LUẬN VĂN TỐT NGHIỆP VIẾT CHƯƠNG TRÌNH ỨNG DỤNG CỦA PLC OMRON
NỘI DUNG ĐỒ ÁN
MỤC LỤC ỨNG DỤNG CỦA PLC OMRON
Chương I: Giới thiệu tổng quát về PLC 1
1.1 Hệ thống điều khiển là gì 1
1.2 Vai trò của PLC 2
1.3 Các thiết bị nhập xuất dùng trong PLC 2
1.4 Bộ điều khiển lập trình được (PLC) là gì 3
1.5 So sánh PLC với các thiết bị điều khiển thông thường khác 3
1.6 Các bước thiết kế một hệ thống điều khiển dùng PLC 4
1.7 Cấu trúc phần cứng của PLC 7
Chương II: Khảo sát PLC của hãng OMRON 9
2.1 Khảo sát loại CPM2A 9
2.2 Các kiểu liên kết truyền thông của PLC 14
2.3 Các bộ phối hợp truyền dẫn 17
Chương III: Các đặc điểm kỹ thuật và cấu trúc vùng nhớ của PLC 19
3.1 Các thông số kỹ thuật của PLC họ CPM2A 19
3.2 Cấu trúc vùng nhớ trong PLC 23
Chương IV: Lập trình cho PLC bằng thiết bị lập trình cầm tay 27
4.1 Khởi đầu 28
4.2 Các chế độ hoạt động của PLC 28
4.3 Các phím tiện ích của bộ lập trình 29
4.4 Xóa chương trình trong PLC 30
4.5 Tìm kiếm trong chương trình 30
4.6 Xóa lệnh 31
4.7 Chèn thêm lệnh 32
4.8 Chạy thử và kiểm tra chương trình 33
4.9 Gọi lại một chương trình 33
4.10 Theo dõi các hoạt động của PLC 33
Chương V: Lập trình bằng phần mềm SYSWIN 36
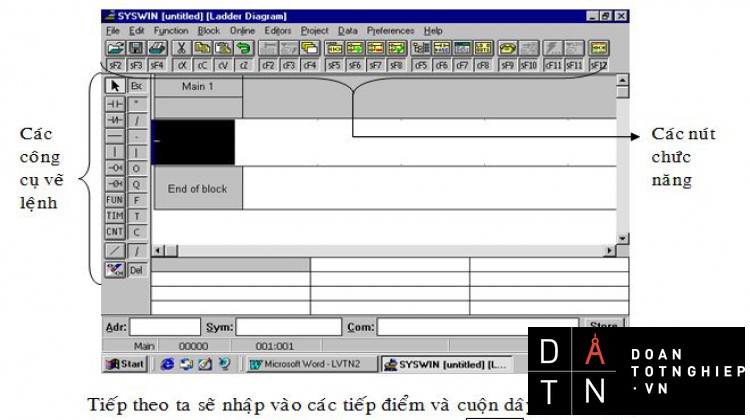
5.1 Giới thiệu về SYSWIN 36
5.2 Cài đặt SYSWIN 36
5.3 Lập chương trình với SYSWIN 37
5.4 Đặt tên ký hiệu mô tả cho các địa chỉ 46
5.5 Nap chương trình vào PLC 47
5.6 Chạy chương trình 48
5.7 Bổ sung các lệnh Timer và Counter 49
5.8 Theo dõi và đặt giá trị trong PLC 51
5.9 Lưu chương trình 52
5.10 Đọc chương trình từ PLC lên máy tính 53
Chương VI: Bộ lệnh của hãng OMRON 54
6.1 Các lệnh lược đồ hình thang 55
6.2 Lệnh điều khiển bit 58
6.3 Lệnh điều khiển chương trình 61
6.4 Những lệnh về Timer, Counter 63
6.5 Lệnh di chuyển dữ liệu 66
6.6 Lệnh dịch 75
6.7 Lệnh tính toán BCD 83
6.8 Lệnh tính toán nhị phân 90
6.9 Lệnh biến đổi 93
6.10 Nhóm lệnh so sánh 96
6.11 Các lệnh về Logic 100
6.12 Nhóm lệnh tăng giảm 102
6.13 Nhóm lệnh về chương trình con 102
Chương VII: Các chương trình ứng dụng của PLC OMRON 105
7.1 Chương trình điều khiển trò chơi dạng “Đường lên đỉnh
Olympia” 105
7.2 Mạch tự động điều khiển cửa kho 106
7.3 Thao tác điều khiển máy khoan 108
7.4 Mạch điều khiển bãi đậu xe 110
7.5 Hoạt động điều dẫn nước ra hay đỗ nước vào 111
7.6 Hệ thống tự động bôi trơn dầu cho bánh xe 113
7.7 Mạch điều khiển động cơ băng tải 114
