ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ VÀ CHẾ TẠO MÁY ÉP VIÊN THAN TỔ ONG BẰNG TRỤC KHUỶU
NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ CHẾ TẠO
MÁY ÉP VIÊN THAN TỔ ONG BẰNG TRỤC KHUỶU
|
|
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ SẢN XUẤT VIÊN THAN TỔ ONG BẰNG MÁY ÉP TRỤC KHUỶU |
|||||
|
1. |
Nhiệm vụ: |
|||||
|
- |
Khảo sát về than tổ ong và thị trường sản xuất – tiêu thụ than tổ ong. |
|||||
|
- |
Tìm hiểu các công nghệ chế tạo. Các phương án tạo hình. |
|||||
|
- |
Thiết kế nguyên lý làm việc của máy |
|||||
|
- |
Tính toán thiết kế các cơ cấu chính. |
|||||
|
- |
Hoàn thiện tài liệu thiết kế. Ghi nhận kết quả và các vấn đề trong quá trình hoạt động của máy. |
|||||
|
- |
Số bản vẽ dự kiến: |
10 |
gồm: |
|||
|
+ |
2 bản vẽ A0, về: Sơ đồ nguyên lý, tổng thể cụm máy. |
|
||||
|
+ |
5 bản vẽ A0, về: Máy tạo hình than, Máy trộn liệu, Vít tải cấp liệu. |
|
||||
|
+ |
3 bản vẽ A0, về: Bản vẽ chế tạo các chi tiết máy tạo hình than tổ ong. |
|
||||
CHƯƠNG 1: GIỚI THIỆU
1 Giới thiệu
1.1 Giới thiệu chung về than đá
Than là một trong những nguyên liệu lâu đời nhất trong xã hội loài người. Đây là nguồn nguyên liệu chính của cuộc cách mạng công nghiệp lần thứ nhất, giúp cho loài người thay đổi mọi mặt về điều kiện kinh tế, xã hội… Tuy ngày này nguồn năng lượng sạch đã dần thay thế vị trí của than, nhưng ở những nơi có điều kiện kinh tế chưa phát triển, năng lượng sạch chưa thể tiếp cận và gây ảnh hưởng tới đời sống thì than vẫn là nguồn nguyên liệu chính yếu, hoặc những nước phát triển thì vẫn còn sử dụng than để sưởi ấm, dùng làm nhiên liệu để chạy máy hơi nước, máy phát điện, trong công nghiệp đốt nóng và nhiều lĩnh vực khác của đời sống.
Than đá là một dạng không tinh khiết của carbon, hình thành từ các tàng tích của thực vật thời tiền sử, than đá rất dễ cháy và toả rất nhiều nhiệt. Cũng như dầu khí, than đá là nhiên liệu hóa thạch trong khi dầu khí hình thành từ tàng tích động vật, các tàng tích thực vật này bị ép chặt và biến đổi bởi các lớp đất đá nằm trên chúng.
Thành phần chính của than đá là Cacbon, ngoài ra còn có các nguyên tố khác như lưu huỳnh,hydro,nitơ.
Có ba loại than chính, mỗi loại có hàm lượng carbon khác nhau:
+ Than Antraxit
+ Than Bitun
+ Than Nâu
Than Antraxit là dạng than có giá trị nhất vì nó chứa xấp xỉ 95% carbon, than Bitun chứa 70%, than nâu chứa 50%. Phần lớn than được tìm thấy trong các vỉa dưới mặt đất.
Các ứng dụng:
Than đá là nhiên liệu chính cho các cuộc cách mạng công nghiệp cuối thế kỷ 18, nó tạo ra công suất cho động cơ hơi nước và chế tạo thép gang, than làm nhiên liệu cho nhà máy nhiệt điện, ngành luyện kim. Ngày nay phần lớn than đá được đốt trong nhà máy nhiệt điện để tạo điện năng, khi than được chưng cất, nó giải phóng dầu và hắc ín có chứa các hóa chất để làm sản phẩm như thuốc nhuộm, than cốc. Than cốc được sử dụng làm nhiên liệu không khói và chế tạo gang.
Gần đây than còn dùng cho ngành hóa học tạo ra các sản phẩm như dược phẩm, chất dẻo, sợi nhân tạo. Than chì dùng làm điện cực. Ngoài ra than còn được dùng nhiều trong việc sưởi ấm từ xa xưa nhưng khi cháy chúng tỏa ra rất nhiều khí CO có thể gây ngộ độc nên cần sử dụng trong các lò sưởi chuyên dụng có ống khói dẫn ra ngoài cũng như có các biện pháp an toàn khi sử dụng chúng.
Than có tính chất hấp thụ các chất độc vì thế người ta gọi là than hấp thụ hoặc là than hoạt tính có khả năng giữ trên bề mặt các chất khí, chất hơi, chất tan trong dung dịch. Dùng nhiều trong việc máy lọc nước, làm trắng đường, mặt nạ phòng độc...
