LUẬN VĂN TỐT NGHIỆP Nghiên cứu quy trình sản xuất ống nhựa PVC
NỘI DUNG ĐỒ ÁN
KHOA CƠ KHÍ - BỘ MÔN CHẾ TẠO MÁY
LUẬN VĂN TỐT NGHIỆP ĐẠI HỌC
Nghiên cứu quy trình sản xuất ống nhựa PVC
TÓM TẮT LUẬN VĂN
Nhựa, hay còn gọi là chất dẻo hoặc polymer được dùng làm vật liệu sản xuất nhiều loại vật dụng góp phần quan trọng vào phục vụ đời sống con người cũng như phục vụ cho sự phát triển của nhiều ngành và lĩnh vực kinh tế khác nhau như: điện, điện tử, viễn thông, giao thông vận tải, thủy sản, nông nghiệp, y tế, quân sự,... Cùng với sự phát triển của khoa học công nghệ, nhựa còn được ứng dụng và trở thành vật liệu thay thế cho những vật liệu truyền thống tưởng chừng không thể thay thế được như: gỗ, kim loại, silicat,... Do đó, ngành công nghiệp nhựa ngày càng có vai trò quan trọng trong đời sống cũng như sản xuất của các quốc gia trên thế giới. Ngành công nghiệp nhựa dù còn non trẻ so với các ngành công nghiệp lâu đời như: cơ khí, điện - điện tử, hóa chất, dệt may,... nhưng đã có sự phát triển mạnh mẽ trong những năm gần đây. Ngành nhựa đãvà đang trở thành một trong những ngành công nghiệp mũi nhọn trong kế hoạch phát triển kinh tế. Vì vậy nghiên cứu và chế tạo ra các thiết bị phục vụ cho ngành công nghiệp nhựa là một chiến lược, đặc biệt là ở Việt Nam hiện nay.
Hiểu rõ quy trình sản xuất sản phẩm nhựa nói chung và ống nhựa nói riêng, từ đó chế tạo ra máy móc phục vụ quy trình sản xuất nhằm nâng cao năng suất chất lượng sản phẩm, làm chủ công nghệ, giảm bớt sự phụ thuộc vào các máy móc, thiết bị nhập từ nước ngoài, nâng cao tính cạnh tranh giúp doanh nghiệp linh hoạt trong việc bảo trì, nâng cấp thiết bị. Đó chính là mục đích của đề tài luận vãn tốt nghiệp “Nghiên cứu quy trình sản xuất ống nhựa. Tính toán thiết kế máy kéo ống phục vụ quy trình”.
Nội dung chính của luận văn:
Nội dung 1: Tổng quan về ngành nhựa trong nước và thực trạng sản xuất ống uPVC hiện nay.
Nội dung 2: Nghiên cứu quy trình sản xuất ống uPVC.
Nội dung 3: Tính toán thiết kế máy kéo ống Ø90 Ø125 năng suất 20 m/phút.
Nội dung 4: Thiết kế hệ thống điều khiển máy kéo ống
Nội dung 5: Kết luận
Chương 1: TỔNG QUAN VỀ NGÀNH NHỰA VÀ THỰC TRẠNG SẢN XUẤT ỐNG uPVC Ở NƯỚC TA
1.1 Tổng quan về ngành nhựa Việt Nam
1.1.1 Tốc độ tăng trưởng và cơ cấu sản xuất
Việt Nam cũng như các nước khác trên thế giới, ngành công nghiệp nhựa dù còn non trẻ so với các ngành công nghiệp lâu đời khác như cơ khí, điện - điện tử, hoá chất, dệt may… nhưng đã có sự phát triển mạnh mẽ trong những năm gần đây. Sản lượng sản xuất nhựa tăng liên tục và ổn định qua các năm: từ 1 triệu tấn (năm 2001) lên 6,7 triệu tấn (năm 2016). Ngành công nghiệp nhựa chiếm 4,8-5% tổng giá trị sản xuất công nghiệp quốc gia và khoảng 3% GDP Việt Nam (số liệu thống kê tới 2010). Ngành nhựa giai đoạn 2010 – 2015, là một trong những ngành công nghiệp có tăng trưởng cao của Việt Nam với mức tăng hàng năm từ 16% – 18% (chỉ sau ngành viễn thông và dệt may). Với tốc độ phát triển nhanh, ngành nhựa đang được coi là một ngành năng động trong nền kinh tế Việt Nam. Sự tăng trưởng đó xuất phát từ thị trường rộng, tiềm năng lớn và đặc biệt là vì ngành nhựa Việt Nam mới chỉ ở bước đầu của sự phát triển so với thế giới và sản phẩm nhựa được sử dụng trong tất cả các lĩnh vực của đời sống. Hơn nữa, đây là một trong 10 ngành công nghiệp trọng điểm được chính phủ tập trung đầu tư để trở thành một mũi nhọn kinh tế mạnh mẽ.
Biểu đồ 1.1 Sản lượng sản xuất và tốc độ tăng trưởng ngành nhựa VN 2001-2016
Theo Hiệp hội nhựa Việt Nam (VPA), cấu trúc ngành nhựa được chia thành bốn mảng chính: nhựa bao bì, nhựa gia dụng, nhựa xây dựng và nhựa kỹ thuật. Trong đó, nhựa bao bì vẫn chiếm tỷ trọng lớn nhất (37,43%) và đây là phân mảng duy trì tỷ trọng lớn nhất qua các năm. Cơ cấu này có sự thay đổi nhỏ so với giai đoạn trước khi tỷ trọng nhựa xây dựng chiếm tỷ lệ khá cao 30% trong những năm 2000-2005. Tuy nhiên, thị trường bất động sản chững lại vào năm 2008 đã làm giảm cơ cấu của nhựa xây dựng xuống còn 21% và tỷ lệ hiện nay là 18,25%. Theo Quy hoạch phát triển ngành nhựa đến năm 2025, ngành nhựa sẽ chuyển dịch cơ cấu nhóm sản phẩm nhựa theo hướng giảm tỷ trọng các sản phẩm nhựa bao bì và nhựa gia dụng, tăng dần tỷ trọng nhóm nhựa vật liệu xây dựng và nhựa kỹ thuật.
Biểu đồ 1.2 Cơ cấu ngành nhựa VN theo nhóm ngành năm 2015 và sự dịch chuyển cơ cấu qua các năm 1995-2025
Theo số liệu từ Hiệp hội Nhựa Việt Nam (VPA) và ước tính của FPT Securities (FPTS), giá trị ngành nhựa Việt Nam năm 2015 đạt 9 tỷ USD. Trong đó: nhựa bao bì (3,5 tỷ USD), nhựa gia dụng (2,9 tỷ USD), nhựa vật liệu xây dựng (1,3 tỷ USD), nhựa kỹ thuật dùng trong công nghệ cao (0,8 tỷ USD) và các sản phẩm khác (0,5 tỷ USD).
Đến nay toàn ngành nhựa Việt Nam gồm khoảng hơn 2.000 công ty trải dài từ Bắc vào Nam và tập trung chủ yếu ở Tp.HCM (tại Tp.HCM chiếm hơn 84%) thuộc mọi thành phần kinh tế với hơn 99,8% là công ty tư nhân. Các công ty trong nước chiếm 85%, công ty nước ngoài tuy chỉ chiếm 15% về số lượng nhưng chiếm đến 40% về vốn đầu tư. Chính phủ dự báo sẽ thoái vốn khỏi nhiều công ty trong nước trong năm 2017 và dự kiến nhiều công ty nước ngoài sẽ tận dụng cơ hội này để mua lại một tỷ lệ lớn cổ phần chào bán, qua đó nâng tỷ lệ vốn góp trên thị trường lên khoảng 60%.
Biểu đồ 1.3 Cơ cấu các doanh nghiệp nhựa Việt Nam 2015
1.1.2 Thị trường nội địa
Biểu đồ 1.4 Tình hình tiêu thụ chất dẻo 2012-2016
Nếu mức tiêu thụ chất dẻo tính trên đầu người năm 1990 chỉ đạt 3,8 kg/năm thì năm 2015 đã tăng lên 49 kg/năm, tương đương mức tăng bình quân 11%/năm và ước tính đạt 53-54 kg/năm cho năm 2016, tương đương mức tăng bình quân 16,5%/năm. Mức tăng này cho thấy nhu cầu sử dụng sản phẩm nhựa trong nước đang tăng lên một cách nhanh chóng. Nhiều công ty tạo dựng được những thương hiệu sản phẩm uy tín trong nước như: ống nhựa Bình Minh, Tiền Phong, Đồng Nai, Hoa Sen, cửa nhựa Đông Á, bao bì nhựa của An Phát, Rạng Đông, Tân Tiến, chai PET và chai ba lớp của Ngọc Nghĩa hay Tân Phú…
Mức tiêu thụ nhựa bình quân đầu người của Việt Nam khá tương đồng so với các quốc gia trong khu vực như Thái Lan, Trung Quốc (tương đương mức trung bình thế giới). Trong hai năm 2015-2016, hưởng lợi từ việc giá nguyên liệu giảm và nhu cầu gia tăng trong nước (từ ngành xây dựng và tiêu dùng), các doanh nghiệp nhựa Việt Nam đã đẩy mạnh sản xuất.
Với thói quen ưa chuộng sử dụng sản phẩm nhựa trong cuộc sống thường ngày của người Việt, đặc biệt là các loại bao bì nhựa, nhu cầu sử dụng nhựa của Việt Nam tương đối cao. Biểu đồ trên cho thấy tương quan giữa tiêu thụ nhựa bình quân đầu người và GDP/người, so sánh giữa Việt Nam và các quốc gia trong khu vực cũng như trên thế giới, tỷ trọng chi phí dành cho sản phẩm nhựa nói chung của dân cư tại Việt Nam trong tổng chi tiêu cao hơn tương đối nhiều so với các quốc gia khác (tiêu thụ chất dẻo bình quân đầu người ở mức tương đối cao trong khi GDP/người lại ở mức trung bình).
Với mức tăng trưởng kinh tế ổn định (ở mức cao so với mặt bằng chung thế giới), đặc biệt nhu cầu ngành xây dựng, hạ tầng, tiêu dùng cũng như thu nhập bình quân đầu người gia tăng (cùng với đó là sự gia tăng của tầng lớp trung lưu khiến nhu cầu mua sắm gia tăng) sẽ là động lực chính cho đầu ra ngành công nghiệp nhựa trong nước.
1.1.3 Thị trường xuất khẩu
Biểu đồ 1.5 Xuất khẩu sản phẩm nhựa 2010-2016
Giá trị xuất khẩu sản phẩm nhựa của nước ta tăng liên tục và ổn định qua các năm trong giai đoạn từ năm 2010 (đạt 1049 triệu USD) đến 2015 (đạt 2075 triệu USD). Trong đó, giá trị chủ yếu đến từ nhóm những công ty FDI (chiếm 60% giá trị xuất khẩu toàn ngành), những công ty này sử dụng những công nghệ tiên tiến, đáp ứng được tiêu chuẩn chất lượng của các thị trường nước ngoài.
Biểu đồ 1.6 Cơ cấu thị trường và chủng loại sản phẩm xuất khẩu trong năm 2016
(% tính theo giá trị)
Năm 2016, sản phẩm nhựa của Việt Nam được xuất khẩu tới 160 thị trường trên thế giới. Trong đó, có 28 thị trường đạt kim ngạch xuất khẩu đạt trên 10,0 triệu USD và 70 thị trường đạt kim ngạch đạt trên 1,0 triệu USD. Đặc biệt, có 5 thị trường đạt kim ngạch trên 100,0 triệu USD là thị trường Nhật Bản, Mỹ, Hà Lan, Hàn Quốc và Đức. Trong đó, Nhật Bản có kim ngạch xuất khẩu cao hơn rất nhiều so với các thị trường còn lại. Thị trường Đức có kim ngạch giảm nhẹ, 4 thị trường còn lại đều có kim ngạch nhập khẩu tăng so với năm 2015. Đặc biệt, Hàn Quốc có kim ngạch nhập khẩu tăng mạnh nhất và trở thành thị trường lớn thứ 4 nhập khẩu sản phẩm nhựa nước ta trong năm 2016.