7.8 Điều khiển cơ cấu máy lựa sản phẩm 116
7.9 Chương trình điều khiển dây chuyền đóng gói 118
LỜI NÓI ĐẦU
Nước ta đang trong công cuộc công nghiệp hóa hiện đại hóa để từng bước bắt kịp sự phát triển trong khu vực Đông Nam Á và thế giới về mọi mặt kinh tế và xã hội. Công nghiệp sản xuất hàng hóa đóng vai trò quan trọng trong việc phát triển kinh tế. Việc tự động hóa là sự lựa chọn không tránh khỏi trong mọi lĩnh vực nhằm tạo ra sản phẩm có chất lượng cao, tăng khả năng cạnh tranh mạnh mẽ trên thị trường.
Ngày nay, công nghệ điện tử và tin học ngày càng phát triển, đã góp phần nâng cao năng suất lao động một cách đáng kể. Đặc biệt là các bộ điều khiển chương trình xuất hiện đã đáp ứng hầu hết các yêu cầu đề ra của nền sản xuất công nghiệp hiện đại: Tốc độ sản xuất phải nhanh, chất lượng cao và ít phế phẩm,giá nhân công hạ, thời gian chết của máy móc là tối thiểu…
PLC là một máy tính chuyên dùng trong tự động điều khiển, nó được dùng để thay thế các thiết bị điều khiển cổ điển có tốc độ chậm và kém chính xác. Với một PLC, ta có thể thay đổi chương trình vận hành theo ý muốn. Điều này được thực hiện khá dễ dàng nhờ sự điều khiển khá mềm của PLC. Ngày nay PLC được ứng dụng rất rộng rãi trong hầu hết các dây chuyền sản xuất tự động.
Có rất nhiều PLC của các hãng sản xuất khác nhau, tuy nhiên em chỉ khảo sát PLC OMRON với bộ lệnh, cách thức lập trình và các chương trình ứng dụng của nó. Để tăng thêm tính thực tiễn cho đề tài, em đã thực hiện thi công mô hình “Dây chuyền đóng gói táo”, đây là một trong những chương trình ứng dụng tiêu biểu mà em đã có dịp nghiên cứu trong đề tài này.
Trong thời gian 6 tuần cộng với kiến thức còn nhiều hạn chế, nên tập đồ án này không tránh khỏi sự thiếu sót, rất mong sự đóng góp ý kiến của thầy cô và các bạn
Sinh viên thực hiện
Lê Hạ Thiên Tường
KẾT LUẬN
Qua 6 tuần thực hiện đồ án, tuy thời gian tương đối ngắn nhưng em đã hết sức cố gắng để có thể thu thập những thông tin và các vấn đề liên quan đến đồ án và cuối cùng đã hoàn thành đúng thời gian quy định. Cũng qua đồ án này em đã học hỏi thêm được nhiều kiến thức và kinh nghiệm quý báu về nghề nghiệp của mình trong tương lai. Hiểu rõ những khó khăn cần phải giải quyết khi bắt tay vào nghiên cứu các vấn đề khoa học, cách bố trí thời gian một cách hợp lý khoa học thì mới có thể hoàn thành.