Đặc biệt đối với việc nấu nướng, chế biến thức ăn, nấu rượu…thì nguyên liệu để cung cấp nhiệt lượng cổ điển như than, củi, rơm rạ…đến các phương pháp hiện đại như đốt bằng ga, dầu..Trong đó than đá giữ một vai trò quan trọng bởi vì nó có giá thành rẻ so với các loại khác và tỏa ra nhiệt lượng lớn, không phải tiếp nhiên liệu thường xuyên.
Than đá không chỉ là sản phẩm dành cho việc phát triển kinh tế, nguyên liệu máy móc và nhà máy, chất đốt... mà còn dùng làm điêu khắc, vẽ tranh mỹ nghệ đó là tác phẩm do những nghệ nhân giỏi nghệ thuật.
1.2 Giới thiệu về than tổ ong
Hình 1.1 Lò sử dụng than tổ ông
Trong những năm trở lại đây than tổ ong được đưa vào sử dụng phổ biến với nhiều loại khác nhau về kích thước và khối lượng, về tính chất mồi, thời gian nấu, về nhiệt lượng tỏa ra, có thể dùng than hoạt tính hoặc than thường.
Than tổ ong có nguyên liệu chính làm từ than cám, than đá trộn với bùn đất, nén lại thành viên có hình dạng như tổ ong. Trên thị trường hiện nay có nhiều loại than tổ ong, nhưng có thể chia làm hai loại chính: than tổ ong làm từ than đá và than tổ ong làm từ than gáo dừa. Than tổ ong làm từ than đá có ưu điểm là thời gian cháy lâu hơn, nhiệt lượng cao hơn. Đối với than gáo dừa thì việc nhen mồi mau, ít độc hại, đỡ tốn thời gian mồi lửa nhưng chế tạo lâu, tốn công làm giá thành cao nên ít được dùng.
1.3 Một số chất phụ gia để pha trộn với than đá
Than sau khi được khai thác ở hầm mỏ, được nghiền nhỏ thông qua máy nghiền. Sau đó để tăng thêm độ bền và độ kết dính cho viên than và dễ gây cháy người ta trộn thêm nước và một số chất phụ gia cho viên than.
a. Trộn với than bùn
Ta đưa thêm than bùn và nước vào 20% thể tích viên than. Thành phần có ở bùn lầy, do những cây cối, xác động vật chết lâu ngày vùi trong bùn hình thành than bùn.
Ưu điểm: Dễ mồi lửa, cháy nhanh cho nhiệt lượng lớn.
Nhược điểm: nguyên liệu than bùn ít, khó tìm, làm bẩn nhà máy, gây ô nhiễm môi trường.
b. Trộn với đất sét
Thành phần đất sét có độ kết dính cao nhưng sản lượng ít, đối với một số loại bazan, đất đỏ…lẫn một ít đất sét, loại này rất nhiều trong thiên nhiên. Độ ẩm 20 – 30%.
Ưu điểm: Dễ tìm, dễ khai thác, đem lại hiệu quả kinh tế.
Nhược điểm: Độ nhạy bén tương đối ít, chi phí vận chuyển đắt.
c. Than được trộn với một số chất kết dính kể trên nhưng hòa thêm một số chất mồi lửa.
Loại này giá thành cao, chỉ đem lại lợi ích cho việc mồi lửa, người sản xuất thì tốn giai đoạn thêm hợp chất mồi lửa vào viên than nên tốn công đoạn làm hỗn hợp than, tốn chi phí nên loại này ít dùng.
d. Loại than sạch mới
Ngày nay nhằm hạn chế việc ô nhiễm do đốt than tạo ra người ta đã thêm các thành phần khác vào hỗn hợp than tạo ra viên than sạch OXI và loại than tổ ông làm từ than gáo dừa. Than sạch OXI và than gáo dừa được thiết kế phù hợp với tất cả các loại bếp tổ ong.
+ Thành phần chính than OXI gồm: chất khử độc tự nhiên được trộn với than bùn và than cám loại 1 từ Quảng Ninh. Than được ủ với chất hóa học không gây hại cho môi trường để khử độc. Sau khi than cháy khí độc sẽ ở lại trong rác của than mà không bay ra môi trường bên ngoài.
|
Chỉ tiêu |
Than oxi |
Than tổ ong xưa |
|
Khói/ khí |
Không có |
Khói nồng nặc |
|
Mùi |
Mùi rất ít, chỉ có 1 lúc khi đốt lên Mùi chất khử |
Mùi sặc sụa lúc đốt và đôi khi cả quá trình sử dụng |
|
Thời gian cháy |
3-3,5h |
2,5-3h |
|
Khí thải CO |
0,98 mg/m3 |
> 3 mg/m3 |
|
Khí thải SO2 |
0,047 mg/m3 |
> 0,08 mg/m3 |
|
Khí thải NO2 |
0,044 mg/m3 |
> 0,5 mg/m3 |
+ Than tổ ông gáo dừa thành phần chính từ than gáo dừa, trộn thêm bột mì và nước để tăng độ kết dính, than không khói, đảm bảo sạch, an toàn.
