LUẬN VĂN THẠC SĨ NGHIÊN CỨU THIẾT KẾ HỆ THỐNG TẠO MẪU NHANH SLS THEO MÔ ĐUN
NỘI DUNG ĐỒ ÁN
TÓM TẮT NGHIÊN CỨU THIẾT KẾ HỆ THỐNG TẠO MẪU NHANH SLS THEO MÔ ĐUN
Trong đời sống công nghiệp hiện nay, các thiết bị tạo mẫu nhanh đóng vai trò quan trọng , đảm bảo tạo ra dòng sản phẩm có mẫu mã đa dạng kiểu dáng khác nhau trong một thời gian ngắn nhất: thiết kế mẫu công nghiệp, tạo mẫu nhanh các sản phẩm đúc, các sản phẩm nhựa… để đưa sản phẩm nhanh ra thị trường. Đã góp phần quan trọng trong việc giảm thiểu thời gian, chi phí sản xuất và phân phối sản phẩm, vốn là yếu tố sống còn của nhà sản xuất. Mặt khác, nó cũng là điều kiện để nhà sản xuất tăng tính cạnh tranh, linh hoạt hơn, nhanh hơn trong việc đáp ứng nhu cầu đa dạng và phức tạp của khách hàng ( sản phẩm có chất lượng cao hơn, giá thành thấp hơn, mẫu mã đa dạng, công nghệ hiện đại và đảm bảo yêu cầu về môi trường và sức khỏe cho cộng đồng ,…).
Máy tạo mẫu nhanh SLS là một dạng của các thiết bị trong công nghệ tạo mẫu nhanh, được sử dụng trong nền công nghiệp thế giới đã hơn 10 năm , và ngày càng phát triển do các ưu điểm nổi bật của nó về thời gian , năng suất và tính hiệu quả. Từ đó, công tác nghiên cứu thiết kế các hệ thống tạo mẫu nhanh luôn được quan tâm, đặc biệt là đối với các hệ thống tạo mẫu nhanh SLS, có ưu điểm lớn có thể thiêu kết bột sắt và sản phẩm mẫu có thể sử dụng để lắp ráp các sản phẩm thay đổi linh hoạt. chiếm tỷ trọng lớn trong các ngành công nghiệp chủ đạo hiện nay.
Sau khi hội nhập WTO, Việt Nam, với các thế mạnh lâu năm trong ngành sản xuất các sản phẩm nhựa và các sản phẩm thủ công mỹ nghệ, chế tác các sản phẩm từ bột đá và các sản phẩm trong ngành công nghệ cao ưu tiên phát triển của Việt Nam, đòi hỏi phải tăng khả năng cạnh tranh của các doanh nghiệp trong nước trước các doanh nghiệp nước ngoài. Do đó việc nghiên cứu thiết kế các hệ thống tạo mẫu nhanh trong nước là rất cần thiết. Tuy nhiên với phương pháp thiết kế truyền thống thì không có khả năng đáp ứng được sự thay đổi nhanh chóng của thị trường. Vì vậy, tác giả xin chọn đề tài “ Nghiên cứu thiết kế hệ thống tạo mẫu nhanh SLS theo mô đun ” để nghiên cứu.
Sau một thời gian nghiên cứu hoàn thành đề tài, luận văn đã đạt được các kết quả như sau:
ABSTRACT
In today's industrial life, the rapid prototyping equipment plays an important role to ensure the product line creates various designs of different styles in a short time: industrial design, create rapid prototyping of molded products, plastic products ... to bring products to market faster. Have an important contribution in reducing the time and cost of production and distribution of products, which is a vital element of the manufacturer. On the other hand, it is also a condition for manufacturers more competitive, more flexible, faster to meet the needs of diverse and complex customer (products with higher quality, lower cost , various designs, modern technology and ensure environmental requirements and public health,...).
SLS rapid prototyping machine is a device in the form of rapid prototyping technology, which is used in industry, the world has more than 10 years, and growing due to its outstanding advantages in time, productivity and efficiency. Since then, research design and rapid prototyping systems is observed, especially for SLS rapid prototyping systems, has huge advantages can be sintered iron powder and products can form used to assemble the product change flexibility. large proportion of mainstream industry today.
After WTO accession, Vietnam, with the perennial strengths in manufacturing plastic products and handicrafts products, crafted from granite products and the products in the high-tech industry pros Vietnam's first development, requiring increased competitiveness of domestic firms before foreign enterprises. Therefore the design study of rapid prototyping systems in the country is essential. However, with traditional design methods are not capable to meet the rapidly changing market. Therefore, the authors would select the topic "Research Design SLS rapid prototyping systems in a modular way" to study.
1 / build process is calculated according to the modular design of the SLS
rapid prototyping system.
2 / Method of calculating a system designed for rapid prototyping SLS.
Mụclục
Chương 1 TỔNG QUAN .............................................................................1
1.1. Tổng quan về tình hình nghiên cứu, các kết quả nghiên cứu trong và ngoài nước đã vông bố...................................................................................................1
1.1.1. Đặt vấn đề......................................................................................1
1.1.2. Công nghệ tạo mẫu nhanh .............................................................1
1.1.2.1. Ưu, nhược điểm của phương pháp SLS .................................3
1.1.2.2. Vật liệu và các sản phẩm tạo ra từ công nghệ SLS ................4
1.1.3. Khái niệm về thiết kế sản phẩm theo môđun ................................5
1.1.4. Tình hình nghiên cứu ....................................................................5
1.1.4.1. Trong nước .............................................................................5
1.1.4.2. Ngoài nước .............................................................................9
1.2. Mục đích và ý nghĩa của đề tài ....................................................................10
1.2.1. Mục đích của đề tài .....................................................................10
1.2.2. Ý nghĩa của đề tài ........................................................................10
1.2.2.1. Ý nghĩa công nghệ ................................................................10
1.2.2.2. Ý nghĩa kinh tế .....................................................................11
1.2.2.3. Ý nghĩa xã hội.......................................................................11
1.3. Đối tượng và phạm vi nghiên cứu của đề tài ...............................................11
1.4. Phương pháp nghiên cứu .............................................................................11
1.5. Kết cấu của luận văn....................................................................................12
Chương 2 CƠ SỞ LÝ THUYẾT ................................................................13
2.1. Nguyên lý làm việc của thiết bị ...................................................................13
viii
2.2. Các Patent liên quan ....................................................................................14
2.2.1. Patent US 4,863,538 ....................................................................14
2.2.2. Patent số 5,658,412 .....................................................................15
2.2.3. Patent số 6,215,093 .....................................................................15
2.2.4. Patent số 6,554,600 .....................................................................16
2.2.5. Patent số 5,430,666 .....................................................................16
2.2.6. Patent số 5,427,733 .....................................................................17
2.3. Một số máy tạo mẫu nhanh SLS trên thị trường .........................................18
2.3.1. Hệ thống Sinterstation HiQ của 3D Systems ..............................18
2.3.2. Máy Sinterstation .......................................................................19
2.3.3. Máy HRPS-IV. Trung Quốc.......................................................20
2.4. Nghiên cứu các yếu tố ảnh hưởng trong quá trình tạo mẫu nhanh SLS ......20
2.4.1. Ảnh hưởng của việc gia nhiệt đến chất lượng của sản phẩm ......20
2.4.2. Ảnh hưởng của tốc độ quét đến khả năng thiêu kết vật liệu .......22
2.4.3. Ảnh hưởng về độ dày của lớp bột khi thiêu kết ..........................23
2.5. Nguyên tắc thiết kết sản phẩm theo môđun.................................................25
2.5.1. Phương pháp phân tích sản phẩm................................................26
2.5.2. Phương pháp phân loại ................................................................27
2.6. Phân tích đối tượng thiết kế .........................................................................32
2.6.1. Nguyên liệu bột thiêu kết ............................................................32
2.6.2. Mẫu sau khi gia công ..................................................................33
2.7. Phương án thiết kế sơ bộ .............................................................................33
2.7.1. Sơ đồ động của máy tạo mẫu nhanh SLS....................................3
2.7.2. Sơ đồ hệ thống điều khiển ...........................................................34
Chương 3 XÂY DỰNG QUY TRÌNH THIẾT KẾ THEO MÔĐUN, THIẾT KẾ HỆ THỐNG, LỰA CHỌN CÁC MÔĐUN........................................35
3.1. Phân tích nhiệm vụ thiết kế .........................................................................36
3.1.1. Thành lập nhóm thiết kế ..............................................................36
3.1.2. Phát biểu bài toán thiết kế hệ thống tạo mẫu nhanh SLS ............36
3.2. Lập kế hoạch thực hiện – biểu đồ thanh cho dự án thiết kế hệ thống tạo mẫu
nhanh SLS..........................................................................................................37
3.3. Xác định các yêu cầu kỹ thuật .....................................................................38
3.3.1. Xác định yêu cầu khách hang đối với hệ thống tạo mẫu nhanh
SLS .................................................................................................................38
3.3.2. Xác định các yêu cầu kỹ thuật của hệ thống tạo mẫu nhanh SLS
........................................................................................................................38
3.4. Đưa ra ý tưởng .............................................................................................39
3.4.1. Phân tích chức năng ....................................................................39
3.4.2. Đưa ra ý tưởng.............................................................................40
3.5. Đánh giá ý tưởng .........................................................................................42
3.6. Lựa chọn phương án thiết kế cụm cấp bột ..................................................46
3.7. Lựa chọn phương án thiết kế bàn nâng Z ....................................................48
3.8. Lựa chọn phương án và thiết kế hệ thống gia nhiệt ....................................50
3.9. Lựa chọn phương án hậu xử lý ....................................................................51
3.10. Sử dụng ma trận quyết định các ý tưởng thiết kế ......................................52
3.11. Xác định các đặc tính hệ thống (SLS) của hệ thống tạo mẫu nhanh SLS .55
3.12. Xác định ảnh hưởng của đặc tính hệ thống (SLS) lên các yêu cầu chức năng chung (GFR) của thệ thống tạo mẫu nhanh ..............................................60
3.13. Xác định hệ số tầm quan trọng của GFR của hệ thống tạo mẫu nhanh ....61
3.14. Thiết lập ma trận đồng dạng của hệ thống tạo mẫu...................................61
3.15. Hình thành các môđun của hệ thống tạo mẫu nhanh .................................75
Chương 4 TÍNH TOÁN THIẾT KẾ HỆ THỐNG MÁY...........................77
4.1. Các thông số ban đầu để tính toán ...............................................................77
4.2. Trình tự tính toán .........................................................................................78
4.3. Tính toán các thông số cho hệ thống tạo mẫu SLS .....................................86
4.4. Tính toán thiết kế cụm khung máy ..............................................................97
Chương 5 MÔ PHỎNG LẮP RÁP VÀ HOẠT ĐỘNG CỦA MÁY .........98
5.1. Phân tích tính toán thiết kế tổng thể máy ....................................................98
5.2. Phân tích thiết kế các cụm chức năng .........................................................98