Do thời gian và điều kiện còn hạn chế do đó những thiếu sót là điều không thể tránh khỏi, rất mong được sự góp ý của Thầy Cô và các bạn sinh viên.
Một lần nữa em chân thành cảm ơn quí Thầy, Cô trong Khoa Điện và thầy LƯU VĂN QUANG đã nhiệt tình hướng dẫn, cùng tất cả các bạn đã giúp em hoàn thành đồ án này.
CHƯƠNG I: GIỚI THIỆU TỔNG QUÁT VỀ PLC
1.1 HỆ THỐNG ĐIỀU KHIỂN LÀ GÌ:
Tổng quát, một hệ thống điều khiển là tập hợp những dụng cụ, thiết bị điện tử, được dùng ở những hệ thống cần đảm bảo tính ổn định, sự chính xác, sự chuyển đổi nhịp nhàng của một quy trình hoặc một hoạt động sản xuất. Nó thực hiện bất cứ yêu cầu nào của dụng cụ, từ cung cấp năng lựơng đến một thiết bị bán dẫn. Với thành quả của sự phát triển nhanh chóng của công nghệ thì việc điều khiển những hệ thống phức tạp sẽ được thực hiện bởi một hệ thống điều khiển tự động hóa hoàn toàn, đó là PLC, nó được sử dụng kết hợp với máy tính chủ. Ngoài ra, nó còn giao diện để kết nối với các thiết bị khác (như là: bảng điều khiển, động cơ, contact, cuộn dây, ….). Khả năng chuyển giao mạng của PLC có thể cho phép chúng phối hợp xử lý, điều khiển những hệ thống lớn. Ngoài ra, nó còn thể hiện sự linh hoạt cao trong việc phân loại các hệ thống điều khiển. Mỗi một bộ phận trong hệ thống điều khiển đóng một vai trò rất quan trọng. Từ hình 1.1 ta thấy: PLC sẽ không nhận biết được điều gì nếu nó không được kết nối với các thiết bị cảm ứng. Nó cũng không cho phép bất kỳ các máy móc nào hoạt động nếu ngõ ra của PLC không được kết nối với động cơ. Và tất nhiên, vùng máy chủ phải là nơi liên kết các hoạt động của một vùng sản xuất riêng biệt.
Hình 1.1: Một hệ thống điều khiển điển hình dùng PLC
1.2 VAI TRÒ CỦA PLC
Trong một hệ thống điều khiển tự động, PLC được xem như là trái tim của hệ thống điều khiển. Với một chương trình ứng dụng (đã được lưu trữ bên trong bộ nhớ của PLC) thì PLC liên tục kiểm tra trạng thái của hệ thống, bao gồm: kiểm tra tín hiệu phản hồi từ các thiết bị nhập, dựa vào chuơng trình logic để xử lý tín hiệu và mang các tín hiệu điều khiển ra thiết bị xuất.
PLC được dùng để điều khiển những hệ thống từ đơn giản đến phức tạp. Hoặc ta có thể kết hợp chúng với nhau thành một mạng truyền thông có thể điều khiển một quá trình phức hợp.
1.3 CÁC THIẾT BỊ NHẬP VÀ XUẤT DÙNG TRONG PLC:
1.3.1 Các thiết bị nhập
Sự thông minh của một hệ thống tự động hóa phụ thuộc vào khả năng đọc các tín hiệu từ các cảm biến tự động của PLC.
Hình thức giao diện cơ bản giữa PLC và các thiết bị nhập là: nút ấn, cầu dao, phím,…. Ngoài ra, PLC còn nhận được tín hiệu từ các thiết bị nhận dạng tự động như: công tắc trạng thái, công tắc giới hạn, cảm biến quang điện, cảm biến cấp độ , …. Các loại tín hiệu nhập đến PLC phải là trạng logic ON/OFF hoặc tín hiệu Analog. Những tín hiệu ngõ vào này được giao tiếp với PLC qua các modul nhập.