Trong 21 chủng loại sản phẩm nhựa đươc xuất khẩu tới các thị trường trong năm 2016 có 17 chủng loại sản phẩm nhựa đạt kim ngạch đạt trên 11 triệu USD.arTrong đó có 7 chủng loại sản phẩm nhựa đạt kim ngạch xuất khẩu đạt trên 100 triệu USD là sản phẩm túi nhựa; tấm, phiến, màng nhựa; vải bạt; sản phẩm nhựa gia dụng; các sản phẩm dùng trong vận chuyển, đóng gói và sản phẩm nhựa công nghiệp.Đặc biệt, kim ngạch xuất khẩu tăng mạnh nhất đó là sản phẩm nhựa vải bạt; tượng nhỏ, chậu hoa và các đồ trang trí khác.
Túi nhựa vẫn là sản phẩm nhựa có kim ngạch xuất khẩu cao nhất trong năm 2016. chiếm tới 28,8% tổng kim ngạch xuất khẩu sản phâm nhựa, với kim ngạch đạt 621,6 triệu USD. Túi nhựa là sản phẩm nhựa xuất khẩu chủ lực của Việt Nam trong thời gian gần đây, được xuất khẩu nhiều tới các thị trường như Nhật Bản, Đức, Anh, Mỹ và Hà Lan...Túi nilon va túi xốp và một số loại túi dùng đựng các sản phẩm gia dụng được xuất khẩu nhiều nhất.
1.1.4 Những khó khăn và thách thức
Nguyên liệu đầu vào chính của ngành nhựa là các bột nhựa và hạt nhựa PE, PP, PVC, PS và PET, được sản xuất chủ yếu từ dầu-khí-than. Trong đó 75%-80% nguyên liệu và phụ liệu đầu vào phục vụ cho hoạt động sản xuất nhựa phải nhập khẩu do nguồn cung trong nước hiện nay chỉ có thể đáp ứng khoảng 1 triệu tấn nguyên phụ liệu (chủ yếu là nhựa PVC, PET và PP), đặc biệt thiếu nguồn cung nguyên liệu nhựa tái sinh, công nghiệp hỗ trợ ngành nhựa chưa phát triển. Theo Tổng cục Hải quan, trong năm 2016, Việt Nam nhập khẩu 4,40 triệu tấn nhựa nguyên liệu (+12,2% yoy) với giá trị nhập khẩu là 6,24 tỷ USD (+4,7% yoy).
Tỷ trọng của chi phí nguyên vật liệu trong tổng chi phí sản xuất cao (chiếm 80%) khiến cho việc biến động giá nguyên liệu đầu vào và tỷ giá USD/VND sẽ ảnh hưởng mạnh tới chi phí sản xuất kinh doanh của các công ty nhựa. Với môi trường cạnh tranh cao giữa các công ty ngành nhựa trong nước, việc điều chỉnh giá bán sản phẩm đầu ra theo biến động tăng giá nguyên liệu đầu vào là không đơn giản (đặc biệt là nhựa VLXD) khi đó biên lợi nhuận của các công ty sẽ bị ảnh hưởng. Để đảm bảo mức sinh lời, nhiệm vụ đặt ra cho các công ty nhựa là duy trì và gia tăng thị phần đầu ra, điều này tăng áp lực cạnh tranh trong ngành.
Biểu đồ 1.7 Biểu đồ tỷ giá USD/VND 2010-2016
Mức độ khác biệt giữa các sản phẩm nhựa trong nước không cao, khách hàng có thể dễ dàng chuyển đổi nhà cung ứng mà không phải chịu nhiều chi phí do các sản phẩm nhựa của các công ty có độ phủ rộng khắp cả nước.
Đối với các công ty nhựa vật liệu xây dựng, chi phí đầu tư nhà xưởng, máy móc thiết bị lớn khiến các công ty nhóm này phải chạy đua về sản lượng tiêu thụ nhằm bù đắp lại phần chi phí cố định đã đầu tư.
Những công ty FDI đầu tư vốn vào sản xuất nhựa ngày một nhiều, với dây chuyền máy móc hiện đại, hệ thống quản lý tốt cũng đặt ra nguy cơ mất thị phần đối với những công ty nội địa trong tương lai.
Các sản phẩm nhựa Việt Nam hầu hết nằm ở phân khúc tầm thấp nên các công ty quy mô nhỏ và vừa (chiếm hơn 90% trong tổng số 2.000 công ty nhựa) thường ít chú trọng đến việc đầu tư công nghệ, máy móc hiện đại. Bên cạnh đó, các công ty vừa và nhỏ thường gặp khó khăn trong việc tiếp cận vốn vay do những hạn chế về tài sản đảm bảo, chi phí lãi vay cao… Chỉ có một số rất ít các công ty có quy mô sản xuất lớn chịu đầu tư chuyên sâu và có những sản phẩm đáp ứng được nhu cầu và thị hiếu ngày càng cao của người tiêu dùng. Điều này khiến sức cạnh tranh của sản phẩm nhựa Việt Nam trên thị trường không lớn, đặc biệt là những sản phẩm nhựa gia dụng.
Thuế nhập khẩu đối với hạt nhựa PP đã tăng từ 1 lên 3% kể từ 01/01/2017. Hiện nay, tỷ lệ nguyên liệu nhập khẩu mà ngành công nghiệp nhựa Việt Nam từ nước ngoài lên tới 80% tổng nhu cầu cho chất dẻo nguyên liệu. Hạt nhựa PP là một trong hai nguyên liệu nhựa phải nhập khẩu nhiều nhất, việc tăng thuế nhập khẩu đối với hạt nhựa PP sẽ tác động không nhỏ tới chi phí đầu vào của các công ty sản xuất nhựa nói chung và đặc biệt là những công ty sản xuất nhựa bao bì có nguồn gốc PP.
Việc ngày càng hội nhập sâu rộng vào thị trường quốc tế cũng khiến các công ty nhựa Việt Nam gặp nhiều áp lực cạnh tranh hơn. Các đối thủ từ Hàn Quốc, Nhật Bản và Thái Lan với nhận diện thương hiệu và chất lượng sản phẩm cao hơn, trong khi các công ty Trung Quốc lại có ưu thế về giá thành rẻ, nhất là sau khi Ngân hàng Trung ương Trung Quốc điều chỉnh giảm giá đồng Nhân dân tệ.
1.1.5 Triển vọng trong những năm tới
Tuy còn nhiều khó khăn nhưng ngành nhựa Việt Nam vẫn có nhiều cơ hội phát triển đến từ nhu cầu tiêu thụ sản phẩm nhựa trong nước tăng trưởng mạnh mẽ, ưu đãi từ chính sách của chính phủ, tác động từ các hiệp định giao thương quốc tế, …
Tốc độ tăng trưởng của ngành nhựa vật liệu xây dựng phụ thuộc khá nhiều vào nhu cầu xây dựng dân dụng, hạ tầng trong nước và được dự báo sẽ vẫn duy trì tăng trưởng mạnh mẽ trong 2017-2018, tiếp tục sẽ đi ngang trong giai đoạn sau đó. Xét về dài hạn, ngành bất động sản của Việt Nam có rất nhiều triển vọng với xu hướng đô thị hoá ngày càng tăng và nhu cầu cải tạo nhà ở cao tại các khu đô thị. Tỷ lệ đô thị hoá của Việt Nam hiện đang ở mức khoảng 33% (theo Bộ xây dựng), và tốc độ đô thị hoá ở Việt Nam đạt 3,4%/năm (theo WB). Thêm vào đó, sự tăng lên nhanh chóng của tầng lớp trung lưu cũng dẫn đến nhu cầu cao về nhà ở mới và nhu cầu cải tạo nhà ở (theo điều tra của Cushman & Wakefield châu Á - Thái Bình Dương, số hộ gia đình thuộc tầng lớp trung lưu đã tăng gấp đôi trong vòng 5 năm qua). Đặc biệt sức ép từ tốc độ đô thị,
dân số và tỉ lệ thất thoát nước đang khiến Việt Nam đối mặt với nguy cơ quá tải khiến nhu cầu ống cấp thoát nước là rất lớn. Do vậy, triển vọng dài hạn của ngành ống nhựa
xây dựng còn rất lớn.
Biểu đồ 1.8 Tốc độ đô thị hoá
Biểu đồ 1.9 Triển vọng tăng trưởng của ngành nhựa vật liệu xây dựng
Là ngành công nghiệp phụ trợ, tốc độ tăng trưởng của ngành nhựa bao bì phụ thuộc nhiều vào ngành tiêu dùng, đặc biệt là thực phẩm-đồ uống, những ngành này được dự bảo sẽ tăng trưởng bình quân trên 10% tới năm 2020, đây là động lực tăng trưởng cho nhựa bao bì trong thời gian tới. Về chất lượng của túi nhựa, Việt Nam nhập khẩu nguyên liệu nhựa thô từ Saudi Arabia, Israel, Thái Lan, Nhật Bản… và nhập máy móc, thiết bị từ Đài Loan, Nhật Bản, Đức. Do đó, chất lượng của sản phẩm nhựa Việt Nam ở mức độ tương đương các nước châu Á phát triển khác. Theo tổng cục hải quan Nhật Bản, những khách hàng tại Nhật đang có xu hướng chuyển đối tác nhập khẩu bao bì từ Trung Quốc sang Việt Nam.
Cộng đồng kinh tế ASEAN chính thức được thành lập vào ngày 31/12/2015, cùng với việc Việt Nam tiến hành ký kết hiệp định thương mại tự do FTAs với các đối tác chiến lược như EU, Nhật Bản, Hàn Quốc, thuế nhập khẩu sản phẩm nhựa của nước ta vào các thị trường xuất khẩu chủ lực này được kỳ vọng sẽ giảm về mức 0-5%. Điều này sẽ thúc đẩy xuất khẩu sản phẩm nhựa Việt Nam đi quốc tế trong những năm tới.
Mặt khác, do chi phí sản xuất tại Trung Quốc gia tăng, ngày càng nhiều các công ty đa quốc gia chọn Việt Nam làm điểm đến cho chiến lược phát triển hệ thống phân xưởng sản xuất của họ. Có thể kể đến các tập đoàn công nghệ điện tử như Samsung, LG, Canon, Intel và Nokia đã đặt nhà máy tại Việt Nam, kéo theo nguồn cầu đối với các sản phẩm nhựa kỹ thuật chất lượng cao gia tăng mạnh mẽ.
Chi phí nhân công thấp tạo ra lợi thế cho các công ty sản xuất nhựa trong nước so với các nước khác trong khu vực. Chi phí sản xuất thấp sẽ tăng sức cạnh tranh cho các sản phẩm nhựa của Việt Nam xuất khẩu trên thị trường khu vực và quốc tế. Điều này càng quan trọng đối với ngành sản xuất nhựa bao bì do yêu cầu lượng nhân công lớn để thực hiện các công đoạn thủ công. Chính vì vậy, chi phí nhân công thấp tại Việt Nam là một ưu thế giúp các công ty Việt Nam có thể cạnh tranh hơn so với Trung Quốc và Thái Lan trên thị trường xuất khẩu sang Nhật, EU, Hoa Kỳ. Các nhà máy sản xuất nhựa lớn ở Việt Nam thường được đặt tại tỉnh đó xa trung tâm. Lý do của việc đó là lợi thế tuyệt đối của nó trong chi phí đất đai và chi phí lao động. Việt Nam thường được biết đến như một quốc gia nông nghiệp, lao động phổ thông chủ yếu có thu nhập rất thấp. Khi khu công nghiệp xuất hiện tại những khu vực này, nó đã tạo ra lợi thế lớn để tuyển dụng một số lượng lớn các công nhân từ những người nông dân với mức chi phí nhân công rẻ.
