Luận văn THIẾT KẾ MÁY ĐỘT DẬP CNC 30 TẤN

NỘI DUNG ĐỒ ÁN
Đầu đề luận văn: Thiết kế máy máy đột dập CNC 30 tấn.
2. Nhiệm vụ:
vTìm hiểu cơ sở lý thuyết về đột dập.
vTìm hiểu về kết cấu máy đột đã có.
vThiết kế lại các cơ cấu cho máy đột trục khuỷu.
vTính toán quá trình đột bằng phương pháp truyền thống.
vTính toán và kiểm trađộ bền khung máy bằng cách sử dụng các phần mềm ( Creo, Solidworks, ..)
vThiết kế máy đột dập CNC.
TÓM TẮT LUẬN VĂN
Đề tài: “ Thiết kế máy đột dập CNC 30 tấn ” bao gồm các phần sau:
- Tìm hiểu tổng quan về đột dập, cơ sở lý thuyết về biến dạng kim loại, ứng xử vật liệu trong quá trình đột dập, các vùng vật liệu biến dạng, các quá trình dịch chuyển trong quá trình đột dập.
- Tìm hiểu về các dạng kết cấu máy đột dập, phân tích và lựa chọn kết cấu máy phù hợp với yêu cầu đặt ra.
- Tìm hiểu các loại khung máy đột dập được sử dụng trên thị trường, phân tích và lựa chọn kiểu khung máy phù hợp nhất.
- Thiết kế khung máy theo yêu cầu tải trọng, kiểm tra độ bền khung máy bằng việc sử dụng phần mềm Creo Simulate 2.0, phân tích chuyển vị của khung và các điều kiện bền khác để đảm bảo khung máy phù hợp.
- Thiết kế cơ cấu truyền động chính của máy: tính moment xoắn tác dụng lên trục khuỷu, tính toán bánh đà cho máy, chọn động cơ phù hợp.
- Lựa chọn chày cối theo tiêu chuẩn, tìm hiểu vật liệu chế tạo chày cối, các yêu cầu về khe hở, về phương pháp bảo trì chày cối theo qui định của hãng sản xuấ đưa ra.
- Tính toán bền trục khuỷu, tính toán đường kính nơi mà trục chịu nguy hiểm lớn nhất.
- Chọn ly hợp cho trục khuỷu thông qua việc phân tích các loại ly hợp khác nhau.
- Thiết kế trục chuyển động XY cho máy, lựa chọn cơ cấu truyền động và thanh trượt dẫn hướng.
- Thiết kế bộ truyền đai cho bánh đà.
- Thiết kế bộ truyền xích cho mâm dao máy.
- Thiết kế hệ thống thủy lực, đưa ra sơ đồ thủy lực điều khiển ly hợp cho máy, chọn các van cần thiết.
- Hướng dẫn cách vận hành máy.
- Cách bảo dưỡng máy phù hợp nhất.
- Kết luận và đề xuất ý kiến.
MỤC LỤC
LỜI CẢM ƠN................................................................................................. ................................................................................................. i
TÓM TẮT LUẬN VĂN.. ii
MỤC LỤC.... iii
DANH SÁCH HÌNH VẼ. viii
DANH SÁCH BẢNG BIỂU.. xi
CHƯƠNG 1. TỔNG QUAN.. 1
1.1 Nghiên cứu thị trường. 1
1.2 Tính cấp thiết của đề tài3
1.3 Mục đích và nội dung đề tài3
1.3.1 Mục đích. 3
1.3.2 Nội dung. 3
1.4 Tổng quan về máy đột và công nghệ đột lỗ. 4
1.4.1 Khái niệm đột.4
1.4.2 Nguyên lý cơ bản quá trình đột.5
1.4.3 Phân loại sản phẩm đột dập. 6
1.4.4 Ưu nhược điểm phương pháp đột10
1.4.5 Ảnh hưởng của khe hở đến trị số biến dạng đàn hồi trong quá trình đột.10
1.4.6 Kích thước làm việc của chày và cối.13
1.4.7 Lực cắt và đột lỗ.14
1.4.8 Các phương pháp giảm lực biến dạng.15
1.4.9 Hình dạng kết cấu của chày và cối17
1.5 Tổng quan về biến dạng dẻo kim loại18
1.5.1 Các hiện tượng xãy ra khi biến dạng dẻo.20
1.5.2 Những nhân tố ảnh hưởng đến tính dẻo kim loại21
1.5.3 Ảnh hưởng của biến dạng dẻo đến tính chất và tổ chức kim loại22
1.5.4 Các định luật cơ bản áp dụng khi gia công bằng áp lực. 23
1.6 Giới hạn đề tài25
CHƯƠNG 2. PHÂN TÍCH LỰA CHỌN PHƯƠNG ÁN THIẾT KẾ 26
2.1 xác định yêu cầu kỹ thuật26
2.1.1 Yêu cầu sản phẩm.. 26
2.1.2 Yêu cầu thiết bị26
2.2 Lựa chọn phương án thiết kế kết cấu máy. 27
2.2.1 Phương án 1 – Máy cắt đột trục khuỷu thanh truyền. 27
2.2.2 Phương án 2 – Máy cắt đột ma sát kiểu trục vít28
2.2.3 Phương án 3 – Máy đột lệch tâm.. 30
2.2.4 Phương án 4 – Máy cắt đột thủy lực. 32
2.2.5 Lựa chọn phương án thiết kế kết cấu máy. 34
2.3 Lựa chọn phương án thiết kế khung máy. 34
2.3.1 Khung máy chữ C.. 34
2.3.2 Khung chữ O.. 36
2.3.3 Kết luận chọn phương án cho máy đột39
CHƯƠNG 3. THIẾT KẾ HỆ THỐNG CƠ KHÍ40
3.1 Thiết kế khung máy 40
3.1.1 Yêu cầu thiết bị40
3.1.2 Tính toán quan hệ giữa lực đột với chiều dày và đường kính lỗ đột.. 40
3.1.3 Yêu cầu kỹ thuật của khung máy. 43
3.1.4 Thông số khung máy. 44
3.1.5 Phát thảo khung máy và kiểm nghiệm bền khung bằng phần mềm Creo 2.0 45
3.2 Thiết kế cơ cấu truyền động. 58
3.2.1 Tính toán moment trục khuỷu. 58
3.2.2 Chọn động cơ khi không có bánh đà. 62
3.2.3 Thiết kế bánh đà. 63
3.3 Thiết kế chày cối đột dập. 66
3.3.1 Phân loại khuôn đột dựa trên biên dạng chày cối67
3.3.2 Phân loại chày cối theo sản phẩm.. 69
3.3.3 Vật liệu chế tạo chày cối73
3.3.4 Đường kính đột tối thiểu. 74
3.3.5 Đường kính đột lớn nhất74
3.3.6 Khe hở chày cối77
3.3.7 Dung sai kích thước chày cối78
3.4 Thiết kế trục khuỷu. 79
3.4.1 Yêu cầu kỹ thuật79
3.4.2 Vật liệu chế tạo trục. 79
3.4.3 Tính toán trục khuỷu. 80
3.5 chọn ly hợp thủy lực cho máy. 84
3.5.1 Khái niệm và công dụng ly hợp. 84
3.5.2 Lý do chọn ly hợp thủy lực. 84
