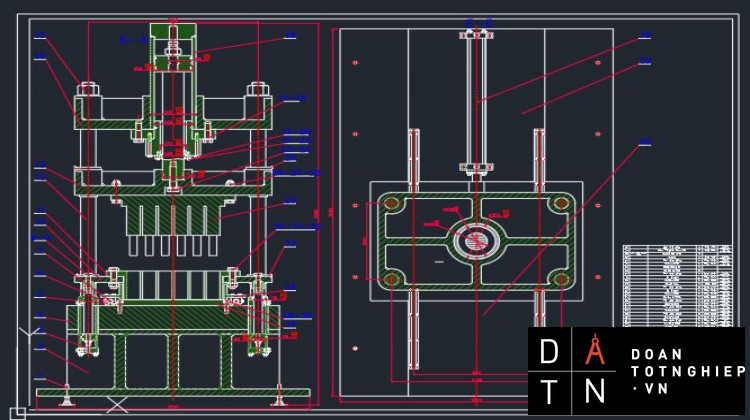
LUẬN VĂN TỐT NGHIỆP THIẾT KẾ MÁY ÉP GẠCH KHÔNG NUNG NĂNG SUẤT 650 VIÊN /GIỜ ĐH Bách Khoa


NỘI DUNG ĐỒ ÁN
TÓM TẮT LUẬN VĂN LUẬN VĂN TỐT NGHIỆP THIẾT KẾ MÁY ÉP GẠCH KHÔNG NUNG NĂNG SUẤT 650 VIÊN /GIỜ ĐH Bách Khoa
Hiện nay ngành xây dựng đang phát triển rất mạnh, các khu công nghiệp, khu chế xuất, khu đô thị mới ngày một nhiều, nông thôn dần dần được đô thị hóa, do vậy nhu cầu về vật tư xây dựng ngày một gia tăng. Một trong những vật tư quan trọng và chiếm tỷ lệ khá lớn đó là sản phẩm gạch. Gạch là một sản phẩm có rất nhiều chủng loại, sản xuất theo các công nghệ khác nhau tùy theo công nghệ nên tên gọi của chúng cũng khác nhau: gạch nung, gạch không nung, gạch xỉ, gạch tổ ong…
Trong đó, gạch không nung ngày càng trở nên phổ biến trong xây dựng, bởi nó có nhiều yếu tố thuận lợi như: có tính chịu lực cao, giá thành thấp hơn so với gạch đất nung, đáp ứng tốt các tiêu chí về kỹ thuật, kết cấu, môi trường, thi công...
Từ những yêu cầu cấp thiết trên, bài luận văn của em sẽ trình bày nội dung thiết kế máy ép gạch block với năng suất 1.5 triệu viên/năm.
Do thời gian hạn chế và vốn kiến thức của em còn hạn chế nên trong quá trình thực hiện để tài này vẫn còn nhiều thiếu sót, mong quý thầy cô trong hội đồng bảo vệ luận văn tốt nghiệp, thầy hướng dẫn chỉ dẫn thêm cho đề tài của em được hoàn thiện hơn. Em xin chân thành cảm ơn tất cả các thầy cô.
MỤC LỤC
LỜI CẢM ƠN.....................................................................................................................1
TÓM TẮT LUẬN VĂN........................................................ 2
MỤC LỤC ........................................................................ 3
Danh sách bảng biểu............................................................. 6
Danh sách hình vẽ................................................................. 7
CHƯƠNG 1. TỔNG QUAN DÂY CHUYỀN SẢN XUẤT GẠCH KHÔNG NUNG...................................................... 10
1.1. Tổng quan về gạch không nung................................... 10
1.1.1. Công nghệ làm gạch nung truyền thống................... 10
1.1.2. Khái quát về gạch không nung................................. 10
1.2.Tình hình nghiên cứu nước ngoài................................ 11
1.3.Tình hình nghiên cứu trong nước................................ 12
1.4.Tính cấp thiết của nghiên cứu..................................... 12
1.4.1. So sánh với gạch đất nung....................................... 12
1.4.2. Lợi ích của gạch không nung................................... 13
1.5.Nội dung nghiên cứu.................................................. 14
1.6.Phương pháp và kỹ thuật sử dụng............................... 15
1.7.Nội dung nghiên cứu của luận văn.............................. 15
CHƯƠNG 2. PHÂN TÍCH THIẾT KẾ VÀ LỰA CHỌN PHƯƠNG ÁN..................................................................... 16
2.1.Sơ đồ nguyên lý dây chuyền sản xuất gạch không nung.........................................16
2.1.1. Phân cụm chức năng của dây chuyền sản xuất gạch không nung.......................16
2.1.2. Các loại máy ép gạch không nung hiện có trên thị trường..................................17
2.1.3. Sơ đồ động của dây chuyền sản xuất gạch không nung......................................20
2.2.Thông số đầu vào của các cụm chức năng..............................................................22
2.3.Lựa chọn phương án thiết kế cho các cụm chức năng... 22
2.3.1. Lựa chọn phương án cho máy nghiền....................... 22
2.3.2. Lựa chọn phương án thiết kế cho máy sàng.............. 28
2.3.3. Lựa chọn phương án thiết kế cho cụm cấp liệu định lượng32
2.3.4. Lựa chọn phương án cho cụm máy trộn................... 37
2.3.5. Lựa chọn phương án cho cụm băng tải..................... 42
2.3.6. Lựa chọn phương án cho cụm ép định hình.............. 46
2.3.7. Lựa chọn phương án cho cụm dỡ liệu...................... 50
CHƯƠNG 3. PHƯƠNG ÁN KẾT CẤU CHO MÁY ÉP GẠCH BLOCK................................................................... 57
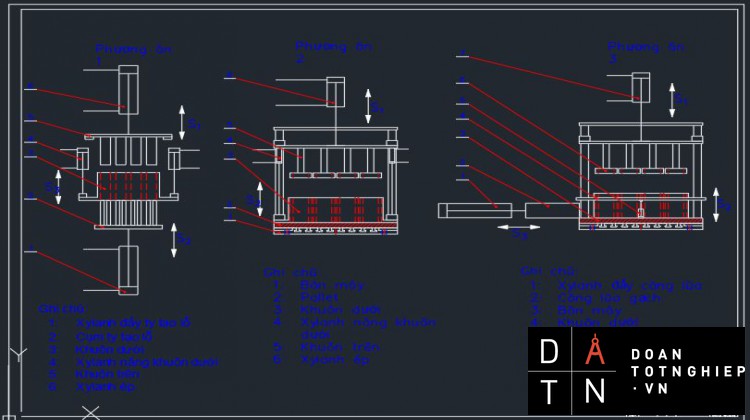
3.1.Phương án 1.............................................................. 57
3.2.Phương án 2.............................................................. 58
3.3.Phương án 3.............................................................. 59
3.4.Đánh giá phương án và lựa chọn kết cấu cho máy........ 59
CHƯƠNG 4. TÍNH TOÁN ĐỘNG HỌC VÀ ĐỘNG LỰC HỌC 60
4.1.Cơ sở lý thuyết của quá trình ép.................................. 60
4.1.1. Đặc tính kỹ thuật của gạch block............................. 60
4.1.2. Tính toán thông số động lực học của máy................ 61
4.2.Phân tích hoạt động của máy...................................... 62
4.3.Tính toán thời gian ép của một chu kỳ......................... 63
4.4.Phân tích chu kỳ ép.................................................... 64
4.4.1. Hành trình chuyển động của các cơ cấu................... 64
4.4.2. Phân tích thời gian và tính vận tốc của chu kỳ ép...... 64
CHƯƠNG 5. THIẾT KẾ HỆ THỐNG THỦY LỰC.......... 66
5.1.Xác định các cơ cấu chấp hành................................... 66
5.1.1. Chất lỏng công tác và áp suất sử dụng...................... 66
5.1.2. Xylanh truyền lực chính cho khuôn trên................... 67
5.1.3. Tính cụm xylanh nâng khuôn dưới.......................... 78
5.1.4. Xylanh lùa gạch...................................................... 82
5.1.5. Lựa chọn cơ cấu làm kín cho các cụm xylanh-piston85
5.2.Sơ đồ hệ thống thủy lực.............................................. 90
5.2.1. Tính toán ống dẫn................................................... 90
5.2.2. Chọn các thiết bị cho mạch thủy lực (Sử dụng Catalogue của YUKEN).................................................... 92
CHƯƠNG 6. THIẾT KẾ KẾT CẤU KHUNG MÁY.......... 99
6.1.Thân máy.................................................................. 99
6.2.Dầm trên................................................................... 99
6.3.Dầm ngang di động.................................................. 101
6.4.Dầm dưới................................................................ 105
6.5.Chân máy................................................................ 106
6.6.Khuôn ép................................................................. 108
6.7.Các cột và đai ốc...................................................... 109
6.7.1. Các cột (trụ) dẫn hướng......................................... 109
6.7.2. Đai ốc.................................................................. 110
CHƯƠNG 7. THIẾT KẾ MẠCH ĐIỀU KHIỂN.............. 111
7.1.Yêu cầu kỹ thuật...................................................... 111
7.2.Sơ đồ Grafcet........................................................... 112
7.3.Sơ đồ nguyên lý mạch điều khiển.............................. 113
KẾT LUẬN .................................................................... 115
Tài Liệu Tham Khảo......................................................... 116
Danh sách bảng biểu
Bảng 2.1. Các bộ phận chính của máy ép gạch không nung.... 17
Bảng 2.2.Thông số kỹ thuật của các cụm trong dây chuyền.... 22
Bảng 2.3. Bảng đánh giá các phương án lựa chọn máy nghiền27
Bảng 2.4.Bảng đánh giá các phương án lựa chọn máy sàng.... 31
Bảng 2.5. Bảng đánh giá các phương án lựa chọn cụm cấp liệu định lượng............................................................................ 36
Bảng 2.6. Bảng đánh giá các phương án lựa chọn máy trộn.... 41
Bảng 2.7. Bảng đánh giá các phương án lựa chọn cụm cấp liệu............................................................................................ 45
Bảng 2.8. Bảng đánh giá các phương án lựa chọn cụm ép định hình...................................................................................... 48
Bảng 2.9. Bảng đánh giá các phương án lựa chọn cụm băng tải............................................................................................ 55
Bảng 4.1.Bảng phối hợp chuyển động.................................. 65
Bảng 5.1 Đặc tính 1 số loại dầu công nghiệp......................... 67
Bảng 5.2. Thông số kỹ thuật của xy lanh ép........................... 72
Bảng 5.3. Thông số kỹ thuật của xy lanh................................ 79
Bảng 5.4. Thông số kỹ thuật của xy lanh lùa gạch.................. 83
Bảng 5.5. Lưu lượng qua các hành trình................................ 85
Bảng 5.6. Thông số kỹ thuật phớt gạt bụi Wiper Seals............ 86
Bảng 5.7. Thông số kỹ thuật Rod Seals.................................. 86
Bảng 5.8. Thông số kỹ thuật O-Ring..................................... 87
Bảng 5.9. Thông số kỹ thuật Piston Seals............................... 87
Bảng 5.10. Thông số kỹ thuật Rod Guide Ring...................... 88
Bảng 5.11. Thông số kỹ thuật Piston Guide Ring................... 89
Danh sách hình vẽ
Hình 2.1. Sơ đồ khối thể hiện chức năng từng cụm trong máy ép gạch không nung................................................................... 16
Hình 2.2. Máy ép gạch thủy lực QT5-20................................ 17
Hình 2.3. Máy ép gạch block tự động QTY 9-15.................... 18