1.2 Thực trạng sản xuất ống uPVC
1.2.1 Vai trò của ống uPVC
Hiện nay, ống nhựa uPVC được sử dụng rộng rãi trong đời sống và sản xuất. Với bề mặt trơn bóng không hỗ trợ sự phát triển của các chất độc hại hoặc mùi hôi thối, có khả năng chống nấm mốc và không bị nhiễm khuẩn, hệ thống đường ống uPVC được dùng để cấp nước sinh hoạt cho các trung tâm thương mại, chung cư, hộ gia đình và phục vụ sản xuất kinh doanh:dẫn nước tưới ở các trang trại trồng cao su, cà phê, tiêu, điều, ... Đường ống thoát nước dẫn nước thải sinh hoạt tới nơi xử lý rồi dẫn ra các sông ngòi, kênh rạch. Trong công nghiệp, đường ống uPVC cũng được sử dụng để vận chuyển chất lỏng và chất khí từ khu vực này sang khu vực khác trong quá trình sản xuất. Trong thế kỷ này, công nghệ thông tin, viễn thông, truyền hình phát triển rất mạnh mẽ, sừ dụng công nghệ có dây và không dây. Mặc dù công nghệ không dây rất được ưa chuộng nhưng công nghệ có dây vẫn được sử dụng rộng rãi vì sự ổn định của nó. Với yêu cầu đảm bảo chất lượng kỹ thuật, mỹ quan đô thị cũng như an toàn mạng lưới, hệ thống ống nhựa uPVC được tin dùng để ngầm hoá hệ thống cáp truyền hình, viễn thông, mạng lưới dây điện. Ngoài ra, ống uPVC được dùng để làm hệ thống bơm cát.
Với những ưu điểm ống uPVC đang dần thay thế ống kim loại, sứ:
+ Chịu áp lực lớn và chống va đập tốt;
+ Hệ số ma sát nhỏ, bề mặt của ống trơn bóng giúp tăng tốc độ dòng chảy cũng như lưu lượng nước và ngăn chặn được sự lắng đọng các chất trong lòng ống;
+ Bền về mặt hóa học,không bị ôxy hóa, không bị ăn mòn trong môi trường có dung dịch axit, kiềm;
+ Cách điện tốt;
+ Không gây độc, thân thiện và an toàn với môi trường;
+ Tuổi thọ cao: áp dụng đúng điều kiện của nhà sản xuất thì ống nhựa uPVC có thể sử dụng đến 50 năm;
+ Giá thành thấp;
+ Trọng lượng nhẹ, lắp đặt dễ dàng;
+ Chống cháy: Có khả năng chống cháy tới 100o C, thời gian chịu đựng được nhiệt nóng chảy trong vòng 30 phút, nhựa uPVC chỉ nóng chảy ra chứ không bắt cháy.
1.2.2 Thị trường ống uPVC Việt Nam
Sản phẩm ống nhựa uPVC được sử dụng trong rất nhiều lĩnh vực như: xây dựng, nông nghiệp, công nghiệp, bưu chính, viễn thông, … Theo dự đoán của tổ chức Giám sát Kinh doanh quốc tế (BMI), tốc độ đô thị hoá của Việt Nam đạt khoảng 33% trong những năm tới. Vì thế, nhu cầu xây dựng nhà ở, chung cư, cầu đường, mạng lưới điện nước, cáp truyền hình, các công trình đô thị sẽ tăng lên rất mạnh mẽ. Việc vận chuyển khó khăn các sản phẩm ống nhựa do kích thước cồng kềnh khiến cho sản phẩm nhập ngoại kém cạnh tranh. Do đó, tiềm năng phát triển của ngành ống nhựa ở Việt Nam là rất lớn.
Hiện nay, trong nước có hơn 180 doanh nghiệp sản xuất ống uPVC, mức độ cạnh tranh là rất lớn. Trong đó, các doanh nghiệp lớn dẫn đầu về thị phần như Công ty cổ phần Nhựa Bình Minh (BMP) - doanh nghiệp chiếm 50% thị phần ống nhựa tại miền Nam và khoảng 25% thị phần ống nhựa cả nước; Công ty cổ phần Nhựa Thiếu niên Tiền Phong (NTP) - doanh nghiệp nắm tới 57% thị phần tại miền Bắc, 27 - 30% thị phần trên cả nước và các đối thủ cạnh tranh mới là Hoa Sen Group (HSG), Tân Á - Đại Thành rất có tiềm lực nhờ chính sách chiết khấu. HSG đã xây dựng thêm nhà máy tại Khu công nghiệp Đồng Văn (Hà Nam) để sản xuất ống và phụ tùng uPVC và tung sản phẩm ra thị trường miền Bắc với các chính sách linh hoạt giá mềm đến các đại lý và nhà tiêu thụ, ước giảm giá so giá công bố của NTP là 5%, chiết khấu từ 35-39%. Trước đó, HSG đã tạo được thế đứng chân cạnh tranh khá thành công đối với BMP ở thị trường ống nhựa khu vực Đông Nam bộ và miền Nam, với ước tính tổng doanh thu các loại ống nhựa ở miền Nam của Hoa Sen năm 2016 khoảng 1.200 tỷ đồng. Tập đoàn Tân Á – Đại Thành chuyên lĩnh vực sản xuất bình inox, bình nhựa, bình năng lượng mặt trời ,… đã đầu tư rất lớn để mua các dây chuyền thiết bị châu Âu để sản xuất các loại ống nhựa uPVC tại Phố Nối – Hưng Yên, ước tính doanh thu năm 2016 đạt khoảng 280 tỷ đồng. Được biết, NTP còn có công ty liên kết ở Miền Nam và BMP có công ty con ở Miền Bắc.
Các doanh nghiệp sản xuất ống uPVC theo các bộ tiêu chuẩn:
+ BS 3505:1968 (Tiêu chuẩn Anh Quốc).
+ ISO 4422-2:1996/ ISO 4422:1990 (Tiêu chuẩn Quốc Tế).
+ TCVN 6151-2:2002 /TCVN6151:1996/ (Tiêu chuẩn Quốc gia Việt Nam).
1.2.3 Các sản phẩm ống uPVC
v Giới thiệu
PVC là tên viết tắt của polyvinylclorua – đó là một loại nhựa nhiệt dẻo được tạo thành từ phản ứng trùng hợp vinylclorua. uPVC là một polyvinylclorua chưa được nhựa hóa. Có thành phần cấu tạo gồm: Polymers arylic tạo sự bền chắc, chịu va đạp mạnh; nhóm chất ổn định giúp nhựa chịu được tác động của nhiệt và tía cực tím; chất sáp dùng trong quá trình tạo hình giúp cho thanh nhựa có bền mặt nhẵn bóng.
Ban đầu bột nhựa PVC cùng các chất phụ gia được đưa vào máy trộn để tạo hỗn hợp PVC. Sau đó, hỗn hợp được đưa vào hệ thống máy đùn. Tại đây máy sẽ gia nhiệt và định hình tạo khuôn dạng ống để tạo ra ống nhựa uPVC.
Ống uPVC có hai loại chính là: ống nong trơn và ống nong gioăng.
Hình 1.1 Thông số kích thước ống uPVC
Thông số kích thước ống uPVC:
+ e: độ dày (mm).
+ DN: đường kính ngoài danh nghĩa (mm).
+ lT, lG: chiều dài nong (mm).
+ L: chiều dài ống (m). Thông thường L = 4m hoặc 6m.
Đường kính ống uPVC được sản xuất nằm trong khoảng Ø20 – Ø650 (mm) với các chiều dày khác nhau, phụ thuộc vào áp suất dòng chảy trong ống và mục đích sử dụng. Trong đó, Ø90 – Ø125 (mm) được sử dụng phổ biến trong các hệ thống cấp thoát nước cho các công trình xây dựng hiện nay. Vì vậy, trong phạm vi đề tài luận văn tốt nghiệp này, tập trung vào thiết kế máy kéo ống trong dây chuyền sản xuất ống uPVC có đường kính từ Ø90 – Ø125 (mm).
v Vật liệu sản xuất
Nhựa uPVC về cơ bản cấu tạo từ hạt nhựa PVC, tuy nhiên nó là một loại PVC chưa được nhựa hoá gồm các thành phần:
+ Bột nhựa PVC với chỉ số K là 65 – 66.
+ Polymers arylic giúp tạo sự bền chắc và chịu va đập mạnh.
+ Nhóm chất ổn định nhiệt giúp nhựa không bị cháy trong quá trình gia công đồng thời chịu được tác động của nhiệt và tia UV.
+ Chất sáp dùng trong quá trình tạo hình, giúp cho bề mặt nhẵn bóng.
+ Chất bôi trơn làm giảm ma sát giữa máy với hạt nhựa, và giữa các phân tử nhựa với nhau. Nhờ đó năng suất máy cao hơn và cho chất lượng sản phẩm tốt hơn
+ Chất trợ gia công làm cho quá trình chảy nhiệt của hạt nhựa trong máy xảy ra nhanh hơn, hỗn hợp nhựa chảy tốt hơn nên chất lượng sản phẩm sẽ tăng lên rõ rệt.
v Tính chất vật lý
Bảng 1.1 Tính chất vật lý của ống uPVC
|
Tính chất |
Giá trị, đơn vị đo |
|
Khối lượng riêng |
1,45 - 1,50 g/cm3 |
|
Giới hạn bền kéo đứt |
500 – 700 kg/cm2 |
|
Giới hạn bền uốn |
800 – 1200 kg/cm2 |
|
Giới hạn bền nén |
800 – 1600 kg/cm2 |
|
Môđun đàn hồi |
4000 – 10.000 kg/cm2 |
|
Độ dãn dài khi đứt |
10 – 25% |
|
Hệ số giãn nở dài |
0,00006 – 0,00007 |
|
Độ dẫn nhiệt |
3,8 – 4.10-4 cal/cm.s.0C |
|
Điện áp đánh thủng |
15 – 35 kV/cm |
|
Hằng số điện môi (60 Hz, 30 oC) |
3,54 |
|
Điện trở suất |
1015 Ohm.cm |
Nguồn tham khảo (https://vi.wikipedia.org)
v Tính chất hoá học
Ống nhựa uPVC khá bền về mặt hóa học, chịu đựng được môi trường có dung dịch axit: HCl, H2SO4, HNO3, ..., dung dịch kiềm và các khí công nghiệp như: Cl2, NO2, SO3, … Không chịu được: các axit đậm đặc có tính oxy hóa, các loại dung môi hợp chất thơm.
Tuy nhiên, ống uPVC sẽ bị phân hủy ở nhiệt độ cao hoặc bị oxi hóa ngoài ánh nắng mặt trời.
Chương 2: NGHIÊN CỨU QUY TRÌNH SẢN XUẤT ỐNG uPVC
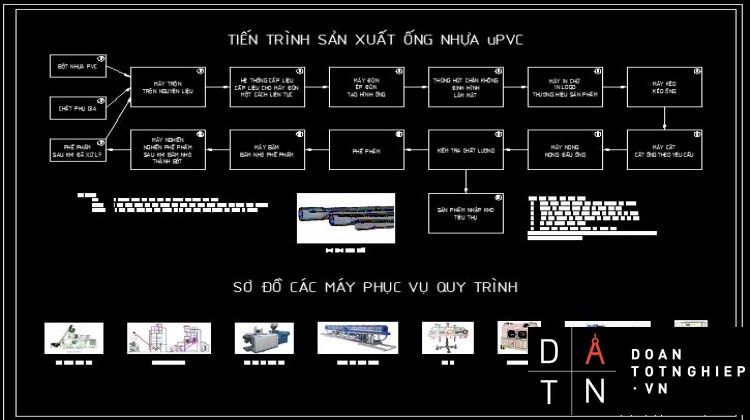
Quá trình sản xuất ống uPVC là một quá trình xuyên suốt từ nguyên liệu là bột nhựa và chất phụ gia, trải qua nhiều giai đoạn như quá trình trộn bột nhựa với chất phụ gia để thành nguyên liệu cung cấp cho máy đùn. Máy đùn trộn lẫn nguyên liệu, đốt nóng nguyên liệu thành dòng nhựa lỏng và đẩy đi nhờ áp lực đùn của trục vít. Dòng nhựa lỏng đi ra khỏi khuôn thì bị mất áp và chảy tự do theo chiều trọng lực, mất khả năng đẩy về phía trước. Để tạo ra được ống uPVC dài, kích thước đồng đều người ta phải định hình, làm mát và kéo ống. Quá trình định hình, làm mát và kéo ống phải diễn ra đồng thời, liên tục và xuyên suốt. Quá trình định hình giúp định hình lại kích thước bên ngoài của ống, độ dày mỏng của ống phụ thuộc vào tốc độ kéo của máy kéo ống. Ngoài ra trong dây truyền sản xuất ống uPVC còn có mảy cắt, máy nong đầu ông.