3.5.3 Nguyên lý làm việc. 85
3.5.4 Chọn ly hợp cho máy đột85
3.6 Thiết kế trục 0x, 0y. 87
3.6.1 Yêu cầu kỹ thuật87
3.6.2 Chọn trục vít me – Đai ốc. 87
3.6.3 Chọn động cơ. 90
3.6.4 Chọn thanh trượt ( Guides way) cho trục OY.92
3.7 Thiết kế bộ truyền đai94
3.7.1 Chọn loại đai: Đai thang. 94
3.7.2 Tính toán đường kính đai94
3.7.3 Tính toán khoảng cách trục. 94
3.7.4 Xác định số dây đai95
3.7.5 Tính toán kích thước đai96
3.8 Thiết kế bộ truyền xích. 97
3.8.1 Sơ đồ nguyên lý. 97
3.8.2 Phân phối tỉ số truyền. 97
3.8.3 Tính toán moment tác dụng lên các trục. 98
3.8.4 Thiết kế bộ truyền xích từ động cơ vào trục I99
3.8.5 Thiết kế bộ truyền xích từ I vào trục II101
3.8.6 Thiết kế bộ truyền xích từ II vào trục III103
CHƯƠNG 4. THIẾT KẾ HỆ THỐNG THỦY LỰC.. 106
4.1 Yêu cầu kỹ thuật 106
4.2 Xác định các cơ cấu chấp hành. 106
4.2.1 Chất lỏng công tác. 106
4.2.2 Áp suất sử dụng. 107
4.3 Sơ đồ hệ thống thủy lực. 108
4.3.1 Xác định kích thước các ống dẫn. 110
4.3.2 Chọn các thiết bị cho mạch thủy lực. 110
CHƯƠNG 5. VẬN HÀNH MÁY ĐỘT CNC.. 124
5.1 Cấu tạo cơ bản bàn điều khiển máy đột CNC.. 124
5.1.1 Bảng điều khiển chính. 124
5.1.2 Bảng điều khiển phụ. 125
5.2 Khởi động máy đột CNC.. 126
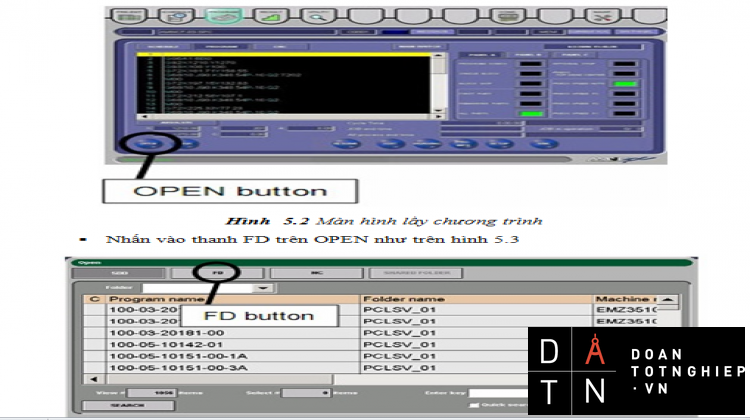
5.3 Lấy chương trình đột126
5.3.1 Lấy chương trình từ đĩa mềm hoặc USB.. 126
5.3.2 Lấy một chương trình đột có sẵn trong máy. 128
5.4 Xem hình dạng của phôi sau đột128
5.5 Thay chày cối128
5.5.1 Thay chày cối bằng tay. 128
5.5.2 Thay chày cối với dụng cụ BALANCER.. 129
CHƯƠNG 6. BẢO DƯỠNG MÁY ĐỘT CNC.. 130
6.1 Bảo dưỡng máy theo thời gian. 130
6.2 Bảo dưỡng mâm đột và gá lắp chày. 131
6.2.1 Vệ sinh và bôi trơn mâm trên. 131
6.2.2 Vệ sinh lỗ chốt định vị mâm đột trên & dưới131
6.2.3 Vệ sinh cối và đế gá lắp cối132
6.2.4 Kiểm tra độ mòn của các chi tiết trượt133
6.2.5 Kiểm tra độ đồng tâm của mâm trên và dưới134
CHƯƠNG 7. KẾT LUẬN VÀ ĐỀ XUẤT Ý KIẾN.. 135
7.1 KẾT LUẬN.. 135
TÀI LIỆU THAM KHẢO.. 138
DANH SÁCH HÌNH VẼ
Hình 3.1 Biến dạng của khung khi có lực tác dụng. 43
Hình 3.2 Kích thước khung máy. 44
Hình 3.3 Khung máy 3D.. 46
Hình 3.4 Biểu diễn cách đặt lực cho khung máy. 47
Hình 3.5 Sơ đồ các bước thực hiện. 48
Hình 3.6 Giao diện phần mềm Creo Simulate 2.0. 49
Hình 3.7 Nhập thông số vật liệu. 50
Hình 3.8 Chia lưới khung máy. 50
Hình 3.9 Chọn mặt phẳng ràng buộc. 51
Hình 3.10 Đặt lực khung máy. 51
Hình 3.11 Chuyển vị của khung máy. 52
Hình 3.12 Quan hệ giữa độ lệch và chuyển vị52
Hình 3.13 Ứng suất tác động lên khung máy. 53
Hình 3.14 Sơ đồ lực kéo căng của dầm.. 53
Hình 3.15 Năng lượng biến dạng trên đơn vị thể tích ( KPa). 54
Hình 3.16 Tăng cường gân mặt cho khung máy. 55
Hình 3.17 Độ chuyển vị của khung khi có gân. 55
Hình 3.18 Quan hệ giữa độ lệch và chuyển vị khi có gân. 56
Hình 3.19 Chia lưới khung. 56
Hình 3.20 Chuyển vị của khung máy. 57
Hình 3.21 Quan hệ giữa chuyển vị và độ lệch. 57
Hình 3.22 Cơ cấu trục khuỷu - thanh truyền. 58
Hình 3.23 Biểu diễn vị trí moment lớn nhất59
Hình 3.24 Phân tích lực tác dụng lên khớp nối60
Hình 3.25 Phân tích lực tác dụng lên thanh AB.. 61
Hình 3.26 Phân tích lực thanh 0A.. 61
Hình 3.27 Biểu đồ moment trên trục khuỷu. 62
Hình 3.28 Bánh đà. 64
Hình 3.29 Chày cối máy đột CNC.. 66
Hình 3.30 Biên dạng hình chữ nhật67
Hình 3.31 Biên dạng hình vuông. 67
Hình 3.32 Biên dạng bán nguyệt67
Hình 3.33 Biên dạng lục giác. 68
Hình 3.34 Biên dạng bát giác. 68
Hình 3.35 Biên dạng tam giác. 68
Hình 3.36 Biên dạng đặc biệt69
Hình 3.37 Tạo cụm lỗ. 69
Hình 3.38 Máng dẫn dây điện. 70
Hình 3.39 Khoan rộng lỗ. 70
Hình 3.40 Tạo gân. 71
Hình 3.41 Khắc hình. 71
Hình 3.42 Tạo hình. 72
Hình 3.43 Mái thông hơi72
Hình 3.44 Bản lề. 73
Hình 3.45 Khe hở chày cối [5]. 77
Hình 3.46 Ảnh hưởng của khe hở chày cối đến sản phẩm.. 77
Hình 3.47 Trục lệch tâm.. 79
Hình 3.48 Phân tích phản lực tác dụng lên trục khuỷu. 80
Hình 3.49 Chuyển đổi gốc tọa độ lực tác dụng. 81
Hình 3.50 Biểu đồ lực tác dụng lên trục khuỷu. 82
Hình 3.51 Cấu tạo ly hợp thủy lực. 85
Hình 3.52 Thông số trục vít me. 89
Hình 3.53 Cấu tạo vít me – đai ốc bi89
Hình 3.54 Thông số động cơ. 91
Hình 3.55 Động cơ siemens servo. 91
Hình 3.56 Thanh dẫn hướng [8]. 92
Hình 3.57 Cấu tạo thanh dẫn hướng [8]. 93
Hình 3.58 Thông số hình học thanh dẫn hướng. 93
Hình 3.59 Sơ đồ nguyên lý bộ truyền xích. 97
Hình 4.1 Sơ đồ mạch thủy lực. 108
Hình 4.2 Mất áp qua van điều chỉnh lưu lượng ,[15]. 111
Hình 4.3 Thông số bình tích áp [16]. 112
Hình 4.4 Kích thước bình tích áp. 112
Hình 4.5 Van phân phối, [15]. 113
Hình 4.6 Ký hiệu van phân phối 1. 114
Hình 4.7 Độ mất áp van phân phối 1. 114
Hình 4.8 Van phân phối 2, [15]. 115
Hình 4.9 Độ mất áp van phân phối115
Hình 4.10 Ký hiệu van phân phối 2. 116
Hình 4.11 Thông số kỹ thuật van an toàn [15]. 116
Hình 4.12 Van 1 chiều đường dầu bơm.. 117