Hình1.2: Input Devices
1.3.2 Thiết bị xuất
Trong một hệ thống tự động hóa, thiết bị xuất cũng là một yếu tố rất quan trọng. Nếu ngõ ra của PLC không được kết nối với thiết bị xuất thì hầu như hệ thống sẽ bị tê liệt hòan toàn. Các thiết bị xuất thông thường là: động cơ, cuộn dây nam châm, relay, chuông báo ,…. Thông qua hoạt động của motor, các cuộn dây, PLC có thể điều khiển một hệ thống từ đơn giản đến phức tạp. Các loại thiết bị xuất là một phần kết cấu của hệ thống tự động hóa và vì thế nó ảnh hưởng trực tiếp vào hiệu suất của hệ thống .
Tuy nhiên, các thiết bị xuất khác như là : đèn pilot, còi và các báo động chỉ cho biết các mục đích như: báo cho chúng ta biết giao diện tín hiệu ngõ vào , các thiết bị ngõ ra được giao tiếp với PLC qua miền rộng của modul ngõ ra PLC.
Hình 1.3: Output devices
1.4 BỘ ĐIỀU KHIỂN LẬP TRÌNH ĐƯỢC (PLC) LÀ GÌ
PLC là bộ điều khiển logic theo chương trình bao gồm: bộ xử lý trung tâm gọi là CPU (Central Processing Unit) chứa chương trình ứng dụng và các modul giao diện nhập xuất. Nó được nối trực tiếp đến các thiết bị I/O. Vì thế, khi tín hiệu nhập, CPU sẽ xử lý tín hiệu và gởi tín hiệu đến thiết bị xuất.
Hình 1.4: Sơ đồ khối của PLC
1.5 SO SÁNH PLC VỚI CÁC THIẾT BỊ ĐIỀU KHIỂN THÔNG THƯỜNG KHÁC
Hiện nay, các hệ thống điều khiển bằng PLC đang dần dần thay thế cho các hệ thống điều khiển bằng relay, contactor thông thường. Ta hãy thử so sánh ưu, khuyết điểm của hai hệ thống trên:
¨ Hệ thống điều khiển thông thường:
- Thô kệch do có quá nhiều dây dẫn và relay trên bản điều khiển.
- Tốn khá nhiều thời gian cho việc thiết kế, lắp đặt.
- Tốc độ hoạt động chậm.
- Công suất tiêu thụ lớn.
- Mỗi lần muốn thay đổi chương trình thì phải lắp đặt lại tòan bộ, tốn nhiều thời gian.
- Khó bảo quản và sữa chữa.
¨ Hệ thống điều khiển bằng PLC:
- Những dây kết nối trong hệ thống giảm được 80% nên nhỏ gọn hơn.
- Công suất tiêu thụ ít hơn.
- Sự thay đổi các ngõ vào, ra và điều khiển hệ thống trở nên dễ dàng hơn nhờ phần mềm điều khiển bằng máy tính hay trên Console.
- Tốc độ hoạt động của hệ thống nhanh hơn.
- Bảo trì và sữa chữa dễ dàng.
- Độ bền và tin cậy vận hành cao.
- Giá thành của hệ thống giảm khi số tiếp điểm tăng.
- Có thiết bị chống nhiễu.
- Ngôn ngữ lập trình dễ hiểu.
- Dễ lập trình và có thể lập trình trên máy tính, thích hợp cho việc thực hiện các lệnh tuần tự của nó.
- Các modul rời cho phép thay thế hoặc thêm vào khi cần thiết .
Do những lý do trên PLC thể hiện rõ ưu điểm của nó so với các thiết bị điều khiển thông thường khác. PLC còn có khả năng thêm vào hay thay đổi các lệnh tuỳ theo yêu càu của công nghệ. Khi đó ta chỉ cần thay đổi chương trình của nó, điều này nói lên tính năng điều khiển khá linh động của PLC.