Hình 2.4. Máy ép gạch block tự động QTY 6-15B................. 19
Hình 2.5.Sơ đồ dây chuyền sản xuất gạch không nung.......... 20
Hình 2.6. Sơ đồ nguyên lý máy nghiền bi.............................. 23
Hình 2.7. Sơ đồ nguyên lý máy nghiền bánh xe ướt............... 24
Hình 2.8. Sơ đồ nguyên lý.................................................... 26
Hình 2.9. Sơ đồ nguyên lý máy sàng rung vô hướng.............. 28
Hình 2.10. Máy sàng rung có hướng...................................... 29
Hình 2.11. Máy sàng với bộ gây rung điện tử......................... 30
Hình 2.12. Băng tải cố định.................................................. 32
Hình 2.13. Hình dạng chung của gàu tải................................ 34
Hình 2.14. Sơ đồ vít tải......................................................... 35
Hình 2.15. Máy trộn có 1 trục nằm ngang.............................. 37
Hình 2.16. Máy trộn kiểu vít tải............................................ 38
Hình 2.17. Máy trộn dung cánh đảo cơ khí............................ 40
Hình 2.18. Sơ đồ băng tải ống............................................... 42
Hình 2.19. Sơ đồ băng tải lòng máng..................................... 43
Hình 2.20. Sơ đồ băng tải gầu............................................... 44
Hình 2.21.Máy ép vít ma sát................................................ 46
Hình 2.22. Sơ đồ cơ cấu vít ma sát đĩa hình côn..................... 46
Hình 2.23. Sơ đồ cơ cấu vít ma sát dẫn động trực tiếp từ động cơ............................................................................................ 47
Hình 2.24. Sơ đồ cơ cấu ép thủy lực...................................... 48
Hình 2.25.Sơ đồ hệ thống băng tải........................................ 50
Hình 2.26. Sơ đồ động của hệ thống băng tải......................... 51
Hình 2.27. Sơ đồ hệ thống xích tải........................................ 51
Hình 2.28. Sơ đồ động của hệ thống xích tải.......................... 53
Hình 2.29. Sơ đồ hệ thống băng tải con lăn............................ 54
Hình 3.1. Kết cấu máy ép thủy lực theo phương án 1............. 57
Hình 3.2. Sơ đồ kết cấu phương án 2..................................... 58
Hình 3.3. Kết cấu phương án thứ 3........................................ 59
Hình 4.1.Mặt trên của viên gạch........................................... 60
Hình 4.2. Mặt dưới của viên gạch.......................................... 60
Hình 5.1. Kết cấu Xylanh – Piston tác động kép.................... 73
Hình 5.2. Sơ đồ nguyên lý hành trình xuống nhanh................ 75
Hình 5.3. Sơ đồ nguyên lý hành trình ép................................ 76
Hình 5.4. Sơ đồ nguyên lý hành trình lên khuôn..................... 77
Hình 5.5. Sơ đồ nguyên lý cụm khuôn dưới........................... 80
Hình 5.6. Sơ đồ nguyên lý hành trình xuống nhanh................ 81
Hình 5.7. Sơ đồ nguyên lý hành trình của càng lùa................. 83
Hình 5.8 Các cơ cấu làm kín xylanh...................................... 85
Hình 5.9. Sơ đồ hệ thống thủy lực......................................... 90
Hình 5.10.Van cân bằng loại H C.......................................... 92
Hình 5.11. Thông số van cân bằng........................................ 93
Hình 5.12. Độ mất áp qua van cân bằng................................. 93
Hình 5.13. Van điều chỉnh lưu lượng..................................... 93
Hình 5.14. Thông số kỹ thuật của van điều chỉnh lưu lượng.... 93
Hình 5.15. Độ mất áp qua van điều chỉnh lưu lượng............... 94
Hình 5.16. Thông số kỹ thuật van phân phối.......................... 94
Hình 5.17. Độ mất áp qua van phân phối............................... 94
Hình 5.18. Van cân bằng...................................................... 95
Hình 5.19. Thông số kỹ thuật van cân bằng........................... 95
Hình 5.20. Thông số kỹ thuật van một chiều.......................... 95
Hình 5.21. Mất áp qua van một chiều.................................... 96
Hình 5.22. Công suất tiêu thụ của bơm PV2R2-41................. 97
Hình 5.23. Công suất tiêu thụ của bơm PV2R4-136............... 97
Hình 6.1. Kết cấu dầm ngang trên....................................... 100
Hình 6.2. Sơ đồ tác dụng lực lên dầm trên........................... 100
Hình 6.3. Sơ đồ ứng suất tác dụng lên dầm trên................... 101
Hình 6.4. Các phương án cố định piston với dầm ngang di động.......................................................................................... 102
Hình 6.5. Kết cấu 3D dầm ngang di động............................ 102
Hình 6.6. Kết cấu 3D của dầm ngang dưới........................... 102
Hình 6.7. Sơ đồ tác dụng lực lên dầm di động...................... 103
Hình 6.8. Sơ đồ ứng suất tác dụng lên dầm di động.............. 103
Hình 6.9. Sơ đồ tác dụng lực lên dầm di động dưới.............. 104
Hình 6.10. Sơ đồ ứng suất tác dụng lên dầm di động dưới.... 104
Hình 6.11. Kết cấu 3D dầm dưới......................................... 105
Hình 6.12. Sơ đồ tác dụng lực lên dầm dưới........................ 105
Hình 6.13. Sơ đồ ứng suất tác dụng lên dầm dưới................. 106
Hình 6.14. Kết cấu 3D của chân máy................................... 106
Hình 6.15. Sơ đồ lực tác dụng lên chân máy........................ 106
Hình 6.16. Sơ đồ ứng suất tác dụng lên chân máy................ 107
Hình 6.17. Khuôn ép.......................................................... 108
Hình 6.18. Các phương án cố định cột và dầm..................... 108
Hình 7.1. Sơ đồ thủy lực..................................................... 111
Hình 7.2. Biểu đồ GRAFCET điều khiển............................. 112
Hình 7.3. Sơ đồ nguyên lí mạch điều khiển.......................... 113
CHƯƠNG 1. TỔNG QUAN DÂY CHUYỀN SẢN XUẤT GẠCH KHÔNG NUNG
1.1 Tổng quan về gạch không nung
1.1.1. Công nghệ làm gạch nung truyền thống
Gạch xây là một bộ phận cấu thành quan trọng của ngôi nhà hoặc 01 công trình kiến trúc dân sự. Một năm, với sự phát triển mạnh mẽ của ngành xây dựng, cả nước ta tiêu thụ từ 20 - 22 (tỷ viên), nếu cứ với đà phát triển này, đến năm 2020 lượng gạch cần cho xây dựng là hơn 40 tỷ viên, một số lượng khổng lồ, để đạt được mức này, lượng đất sét phải tiêu thụ vào khoảng 600 triệu m3 đất sét tương đương với 30.000 ha đất canh tác bình quân mỗi năm mất 2500 ha đất canh tác. Riêng năm 2020 mất 3150 ha đất. Không những vậy, gạch nung còn tiêu tốn rất nhiều năng lượng: Than, củi, đặc biệt là than đá, quá trình này thải vào bầu khí quyển của chúng ta khí độc không chỉ ảnh hưởng tới môi trường sức khoẻ của con người mà còn làm giảm tới năng suất của cây trồng, vật nuôi.
Với những vấn đề trên, gạch nung đang dần là một điểm yếu về công nghệ quan trọng trong công nghiệp xây dựng ở nước ta và rất cần được quan tâm. Chính vì vậy, theo quy hoạch tổng thể ngành công nghiệp vật liệu xây dựng đến 2010 và định hướng đến 2020 đã được Thủ tướng Chính phủ phê duy ệt ngày 01/08/2001, phải phát triển gạch không nung thay thế gạch đất nung từ 10% - 15% vào năm 2005 và 25% - 30% vào năm 2010, xoá bỏ hoàn toàn gạch đất nung thủ công vào năm 2020.
1.1.2. Khái quát về gạch không nung
Về bản chất của sự liên kết tạo hình, gạch không nung khác hẳn gạch đất nung. Quá trình sử dụng gạch không nung, do các phản ứng hóa đá của nó nên trong hỗn hợp tạo gạch sẽ tăng dần độ bền theo thời gian.
Gạch không nung là loại gạch xây sau khi được tạo hình thì tự đóng rắn đạt các chỉ số về cơ học: cường độ nén, uốn, độ hút nước…mà không cần qua nhiệt độ. Có nhiều loại gạch không nung hiện nay đang sử dụng:
Gạch Papanh: Gạch không nung được sản xuất từ phế thải công nghiệp: Xỉ than, vôi bột được sử dụng lâu đời ở nước ta. Gạch có cường độ thấp từ 30- 50 kg/cm2 chủ yếu dùng cho các loại tường ít chịu lực.
Gạch block: Có nhiều loại với các thành phần vật liệu khác nhau, nhưng có 2 loại chính là loại được hình thành từ cát, ximăng và loại được hình thành từ đá mi, xi măng có cường độ chịu lực cao có thể xây nhà cao tầng, có thể xây tường cách âm.
Gạch siêu nhẹ: Gạch siêu nhẹ là hỗn hợp xi măng, cát, chất tạo bọt không nung cho kết quả ngoài mong đợi với khả năng cách âm, cách nhiệt, chống thấm, độ bền được tăng lên gấp đôi. Khả năng kết dính, trọng lượng tịnh nhẹ hơn so với các loại gạch khác.
1.2. Tình hình nghiên cứu nước ngoài
Tại Mỹ, Tây Âu, Nhật Bản tỷ lệ vật liệu xây dựng không nung chiếm tới hơn 70% thị phần, một số nước phát triển trên thế giới đang có xu hướng giảm gạch đất sét nung xuống chỉ còn 30% - 50% và xu hướng thay thế toàn bộ bằng gạch không nung.
Tình hình sử dụng công nghệ “đất hóa đá” ứng dụng tại các nước trên thế giới
Trên các nước đang phát triển công nghệ “đất hoá đá” được ứng dụng rộng rãi vào phát triển giao thông, thuỷ lợi xây dựng.
Ở Đức đã phát minh ra công nghệ gia cố nền đường bằng hoạt chất RRP. Là một hợp chất của acid sunfur phối trộn vào đất và tạo ra một sự liên kết giữa các ion âm của đất với cation Ca++, Mg++, Fe++ và các thành phần khác phối trộn. Quá trình phối trộn lu lèn đạt tới K95, K98, thay thế lớp nền móng đường đồng thời kết hợp với các vật liệu làm như bê tông asphan tạo thành con đường hoàn hảo, tốt đẹp có sự liên kết bền chắc của các ion.