Hình 4.13 Mất áp qua van 1 chiều đường dầu bơm.. 117
Hình 4.14 Van 1 chiều. 118
Hình 4.15 Mất áp van 1 chiều đường dầu P.. 118
Hình 4.16Thông số kỹ thuật lọc dầu hút119
Hình 4.17Công suất cần cung cấp bơm PV2R1-12 ,[15]. 121
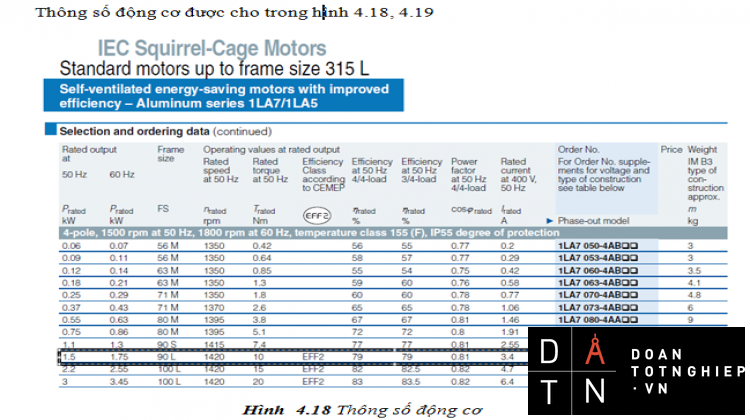
Hình 4.18 Thông số động cơ. 122
Hình 4.19 Tỉ số trong động cơ. 122
Hình 5.1 Bảng điều khiển chính [5]. 124
Hình 5.2 Màn hình lấy chương trình. 127
Hình 5.3 Lấy chương trình từ thanh FD.. 127
Hình 6.1 Vệ sinh chốt định vị mâm dao trên. 131
Hình 6.2 Phoi dính vào đế gá lắp cối132
Hình 6.3 Cối bị nghiêng do còn phoi dính. 132
Hình 6.4 Sự mòn của lỗ và then dẫn hướng. 133
Hình 6.5 Độ đồng tâm chày cối134
DANH SÁCH BẢNG BIỂU
Bảng 2.1 Thông số vật liệu của sản phẩm [3]. 26
Bảng 2.2 Bảng đánh giá các phương án theo yêu cầu đặt ra. 34
Bảng 3.1 Bảng ứng suất cắt, ứng suất kéo của một số loại vật liệu [4]. 42
Bảng 3.2 Cơ tính thép C45 theo tiêu chuẩn GOST[4]. 46
Bảng 3.3 Thành phần hóa học của thép cacbon C45[4]. 46
Bảng 3.4 Thông số đầu vào của khung máy. 47
Bảng 3.5 Kết quả kiểm nghiệm bền khung. 47
Bảng 3.6 Tính chất vật lý của một số kim loại phổ biến [4]. 49
Bảng 3.7 Thực trạng sản xuất chày cối[5]. 74
Bảng 3.8 Đường kính đột tối thiểu [5]. 74
Bảng 3.9 Bảng kích thước chày cối tính theo trạm [5]. 75
Bảng 3.10 Kích thước lỗ đột máy 30 tấn [5]. 75
Bảng 3.11 Cơ tính các loại thép hợp kim theo tiêu chuẩn GOST [4]. 76
Bảng 3.12 Cơ tính của các loại thép cacbon theo tiêu chuẩn GOST [4]. 76
Bảng 3.13 Dung sai kích thước. 78
Bảng 3.14 Thông số ly hợp thủy lực [7]. 86
Bảng 3.15 Kích thước ly hợp [7]. 86
Bảng 3.16 Thông số đai loại A.. 94
Bảng 3.17 Đặc tính bộ truyền xích. 99
Bảng 4.1 Đặc tính của một số loại dâug công nghiệp. 107
CHƯƠNG 1 TỔNG QUAN
1.1 Nghiên cứu thị trường
Hiện nay, các sản phẩm về máy đột dập trục khuỷu CNC trên thị trường ở nước ta điều là sản phẩm nhập khẩu từ nước ngoài, vẫn chưa có các công ty sản xuất trong nước, do đó giá thành sản phẩm là khá cao.
Vì vậy các sản phẩm được sử dụng ở nước ta chủ yếu là các máy cũ đã qua sử dụng.
Ở nước ta chỉ có các công ty hoặc các xưởng sữa chữa, bảo trì nhưng cũng còn rất hạn chế, tập trung nhiều ở những nơi công ngệ - kỹ thuật phát triển như Tp Hồ Chí Minh, Bình Dương, …
Các loại máy đột CNC được sử dụng rộng rãi trong nước ta hiện nay chủ yếu là các sản phẩm của Nhật. Như là sản phẩm của hãng Amada, Nisshinbo, Centrum… sau đây là một số hình ảnh của sản phẩm thực tế.
(a)
(b)
Hình 1. 1Sản phẩm đột
a)Máy đột của hãng Amada
b)Máy đột của hãng Nisshinbo
c) Máy đột của hãng Centrum
1.2 Tính cấp thiết của đề tài
Cùng với tiến trình toàn cầu hóa, xu hướng các quốc gia xích lại với nhau về kinh tế nói chung cũng như việc chuyển giao công nghệ, máy móc nói riêng đó chính là hình thức các công ty đa quốc gia: công ty mẹ (nhà sản xuất) – công ty con (nhà phân phối). Hiện nay, tại Việt Nam chưa có công ty nào sản xuất và chế tạo máy đột dập CNC mà chủ yếu là nhập khẩu từ nước ngoài về của các hãng sản xuất nổi tiếng như đã giới thiệu ở phần 1.1. Trong hoàn cảnh nước ta đang trên đường phát triển nền kinh tế công nghiệp, nhu cầu sử dụng máy móc là rất lớn và đa dạng. Tuy nhiên, lâu nay thị trường này vốn thuộc về các nhà sản xuất máy móc thiết bị nước ngoài với rất nhiều ưu thế về công nghệ và kinh nghiệm, đã tạo ra sự chi phối về giá cả cũng như mẫu mã kích thước của sản phẩm. Chính điều này đã tạo ra sự lãng phí trong việc sử dụng máy móc hoặc là sự không dung hòa về kích thước của chi tiết gia công và kích thước của máy.
1.3 Mục đích và nội dung đề tài
1.3.1 Mục đích
Hiện nay các nhà máy, công ty đang sử dụng những máy độtnhập khẩu từ nước ngoài, chủ yếu là mua lại những máy móc đã qua sử dụng, gây nguy hiểm cho người vận hành. Nguyên nhân trên là do chi phí mua những máy móc ngoại nhập cao, các máy móc sản xuất trong nước thì hạn hẹp, không đảm bảo yêu cầu. Vì vậy nhóm quyết định chọn đề tài “Thiết kế máy đột dập CNC 30 tấn” để phục vụ cho nhu cầu cấp thiết trong nước.
Ưu điểm của đề tài là sử dụng thêm những phần mềm hỗ trợ làm cho việc thiết kế được chính xác hơn, tiết kiệm được các chi phí nguyên vật liệu dư thừa, nhưng vẫn đảm bảo sự an toàn khả năng vận hành của máy đột dập CNC.
1.3.2 Nội dung
Nội dung dự kiến của đề tài bao gồm các phần sau:
- Tổng quan.
- Phân tích lựa chọn phương án thiết kế.
- Thiết kế máy đột dập.
- Thiết kế khung máy.
- Kiểm tra độ bền khung bằng phầm mềm Creo Simulate 2.0.
- Thiết kế trục đột.
- Kiểm bền trục bằng phương pháp tính toán và sử dụng phần mềm.
- Phân tích, lựa chọn hệ thống ly hợp – bánh đà.
- Thiết kế hệ thống mâm dao.
- Thiết kế hệ thống truyền động mâm dao.
- Thiết kế trục 0x.
- Thiết kế trục 0y.
- Thiết kế bàn máy.
- Bộ phân kẹp phôi.
- Thiết kế hệ thống thủy lực cho máy.
- Thùng chứa dầu.