1.4 Chọn hỗn hợp than
Qua thời gian khảo sát thực tế với người dùng và người sản xuất, trong sản xuất hàng loạt hiện nay thông dụng nhất là than đá + đất sét 2-5% đã hòa thanh nước sau khi phun tơi lên than,chất mồi cháy cho nên hỗn hợp than có độ kết dính cao, đảm bảo độ cứng cho vận chuyển và đảm bảo thời gian cháy.
Hỗn hợp than được đưa lên máy ép nhờ băng tải hoặc vít tải đưa than đến máy trộn làm đều cho hỗn hợp trước khi ép.
1.5 Độ nén, cơ lý tính của viên than
Mục đích của máy ép là tạo liên kết bền vững cho vật liệu ép để thuận lợi cho việc vận chuyển và sử dụng than. Bộ phận tạo hình dạng sản phẩm là trục ép và khuôn ép. Đường kính của trục ép và khuôn ép không thay đổi trong qá trình ép nhưng vị trí thay đổi. Khi nguyên liệu được nạp vào buồng ép đến vị trí ép, trục ép tịnh tiến từ trên xuống do đó nó chịu áp lực ngày càng tăng, làm cho nguyên liệu vị ép chặt lại.
Ép chặt sản phẩm luôn đi kèm với sự nghiền nát và sự kết dính của vật liệu làm than.
Ép than tổ ong là một bước quan trọng trong quy trình công nghệ, nó quyết định hầu như toàn bộ chất lượng, năng suất và giá thành sản phẩm. Đối với cơ cấu truyền lực cho chày ép là tay quay– thanh truyền đảm bảo máy cứng vững, không cồng kềnh, lực ép lớn.
Các yếu tố ảnh hưởng đến quá trình ép than :
- Áp suất ép riêng.
- Ma sát của sản phẩm với dụng cụ ép.
- Chế độ ép có thể là chu kỳ hay liên tục.
- Lực ép
- Độ ẩm, nhiệt độ, thời gian ép.
- Hình dạng vật ép và mối tương quan kích thước của nó.
- Ảnh hưởng từ các thông số của máy: kích thước, độ cứng vững, khả năng công nghệ của máy, độ mòn của máy, chu kì hoạt động máy...
1.6 Ứng dụng của than tổ ong
Do nguyên liệu chế tạo than tổ ong rất rẻ nên giá của than tổ ong trên thị trường rất cạnh tranh với các loại chất đốt khác. Tuy có giá thấp, nhưng giá trị sử dụng của than tổ ong rất cao. Một viên than cỡ trung bình có thể đốt trong 4-6h, nhiệt lượng tỏa ra khoảng 3500 cal/g-5000 cal/g, lên đến 1500°C tiết kiệm hơn rất nhiều nếu sử dụng gas hoặc điện.
1.7 Xác định lực ép, lực đầm chặt
Việc đo đạt thực nghiệm lấy số liệu với viên than có các kích thước
+ Đường kính 12cm
+ Chiều cao 10cm
+ 19 lỗ thông khí trên viên than có đường kính mỗi lỗ thông là 1cm
Kết quả lực ép đầm chặt trên 1 viên than : Pép = 1988 Kg
Pđục lỗ = 262 Kg
Với việc chế tạo máy ép một lần được 2 viên than nhằm tăng năng suất thì
Pép = 3976 Kg
Pđục lỗ = 524 Kg
Tổng lực ép trên toàn tiết diện: P = 4500 Kg
2 Lựa chọn đề tài
Với nguồn tài nguyên than dồi dào của nước ta, đáp ứng nhu cầu sử dụng của con người. Yêu cầu đặt ra là không ngừng nâng cao chất lượng than, hình dạng, kích thước viên than phù hợp với yêu cầu người sử dụng.
Đối với nước ta hiện nay, việc sản xuất than là vấn đề cần thiết vì than có thể thay thế một số nguyên liệu khác như củi, dầu.. nhiệt tỏa ra nhiều và đồng đều.
Việc sản xuất than giúp giải quyết công ăn việc làm cho người lao động, cải thiện điều kiện làm việc và khả năng làm việc của người lao động. Từ tầm quan trọng của than nói trên nên để thiết lập một quy trình công nghệ sản xuất than tối ưu là việc cần thiết.
Do đó em lựa chọn đề tài :
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ CHẾ TẠO VIÊN THAN TỔ ONG KHỐI LƯỢNG 1,5 KG
3 Quy trình công nghệ
Việc sản xuất than giúp giải quyết công ăn việc làm cho người lao động, cải thiện điều kiện làm việc và khả năng làm việc của người lao đông. Từ tầm quan trọng của than nói trên nên để thiết lập một quy trình công nghệ sản xuất than tối ưu là việc cần thiết.