Chương 6 KẾT LUẬN VÀ KIẾN NGHỊ.................................................114
6.1. Các nội dung đã thực hiện của luận văn ....................................................114
6.2. Kiến nghị hướng phát triển của luận văn ..................................................114
TÀI LIỆU THAM KHẢO ....................................................................................11
DANH MỤC CÁC KÝ HIỆU VÀ CHỮ VIẾT TẮT
|
Ký hiệu và chữ viết tắt |
Giải thích ý nghĩa |
Ghi chú |
|
RP |
Rapid Prototyping |
Công nghệ tạo mẫu nhanh |
|
SLS |
Selective Laser Sintering |
Công nghệ tạo mẫu nhanh SLS |
|
SLA |
Stereo Lithography Apparatus |
Công nghệ tạo mẫu nhanh SLA |
|
SGC |
Solid Ground Curing |
Công nghệ tạo mẫu nhanh SGC |
|
LOM |
Laminated Objective Manufacturing |
Công nghệ tạo mẫu nhanh LOM |
|
FDM |
Fuse Deposition Modeling |
Công nghệ tạo mẫu nhanh FDM |
DANH SÁCH HÌNH ẢNH
Hình 1-1. Sơ đồ công nghệ tạo mẫu nhanh................................................................2
Hình 1-2. Các sản phẩm tạo từ vật liệu bột polymer bằng công nghệ SLS ................4
Hình 1-3. Các sản phẩm tạo từ vật liệu bột kim loại bằng công nghệ SLS ................5
Hình 1-4. Cấy ghép sọ não..........................................................................................7
Hình 1-5. Máy tạo mẫu nhanh FDM 200mc [4] .........................................................8
Hình 1-6. Đế giày tạo mẫu nhanh ...............................................................................9
Hình 2-1. Nguyên lý hoạt động của thiết bị tạo mẫu nhanh SLS. .............................13
Hình 2-2. Patent US 4,863,538 .................................................................................15
Hình 2-3. Patent 5658412 .........................................................................................15
Hình 2-4. Patent số 6,215,093 ..................................................................................16
Hình 2-5. Patent số 6554600 ....................................................................................16
Hình 2-6. Patent số 5,430,666 ..................................................................................17
Hình 2-7. Patent số 542733 ......................................................................................18
Hình 2-8.Máy Sinterstation HiQ Sinterstation® Pro DM100 SLM System .............18
Hình 2-9.Sinterstation® Pro DM100........................................................................19
Hình 2-10. Máy HRPS-IV ........................................................................................20
H nh 2-11. Tạo mẫu sản phẩm bằng laser thiêu kết .................................................21
Hình 2-12. Biểu đồ lắp ráp máy tính cá nhân [...]....................................................26
Hình 2-13. Phân tích theo cấu trúc của hệ thống xe [...] .........................................27
Hình 2-14. Phân tích theo cấu trúc của bộ phận chuyên chở [...]............................27
Hình 2-15. Ma trận liên thuộc chi tiết-máy ..............................................................28
Hình 2-16. Bột thiêu kết và sản phẩm mẫu dạng nhựa [12].....................................32
Hình 2-17. Sản phẩm thiêu kết dạng kim loại ...........................................................33
Hình 2-18. Sơ đồ động của máy tạo mẫu nhanh SLS ...............................................33
Hình 2-19. Sơ đồ hệ thống điều khiển máy tạo mẫu nhanh SLS ...............................34
Hình 3-1. Quy tr nh thiết kế theo mô đun tổng quát .................................................35
Hình 3-2. Hệ thống tạo mẫu nhanh SLS ...................................................................40
Hình 3-3. Hệ thống tạo mẫu nhanh SLS ...................................................................41
Hình 3-4. Hệ thống cấp bột gia công SLS.................................................................41
Hình 3-5. Hệ thống cấp bột và gia nhiệt ...................................................................42
Hình 3-6. Sơ đồ động máy SLS .................................................................................43
Hình 3-7. Sơ đồ hệ thống kết cấu chung máy SLS theo phương án 1 .......................44
Hình 3-8.Sơ đồ hệ thống kết cấu chung máy SLS theo phương án 2 ........................45
Hình 3-9. Sơ đồ nguyên lý cấp bột nguyên liệu theo phương án 1 ...........................46
Hình 3-10. Sơ đồ nguyên lý cấp bột nguyên liệu theo phương án 2 .........................47
Hình 3-11. Sơ đồ nguyên lý hạ bàn Z theo phương án 1 ..........................................48
Hình 3-12. Sơ đồ nguyên lý bàn nâng Z theo phương án 2 ......................................49
Hình 3-13. Sơ đồ nguyên lý và hệ thống gia nhiệt cho mẫu theo phương án 1 ........50
Hình 3-14. Sơ đồ nguyên lý và hệ thống gia nhiệt cho mẫu theo phương án 2 ........51
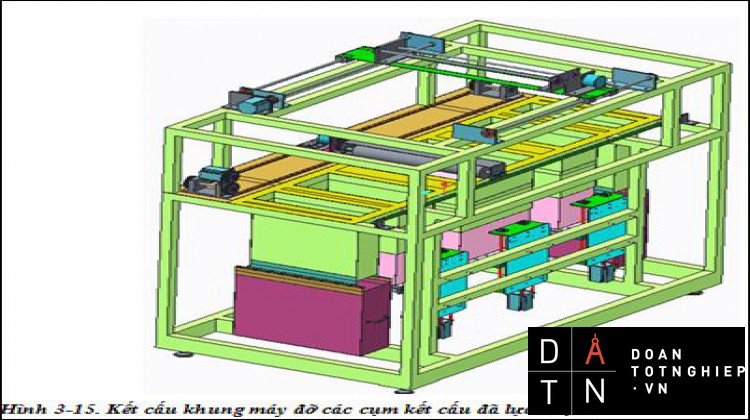
Hình 3-15. Kết cấu khung máy đỡ các cụm kết cấu đã lựa chọn..............................52
Hình 3-16. SLS các thùng dạng hộp .........................................................................54
Hình 3-17. Hệ thống lăn bột .....................................................................................54
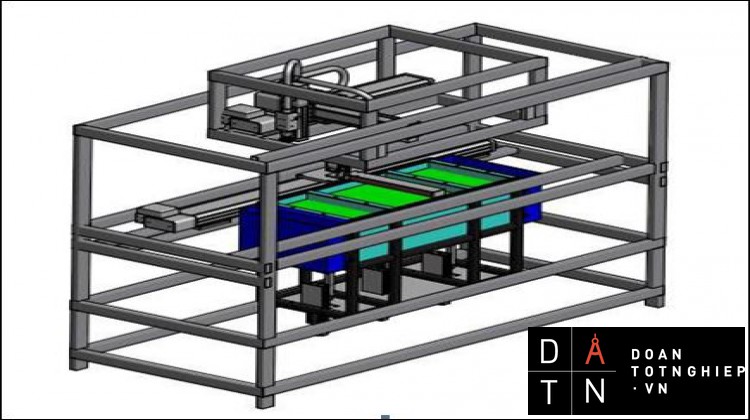
Hình 4-1. Kết cấu chung của hệ thống tạo mẫu nhanh SLS .....................................77
Hình 4-2. Mô h nh hóa cụm con lăn .........................................................................82
Hình 4-3. Nguyên lý hoạt động của cụm XY .............................................................83
Hình 4-4. Mô hình tính toán ( 2-3d)..........................................................................86
Hình 4-5. Cụm bàn nâng mẫu ...................................................................................86
Hình 4-6. Cụm cấp bột ..............................................................................................89
Hình 4-7. Mô h nh hóa cụm con lăn .........................................................................91
Hình 4-8. Nguyên lý hoạt động của cụm XY .............................................................93
Hình 4-9. Mô h nh cụm khung máy ...........................................................................97
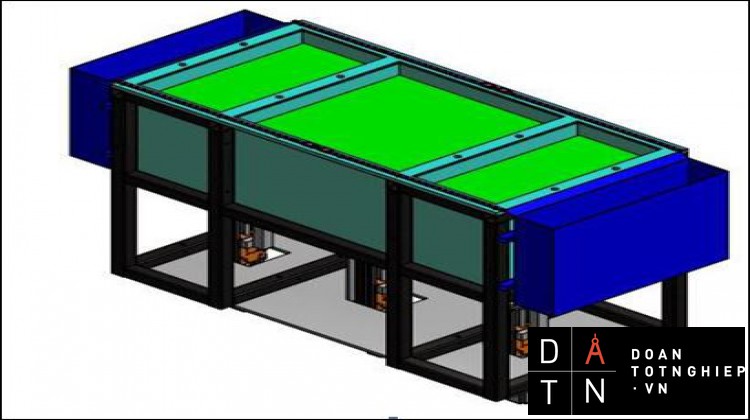
Hình 5-1. Mô h nh khung máy được thiết kế ...........................................................101
Hình 5-2.Xét định vị cố đinh là tại chân máy .........................................................101
Hình 5-3. Mô h nh đặt lực tác dụng lên khung máy tổng thể .................................102
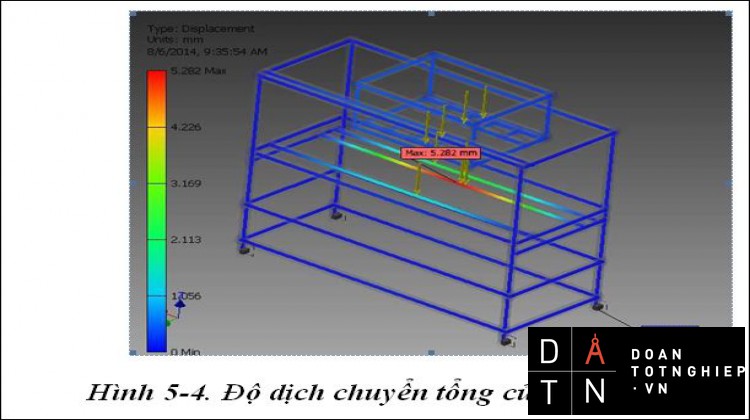
Hình 5-4. Độ dịch chuyển tổng của khung máy ......................................................104
Hình 5-5. Tổng lực tác dụng theo phương x ( Fx) ..................................................104
Hình 5-6. Tổng lực tác dụng theo phương y ( Fy) ..................................................105
Hình 5-7. Tổng momet tác dụng theo phương x ( Mx) ............................................106
Hình 5-8. Tổng momet tác dụng theo phương y ( My) ............................................106
Hình 5-9. Tổng momet tác dụng theo phương z ( Mz) ............................................107
Hình 5-10. Ứng suất pháp lớn nhất tác dụng lên toàn máy....................................108
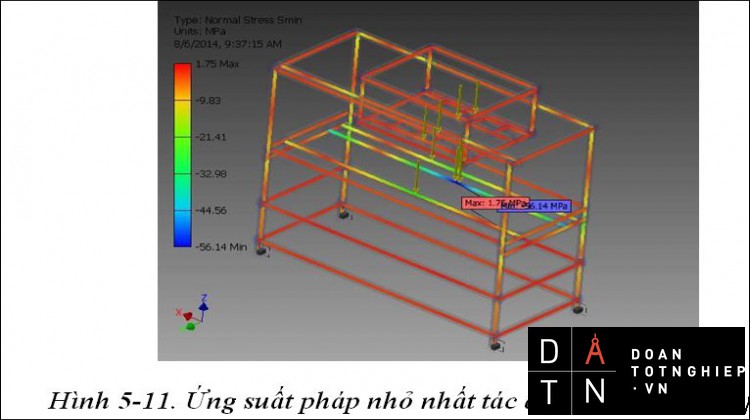
Hình 5-11. Ứng suất pháp nhỏ nhất tác dụng lên toàn máy ...................................108
Hình 5-12. Ứng suất uốn lớn nhất của trục x tác dụng lên toàn máy.....................109
Hình 5-13. Ứng suất uốn nhỏ nhất theo trục x tác dụng lên toàn máy ...................109
Hình 5-14. Ứng suất uốn lớn nhất của trục y tác dụng lên toàn máy.....................110
Hình 5-15. Ứng suất uốn nhỏ nhất theo trục y tác dụng lên toàn máy ...................110
Hình 5-16. Ứng suất tiếp theo trục x tác dụng lên toàn máy ..................................111
Hình 5-17. Ứng suất tiếp theo trục x tác dụng lên toàn máy ..................................111
Hình 5-18. Tổng hợp ứng suất tiếp tác dụng lên toàn máy.....................................112
DANH SÁCH BẢNG BIỂU
Bảng 2-1. Ảnh hưởng của một số thuộc tính của vật liệu đến khả năng thiêu kết....23
Bảng 2-2. Bảng tổng kết các yếu tố ảnh hưởng đến quá tr nh hoạt động của máy tạo
mẩu nhanh .................................................................................................................24
Bảng 3-1. So sánh phương án thiết kế cụm định vị nâng Z ......................................45
Bảng 3-2. So sánh phương án thiết kế cụm cấp bột nguyên liệu ..............................47
Bảng 3-3. So sánh phương án thiết kế bàn nâng Z ...................................................49
Bảng 3-4. So sánh phương án thiết kế hệ thống gia nhiệt ........................................51
Bảng 3-5. Mối quan hệ giữa các bộ phận theo đặc điểm cấu trúc và đặc điểm chức năng ...........................................................................................................................57
Bảng 3-6. Ma trận quan hệ giữa SLS và GFR của hệ thống tạo mẫu nhanh ...........60
Bảng 3-7. Ma trận đồng dạng chức năng .................................................................67
Bảng 3-8. Ma trận đồng dạng kết cấu ......................................................................74
Bảng 3-9. Ma trận đồng dạng tổng hợp....................................................................74
Bảng 5-1. Bảng chi tiết tính toán chọn và chi tiết mua.............................................98
Bảng 5-2. Thông số lựa chọn sử dụng trong quá tr nh tính toán phân tích .............99
Bảng 5-3. Lực tác dụng lên khung khi đưa vào tính toán bền ................................100
Bảng 5-4. Phản lực và momen tại chân đế [19] .....................................................102
Bảng 5-5. Kết quả phân tích tĩnh ............................................................................103
Bảng 5-6. Độ dịch chuyển tổng của khung máy .....................................................104
Bảng 5-7. Tổng lực tác dụng theo phương x ( Fx) ..................................................104
Bảng 5-8. Tổng lực tác dụng theo phương y ( Fy) ..................................................105
Bảng 5-9. Tổng lực tác dụng theo phương z ( Fz) ..................................................105
Bảng 5-10. Tổng momet tác dụng theo phương x ( Mx) .........................................106
Bảng 5-11. Tổng momet tác dụng theo phương y ( My) .........................................106
Bảng 5-12. Tổng momet tác dụng theo phương z ( Mz) ..........................................107
Bảng 5-13. Ứng suất pháp lớn nhất tác dụng lên toàn máy ...................................108
Bảng 5-14. Ứng suất pháp nhỏ nhất tác dụng lên toàn máy ..................................108
Bảng 5-15. Ứng suất uốn lớn nhất của trục x tác dụng lên toàn máy ....................109
Bảng 5-16. Ứng suất uốn nhỏ nhất theo trục x tác dụng lên toàn máy ..................109
Bảng 5-17. Ứng suất uốn lớn nhất của trục y tác dụng lên toàn máy ....................110
Bảng 5-18. Ứng suất uốn nhỏ nhất theo trục y tác dụng lên toàn máy ..................110
Bảng 5-19. Ứng suất tiếp theo trục x tác dụng lên toàn máy .................................111
Bảng 5-20. Ứng suất tiếp theo trục x tác dụng lên toàn máy .................................111
Bảng 5-21. Tổng hợp ứng suất tiếp tác dụng lên toàn máy ....................................112
Bảng 5-22.Thông số kỹ thuật của các cụm chức năng trong máy SLS ...................112
Chương 1 TỔNG QUAN
Hiện nay, tạo mẫu nhanh là một công nghệ đang được nghiên cứu áp dụng rộng rãi ở nhiều nước trên thế giới, đặc biệt là trong bối cảnh toàn cầu hóa và khu vực hóa nền kinh tế. Trong chương này sẽ trình bày tổng quan về tạo mẫu nhanh ứng dụng trong máy tạo mẫu nhanh SLS.