Hình 2.1 Sơ đồ tổng thể dây chuyền sản xuất ống uPVC
2.1 Trộn bột nhựa
Trộn bột nhựa với phụ gia để thành nguyên liệu sản xuất là một trong những khâu quan trọng đầu tiên của quá trình sản xuất ống uPVC. Khâu này góp phần đảm bảo chất lượng ống, tiết kiệm nguyên liệu, giảm giá thành sản phẩm, …Hạt nhựa và phụ gia được trộn theo tỷ lệ nhất định phụ thuộc vào kinh nghiệm sản xuất, bí quyết của công ty. Công việc trộn được thực hiện bởi máy trộn. Máy trộn bột nhựa gồm có: thùng trộn nóng và thùng trộn nguội. Trong thùng trộn nóng gồm có các cánh trộn quay với tốc độ cao, hoà trộn bột nhựa với chất phụ gia. Vật chất quay với tốc độ cao sinh ra nhiệt tạo điều kiện tốt cho phản ứng lưu hoá nhựa PVC để nâng cao chất lượng sản phẩm nhựa. Nhiệt độ trong thùng trộn nóng lên đến 110°-130°C sau khoảng thời gian trộn từ 15 - 20 phút thì đạt yêu cầu. Do tác dụng nhiệt và đặc tính của chất phụ gia, bột nhựa bị vón cục lại với nhau. Do đó sau khi trộn nóng xong người ta sẽ tiếp tục trộn nguội, mục đích trộn nguội là làm cho vật liệu tơi ra trong thời gian giảm nhiệt độ. Khi bột nhựa tơi và nhiệt độ giảm xuống khoảng 40°C thì mới đem sản xuất hoặc dự trữ sẵn trong các xylo nhằmphục vụ việc sản xuất liên tục tránh gián đoạn.
Hình 2.2 Máy trộn PVC
2.2 Cấp nguyên liệu
Quá trình sản xuất là quá trình diễn ra liên tục. Việc gián đoạn sẽ gây lãng phí rất lớn về kinh tế, điện năng và năng suất máy đùn. Cho nên việc cấp liệu là việc rất quan trọng và cần phải thực hiện thường xuyên đúng năng suất. Nguyên liệu là bột nhựa sau khi được trộn với phụ gia được đưa tới xylô chứa liệu bằng hệ thống hút chân không và được đưa vào phễu cấp liệu đặt trên thân máy đùn nhờ vít tải lò xo. Hệ thống này hoạt động rất hiệu quả và ổn định, hoàn toàn có thể vận hành tự động nhờ cảm biến mức và thời gian cài đặt sẵn.
Hình 2.3Hệ thống cấp liệu
2.3 Đùn tạo hình ống
Tại phễu cấp liệu, nguyên liệu được rải đều xuống cửa hút của máy đùn nhờ trục vít xoắn truyền động bởi động cơ điện. Trên xylanh của trục vít có bộ phận gia nhiệt cho nguyên liệu đạt nhiệt độ 170° - 180°C. Nguyên liệu đầu vào là bột nhựa đã được lưu hoá lần 1. Sau khi vào máy đùn sẽ được trộn lẫn và gia nhiệt thành dòng nhựa lỏng đây là lần lưu hoá thứ 2. Chất lượng ống nhựa tốt hay xấu phần lớn là phụ thuộc vào máy đùn. Vì nếu vít đùn trộn lẫn không tốt hoặc quả trình gia nhiệt không đảm bảo được các khoang nhiệt khác nhau thì sẽ không thể cho ra sản phẩm tốt. Dòng nhựa hóa lỏng được đẩy đi thành dòng nhờ trục vít xoắn tới đầu đùn. Tại đây có đĩa phân phối bằng kim loại dạng lưới tổ ong hoặc nhiều lỗ tròn để lọc dòng nhựa hóa lỏng nhằm đảm bảo chất lượng của ống. Hỗn hợp nhựa hóa lỏng sau khi lọc được đẩy tiếp tới đầu phun, đầu phun được lắp với khuôn tạo hình ống. Khuôn sản xuất ống có rất nhiều kích thước, các kích thước này được tiêu chuẩn hoá (có thể tham khảo ở phụ lục 1). Việc thay đổi khuôn sẽ cho ra sản phẩm tương ứng, tuỳ theo yêu cầu sản xuất. Khuôn ống gồm 2 phần chính, phần định hình đường kính ngoài và phần định hình phần rỗng bên trong. Trong lõi của phần định hình phần rỗng bên trong của ống thông với khí trời. Tránh hiện tượng mất cân bằng áp suất.
Hình 2.4 Máy đùn
Hình 2.5 Khuôn ống uPVC
2.4 Hút chân không định hinh ống và làm mát
Nhựa lỏng sau khi đi ra khỏi đầu khuôn thì đã được định hình thành ống. Ống nhựa lúc này có nhiệt độ rất cao, ống còn rất mềm, chất lượng bề mặt và kích thước chưa chuẩn xác như ống nhựa thành phẩm. Thùng hút chân không là nơi định hình lại kích thước bên ngoài ống và cũng là nơi làm nguội ống giúp ống cứng lại. Mục đích của việc hút chân không là tạo áp suất chênh lệch giữa áp suất khí quyển (áp suất trong lòng ống) với áp suất trong thùng chân không, nơi có bộ phận định hình ống (vuốt ống) để định hình lại kích thước ống theo thiết kế, chống biến dạng ống. Trong thùng hút chân không còn có hệ thống phun sương với nhiệt độ nước khoảng 15° - 18°C để làm mát nhanh ống nhựa. Quá trình hút chân không và quá trình phun sương diễn ra liên tục. Áp suất tuyệt đối trong thùng hút chân không là 0,3 atm.
Hình 2.6 Thùng hút chân không
Hình 2.7 Cấu tạo bên trong thùng hút chân không
Hình 2.8Bộ phận định hình ống (vuốt ống)
2.5 In chữ
Ống sau khi đi qua thùng hút chân không và làm mát thì được lau khô và in chữ. Việc in chữ lên ống nhựa nhằm thể hiện nhãn hiệu sản phẩm và tên công ty. Nhãn hiệu sản phẩm và tên công ty được in lên ống bằng thiết bị in phun chuyên dụng. Dữ liệu được nhập lên bàn phím. Khi cảm biến cảm nhận được ống (chạy dọc theo đầu phun mực và cảm biến) thì đầu phun mực sẽ phun chữ được đặt sẵn lên ông. Tuỳ theo tốc độ và đường kính ống được sản xuất, máy in phun cần được điều chỉnh sao cho thích hợp để sao cho chữ in ra không bị lỗi.
Hình 2.9 Máy in chữ
2.6 Máy kéo ống
Máy kéo ống có vai trò quan trọng trong việc cùng với máy đùn, thùng hút chân không và làm mát quyết định tới năng suất, chất lượng ống. Sau khi nhựa được đùn qua đầu khuôn thì ống nhựa đã được tạo hình, tuy nhiên ống nhựa lúc này còn rất mềm và kích thước chưa chính xác như mong muốn, ống nhựa dẻo nặng và cong xuống theo chiều trọng lực chứ không có khả năng đẩy thẳng về phía trước. Do đó ống sau khi đi ra khỏi máy đùn sẽ được đưa vào thùng hút chân không và làm mát để định hình lại kích thước ống và làm cho ống cứng lại. Khi đi qua thùng hút chân không (nơi bộ phận định hình ống) cần một lực kéo lớn để thắng được lực ma sát giữa ống nhựa và bộ phận định hình ống. Máy kéo phải tạo ra được lực kéo thắng được lực ma sát này để kéo ống có kích thước đang lớn hơn trong quá ữình làm cứng lại qua lỗ có tiết diện nhỏ hơn với lực kéo và tốc độ kéo đồng đều. Từ đó đường kính ngoài sẽ được quyết định bởi đường kính vuốt ống, chiều dày ống quyết định bởi máy kéo. Máy kéo kéo chậm thì ống dày, kéo nhanh thì ống mỏng, nếu kéo quá nhanh thì ống nhựa sẽ bị đứt ngay tại chỗ đầu ra của khuôn ống. Ống được kẹp và kéo bằng hai dãy xích có lót đệm cao su tạo ma sát lớn và không làm biến dạng ống. Tốc độ của dàn kéo được điều chỉnh đồng bộ với tốc độ trục vít đùn tương ứng với từng đường kính ống. Việc điều chỉnh tốc độ dàn kéo lớn hơn hay nhỏ hơn tốc độ đùn nhựa sẽ quyết định tới độ dày, mỏng của ống. Quy định về cài đặt các thông số tốc độ của dàn kéo ứng với từng cỡ ống được nhà thiết kế dây chuyền công nghệ tính toán và xác định sẵn. Người vận hành chỉ việc cài đặt, thao tác theo các chỉ dẫn cài đặt thông số có sẵn.
Hình 2.10 Máy kéo ống
2.7 Cắt ống
Dàn kéo ống còn có chức năng là động lực đẩy bàn cưa trong quá trình cưa cắt sản phẩm. Chiều dài ống được cắt theo tiêu chuẳn quy định chung là 4m hoặc 6m (đối với ống uPVC). Tuy nhiên theo đơn đặt hàng mà chiều dài ống được cắt với các kích thước theo yêu cầu. Với ống HDPE thì chiều dài ống được cắt theo đơn đặt hàng. Việc cưa cắt được thực hiện nhờ bàn cưa tự động và cảm biến vị trí. Thay đổi chiều dài cắt của ống được thực hiện bằng việc thay đội vị trí của cảm biến vị trí.
Hình 2.11 Máy cắt ống
2.8 Nong đầu ống
Quá trình nong đầu ống được thực hiện bởi máy nong. Ống uPVC sau khi cắt được đưa vào băng chuyền của máy. Đầu tiên ống được đưa đến bộ phận gia nhiệt (gia nhiệt bằng các dây điện trở). Sau khi được gia nhiệt tới nhiệt độ khoảng 180°C thì băng tải truyền chuyển ống tới đầu nong. Tại đây ống được kẹp chặt và các xylanh khí nén đẩy đầu nong tịnh tiến suốt chiều sâu cần nong. Cuối công đoạn nong, ống được đưa ra ngoài và quá trình tương tự với ống tiếp theo.
a) b)
Hình 2.12 Máy nong đầu ống
a) đầu nong trơn; b) đầu nong gioăng
v Kết luận
Qua quá trình tìm hiểu về quy trình sản xuất ống nhựa uPVC, cùng với kiến thức lý thuyết và thực tế của bản thân, tôi được giao nhiệm vụ “thiết kế máy kéo ống nhựa Ø90÷Ø125” cho đề tài Luận văn tốt nghiệp.
Chương 3: TÍNH TOÁN THIẾT KẾ MÁY KÉO ỐNG Ø90÷Ø125
NĂNG SUẤT 20 m/ph
3.1 Giới thiệu
3.1.1 Vị trí
Trong dây chuyền sản xuất ống nhựa uPVC Ø90÷Ø125, máy kéo ống được bố trí sau máy in và trước máy cắt.
3.1.2 Vai trò
Có chức năng kẹp và kéo ống.
Quyết đinh năng suất và chất lượng sản phẩm.
Là động lực đẩy bàn cưa trong quá trình cắt sản phẩm.
3.1.3 Yêu cầu kỹ thuật
Tốc độ kéo 20 m/ph.
Máy kéo được ống Ø90÷Ø125.
Đảm bảo kẹp chặt ống, ống không bị biến dạng và phá huỷ.