Phạm vi sử dụng hoạt chất RRP trên toàn châu Âu.
Ở Mỹ đã có hợp chất SA44 –LS 40, cũng tương tự như hợp chất RRP ở Đức. Hợp chất SA 44 –SL 40 đã được đưa vào sử dụng ứng dụng làm đường ở nước ta và được Bộ giao thông vận tải cho phép ứng dụng theo QĐsố734/QĐ- BGVT ngày 25/03/2004. Vào những năm 70 của thế kỷ 20, Mỹ đã đưa hợp chất SA44 –LS 40 vào sử dụng tại miền nam Việt Nam.
Và một loạt các nước trên thế giới họ sử dụng tới 70% gạch không nung vào ngành xây dựng. Các loại gạch không nung ở ấn độ, Pháp, Mỹ , Đức, Bỉ, Nam Phi…
Đặc biệt công nghệ “đất hoá đá” đã phát triển tới tầm cao dùng làm một số bộ phận có tính chịu lực trong các thiết bị máy móc (máy bay của hãng Boeing)
1.3. Tình hình nghiên cứu trong nước
Gạch không nung ở Việt Nam đôi khi còn được gọi là gạch block, gạch blốc, gạch bê tông, gạch block bê tông, gạch xi măng,… tuy nhiên với cách gọi này thì không phản ánh đầy đủ khái niệm về gạch không nung. Mặc dù gạch không nung được dùng phổ biến trên thế giới nhưng ở Việt Nam gạch không nung vẫn chiếm tỉ lệ thấp.
Sản phẩm gạch không nung có nhiều chủng loại trên một loại gạch để có thể sử dụng rộng rãi từ những công trình phụ trợ nhỏ đến các công trình kiến trúc cao tầng, giá thành phù hợp với từng công trình. Có nhiều loại dùng để xây tường, lát nền, kề đê và trang trí.
Hiện nay, gạch không nung đã khẳng định chỗ đứng vững chắc trong các công trình, nó đang dần trở nên phổ biến hơn và được ưu tiên phát triển. Có rất nhiều công trình sử dụng gạch không nung, từ công trình nhỏ lẻ, phụ trợ cho đến các công trình dân dụng, đình chùa, nhà hàng, sân golf, khu nghỉ dưỡng, cao ốc,...
1.4. Tính cấp thiết của nghiên cứu
1.4.1. So sánh với gạch đất nung
So sánh hiệu quả kinh tế kỹ thuật sản xuất và sử dụng, sản phẩm vật liệu xây dựng không nung có nhiều tính chất vượt trội hơn vật liệu nung:
- Không dùng nhiên liệu như than, củi… để đốt, tiết kiệm nhiên liệu năng lượng, và không thải khói bụi gây ô nhiễm môi trường.
- Sản phẩm có tính chịu lực cao, cách âm, cách nhiệt phòng hoả, chống thấm, chống nước, kích thước chuẩn xác, quy cách hoàn hảo hơn vật liệu nung. Giảm thiểu được kết cấu cốt thép, rút ngắn thời gian thi công, tích kiệm vữa xây, giá thành hạ.
- Có thể tạo đa dạng loại hình sản phẩm, nhiều màu sắc khác nhau, kích thước khác nhau, thích ứng tính đa dạng trong xây dựng, nâng cao hiệu quả kiến trúc.
- Cơ sở sản xuất có thể phát triển theo nhiều quy mô khác nhau, không bị khống chế nhiều về mặt bằng sản xuất. Suất đầu tư thấp hơn vật liệu nung…
- Được sản xuất từ công nghệ, thiết bị tiên tiến của quốc tế, nó có các giải pháp khống chế và sự đảm bảo chất lượng hoàn thiện, quy cách sản phẩm chuẩn xác. Có hiệu quả trong xây dựng rõ ràng, phù hợp với các TCVN. Các đặc điểm công nghệ gạch không nung:
- Máy móc thiết bị dây chuyền tự sản xuất chế tạo được cả trong và ngoài nước.
- Xây dựng nhà máy ở khắp mọi địa hình từ hải đảo tới đỉnh núi cao.
- Phụ gia vật tư sẵn có trên thị trường.
- Sản xuất từ thủ công tới tự động hóa hoàn toàn.
- Chất lượng viên gạch tiêu chuẩn tốt.
- Giá thành hạ hơn so với gạch nung.
1.4.2. Lợi ích của gạch không nung
Hiện nay thên thế giới đã áp dụng nhiều công nghệ sản xuất vật liệu xây dựng không nung, nhằm giảm thiểu sự ô nhiễm môi trường trong quá trình khai thác, sản xuất và đã mang lại nhiều kết quả tích cực như: tận dụng được nhiều nguồn nguyên liệu rẻ tiền hiện có tại các vùng miền, tạo ra được nhiều loại VLXD có giá thành thấp,... Ngoài ra vật liệu xây dựng không nung còn mang lại hiệu quả kinh tế cao cho các chủ thể trong ngành công nghiệp xây dựng như: chủ đầu tư chủ thầu thi công, nhà sản xuất vật liệu xâ dựng và cuối cùng là lợi ích của người tiêu dùng.
Hiện nay trên toàn bộ lãnh thổ Việt Nam, các lò gạch nung truyền thống ô nhiễm môi trường nặng nề đã được thế giới cảnh báo và nhà nước lên tiếng. Nó tàn hại các sinh vật như: Cây cối, các cánh đồng đến con người và các loài động vật đều bị tổn hại. Chúng ta tuy đã có một số công nghệ gạch không nung từ nước ngoài đưa vào song vẫn còn một số hạn chế:
Dây chuyền sản xuất gạch Block bằng cát, đá, xi măng tuy đã có song chưa được phát triển mạnh mà nguyên liệu đầu vào phải kén chọn là đất, cát sạch nên còn có hạn.
Dây chuyền sản xuất gạch ép từ đá và xi măng cũng vậy, vật liệu có hạn, mẫu mã không đẹp, mịn; nơi xây dựng nhà máy có hạn vì phụ thuộc nguyên liệu.
Dây chuyền sản xuất gạch bê tông nhẹ bằng phương pháp sủi bọt hoặc khí của Đức thì có ưu thế là gạch nhẹ, song nguyên liệu đầu vào cũng phải kén chọn là cát sạch + tro bay + xi măng + phụ gia. Mà phụ gia phải ngoại nhập phụ thuộc. Dây chuyền thiết bị ngoại nhập quá đắt nên khó phù hợp để đầu tư…
Công nghệ sản xuất gạch không nung cần đạt được các tiêu chí:
- Nguyên liệu đầu vào thuận lợi không kén chọn nhiều vô tận.
- Máy móc thiết bị dây chuyền tự sản xuất chế tạo được cả trong và ngoài nước.
- Xây dựng nhà máy ở khắp mọi địa hình từ hải đảo tới đỉnh núi cao.
- Phụ gia vật tư sẵn có trên thị trường
- Sản xuất từ thủ công tới tự động hóa hoàn toàn
- Chất lượng viên gạch tiêu chuẩn tốt.
- Giá thành hạ hơn so với gạch nung.
Hai công nghệ sản xuất vật liệu không nung:
vCông nghệ sản xuất gạch không nung từ đất cát, sạn sỏi,đá… đạt các tiêu chí trên đây. Công nghệ này đã hoàn chỉnh về thiết bị máy móc dây chuyền công nghệ
vCông nghệ gạch bê tông siêu nhẹ bằng phương pháp tự sinh bọt và khí đơn giản, tiện lợi hơn nhiều các công nghệ gạch nhẹ của nước ngoài, thiết bị và phụ gia tự sản xuất trong nước giá thành rẻ tiêu chuẩn gạch tốt tương đương và có phần vượt trội về cường độ chịu nén và chịu nhiệt.
Tổng quan tình hình nghiên cứu trong và ngoài nước cho thấy được vấn đề gạch không nung hiện nay là rất cần thiết, từ đó thấy được tính cấp thiết và sẽ thể hiện được ở nội dung nghiên cứu của luận văn.
1.5. Nội dung nghiên cứu
Cách tiếp cận thực hiện nghiên cứu trong đề tài:
- Trên cơ sở tiếp thu những nghiên cứu lý thuyết về công nghệ , tìm hiểu các hệ thống liên quan đến máy ép gạch không nung trong nước cũng như trên thế giới, sách, bài báo viết về máy; tìm hiểu các yêu cầu kỹ thuật của máy như kích thước của gạch khi tạo hình, nguyên liệu, lực ép… Từ đó thiết kế kết cấu máy.
- Thiết kế theo mô đun những bộ phận máy ép gạch không nung.
- Hướng tiếp cận là giải quyết từng bài toán con của thuộc từng lĩnh vực cụ thể với các kết quả thử nghiệm tại các cơ sở sản xuất, sau đó tích hợp thành hệ thống hoàn chỉnh.
1.6. Phương pháp và kỹ thuật sử dụng
Phương pháp điều tra khảo sát: thực hiện việc điều tra khảo sát các nghiên cứu trong và ngoài nước, tình hình sử dụng và sản xuất gạch không nung theo nhu cầu trong nước cùng các nghiên cứu liên quan đến vật liệu từ đó làm rõ các vấn đề cần nghiên cứu của luận văn.
Phương pháp thực nghiệm: Nghiên cứu các kết quả đã thực nghiệm của các công ty đi đầu về ngành sản suất gạch không nung từ đó có được các số liệu, kết quả tính toán.
Phương pháp thiết kế ngược: Ứng dụng phần mềm và các thiết bị tiến hành lấy mẫu các chi tiết, cụm chi tiết của máy để thực hiện việc thiết kế lại và tối ưu hóa kết cấu của máy.
1.7. Nội dung nghiên cứu của luận văn
- Nghiên cứu kỹ các tài liệu: sách, báo, patent về công nghệ và cấu tạo của các loại máy ép gạch không nung đã có;
- Nghiên cứu các phương án thiết kế về cấu hình và kết cấu máy ép gạch không nung;
- Đánh giá, lựa chọn phương án thiết kế phù hợp;
- Tính toán thiết kế máy ép gạch không nung;
- Mô hình kết cấu và mô phỏng động học máy;
- Phân tích, đánh giá và hiệu chỉnh thiết kế;
ðKết Luận:
Thông qua chương một, ta đã nắm được tình hình sản xuất và sử dụng gạch không nung trong nước cũng như trên thế giới, từ đó thấy được tầm quan trọng của việc sản xuất gạch không nung và đưa ra được quy trình sản xuất gạch không nung.
CHƯƠNG 2.PHÂN TÍCH THIẾT KẾ VÀ LỰA CHỌN PHƯƠNG ÁN
2.1. Sơ đồ nguyên lý dây chuyền sản xuất gạch không nung
2.1.1. Phân cụm chức năng của dây chuyền sản xuất gạch không nung
Hình 2.1.Sơ đồ khối thể hiện chức năng từng cụm trong máy ép gạch không nung
Trong đó:
- Máy nghiền: Vật liệu được đưa vào phễu, bộ phận công tác của máy sẽ nghiền nhỏ vật liệu, làm giảm kích thước của các hạt, đảm bảo vật liệu có thể phối trộn và ép định hình tốt nhất.