1.1. Tổng quan về tình hình nghiên cứu, các kết quả nghiên cứu trong và ngoài nước đã vông bố
1.1.1. Đặt vấn đề
Nhu cầu tạo ra dòng sản phẩm mẫu mã đa dạng kiểu dáng khác nhau trong một thời gian ngắn là rất lớn: thiết kế mẫu công nghiệp, các sản phẩm đúc, các sản phẩm nhựa... Theo các số liệu thống kê, hiện nay rất nhiều các doanh nghiệp trong và ngoài nước mong muốn sử dụng công nghệ tạo mẫu nhanh, để thiết kế và đưa sản phẩm của mình nhanh ra thị trường.
Hiện nay ở nước ta việc thiết kế, chế tạo các sản phẩm mẫu (prototype) bằng công nghệ tạo mẫu nhanh cũng như nghiên cứu để thiết kế và chế tạo hệ thống tạo mẫu nhanh chưa được phát triển mặc dù nhu cầu của thị trường là không nhỏ. Trên cơ sở đó đề tài “Nghiên cứu thiết kế hệ thống tạo mẫu nhanh SLS theo mô đun” được thực hiện nhằm đáp ứng nhu cầu thực tế hiện nay, tiến tới chế tạo hệ thống tạo mẫu nhanh trong nước với giá thành rẻ hơn so với các thiết bị nhập ngoại.
1.1.2. Công nghệ tạo mẫu nhanh
Tạo mẫu là mô hình hóa ý tưởng của người thiết kế, trước khi sản xuất hàng loạt sản phẩm bao giờ người ta cũng tạo mẫu trước để xem xét, phân tích sự phù hợp của mẫu so với những yêu cầu của sản phẩm. Tạo mẫu nhanh cho phép rút ngắn chu kỳ chuẩn bị sản xuất và sản xuất để đưa nhanh sản phẩm ra thị trường.
Tạo mẫu nhanh có quan hệ mất thiết với kỹ thuật ngược và có vai trò quan trọng để sửa đổi cải tiến và thiết kế một cách sáng tạo mô hình ảo trên máy tính:
TẠOMẪU NHANH
Cải tiến mô hình
ảo 3D
Cải tiến
mô hình vật lý
KỸ THUẬT NGƯỢC
Hình 1-1. Sơ đồ công nghệ tạo mẫu nhanh
Do vậy, công nghệ tạo mẫu nhanh là một kỹ thuật để cạnh tranh sản phẩm của mỗi doanh nghiệp trong thời đại hiện nay. Ngoài ra công nghệ tạo mẫu nhanh có khả năng thay đổi mẫu mã sản phẩm một cách nhanh chóng.
Tạo mẫu nhanh áp dụng tích hợp các thành tựu của công nghệ thông tin, công nghệ tự động, cơ khí chính xác và quang học, laser, cũng như công nghệ vật liệu.
Công nghệ tạo mẫu nhanh hiện nay gồm nhiều các phương pháp; SLA, LOM, SLS, 3DP, SDM, FDM, SGC, SCS… Trong các phương pháp này, SLS có thể sử dụng vật liệu kim loại cũng như phi kim loại, đây là thế mạch của công nghệ này.
Phương pháp tạo mẫu nhanh SLS (Selective Laser Sintering) được phát minh bởi Carl Deckard vào năm 1986 ở trường Đại học Texas và được bằng sáng chế năm
1989, được đưa ra thị trường bởi tập đoàn DTM (được thành lập năm 1987). Thiết bị đầu tiên được thương mại hóa vào năm 1992.
Giới thiệu công nghệ tạo mẫu nhanh SLS
Công nghệ tạo mẫu nhanh SLS dựa trên phương pháp thiêu kết bằng laser (Selective Laser Sintering) là kỹ thuật đã được phát triển và cấp bằng tại trường đại học Texas tại Austin. Với sự cung cấp tài chính từ công ty BFGoodrich, tập đoàn DTM (1987) đã nghiên cứu thương mại hóa kỹ thuật SLS, thiết bị tạo mẫu nhanh đầu tiên của tập đoàn DTM đã được thương mại hóa vào năm 1992. Ngày nay thiết bị tạo mẫu nhanh loại này cũng đã và đang được sản xuất bởi một số các công ty khác. Tương tự phương pháp SLA, phương pháp này cũng dựa trên quá trình chế tạo từng lớp nhưng chất polymer lỏng được thay bằng vật liệu bột.
1.1.2.1. Ưu, nhược điểm của phương pháp SLS
- Ưu điểm
- Số lượng vật liệu đưa vào quá trình lớn giúp cho quá trình tạo mẫu nhanh chóng. Vật liệu được dữ trữ trong thùng cấp bột đủ cho nhiều lần gia công.
- Vật liệu đa dạng, không đắt tiền, có thể sử dụng nhiều loại vật liệu, từ sáp, polyme, nhựa nhiệt dẻo, gốm cho đến kim loại và hợp kim. Do đó, có thể đạt được chất liệu sản phẩm với độ bền mong muốn, có thể đạt tính chất vật liệu gần bằng so với thiết kế.
- Vật liệu an toàn: vật liệu dạng bột, thường sử dụng trong công nghiệp cơ khí và tiêu dùng như sáp, nhựa, gốm, kim loại và hợp kim nên hoàn toàn không độc hại ngoại trừ việc có thể gây bụi nên khi sử dụng cần một số dụng cụ bảo hộ lao động đơn giản như khẩu trang. Tuy nhiên kích thước của bụi khá lớn, ngoài tầm nguy hiểm (lớn hơn 10µm).
- Không cần cơ cấu hỗ trợ (Support). Vật liệu bột không được thiêu kết sẽ có tác dụng như cơ cấu hỗ trợ cho việc tạo mẫu. Vật liệu này sẽ được dễ dàng lấy ra sau khi tạo mẫu và có thể được tái sử dụng lại sau khi được sàng lọc.
- Giảm sự bóp méo do ứng suất: Do mẫu được tạo với vật liệu bột đã được nung nóng gần đến nhiệt độ nóng chảy và mẫu được làm nguội từ từ trong thùng bột nên ứng suất dư giảm.
- Giảm các giai đoạn của quá trình hậu xử lý như chỉ cần phun cát: Nếu chỉ dùng với chức năng là mẫu sản phẩm, thì hoàn toàn có thể sử dụng ngay hoặc nếu muốn tăng độ bóng bề mặt thì cần xử lý phun cát. Chỉ khi muốn tăng độ cứng gần như sản phẩm thật thì mới cần tăng mật độ vật chất bằng cách xử lý lưu hoá.
- Không cần xử lý tinh (Post-curing).
- Chế tạo cùng lúc nhiều chi tiết: Có thể sắp xếp nhiều vật thể trong file gia công để gia công đồng thời, tiết kiệm thời gian. Đối với các phương pháp khác, do khó lấy vật liệu hỗ trợ (đặc biệt là phương pháp LOM, FDM) thì việc chế tạo cùng lúc nhiều chi tiết sẽ rất khó khăn trong việc hậu xử lý và tách sản phẩm. Tuy nhiên, công nghệ SLS là công nghệ mà việc lấy vật liệu hỗ trợ là dễ dàng nhất nên hầu như không ảnh hưởng quá trình chế tạo đồng thời nhiều chi tiết.
- Dễ lấy chi tiết sau khi gia công, chi tiết có mật độ vật liệu cao có khi lên đến
100% tùy thuộc vào vật liệu.
- Nhược điểm
- Độ bóng bề mặt thô.
- Chi tiết ở trạng thái rỗ.
- Lớp đầu tiên có thể đòi hỏi một đế tựa để giảm ảnh hưởng nhiệt (như uốn quăn).
- Mật độ chi tiết không đồng nhất.
- Thay đổi vật liệu cần phải làm sạch máy kỹ càng
1.1.2.2. Vật liệu và các sản phẩm tạo ra từ công nghệ SLS
- Vật liệu polymer:
Mẫu tạo từ vật liệu polymer có thể dùng làm mô hình vật lý để kiểm tra hình dáng và kích thước hình học, có thể sử dụng làm mô hình kiểm tra ứng suất nếu vật liệu tương đồng với thiết kế. Ngoài ra cũng có thể chế tạo chi tiết thay thế đơn chiếc.
Hình 1-2. Các sản phẩm tạo từ vật liệu bột polymer bằng công nghệ SLS
- Vật liệu kim loại và hợp kim:
Công nghệ SLS với khả năng sử dụng vật liệu kim loại và hợp kim trở thành một trong số ít công nghệ tạo mẫu nhanh có thể trở thành một công nghệ sản xuất mới thay cho tạo mẫu. Nó đã trở thành DMLS (direct metal laser sintering) và dần được phát triển để thực sự trở thành một công nghệ sản xuất nhanh như gia công CNC, với một lợi thế là không giới hạn về yêu cầu thiết kế (chi tiết khó gia công, đường ống và chi tiết…).