- Van.
- Đường ống dầu.
- Bộ lọc dầu.
- Bộ phận làm mát.
- Bơm.
- Thiết kế hệ thống điều khiển bằng cảm biếm.
- Lựa chọn cảm biến.
- Thiết kế vị trí đặt cảm biến.
- Kết luận.
1.4 Tổng quan về máy đột và công nghệ đột lỗ
1.4.1 Khái niệm đột.
Đột là một phần của công nghệ nguội. Đó chính là phương pháp gia công kim loại bằng áp lực.
Đột lỗ là những nguyên công được sử dụng để tạo ra các chi tiết phẳng từ các phôi tấm, dải hoặc băng và cũng có thể cắt phôi cho các nguyên công uốn, dập vuốt, và tạo hình v.v…
Đột lỗ chia thành 2 dạng là: đột lỗ hở ( hình 1.2a) và đột lỗ hở (hình 1.2b)
(a) (b)
Hình 1. 2Các dạng đột lỗ [1]
a) Đột lỗ hở
b) Đột lỗ kín
Đột lỗ kín được sử dụng chủ yếu trong rèn tự do. Khi đột, chiều cao phôi giảm, đường kín ngoài tang không đều theo chiều cao.
Đối với đột lỗ kín, phôi được đặt vào bên trong cối có đường kín ngoài bằng đường kín chi tiết. Trong quá trình đột, chầy nén đẩy kim loại ngược lên trên làm tang chiều cao phôi. Quá trình này tượng tự quá trình ép chảy ngược.
1.4.2 Nguyên lý cơ bản quá trình đột.
Nguyên lý cơ bản là lợi dụng khả năng biến dạng dẻo của kim loại, làm biến dạng kim loại ở thể rắn dưới tác dụng của ngoại lực để tạo ra thành phẩm, bán thành phẩm có kích thước nhất định tùy theo thiết kế.
Sau đây là sơ đồ nguyên lý cắt đột bằng khuôn (Hình 1.3).
Hình 1. 3Sơ đồ nguyên lý cắt đột bằng khuôn [2]
1.4.3 Phân loại sản phẩm đột dập
Trên thị trường hiện nay có rất nhiều thiết bị dân dụng được sử dụng rộng rãi là các sản phẩm của máy đột. Tuy nhiên chúng được chia thành hai loại chính là đột lỗ thong suốt và đột không thông suốt.
1.4.3.1 Đột thông suốt
1.4.3.1.1 Khái niệm
Nếu chi tiết bị đột là tấm mỏng và không cần lật phôi. Để kim loại thừa thoát ra dễ dàng người ta dùng vòng đệm hoặc đặt phôi lên khuôn có lỗ rồi mới gia công. Nếu vật bị đột dày, lỗ nhỏ, sau khi đột sâu khoảng 70%-80% chiều sâu toàn bộ người ta lật vật đột để đột. Nếu đường kính lỗ quá lớn thì ta dùng mũi đột rỗng, khi lỗ quá sâu thì dùng thêm những đệm rỗng.
Dưới đây là một số hình ảnh của sản phẩm đột thông suốt Hình 1.4
(a)
|
Hình 1. 4Các sản phẩm đột thông suốt a) Sản phẩm dạng lưới b) Sản phẩm dạng đĩa
|
(b)
1.4.3.1.2 Đặc điểm của biến dạng dẻo trong đột thông suốt
Như chúng ta đã biết dưới tác dụng của ngoại lực , kim loại biến dạng theo các giai đoạn: biến dạng đàn hồi, biến dạng dẻo và biến dang phá hủy ( hình 1.15). Tùy theo từng cấu trúc tinh thể của mỗi loại các giai đoạn trên có thể xãy ra với các mức độ khác nhau.
Hình 1. 5 Biểu đồ biến dạng dẻo kim loại [1]
Đối với sản phẩm đột thông suốt thì quá trình biến dạng dẻo trãi qua cả ba giai đoạn: biến dạng đàn hồi 0A, biến dạng dẻo AB và biến dạng phá hủy BD để tạo thành sản phẩm.
1.4.3.2 Đột không thông suốt
1.4.3.2.1 Khái niệm
Là giai đoạn đầu của đột lỗ thông. Kim loại chỉ biến dạng giãn ra quanh mũi đột mà không bị đẩy ra ngoài để tạo lỗ.
Một số sản phẩm đột không thông suốt Hình 1.6
|
Hình 1. 6Các sản phẩm đột không thông suốt |
1.4.3.2.2 Biến dạng dẻo trong đột không thông suốt
Sơ đồ biến dạng dẻo kim loại trong sản phẩm đột không thông suốt được thể hiện trên hình 1.7
Hình 1. 7 Biểu đồ biến dạng dẻo kim loại
Quá trình biến dạng dẻo trong các sản phẩm này chỉ trãi qua 2 giai đoạn chính là: biến dạng đàn hồi 0A, biến dạng dẻo AB.
1.4.4 Ưu nhược điểm phương pháp đột
vƯu điểm:
- Biến dạng kim loại ở thể rắn có khả năng khắc phục được các khuyết tật đúc như rỗ khí, rỗ co… làm tổ chức kim loại mịn chặt, nâng cao cơ tính sản phẩm.
- Có khả năng thay đổi tổ chức kim loại từ tổ chức hạt thành tổ chức thớ làm tăng cơ tính sản phẩm.
- Đột có thể cho phép tạo các lỗ có độ sâu không lớn một cách nhanh chóng,mà không cần dùng đến các loại máy khoan.
- Thường dùng gia công các lỗ cho nguyên công tán rive.
- Tiết kiệm nhiều nguyên vật liệu, không đòi hỏi tay nghề công nhân cao, năng
suất cao thuận lợi cho quá trình tự động hóa, sản lượng lớn giá thành hạ.
vNhược điểm:
- Không gia công được các chi tiết phức tạp như đúc.
- Không gia công đựơc các chi tiết có kích thước quá lớn.
- Việc sử dụng các hợp kim trong phương pháp gia công này hạn chế hơn, không gia công được các kim loại dòn.
1.4.5 Ảnh hưởng của khe hở đến trị số biến dạng đàn hồi trong quá trình đột.
Các chi tiết chủ yếu của khuôn cắt hình, đột lỗ là chày và cối với một trị số khe hở xác định Z ( Hình 1.8). Phôi được đặt trên bề mặt cối 3, chầy 1 chuyển động đi xuống cùng với nữz khuôn trên ép lên tấm phôi. Phần kim loại được tách ra chui qua lỗ cối ra ngoài. Phần kim loại này sẽ được gỡ ra khỏi chày bởi tấm đỡ 2 khi đầu trượt đi lên.
Hình 1. 8Cắt kim loại tắm bằng khuôn [1]
Khi cắt và đột lỗ biến dạng dẻo bao trùm toàn bộ chiều dày phôi, ngay sát mép làm việc của chày và cối, giới hạn của nó được chỉ ra bởi đường nét trên hình 1.9. Ứng suất sinh ra trong quá trình đột biến dạng không đồng đều, dẫn đến sụư phân bố biến dạng không đều trong các lớp kim loại song song với mặt phẳng của phôi trên toàn bộ chiều dày. Trạng thái ứng suất và biến dạng khi cắt hình và đột lỗ đều là trạng thái khối.
Hình 1. 9Phân bố biến dạng trong quá trình cắt đột [1]
Biến dạng cực đại theo hướng kính ở phần mép làm việc của chàyvà cối, còn biến dạng nhỏ nhất ở khoảng giữa của các mép làm việc này. Biếu đồ phân bố biến dạng theo hướng kính dọc theo chiều dày của phôi được biểu diễn như hình 1.9.
Để làm giảm biến dạng của phôi khi cắt người ta tìm biện pháp làm giảm mômen uốn bằng cách giảm khe hở giữa chày và cối. Trị số khe hở tối ưu Zmax được xác định theo công thức hình 1.10a.
Trị số khe hở Z = Zmax các vết nứt phát triển và gặp nhau tại lớp trung bình của tâm. Khi trị số khe hở Z tang lên thì mômen uốn tang lên làm tang trị số ứng suất kéo ở vùng biến dạng, vì thế các vết nứt phát triển theo bề mặt tự do, cách xa cách các mép cắt của dụng và thành bavia.