3.2 Hình thành ý tưởng và chọn phương án thiết kế
Bảng 3.1 Phương án thiết kế máy kéo ống
|
STT |
Chức năng |
Phương án 1 |
Phương án 2 |
Phương án 3 |
|
|
|
|||
|
1 |
Bộ phận công tác |
2 sợi Xích tải |
3 sợi Xích tải |
3 sợi Xích tải |
|
2 |
Năng lượng |
Động cơ điện |
Động cơ điện |
Động cơ điện |
|
3 |
Dẫn động |
Hộp giảm tốc + |
Hộp giảm tốc + Khớp nối Cardan |
Hộp giảm tốc + Khớp nối Cardan |
|
4 |
Điều chỉnh |
Xy lanh khí nén |
Xy lanh khí nén + Vít me đai ốc |
Xy lanh khí nén + Vít me đai ốc |
|
5 |
Bộ phận |
Khối V cao su |
Khối V cao su |
Khối V cao su |
|
6 |
Điều khiển |
PLC + Biến tần |
PLC + Biến tần |
PLC + Biến tần |
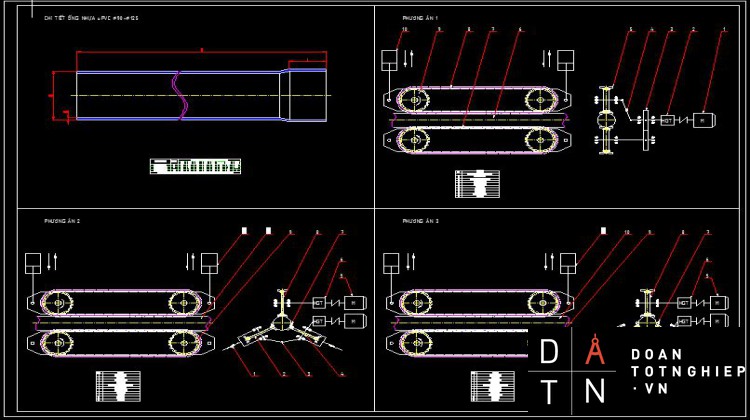
3.2.1 Phương án 1
Nguyên lý hoạt động:
Ống nhựa (6) từ thùng làm mát được đưa vào máy kéo. Máy kéo gồm hai sợi xích tải hai dãy, xích tải dưới (7) cố định với khung máy, xích tải trên (8) có thể di chuyển lên xuống nhờ hành trình của hai xylanh kẹp (10). Xích tải có các gờ để lắp các má kẹp cao su hình khối V (5) có tác dụng kẹp chặt ống và tránh làm ống biến dạng. Dưới tác dụng lực của xylanh khí nén, ống nhựa được kẹp chặt giữa các khối V và được kéo đi nhờ chuyển động của xích tải. Hai sợi xích tải được dẫn động bằng động cơ điện (1) thông qua hộp giảm tốc (2), qua bộ truyền bánh răng (3) tới xích tải dưới và qua khớp nối Cardan (4) tới xích tải trên. Hệ thống điều khiển gồm có: PLC là bộ điều khiển trung tâm lấy tín hiệu phản hồi từ encoder để điều khiển biến tần (inverter) cho motor.
Hình 3.1 Sơ đồ máy kéo 2 sợi xích tải hai dãy
- Ưu điểm:
+ Có thể thay đổi khoảng cách 2 sợi xích tải theo đường kính ống (Ø90÷Ø125) một cách dễ dàng.
- Nhược điểm:
+ Chỉ kéo được các ống có đường kính nhỏ.
+ Hệ thống truyền động khá phức tạp.
+ Lực kẹp phân bố không đều đối với tiết diện đường kính trung bình và lớn.
3.2.2 Phương án 2
Nguyên lý hoạt động:
Ống nhựa (10) từ thùng làm mát được đưa vào máy kéo. Máy kéo gồm 3 sợi xích tải một dãy đặt cách đều nhau. Cả 3 sợi xích tải đều có thể dịch tâm phù hợp với đường kính ống. Sợi xích tải 1 (2) và xích tải 2 (4) được dịch tâm bởi hai bộ vít me đai ốc (1), cơ cấu cardan (3) giúp hai sợi xích tải di chuyển với vận tốc như nhau. Sợi xích tài 3 (8) được điều chỉnh khoảng cách tâm bằng hai xylanh khí nén (11). Ba sợi xích tải được dẫn động bằng động cơ điện (5) thông qua hộp giảm tốc (6). Trên mỗi sợi xích có gắn các khối V cao su (7), các khối V cao su này có tác dụng kẹp ống trong quá trình di chuyển. Toàn bộ hệ thống được điều khiển bởi PLC, biến tần và encoder.
Hình 3.2 Sơ đồ máy kéo 3 sợi xích tải một dãy
- Ưu điểm:
+ Có thể thay đổi khoảng cách tâm theo đường kính ống kéo.
+ Lực kẹp và kéo ống đồng đều.
+ Phù hợp kéo các ống có đường kính trung bình.
- Nhược điểm:
+ Hệ thống truyền động và thay đổi khoảng cách tâm theo đường kính phức tạp.
+ Dùng sợi xích một dãy nên gắn khối V cao su nhỏ dẫn tới lực ma sát kéo ống nhỏ.
3.2.3 Phương án 3
Nguyên lý hoạt động:
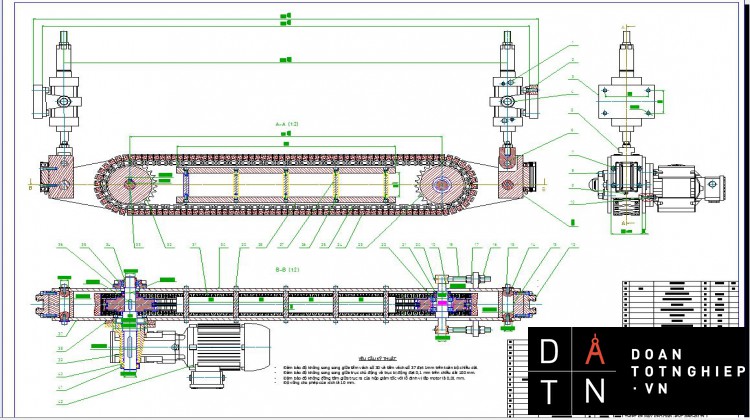
Ống nhựa (10) từ thùng làm mát được đưa vào máy kéo. Máy kéo gồm 3 sợi xích tải hai dãy đặt cách đều nhau. Cả 3 sợi xích tải đều có thể dịch tâm phù hợp với đường kính ống. Sợi xích tải 1 (2) và xích tải 2 (4) được dịch tâm bởi hai bộ vít me đai ốc (1), cơ cấu cardan (3) giúp hai sợi xích tải di chuyển với vận tốc như nhau. Sợi xích tài 3 (8) được điều chỉnh khoảng cách tâm bằng hai xylanh khí nén (11). Ba sợi xích tải được dẫn động bằng động cơ điện (5) thông qua hộp giảm tốc (6). Trên mỗi sợi xích có gắn các khối V cao su (7), các khối V cao su này có tác dụng kẹp ống trong quá trình di chuyển. Toàn bộ hệ thống được điều khiển bởi PLC, biến tần và encoder.
Hình 3.3 Sơ đồ máy kéo 3 sợi xích tải hai dãy
- Ưu điểm:
+ Có thể thay đổi khoảng cách tâm theo đường kính ống kéo.
+ Lực kẹp và kéo ống đồng đều.
+ Dùng sợi xích hai dãy gắn khối V cao su lớn dẫn tới lực ma sát kéo ống tốt hơn.
+ Phù hợp kéo các ống có đường kính trung bình.
- Nhược điểm:
+ Hệ thống truyền động và thay đổi khoảng cách tâm theo đường kính phức tạp.
3.2.4 Đánh giá ý tưởng, chọn phương án thiết kế
Bảng 3.2 Ma trận lựa chọn phương án thiết kế
|
Tiêu chuẩn |
Trọng số |
Phương án 1 |
Phương án 2 |
Phương án 3 |
|
Đảm bảo yêu cầu kỹ thuật |
10 |
- |
0 |
+ |
|
Đảm bảo năng suất |
10 |
- |
0 |
+ |
|
Giá thành thấp |
9 |
+ |
0 |
0 |
|
Dễ sử dụng |
9 |
+ |
+ |
+ |
|
Dễ lắp ráp, tháo lắp, bảo trì |
8 |
0 |
0 |
0 |
|
Ít ồn |
7 |
0 |
0 |
0 |
|
Cơ cấu đơn giản |
7 |
0 |
- |
- |
|
Tổng điểm cộng |
|
2 |
1 |
3 |
|
Tổng điểm trừ |
|
2 |
1 |
1 |
|
Tổng điểm |
|
0 |
0 |
2 |
|
Tính theo tỷ trọng |
|
-2 |
2 |
22 |
Chú thích:
(+) Đạt hơn tiêu chuẩn.
(0) Vừa đạt tiêu chuẩn.
(-) Chưa đạt tiêu chuẩn.
Dựa vào bảng 3.2, ta thấy phương án 3 là tốt nhất. Ta chọn phương án 3 để thiết kế.
3.3 Tính toán động học cơ cấu
3.3.1 Sơ đồ động học
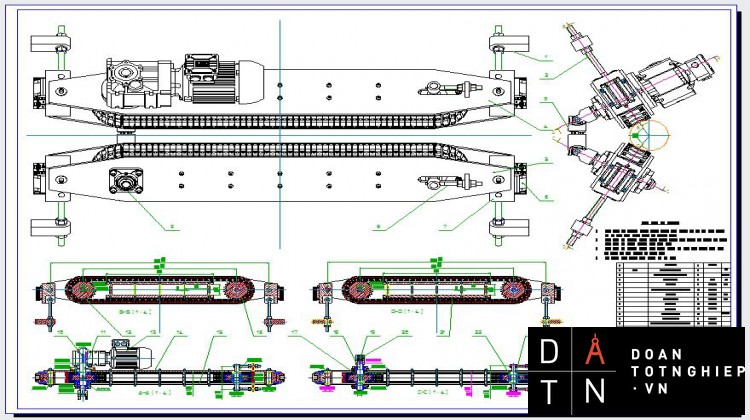
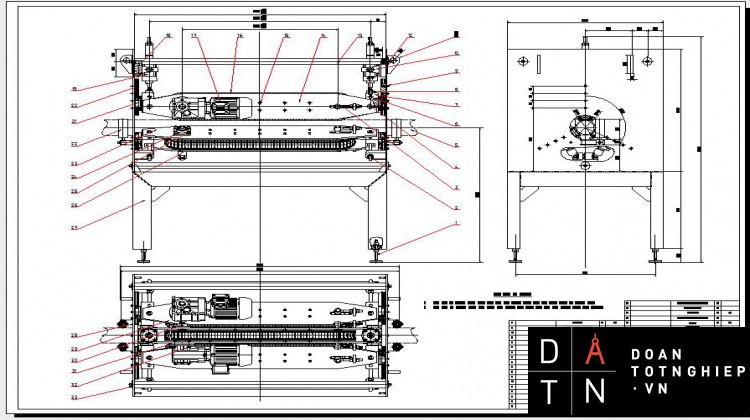
Hình 3.4 Sơ đồ động học máy kéo ống
Nguyên lý hoạt động:
Ống nhựa (10) từ thùng làm mát được đưa vào máy kéo. Máy kéo gồm 3 sợi xích tải đặt cách đều nhau. Cả 3 sợi xích tải đều có thể dịch tâm phù hợp với đường kính ống. Sợi xích tải 1 (2) và xích tải 2 (4) được dịch tâm bởi hai bộ vít me đai ốc (1), cơ cấu cardan (3) giúp hai sợi xích tải di chuyển với vận tốc như nhau. Sợi xích tài 3 (8) được điều chỉnh khoảng cách tâm bằng hai xylanh khí nén (11). Ba sợi xích tải được dẫn động bằng động cơ điện (5) thông qua hộp giảm tốc (6). Trên mỗi sợi xích có gắn các khối V cao su (7), các khối V cao su này có tác dụng kẹp ống trong quá trình di chuyển. Toàn bộ hệ thống được điều khiển bởi PLC, biến tần và encoder.