Quy trình sản xuất than tổ ong bắt đầu từ than nguyên liệu đã nghiền nhỏ đưa tới máy trộn, trộn thêm các chất phụ gia và nước làm đều thêm hỗn hợp, đưa qua vít tải hoặc băng tải chuyển liệu lên thùng chứa liệu của máy ép than, sau đó đến khuôn ép tạo ra viên than, tiếp theo đẩy xuống băng tải để đưa sản phẩm đi phơi và đưa vào kho bảo quản sản phẩm và đưa sản phẩm tới nơi tiêu thụ.
4 Các vấn đề cần thực hiện khi nghiên cứu đề tài:
Cải tiến các cơ cấu máy.
Nâng cao chất lượng viên than ( hình dáng, độ bền, độ thẫm mỹ sản phẩm,..)
Tự động hóa quá trình cấp liệu, lấy thành phẩm.
Nâng cao năng suất lao động, giảm được giá thành sản phẩm.
Vật liệu chi tiết máy.
Kiểm soát chất lượng than liệu đầu vào, thành phần, phụ gia,…
CHƯƠNG 2: CÁC PHƯƠNG ÁN TẠO HÌNH_ LỰA CHỌN PHƯƠNG ÁN THIẾT KẾ
2.1 Viên than thiết kế
Các thông số hình học dự định tạo hình cho viên than có lõi rỗng:
Với đường kính viên than dự định
,
Dựa vào tỷ trọng khối của viên than ở :
1 viên than = 1,5 Kg
Theo hình dáng thiết kế ban đầu ta sẽ thiết kế máy với nguyên lý hoạt động sao cho than bột sẽ điền đầy vào khuôn chứa than.
Sau đó nhờ một lực tác động từ chày ( lực này có thể tạo ra bởi hệ thống xy lanh thủy lực, lực ép trục vít, lực ép từ trục khuỷu,…) làm các hạt than bị nén lại và tao ra hình khối như thiết kế ban đầu.
Hình 2.1: Nguyên lý tạo hình viên than
2.2 Các cách tạo hình viên than
2.2.1 Tạo hình than bằng năng lượng thủy lực: kiểu máy ép thủy lực
Máy ép thủy lực là thiết bị sử dụng xi lanh thủy lực để tạo ra một lực nén. Nó sử dụng tương đương với thủy lực của một đòn bẩy cơ khí. Nói một cách đơn giản, máy ép thủy lực là một loại máy sử dụng áp lực tác động lên chất lỏng để đè bẹp, nén ép cái gì đó.
Máy ép thủy lực hoạt động dựa trên nguyên lý định luật Pascal: khi áp suất được áp dụng trên các chất lỏng trong một hệ thống kín, áp lực trên toàn hệ thống luôn luôn không đổi.
Một phần của hệ thống là một piston hoạt động như một máy bơm, với một lực khiêm tốn cơ khí hoạt động trên một diện tích mặt cắt ngang nhỏ, một phần khác là một piston với một diện tích lớn hơn tạo ra một lực tương ứng lớn cơ khí. Chỉ có ống đường kính nhỏ (dễ dàng hơn chống lại áp lực) là cần thiết nếu máy bơm được tách ra từ xi lanh ép.
Than sau khi được cấp vào khuôn sẽ nhờ vào lực từ piston thủy lực ép lại và đẩy ra ngoài với hình dáng viên trụ định sẵn.
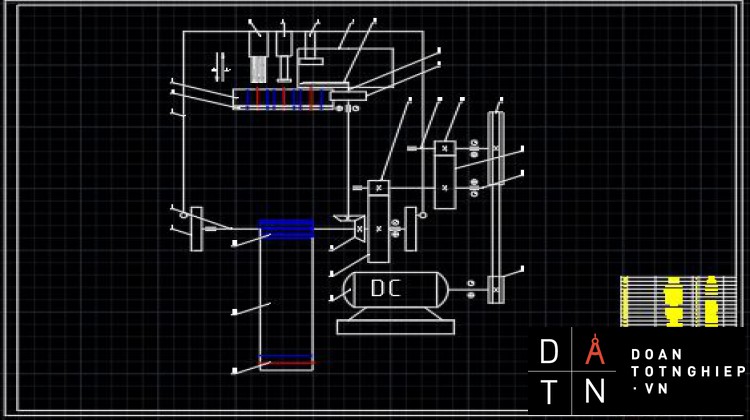
Hình 2.2 : Sơ đồ chung máy dập thủy lực
1.Xy lanh nâng 2. Xy lanh ép 3. Đầu ép 4.Chày đẩy 5. Van phân phối 6. Bình ổn áp 7. Bơm cao áp 8.Bể chứa dầu
Nguyên lý làm việc của máy này như sau:
1. Đường dầu cấp 2. Bể hồi dầu 3. Van phân phối 4. Xilanh thủy lực
5. Pittông 6. Cần pittông 7. Đầu trượt 8. Đường dẫn hướng
9. Đường dầu hồi 10. Van an toàn 11. Đồng hồ đo áp suất
Hình 2.3 Nguyên lí hoạt động của máy dập thủy lực
Mô tả nguyên lý hoạt động của bộ van phân phối điều khiển
máy ép thuỷ lực: khi chưa điều khiển van 3, dầu bơm theo đưòng ống 1 vào
cửa p, ra cửa T về bể theo đường 9. Khi van 3 được điều khiển ở trạng thái
X, dầu cấp vào cửa p, ra cửa b vào khoang trên xi lanh 4, đẩy pittông 5, do
đó đẩy đầu trượt 7 đi xuống thực hiện ép.