Với vật liệu là kim loại và hợp kim, sản phẩm sau tạo mẫu có thể được lưu hoá để tăng mật độ kết dính bột vật liệu, tạo cho sản phẩm có độ cứng cao và hoàn toàn
có thể sử dụng là một sản phẩm thực. Một số sản phẩm ví dụ: máy bơm, cánh quạt… sử dụng trong công nghiệp, các khớp nối y tế, các dụng cụ cắt và gia công khác (EDM, dập…) có tuổi thọ ngắn và trung bình.
Hình 1-3. Các sản phẩm tạo từ vật liệu bột kim loại bằng công nghệ SLS
- Vật liệu phi kim:
Vật liệu phi kim có thể là sáp, gốm…thường dùng làm lõi cho công nghệ đúc.
1.1.3. Khái niệm về thiết kế sản phẩm theo môđun
Thiết kế sản phẩm theo mô đun là một phương pháp thiết kế mới nhằm khắc phục nhược điểm của phương pháp thiết kế truyền thống. Đối với phương pháp thiết kế truyền thống, khi chúng ta thay đổi hay cải tiến sản phẩm hiện có thì phải thiết kế lại toàn bộ, việc này tốn rất nhiều thời gian và chi phí phát triển sản phẩm. Ngoài ra, chất lượng và giá thành sản phẩm cũng là một trở ngại đối với phương pháp này. Vì vậy, phương pháp này ứng dụng tốt trong quá trình thiết kế sản phẩm đơn giản. Với phương pháp thiết kế mới, chúng ta không phải thiết kế và chế tạo trực tiếp sản phẩm nữa mà nó sẽ được phân chia thành các cụm chi tiết hay mô đun. Các mô đun này độc lập với nhau về mặt chức năng nên chúng có thể được thiết kế và chế tạo độc lập ở nhiều nơi với điều kiện là sản xuất đúng theo tiêu chuẩn. Ngoài ra, các mô đun cũng được kiểm tra độc lập với nhau nên khi lắp ráp lại với nhau sẽ hình thành một sản phẩm chất lượng. Khi chúng ta cần thay đổi hay cải tiến sản phẩm làm cho sản phẩm có tính năng ưu việt hơn sản phẩm cũ thì ta chỉ cần thêm vào, thay thế hay hiệu chỉnh một số mô đun sẽ hình thành một sản phẩm mới mà không phải thiết kế lại toàn bộ sản phẩm..
1.1.4. Tình hình nghiên cứu
1.1.4.1. Trong nước
Tình hình nghiên cứu về tạo mẫu nhanh ở trong nước bắt đầu từ những báo cáo chuyên đề của các giáo sư Mỹ, Đức vào những năm 1995 - 1996 tại trường Đại học
Bách Khoa Tp.HCM và Đại học Bách Khoa Hà Nội. Vào các năm 1997 - 1998 trường Đại học Bách Khoa Tp.HCM, Viện nghiên cứu IMI đã cử một số cán bộ đi tham quan tìm hiểu công nghệ này ở nước ngoài.
Vào tháng 3/1999 tại Khoa Cơ khí, Đại học Bách Khoa TP.HCM chính thức thành lập nhóm Tạo mẫu nhanh với những nhiệm vụ nghiên cứu tổng quan của toàn bộ các phương pháp công nghệ tạo mẫu nhanh cũng như kinh nghiệm nghiên cứu triển khai ở các nước trên thế giới.
Tháng 9/2000, Khoa Cơ khí Đại học Bách Khoa Tp.HCM ký văn bản hợp tác toàn diện với Khoa Cơ khí trường Đại học Nanyang Singapore trong đó có việc phối hợp nghiên cứu về công nghệ tạo mẫu nhanh cùng với Giáo sư Chuachekai một chuyên gia về công nghệ tạo mẫu nhanh.
Tháng 10/2002, Bộ Khoa Học - Công Nghệ và Môi Trường đã phê duyệt, chấp thuận cho trường Đại học Bách Khoa – Đại học Quốc Gia Tp.HCM triển khai đề tài nghiên cứu cấp Nhà Nước: “Nghiên cứu công nghệ tạo mẫu nhanh để gia công các chi tiết có bề mặt phức tạp”, nằm trong chương trình nghiên cứu Khoa Học và Phát triển Công nghệ chế tạo máy KC.05 với sự tham gia của các đơn vị khác như Đại học Bách Khoa Hà Nội, Đại học Y Dược Tp.HCM, bệnh viện Chợ Rẫy và Viện Nghiên Cứu IMI Hà Nội.
Tháng 3 năm 2002 Khoa Cơ khí, Đại học Bách Khoa TP.HCM kết hợp với tập đoàn 3D System đã tổ chức hội thảo lần thứ hai về công nghệ Tạo mẫu nhanh. Tại hội nghị này ngoài báo cáo của ông DockStaler chuyên gia của hãng 3D System còn có các báo cáo của các cán bộ giảng dạy của trường Đại học Bách Khoa Hà Nội, Đại học Bách Khoa Tp.HCM, Đại học Y Dược Tp.HCM và các bác sĩ của bệnh viện Chợ
Rẫy.
Một số công bố liên quan tới công nghệ Tạo mẫu nhanh phải kể đến: Nghiên cứu công nghệ tạo mẫu nhanh để gia công các chi tiết có bề mặt phức tạp / Trường Đại học Bách Khoa; Đặng Văn Nghìn, 2004; Nghiên cứu dữ liệu hình học, độ chính xác sản phẩm của công nghệ tạo mẫu nhanh và ứng dụng trong chế tạo khuôn : Luận án tiến sỹ Kỹ thuật: 62.52.04.15 / Bùi Ngọc Tuyên. - H., 2009; Ảnh hưởng của phương pháp cắt lớp tới độ chính xác hình học của mẫu trong công nghệ tạo mẫu nhanh/ Nguyễn Mạnh Hà Cơ khí ngày nay, 2003, số 05 Tr.38-40; Nâng cao tính cạnh
tranh của sản phẩm chế tạo máy trên cơ sở áp dụng công nghệ tạo mẫu nhanh và máy công cụ biến hình / Đặng Văn Nghìn // Tham luận tại Hội thảo khoa học công nghệ với sự phát triển ngành chế tạo máy Việt Nam, 2003, tr. 127-131.
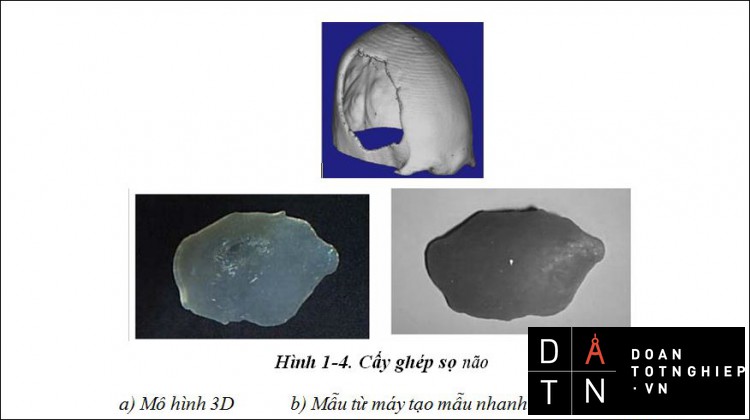
Năm 2013, trường Đại Học Bách Khoa TP.HCM kết hợp với khoa ngoại thần kinh bệnh viện Chợ Rẫy, bệnh viện 115 và bệnh viện nhân dân Gia Định đã nghiên cứu ứng dụng công nghệ tạo mẫu nhanh tạo chi tiết cấy ghép sọ não và đã ứng dụng
thành công trong thực tế [2].
Hình 1-4. Cấy ghép sọ não
a) Mô hình 3D b) Mẫu từ máy tạo mẫu nhanh c) Chi tiết cấy ghép
Đại học Sư Phạm Kỹ Thuật TPHCM đã đầu tư máy FDM tại Trung tâm công
nghệ cao.
Máy tạo mẫu nhanh FDM 200mc với các thông số công nghệ:
Kích thước sản phẩm: (203 x 203 x 305)mm.
Độ chính xác: 0.127mm.
Kích thước máy: (686 x 864 x1041)mm.
Khối lượng: (128- 160)kg.
Bề dày lớp đùn: (0.178-0.254) mm.
Đây cũng là hệ thống máy tạo mẫu nhanh dạng FDM duy nhất ở Việt Nam đang có tại Đại học Sư phạm kỹ thuật Tp. Hồ chí Minh.
Hình 1-5. Máy tạo mẫu nhanh FDM 200mc [4]
Các đề tài cấp cơ sở PTN (2008-2009): “Nghiên cứu thiết kế và chế tạo mô hình bộ điều khiển nhiệt độ cho khuôn có kênh dẫn nhựa nóng” tập trung nghiên cứu các bộ điều khiển nhiệt độ cho hệ thống khuôn có kênh dẫn nhựa nóng hay đề tài cấp nhà nước (2008-2010) “Nghiên cứu thiết kế, chế tạo máy đo toạ độ 3D CNC” là những tiền đề quan trọng cho việc triển khai thiết kế chế tạo máy tạo mẫu nhanh SLS một cách hiệu quả và tin cậy.
Các công ty sản xuất giày thể thao như: công ty TNHH Shyang Hung Chen, ấp
2 xã Thuận An, Huyện Thuận Giao, Tỉnh Bình Dương; công ty TNHH Bao Yoen, huyện Bến Lức Long An… đã ứng dụng công nghệ tạo mẫu nhanh trên máy FDM để tạo ra đế giày cho giày mẫu.
Hình 1-6. Đế giày tạo mẫu nhanh
1.1.4.2. Ngoài nước
Từ những hiệu quả mà Công Ngệ Tạo Mẫu Nhanh mang lại, nhiều nhà nghiên cứu từ nhiều chuyên môn khác nhau đã tập trung nghiên cứu vào lĩnh vực này, trong đó có thể kể đến Giáo sư Dolenc của đại học Hensinki, xuất thân từ công nghệ thông tin, hiện nay là chuyên gia viết phần mềm cho công nghệ tạo mẫu nhanh; Giáo sư Gibson (Đại học HongKong), trước khi là chuyên gia tạo mẫu nhanh, đã là giáo sư về tự động hoá; Giáo sư Rock (Đại học Texas) không những là chuyên gia về vật liệu mà còn là tác giả của phương pháp FDM...
Đã có rất nhiều hội thảo liên quan tới tạo mẫu nhanh được tổ chức Châu Âu từ
năm 1992 về : - Tạo mẫu nhanh - Rapid Prototyping(RP) - Tạo mẫu và chế tạo nhanh
- Rapid Prototyping & Manufacturing (RP&M) - Tạo nhanh các hệ thống - Rapid System Prototyping(RSP) - Tạo công cụ nhanh - Rapid Prototyping Manufacturing tool (RM) - Phát triển nhanh sản phẩm - Rapid Product Development (RPD). Đã có nhiều cuộc hội thảo tạo mẫu nhanh. Hội thảo Tạo mẫu và chế tạo nhanh cũng được tổ chức nhiều lần Hội thảo ở Châu Âu và lần đầu tiên tại Bắc Kinh - Trung Quốc vào năm 1998.
Những ưu điểm của tạo mẫu nhanh đã được các bác sĩ cùng phối hợp nghiên cứu và khai thác tối đa. Các công trình của họ không những được báo cáo tại các hội thảo nói trên mà còn được báo cáo tại 6 hội nghị quốc tế chuyên sâu về phẫu thuật với sự trợ giúp của máy tính và tạo mẫu nhanh trong y học (Computer Assisted
Surgery & Rapid Prototyping in Medicine (CAS)) được tổ chức từ năm 1995 đến năm 2001. các công trình nghiên cứu áp dụng Tạo mẫu nhanh trong y học còn được đăng tải ở các tạp chí Y học.