3.3.2 Phân tích lực
Để ống nhựa không bị trượt trong quá trình kéo thì trên xích tải phải gắn các khối V cao su để tăng lực ma sát, định vị ống tốt hơn và điều quan trọng là giúp phân tán lực kẹp lên ống nhờ đó mà ống không bị biến dạng.
Hình 3.5Sơ đồ phân tích lực tác dụng lên ống
Từ sơ đồ phân tích lực tác dụng lên ống, ta có phương trình sau:
TGiá trị lực xiết để tránh di trượt:
Kết luận: Để tránh di trượt và tách hở ta chọn lực xiết V = 913 N
Tính toán bulong:
Ta chọn lực xiết V = 913 N để tính toán cho bulong.
Tải trọng do moment tác dụng lên bulong là:
Gọi ,,, là lực do gây nên tại các bulong. Ta có:
Trong đó:
- : tải trọng do moment tác dụng lên bulong,
- : khoảng cách từ bulong xa nhất đến trục quay, mm
- : tương ứng với khoảng cách của i bulong, mm
Tổng các lực tác dụng lên bulong chịu tải lớn nhất:
Trong đó:
- : lực xiết bulong,
- : lực do tải trọng vuông góc với bề mặt lắp ghép tác dụng lên bulong,
Đường kính bulong:
Vậy bulong M12 thoã mãn điều kiện lắp xylanh với thân máy.
3.4.7 Tính chọn các-đăng
Với điều kiện:
- Truyền chuyển động quay từ trục chủ động cụm thân dưới trái sang trục chủ động cụm thân dưới phải.
- Hai trục chủ động hợp với nhau một góc .
- Lắp hai đầu ra của hai trục chủ động có tiết diện hình tròn Ø30.
- Hai trục chủ động đồng tốc.
- Khoảng cách giữa hai trục thay đổi 30 mm khi điều chỉnh hai cụm thân kéo dưới theo đường kính ống nhựa.
Hình 3.21 Các-đăng kép GU6HA
Ta chọn các-đăng kép GU6HA có ba trục được nối với nhau bằng hai khớp chữ thập. Trong đó, hai trục ở hai đầu các-đăng lắp với hai đầu trục của hai trục chủ động bằng mối ghép chặt có then bằng. Trục ở giữa của các-đăng được chia thành hai phần và được ghép với nhau bằng mối ghép then hoa 8x32x38 để có thể thay đổi chiều dài các-đăng một cách dễ dàng.
Kiểm tra điều kiện đồng tốc của hai trục chủ động:
Một hệ thống truyền động các-đăng gồm tổ hợp hai khớp các-đăng khác tốc và ba trục (hình 3.22) trong đó trục bị động của khớp các-đăng thứ nhất (A) đồng thời là trục chủ động của khớp các-đăng thứ hai (B). Góc quay tương ứng của các trục được ký hiệu như sau:
- : Góc quay của trục thứ nhất (1);
- : Góc quay của trục thứ hai (2);
- : Góc quay của trục thứ ba (3);
Hình 3.22Sơ đồ hệ các-đăng kép gồm hai khớp khác tốc
Quan hệ động học của các trục các-đăng khác tốc chữ thập theo công thức:
Trong đó:
- , : Góc quay của trục chủ động và trục bị động của các-đăng;
- : Góc lệch trục của hai trục các-đăng.
Áp dụng công thức trên lần lượt áp dụng cho khớp các-đăng thứ nhất (1-A-2) và khớp các-đăng thứ hai (2-B-3), ta được:
Trong đó:
- : Góc lệch trục giữa trục thứ nhất (1) và trục thứ hai (2) của khớp (A);
- Góc lệch trục giữa trục thứ hai (2) và trục thứ ba (3) của khớp (B);
- Đối với khớp các-đăng (B) có sự lệch pha ± π/2 so với khớp thứ nhất khi xét cùng hệ toạ độ chung với khớp (A).
Từ hệ phương trình trên suy ra quan hệ về góc quay của trục thứ ba (3) so với trục thứ nhất (1):
Nếu thì chúng ta luôn luôn có ; nghĩa là có sự đồng đều tốc độ
của trục thứ ba (3) so với trục thứ nhất (1): . Đây là giải pháp đơn giản và
hữu hiệu để làm đồng đều tốc độ của hệ thống truyền động các-đăng gồm hai khớp khác tốc và ba trục.
Vậy các-đăng kép GU6HA thoả mãn điều kiện đồng tốc của hai trục chủ động.
Kiểm tra kích thước trục các-đăng theo số vòng quay nguy hiểm nt:
Số vòng quay cực đại của trục các-đăng ứng với tốc độ lớn nhất của xích tải:
Số vòng quay nguy hiểm của trục các-đăng theo công thức 6.22 [5]:
Theo bảng 6.1 [5], đối với các trục đặc đặt tự do trong các các gối tựa ta có:
Trong đó:
- D: đường kính trục các-đăng, mm
- : Chiều dài các-đăng, mm, mm
Giá trị đường kính trục các-đăng là:
Đường kính trục các-đăng là 58 mm thoả mãn yêu cầu khi quay với vận tốc .
Tính toán kiểm tra bền trục các-đăng:
Truyền động các-đăngtừ trục thứ nhất sang trục thứ ba với góc lớn hơn nếu coi công suất mất mát ở khớp các-đăng (A) và (B)là không đáng kể thì công suất của trục thứ nhất là sẽ bằng công suất của trục thứ hai và thứ ba là .
[5, công thức 6.26]
Với ta có
Từ công thức 6.28 [5] ta có:
Với > thì Þ >
Vậy nếu (A) và (B) là khớp các-đăng khác tốc thì trục thứ ba sẽ chịu mômen xoắn lớn hơn trường hợp (A) và (B) là khớp các-đăng đồng tốc. Cho nên chúng ta sẽ tính toán trục thứ ba ứng với trường hợp (A) và (B) là khớp các-đăng khác tốc.
Khi làm việc trục thứ ba sẽ chịu xoắn, uốn, kéo (hoặc nén). Trong đó ứng suất xoắn là rất lớn so với các ứng suất còn lại, cho nên chúng ta chỉ cần tập trung tính trục theo giá trị moment xoắn :
Với : Moment xoắn của trục thứ nhất, Nmm, Nmm
Ứng suất xoắn cực đại của trục các-đăng tính theo công thức 6.30 [5]:
Với : Moment chống xoắn nhỏ nhất của trục các-đăng,
Vậy trục các-đăng thoả điều kiện ứng suất xoắn cho phép.
Giá trị góc xoắn qcủa trục các-đăng tính theo công thức 6.32 [5]:
Trong đó:
- : Môđun đàn hồi,
- : Moment quán tính của tiết diện khi xoắn, , được tính theo công thức trang 92 [5]
Giá trị góc xoắn q là:
Vậy trục các-đăng thoả điều kiện góc xoắn q.
Kiểm tra ứng suất dập trung bình trên bề mặt làm việc của then hoa 8x32x38:
Trong đó:
- : Moment truyền qua mối ghép, .
- : Chiều dài mối ghép, mm, .
- : Đường kính trung bình của then hoa, mm, tra bảng 9.3 [2].
- : Chiều cao tiếp xúc bề mặt của răng (then), mm, tra bảng 9.3 [2].
- : Số răng, răng.
- : hệ số xét đến phân bố tải trọng không đều trên các răng (then), chọn .
- : ứng suất dập cho phép, MPa, trang 95 [5].
Giá trị ứng suất dập trung bình trên bề mặt làm việc của then hoa:
Vậy mối ghép then thoả điều kiện ứng suất dập cho phép.
Kiểm bền chốt chữ thập:
Hình 3.23Sơ đồ lực tác dụng lên chốt chữ thập
Lực P được tính theo công thức 6.34 [5]:
Dưới tác dụng của lực P, tại mặt cắt nguy hiểm A-A sẽ xuất hiện ứng suất uốn và cắt. Ngoài ra trên bề mặt của cổ chốt chữ thập còn chịu ứng suất dập.
Ứng suất uốn được tính theo công thức trang 96 [5]:
Với moment chống uốn của mặt cắt A-A được tính theo công thức 6.31 [5]:
Ứng suất cắt được tính theo công thức trang 96 [5]:
Ứng suất dập được tính theo công thức trang 96 [5]:
Vậy chốt chữ thập thoả các điều kiện bền uốn, cắt, dập.
Kiểm bền nạng các-đăng:
Hình 3.24Sơ đồ lực tác dụng lên nạng các-đăng
Ứng suất uốn được tính theo công thức trang 97 [5]:
Với moment chống uốn của mặt cắt G-G tính theo công thức trang 97 [5]:
Ứng suất xoắn được tính theo công thức trang 97 [5]:
Với moment chống xoắn của mặt cắt G-G tính theo công thức trang 97 [5]:
tra bảng trang 98 [5].
Vậy thoả các điều kiện bền uốn, xoắn.
3.5 Thiết kế hệ thống điều khiển máy kéo
Để tiết kiệm điện và chi phí sản xuất, máy đùn thường được khai thác với công suất tối đa. Do đó khi thay đổi đường kính ống sản xuất thì tốc độ sản phẩm đùn ra sẽ thay đổi, cụ thể ống có đường kính nhỏ tốc độ đùn ra sản phẩm sẽ nhanh hơn ống có đường kính lớn. Do đó máy kéo ống phải thay đổi được tốc độ kéo phù hợp với từng loại đường kính ống và đồng thời phải điểu chỉnh được khoảng cách tâm giữa các cụm thân máy với tâm ống.
Từ phân tích trên ta đặt ra hai nhiêm vụ trong việc điều khiển máy kéo đó là:
- Điều khiển tốc độ máy kéo.
- Điều chỉnh khoảng cách tâm giữa các cụm thân máy.
3.5.1 Điều khiển tốc độ máy kéo
Quá trình sản xuất ống uPVC là một quá trình xuyên suốt gồm nhiều công đoạn và nhiều máy móc cùng hoạt động phối hợp với nhau. Vì vậy hệ thống điều khiển không thể thiếu PLC điều khiển trung tâm.
PLC trong hệ thống điều khiển có tác vụ điều khiển máy đùn về nhiệt độ, tốc độ đùn (năng suất). Để điều khiển được máy kéo, máy cắt, máy nong và hệ thống cấp liệu, ngoài những thông sổ được thiết lập trước, PLC cần phải có các cảm biến, cụ thể máy kéo và máy cắt sẽ cần chung 1 encoder, cảm biến hành trình đối với máy cắt và máy nong, cảm biến quang để điều khiển máy nong, máy in, hệ thống cấp liệu bằng cảm biến mức.
Việc thay đổi tốc độ kéo của máy kéo ống ta chọn cách thay đổi tốc độ của motor. Để thay đổi tốc độ motor ta chọn cách thay đổi tần số điện cấp vào motor, để thay đổi tần số điện ta dùng biến tần hày còn gọi là inverter. Dùng 1 inverter điều khiển 2 motor để 2 motor quay cùng tốc độ. Hệ thống điều khiển tốc độ máy kéo ống là hệ thống điều khiển vòng kín. PLC sẽ điều khiển biến tần, biến tần điều khiển tốc độ động cơ, cảm biến encoder sẽ là thiết bị kiểm tra tốc độ động motor đưa tín hiệu về PLC, PLC sẽ điều chỉnh lại biến tần để chạy đúng tốc độ mong muốn.
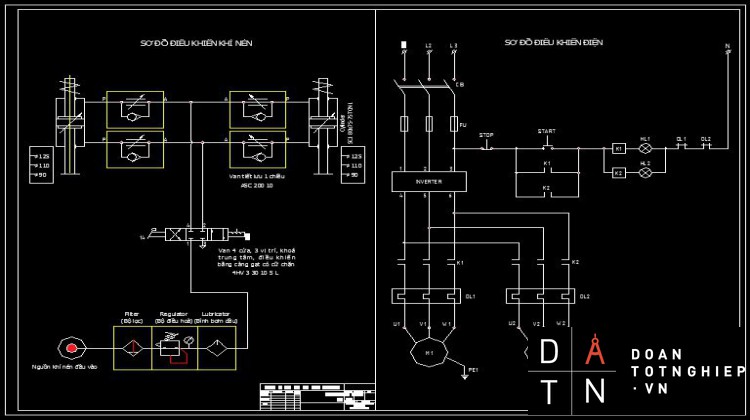
Nguyên lý hoạt động:
Khi đóng CB, inverter được mở.