- Máy sàng: Sau khi nghiền nhỏ vật liệu, ta đưa vào máy sàng để tách được thành một loại vật liệu đồng nhất, không lẫn tạp chất.
- Cụm cấp liệu định lượng: Sử dụng các phễu chứa liệu, băng tải liệu, cân định lượng, bộ phận cài dặt phối liệu. Một phần được đưa xuống bàn cân theo công thức phối trộn đã cài đặt. Toàn bộ quá trình này được tiến hành hoàn toàn tự động.
- Cụm máy trộn: Nguyên liệu được cấp theo công thức phối trộn đã cài đặt vàđược đưa vào máy trộn một cách hoàn toàn tự động. Sau đó trộn ngấu đều theo thời gian cài đặt. Hỗn hợp sau phối trộn được tự động đưa vào máy ép gạch nhờ hệ thống băng tải
- Cụm băng tải: Được đặt giữa máy ép và máy trộn nguyên liệu, chuyển nguyên liệu sau khi được phối trộn tới phễu chứa liệu đặt trên máy ép.
- Cụm ép định hình: Tạo ra lực rung ép lớn từ trên xuống và từ dưới lên để hình thành các viên gạch không nung có hình dáng như khuôn ép, đạt chất lượng cao và ổn định.
- Cụm dỡ liệu: Đây là bộ phận tự động chuyển và sắp xếp từng khay vào vị trí định trước. Nhờ đó ta có thể chuyển gạch vừa sản xuất ra khu vực lưu kho.
Bảng 2.1.Các bộ phận chính của máy ép gạch không nung
|
STT |
Cụm chức năng của máy |
Yêu cầu chức năng |
|
1 |
Máy nghiền |
Nghiền nhỏ vật liệu |
|
2 |
Máy sàng |
Tách vật liệu ra thành một loại đồng nhất |
|
4 |
Cấp liệu định lượng |
Cung cấp nguyên liệu cho máy trộn. |
|
5 |
Máy trộn |
Trộn hỗn hợp các nguyên liệu |
|
6 |
Băng tải |
Đưa nguyên liệu đã được trộn tới máy ép gạch |
|
7 |
Ép định hình |
Tạo ra các viên gạch có hình dạng mong muốn |
|
8 |
Băng tải dỡ liệu |
Đưa thành phẩm ra vị trí định sẵn |
Trong phân tích cụm, bộ phận cấp liệu định lượng, ép định hình là hai yếu tố vô cùng quan trọng để tạo ra sản phẩm theo như ý muốn.
2.1.2. Các loại máy ép gạch không nung hiện có trên thị trường
- Máy ép gạch thủy lực QT5-20
Hình 2.2.Máy ép gạch thủy lực QT5-20
Loại máy này đơn giản,có xylanh thuỷ lực nhằm tăng cường lực ép tạo viên gạch lát đường.
Máy gạch block thủy lực loại nhỏ là máy được cải tiến mới nhất,các thông số và đặc tính của máy như sau:
- Máy sử dụng hệ thống thuỷ lực, máy vận hành đơn giản.
- Lực ép thuỷ lực và lực ép rung kết hợp, tạo khuôn hình cho viên gạch nhanh hơn, mật độ nén chặt viên cao hơn.
- Máy hoàn toàn phù hợp cho sản xuất các loại viên gạch lát vỉa hè,gạch xây tường khi thay đổi khuôn gạch.
- Máy ép gạch Block tự động QTY 9-15
Hình 2.3.Máy ép gạch block tự động QTY 9-15
- Hệ thống tiếp liệu: Phân phối nguyên liệu ổn định, rút ngắn thời gian tiếp liệu, và chu trình tạo viên của khuôn.
- Máy có thể tạo hình viên gạch xi măng đa dạng, gạch tiêu chuẩn, gạch tổ ong, gạch lát hè đường. Chất lượng cao, chịu nén tốt và kích thước chính xác.
- Khung máy chính: Khung máy thiết kế rộng, thích hợp cho khuôn có kích cỡ to, tăng số lượng viên/ lần ép. Để đạt được áp lực ép đồng đều, nhà chế tạo ứng dụng 3 xi lanh thủy lực nhằm tăng lực ép và ổn định, lực ép lên tới 100 tấn. hơn thế nữa, xi lanh chính giữa nhằm tăng tốc cho hai xi lanh hai bên và năng suất máy được tăng theo.
- Hệ thống máy: Hệ thống cơ khí, hệ thống điện tử, hệ thống thủy lực... toàn bộ được điều khiển bởi bộ PLC, có chức năng tự sửa lỗi, và tự động khóa an toàn bảo đảm máy hoạt động tốt.
- Máy ép gạch block tự động QTY6-15B
Hình 2.4.Máy ép gạch block tự động QTY 6-15B
- Hệ thống điều khiển điện bao gồm các màn hình cảm ứng màu nhập ngoại, điều khiển PLC có bộ phận vào dữ liệu và kết xuất. phụ kiện điên dùng của German Schneider.
- Hệ thống thủy lực bao gồm các linh kiện nhập ngoại và được dùng các van phân phối có độ bền cao. Các hoạt động khóa xi lanh có thể điều khiển thông qua kiểm soát lưu lượng và áp lực tùy theo các điều kiện làm việc khác nhau. Các thiết bị thủy lực dùng sản phẩm của Japan Yuken.
- Khung máy làm bằng gang đúc và thép rất chắc chắn, các mối hàn dùng công nghệ đặc biệt tạo độ cứng vững cao. Chống ăn mòn và nâng cao tuổi thọ cho máy.
- Bốn cột dẫn hướng bảo đảm các thao tác chính xác cho việc ép khuôn tạo hình viên gạch.
- Bàn rung có ép tạo viên. Bộ phận tiếp liệu có dẫn hướng tiến lùi.
- Các phần chi tiết giữ kín dùng sản phẩm của Đài Loan.
- Khuôn tạo hình viên gạch ứng dụng công nghệ thép cuộn đặc biệt.
- Làm các loại viên như viên gạch lỗ, gạch lát đường, gạch trên thảm cỏ, gạch chống trượt, …
- Gạch lát màu được làm bởi thiết bị tạo lớp bề mặt
- Máy hoạt động bền bỉ từ các chi tiết nhỏ cho đến các bước hoạt động một cách chính xác..
2.1.3. Sơ đồ động của dây chuyền sản xuất gạch không nung
Trên cơ sở tham khảo các hệ thống của dây chuyền sản xuất gạch không nung, ta xây dựng các tiêu chuẩn thiết kế và hình thành sơ đồ hoạt động như hình sau:
Hình 2.5.Sơ đồ dây chuyền sản xuất gạch không nung
Quá trình sản xuất gạch không nung được thực hiện qua các bước sau:
Bước 1: Xử lý nguyên liệu
Cát được phân loại cỡ hạt, hạt to được nghiền nhỏ nhằm đảm bảo cỡ hạt ≤ 3mm. Nguyên liệu (Xi măng, cát, nước) dự trữ tại kho bãi chứa nguyên liệu, sau đó qua băng tải đưa vào bộ phận định lượng.
Bước 2: Cấp nguyên liệu
Định lượng phối liệu được điều chỉnh cho phù hợp. Sử dụng các phễu chứa liệu, băng tải liệu, cân định lượng, bộ phận cài đặt phối liệu. Sau khi nguyên liệu được cấp đầy vào các phễu, chỉ một phần nguyên liệu được đưa xuống ban cân theo công thức phối trộn đã cài đặt từtrước. Qua khâu này, nguyên liệu được cấp theo công thức phối trộn đã cài đặt.
Bước 3: Trộn nguyên liệu
Sau khi cấp phối được pha trộn theo tỷ lệ đã được tính sẵn qua hệ thống tự động hóa, hỗn hợp nguyên liệu đưa vào máy trộn. Nguyên liêu được trộn đều theo thời gian qui định, máy sẽ tự động mở giàn phun nước để máy trộn đều hỗn hợp nguyên liệu với phụ gia. Hỗn hợp sau phối trộn được tự động đưa vào máy ép gạch nhờ hệ thống băng tải.
Bước 4: Ép định hình viên gạch
Nhờ vào hệ thống truyền động, máy hoạt động tạo ra lực rung ép lớn từ trênxuống và từ dưới lên để hình thành lên các viên gạch không nung đồng đều, đạt chất lượng cao và ổn định.
Bước 5: Lưu trữ và đóng gói
Viên gạch sau khi ép sẽ được chuyển và xếp từng khay vào vị trí địnhtrước một cách tự động. Nhờ đó mà ta có thể chuyển gạch vừa sản xuất ra khu vực lưu kho trước khi sử dụng.
Gạch được lưu kho tạm trong nhà xưởng có mái che, sau đó chuyển ra khu vực kho bãi thành phẩm tiếp tục dưỡng hộ một thời gian (từ 5 đến 7 ngày tùy theo yêu cầu), trong thời gian dưỡng hộ gạch sẽ được phun ẩm. Sản phẩm được xe chuyên dụng, cẩu tự hành bốc lên và đem đến vị trí kho bãi, xếp thành lô thành hàng, thành kiện hay chồng theo tiêu chuẩn và được nhập kho.
2.2. Thông số đầu vào của các cụm chức năng
Để có thể tính toán thiết kế các cụm chi tiết, ngoài việc xây dựng sơ đồ nguyên lý, sơ đồ động, các thông số đầu vào cũng là một yếu tố quan trọng góp phần tính toán thiết kế các chi tiết và cụm chức năng.
Bảng 2.2.Thông số kỹ thuật của các cụm trong dây chuyền
|
STT |
Tên cụm chức năng của máy |
Số lượng |
Thông số kỹ thuật |
|
1 |
Máy nghiền |
1 |
Năng suất: 15 tấn/giờ Công suất : 30 Hp |
|
2 |
Máy sàng |
1 |
Năng suất: 15 m3/giờ Công suất: 5Hp |
|
3 |
Vận chuyển cấp liệu định lượng |
3 |
Năng suất : 30 m3 /giờ Công suất : 6Hp |
|
4 |
Thùng trộn vật liệu |
1 |
Thể tích thùng trộn |
|
5 |
Băng tải vận chuyển vật liệu đến máy ép gạch |
1 |
Băng tải cao su 600x6000 mm Năng suất : 5 m3 /giờ Công suất: 1,5Hp |
|
6 |
Máy ép gạch không nung |
1 |
Công suất: 20 Hp Năng suất: 2 triệu viên/năm |
|
7 |
Dỡ liệu |
1 |
Băng tải 400x2000 mm Công suất động cơ: 1,5Hp |
2.3. Lựa chọn phương án thiết kế cho các cụm chức năng
2.3.1. Lựa chọn phương án cho máy nghiền
Bộ phận này có nhiệm vụ chính là nghiền nguyên liệu thành những hạt có kích thước nhỏ. Sau khi hoàn thành giai đoạn này, các hạt nguyên liệu sẽ có kích thước phù hợp cho việc sản xuất. Dựa trên các nghiên cứu tổng quan, ta sẽ có một số phương án như sau:
2.3.1.1 Phương án sử dụng máy nghiền bi
Trong thùng chứa bi đạn và vật liệu nghiền. Khi vỏ máy quay tròn, bi đạn chịu lực ly tâm và lực ma sát nên bi đucợ nâng lên một chiều cao nào đó rồi rơi xuống theo quỹ đạo parabol, một số khác lăn trượt lên nhau. Khi bi đạn rơi, nhờ động năng của nó mà vật liệu bị đập nhỏ, ngoài ra vật liệu còn bị chà xát giữa bi đạn và tấm lót, giữa bi và bi nên vật liệu được mài nhỏ ra. Như vậy nguyên tắc tác dụng lực của máy nghiền bi là đập và mài.