Khi Z < Zmax sự phát triển của các vết nứt không trùng nhau, khi đó tạo ra 2 hay một vài dải sang được tách ra giữa các vùng bị đứt vỡ hình 1.10b.
(a) (b)
Hình 1. 10Sự phân bố các vết nứt phụ thuộc vào khe hở Z [1]
1.4.6 Kích thước làm việc của chày và cối.
Khi đột lỗ, đường kính của lỗ nhận được tương ứng với đường kính của chày, khi bị mày mòn, kích thước của chày bị giảm đi vì thế đường kính của chày cần phải lấy bằng giá trị giới hạn lớn nhất của lỗ, nghĩa là: [1]
Trong đó: - đường kính danh nghĩa lỗ
- dung sai đường kính lỗ
Khi đó kích thước cối sẽ là: [1]
Hay là
Các công thức trên để xác định kích thước của chày và cối khi đột lỗ các chi tiết có chiều dày không lớn hơn (S < 2 mm) bởi vì khi đó bề mặt cắt có thể coi như vuông gốc với bề mặt của tấm kim loại.
Khi tấm kim loại có chiều dày S > 2 mm cần chú ý đến độ côn của bề mặt cắt do sự trượt vỡ của các vết nứt theo một gốc nhất định so với bề mặt của tắm tạo thành. Khi đó dung sai của chi tiết sẽ là là dung sai danh nghĩa của chi tiết.
Khi cắt đột các kim loại tấm dày người ta xác định kích thước làm việc của chày và cối theo công thức: [1]
+ Khi cắt hình:
+ Khi đột lỗ:
Dung sai trên kích thước của chày và cối thường được lấy bằng (25% - 35%) dung sai trên các kích thước tương ứng của chi tiết. Dung sai trên các kích thước của dụng cụ được xác định theo cấp chính xác. Khi chiều dày của kim loại dập S < 3mm theo cấp chính xác 8, còn khi S > 3mm theo cấp chính xác 10.
1.4.7 Lực cắt và đột lỗ.
Lực cắt và đột lỗ phụ thuộc vào trở lực cắt của vật liệu phôi, chiều dày vật liệu S, độ dài chu vi cắt L, hình dạng và trạng thái mép làm việc của chày và cối., khe hở Z, tốc độ biến dạng và độ lún sâu của chày vào kim loại tại thời điểm xuất hiện vết nứt. Sơ đồ lực cắt được thể hiện ở hình 1.11.
Hình 1. 11 Sơ đồ lực cắt đột [2]
Hình 1. 12 Sơ đồ tác dụng của lực ma sát [1]
Có thể xác định một cách gần đúng lực đột lỗ bằng tích số giữa diện tích cắt F với trở lực có tính đến các yếu các yếu tố ảnh hưởng bởi hệ số k = 1,1 1,3. [1]
Trong đó:
L – chu vi cắt (mm);
S – chiều dày vật liệu (mm);
- trở lực cắt của vật liệu (kg/mm2)
1.4.8 Các phương pháp giảm lực biến dạng.
1.4.8.1 Cắt đột bằng chày và cối có mép cắt nghiêng.
Khi đột bằng chày và cối có mép cắt nghiêng, quá trình cắt không xãy ra đồng thời trên toàn bộ đường bao của chi tiết mà xãy ra tuần thự giống như khi cắt trên máy cắt dao nghiêng. Do đó lực cắt đột có thể giẩm đi ( 30% - 40%). Hình dáng chày và cối có mép vác được thể hiện trên hình 1.13.
Hình 1. 13 Chày cối có mép cắt nghiêng [1]
a) Chày có mép cắt nghiêng
b) Cối có mép cắt nghiêng
1.4.8.2 Sử dụng chày có chiều cao khác nhau.
Khi sử dụng nhiều chày hoặc trong các khuôn cắt đột lien hợp độ dày các chày đột có thể không giống nhau ( Hình 1.14) . Khi đó lực cắt sẽ không tác dụng đồng thời và lực công nghệ sẽ không phải là lực tổng hợp của tất cả các lực thành phần. Cần chú ý là bố trí chày sao cho trung tâm áp lực trùng với tâm khuôn.
Hình 1. 14Khuôn có chiều cao chày khác nhau [1]
1.4.9 Hình dạng kết cấu của chày và cối
1.4.9.1 Hình dạng và kết cấu của cối
Kết cấu lỗ làm việc của cối để cắt hình và đột lỗ tùy thuộc vào chiều dày của vật liệu chi tiết dập ( hoặc phôi), tùy thuộc vào hình dạng kích thước, yêu cầu độ chính xác, dạng sản xuất và nhiều yếu tố khác. Các dạng khác nhau của lỗ làm việc của cối được nêu ra trên hình 1.15.
Hình 1. 15 Các dạng kết cấu của lỗ [1]
1.4.9.2 Hình dạng kết cấu của chày
Kết cấu làm việc của chày cũng có những hình dạng khác nhau tùy thuộc vào hình dạng và kích thước chi tiết (hoặc lỗ đột ), thùy thuộc vào chiều dày vật liệu, dạng sản xuất, yêu cầu về độ chính xác của chi tiết ( hoặc lỗ ) người ta sử dụng một số dạng kết cấu phần làm việc của chày như hình 1.16 sau:
Hình 1. 16 Kết cấu phần làm việc của chày. [1]
1.5 Tổng quan về biến dạng dẻo kim loại
Như chúng ta đã biết dưới tác dụng của ngoại lực , kim loại biến dạng theo các giai đoạn: biến dạng đàn hồi, biến dạng dẻo và biến dang phá hủy ( hình 1.17). Tùy theo từng cấu trúc tinh thể của mỗi loại các giai đoạn trên có thể xãy ra với các mức độ khác nhau.
Hình 1. 17 Biểu đồ kéo vật liệu dẻo [1]
Biểu đồ kéo vật liệu dẻo được thể hiện trên hình 1.17. Quá trình kéo vật liệu chia làm ba giai đoạn:
- Khi tải trọng tác dụng nhỏ hơn Ptl thì biến dạng kim loai tăng theo đường bậc nhất, đây là giai đoạn biến dạng đàn hồi (hay biến dạng tỉ lệ), trên hình ứng với đoạn OA.
- Khi tải trọng từ Ptl - PB thì tốc độ biến dạng tăng với tốc độ nhanh và đây là giai đoạn biến dạng dẻo, trên hình ứng với đoạn AB.
- Khi tải trọng tác dụng đạt đến giá trị lớn nhất PB thì vật liệu bắt đầu xuất hiện vết nứt, tại đó ứng suất tăng nhanh và kích thước vết nứt tăng lên, cuối cùng là phá hủy vật liệu, trên hình ứng với đoạn BD.
ðTrong quá trình đột xãy ra cả 3 giai đoạn trên, đặc biệt là đột lỗ thông suốt, giai
vBiến dạng dẻo của đa tinh thể: [1]
Đa tinh thể là tập hợp các đơn tinh. Biến dạng của đa tinh gồm 2 dạng:
+ Biến dạng trong nội bộ hạt:
Gồm sự trượt và song tinh. Sự trượt xảy ra đối với các hạt có phương kết hợp với phương của lực tác dụng 450 vá sẽ trượt trước rồi đến các mặt khác. Sự song tinh xảy ra khi có lực tác dụng lớn đột ngột gây ra biến dạng dẻo của kim loại.
+ Biến dạng ở vùng tinh giới:
Tại đây chứa nhiều tạp chất dễ chảy và mạng tinh thể bị rối loạn cho nên sự trượt và biến dạng thường ở nhiệt độ t0 > 9500C.
vGiải thích sự trượt [1]
Theo thuyết lệch, kim loại kết tinh không sắp xếp theo quy luật một cách lý tưởng mà thưc tế có những chỗ lệch, các nguyên tử ở vị trí lệch luôn có xu hướng trở về vị trí cân bằng. Khi có lực tác dụng thì đầu tiên sự di động xảy ra ở các điểm lệch, các vùng lân cận cũng dịch chuyển theo. Cuối cùng lại tạo nên chỗ lệch mới. Quá trình cứ tiếp tục cho đến khi không còn tác dụng nữa.