Vì đây là lĩnh vực Khoa học liên ngành, do đó để áp dụng nhanh vào sản xuất ngoài việc nghiên cứu độc lập, nhiều trường Đại học, Viện nghiên cứu, cơ sở sản xuất và các bệnh viện đã hợp tác cùng nhau nghiên cứu. Điển hình nhất của ứng dụng Tạo Mẫu nhanh trong công nghiệp có dự án mang tên RAPTEC. Đây là dự án cộng tác nghiên cứu và phát triển công nghệ tạo mẫu nhanh gồm 10 thành viên thuộc các ngành công nghiệp và các trường đại học của các nước Châu Âu, được sự bảo trợ của cộng đồng Châu Âu. Mục đích của dự án là chuyển giao các kết quả nghiên cứu ra sản xuất công nghiệp, mà chủ yếu là công nghiệp ôtô.
Về tạo mẫu nhanh trong y học có khá nhiều dự án phối hợp. Trước hết là tổ chức Nimbus TCS ở Đại học Kỹ Thuật Lousiana (Mỹ), INCS (Nhật), Anatomics (Úc) hoặc dự án Phidias của cộng đồng Châu Âu. Đa số họ đều phối hợp nghiên cứu.
Dự án hợp tác lớn nhất là Phidias. Đây là dự án hợp tác của 39 thành viên bao gồm các trường Đại học, Viện nghiên cứu và các bệnh viện của các nước Châu Âu. Dự án Phidias thường xuyên tổ chức các hội thảo về áp dụng tạo mẫu nhanh trong y học...
1.2. Mục đích và ý nghĩa của đề tài
1.2.1. Mục đích của đề tài
Nghiên cứu thiết kế hệ thống tạo mẫu nhanh trên công nghệ SLS trên cơ sở tích hợp hệ thống, mô đun hóa các cụm máy.
1.2.2. Ý nghĩa của đề tài
1.2.2.1. Ý nghĩa công nghệ
Làm chủ công nghệ SLS và phương pháp mô đun hóa, ta có thể tạo mẫu nhanh, giúp đưa nhanh sản phẩm ra thị trường. Đây là một lợi thế trong thời đại cạnh tranh toàn cầu như hiện nay (Ví dụ: Việc tạo mẫu nhanh sẽ rút ngắn thời gian cho sản phẩm ra thị trường xuống khoảng 1/8 so với trước đây).
Trong công nghệ SLS, có thể sử dụng nhiều loại vật liệu, từ sáp, polyme, nhựa nhiệt dẻo, gốm cho đến kim loại và hợp kim... Đặc biệt là với khả năng sử dụng bột
kim loại, có thể ứng dụng công nghệ SLS để tạo khuôn nhanh, vừa tiết kiệm vật liệu
khuôn, vừa giảm giá thành sản phẩm.
1.2.2.2. Ý nghĩa kinh tế
Đề tài đáp ứng đòi hỏi nhanh chóng tạo ra sản phẩm cơ khí và sự khó tính của thị trường về hình dáng, kỹ thuật, giảm thời gian thiết kế và chế tạo hệ thống SLS.
Đề tài có ý nghĩa kinh tế cao vì sẽ giảm được chi phí nhập máy móc, thiết bị công nghệ cao.
1.2.2.3. Ý nghĩa xã hội
Đề tài mang tính xã hội cao vì đáp ứng được nhu cầu cấp thiết và tất yếu cho việc nghiên cứu thiết kế hệ thống SLS. Chuyển giao công nghệ từ Phòng Thí nghiệm, nhân rộng tới các trường Cao đẳng, Đại học trong nước và doanh nghiệp trong nước.
Đề tài đem lại cho người thiết kế thêm một lựa chọn, để họ có cảm giác tự tin sáng tạo những sản phẩm thiết kế mới của mình, làm ra những sản phẩm tại Việt Nam, tạo ra của cải vật chất, mang lại lợi ích cho gia đình và xã hội.
1.3. Đối tượng và phạm vi nghiên cứu của đề tài
Đề tài tập trung nghiên cứu thiết kế hệ thống cơ khí của hệ thống tạo mẫu nhanh
SLS theo mô đun. Nội dung nghiên cứu bao gồm:
- Nghiên cứu tổng quan, xác định yêu cầu kỹ thuật trong bài toán thiết kế;
- Đưa ra ý tưởng, lựa chọn phương án thiết kế;
- Xây dựng quy trình thiết kế hệ thống tạo mẫu nhanh SLS theo mô đun.
- Tính toán thiết kế máy;
- Mô phỏng lắp ráp và hoạt động của máy.
1.4. Phương pháp nghiên cứu
- Tổng quan tài liệu sách, báo, patent về cấu trúc của máy SLS, thiết kế sản phẩm theo mô đun;
- Phân tích lựa chọn phương án thiết kế;
- Xây dựng quy trình thiết kế theo mô đun, mô hình hóa và tính toán thiết kế;
- Mô phỏng lắp ráp và hoạt động;
- Phân tích, đánh giá thiết kế;
1.5. Kết cấu của luận văn
Chương 1: Nghiên cứu tổng quan
Tổng hợp lý thuyết; Phân tích đặc tính kỹ thuật; Xác định yêu cầu kỹ thuật trong
bài toán thiết kế;
Chương 2: Cơ sở lý thuyết
Nguyên lý làm việc của thiết bị; Tìm hiểu các Patent liên quan, một số máy tạo mẫu nhanh SLS trên thị trường; Nghiên cứu các yếu tố ảnh hưởng trong quá trình tạo mẫu nhanh SLS; Nguyên tắc thiết kết sản phẩm theo môđun; Phân tích đối tượng thiết kế và đề ra phương án thiết kế sơ bộ.
Chương 3: Phân tích thiết kế sản phẩm theo mô đun, thiết kế hệ thống, lựa chọn các mô đun
Phân tích quy trình thiết kế theo mô đun; Thiết kế hệ thống; Phân tích thiết kế theo mô đun; Đánh giá ý tưởng; Lựa chọn phương án thiết kế cụm cấp bột; Lựa chọn phương án thiết kế bàn nâng Z; Lựa chọn phương án và thiết kế hệ thống gia nhiệt; Lựa chọn phương án hậu xử lý; Sử dụng ma trận quyết định các ý tưởng thiết kế; Xác định các đặc tính hệ thống (SLS) của hệ thống tạo mẫu nhanh SLS; Xác định ảnh hưởng của đặc tính hệ thống (SLS) lên các yêu cầu chức năng chung (GFR) của thệ thống tạo mẫu nhanh; Xác định hệ số tầm quan trọng của GFR của hệ thống tạo mẫu nhanh; Thiết lập ma trận đồng dạng của hệ thống tạo mẫu; Hình thành các môđun của hệ thống tạo mẫu nhanh.
Chương 4: Tính toán thiết kế máy
Các thông số ban đầu để tính toán; Trình tự tính toán; Tính toán các thông số cho hệ thống tạo mẫu SLS; Tính toán thiết kế cụm khung máy.
Chương 5: Mô phỏng lắp ráp và hoạt động của máy
Mô phỏng lắp ráp các bộ phận máy; Mô phỏng kết cấu, hoạt động, kiểm tra
bền.
Chương 6: Kết luận và kiến nghị
Chương 2 CƠ SỞ LÝ THUYẾT
2.1. Nguyên lý làm việc của thiết bị
Hình 2-1. Nguyên lý hoạt động của thiết bị tạo mẫu nhanh SLS.
Phương pháp SLS sử dụng tính chất của vật liệu bột là có thể hóa rắn dưới tác dụng của nhiệt (như nylon, elastomer, kim loại). Một lớp mỏng của bột nguyên liệu được trải trên bề mặt của xy lanh công tác bằng một trống định mức. Sau đó, tia laser hóa rắn (kết tinh) phần bột nằm trong đường biên của mặt cắt (không thực sự làm chảy chất bột), làm cho chúng dính chặt ở những chỗ có bề mặt tiếp xúc. Trong một số trường hợp, quá trình nung chảy hoàn toàn hạt bột vật liệu được áp dụng. Quá trình kết tinh có thể được điều khiển tương tự như quá trình polymer hoá trong phương pháp tạo hình lập thể SLA. Sau đó xy lanh hạ xuống một khoảng cách bằng độ dày lớp kế tiếp, bột nguyên liệu được đưa vào và quá trình được lặp lại cho đến khi chi tiết được hoàn thành.
Trong quá trình chế tạo, những phần vật liệu không nằm trong đường bao mặt cắt sẽ được lấy ra sau khi hoàn thành chi tiết, và được xem như bộ phận phụ trợ để cho lớp mới được xây dựng. Điều này có thể làm giảm thời gian chế tạo chi tiết khi dùng phương pháp này. Phương pháp SLS có thể được áp dụng với nhiều loại vật liệu khác nhau: Policabonate, PVC, ABS, nylon, sáp… Những chi tiết được chế tạo bằng phương pháp SLS tương đối nhám và có những lỗ hỗng nhỏ trên bề mặt nên cần phải xử lý sau khi chế tạo (xử lý tinh).
Vật liệu sử dụng: Polycacbonate (PC), nylon, sáp, bột kim loại (copper polyamide, rapid steel), bột gốm (ceramic), glass filled nylon, vật liệu đàn hồi (elastomer).
Nguyên lý làm việc của quá trình tạo mẫu nhanh SLS được thể hiện trên hình 1. Sản phẩm được chia thành các lát cắt từ file định dạng .STL tạo một lớp bằng cách trải các lớp bột, thiêu kết bằng nguồn laser CO2 theo các bước sau:
Bước 1: Một lớp vật liệu bột nóng chảy được đặt vào buồng chứa sản phẩm;
Bước 2: Lớp vật liệu bột đầu tiên được quét bằng tia laser CO2 và đông đặc lại. Vật liệu bột không được xử lý sẽ được đưa trở về thùng chứa liệu.
Bước 3: Khi lớp thứ nhất đã hoàn thành thì lớp vật liệu bột thứ hai được cấp vào thông qua con lăn cơ khí chuẩn bị cho quá trình quét lớp thứ hai.
Bước 4: Bước hai và bước ba được lặp lại cho đến khi sản phẩm được hoàn
thành.
Sau khi quá trình kết thúc, sản phẩm được lấy ra khỏi buồng xử lý và có thể qua giai đoạn hậu xử lý hoặc đánh bóng lại như phun cát tùy từng ứng dụng của sản phẩm.
2.2. Các Patent liên quan
2.2.1. Patent US 4,863,538
Phương pháp và thiết bị để lưu hóa có chọn lọc một lớp bột nhằm tạo ra một chi tiết nhiều lớp cần được lưu hóa. Thiết bị bao gồm một máy tính điều khiển một tia laser nhằm hướng trực tiếp nguồn laser vào trong bột để tạo ra một khối bột được lưu hóa. Ngoài ra máy tính cũng quyết định hoặc là được lập trình với biên dạng mặt cắt ngang của chi tiết với mỗi mặt cắt ngang mục đích của tia laser là quét qua lớp bột và tia laser chỉ làm lưu hóa những phần bột bên trong biên dạng của mặt cắt ngang. Bột được tiếp tục đắp vào và được lưu hóa cho đến khi tạo thành chi tiết hoàn chỉnh. Bột có thể là nhựa, kim loại, gốm sứ, hoặc là những chất polymer. Với nhiệm vụ như trên mục đích của tia laser làm nhiệm vụ quét liên tục để hình thành nên biên dạng riêng biệt của từng mặt cắt.
Hình 2-2. Patent US 4,863,538
2.2.2. Patent số 5,658,412
Trong một phương pháp tạo ra vật thể 3 chiều trong đó vật thể được tạo ra theo từng lớp bằng cách đắp những lớp vật liệu có thể bị hóa rắn bởi sự tác động của ánh sáng và bức xạ điện từ và hóa rắn một cách liên tục mỗi lớp tại điểm nhiệt độ tùy thuộc vào loại vật liệu.