Khi nhấn nút Start, công tắc tơ K1 và K2 có điện, bóng đèn HL1 và HL2 sáng, tiếp điểm K1 và K2 thường mở ở mạch động lực đóng lại cấp điện cho hai động cơ giảm tốc M1 và M2 hoạt động. Tiếp điểm K1 và K2 thường mở ở mạch điều khiển tự giữ duy trì hoạt động mạch điều khiển.
Khi nhấn nút Stop hoặc một trong hai động cơ quá tải, có sự cố đoãn mạch làm cho rơle nhiệt OL1 hoặc OL2 từ trạng thái thường đóng chuyển sang thường mở làm cho mạch điều khiển bị ngắt, hai động cơ ngừng hoạt động.
Hình 3.25 Sơ đồ điện máy kéo ống
3.5.2 Điều chỉnh khoảng cách tâm giữa ba cụm thân kéo
Hai cụm thân kéo dưới được cố định bằng vít-đai ốc và có thể di trượt trên thanh rail để thay đổi khoảng cách tâm theo đường kính ống. Một cụm thân kéo trên di trượt trên thanh rail, được kéo và đồng thời tạo lực kẹp để kéo ống đi bởi hai xylanh khí nén. Các thanh rail được định tâm và gắn cố định trên thân máy.
Chức năng của hai xylanh khí nén:
- Xylanh có tác dụng di chuyển thân kéo trên lên xuống khi điều chỉnh lực kẹp của máy kéo hoặc khi thay đổi đường kính ống kéo.
- Xylanh giữ cho thân kéo trên ở vị trí ổn định trong quá trình sử dụng.
- Xylanh phải đảm bảo được việc có thể tinh chỉnh khoảng cách giữa thân kéo đến tâm ống nhựa một cách dễ dàng và hiệu quả.
Với hai chức năng trên thì việc sử dụng xylanh thông thường là hoàn toàn có thể đáp ứng được, nhưng với điều kiện thứ 3 thì phải sử dụng xylanh tác động hai chiều có thể điều chỉnh hành trình. Trong hệ thống phân loại xylanh khí nén của AirTAC thì xylanh mang mã hiệu SCJ có chức năng như yêu câu. Do đó ta chọn xylanh SCJ của AirTAC để sử dụng.
Để hệ thống hoạt động như mong muốn trong hệ thống điều khiển khí nén phải có các bộ phân sau:
- Dây dẫn khí, ta chọn 2 màu xanh và cam, đường kính ống 10 mm.
- Bộ điều hoà gắn trực tiếp với nguồn khí nén cung cấp cho máy kéo. Bộ điều hoà là một cụm gồm 3 thiết bị chính được nhà sản xuất tích hợp sẵn ừên bộ sản phẩm “GC300 10 A C 1 G”. Trong đó bao gồm:
+ Bộ lọc có chức năng tách nước trong dòng khí đầu vào.
+ Van giới hạn áp suất có đồng hồ hiển thị giúp điều chỉnh áp suất sử dụng cho các thiết bị khí nén trên máy kéo ổn định.
+ Bộ tra dầu sử dụng luồng không khí tới các thiết bị để tra dầu cho các thiết bị giúp giảm ma sát mài mòn, tăng tuổi thọ thiết bị.
- Van phân phối 4 cổng, 3 vị trí, khoá giữa, điều khiển bằng tay gạt và nút nhấn có cữ chặn, ta dùng sản phẩm của AirTAC với mã code “4HV 3 30 10 S L G”.
- Van tiết lưu một chiều có tác dụng điều chỉnh tiết lưu dòng khí đi vào thiết bị khí nén (xylanh) làm cho xylanh di chuyển ổn định nhẹ nhàng, ta dùng sản phẩm của AirTAC với mã code “ASC 200 10 G”.
- Xylanh khí nén hiệu AirTAC với mã code SCJ80x75-75TCMl. Xylanh khí nén loại này có đặc điểm là có 2 cần tác động theo hai chiều và có thể sử dụng cả hai cần. Hành trinh xylanh có thể điều chỉnh được, ngoài ra ta chọn dùng xylanh có gắn sẵn gối đỡ xylanh loại TCM1 (có thể kham thảo hình dáng TCM1 ờ hình 3.18).
- Đầu nối ống với các thiết bị khi nén, dùng loại ren G 3/8’ cho loại ống đường kính 10 mm.
a) b)
Hình 3.26 Van tiết lưu (a) và van phân phối 4/3 (b)
Hình 3.27 Sơ đồ khí nén máy kéo ống
Chương 4: VẬN HÀNH VÀ BẢO DƯỠNG MÁY KÉO ỐNG uPVC
4.1 Vận hành máy kéo ống uPVC
Chú ý khi vận hành máy:
- Kiểm tra nối mass hai motor trước khi vận hành máy kéo.
- Chỉ khởi động motor khi xylanh đã được điều chỉnh đúng vị trí và lực theo yêu cầu kỹ thuật, các vít-đai ốc của các thanh đỡ cụm thân kéo dưới được xiết chặt.
- Trong khi vận hành máy, phải chú ý đến giá trị tần số của inverter để quan sát được vận tốc tương quan của hai motor máy kéo và máy đùn.
- Motor bơm dầu luôn luôn hoạt động trong quá trình vận hành máy.
- Căng xích, đảm bảo bộ truyền xích không bị võng, trượt.
- Tuân thủ các nguyên tắc trong an toàn lao động.
- Các cụm xích tải hoạt động ổn định, tương đối êm, các bề mặt khối V tiếp xúc đều với bề mặt ống nhựa.
- Không khởi động máy khi còn ống nhựa hay dụng cụ nằm bên trong máy.
- Tắt máy khi có hiện tượng rung lắc hay va đập mạnh, bề mặt ống bị hư hỏng, biến dạng do máy kéo.
Kiểm tra trước khi vận hành máy kéo:
- Vệ sinh máy sạch sẽ trước khi vận hành.
- Kiểm tra và siết chặt các bulong, đai ốc của các chi tiết hay rơ lỏng.
- Kiểm tra dầu bôi trơn của xích tải, ổ bi, gối đỡ, then hoa của các-đăng, má trượt.
- Kiểm tra các tiếp điểm điện, nguồn điện, đảm bảo an toàn.
- Kiểm tra các đầu nối khí nén, hoạt động của van phân phối, tiết lưu, xylanh.
- Kiểm tra chiều quay tất cả các motor, inverter đảm bảo tất cả phải có chiều quay đúng và đồng bộ với motor đùn.
- Kiểm tra giá trị áp suất cài đặt nguồn khí nén, motor bơm dầu bôi trơn.
- Kiểm tra độ đồng tâm của các thanh rail.
- Kiểm tra lực căng xích theo yêu cầu.
- Kiểm tra và đảm bảo CB, công tắc ở trạng thái OFF.
- Kiểm tra độ song song của đường tâm ống với mặt phẳng thân máy.
Thao tác vận hành máy kéo:
1. Xiết van tiết lưu, mở nguồn khí nén và motor bơm dầu, cài đặt áp suất khí, vặn tay gạt van phân phối về trạng thái 14 hoặc 12 để đưa xylanh tới vị trí yêu cầu ứng với đường kính ống nhựa uPVC, vặn bulong giữ xylanh. Điều chỉnh lại áp phù hợp với lực kẹp, gạt van phân phối về trạng thái khoá.
2. Mở lỏng đai ốc của cụm giữ hai cụm thân kéo dưới, dịch chuyển tới vị trí yêu cầu ứng với đường kính ống nhựa uPVC rồi xiết chặt các đai ốc lại.
3. Kiểm tra độ đồng tâm và tiếp xúc đều với bề mặt ống của các cụm xích tải.
4. Điều chỉnh cụm cữ ống ứng với đường kính ống nhựa uPVC yêu cầu.
5. Mở CB, điều chỉnh giá trị tần số trên inverter.
6. Nhấn nút Start để mở hai motor của máy kéo.
7. Sau khi kéo ống nhựa uPVC từ máy đùn, máy định hình ống và làm mát ra khỏi máy in chữ, dẫn ống vào vị trị cụm cữ ống của máy kéo rồi tiếp xúc với khối V cao su của ba cụm xích tải, ống được kéo tiến tới cụm cữ ống đầu ra của máy kéo rồi tiến tới máy cắt.
8. Kiểm tra bề mặt ống xem có bị biến dạng, trầy xước do máy kéo hay không. Nếu có điều chỉnh lại áp suất của khí nén hoặc vị trí của xylanh cho thích hợp.
9. Kiểm tra độ dày ống để điều chỉnh lại tốc độ motor máy đùn hoặc tốc độ của motor máy kéo nếu cần thiết.
Duy trì hoạt động của máy kéo trong thời gian sản xuất:
- Khi máy đã hoạt động ổn định, không được thực hiện các thao tác điều chỉnh thay đổi thông số vận hành, trừ trường hợp thật cần thiết. Quá trình điều chỉnh tiến hành từng bước một và cẩn trọng.
- Luôn quan sát và kiểm tra giá trị tần số, vận tốc của motor đùn, motor máy kéo.
- Luôn kiểm tra chất lượng đầu ra của ống nhựa uPVC đảm bảo tính ổn định của sản phẩm.
Thao tác dừng máy:
- Giảm dần và dừng hẳn tốc độ motor cấp liệu trước, tắt motor cấp liệu.
- Để motor đùn tiếp tục hoạt động, sau đó giảm dần và dừng hẳn tốc độ motor đùn sau khi dòng nhựa được đùn ra hết khỏi khuôn và dừng lại, tắt motor đùn.
- Giảm dần và dừng hẳn tốc độ motor máy kéo sau khi ống nhựa ra khỏi máy kéo.
- Ngắt CB cung cấp điện cho máy kéo và toàn dây chuyền.
- Gạt van phân phối về trạng thái 14.
- Tắt motor máy bơm dầu nguồn khí nén.
- Vệ sinh máy và khu vực lắp đặt máy.
4.2 Bảo dưỡng máy kéo ống
Hệ thống cơ khí:
- Kiểm tra bộ truyền xích, căng xích (nếu xích chùng) hay thay xích (nếu hỏng).
- Kiểm tra các khối V cao su bị mòn, bị hỏng để thay thế.
- Tra mỡ bôi trơn cho các chi tiết, thay dầu cho hộp giảm tốc.
- Xiết lại các bulong đai ốc.
- Kiểm tra lại các chốt để thay thế nếu hỏng.
- Kiểm tra khắc phục các vị trí rò rỉ khí.
- Thay dầu cho motor bơm dầu.
Hệ thống điện:
- Kiểm tra tất cả hệ thống dây dẫn, khắc phục hiện tượng chạm, mass
- Kiểm tra các thiết bị như rơle, các nút nhấn, cầu chì, CB để sửa chữa thay thế.
CHƯƠNG 5: KẾT LUẬN
5.1 Kết quả đạt được của luận văn
Nghiên cứu quy trình sản xuất ống uPVC Ø90 Ø125.
Hiểu rõ quy trình sản xuất ống nhựa.
Tính toán thiết kế máy kéo ống Ø90 Ø125 năng suất 20 m/ph với mẫu thiết kế mới nhất hiện nay, sử dụng nhiều chi tiết tiêu chuẩn chất lượng cao thay thế cho các chi tiết trước kia phải chế tạo như:
- Con trượt và thanh trượt trước kia phải gia công bằng gang, kích thước lớn, cồng kềnh nay thay thế bằng con trượt và thanh rail HIWIN, kích thước nhỏ gọn, khả năng chịu lực cao, ma sát nhỏ, độ chính xác cao.