Hình 1.16 biểu diễn cho sự trượt của các nguyên tử khi có lực tác động.
Hình 1. 18 Sơ đồ lệch [1]
Hiện tượng trượt còn được giải thích bằng một hiện tượng khác đó là sự khuyếch tán khi nhiệt dộ tăng cao, các nguyên tử di động mạnh dần và dịch chuyển sang một vị trí cân bằng khác, làm mạng tinh thể bị biến dạng dưới hình thức trượt. Biến dạng đàn hồi là biến dạng mà khi thôi tác dụng lực, kim loại sẽ trở về vị trí ban đầu.
vGiải thích hiện tượng song tinh [1]
Dưới tác dụng của ứng suất tiếp, trong tinh thể có sự dịch chuyển tương đối của hàng loạt các mặt nguyên tử này so với mặt khác. Qua một mặt phẳng có định nào đó gọi là mặt song tinh. Hiện tượng song tinh xảy ra rất nhanh và mạnh khi biến dạng đột ngột, tốc độ biến dạng lớn. Sơ đồ song tinh được biểu diễn ở Hình 1.19.
Hình 1. 19Sơ đồ song tinh [1]
1.5.1 Các hiện tượng xãy ra khi biến dạng dẻo.
Sự thay đổi hình dạng hạt: chủ yếu là nhờ qua trình trượt. Hạt không những thay đổi về kích thước mà còn có thể vỡ ra thành nhiều khối nhỏ làm tăng cơ tính.
Sự đổi hướng của hạt: trước khi biến dạng các hạt sắp xếp không theo một hướng nhất định nào. Sự hình thành tổ chức sợi dẫn đến sự sai khác về cơ, lý tính của kim loại theo những hướng khác nhau, làm cho kim loại mất tính đẳng hướng.
Sự tạo thành ứng suất dư: khi gia công áp lực di biến dạng không đều và không cùng một lực nên trong nội bộ vật thể sau khi biến dạng còn để lại ứng suất dư.
Có 3 loại ứng suất dư ( hình 1.20):
- Ứng suất dư loại 1 () : là ứng suất dư sinh ra do sự biến dạng không đòng đều giữa các bộ phận của vật thể.
- ứng suất dư loại 2 () : là ưng suất dư sinh ra do sự biến dạng không đồng đều giữa các hạt.
-
- Ứng suất dư loại 3 () : là ứng suất dư sinh ra do sự biến dạng không đồng đều trong nội bộ hạt.
|
Hình 1. 20 Các trạng thái ứng suất chính [1] |
1.5.2 Những nhân tố ảnh hưởng đến tính dẻo kim loại
1.5.2.1 Trạng thái ứng suất
Trạng thái ứng suất kéo càng ít, nén càng nhiều thì tính dẻo kim loại càng cao. Trạng thái ứng suất nén khối làm kim loại có tính dẻo cao hơn nén mặt phẳng và đường thẳng, còn trạng thái ứng suất kéo khối thì lại làm tính dẻo kim loai kém đi.
1.5.2.2 Tốc độ biến dạng và nhiệt độ
Tốc độ biến dạng là lượng biến dạng dài tương đối trong một đơn vị thời gian, được tính theo công thức (1.8).
Gia công nguội
Nếu tăng tốc độ biến dạng sẽ làm giảm tính dẻo của kim loại do có sự biến cứng của kim loại.
Gia công nóng
Ở nhiệt độ không quá cao :
Đối với thép t0 =9000C.
Khi tăng tốc độ biến dạng (W) thì lực ma sát làm tăng nhiệt độ của kim loại lên 10000C÷11000C nên thép rất dẻo.
Gia công kim loại ở nhiệt độ quá cao: nếu tăng W thì lực ma sát làm tăng nhiệt độ của kim loại đến vùng quá nhiệt làm độ dẻo giảm, độ cứng tăng lên.
1.5.2.3 Thành phần và tổ chức kim loại
Thành phần và tổ chức kim loại liên quan với nhau. Kim loại ở trạng thái nguyên chất hoặc một pha dung dịch rắn bao giờ cũng có tính dẻo cao hơn và dễ biến dạng hơn so với kim loại có cấu tạo hỗn hợp cơ học hoặc tập hợp chất hóa học.
Ví dụ : thép %C thấp dẻp hơn thép %C cao.
1.5.3 Ảnh hưởng của biến dạng dẻo đến tính chất và tổ chức kim loại
1.5.3.1 Ảnh hưởng cửa biến dạng dẻo đến tổ chức và cơ tính kim loại
Tốc đọ biến dạng càng tăng thì sự phá vỡ nát của các hạt càng lớn, độ hạt càng giảm do đó cơ tính càng cao.
Biến dạng dẻo giúp khử được các khuyết tật như xốp co, rỗ khí, rỗ co, lõm co….làm tăng độ mịn chặt của kim loại, làm cơ tính tăng lên.
Biến dạng dẻo có thể tạo được các thớ uốn xoắn khác nhau làm tăng cơ tính sản phẩm.
Tốc độ biến dạng cũng có ảnh hưởng lớn tới cơ tính sản phẩm: nếu tốc độ biến dạng càng lớn thì sự biến cứng càng nhiều, sự không đồng đều của biến cứng càng nghiêm trọng và sự phân bố thớ càng không đều do cơ tính kém.
1.5.3.2 Ảnh hưởng của biến dạng dẻo tới lý tính kim loại
Biến dạng dẻo làm tăng điện trở, giảm tính dẫn điện và làm thay đổi từ trường trong kim loại.
Tính dẫn điện: biến dạng dẻo tạo ra sự sai lệch trong mạng tinh thể làm tính liên tục của điện trường trong tinh thể bị phá vỡ, ngoài ra nó còn tạo những màng chắn cản trở sự chuyển động tự do cúa điện tử. Đây là nguyên nhân làm tăng điện trở của kim loại.
Tính dẫn nhiệt: biến dạng dẻo làm giảm tính dẫn nhiệt. Do biến dạng dẻo làm xô lệch mạng, làm xô lệch vùng tinh giới, làm giảm biên độ dao động nhiệt của các điện tử.
Từ tính: các sai lệch tạo ra khi biến dạng dẻo làm thay đổi cách bố trí từ trường cơ bản trong kim loại, do đó làm thay đổi từ tính, độ thấm từ…
1.5.3.3 Ảnh hưởng của biến dạng dẻo tới hóa tính
Sau khi biến dạng dẻo, năng lượng tự do của các kim loại tăng do đó hoạt tính hóa học của kim loại cũng tăng lên.
1.5.4 Các định luật cơ bản áp dụng khi gia công bằng áp lực
1.5.4.1 Định luật biến dạng đàn hồi tồn tại song song với biến dạng dẻo
Khi gia công áp lực nếu trong kim loại xảy ra biến dạng dẻo bao giờ cũng có một lượng biến dạng đàn hồi kèm theo (được xác định bằng góc đàn hồi, phụ thuộc vào modun đàn hồi E của vật liệu và chiều dày tấm kim loại).
Gia công nguội: kim loại tấm sẽ chịu ảnh hưởng lớn.
Gia công nóng: kim loại dạng khối, ảnh hưởng của biến dạng đàn hồi có thể bỏ qua.
Thường để áp dụng khi thiết kế khuôn dập, vật dập phải kể đến lượng biến dạng dư do biến dạng đàn hồi gây ra.
1.5.4.2 Định luật ứng suất dư
Khi gia công áp lực do nung nóng và làm nguội không đều, lực biến dạng, lực ma sát…phân bố không đều làm phát sinh ra ứng suất dư tồn tại cân bằng bên trong vật thể kim loại. Nếu không cân bằng thì sẽ có quá trình tích, thoát ứng suất làm cho vật thể biến dạng ngoài ý muốn để ứng suất dư tồn tại cân bằng.