Hình 2.6.Sơ đồ nguyên lý máy nghiền bi
1- Gối đỡ;
2- Ống nghiền;
3- Vành răng;
4- Bánh răng;
5- Gối đỡ;
6- Khớp nối;
7- Hộp giảm tốc;
8- Động cơ.
vƯu điểm:
- Có thể sấy nghiền đồng thời trong cùng một máy.
- Cấu tạo tương đối đơn giản, làm việc ổn định và tin cậy.
- Sử dụng dễ dàng, mức độ đập nghiền cao, ổn định.
- Vật liệu được trộn khá đồng nhất
vNhược điểm:
- Tốc độ chuyển động của bi đạn nhỏ, làm hạn chế số vòng quay của máy.
- Tất cả bi đạn trong máy nghiền không đồng thời tham gia làm việc.
- Kích thước lớn, làm việc ồn.
- Tiêu hao năng lượng lớn, momen mở máy lớn.
2.3.1.2 Phương án sử dụng máy nghiền bánh xe ướt
Hình 2.7.Sơ đồ nguyên lý máy nghiền bánh xe ướt
1- Bánh xe
2- Ổ trục khuỷu;
3- Đĩa;
4- Bánh răng;
5- Trục đứng;
6- Bánh răng hình nón;
7- Trục dẫn động
8- Dầm;
9- Ổ chặn;
10-Giá máy;
11-Cánh gạt (gạt vật liệu nghiền);
12-Cánh gạt (làm sạch thành đĩa);
13-Cánh gạt (gạt vật liệu xuống máng tháo);
14-Đĩa hứng.
Giá máy (đế máy) 10 gắn chặt với đĩa 3. Phía dưới có dầm 8 để đỡ ổ chặn 9, trong có trục đứng 5. Bánh răng 4 gắn liền với trục đứng 5, mặt trên của bánh răng này có thể chế tạo ở dạng đĩa hứng sản phẩm nghiền. Bánh răng 4 ăn khớp với bánh răng hình nón 6 lắp trên trục 7 được quay bởi động cơ qua hộp giảm tốc. Phần trên của trục 5 có các ổ trục khuỷu 2. Bánh xe 1 treo vào ổ trục này vì vậy chúng có thể nâng lên hay hạ xuống khi bề dày lớp vật liệu nghiền thay đổi hoặc khi gặp vật cứng rơi vào. Kiểu liên kết đó chống được sự hư hại các chi tiết máy, đảm bảo được an toàn không bị uốn.
Máy còn có 4 cánh gạt: 2 cánh gạt 11 để gạt vật liệu nghiền vào đường lăn của bánh xe tháo liệu ra ngoài. Cánh gạt 11 có thể nâng, hạ và quay được. Cánh gạt 12 để làm sạch thành đĩa, 1 cánh gạt nữa để làm sạch phần lồi giữa đĩa để tránh đất sét bám dính vào những chỗ này. Vật liệu nghiền xong lọt qua lỗ thủng của tấm lót đĩa rơi xuống đĩa hứng 14 và được cánh gạt 13 gạt xuống máng tháo.
Các bánh xe 1 thường được bố trí trên những khoảng cách khác nhau r1 và r2 kể từ trục đứng để có thể nghiền được một diện tích lớn hơn trên mặt đĩa. Bánh xe quay từ 10÷20 vòng/phút.
Ưu điểm:
- Làm việc đáng tin cậy.
- Thay thế các thiết bị hỏng nhanh.
- Có thể nghiền vật liệu kích thước khá lớn.
- Mức độ đập nghiền lớn, dễ điều chỉnh độ mịn trong một khoảng khá rộng.
- Có thể nghiền vật liệu dẻo ẩm được, đồng thời cải thiện tính chất của chúng khi nghiền trộn
Nhược điểm:
- Cấu tạo cồng kềnh, nặng nề, sửa chữa máy phức tạp.
- Năng lượng tiêu hao lớn.
- Năng suất thấp so với trọng lượng và giá thành.
2.3.1.3. Phương án sử dụng máy nghiền va đập
2.1.1.1.
Khi máy nghiền làm việc, vật liệu được nghiền bị tác động cơ học bằng va đập của đầu búa. Lúc va đập, một phần hoặc toàn bộ cơ năng của búa chuyển thành năng lượng làm biến dạng và phá hủy vật liệu.
Hình 2.8.Sơ đồ nguyên lý
1- Thân máy
2- Khoang máy
3- Tấm lót
4- Quả búa
5- Đãi treo búa
6- Lò xo giảm chấn
7- Ghi
8- Lưới ghi
9- Trục máy
10-Trục treo dầm ghi
Vật liệu rơi vào khoang máy 2 được búa đập nhỏ văng vào tấm lót với tốc độ lớn. Khi va đập vào đó, vật liệu sẽ bị đập nhỏ hơn, sau đó còn bị đập giữa búa và tấm lót rồi mới rơi xuống dưới lưới ghi. Vật liệu nằm trên lưới ghi được búa chà sát cho tới khi đạt kích thước nhỏ hơn khe ghi thì lọt ra khỏi máy.
v Ưu điểm:
- Có độ nghiền lớn (tới 50). Có tỉ trọng năng suất riêng cao (là tỷ số năng suất với trọng lượng máy).
- Kết cấu đơn giản, thuận tiện trong khia thác, làm việc chắc chắn, tin cậy và liên tục.
- Năng suất cao.
v Nhược điểm:
- Mòn búa và đầu búa nhanh, khi độ ẩm vật liệu >15% thì búa bị dính, khi nghiền vật liệu quá cứng sẽ không mang lại hiệu quả.
- Máy không sử dụng để dập vật liệu dẻo và mài mòn mạnh.
2.3.1.4. Đánh giá và lựa chọn phương án cho máy nghiền
Để đánh giá các phương án trên và lựa chọn phương án tối ưu ta dựa trên các tiêu chí sau:
ü Năng suất của hệ thống;
ü Vật liệu nghiền đa dạng;
ü Giá thành;
ü Tính đơn giản của kết cấu;
ü Chất lượng sản phẩm.
Bảng 2.3.Bảng đánh giá các phương án lựa chọn máy nghiền
|
STT |
Phương án |
Năng suất |
Vật liệu nghiền đa dạng |
Giá thành |
Tính đơn giản của hệ thống |
Chất lượng sản phẩm |
|
1 |
Phương án sử dụng máy nghiền bi |
√ |
√ |
Trung bình |
√ |
√ |
|
2 |
Phương án sử dụng máy nghiền bánh xe ướt |
x |
x |
Cao |
x |
√ |
|
3 |
Phương án sử dụng máy nghiền va đập |
√ |
x |
Cao |
√ |
x |
Dựa trên các yếu tố đánh giá trong bảng 2.3 ta nhận thấy rằng phương án sử dụng máy nghiền bi có chi phí đầu tư rẻ, chất lượng sản phẩm cao và đem lại năng suất tương đương máy nghiền va đập, do đó ta chọn phương án sử dụng máy nghiền bi.
2.3.2. Lựa chọn phương án thiết kế cho máy sàng
2.3.2.1. Phương án sử dụng máy sàng rung vô hướng
Hình 2.9.Sơ đồ nguyên lý máy sàng rung vô hướng
1- Hộp sàng;
2- Động cơ điện;
3- Bộ truyền đai;
4- Cửa xả liệu;
5- Lò xo giảm chấn;
6- Bánh lệch tâm.
Chuyển động quay từ động cơ điện qua bộ truyền đai làm quay bánh lệch tâm. Bánh lệch tâm quay gây rung làm cho hộp sàng rung theo và vật liệu được sàng.Do kết cấu tạo ra lực li tâm vô hướng nên để vật liệu có thể di chuyển được thì cần phải đạt nghiêng sáng một góc từ 0 đến 300.
vƯu điểm:
- Kết cấu của máy sàng rung ô hướng đơn giản.
vNhược điểm:
- Do mặt sàng phải đặt nghiêng một góc nên xác suất vật liệu lọt sàng sẽ giảm và làm tăng chiều cao kết cấu.
2.3.2.2. Phương án sử dụng máy sàng rung có hướng
Hình 2.10.Máy sàng rung có hướng
1- Động cơ điện;
2- Bộ gây rung có hướng;
3- Hộp sàng;
4- Cửa cấp liệu;
5- Lò xo giảm chấn;
6- Cửa xả liệu.
Chuyển động quay từ động cơ 1 được truyền qua bộ truyền đai đến bộ gây rung có hướng gồm 2 trục lệch tâm giống nhau, một trục nhận chuyển động trực tiếp từ động cơ qua bộ truyền đai còn trục còn lại chuyển động ngược nhờ cặp bánh răng ăn khớp với nhau. Khi hai trục quay đồng tốc và ngược chiều, dao động vô hướng tạo thành có hướng, dao động là hướng vuông góc với đường nối tâm của hai trục lệch tâm.
vƯu điểm
- Do mặt sàng đặt ngang nên kết cấu của nó thấp do đó có thể sử dụng được ở những nơi công trình bị giới hạn về chiều cao.
- Diện tích hình chiếu theo phương vuông góc với phương chuyển động của hạt vật liệu sẽ lớn hơn do đó xác suất vật liệu lọt qua điối với loại sàng này sẽ cao hơn so với loại mặt sàng đặt nghiêng.
vNhược điểm: Có cấu tạo bộ gây rung phức tạp.
2.3.2.3. Máy sàng với bộ gây rung điện tử
Hình 2.11.Máy sàng với bộ gây rung điện tử
1- Thân máy;
2- Lò xo;
3- Bộ gây chấn;
4- Hai lò xo cùng độ cứng;
5- Nam châm điện;
6- Bánh thép.
Bộ phận đáng chú ý của loại máy sàng này là bộ rung điện từ. Cấu tạo của bộ phận này gồm 2 nam châm điện đặt ở 2 đầu, chính giữa 2 nam châm điện là bánh khối lượng bằng thép với 2 lò xo ở hai bên theo kiểu con lắc lò xo. Khi máy hoạt động, các nam châm điện liên tiếp đóng ngắt xen kẽ nhau với tần số bằng tần số mong muốn của sàng. Dưới tác dụng của lực điện trường, bánh thép sẽ được hút về phía nam châm đang hoạt động và sẽ dao động qua lại theo thứ tự hoạt động của các nam châm.