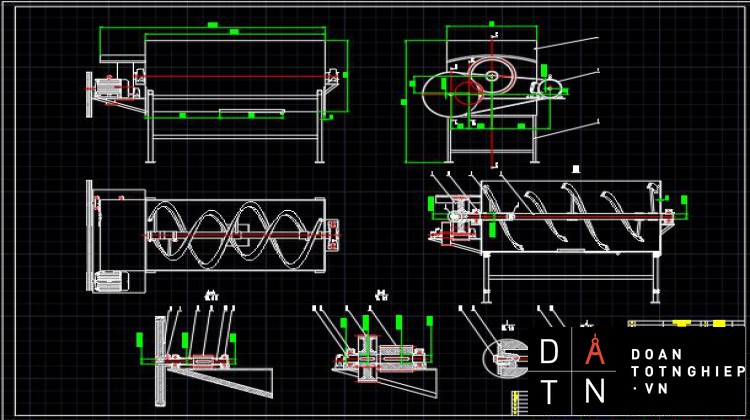
2.2.2 Tạo hình than bằng năng lượng trục vít: Máy ép kiểu trục vít
1. Mô tô 2. Giá đỡ 3. Phiễu liệu vào 4. Giá đỡ trước 5. Trục máy
6. Trục xoắn 7. Lưới lọc 8. Nắp đậy 9. Nắp chứa 10. Chỉnh ép
11. Giá đỡ sau 12. Đệm 13. Giảm chấn 14. Cần chỉnh tay 15. Bã ra
Hình 2.4 : Kiểu máy ép nhờ năng lượng trục vít
Nguyên lý làm việc của máy như sau:
Sau khi cấp năng lượng điện cho động cơ, thông qua dây curoa được nói từ trục động cơ đến puly làm cho pully chuyển động, tiếp trục năng lượng quay của động cơ sẽ đi qua bộ giảm tốc làm giảm tỷ số truyền như mong muốn và xoay trục vít. Trúc vít xoay tạo ra năng lượng đẩy than đi về phía trước, với áp lực từ các loạt than phía sau đẩy tới nhờ lực dọc trục của trục vít làm cho than liên tục thoát ra khỏi máng chứa với hình trụ định sẵn như máng.
Với nguyên lý tạo than kiểu này thì than sẽ đi liên tục 1 dây dài cho đến khi hết cấp liệu đầu vào.
2.2.3 Tạo hình viên than nhờ máy ép ma sát trục vít
Máy ép ma sát trục vít thuộc nhóm máy tạo ra lực tác dụng tĩnh. Đặc trưng kỹ thuật cơ bản của nhóm này là lực ép danh nghĩa. Các máy này có lực ép lớn, tốc độ ép chậm, nên tốc độ biến dạng của phôi chậm, lượng biến dạng sau mỗi lần ép trong khoảng vài giây đến hàng chục giây, biến dạng triệt để hơn so với khi ép trên máy dập lực tác dụng xung. Kích thước của máy lớn, yêu cầu độ cứng vững, độ bền cao; lực dập cỡ từ vài chục tấn đến hàng trăm tấn. Năng suất thấp hơn máy búa và máy dập trục khuỷu.
- Bánh ma sát chủ động 2. Bánh ma sát bị động 3. Trục vít 4. Đai ốc cố định
5. Dẫn hướng 6. Khớp cầu 7. Đầu trượt 8. Khuôn trên 9. Khuôn dưới 10. Gá khuôn dưới 11. Bệ máy 12. Móng máy
Hình 2.5 Kiểu máy ép nhờ ma sát trục vít
Nguyên lí làm việc :
Từ động cơ, chuyển động truyền qua bộ truyền đai (không vẽ trên hình), đến bánh ma sát chủ động 1, truyền chuyển động cho bánh ma sát 2, làm trục vít 3 quay.
Do đai ốc 4 cố định, nên trục vít 3 vừa quay, vừa tịnh tiến lên/xuống tuỳ thuộc chiều quay của bánh 1; thông qua khớp cầu 6, đầu trượt 7 sẽ tịnh tiến lên/xuống theo, trên đầu 7 sẽ lắp búa hoặc nửa khuôn trên.