- Gối đỡ xylanh thường được gia công bằng phương pháp hàn thép tấm lại với nhau, thay thế vào đó ta dùng gối đỡ của nhà sản xuất xylanh AirTac, kết cấu nhỏ gọn kết nối vững vàng, xylanh và gối đỡ lắp với nhau bởi khớp bản lề, khớp này rất có ý nghĩa khi xylanh hoạt động, nó giúp khử bỏ sai số chế tạo.
- Sử dụng motor giảm tốc với hộp giảm tốc gắn liền với motor giúp giải quyết kết cấu lắp đặt, tiết kiệm chi phí cho việc nối trục mềm. Việc gắn trực tiếp trục ra của hộp giảm tốc với trục chủ động của bộ xích tải giúp giảm bớt 1 ổ bi và gối đỡ ổ bi, thay vào đó ta chuyển sang dùng ổ bi UCF có khả năng tự lựa giúp khử bỏ sai số chế tạo và lắp đặt khi trục ra của hộp giảm tốc và trục chủ động của bộ truyền xích không đồng tâm. Mặt khác dùng ổ bi UCF giúp ta gia công lắp đặt dễ dàng hơn so với khi dùng ổ bi thông thường.
Thiết kế sơ đồ mạch khí nén và mạch điện điều khiển máy kéo.
Máy kéo ống được thiết kế có kết cấu tương đối hợp lý, đảm bảo được năng suất, chất lượng của ống nhựa trong các nhà máy sản xuất ống nhựa có quy mô vừa và nhỏ hiện nay.
5.2 Những vấn đề còn tồn tại
Trong quá trình vận hành và căn chỉnh vẫn cần đến tác động của con người, máy chưa hoàn toàn tự động được.
Chưa thiết kế được hệ thống điều khiển cho động cơ và cho hệ thống điều khiển khí nén vận hành tự động.
Chưa tính toán được tổn thất trong hệ thống khí nén.
5.3 Hướng giải quyết
Tìm hiểu rõ hơn về đặc tính của các thiết bị điện, điện tử, khí nén, chọn dùng đúnghãng, đúng chất lượng để đạt được chất lượng cao nhất.
Ứng dụng tự động hoá để điều khiển, vận hành máy và dây chuyền trong quá trình sản xuất.
LỜI CẢM ƠN
Để hoàn tất luận văn này, trước hết em xin bày tỏ lòng biết ơn chân thành đến các thầy cô giảng viên Khoa Cơ khí trường Đại học Bách Khoa thành phố Hồ Chí Minh, những người đã tận tình dạy bảo và truyền đạt những tri thức quý báu cho em trong suốt thời gian học tập tại trường, nhất là thời gian em nghiên cứu và thực hiện luận văn.
Tiếp đến, em xin bày tỏ lòng biết ơn sâu sắc đến cô, cô là giáo viên đã trực tiếp giúp đỡ, hướng dẫn và tạo điều kiện thuận lợi nhất để em hoàn tất cuốn luận văn này.
Vì thời gian thực hiện đề tài không nhiều, kiến thức bản thân còn hạn chế, trong thời gian thực hiện luận văn có nhiều khó khăn nên chắc chắn không tránh được những sai sót. Kính mong thầy cô đóng góp ý kiến để em nhận thức được những thiếu sót, cố gắng sửa chữa và hoàn thiện hơn.
Sau cùng, em xin chân thành cảm ơn quý thầy cô đã dành những thời gian quý báu để nhận xét và bổ xung thêm những kiến thức tốt hơn cho luận văn này.
MỤC LỤC
LỜI CẢM ƠN.. i
MỤC LỤC.. ii
DANH MỤC CÁC KÍ HIỆU VÀ CHỮ VIẾT TẮT.. v
DANH SÁCH BẢNG BIỂU.. vi
DANH SÁCH HÌNH VẼ.. vii
TÓM TẮT LUẬN VĂN.. ix
Chương 1 : TỔNG QUAN VỀ NGÀNH NHỰA VÀ THỰC TRẠNG SẢN XUẤT ỐNG uPVC Ở NƯỚC TA.. 1
1.1 Tổng quan về ngành nhựa Việt Nam.. 1
1.1.1 Tốc độ tăng trưởng và cơ cấu sản xuất1
1.1.2 Thị trường nội địa. 3
1.1.3 Thị trường xuất khẩu. 4
1.1.4 Những khó khăn và thách thức. 6
1.1.5 Triển vọng trong những năm tới7
1.2 Thực trạng sản xuất ống uPVC.. 10
1.2.1 Vai trò của ống uPVC.. 10
1.2.2 Thị trường ống uPVC Việt Nam.. 11
1.2.3 Các sản phẩm ống uPVC.. 12
Chương 2: NGHIÊN CỨU QUY TRÌNH SẢN XUẤT ỐNG uPVC.. 15
2.1 Trộn bột nhựa. 15
2.2 Cấp nguyên liệu. 16
2.3 Đùn tạo hình ống. 17
2.4 Hút chân không định hinh ống và làm mát18
2.5 In chữ. 19
2.6 Máy kéo ống. 20
2.7 Cắt ống. 21
2.8 Nong đầu ống. 21
Chương 3: TÍNH TOÁN THIẾT KẾ MÁY KÉO ỐNG Ø90÷Ø125 NĂNG SUẤT 20 m/ph. 23
3.1 Giới thiệu. 23
3.1.1 Vị trí23
3.1.2 Vai trò. 23
3.1.3 Yêu cầu kỹ thuật23
3.2 Hình thành ý tưởng và chọn phương án thiết kế. 23
3.2.1 Phương án 1. 24
3.2.2 Phương án 2. 25
3.2.3 Phương án 3. 26
3.2.4 Đánh giá ý tưởng, chọn phương án thiết kế. 27
3.3 Tính toán động học cơ cấu. 28
3.3.1 Sơ đồ động học. 28
3.3.2 Phân tích lực. 28
3.4 Tính toán động lực học. 32
3.4.1 Chọn động cơ giảm tốc. 32
3.4.2 Thiết kế bộ truyền xích. 34
3.4.3 Tính toán trục-then. 40
3.4.4 Tính chọn ổ lăn. 61
3.4.5 Tính chọn Xylanh. 66
3.4.6 Tính chọn bulong ghép nối xylanh khí nén với khung máy. 68
3.4.7 Tính chọn các-đăng. 71
3.5 Thiết kế hệ thống điều khiển máy kéo. 77
3.5.1 Điều khiển tốc độ máy kéo. 78
3.5.2 Điều chỉnh khoảng cách tâm giữa ba cụm thân kéo. 79
Chương 4: VẬN HÀNH VÀ BẢO DƯỠNG MÁY KÉO ỐNG uPVC.. 82
4.1 Vận hành máy kéo ống uPVC.. 82
4.2 Bảo dưỡng máy kéo ống. 84
CHƯƠNG 5: KẾT LUẬN.. 85
5.1 Kết quả đạt được của luận văn. 85
5.2 Những vấn đề còn tồn tại85
5.3 Hướng giải quyết86
PHỤ LỤC.. 87
Phụ lục 1: Tiêu chuẩn ống uPVC.. 87
Phụ lục 2: Motor giảm tốc Weg. 89
Phụ lục 3: Thanh rail và con trượt HIWIN.. 95
Phụ lục 4: Cylinder SCJ80x7575TCM1. 97
TÀI LIỆU THAM KHẢO.. 98
DANH MỤC CÁC KÍ HIỆU VÀ CHỮ VIẾT TẮT
|
Kí hiệu và |
Giải thích ý nghĩa |
Ghi chú |
|
PVC |
Polyvinyl chloride |
|
|
EU |
European Union |
Liên minh Châu Âu |
|
yoy |
year-on-year |
So với cùng kì năm trước |
|
pp |
Polypropylen |
|
|
HDPE |
High-density polyethylene |
|
|
BOPP |
Biaxial Oriented Polypropylene |
|
|
PET |
Polyethylene Terephthalate |
|
DANH SÁCH BẢNG BIỂU
Biểu đồ 1.1 Sản lượng sản xuất và tốc độ tăng trưởng ngành nhựa VN 2001-2016
Biểu đồ 1.2 Cơ cấu ngành nhựa VN theo nhóm ngành năm 2015 và sự dịch chuyển cơ cấu qua các năm 1995-2025
Biểu đồ 1.3 Cơ cấu các doanh nghiệp nhựa Việt Nam 2015
Biểu đồ 1.4 Tình hình tiêu thụ chất dẻo 2012-2016
Biểu đồ 1.5 Xuất khẩu sản phẩm nhựa 2010-2016
Biểu đồ 1.6 Cơ cấu thị trường và chủng loại sản phẩm xuất khẩu trong năm 2016
(% tính theo giá trị)
Biểu đồ 1.7 Biểu đồ tỷ giá USD/VND 2010-2016
Biểu đồ 1.8 Tốc độ đô thị hoá
Biểu đồ 1.9 Triển vọng tăng trưởng của ngành nhựa vật liệu xây dựng
Bảng 1.1Tính chất vật lý của ống uPVC
Bảng 3.1 Phương án thiết kế máy kéo ống
Bảng 3.2 Ma trận lựa chọn phương án thiết kế
Bảng 3.3 Kết quảlực kẹp và lực kéo tới hạn của ống nhựa uPVC Ø90 - Ø125
Bảng 3.4 Thông số ổ bi UCF 206
Bảng 3.5 Thông số ổ bi SKF 6006
DANH SÁCH HÌNH VẼ
Hình 1.1 Thông số kích thước ống Upvc
Hình 2.1 Sơ đồ tổng thể dây chuyền sản xuất ống Upvc
Hình 2.2 Máy trộn PVC
Hình 2.3 Hệ thống cấp liệu
Hình 2.4 Máy đùn
Hình 2.5 Khuôn ống Upvc
Hình 2.6 Thùng hút chân không
Hình 2.7 Cấu tạo bên trong thùng hút chân không
Hình 2.8Bộ phận định hình ống (vuốt ống)
Hình 2.9 Máy in chữ
Hình 2.10 Máy kéo ống
Hình 2.11 Máy cắt ống
Hình 2.12 Máy nong đầu ống
Hình 3.1 Sơ đồ máy kéo 2 sợi xích tải hai dãy
Hình 3.2 Sơ đồ máy kéo 3 sợi xích tải một dãy
Hình 3.3 Sơ đồ máy kéo 3 sợi xích tải hai dãy
Hình 3.4 Sơ đồ động học máy kéo ống
Hình 3.5Sơ đồ phân tích lực tác dụng lên ống
Hình 3.6 Motor giảm tốc Weg
Hình 3.7 Sơ đồ động bộ truyền xích
Hình 3.8 Đĩa xích chủ động
Hình 3.9 Đĩa xích bị động
Hình 3.10 Xích tải với khối V cao su
Hình 3.11 Sơ đồ phân tích lực của bộ truyền xích
Hình 3.12 Biểu đồ moment và kết cấu trục chủ động cụm thân kéo trên
Hình 3.13 Biểu đồ moment và kết cấu trục chủ động cụm thân kéo dưới trái
Hình 3.14 Biểu đồ moment và kết cấu trục chủ động cụm thân kéo dưới trái
Hình 3.15 Biểu đồ moment và kết cấu trục bị động
Hình 3.16 Ổ bi UCF
Hình 3.17 Ổ bi SKF
Hình 3.18 Xylanh khí nén SCJ và Mounting TCM1
Hình 3.19 Sơ đồ xylanh khí nén SCJ AirTAC
Hình 3.20 Xylanh gắn trên khung máy với mounting TCM1
Hình 3.21 Các-đăng kép GU6HA
Hình 3.22 Sơ đồ hệ các-đăng kép gồm hai khớp khác tốc
Hình 3.23 Sơ đồ lực tác dụng lên chốt chữ thập
Hình 3.24 Sơ đồ lực tác dụng lên nạng các-đăng
Hình 3.25 Sơ đồ điện máy kéo ống
Hình 3.26Van tiết lưu (a) và van phân phối 4/3 (b)
Hình 3.27 Sơ đồ khí nén máy kéo ống