Hai lò xo hai bên đóng vai trò ngăn chặn va đập, triệt tiêu lực quán tính khi bánh thép đảo chiều, đây mới là mục đích quan trọng nhất của lò xo. Như vậy, khi bánh thép dao động sẽ chịu tác động của lực điện từ, quá trình đảo chiều diễn ra nhanh gọn hơn.
vƯu điểm:
- Kết cấu rất gọn nhẹ, bộ gây chấn tháo lắp dễ dàng, không gây dầu mỡ nên có thể ứng dụng co nhiều ngành khác nhau như thực phẩm, dược phẩm…
vNhược điểm:
- Bộ gây rung chế tạo phức tạp.
2.3.2.4. Đánh giá và lựa chọn phương án cho máy sàng
Để đánh giá các phương án trên ta dựa trên các tiêu chí sau:
ü Năng suất của hệ thống;
ü Giá thành;
ü Tính đơn giản của kết cấu;
ü Hiệu quả sàng;
ü Độ sạch
Bảng 2.4.Bảng đánh giá các phương án lựa chọn máy sàng
|
STT |
Phương án |
Năng suất |
Giá thành |
Tính đơn giản của hệ thống |
Hiệu quả sàng |
Độ sạch |
|
1 |
Phương án sử dụng máy sàng rung vô hướng |
√ |
Trung bình |
√ |
x |
x |
|
2 |
Phương án sử dụng máy sàng rung có hướng |
√ |
Trung bình |
X |
√ |
√ |
|
3 |
Phương án sử dụng máy sàng với bộ rung điện từ |
√ |
Cao |
X |
√ |
√ |
Dựa trên các yếu tố đánh giá trong bảng 2.4 ta nhận thấy rằng phương án sử dụng máy rung có hướng mặc dù kết cấu phức tạp hơn máy sàng rung vô hướng nhưng chi phí đầu tư rẻ, hiệu quả sàng,độ sạch cao và đem lại năng suất tương đương máy sàng rung vô hướng và máy sàng với bộ rung điện từ, do đó ta chọn phương án sử dụng máy sàng rung có hướng.
2.3.3. Lựa chọn phương án thiết kế cho cụm cấp liệu định lượng
Bộ phận này có nhiệm vụ chính là cung cấp và phối trộn nguyên liệu. Sau khi hoàn thành giai đoạn này, nguyên liệu sẽ được phối trộn theo tỷ lệ đã tính toán và được cấp vào máy trộn. Dựa trên các nghiên cứu tổng quan, ta sẽ có một số phương án thiết kế như sau:
2.3.3.1. Phương án sử dụng băng tải
Cấu tạo và nguyên tắc hoạt động:(hình 4.44). Băng tải gồm có tấm băng 3 uốn cong trên tang dẫn 5 và tang căng 1. Tấm băng vừa là bộ phận kéo, vừa là bộ phận tải liệu. Chuyển động được nhờ lực ma sát xuất hiện khi tăng dẫn quay. Động cơ cùng với hộp giảm tốc và các nối trục là các cơ cấu truyền động của máy. Phễu 2 để nạp vật liệu, phểu 6 để tháo liệu. Bộ phận cạo 7 để làm sạch tấm băng. Tấm băng được căng sơ bộ nhờ bộ phận căng 8 lắp ở tang cuối máy hoặc lắp ở nhánh không tải. Tất cả các cụm máy nêu ở trên đều được lắp trên một khung đở. Khi làm việc, tấm băng dịch chuyển trên giá đở trục lăn 4, 9 mang theo vật liệu từ phểu nạp liệu đến phểu tháo. Quá trình tháo liệu tiến hành ở tang đầu máy.
Hình 2.12. Băng tải cố định
- Tang căng
2- Phễu nạp liệu
3- Tấm băng
4- Giá đỡ trục lăn
5- Tang dẫn
6- Phễu tháo liệu
7- Bộ phận cạo
8- Bộ phận căng
9- Giá đỡ trục lăn
vƯu điểm
- An toàn cao, cấu tạo đơn giản, bền.
- Có khả năng vận chuyển vật liệu rời và đơn chiếc theo các hướng nằm ngang, nằm nghiêng và kết hợp cả hai.
- Vốn đầu tư và chế tạo không lớn; có thể tự động hóa.
- Vận hành đơn giản, bảo dưỡng dễ dàng.
- Làm việc không ồn.
- Năng suất cao, tiêu hao năng lượng ít.
vNhược điểm
- Băng tải có độ dốc cho phép không cao, thường từ 16-24° tùy theo vật liệu;
- Không thể vận chuyển theo đường cong;
- Không vận chuyển được vật liệu dẻo, dính kết.
2.3.3.2. Phương án sử dụng gàu tải
Gàu tải gồm những bộ phận sau:
- Bộ phận kéo dài vô tận mang nhiều gàu và uốn vòng qua tang (hoặc đĩa xích) trên và dưới của máy.
- Chân máy gồm có tang (hoặc đĩa xích), trục lắp tang, vỏ và hộp nạp liệu.
- Đầu máy gồm có trục dẫn động, tang (hoặc đĩa xích), bộ phận truyền động và bộ phận tháo liệu.
- Thân máy gồm nhiều đoạn ống có tiết diện tròn hoặc chữ nhật nối với nhau bằng bích, nằm giữa khoảng giữa đầu và chân gàu tải, bao kín bộ phận kéo.
Khi làm việc thì gàu xúc vật liệu ở khu vực chân máy và vận chuyển lên phía đầu máy. Ở đây, dưới tác dụng của trọng lực và lực quán tính, vật liệu được đổ từ gàu vào bộ phận tháo liệu rồi từ đó chuyển tới nơi sử dụng. Vật liệu rời được vận chuyển bằng gàu tải gồm nhiều dạng: dạng bột (hoặc bụi), dạng hạt, dạng cục.
Hình 2.13.Hình dạng chung của gàu tải
1- Băng;
2- Gàu;
3- Tang đầu máy;
4- Tang chân máy;
5- Bệ gàu tải;
6- Phễu nạp liệu;
7- Bộ phận căng;
8- Cửa quan sát;
9- Trục đầu máy;
10-Đầu gàu tải;
11-Cửa tháo liệu.
vƯu điểm:
- Cấu tạo đơn giản, kích thước chiếm chỗ nhỏ.
- Có khả năng vận chuyển vật liệu lên một độ cao khá lớn (50-70m).
- Có thể nạp liệu ở vị trí tùy thích.
- Năng suất cao (700 m3/h).
vNhược điểm:
- Nếu vật liệu vận chuyển lớn gây va đập, dễ sinh tiếng ồn.
- Dễ bị quá tải nếu tiếp liệu không đều, nên cần nạp liệu một cách đều đặn.
- Không tháo liệu được giữa chừng.
2.3.3.3. Phương án sử dụng vít tải
Hình 2.14.Sơ đồ vít tải
1- Máng;
2- Gối trục treo;
3- Trục;
4- Cánh vít;
5- Thành mặt đầu;
6- Ống nạp liệu;
7- Ống tháo liệu;
8- Ống tháo liệu
9- Van an toàn;
10-Cơ cấu truyền động.
Vật liệu được đưa vào trục vít trong vỏ trụ kín, nhờ ma sát với cánh vít mà thực hiện chuyển động quay. Dưới tác dụng của lực ly tâm vật liệu được ép sát vào bề mặt trong của máng. Ma sát giữa vật liệu với máng làm cho quá trình quay của vật liệu bị hãm bớt nên tốc độ vòng của nó giảm. Kết quả vật liệu trượt theo bề mặt xoắn ốc và được nâng dần lên phía trên. v Ưu điểm:
- Chiếm chỗ ít: với cùng năng suất thì diện tích tiết diện ngang của vít tải nhỏ hơn nhiều so với các máy vận chuyển khác.
- Số lượng ổ bi và các thiết bị chịu mài mòn không nhiều nên dễ vận hành thao tác.
- Bộ phận công tác nằm trong màng kín nên có thế nối màng vào vị trí nào đó của hệ thống thông gió.
- Tốc độ quay của trục vít tương đối lớn.
v Nhược điểm:
- Chiều dài vận chuyển và năng suất bị giới hạn. Chiều dài lớn nhất của vít tải thường không quá 30m với năng suất tối đa 100 T/h.
- Chỉ vận chuyển được những vật liệu tương đối đồng nhất.
- Tiêu tốn nhiều năng lượng hơn băng tải.
2.3.3.4. Đánh giá và lựa chọn phương án cho cụm cấp liệu
Để đánh giá các phương án trên và lựa chọn phương án tối ưu ta dựa trên các tiêu chí sau:
ü Năng suất của hệ thống;
ü Độ cứng vững;
ü Chi phí đầu tư ban đầu;
ü Tính đơn giản của kết cấu;
ü Mức độ chiếm không gian của hệ thống;
ü Tính linh hoạt cảu hệ thống.
Bảng 2.5.Bảng đánh giá các phương án lựa chọn cụm cấp liệu định lượng.
|
STT |
Phương án |
Năng suất |
Độ cứng vững |
Chi phí đầu tư ban đầu |
Tính đơn giản của hệ thống |
Mức độ chiếm không gian của hệ thống |
Tính linh hoạt |
|
1 |
Phương án sử dụng băng tải |
√ |
Trung bình |
Trung bình |
√ |
x |
x |
|
2 |
Phương án sử dụng gàu tải |
√ |
Cao |
Trung bình |
√ |
x |
√ |
|
3 |
Phương án sử dụng vít tải |
√ |
Cao |
Cao |
x |
√ |
x |
Dựa trên các yếu tố đánh giá trong bảng 2.5 ta nhận thấy rằng phương án sử dụng gàu tải có chi phí đầu tư rẻ, độ cứng vững,tính linh hoạt cao và đem lại năng suất tương đương băng tải và vít tải, do đó ta chọn phương án sử dụng hệ thống gầu tải
2.3.4. Lựa chọn phương án cho cụm máy trộn
2.3.4.1. Phương án sử dụng máy trộn ngang
Là loại máy trộn có cánh một trục nắm ngang và hai trục nằm ngang làm việc liên tục hoặc theo chu kỳ. Các loại máy trộn này có thể trộn tạo nên vật liệu hỗn hợp từ nhiều thành phần, cũng như tạo ra nguyên liệu đồng nhất ở thể khô và thể dẻo. Việc tạo ẩm có thể tiến hành bằng nước hoặc hơi nước có áp lực thấp. Có thể nâng cao chất lượng sản phẩm khi dùng hơi nước có áp lực thấp và khi được ngưng tụ sẽ làm ẩm nó. Năng suất được coi là thông số chính của máy.
Hình 2.15.Máy trộn có 1 trục nằm ngang
Trong đó:
1. Nắp thùng trộn; 2-Thùng trộn hình máng; 3-Trục trộn; 4-Ống dẫn nước; 5-Cánh trộn; 6-Cửa nạp; 7-Cặp bánh răng truyền động; 8-Hộp giảm tốc; 9-Khớp nối ma sát; 10 -Động cơ điện; 11- Băng tâm chắn cách nhiệt; 12-Ngăn phân phối; 13-Đường ống; 14-Khe hở dạng vảy xếp; 15-Cửa xả
vƯu điểm:
- Chất lượng cao, dễ nạp và xả liệu.
- Dễ sử dụng, làm việc liên tục được, có thể trộn được ở trạng thái khô ẩm lỏng.
vNhược điểm
- Khó làm sạch khi trộn ẩm.