1.6 CÁC BƯỚC THIẾT KẾ 1 HỆ THỐNG ĐIỀU KHIỂN DÙNG PLC
Để thiết kế 1 chuơng trình điều khiển cho một hoạt động bao gồm những bước sau:
- Xác định qui trình công nghệ
Trước tiên , ta phải xác định thiết bị hay hệ thống nào muốn điều khiển. Mục đích cuối cùng của bộ điều khiển là điều khiển một hệ thống hoạt động
Sự vận hành của hệ thống được kiểm tra bởi các thiết bị đầu vào. Nó nhận tín hiệu và gởi tín hiệu đến CPU , CPU xử lý tín hiệu và gởi nó đến thiết bị xuất để điều khiển sự hoạt động của hệ thống như lập trình sẵn trong chương trình
- Xác định ngõ vào, ngõ ra :
Tất cả các thiết bị xuất , nhập bên ngoài đều được kết nối với bộ điều khiển lập trình. Thiết bị nhập là những contact, cảm biến ... Thiết bị xuất là những cuộn dây , valve điện từ , motor, bộ hiển thị.
Sau khi xác định tất cả các thiết bị xuất nhập cần thiết, ta định vị các thiết bị vào ra tương ứng cho từng ngõ vào, ra trên PLC trước khi viết chương trình.
- Viết chương trình:
Khi viết chương trình theo sơ đồ hình bậc thang (ladder ) phải theo sự hoạt động tuần tự từng bước của hệ thống
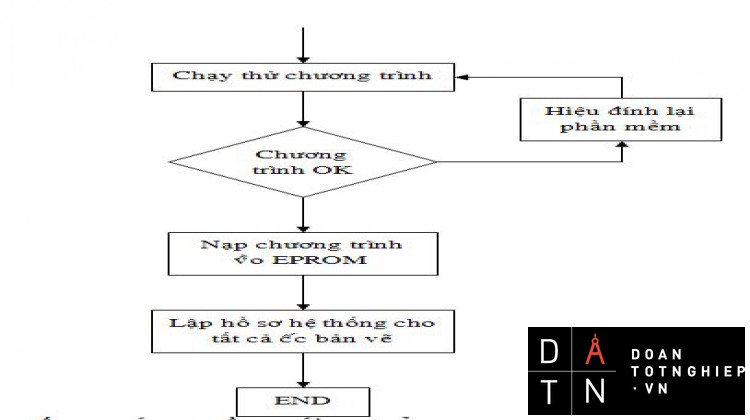
- Nạp chương trình vào bộ nhớ :
Bây giờ chúng ta có thể cung cấp nguồn cho bộ điều khiển có lập trình thông qua cổng I/O. Sau đó nạp chương trình vào bộ nhớ thông qua bộ console lập trình hay máy tính có chứa phần mềm lập trình hình thang. Sau khi nạp xong, kiểm tra lại bằng hàm chuẩn đoán. Nếu được mô phỏng toàn bộ hoạt động của hệ thống để chắc chắn rằng chuơng trình đã hoạt động tốt.
- Chạy chương trình :
Trước khi nhấn nút Start, phải chắc chắn rằng các dây dẫn nối các ngõ vào, ra đến các thiết bị nhập, xuất đã được nối đúng theo chỉ định. Lúc đó PLC mới bắt đầu hoạt động thực sự. Trong khi chạy chương trình, nếu bị lỗi thì máy tính hoặc bộ Console sẽ báo lỗi , ta phải sữa lại cho đến khi nó hoạt động an toàn
Sau đây là lưu dồ phương pháp thiết kế bộ điều khiển
1.7 CẤU TRÚC PHẦN CỨNG CỦA PLC:
Cấu trúc phần cứng của tất cả các PLC đều có các bộ phận sau: bộ xử lý, bộ nhớ, bộ nhập, xuất.