Hình 2-3. Patent 5658412
2.2.3. Patent số 6,215,0 93
Một phương pháp để tạo ra một mẫu nhựa, dựa vào dữ liệu CAD 3D của mẫu nhựa đó, bằng cách đắp những lớp bột kim loại, nhiều lớp bột tiếp theo được đắp lên trên những lớp bột trước đó, chúng được nung đến một nhiệt độ xác định, điều này có nghĩa là hệ thống laser phải thực hiện thêm chức năng nung trước khi thực hiện tiếp lớp kế. Chùm tia laser được chiếu vào những lớp bột theo biên dạng mặt cắt ngang của mô hình CAD theo một cách để cho chúng gắn liền với lớp dưới nó. Năng lượng của nguồn tia laser được lựa chọn sao cho nó có thể làm nóng chảy vật liệu.
Hình 2-4. Patent số 6,215,093
2.2.4. Patent số 6,554,600
Về nguyên tắc thiết bị này cũng giống các loại trên tuy nhiện hệ thống có thiết bị chứa này có một bên thành có thể duỗi ra theo hướng thẳng đứng và những thiết bị
hỗ trợ cho phép để đỡ chi tiết di chuyển được.
Hình 2-5. Patent số 6554600
2.2.5. Patent số 5,430,666
Một phương pháp và thiết bị để kiểm tra vết quét của tia laser trên một bề mặt phẳng bao gồm một thiết bị phát hiện ra lỗi có phần kiểm tra lỗi theo phương x và theo phương y, cụm là một thiết bị tỉ lệ cho những vùng bề mặt phẳng khác nhau.
Thiết bị tỉ lệ ban đầu được đặt với một giá trị có tính đến sự sai biệt trong kích thước vùng quét và kích thước tổng thể của dữ liệu CAD. Sự điều chỉnh được thực hiện cho mỗi thiết bị tỉ lệ, phải tính đến sự sai lệch về hình dáng vì dùng hệ thống quét gương quét vuông góc nhau. Một tấm phẳng gồm nhiều hình vuông được đặt trên bề mặt được quét. Sau khi quay định vị và tia laser quét lên mỗi ô. Sau đó tấm này được chuyển qua dạng số bằng cách quét và vị trí của mặt nạ laser có liên quan tới những ô vuông được dùng để cập nhật thiết bị sửa cho những ô đó.
Hình 2-6. Patent số 5,430,666
2.2.6. Patent số 5,427,733
Hệ thống điều khiển nhiệt độ trong hệ thống lưu hóa bằng tia laser gồm có một chùm tia laser hội tụ trên bàn lưu hóa bằng những thấu kính hội tụ và một bộ gương quét. Bức xạ nhiệt phóng ra từ bàn lưu hóa được phản ánh tới bộ gương quét và tới một hệ thống chia đôi ánh sáng giúp phản xạ bức xạ và cho bước sóng của tia laser đi qua. Bức xạ hội tụ vô trong một bộ tách sóng quang học giúp đưa ra tín hiệu tới mạch điều khiển nguồn điện. Mạch điều khiển nguồn điện điều khiển một ổn áp ổn định năng lượng của tia laser cũng như là duy trì ổn định sự phát xạ nhiệt ở một mức độ vừa phải (cũng như là nhiệt độ tại vùng lưu hóa).
Hình 2-7. Patent số 542733
2.3. Một số máy tạo mẫu nhanh SLS trên thị trường
Hiện nay hệ thống SLS được biết đến nhiều nhất là hệ thống Sinterstation. Hệ thống được phát triển bởi tập đoàn DTM. Hiện nay hệ thống này đã được phát triển bời 3D Systems với các dòng máy như Sinterstation® Pro, Sinterstation® HiQ™ (là phiên bản nâng cấp của dòng máy Sinterstation® 2500plus HiQ – High Quality )
2.3.1. Hệ thống Sinterstation HiQ của 3D Systems
Hình 2-8.Máy Sinterstation HiQ Sinterstation® Pro DM100 SLM System
Thông số kỹ thuật của hệ thống
- Nguồn laser:
- HiQ: 30W Laser CO2, tốc độ quét tối đa 5m/s.
- Không gian gia công: W381 x D330 x H457 mm (57L).
- Phần mềm điều khiển: Proprietary SLS system
- Hệ điều hành: Windows XP
- Tập tin nguồn: .stl
- Nguồn điện: 240 VAC 12.5 kVA, 50/60 Hz
- Nhiệt độ làm việc: 16-27 °C
- Độ ẩm: <70%
2.3.2. Máy Sinterstation
Hình 2-9.Sinterstation® Pro DM100
Thông số kỹ thuật của hệ thống
- Nguồn laser: 50/100/200W Laser CO2, tốc độ quét tối đa 10m/s.
- Tốc độ gia công: tối đa 30cm3/ giờ.
- Đường kính tia laser: 30 - 200 micron.
- Không gian gia công: Ø125mm x 80 mm.
- Bề dày lớp: 30/50 micron.
- Hệ điều hành: Windows XP
- Tập tin nguồn: .stl
- Nguồn điện : 208V, 3 pha, 50/60Hz, 16 A,12.5 kVA
- Kích thước: 900 x 800 x 2500 mm
- Khối lượng: 400kg
2.3.3. Máy HRPS-IV. Trung Quốc
Hình 2-10. Máy HRPS-IV
Thông số kỹ thuật của hệ thống
- Không gian gia công : 500 x 500 x 400 mm
- Vật liệu : bột PS, bột gang ,bột thép.
- Độ dày lớp : 0.08~0.3mm, độ chính xác chi tiết: 200mm+/-0.2mm hoặc +/-
0.1%
- Độ chính xác của tia laser: 0.02mm
- Phần mềm ứng dụng để điều khiển hệ thống SLS RP: Power RP 2005
2.4. Nghiên cứu các yếu tố ảnh hưởng trong quá trình tạo mẫu nhanh SLS
2.4.1. Ảnh hưởng của việc gia nhiệt đến chất lượng của sản phẩm
Việc gia nhiệt trước cho bột là một công đoạn thưc sự rất cần thiết. Theo lý thuyết tạo mẫu nhanh bằng công nghệ lazer thiêu kết, vật liệu đàn hồi nhiệt dẻo sẽ được tia laser thiêu kết làm cho chúng đạt đến nhiệt độ mà ở đó chúng chuyển từ thể rắn sang dẻo, sau khi tia laser đi qua các mảng vật liệu sẽ hóa cứng trở lại và liên kết với nhau tạo thành các lớp mà chúng ta mong muốn. Khi lớp trước được thực hiện xong thì lớp tiếp theo cũng được thực hiện, lúc này bột được thiêu kết không chỉ kết dính với bột trong cùng một lớp mà còn liên kết với bột ở lớp trước đó. Cứ như thế thực hiện từng lớp cho đến khi hoàn thành sản phẩm [3].
Hình 2-11. Tạo mẫu sản phẩm bằng laser thiêu kết
Tuy nhiên, việc này chỉ có thể thực hiện trong điều kiện lý tưởng khi mà trong quá trình tạo mẫu không xuất hiện ứng suất sinh ra do nhiệt độ. Từ quá trình nghiên cứu và chứng minh bằng thực nghiệm cho thấy rằng việc tăng nhiệt độ đột ngột từ nhiệt độ môi trường đến nhiệt độ hóa dẻo luôn tạo ra hiện tượng ứng suất nhiệt do biên độ dao động của nhiệt là khá lớn.
Ứng xuất sinh ra do nhiệt độ dẫn tới những lỗi rất dễ dàng nhận thấy ở sản phẩm tạo thành. Thứ nhất là ở lớp đầu tiên ta thấy rằng mép tiếp xúc của sản phẩm và mặt bàn nâng xuất hiện những chỗ bị vênh do việc chuyển pha vật liệu đột ngột. Thứ hai là giữa các lớp vật liệu với nhau cũng xảy ra hiện tượng tương tự.
Để khắc phục hiện tượng này ta phải tiến hành gia nhiệt cho bột đến một nhiệt độ nhất định trước khi tạo mẫu. Việc gia nhiệt cho bột như vậy có tác dụng làm cho khoảng dao động nhiệt độ từ trạng thái rắn sang trạng thái dẻo nhỏ và ngược lại. Từ đó, biện pháp này sẽ làm giảm ứng suất nhiệt xuất hiện trong quá trình tạo mẫu sản phẩm. Tùy theo từng loại bột khác nhau mà ta phải gia nhiệt trước cho chúng đến nhiệt độ trung gian đó.
Hơn nữa việc gia nhiệt trước cho bột như thế ngoài tác dụng làm giảm ứng suất do nhiệt gây ra thì biện pháp này còn có thêm một công dụng khác nữa. Đó là, do được gia nhiệt trước nên thời gian cần thiết để thiêu kết vật liệu sẽ giảm một cách đáng kể từ đó sẽ làm giảm tổng thời gian tạo mẫu cho sản phẩm.
2.4.2. Ảnh hưởng của tốc độ quét đến khả năng thiêu kết vật liệu
Năng lượng sử dụng tính toán nguồn nhiệt di động được tổng hợp bởi nhiều yếu tố, trong đó các yếu tố phục vụ tính toán chọn bao gồm: công suất, tốc độ quét, bề rộng đường quét, độ dày lớp vật liệu,… Mối quan hệ giữa tốc độ cắt vc và công suất tổng cộng của bức xạ laser [2]:
hvcb(c. .Tnc+ Lnc) =ƞPlaser (13)
Trong đó: h – độ dày lớp vật liệu
vc – tốc độ quét
b – độ rộng vết quét
Tnc – nhiệt độ nóng chảy vật liệu
Lnc – nhiệt lượng nóng chảy riêng của vật liệu
Ƞ – hiệu suất quá trình
Plaser – Công suất laser
Tốc độ quét laser là một trong các tham số của hàm về công suất bức xạ laser. Khi độ rộng vết quét bằng đường kính của tia laser b = 2rf và độ dày vật liệu là h không đổi thì vC ~ Plaser .
Khi chiếu tia laser trên bề mặt của vật liệu đàn hồi nhiệt dẻo thì dưới ảnh
hưởng của nhiệt lượng được tia laser tạo ra bột ở khu vực mong muốn tạo mẫu sẽ biến dạng và tạo thành lớp cần quét. Tuy nhiên, không chỉ bột ở khu vực cần thiêu kết bị biến dạng mà cả bột ở khu vực xung quanh cũng chịu tác động theo, nhưng mức độ biến dạng của chúng sẽ ít hơn là ở khu vực chính. Mức độ ảnh hưởng này thay đổi tùy thuộc vào lượng nhiệt mà tia laser tạo ra và thời gian quét laser.
Tốc độ quét càng chậm thì thời gian quét càng lâu, nhiệt lượng do tia laser tỏa ra càng lớn, càng nhiều vật liệu xung quanh tia laser bị ảnh hưởng biến dạng làm cho sản phẩm sau khi hoàn thành có chất lượng bề mặt không tốt. Trong trường hợp tia laser quá chậm sẽ làm ảnh hưởng tới chất lượng của lớp đã hình thành trước đó Do đó, tốc độ quét laser sẽ quyết định xem lượng bột chịu ảnh hưởng không mong muốn đó sẽ ở mức độ nào.
Nếu tốc độ quét của tia laser là quá nhanh thì thời gian thiêu kết đối với vật liệu bột là chưa đủ để đưa vật liệu tới nhiệt độ mà ở đó vật liệu bột đạt tới trạng thái
dẻo. Khi đó vật liệu bột sẽ không thể liên kết với nhau thành một lớp theo như mong muốn và cũng không thể liên kết với lớp trước đó.
2.4.3. Ảnh hưởng về độ dày của lớp bột khi thiêu kết
Bề dày vật liệu h là một trong các tham số của hàm về công suất bức xạ laser. Khi độ rộng vết quét bằng đường kính của tia laser b = 2rf (14) và tốc độ quét đã được xác định thì độ dày lớp vật liệu h~ Plaser.
Bề dày lớp vật liệu bột tỷ lệ với công suất bức xạ laser, bề dày lớp vật liệu bột càng lớn thì công suất bức xạ laser cũng tăng theo sẽ ảnh hướng tới độ chính xác và chất lượng bề mặt của mô hình được tạo ra. Do đó bề dày của mỗi lớp vật liệu bột càng nhỏ thì mô hình càng chính xác và bề mặt của chúng càng có độ nhám nhỏ.