1.5.4.3 Định luật thể tích không đổi
Thể tích vật thể trươc khi biến dạng bằng thể tích vật thể sau khi biến dạng
Gọi :
Vật thể trước khi gia công: có thể tích V0, chiều cao h0, chiều rộng b0, chiều dài l0.
Vật thể sau khi gia công: có thể tích V, chiều cao h, chiều rộng b, chiều dài l.
Theo điều kiện thể tích không đổi ta có: h.b.l = h0.b0.l0
Hay <=>
<=>
Phương trình (1.9) gọi là phương trình điều kiện thể tích không đổi. là các ứng biến chính.
Nhận xét: khi gia công biến dạng nếu tồn tại cả ba ứng biến chính nghĩa là có sự thay đổi kích thước cả ba chiều thì đầu của một biến phải trái dấu với hai ứng biến kia và có giá trị tuyệt đối bằng tổng của hai ứng biến kia.
=>
Khi có một ứng biến bằng 0 thì hai ứng biến còn lại phải ngược dấu và có trị số tuyệt đối bằng nhau.
Dập không làm mỏng thành phôi, được thể hiện ở phương trình (1.10).
Áp dụng để tính toán kích thước, khối lượng phôi trước khi gia công.
1.5.4.4 Định luật trở lực bé nhất
Khi biến dạng kim loại, một chất điểm bất kì trên vật thể biến dạng sẽ di chuyển theo hướng có trở lực bé nhất hay di chuyển đến đường viền có chu vi bé nhất.
Áp dụng để thiết kế hình dáng của phôi trước khi gia công.
Kết luận: Trên cơ sở lý thuyết về biến dạng kim loại ở dạng tinh thể đã cung cấp những định luật quan trọng, là nền tảng của lý thuyết dẻo kỹ thuật ứng đụng trong ngành gia công áp lực nói chung và phương pháp gia công đột dập nói riêng.
1.6 Giới hạn đề tài
Với đề tài: “Thiết kế máy đột dập CNC 30 tấn” là một đề tài tương đối rộng, bao hàm rất nhiều kiến thức và đòi hỏi người làm phải có nhiều kinh nghiệm trong lĩnh vực đột dập cũng như những hiểu biết về điều khiển tự động thông qua lập trình PLC trong hệ điều hành FANUC.
Nhóm chúng em gồm những sinh viên năm cuối chuyên ngành chế tạo máy, do chưa có nhiều kinh nghiệm, chưa trãi qua quá trình thiết kế thực tế, cộng với thời gian làm luận văn là có giới hạn nên về mặt nội dung nhóm chúng em có những giới hạn như sau:
- Về phần cơ: Chúng em còn chưa tính toán kỹ lực tác dụng các bộ phận chuyển động của máy như trục XY, mâm dao. Chúng em dựa vào thực tế khảo sát chọn chi tiết phù hợp.
- Về phần thủy lực: Do cơ cấu thủy lực của máy phức tạp, gồm nhiều phần nên nhóm chỉ tính toán được cho bộ phận chính là thủy lực cung cấp cho ly hợp.
- Về phần điều khiển: Do chúng em thuộc chuyên ngành chế tạo máy do đó kiến thức về điện, tự động không nhiều, vì vậy chúng em không làm được phần lập trình điều khiển máy.
CHƯƠNG 2 PHÂN TÍCH LỰA CHỌN PHƯƠNG ÁN THIẾT KẾ
2.1 xác định yêu cầu kỹ thuật
2.1.1 Yêu cầu sản phẩm
Bảng 2.1 Thông số vật liệu của sản phẩm [3]
|
Vật liệu sản phẩm |
Giới hạn bền |
Giới hạn bền |
Độ dày sản phẩm tối đa Smax (mm) |
Độ dày sản phẩm tối thiểu Smin (mm) |
|
Thép không gỉ (INOX 304) |
572 |
276 |
4 |
1 |
|
Thép cacbon và hợp kim (1018A ) |
341 |
221 |
6 |
2 |
|
Hợp kim nhôm(7075-T6) |
593 |
538 |
4 |
1 |
Chiều dài tối đa sản phẩm là (Lmax) : 3 m
Chiều rộng tối đa sản phầm là (Bmax) : 2.5 m
Kích thước đường kính sản phẩm (d): tùy theo tiêu chuẩn
Khuôn đột theo tiêu chuẩn: amada, Wilson….
2.1.2 Yêu cầu thiết bị
Tất cả các máy khi thiết kế, chế tạo đều có yêu cầu kỹ thuật để quá trình hoạt động đạt hiểu quả cao. Dưới đây là yêu cầu kỹ thuật của máy đột CNC.
- Lực đột danh nghĩa của máy phù hợp với chi tiết đột.
- Máy phải đảm bảo độ cứng vững khi làm việc.
- Máy phải an toàn khi sử dụng, chịu được điều kiện khí hậu nóng ở Việt Nam, vì nhiệt độ cao làm nhiệt độ chất lỏng tăng nhanh ảnh hưởng đến áp suất làm việc của chất lỏng.
- Hoạt động hiệu quả, không làm rách, hư sản phẩm gây ra hao tổn nguyên vật liệu.
- Dễ vệ sinh, lau chùi, sửa chửa, bảo trì, thay thế các chi tiết khi hỏng hóc
- Chi phí, giá thành phù hợp với điều kiện trong nước.
- Khả năng tự động hóa cao.
2.2 Lựa chọn phương án thiết kế kết cấu máy
2.2.1 Phương án 1 – Máy cắt đột trục khuỷu thanh truyền
Máy cắt đột sử dụng cơ cấu trục khuỷu thanh truyền hiện nay đang chiếm một tỉ lệ lớn trong ngành gia công áp lực, đa dạng về kiểu máy, phong phú về chủng loại, mức độ hiện đại hóa ngày càng tiến bộ…
2.2.1.1 Sơ đồ nguyên lý hình 2.1
Hình 2. 1 Sơ đồ nguyên lý ma sát kiểu trục vít [4]
Trong đó
- Mô tơ điện
- Bbộ truyền đai
- Bánh đai lớn
- Trục dẫn
- Bánh răng nhỏ
- Bánh răng lớn
- Cơ cấu li hợp
- Trục khuỷu
- Cơ cấu phanh hãm
- Tay biên
- Chày
- Rãnh trượt
- Cối
- Đế máy
2.2.1.2 Nguyên lý hoạt động
Khi mở máy mô tơ (1) quay làm bánh đai (2) chuyển động được truyền đến bánh đai lớn (3) truyền đến bộ truyền bánh răng (5), (6) thông qua trục dẫn (4). Khi li hợp (7) đóng, chuyển động được truyền qua trục khuỷu (8), đồng thời phanh hãm (9) được nhá ra. Khi trục khuỷu quay truyền động đến con trượt công tác thông qua thanh truyền (6). Ly hợp (7) được điều khiển bằng bàn đạp.
2.2.1.3 Ưu và nhược điểm
vƯu điểm
- Bền, chắc chắn, dể chế tạo, giá thành rẻ
- Tính tự động hóa cao
- Độ an toàn cao
- Hoạt động hiệu quả
Nhược điểm
- Tốc độ không đều, lực quán tính sinh ra trong quá trình của dâud trượt lớn
- Khi làm việc các chi tiết chịu va đạp lớn
- Phạm vi điều chỉnh hành trình đòi hỏi phải tính toán chính xác
2.2.2 Phương án 2 – Máy cắt đột ma sát kiểu trục vít
Nguyên tắc làm việc của máy đột ma sát kểu trục vít là áp dụng cơ cấu trục vit không tự hãm để dự trữ động năng quay của bánh đà ở hành trình chạy không và cung cấp động năng ấy cho hành trình làm việc. Các máy đột trục vít có lực đột từ 40 đến 630 tấn.
...........................................
Phần then trên mâm đột và rãnh dẫn hướng trên chày tiếp xúc và trượt trong quá trình đột. Vì vậy các chi tiết này rất dễ bị mòn. Cách kiểm tra đơn giản nhất là lắp một chày mới và xoay đi xoay lại. Nếu thấy có độ rơ nghĩa là phải thay then dẫn hướng mới.