1.7.1 Đơn vị xử lý trung tâm (CPU):
Là bộ vi xử lý, liên kết với các hoạt động của hệ thống PLC, thực hiện chương trình, xử lý tín hiệu nhập xuất và thông tin liên lạc với các thiết bị bên ngoài
1.7.2 Bộ nhớ (Memory):
Có nhiều loại bộ nhớ khác nhau. Đây là nơi lưu giữ trạng thái hoạt động của hệ thống và bộ nhớ của người sử dụng. Để đảm bảo cho PLC hoạt động , phải cần có bộ nhớ để lưu trữ chương trình, đôi khi cần mở rộng bộ nhớ để thực hiện các chức năng khác như :
+ Vùng đệm tạm thời lưu trữ trạng thái của các kênh xuất / nhập được gọi là RAM xuất / nhập
+ Lưu trữ tạm thời các trạng thái của các chức năng bên trong : Timer , Counter, Relay
Bộ nhớ gồm có những loại sau :
+ Bộ nhớ chỉ đọc (ROM: Read Only Memory): ROM không phải là một bộ nhớ khả biến, nó có thể lập trình chỉ một lần. Do đó không thích hợp cho việc điều khiển “mềm” của PLC. ROM ít phổ biến so với các loại bộ nhớ khác.
+ Bộ nhớ ghi đọc (RAM: Random Access Memory): RAM là một bộ nhớ thường được dùng để lưu trữ dữ liệu và chương trình của người sử dụng. Dữ liệu trong RAM sẽ bị mất đi nếu nguồn điện bị mất. Tuy nhiên vấn đề này được giải quyết bằng cách gắn thêm vào RAM một nguồn điện dự phòng. Ngày nay, trong kỹ thuật phát triển PLC , người ta dùng CMOSRAM nhờ sự tiêu tốn năng lượng khá thấp của nó và cung cấp pin dự phòng cho các RAM này khi mất nguồn. Pin dự phòng có tuổi thọ ít nhất một năm trước khi cần thay thế, hoặc ta chọn pin sạc gắn với hệ thống , pin sẽ được sạc khi cấp nguồn cho PLC.
+ Bộ nhớ chỉ đọc chương trình xóa được (EPROM: Erasable Programmable Read Only Memory): EPROM lưu trữ dữ liệu giống như ROM, tuy nhiên nội dung của nó có thể bị xoá đi nếu ta phóng tia tử ngoại vào, người viết phải viết lại chương trình trong bộ nhớ.
+ Bộ nhớ chỉ đọc chương trình xoá được bằng điện (EEPROM: Electric Erasable Programmable Read Only Memory): EPROM kết hợp khả năng truy linh động của RAM và tính khả biến của EPROM, nội dung trên EEPROM có thể bị xoá và lập trình bằng điện , tuy nhiên chỉ giới hạn trong một số lần nhất định.
CHƯƠNG II: KHẢO SÁT PLC CỦA HÃNG OMRON
2.1 KHẢO SÁT LOẠI CPM2A
2.1.1 Giới thiệu chung:
Các bộ điều khiển lập trình của hãng OMRON rất đa dạng, gồm các loại CPM1A, CPM2A, CPM2C, CQM1,…. những loại PLC nên tạo thành từ những modul rời kết nối lại với nhau, có thể cho phép mở rộng dung lượng bộ nhớ và mở rộng vác ngõ vào, ra. Vì vậy chúng được sử dụng rất linh hoạt và đa dạng trong thực tiễn. Ngoài ra, hãng OMRON còn sản xuất các bộ PLC có cấu trúc cố định, các PLC này chỉ được cho các công việc đặc biệt nên không đòi hỏi tính linh hoạt cao.
Các PLC đều có cấu trúc gồm: bộ nguồn, CPU, các Port I/O, các modul I/O đặc biệt …. Để có được một bộ PLC hoàn chỉnh thì ta phải lắp ráp các modul này lại với nhau. Việc kết nối này thực hiện khá đơn giản và cho phép thay thế dễ dàng.