Bảng 2-1. Ảnh hưởng của một số thuộc tính của vật liệu đến khả năng thiêu kết
|
TT |
Thuộc tính |
Tầm quan trong đối với qua trình thiêu kết |
|
1 |
Phân bố kích thước hạt (trung bình) |
Khả năng thiêu kết |
|
2 |
Hình dạng hạt |
Kết dính hiệu quả |
|
3 |
Mật độ |
Kết dính hiệu quả |
|
4 |
Độ linh động |
Thống nhất khi san phẳng lớp bột |
|
5 |
Nhiệt độ nóng chảy |
Thể hiện năng lượng cần thiết |
|
6 |
Sức bền một phần |
Tạo điều kiện xử lý thành phần trước khi xử lý nhiệt (debinding, thiêu kết, xâm nhập) |
|
7 |
Burnout |
Nhiệt độ phân hủy và hàm lượng tro của chất kết dính |
|
8 |
Nhiệt dung riêng, dẫn nhiệt |
Truyền nhiệt trên giường bột |
|
9 |
Tỉ lệ khoảng trống |
Độ xốp còn lại trong mẫu |
Tuy nhiên bề dày của lớp vật liệu càng mỏng thì thời gian tạo mẫu càng lâu. Nhưng nếu tăng bề dày lớp bột lên thì bề mặt sản phẩm sẽ có dạng bậc thang độ chính xác giảm xuống, tăng thời gian, chi phí, công sức cho việc hậu xử lý mẫu.
Bảng 2-2. Bảng tổng kết các yếu tố ảnh hưởng đến quá trình hoạt động của máy tạo mẩu nhanh
|
TT |
Các yếu tố ảnh hưởng |
Nội dung ảnh hưởng |
|
1 |
Công nghệ thiêu kết của vật liệu |
Công nghệ thiêu kết vật liệu bột là yếu tố quyết định chất lượng của chi tiết sau khi thiêu kết như là: độ nhám bề mặt, độ xốp của vật liệu, độ cứng... Đồng thời giúp cho ta có cái nhìn tổng thể về công nghệ này |
|
2 |
Ảnh hưởng của nguồn laser đến khả năng thiêu kết của vật liệu |
Loại laser nào sẽ được sử dụng, công suất nào là phù hợp, công nghệ laser nào sẽ đem lại hiệu quả cao nhất. Đây là những câu hỏi cần được trả lời khi sử dụng công nghệ thiêu kết bằng tia laser. Tia laser sẽ quyết định bề dày của từng lớp cần gia công, độ chính xác của chi tiết sau khi tạo hình, thời gian gia công. |
|
3 |
Ảnh hưởng của yếu tố vật liệu đến khả năng thiêu kết của vật liệu |
Vật liệu cũng là một yếu tố mang tính quyết định trong công nghệ lazer thiêu kết. Khi phân tích thuộc tính của từng loại bột ta sẽ biết được bề dày lớp bột là bao nhiêu thì sẽ thích hợp, nhiệt độ gia công nào là phù hợp |
|
4 |
Ảnh hưởng của yếu tố nhiệt và truyền nhiệt đến khảnăng thiêu kết của vật liệu |
Khi phân tích yếu tố này ta sẽ biết được thời gian thiêu kết tương ứng với từng loại bột là baonhiêu, bột ở vùng phụ cận của khu vực thiêu kết sẽ chịu ảnh hưởng như thế nào |
|
5 |
Ảnh hưởng của việc gia nhiệt trước đến chất lượng |
Việc truyền nhiệt trước sẽ ảnh hưởng tới việc kết nối giữa lớp đầu tiên và các lớp tiếp theo |
|
|
của sản phẩm |
cũng như gây ra hiên tượng cong vênh. Khi gia
nhiệt không đúng cách sẽ để lại ứng suất do nhiệt gây ra trong kết cấu của chi tiết làm giảm cơ tính. |
|
6 |
Ảnh hưởng của tốc độ quét đến khả năng thiêu kết của vật liệu |
Tốc độ quét sẽ ảnh hưởng tới cơ tính của chi tiết gia công, khi tốc độ quét phù hợp cũng sẽ tối ưu hóa được thời gian gia công chi tiết. |
|
7 |
Ảnh hưởng về độ dày của lớp vật liệu khi thiêu kết |
Độ dày của lớp bột sẽ quyết định độ chính xác của chi tiết cần gia công, bột ở vùng phụ cận của khu vực thiêu kết sẽ chịu ảnh hưởng như thế nào. |
Việc thiết kế máy tạo mẫu nhanh SLS phục thuộc nhiều vào yếu tố về khả năng tạo hình trên vật liệu từ đó sẽ hình thành nên các yêu cầu kỹ thuật cho quá trình thiết kế các cụm trong một mô hình máy cho nên vến đề nghiên cứu các thuộc tính của vật liệu để đánh giá khả năng công nghệ là yếu tố quan trọng. Thông qua các nghiên cứu tổng quan và những nghiên cứu về công nghệ và vật liệu cùng các yếu tố ảnh hưởng của quá trình tạo mẫu bằng phương pháp thiêu kết sẽ là cơ sở để thực hiện quá trình phân tích, đánh giá và xây dựng thiết kế máy tạo mẫu nhanh thiêu kết lazer ứng dụng lý thuyết về thiết kế theo mô-đun là nội dung thực hiện nghiên cứu được trình bày chi tiết trong phần tiếp theo.
2.5. Nguyên tắc thiết kết sản phẩm theo môđun
Nhìn chung, các hệ thống theo mô đun có thể được triển khai bằng cách phân tích hệ thống thành những bộ phận chức năng cơ bản, sắp xếp những bộ phận này thành những bộ phận vật lý cơ bản, sau đó kết hợp những bộ phận cơ bản thành hệ thống theo mô đun có khả năng đạt được những chức năng mong muốn. Phương pháp này đối mặt với hai thách thức quan trọng: (1) Sự phân tích: khó khăn trong việc tìm ra hệ thống các vấn đề con thích hợp nhất. (2) Sự kết hợp: khó khăn trong việc kết hợp các hệ thống riêng biệt thành giải pháp chung.
2.5.1. Phương pháp phân tích sản phẩm
Phân tích hệ thống đem đến hai lợi ích: (1) Sự đơn giản hóa: phân tích hệ thống lớn thành những hệ thống nhỏ hơn sẽ dẫn đến giảm độ lớn của vấn đề cần giải quyết. (2) tốc độ: giải quyết đồng thời các vấn đề nhỏ hơn sẽ giảm thời gian giải quyết một vấn đề lớn.
Phân tích sản phẩm có thể thực hiện ở các giai đoạn khác nhau của quá trình thiết kế và được xác định như quá trình chia nhỏ sản phẩm thành các bộ phận từ đó thu được hình thể hoàn chỉnh của sản phẩm. Có hai phương pháp được dùng để phân tích sản phẩm là phân tích sản phẩm theo mô đun và phân tích sản phẩm theo cấu trúc.
- Phân tích sản phẩm theo mô đun
Phân tích sản phẩm theo mô đun là sự xác định những bộ phận độc lập có thể được thiết kế đồng thời hoặc thay thế bởi các bộ phận có chức năng và những đặc điểm giống nhau. Phân tích sản phẩm theo mô đun nhờ vào sự độc lập của các bộ phận.
Thí dụ: Trong những bộ phận của máy vi tính gồm màn hình, case, ổ đĩa cứng, mainboard, Ram...Những bộ phận này được sản xuất từ những nhà cung cấp khác nhau và họ phải tuân thủ tiêu chuẩn thiết kế phần giao tiếp giữa các bộ phận để có thể lắp ráp thành máy tính hoàn chỉnh. (hình 2...)
Hình 2-12. Biểu đồ lắp ráp máy tính cá nhân [...]
- Phân tích sản phẩm theo cấu trúc
Hệ thống được phân tích thành các hệ thống con và chúng sẽ tiếp tục phân tích thêm thành các bộ phận đưa đến những chi tiết, cụm chi tiết, bộ phận ở giai đoạn thiết kế chi tiết. Sự phân tích được miêu tả trong một cấu trúc theo cấp bậc
Thí dụ: Một hệ thống xe hơi được phân tích thành các bộ phận như động cơ, bộ truyền động, bộ phận chuyên chở…Những bộ phận này sẽ tiếp tục phân tích thêm chẳng hạn như bộ phận chuyên chở được phân tích thành khung xe và nội thất xe. Sự
phân tích được trình bày trong hình 2.... và hình 2....
Hình 2-14. Phân tích theo cấu trúc của bộ phận chuyên chở [...]
2.5.2. Phương pháp phân loại
Sau khi phân tích hệ thống thành các bộ phận cơ bản, một hệ thống theo mô đun sẽ được xây dựng bằng cách kết hợp những bộ phận cơ bản giống nhau dựa trên các tiêu chuẩn do nhóm thiết kế thiết lập. Một hệ thống theo mô đun có thể hiểu như là sự kết hợp nhiều bộ phận chức năng để thực hiện các chức năng khác nhau hơn là để chúng riêng biệt. Có hai tiêu chuẩn dùng để triển khai những hệ thống theo mô đun:
- Mối quan hệ giữa cấu trúc thiết kế theo chức năng và cấu trúc thiết kế theo cụm chi tiết;
- Mức độ tương tác giữa các bộ phận là không đáng kể (các bộ phận trong sản phẩm độc lập với nhau)
Nhóm các đối tượng (bộ phận, chi tiết hay hệ thống) hình thành dựa trên những đặc điểm của các đối tượng đã được thực hiện sử dụng những phương pháp tạo nhóm. Các thành phần tương tự nhau có thể được nhóm lại thành họ nhóm mẫu và những mẫu mới có thể được chế tạo bằng cách hiệu chỉnh một mẫu bộ phận hiện có trong cùng họ nhóm.
Triết lý của phương pháp tạo nhóm là một ý tưởng quan trọng trong thiết kế những hệ thống sản xuất tiên tiến. Phương pháp tạo nhóm là một kỹ thuật quản lý để tiêu chuẩn hóa thiết kế, chế tạo và loại trừ sự dư thừa. Phương pháp tạo nhóm phân loại và mã hóa những bộ phận, gán chúng vào những họ nhóm khác nhau dựa trên đặc điểm giống nhau của chúng ở những thuộc tính thiết kế (hình dạng vật lý, kích cỡ, dung sai và kích thước hình học…) và những thuộc tính chế tạo (trình tự gia công, dung sai và kích thước hình học…).
Nhóm những bộ phận thành những họ nhóm là một nhiệm vụ không hấp dẫn. Phương pháp để nhóm các bộ phận thành họ nhóm có hiệu quả và đáng tin cậy nhất là phân loại và mã hóa. Trong phương pháp này, mỗi bộ phận được kiểm tra từng cái một phù hợp với những đặc điểm thiết kế và chế tạo của nó. Mã số của một bộ phận có thể đánh theo số hoặc kí tự.
- Phương pháp tạo nhóm
Phương pháp tạo nhóm khởi đầu bằng cách xây dựng ma trận liên thuộc. Ma trận này mô tả mối quan hệ giữa các chi tiết với nhau hay giữa chi tiết và máy. Sau khi xây dựng ma trận, ta sẽ sử dụng một số thuật toán sắp xếp các giá trị của ma trận thành một dạng khối theo đường chéo. Thí dụ một ma trận liên thuộc chi tiết-máy được xây dựng như (hình 2.14)
Hình 2-15. Ma trận liên thuộc chi tiết-má
Ma trận liên thuộc trên được xây dựng gồm 5 chi tiết được đánh số lần lượt
1,2,3,4,5 và 4 máy cũng đánh số lần lượt 1,2,3,4. Như vậy ta có ma trận chi tiết-máy aij (i=5, j=4) trong đó chi tiết nào trong các chi tiết ở trên có thể gia công trên một máy tương ứng sẽ được biểu thị số 1, ngược lại chi tiết không thể gia công trên máy tương ứng sẽ được biểu thị số 0 hay để trống.