2.2.4 Tạo hình than nhờ năng lượng trục khuỷu : Kiểu máy ép cơ khí trục khuỷu
1.Động cơ điện 2. Bánh đai nhỏ 3. Bánh đai lớn 4. Trục dẫn
5. Bánh răng nhỏ 6. Bánh răng lớn 7. Cơ cấu li hợp 8. Trục khuỷu
9. Cơ cấu phanh hãm 10. Tay biên 1. Đầu trượt 12. Rãnh trượt 13. Đe dưới 14. Đế máy
Hình 2.6 : Máy ép cơ khí dạng trục khuỷu
Nguyên lý làm việc của máy:
Năng lượng từ động cơ 1 qua bộ truyền đai 2 chuyển động cho trục 3, bánh răng 4 ăn khớp với bánh răng 5 lắp lồng không trên trục khuỷu 5. Khi đóng ly hợp trục khuỷu 7 quay, thông qua tay biên 8 làm cho đầu trượt 9 chuyển động tịnh tiến lên xuống, thực hiện chu trình dập. Đe dưới 10 lắp trên bệ nghiêng có thể điều chỉnh được vị trí ăn khớp của 2 khuôn trên và khuôn dưới.
2.2.5 Tạo hình than nhờ năng lượng khí ép
1. Bàn đạp 2. Cán bàn đạp 3. Bệ máy 4. Đe 5. Búa
6. Cán Pittông công tác 7. Xilanh 8. Van phân phối khí nén
9,12. Khóa đóng mở khí nén 10. Xilanh khí nén 11. Pittông nén khí
13. Thanh truyền 14. Tay quay 15. Thanh truyền (đóng mở 9,12)
Hình 2.7 Kiểu máy ép nhờ năng lượng khí nén
Nguyên lí làm việc:
Hành trình thực hiện do đóng/mở các cửa của bộ van điều khiển 8 như sau:
-Khi chạy không: đóng cửa b, d; mở các cửa a, c, e, f.
- Khi dập liên tục: đóng cửa e, f; mở các cửa a, b, c, d.
- Khi búa treo: đóng cửa a và e; các cửa khác mở một chiều.
- Khi búa ép; đóng cửa c và f; các cửa khác mở một chiều.
- Khi búa đập nhát một: đóng cửa e, f; mở cửa a, b, c, d đập rồi treo ngay.
Hình 2.8 Sơ đồ nguyên lí khí nén
Bảng so sánh các phương án thiết kế
|
Các phương pháp |
Ưu điểm |
Nhược điểm |
|
1.Tạo hình than bằng năng lượng thủy lực |
Hiệu suất máy cao Lực ép lớn. Độ cứng vững cao, hành trình máy có thể điều chỉnh được. Dễ điều khiển tự động, có thể đảo chiều nhanh phòng khi quá tải. Tốc độ nhanh, năng suất cao. Có thể sản xuất với năng suất cực lớn, sản phẩm đạt tiêu chuẩn về hình dáng, đồ bền nén, thẫm mỹ.
|
Chi phí đầu tư ban đầu lớn. Hệ thống thủy lực phức tạp, cồng kềnh với hệ thống bể dầu và các bộ phận hút, xả dầu. Yêu cầu kỹ thuật cao. Khó khăn đầu ra sản phẩm nếu tận dụng hết công suất máy. Bảo trì bảo dưỡng phức tạp với chi phí cao.
|
|
2.Tạo hình than bằng năng lượng trục vít |
Kết cấu đơn giản, dễ chế tạo, dễ tháo lắp, sửa chữa. Máy hoạt động êm, năng suất của máy có thể cao hơn phương pháp thủ công khi ta tăng thêm vận tốc trục vít. Vốn đầu tư ít, cách vận hành đơn giản, máy làm việc liên tục không gián đoạn.
|
Do sự tiếp xúc của than với vít ép, than với thành máy lớn tạo ra ma sát nên các bộ phận này bị mài mòn nhanh, chịu nhiệt lớn. Khuôn cắt viên than làm cho viên than bị biến dạng nhiều. Khắc phục ta cần nghiền than mịn và tăng độ kết dính hơn. Loại máy này không thể điều khiển tự động. Năng suất thấp. Sản phẩm dễ bị bể do độ nén không cao.
|
|
Hành trình lớn, không cố định. Lực ép lớn Kết cấu đơn giản, dễ chế tạo, dễ tháo lắp, sửa chữa. Vốn đầu tư ít, cách vận hành đơn giản.
|
Độ cứng vững thấp. Tốc độ thấp nên năng suất thấp. Hoạt động không liên tục. Loại máy này không thể điều khiển tự động. |
|
4. Tạo hình than nhờ năng lượng trục khuỷu |
Chuyển động của đầu trượt êm Năng suất cao, tổn hao năng lượng ít. Kết cấu đơn giản, nhỏ gọn. Đảm bảo độ cứng vững và hạn chế máy rung. Dễ điều khiển tự động. Giá thành vừa phải, dễ sử dụng.