Họ CPM2A có rất nhiều loại. Ta có thể tóm tắt trong bảng sau:
|
Tên |
Modul |
Số ngõ I/O |
Nguồn cung cấp |
|
CPU có ngõ ra dùng Relay |
CPM2A-20CDR-A CPM2A-20CDR-D CPM2A-30CDR-A CPM2A-30CDR-D CPM2A-40CDR-A CPM2A-40CDR-D CPM2A-60CDR-A CPM2A-60CDR-D |
20 20 30 30 40 40 60 60 |
AC DC AC DC AC DC AC DC
|
|
CPU có ngõ ra dùng Transistor |
CPM2A-20CDT-D
CPM2A-20CDT1-D
CPM2A-30CDT-D CPM2A-30CDT1-D
CPM2A-40CDT-D
CPM2A-40CDT1-D
CPM2A-60CDT-D
CPM2A-60CDT1-D |
20 (ngõ ra ở mức thấp) 20 (ngõ ra ở mức cao) 30 (ngõ ra ở mức thấp) 30 (ngõ ra ở mức cao) 40 (ngõ ra ở mức cao) 40 (ngõ ra ở mức cao) 60 (ngõ ra ở mức cao) 60 (ngõ ra ở mức cao) |
DC
DC
DC DC
DC
DC
DC
DC |
2.1.2 Các thành phần của CPU:
Cấu tạo chung của 1 bộ CPU gồm những phần như sau:
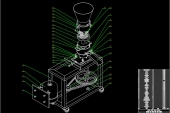
Hình 2.1: Các thành phần của CPU
Trong đó:
1 - Nguồn cung cấp: tuỳ theo loại CPU mà ta dùng nguồn AC từ 100V-240V hoặc nguồn DC 24V
2,3 - Chân nối đất bảo vệ (đối với loại CPU dùng nguồn AC): để bảo vệ an toàn cho người sử dụng.
4 - Nguồn cung cấp cho ngõ vào : đây là nguồn 24V DC được dùng để cung cấp điện áp cho các thiết bị đầu vào (đối với loại CPU dùng nguồn AC ).
5 - Các ngõ vào : để liên kết CPU với các thiết bị ngõ vào.
6 - Các ngõ ra : để liên kết CPU với các thiết bị ngõ ra.
7 - Các đèn báo chế độ làm việc của CPU : các đèn báo này cho chúng ta biết chế độ làm việc hiện hành của PLC.
|
Đèn báo |
Trạng thái |
Y nghĩa |
|
PWR (xanh) |
On |
PLC đã được cấp nguồn |
|
Off |
PLC chưa được cấp nguồn |
|
|
RUN (xanh) |
On |
PLC đang hoạt động ở chế độ RUN hoặc ở chế độ MONITOR |
|
Off |
PLC đang ở chế độ PROGRAM hoặc bị lỗi |
|
|
COMM (vàng) |
Flashing |
Dữ liệu đang được chuyển vào CPU thông qua cổng Peipheral hoặc cổng RS-232C |
|
Off |
Dữ liệu không được chuyển vào CPU thông qua cổng Peripheral hoặc cổng RS-232C |
|
|
ERR/ALARM (red) |
On |
Xuất hiện lỗi (PLC ngừng hoạt động ) |
|
Off |
Đèn báo hoạt động bình thường |
8 - Đèn báo trạng thái ngõ vào : khi 1 trong các ngõ vào ở trạng thái ON thì đèn báo tương ứng sẽ sáng.
- Lưu ý: Khi ta sử dụng bộ đếm tốc độ cao thì các đèn báo ngõ vào sẽ không sáng nếu tần số xung sáng quá nhanh.
9 - Đèn báo trạng thái ngõ ra: các đèn báo trạng thái ngõ vào sẽ sáng khi các ngõ ra ở trạng thái ON.
10 - Cổng điều khiển tín hiệu Analog: được sử dụng khi tín hiệu vào hoặc ra là tín hiệu Analog, được lưu giữ vào vùng nhớ IR250 và IR251.