- Mức tiêu thụ điện năng cao.
2.3.4.2. Phương án sử dụng máy trộn kiểu vít tải làm việc gián đoạn
Hình 2.16. Máy trộn kiểu vít tải
1. Thùng chứa; 2. Ống trên; 3. Trục vít thẳng đứng; 4. Ống dưới;
5. Van tháo ; 6. Cánh quạt xuống; 7. Bộ phận dẫn động.
Máy trộn kiểu vít tải có trục thằng đứng. Sản phẩm được trộn theo từng công đoạn riêng biệt, sự chuyển động của sản phẩm trong máy trộn theo chiều mũi tên
vƯu điểm:
- Năng suất cao
- Cấp tháo nguyên liệu dễ dàng, nhanh chóng
vNhược điểm:
- Chỉ trộn được vật liệu có khối lượng riêng nhỏ
- Thường được sử dụng trộn thô
- Kích thước vật liệu trộn yêu cầu lớn
2.3.4.3. Phương án sử dụng máy trộn cánh đảo cơ khí
Máy có thể trộn sản phẩm khô với chất nước để đạt đúng yêu cầu kỹ thuật. Các cánh trộn quay xung quanh trục nằm ngang. Máy có cánh hướng tâm và cánh nằm ngang , một số cánh làm nhiệm vụ trộn sản phẩm, một số cánh đẩy sản phẩm dọc theo trục trộn.
Hình 2.17. Máy trộn dung cánh đảo cơ khí
Trong đó:
1- Thân thùng trộn cố định, được gá trên giá đỡ
2- Cánh khuấy nằm ngang
3- Cánh khuấy hướng tâm
vƯu điểm:
- Có cấu tạo đơn giản, dễ sử dụng, cần một công nhân khi vận hành
- Có thể sử dụng các góc nghiêng của cánh để tăng khả năng trộn đồng đều
- Dễ kiểm soát chu kì trộn
vNhược điểm:
- Chiều cao toàn bộ máy khá lớn
- Giá thành cao
2.3.4.4. Đánh giá và lựa chọn phương án cho máy trộn
Để lựa chọn phương án tối ưu ta dựa trên các tiêu chí sau:
ü Năng suất của hệ thống;
ü Độ cứng vững;
ü Chi phí đầu tư ban đầu;
ü Tính đơn giản của kết cấu;
ü Mức độ chiếm không gian của hệ thống;
ü Tính linh hoạt cảu hệ thống.
Bảng 2.6.Bảng đánh giá các phương án lựa chọn máy trộn.
|
STT |
Phương án |
Năng suất |
Độ cứng vững |
Chi phí đầu tư ban đầu |
Tính đơn giản của hệ thống |
Mức độ chiếm không giancủa hệ thống |
Tính linh hoạt |
|
1 |
Phương án sử dụng máy trộn hai trục nằm ngang |
√ |
Cao |
Trung bình |
√ |
x |
x |
|
2 |
Phương án sử dụng máy trộn kiểu vít tải làm việc gián đoạn |
√ |
Cao |
Trung bình |
√ |
√ |
√ |
|
3 |
Phương án sử dụng máy trộn cánh đảo cơ khí |
√ |
Trung bình |
Cao |
x |
√ |
√ |
Dựa trên các yếu tố đánh giá trong bảng 2.6 ta nhận thấy rằng phương án sử dụng vít tải làm việc gián đoạn chi phí đầu tư rẻ, độ cứng vững,tính linh hoạt cao và đem lại năng suất tương đương máy trộn cánh đảo cơ khí, do đó ta chọn phương án sử dụng máy trộn kiểu vít tải làm việc gián đoạn.
2.3.5. Lựa chọn phương án cho cụm băng tải
2.3.5.1. Phương án sử dụng hệ thống băng tải ống
Hình 2.18.Sơ đồ băng tải ống
Trong đó:
1-Tang dẫn; 2-Phễu cấp liệu; 3-Con lăn đỡ băng tải; 4-Con lăn định hình ống cho băng tải; 5-Băng tải; 6-Hệ thống truyền động; 7-Phễu tháo liệu; 8-Tang bị dẫn; 9-Chân giá; 10-Con lăn cuốn ống; 11-Cụm điều chỉnh sức căng.
Băng tải ống bao gồm tấm băng được đặt trên tang dẫn động,tấm băng này vừa là bộ phận kéo vừa là bộ phận tải liệu.Tấm băng chuyển động được nhờ lực ma sát xuất hiện khi tang dẫn quay động cơ điện cùng với hộp giảm tốc và các nối trục là các cơc ấu truyền động cho băng tải ống để nạp liệu vào băng tải ta dùng phễu nạp liệu,từ băng tải vật liệu được tháo ra qua phễu tháo liệu. Muốn làm sạch băng tải có thể sử dụng bộ phận nạo.Tấm băng được căng nhờ bộ phận căng lắp ở tang cuối hệ thống hay ở nhánh không tải.Tất cả các cụm chi tiết trên được lắp trên một khung đỡ. Băng được đỡ và định hình dạng ống nhờ các bộ con lăn dẫn hướng. Khi hệ thống làm việc, băng tải dịch chuyển trên các giá đỡ trục lăn mang theo vật liệu từ phễu nạp đến phễu tháo liệu.
v Ưu điểm
- Giảm thiểu rơi vãi và bụi bặm.
- Có khả năng vận chuyển xa, linh hoạt trong các địa hình như uốn cong, dốc.
- Không làm ô nhiễm môi trường.
- Thiết kế nhỏ gọn nhưng công suất không thua kém các băng tải thông thường.
v Nhược điểm
- Độ cứng vũng không cao.
- Hiện tượng trượt trơn.
2.3.5.2. Phương án sử dụng băng tải cao su lòng máng con lăn
Hình 2.19. Sơ đồ băng tải lòng máng
1- Tang dẫn;
2- Hệ thống truyền động;
3- Băng tải;
4- Con lăn định hình cho băng tải;
5- Tang bị dẫn.
Ở phương án này hệ thống con lăn tạo thành hình cung giúp băng tải cao su tạo thành một vùng trũng như máng, giúp chuyển tải nguyên liệu dễ dàng và không bị rơi ra ngoài. Hệ thống này hoạt động nhờ bộ truyền xích được gắn với 2 đầu của băng tải.
vƯu Điểm:
- Tốc độ vận chuyển liệu nhanh, linh hoạt.
- Tạo hình lòng máng giúp chặn không cho nguyên liệu trượt ra ngoài, gây hao tốn vật liệu.
- Các rãnh sóng trên băng tải giúp giảm việc nguyên liệu bị trượt trở lại.
vNhược điểm:
- Chi phí đầu tư và vận hành cao
- Kết cấu gây ồn.
2.3.5.3. Băng tải gầu nâng
Hình 2.20. Sơ đồ băng tải gầu
Động cơ;
- Hộp giảm tốc;
- Truyền động xích;
- Băng tải;
- Gầu gắn trên băng tải;
vƯu Điểm:
- Băng tải gầu có thể tải các vật liệu có độ dốc cao.
- Khối lượng băng tải nhẹ, giúp tiết kiệm điện năng.
- Không bị trượt kéo tải.
- Kết cấu đơn giản,dễ tháo lắp
vNhược điểm:
- Chi phí đầu tư ban đầu cao
- Dễ bị quá tải
2.3.5.4. Đánh giá và chọn lựa phương pháp thiết kế cụm băng tải
Để lựa chọn phương án tối ưu ta dựa trên các tiêu chí sau:
ü Năng suất của hệ thống;
ü Độ cứng vững;
ü Chi phí đầu tư ban đầu;
ü Tính đơn giản của kết cấu;
ü Mức độ chiếm không gian của hệ thống;
ü Tính linh hoạt của hệ thống.
Bảng 2.7. Bảng đánh giá các phương án lựa chọn cụm cấp liệu.
|
STT |
Phương án |
Năng suất |
Độ cứng vững |
Chi phí đầu tư ban đầu |
Tính đơn giản của hệ thống |
Mức độ chiếm không giancủa hệ thống |
Tính linh hoạt |
|
1 |
Phương án sử dụng băng tải ống |
√ |
Trung bình |
Trung bình |
√ |
x |
x |
|
2 |
Phương án sử dụng băng tải lòng máng |
√ |
Cao |
Trung bình |
√ |
√ |
√ |
|
3 |
Phương án sử dụng băng tải gầu |
√ |
Cao |
Cao |
√ |
√ |
√ |
Dựa trên các yếu tố đánh giá trong bảng 2.7 ta nhận thấy rằng phương án sử dụng băng tải lòng máng có chi phí đầu tư rẻ, độ cứng vững,tính linh hoạt cao và đem lại năng suất tương đương băng tải gầu, do đó ta chọn phương án sử dụng hệ thống băng tải lòng máng.
2.3.6. Lựa chọn phương án cho cụm ép định hình
2.3.6.1. Phương án sử dụng cơ cấu vít ma sát đĩa hình côn
Hình 2.21.Máy ép vít ma sát
Hình 2.22. Sơ đồ cơ cấu vít ma sát đĩa hình côn
Trong đó
1- Trục điều chỉnh;
2- Bánh răng côn 1;
3- Bánh răng côn2;
4- Vít;
5- Khuôn trên;
6- Xylanh thủy lực
7- Khuôn dưới
Nguyên lý làm việc của máy: Khi nguyên liệu đã được điền đầy khuôn dưới, bánh răng côn 2 ăn khớp với bánh răng côn trên trục vít, đưa khuôn trên đi xuống. Nhờ hệ thống trục vít, tạo ra được lực ép lớn từ trên xuống để tạo thành những viên gạch block. Sau khi ép xong, trục 1 dịch qua phải làm cho bánh răng côn 1 ăn khớp với bánh răng côn trên trục vít và đưa khuôn trên tịnh tiến lên trên.
vƯu điểm:
- Có thể thực hiện hai hành trình liên tiếp với lực dập khác nhau.
- Vận hành đơn giản, không đòi hỏi kinh nghiệm lâu năm.
vNhược điểm:
- Mòn nhiều và không đều trên bề mặt tiếp xúc
- Yêu cầu năng lượng cao.
- Dễ bị hư hỏng khi quá tải.
2.3.6.2. Phương án sử dụng cơ cấu vít ma sát dẫn động trực tiếp từ động cơ
Hình 2.23. Sơ đồ cơ cấu vít ma sát dẫn động trực tiếp từ động cơ
1- Động cơ đảo chiều;
2- Bánh răng trụ;
3- Trục vít;
4- Khuôn trên;
5- Xylanh thủy lực;
6- Khuôn dưới;
v Ưu điểm
- Cấu tạo đơn giản, không qua nhiều bánh răng trung gian.
- Năng suất cao.
vNhược điểm:
- Lực ép giới hạn nhỏ, tạo ra thành phẩm chất lượng không cao.
