26: Kết quả mô phỏng và kết quả thực nghiệm cuộn dây hình chữ nhật. Kết quả thực nghiệm: - Nhiệt độ tại mặt phân khuôn cao nhất 117oC. - Nhiệt độ tại lòng khuôn trung bình 65.7oC. - Nhiệt độ tại kênh dẫn nhựa 87oC. Kết luận: Nhiệt độ quá thấp nên không thể ứng dụng gia nhiệt khuôn. 5.3.3 Nhận xét., -Hình dáng cuộn dây gia nhiệt cảm ứng từ có ảnh hưởng rất lớn đến hiệu quả gia nhiệt,đến sự phân bố từ trường trong các lòng khuôn và sự phân bố nhiệt độ trên khuôn. -Kích thước cuộn dây phải phù hợp với kích thước hình dạng sắp xếp các lòng khuôn. -Qua thực nghiệm cho thấy khe hở giữa các ống dây nên chọn từ 0.8d đến 1.2d ,với d là đường kính ống đồng chế tạo cuộn dây.Để nhiệt phân bố đều và bề mặt gia nhiệt không có những vị trí bị quá nhiệt.Nếu khe hở nhỏ thì tốc độ gia nhiệt nhanh nhưng có những vị trí bị quá nhiệt.Còn khe hở lớn sẽ gây tổn thất nhiệt và nhiệt phân bố không đều. - Khuôn có hình dạng bố trí các lòng khuôn theo hình chữ nhật hoặc hình vuông nên sử dụng cuộn dây có hình dạng xoắn vuông góc để có sự phân bố từ trường đồng đều trong các lòng khuôn.Tương tự,các lòng khuôn bố trí hình tròn thì dùng cuộn dây có hình dạng xoắn tròn (spiral) sẽ đạt được sự phân bố đồng đều từ trường trong các lòng khuôn. Chương 6. KẾT LUẬN VÀ HƯỚNG PHÁT TRIỂN 6.1 Kết luận. Thông qua nghiên cứu này, các thông số và đặc điểm hình dạng của cuộn dây sử dụng trong quá trình gia nhiệt bằng cảm ứng từ đã được xem xét và phân tích. Với phương pháp mô phỏng và thực nghiệm kiểm chứng, các kết quả sau được rút ra: - Với thiết kế cuộn dây xoắn tròn(spiral), chênh lệch nhiệt độ giữa mô phỏng và thực nghiệm dao động trong khoảng 5,3 oC đến 12,5 oC. Tương tự, với thiết kế cuộn dây xoắn vuông góc, chênh lệch nhiệt độ giữa mô phỏng và thực nghiệm dao động trong khoảng 4,2oC đến 8,6 oC. - Các kết quả cho thấy phương pháp mô phỏng có thể dự đoán khá chính xác phân bố nhiệt độ trên ba vị trí (mặt phân khuôn,kênh dẫn nhựa,lòng khuôn). - Cả phương pháp mô phỏng và phương pháp thực nghiệm đều cho thấy cuộn dây dạng xoắn vuông góc gia nhiệt cho hình dạng bố trí lòng khuôn là vuông hoặc chữ nhật là tốt nhất.Tương tự ,sử dụng cuộn dây dạng xoắn tròn gia nhiệt cho những lòng khuôn bố trí hình tròn là tốt nhất. - Bằng phương pháp mô phỏng và thực nghiệm ta có thể nhận thấy: - Có thể ứng dụng trong sản xuất vì tổng thời gian rút tay máy mang cuộn dây và đóng khuôn từ 5 giây đến 7 giây. - Các loại hình dạng cuộn dây đã nghiên cứu chỉ phân bố từ trường đều ở từng vùng,nên nhiệt độ ở mỗi vùng có chênh lệch với nhau.Nhưng do sự truyền nhiệt trong khối rắn ,nên sau một thời gian ngừng gia nhiệt thì nhiệt độ trên khuôn tương đối đều nhau . 6.2 Hướng phát triển của đề tài Thông qua quá trình nghiên cứu về cuộn dây của phương pháp gia nhiệt bằng cảm ứng từ, bên cạnh những kết quả đã đạt được, hướng phát triển sau đây được đề xuất: - Nghiên cứu quá trình gia nhiệt bằng cảm ứng từ cho các bề mặt khuôn với cuộn dây đã được gắn lớp màng bằng vật liệu cản từ bên trên.Nhờ lớp màng cản từ, từ trường sẽ bị đẩy xuống bề mặt khuôn làm tăng tốc độ gia nhiệt. [1] Phạm Sơn Minh - Trần Minh Thế Uyên, Bài giảng Thiết Kế Chế Tạo Khuôn Ép Nhựa, Đại học Sư phạm Kỹ thuật TP.HCM. [2]PGS.TS Đặng Thành Trung,COMSOL –Nền tảng và ứng dụng trong mô phỏng số,Nhà xuất bản Đại học Quốc gia Thành phố Hồ Chí Minh. [3] H. L. Chen, S. C. Chen, W. H. Liao, R. D. Chien, Y. T. Lin, Effects of insert film on asymmetric mold temperature and associated part warpage during in-mold decoration injection molding of PP parts, International Communications in Heat and Mass Transfer 41 (2013) 34-40. [4] X. Xu, C. B. Park, J. W. S. Lee, X. Zhu, Advanced Structural Foam Molding Using a Continuous Polymer/Gas Melt Flow Stream, Journal of Applied Polymer Science 109 (2008) 2855–2861 [5] W. Wu, N. Yoon Lee, Two-layer microdevice for parallel flow-through PCRs employing plastic syringes for semi-automated sample injection and a single heater for amplification: Toward process simplification and system miniaturization, Sensors and Actuators B: Chemical, 181 (2013) 756-765. [6] G. Wang, G. Zhao, H Li, Y Guan, Research of thermal response simulation and mold structure optimization for rapid heat cycle molding processes, respectively, with steam heating and electric heating, Materials & Design 31 (1) (2010) 382-395. [7] S. C. Chen, H. M. Li, S. S. Hwang, H. H. Wang, Passive mold temperature control by a hybrid filming-microcellular injection molding processing, International Communications in Heat and Mass Transfer, 35 (7) (2008) 822-827. [8] A. Kumar, P. S. Ghoshdastidar, M.K Muju, Computer simulation of transport processes during injection mold-filling and optimization of the molding conditions, Journal of Materials Processing Technology, 120 (1–3) (2002) 438-449. [9] Injection molding handbookOsswald, Lih-Sheng Turng and Paul Gramann (Jun 1, 2008). [10] http://doc.edu.vn/tai-lieu/do-an-cong-nghe-duc-ep-phun-1433/ [11] Bài giảng vật liệu học của trường Đại Học Sư Phạm Kỹ Thuật Thành phố Hồ Chí Minh.
TÀI LIỆU THAM KHẢO