Khi vấn đề này xãy ra:
- Cạnh cắt bị mòn không đều, rãnh dẫn hướng bị hư hại
- Ba via xuất hiện, chất lượng đột vùng giao nhau xấu
Cần kiểm tra kỹ xem nguyên nhân từ then hay lỗ dẫn hướng.
1.1.1 Kiểm tra độ đồng tâm của mâm trên và dưới
Vấn đề thường gặp: độ đồng tâm chày và cối không tốt
Độ đồng tâm của chày và cối được thể hiện như hình 6.5
Hình 6.5Độ đồng tâm chày cối
Khi phát hiện chất lượng đột kém, chày cối nhanh mòn cần thực hiện kiểm tra và căn chỉnh tâm mâm đột bằng dưỡng kiểm tra của máy
- Trước khi thực hiện căn chỉnh tâm, cần kiểm tra đế cối kỹ càng
- Vệ sinh lỗ định vị mâm đột sạch sẽ
KẾT LUẬN VÀ ĐỀ XUẤT Ý KIẾN
2.1 KẾT LUẬN
Máy đột dập CNC là một thiết bị hiện đại được sử dụng ngày càng nhiều hiện nay bởi tính năng đa dạng, có thể gia công nhiều loại sản phẩm khác nhau trên cùng một thiết bị. Máy rất đa dạng về kiểu dáng cũng như các loại cơ cấu khác nhau.
Máy đột trục khuỷu CNC là sự kết hợp giữa truyền thống và hiện đại. Truyền thống ở đây là cơ cấu chính của máy sử dụng trục khuỷu thanh truyền, một cơ cấu cơ khí có từ rất lâu đời, nhưng nó còn đặc biệt ở chỗ nó còn kết hợp cả công nghệ hiện đại vào, không còn là những công tắc điều khiển cơ hay dùng bàn đạp nữa mà thay vào đó là điều khiển PLC với hệ điều hành FANUC hiện đại mới mẻ. Với sự kết hợp này đã đem lại một hiệu quả vô cùng lớn, phải nói là một đột phá của công nghệ, giờ đây chỉ cần viết chương trình trên máy tính đổ vào máy CNC là ta có thể gia công tất cả các hình dạng theo mong muốn.
Bởi vì sự hiện đại đó nên đòi hỏi máy cũng phải có độ chính xác rất cao, ngoài việc sử dụng các phần mềm điều khiển việc chế tạo khung máy cũng vô cùng quan trọng, khung máy là nơi các cơ cấu máy được cố định và gắn kết lại với nhau. Nếu khung máy không đảm bảo đủ độ cứng vững thì đồng nghĩa máy cũng không đảm bảo được độ chính xác nữa.
Để đảm bảo được độ chính xác và độ bền cho khung máy nhóm đã sử dụng phần mềm Creo Simulate 2.0 để kiểm tra khung, vì vậy độ chính xác sẽ cao và kết cấu khung cũng hợp lý hơn.
Sau khi hoàn thành xong đề tài thiết kế máy đột dập CNC 30 tấn, nhóm em xin tổng kết lại những kết quả đã làm so với nhiệm vụ ban đầu được giao như sau:
- Nhóm đã tìm hiểu phần tổng quan về phương pháp đột dập, phân tích nghiên cứu thị trường, về nguyên lý và phân loại các sản phẩmđột dập. Tìm hiểu được các thành phần,cơ tính của kim loại, quá trình biến dạng của vật liệu khi đột dập, các ảnh hưởng đến khe hở chày cối, tổng quát về lực đột và các phương pháp giảm lực khi cắt đột. Từ đó hiểu được những ưu điểm, nhược điểm của phương pháp đột dập so với những phương pháp khác gia công khác.
- Về phần kết cấu của máy nhóm đã tìm hiểu nhiều phương án khác nhau để phân tích các ưu nhược điểm và so sánh chúng với các yêu cầu thiết bị đặt ra. Cuối cùng lập bảng so sánh để kết luận cơ cấu phù hợp nhất là sử dụng trục khuỷu thanh truyền.
- Kết cấu khung máy là phần khá quan trọng, nhóm cũng tìm hiểu các loại khung máy trên thị trường, phân tích ưu nhược điểm của từng loại và lựa chọn loại phù hợp nhất.
- Về phần hệ thống cơ khí của máy là phần chính của đề tài, nhóm em chia thành các phần nhỏ theo từng cụm kết cấu khác nhau như sau:
Thiết kế khung máy: Nhóm đã đưa ra các yêu cầu ký thuật cho khung để so sánh, sau đó sử dụng phần mềm Creo để kiểm tra lại độ bền khung sau khi thiết kế các kích thước ban đầu. Khi đã có kết quả nếu chưa phù hợp thì điều chỉnh lại đến khi phù hợp.
Thiết kế cơ cấu truyền động: Ở phần này nhóm chúng em đã tính toán moment tác dụng lên trục khuỷu, sau đó thiết kế bánh đá cho máy để giảm công suất động cơ và cuối cùng chọn động cơ phù hợp cho máy.
Về chày cối: Nhóm đã tìm hiểu và phân loại chày cối dựa theo sản phẩm và biên dạng chày cối. Tìm hiểu về vật liệu cũng như những điều cần chú ý khi sử dụng chày cối.
Thiết kế trục khuỷu: Trục khuỷu là chi tiết quan trọng trong máy, chịu tải trọng lớn (30 tấn) nên cần phải tính toán kỹ lưỡng, nhóm đã tiến hành phân tích lực tác dụng và tính toán đường kính cho phù hợp nhất.
Về vấn đề điều khiển trục khuỷu nhóm đã chọn ly hợp thủy lực sau khi phân tích các loại ly hợp với nhau. Nhóm đã tìm hiểu về cấu tạo, nguyên lý của ly hợp. Dựa vào moment trên trục truyền chọn ly hợp phù hợp nhất.
Về phần dẫn hướng: Nhóm đã thiết kế trục 0X và 0Y cho máy, sử dụng bộ truyền vít me đai ốc bi và thanh trượt dẫn hướng.
Cuối cùng của phần hệ thống cơ khí nhóm chúng em đã tính toán thiết kế bộ truyền đai và xích của bánh đà, mâm dao.
- Sau phần cơ khí nhóm chúng em đã thiết kế hệ thống thủy lực với các công việc như: tìm hiểu yêu cầu kỹ thuật, loại dầu sử dụng, thiết kế đường ống, chọn van, chọn động cơ và cuối cùng là thiết kế thùng dầu cho máy.
- Để cho người dùng được thuận tiện và hiểu rỏ hơn về máy đột CNC nhóm chúng em đã làm phần vận hành máy với những nội dung như: giới thiệu bảng điều khiển máy, các chức năng của bảng điều khiển, các lấy chương trình, cách đưa máy về gốc tọa độ, xem hình dang sản phẩm và cuối cùng là cách thay dao cho máy.
- Với yêu cầu đảm bảo độ chính xác và tăng tuổi thọ cho máy nhóm đã đưa ra các biện pháp bảo trì cho máy, cách khắc phục các vấn đề thường gặp trong khi máy hoạt động. Những chi tiết nào cần lưu ý khi sử dụng máy, cách bảo dưỡng các chi tiết đó.
Với những gì đã làm được tuy chưa hoàn thiện đầy đủ các nội dung của một đề tài thiết kế máy nhưng nhóm chúng em hy vọng rằng thông qua luận văn này sẽ giúp mọi người hiểu rõ hơn về máy đột dập CNC và cấu tạo của nó.
Qua đề tài: “ Thiết kế máy đột dập CNC 30 tấn” này nhóm chúng em cũng đã học hỏi được rất nhiều kiến thức, ôn lại được những kiến thức đã học trong mấy năm qua như: sức bền vật liệu, cơ học máy, chi tiết máy, dung sai kỹ thuật, các kiến thức liên quan tới điều khiển, biết sử dụng các phần mềm cơ khí như Autocad, Creo, Solidword..., tạo cho chúng em tiếp cận gần hơn với thực tế biết được những yêu cầu của công việc sau này nhờ đó giúp chúng em tự tin hơn sau khi tốt nghiệp.