- Dễ bị hư hỏng khi quá tải
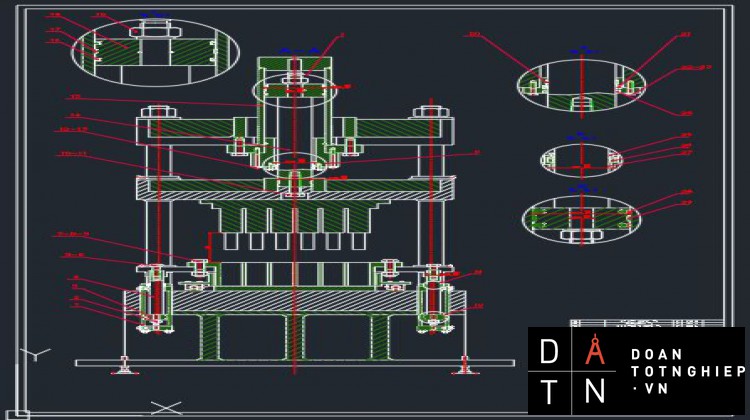
2.3.6.3. Phương án sử dụng cơ cấu ép thủy lực
Hình 2.24. Sơ đồ cơ cấu ép thủy lực
Trong đó:
1- Khuôn trên
2- Khuôn dưới
3- Ty tạo lỗ
Nhờ vào hệ thống thủy lực, máy hoạt động tạo ra lực ép lớn từ trên xuống và từ dưới lên, đồng thời tạo ra rung động ở khuôn trên và khuôn dưới để hình thành lên các viên gạch không nung 2 lỗ đồng đều, đạt chất lượng cao và ổn định.
vƯu điểm:
- Tạo ra các viên gạch có cường độ nén cao.
- Đạt được độ chính xác và năng suất cao.
- Cấu tạo đơn giản,dễ chế tạo, chi phí thấp.
- Không bị hư hỏng khi quá tải.
vNhược điểm:
- Bị hạn chế bởi trở lực thủy lực, cần phải nghiền nhỏ hỗn hợp nguyên liệu trước khi cho vào ép.
- Không linh hoạt thay đổi hình dáng viên gạch.
2.3.6.4. Đánh giá và lựa chọn phương án thiết kế cụm ép định hình
Để lựa chọn phương án tối ưu ta dựa trên các tiêu chí sau:
ü Năng suất của hệ thống;
ü Độ chính xác;
ü Chi phí đầu tư ban đầu;
ü Tính đơn giản của kết cấu;
ü Mức độ linh hoạt trong tạo hình sản phẩm;
ü Chất lượng sản phẩm
Bảng 2.8.Bảng đánh giá các phương án lựa chọn cụm ép định hình.
|
STT |
Phương án |
Năng suất |
Kết cấu vững chắc |
Chi phí đầu tư ban đầu |
Tính đơn giản của hệ thống |
Khả năng chịu quá tải |
Chất lượng sản phẩm |
|
1 |
Sử dụng cơ cấu vít ma sát đĩa hình côn |
√ |
√ |
√ |
x |
x |
√ |
|
2 |
Sử dụng cơ cấu vít ma sát dẫn động trực tiếp từ động cơ |
√ |
x |
√ |
x |
x |
x |
|
3 |
Sử dụng cơ cấu ép thủy lực |
√ |
√ |
√ |
√ |
√ |
√ |
Dựa trên các yếu tố đánh giá trong bảng 2.8 ta thấy phương án 3 đáp ứng đầy đủ các tiêu chí, nên ta chọn phương án sử dụng cơ cấu ép thủy lực.
2.3.7. Lựa chọn phương án cho cụm dỡ liệu
2.3.7.1. Phương án sử dụng băng tải chuyên dụng
Hình 2.25.Sơ đồ hệ thống băng tải
Trong đó:
1- Tang dẫn;
2- Con lăn đỡ băng tải;
3- Băng tải;
4- Tang bị dẫn;
5- Hệ thống truyền động;
6- Chân giá;
7- Cụm điều chỉnh sức căng.
Hệ thống băng tải này bao gồm tấm băng được đặt trên tang dẫn động, tấm băng này vừa là bộ phận kéo vừa là bộ phận tải liệu. Tấm băng chuyển động được nhờ lực ma sát xuất hiện khi tang dẫn quay. Động cơ điện cùng với hộp giảm tốc và các nối trục là các cơ cấu truyền động cho băng tải .Tấm băng được căng nhờ bộ phận căng lắp ở tang cuối hệ thống hay ở nhánh không tải.Khi hệ thống làm việc, băng tải dịch chuyển trên các giá đỡ trục lăn mang theo thành phẩm.
Hình 2.26. Sơ đồ động của hệ thống băng tải
vƯu điểm:
- Có khả năng vận chuyển xa, linh hoạt.
- Thiết kế đơn giản, vận chuyển được khối lượng lớn, máy êm, ít hỏng.
- Công suất làm việc lớn.
vNhược điểm:
- Kết cấu không vững chắc, có độ võng nhất định.
- Kém bền khi làm việc trong môi trường nóng.
2.3.7.2. Phương án sử dụng xích tải
Hình 2.27.Sơ đồ hệ thống xích tải
Trong đó
1- Đĩa xích dẫn;
2- Bánh răng mini;
3- Xích tải;
4- Đĩa xích bị dẫn;
5- Hệ thống truyền động;
6- Pallet;
7- Nơi chờ lấy thành phẩm;
8- Chân giá;
9- Cụm điều chỉnh sức căng.
....
- Lắp đặt đơn giản.
- Chi phí lắp đặt thấp.
- Dễ dàng thao tác.
- Hệ thống tự động ngắt nguồn điện khi có sự cố.
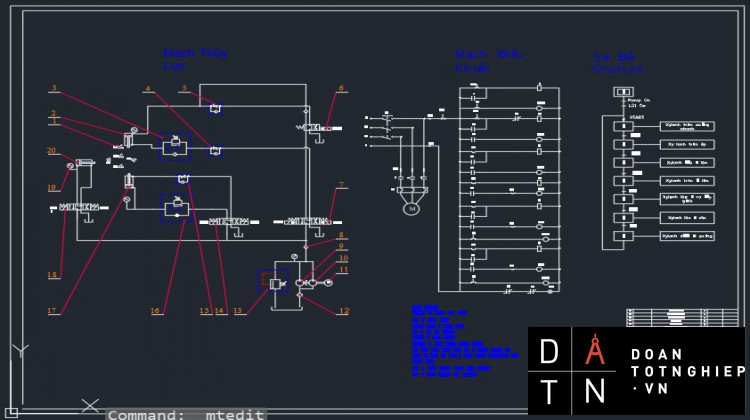
1.1. Sơ đồ Grafcet
Hình 7.2. Biểu đồ GRAFCET điều khiển
1.2. Sơ đồ nguyên lý mạch điều khiển
Hình 7.3. Sơ đồ nguyên lí mạch điều khiển
Chú thích
Pump : Nút mở bơm.
QS : Cầu dao điện.
FU1, FU2 : Cầu chì
FR : Rờ le nhiệt
Stop : Nút dừng.
Start : Nút khởi động.
K, K1, K2, K3, K4, K5 : Khởi động từ
M : Động cơ điện
M2 : Nút nhấn đẩy gạch.
M3 : Nút nhấn hạ khuôn
Nguyên lí hoạt động
Khi hệ thống được cấp điện (cầu dao QS đóng), nút START đóng khởi động từ K và K1 được cấp điện. Tiếp điểm thường hở của K và K1 đổi trạng thái (đóng) cấp điện cho cuộn solenoid 1 và động cơ điện M. Đồng thời tiếp điểm thường hở K đổi trạng thái để duy trì trạng thái cấp điện cho hệ thống. Khi xylanh trên di chuyển đến vị trí của công tắc hành trình LS2 làm thay đổi trạng thái của công tắc và cấp điện cho khởi động từ K2. Tiếp điểm thường mở K2 thay đổi trạng thái cấp điện cho cuộn solenoid 5 (thay đổi vận tốc xylanh trên). Khi xylanh trên di chuyển đến vị trí của công tắc hành trình LS3 làm thay đổi trạng thái của khởi động từ K3 cấp điện cho cuộn solenoid 3, xylanh dưới đi lên để tống gạch ra. Khi Xylanh dưới di chuyển đến vị trí của công tắc hành trình LS4 làm thay đổi trạng thái của K4 cấp điện cho cuộn solenoid 2 đưa xylanh trên trở về vị trí ban đầu. Khi xylanh trên về tới cuối hanh trình (LS1) thì nhấn nút ĐẨY GẠCH đẩy sản phẩm đi ra ngoài. Khi xylanh lùa di chuyển đến vị trí của công tắc hành trình LS5 làm thay đổi trạng thái của K5 cấp điện cho cuộn solenoid 7 đưa xylanh lùa trở về vị trí ban đầu, sau đó nhấn nút M3 để đưa xylanh dưới trở về vị trí lúc đầu, kết thúc 1 chu trình gia công.
KẾT LUẬN
Các máy ép thủy lực cho phép tạo ra các lực lớn và hành trình dài của đầu ép tương đối dễ dàng, có khả năng tạo lực ở bất cứ vị trí nào của hành trình, loại trừ quá tải. Máy có khả năng ép vật liệu ở dưới áp suất nhất định trong khoảng thời gian định trước, điều chỉnh tương đối đơn giản tốc độ và lực ép của hành trình công tác, hành trình đẩy bằng cách điều chỉnh các van tiết lưu, van cân bằng. Nhờ đồng hồ đo áp suất và đồng hồ đo lưu lượng nên người công nhân có thể thực hiện việc kiểm tra trị số của lực ép một cách dễ dàng.
Sau khi hoàn thành xong đề tài Thiết Kế Máy Ép Gạch Block, em xin tổng kết lại những kết quả đã làm so với nhiệm vụ ban đầu được giao như sau:
- Em đã tìm hiểu phần tổng quan về dây chuyền ép gạch không nung hiện có trên thị trường. Tìm hiểu được các thành phần,cơ tính của gạch không nung, từ đó hiểu được những ưu điểm, nhược điểm của gạch không nung so với gạch đát nung truyền thống.
- Về phần tìm hiểu phương án thiết kế, em đã tìm hiểu được những phương án kết cấu cũng như động học, trong đó mỗi phương án có những ưu, nhược điểm khác nhau. Em đã phân tích và chọn ra phương án thích hợp để thiết kế sao cho có tính kỹ thuật và kinh tế nhất.
- Phân tích động lực học: nhờ áp dụng những công thức sau khi tìm hiểu các tài liệu về vật liệu và cấu kiện xây dựng, em đã tính toán các thông số động lực học cần thiết cho máy để có thể tạo ra được viên gạch đúng theo tiêu chuẩn.
- Về phần tính bền cho các chi tiết chính, em đã sử dụng phần mềm SolidWorks 2015 để tiến hành mô phỏng ứng suất, từ đó suy ra tính bền của các chi tiết có đạt yêu cầu hay không, nếu không đạt em sẽ tiến hành thiết kế lại chi tiết đó. Do thời gian có hạn nên việc thiết kế phần khung máy đáp ứng được điều kiện kỹ thuật nhưng chưa tối ưu về mặc kinh tế (do vẫn còn dư bền ở một vài chỗ).
- Cuối cùng em đã hoàn thành bản vẽ kết cấu máy theo các thông số tính toán được.