11 - Cổng giao tiếp với thiết bị ngoại vi : liên kết PLC với thiết bị lập trình: máy tính chủ, thiết bị lập trình cầm tay ...
12 - Cổng giao tiếp RS-232C : liên kết PLC với thiết bị lập trình (ngoại trừ thiết bị lập trình cầm tay và máy tính chủ).
13- Communication Switch : là công tắc , chọn để sử dụng một trong hai cổng Peripheral hoẵc cổng RS-232C để liên kết với thiết bị lập trình
14 - Bộ Acquy
15 - Phần mở rộng : kết nối CPU và PLC với khối mở rộng I/O hoặc khối mở rộng nói chung ( Analog I/O Unit, Temporature Senson Unit ...) , có thể kết nối 3 modul mở rộng
2.1.3 Các thành phần khác của khối mở rộng
Hình 2.2: Các thành phần của khối mở rộng
Trong đó :
- Đầu nối ngõ vào : liên kết CPU với các thiết bị ngõ vào.
- Đầu nối ngõ ra : liên kết CPU với các thiế bị ngõ ra.
- Các đèn báo hiển thị ngõ ra.
- Các đèn báo hiển thị ngõ vào.
- Cáp kết nối đơn vị mở rộng I/O với CPU.
2.1.4 Các thành phần của Modul nhập xuất Analog.
Modul I/O Analog thực hiện việc chuyển đổi tín hiệu tương tự sang tín hiệu số hoặc từ tín hiệu số sang tín hiệu tương tự để giao tiếp giữa CPU với các thiết bị tương tự như máy phát sóng cảm biến , các dụng cụ đo và các thiết bị điều khiển khác.
Modul I/O Analog có khoảng thay đổi tín hiệu điện áp từ 0-10V hoặc từ 0-5V (đối với Analog Input) và từ -10-10V (Analog Out Put). Một CPU có thể kết nối với 3 modul Analog I/O ( 2 Analog Input và 1 Analog Output )
Dữ liệu đã được biến đổi thì được lưu trữ trong vùng phân bổ words của Analog I/O Unit và nó được sử dụng bởi lệnh đọc nội dung của Words ngã vào .
Một chức năng khác của nó là xử lý giá trị trung bình để cho tất cả các dữ liệu ở ngõ ra ổn định . Nó còn có chức năng phát hiện dây dẫn bị đứt khi tầm ngõ vào được đặt khoảng 4-20mA , hoặc từ 1-5 V.
Cấu tạo của khối mở rộng Analog được mô tả trong hình
Hình 2.3: Các thành phần của modul Analog I/O
- Các đầu nối của khối Analog I/O : kết nối với các thiết bị tương tự nhập hoặc xuất .
- Cáp kết nối của phần mở rộng : kết nối Analog I/O Unit với cổng mở rộng của CPU hoặc của khối mở rộng khác .
- Cổng mở rộng : Kết nối cổng mở rộng I/O Unit với khối mở rộng khác (Analog I/O Unit, Temperature Senson Unit hoặc Compo Bus/S I/O Link Unit). Một CPU chỉ có thể kết nối tối đa 3 khối mở rộng.
2..2 CÁC KIỂU LIÊN KẾT TRUYỀN THÔNG CỦA PLC:
2..2.1 Truyền thông liên kết chủ :
Là mối liên kết “ chủ - tớ “ giữa máy tính chủ hoặc thiết bị lập trình cầm tay với PLC . Sử dụng để đọc / ghi dữ liệu từ thiết bị lập trình vào PLC
- Truyền thông liên kết chủ 1-1:
Thực hiện việc liên kết 1 - 1giữa CPM2A CPU với máy tính tương thích, máy tính IBM PC/AT hoặc màn điều khiển PT thông qua cổng Peripheral hoẵc cổng RS-232C . Cách kết nối đươc biểu diễn trong hình vẽ sau