Có nhiều phương pháp phân loại sử dụng nhóm các chi tiết với nhau hoặc chi tiết và máy nhưng phương pháp hiệu quả nhất là thuật toán nhận dạng nhóm (CIA). Thuật toán được thực hiện đối với ma trận liên thuộc theo các bước như sau:
Bước 1: Chọn dòng i bất kỳ của ma trận liên thuộc và vẽ đường ngang hi xuyên qua nó.
Bước 2: Đối với mỗi giá trị 1 gạch bởi đường ngang hi vẽ đường thẳng đứng vj.
Bước 3: Đối với mỗi giá trị 1 gạch chỉ một lần bởi một đường thẳng đứng vj vẽ một đường ngang hi.
Bước 4: Lặp lại các bước trên cho đến khi không còn các giá trị gạch nhiều hơn một lần được để lại.
Tất cả các giá trị gạch hai lần được nhóm trong một khối và gỡ bỏ khỏi ma trận.
Bước 5: Quá trình trên được lặp lại đối với các giá trị còn lại trong ma trận cho đến khi tất cả các giá trị được nhóm lại.
Thí dụ: Trong quá trình bố trí các máy để gia công các chi tiết, người quản lý sản xuất đã lên được kế hoạch sơ bộ để bố trí các máy gia công các chi tiết nhưng họ chưa có được sự bố trí hợp lý, tối ưu và hiệu quả cụ thể như sau:
Chi tiết của họ cần gia công gồm 8 chi tiết được đánh số lần lượt là 1,2,3,4,5,6,7,8 và các máy để gia công gồm 7 máy cũng được đánh số lần lượt 1,2,3,4,5,6,7.
........................
Hình 5-18. Tổng hợp ứng suất tiếp tác dụng lên toàn máy
Bảng 5-21. Tổng hợp ứng suất tiếp tác dụng lên toàn máy
|
S
TT |
Nội dung |
Đơn vị |
Giá trị |
|
1 |
Ứng suất lớn nhất |
MPa |
29.887 |
|
2 |
Ứng suất nhỏ nhất |
MPa |
-27.934 |
Trên cơ sở tính toán thiết kế và kết quả của phân tích mô phỏng cho thấy khung máy đảm bảo được độ bền theo ứng suất của vật liệu tính toán cho thép làm khung là CT3 [21], giá trị tính toán cho thép khung như sau: Với vật liệu và ứng suất theo mác thép CT3 , N/mm2.
Tổng hợp các thông số kỹ thuật thiết kế dùng trong tính toán chi tiết cho các
cụm chính của máy tạo mẫu nhanh SLS.
Bảng 5-22.Thông số kỹ thuật của các cụm chức năng trong máy SLS
|
TT |
Tên cụm |
Yêu cầu kỹ thuật |
|
1 |
Cụm lazer |
Hành trình của cụm lazer: 1000 x1000mm |
|
|
|
Vận tốc quét: 900mm/s
Độ dày lớp: 0.08 – 0.3mm
Độ chính xác của tia lazer: 0.02mm
Công suất tia lazer: 60W |
|
2 |
Cụm con lăn bột |
Hành trình cụm con lăn: 2000 mm
Chiều dài của con lăn: 520 mm |
|
3 |
Cụm bàn nâng gia
công |
Kích thước bao của cụm bàn nâng:
500 x 500 x 300mm
Độ chính xác của bàn nâng: 0.02~0.05mm |
|
4 |
Cụm thùng chứabột |
Kích thước bao cụm thùng bột:
500 x 250 x 300mm
Độ chính xác của cụm thùng bột: 0.05 mm |
|
5 |
Cụm gia nhiệt |
Nhiệt độ đèn Halozen 100~150 0C
Thời gian gia nhiệt: 3 giây |
|
6 |
Khung vỏ máy |
Chiều rộng : 1230 mm
Chiều dài: 2800 mm
Chiều cao: 2230 mm |
Nội dung nghiên cứu thực hiện trong chương 3 và 4 về thiết kế các thông số tính toán tổng thể của máy, mô phỏng ứng suất tác dụng lên khung máy làm cơ sở cho quá trình tính toán thiết kế cụm chi tiết trong chương 5.
Chương 6 KẾT LUẬN VÀ KIẾN NGHỊ
6.1. Các nội dung đã thực hiện của luận văn
Tổng quan về thiết bị máy tạo mẫu nhanh và các công trình nghiên cứu liên
quan về máy tạo mẫu nhanh công nghệ SLS
Nghiên cứu về các yếu tố ảnh hưởng trong quá trình tạo hình sản phẩm của máy tạo mẫu nhanh thông qua các nghiên cứu về vật liệu bột sử dụng cho quá trình thiêu kết.
Thực hiện phân tích các cụm chức năng của máy trên cơ sở ứng dụng lý thuyết mô-đun từ đó thực hiện việc đánh giá và lựa chọn phương án cho các cụm chính trong máy đáp ứng các chỉ tiêu kỹ thuật đề ra theo thiết kế máy tạo mẫu nhanh SLS.
Tính toán thiết kế hệ thống máy, tính toán thiết kế chi tiết trong đó chủ yếu tập trung vào việc tính toán cho các cụm được phân tích thành mô-đun trong máy tạo mẫu nhanh SLS.
Thực hiện mô hình hóa các nội dung thiết kế để đánh giá khả năng hoạt động của máy và khả năng tích hợp của các mô-đun thiết kế.
6.2. Kiến nghị hướng phát triển của luận văn
Cần thực hiện các nội dung chế tạo mô hình máy mẫu trên cơ sở hồ sơ thiết kế máy của luận văn phục vụ việc đánh giá khả năng hoạt động của máy và độ tin cậy của thiết kế làm cơ sở cho quá trình chế tạo thực.
Thực hiện các nghiên cứu chuyên sâu về điều khiển trên cơ sở các yêu cầu điều khiển được đề ra trong quá trình thiết kế để hoàn thiện các nội dung thiết kế của máy.
Thiết bị máy tạo mẫu nhanh SLS hoàn thiện thêm về nội dung điều khiển phối hợp hệ thống phần mềm và phần cứng sẽ là các nội dung cần thực hiện để phục vụ cho quá trình nghiên cứu thực nghiệm các yếu tố ảnh hưởng khi tạo hình trên vật liệu bột, làm tiền đề cho các nội dung nghiên cứu nâng cao.
TÀI LIỆU THAM KHẢO
Các bài báo tham khảo
[1] W.A.Y YUSOFF & A.J THOMAS, The effect of employing an effective laser sintering scanning strategy and energy density value on eliminating “orange peel” on a selective laser sintered part, International Islamic University Malaysia, Faculty of Manufacturing and Materials Engineering, P O Box 10, 50728 Kuala Lumpur,Malaysia [2] M.S.Wahab, K.W.Dalgarno, R.F.Cochrane, S.Hassan Member, IAENG , Development of Polymer Nanocomposites for Rapid Prototyping Process, 2008. [3] Radovan HUDÁK, Martin ŠARIK,Róbert DADEJ, Jozef ŢIVČÁK,Daniela HARACHOV, Material and thermal analysis of laser sinterted products, Faculty of Mechanical Engineering, Department of Biomedical Engineering and Measurement, Technical University of Košice, Letná 9, 042 00 Košice, Slovakia.
[4] Contuzzi, N.; Campanelli, S.L & Ludovico, A.D “ 3D finite element analusis in the selective lazer melting process ’’, Department of Management and Mechanical Engineering, Viale Japigia,182,70126 Bari, Italia, 2011.
[5] Carliss Y. Baldwin Kim B, Clark, “ Modularity in the Design of Complex
Engineering Systems’’, 2004.
[6] Carliss . Baldwin, Kim B. Clark, trích từ Design Rules, Volume 1: “The Option Value of Modularity in Design”, The Power of Modularity, Harvard Business School, 16/5/2002,
Patentthaokhảo
[7] Sanders, Jr.; Royden C., Wilton, NH Forsyth; John L., So. Lyndeborough, NH Philbrook; Kempton F., Lyndeborough NH, 3-D model maker, US5506607. [8] Toshikazu Furui, Naohisa Matshushita, Method of cutting laminate, US0012398.
[9] Toru Nonoyama, Yaizushi, Sakakura, Nagoyashi, Method And Apparatus
For Sheet Lamination Three-Dimensional Modeling, US 2006/0124231 A1.
[10] Michael Cima et al(1995). Three-dimensional printing techniques. Patent
US 5387380
[11] Noboru Kawaguchi, Komaki, Method And Apparatus For Manufacturing A Solid Object Through Sheet Laminating, US005578155A
[12] Robert H.W. Welch, Tae Mark Chung, Christopher R. Hanna (2004).
Single side bi-directional feed for laser sintering.Patent US 2005/0263933
[13] William L. Bliss (1991). Rotary feeder. Patent US 5037014.
[14] Brian D. Cox (2007). Pneumatic powder transport system. Patent US
2006/0219315
[15]Morgan Larsson, Mikael Larsson (2009). Arrangement for the production of a three-dimensional product. Patent US 7,540,738
[16]David Retallick, Hans J. Langer( 1997). Method and apparatus for producing a three-dimensional object. Patent US 5,647,931
[17]Wei-Hsian Lai, et al (2005).Method and apparatus for rapid prototyping using computer-printer aided to ...Patent 11_093_078
[18]Thomas A. Kerekes, Jouni P. Partanen(2008). Laser scanning and power control in a rapid prototyping system. Patent US 7,339,712
[29] Arnaud Hory, Jean-Marie Gaillard, Pierre Abelard(2004). Fast prototyping method by laser sintering of powder. Patent US 6767499
[20] David B. Russell et al (2006). Method and apparatus for prototyping a three-dimensional object. Patent US 6,375,874
[21] Paul F. Forderhase, Carl R. Deckard, Jack M. Klein(1993). Apparatus and method for producing parts with multi-directional powder delivery. Patent US
5,252,264
[22] Masashi Hagiwara(2008). Powder sinter layered manufacturing apparatus.
Patent US 2007/0026099
[23] Neal W. Muylaert, Steven C. Low (2004). Selective laser sintering reduced volume feed mechanism. Patent US 2006/0032838
[24] Paul F. Forderhase, Carl R. Deckard, Jack M. Klein(1993). Apparatus and method for producing parts with multi-directional powder delivery. Patent US
5252264
Tài liệu
[25] Nguyễn Hữu Lộc, Cơ sở thiết kế máy, NXB ĐHQGTP Hồ Chí Minh, 2004 [26] Nguyễn Hữu Lộc, Độ tin cậy trong thiết kế kỹ thuật , NXB ĐHQGTP Hồ Chí Minh, 2002.
[27] Trịnh Chất, Lê Văn Uyển, “Tính toán thiết kế hệ dẫn động cơ khí” – Tập
1-2, Nhà xuất bản Giáo Dục, 2008.
[28] Công nghệ vật liệu mới, Nhà xuất bản Đại học Quốc gia thành phố Hồ Chí
Minh
[29] Phan Đình Huấn, Tôn Thất Tài (2002). Xây dựng mô hình 3 chiều và bản vẽ kỹ thuật bằng Inventor. NXB Khoa học và kỹthuật, Hà Nội.
[30] Hà Văn Vui, Nguyễn Chí sáng, Sổ tay thiết kế cơ khí, tập 1,2,3 NXB Khoa học & Kỹ Thuật.
[31] Nguyễn Hữu Lộc, Cơ sở thiết kế máy, NXB ĐHQGTP Hồ Chí Minh, 2004
[32] Trang web tính toán động cơ : http://www.orientalmotor.com
[33] Nguyễn Hữu Lộc, Độ tin cậy trong thiết kế kỹ thuật , NXB ĐHQGTP Hồ
Chí Minh, 2002.
[34] Trịnh Chất, Lê Văn Uyển, “Tính toán thiết kế hệ dẫn động cơ khí” – Tập
1-2, Nhà xuất bản Giáo Dục, 2008.
[35]MISUMI,“M