|
Các chi tiết máy khá lớn. Làm việc không liên tục. Một số cơ cấu tương đối phức tạp. Vận tốc làm việc chậm. Phạm vi điều chỉnh hành trình bé. Vì vậy phải tính toán hành trình chính xác để đảm bảo qua trình sản xuất đạt độ chính xác.
|
|
5. Tạo hình than nhờ năng lượng khí ép |
Lực ép lớn. Độ cứng vững cao, hành trình máy có thể điều chỉnh được. Dễ điều khiển tự động, có thể đảo chiều nhanh phòng khi quá tải. Tốc độ nhanh, năng suất cao.
|
Độ cứng vững kém. Tốc độ thấp, năng suất kém. Khó khăn trong việc bảo trì sửa chữa. Hiệu suất máy thấp.
|
2.3 Chọn phương án thiết kế
2.3.1 Phân tích các yêu cầu kỹ thuật
Hiện nay có nhiều thiết bị dùng trong sản xuất than viên trụ với nhiều kiểu dáng kết cấu phù hợp từng yêu cầu công nghệ. Ở đây ta cần thiết kế một máy sản xuất than viên với năng suất trung bình (có khả năng tăng năng suất khi cần thiết). Có thể thấy để đáp ứng điều này ta chọn cơ cấu tay quay – thanh truyền. Sau đó, cải tiến thêm các cơ cấu để phù hợp với yêu cầu sử dụng và tạo sản phẩm.
Nguyên lý làm việc của máy này sẽ có dạng tương tự như máy ép trục khuỷu: Dùng cơ cấu tay quay thanh truyền, biến đổi chuyển động quay của trục lệch tâm ( bánh đà lệch tâm ) thành chuyển động tịnh tiến đi lên – xuống của thanh truyền. Từ đó, tạo ra động lực thực hiện các nguyên công khác ( tạo lỗ, ép than, đẩy than ra khỏi khuôn).
Vấn đề nếu sử dụng kiểu ép trục khuỷu nhưng lực ép viên than không quá lớn . Vì vậy nếu dùng loại máy này sẽ gây lãng phí và cồng kềnh, tổn thất về kinh tế. Để khắc phục tình trạng này ta sẽ chuyển đổi bánh đà nằm dưới và con trượt nằm phía trên, ngược so với kiểu máy ép trục khuỷu ban đầu.
Hình 2.9 : Bố trí các khâu trong cơ cấu tay quay – thanh truyền trong máy ép.
Về bố trí các khâu ta sẽ đảo ngược vị trí để tối ưu hóa trọng lượng của máy. Vì khi đặc động cơ phí trên chúng ta cần phải có kết cấu thân vững chắc để chịu đựng trọng lượng lớn của : trục khuỷu, bánh đà, động cơ, lực dập từ trục khủy chuyển động tạo ra,…
Còn việc bố trí bánh đà, động cơ phía dưới chúng ta chỉ cần đảm bảo độ ổn định cho động cơ hoạt động và các cơ cấu chịu lực cho phần trên thân máy. Do đó, độ cứng vững của máy sẽ thấp hơn è máy sẽ gọn nhẹ hơn.
Vấn đề đặt thanh trượt : nếu giữ kết cấu như cũ 1 đầu trượt sẽ làm cho mức độ tự động hóa của máy không cao do chỉ có một đầu trượt thực hiện chức năng công tác của máy và gây ra sự không cân bằng lực cho máy. Để giải quyết vấn đề này ta sẽ dùng 2 bánh đà 2 phía để thực hiện chức năng truyền động.
Máy phải có tính vạn năng và tự động hóa cao, vừa có khả năng thay đổi kích thước sản phẩm vừa tự động hóa các khâu để tạo ra viên than từ đầu khâu cấp liệu đến khâu nhận sản phẩm đầu ra.
Hình 2.10 Bố trí bánh đà 2 phía thay vì đặt giữa tâm
Hình 2.11 : Bánh đà
2.3.2 Phân tích các kết cấu của máy
Về nguyên lý: Do sản phẩm chỉ là than với lực ép không lớn, không có yêu cầu đặc biệt về thông số động học nên ta dùng cơ cấu 4 khâu bản lề loại đồng trục.
Hình 2.12 : cơ cấu trục khuỷu – tay biên
Đặc điểm của cơ cấu này là biến chuyển động quay n thành chuyển động tịnh tiến của con trượt. Bánh đà được đặc phía dưới giảm bớt sự cồng kềnh của kết cấu máy.
- Chuyển động tịnh tiến của con trượt nhờ trục khuỷu
Hình2.13 : chuyển động trục khuỷu nhờ 2 trục
Chuyển động này có ưu điểm : đơn giản, hiệu suất cao, độ cứng vững của đầu trượt lớn, hành trình đầu ép lớn.
- Chuyển động tính tiến nhờ trục lệch tâm kiểu một trục
Hình 2.14: chuyển động trục khuỷu thông qua 1 trục
Chuyển đông này có ưu điểm là đơn giản dễ chế tạo nhưng độ cứng vững hành trình đầu trượt thấp, lực ép không lớn.
- Cơ chế chuyển động thông qua các khâu bản lề:
Hình 2.15:Cơ cấu chuyển động thông qua các khâu bản lề
Đặc điểm của cơ cấu truyền động: biến chuyển động quay của khuỷu 1 thành chuyển động tịnh tiến của đầu trượt. Ta thấy ở loại cơ cấu này chuyển động rất phức tạp, chiếm không gian máy lớn do dùng cơ cấu thanh truyền, khuỷu bản lề, hiệu suất truyền động thấp, hành trình làm việc nhỏ, khó đáp ứng tính năng kinh tế.
2.3.3 Chọn phương án thiết kế
Qua việc phân tích các loại máy ép tạo hình viên than, các cơ cấu truyền động cùng với công nghệ chế tạo ta rút ra một số kết luận chính cho máy ép than viên:
+ Thân máy đạt độ cứng vững tương đối do khối lượng công tác (lực ép viên than không lớn)
+ Mức độ vạn năng cao, có thể kết hợp tự động hóa nhiều khâu.
+ Máy có kết cấu gọn gang, dễ chế tạo.
+ Máy có bộ truyền động 2 phía, máy sử dụng 2 cơ cấu tay quay – thanh truyền để truyền động và ở giữa là là các cụm cơ cấu tạo hình.
+Vận tốc ép là một nhân tố cần thiết. Nếu vận tốc nhỏ thì chất lượng viên than tốt, nhưng sản lượng không đạt yêu cầu, nếu vận tốc lớn thì phế phẩm nhiều, chất lượng không đảm bảo, từ đó ta cần chọn vận tốc cho phù hợp.
+ Có thể chế tạo tại nơi sản xuất.
+ Tối ưu hóa các cơ cấu, giảm chi phí vận hành, bảo dưỡng.
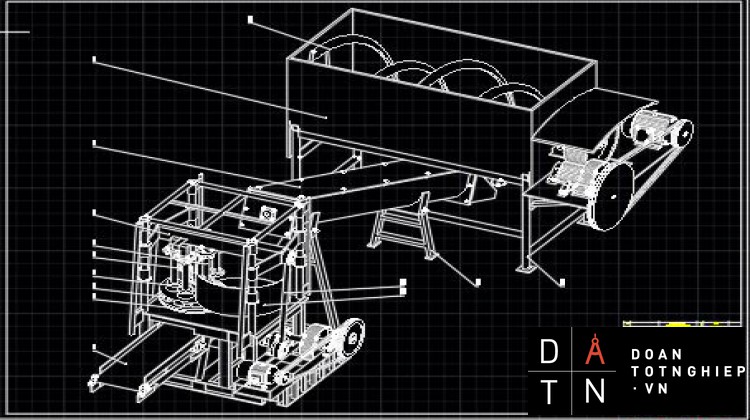
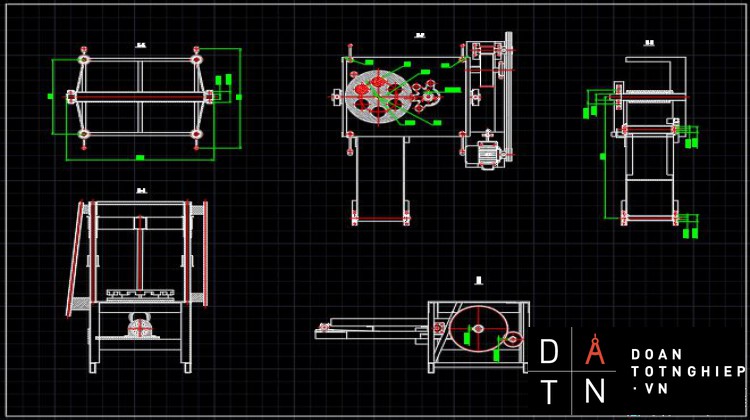
SƠ ĐỒ NGUYÊN LÝ MÁY ÉP THAN TỔ ONG
Hình 2.16: Trình bày sơ đồ nguyên lý máy tạo hình của máy thiết kế.
1.Bánh đà trái 2.Trục 3 3.Tay biên 4.Mâm cố định 5.Mâm xoay
6.Cơ cấu tạo lỗ 7.Cơ cấu đẩy 8.Cơ cấu ép 9.Cối chứa 10.Cánh gạt
11.Trục 4 12.Cơ cấu cam 13.Bánh răng 4 14.Trục 1 15.Bánh răng 1
16.Bánh đai lớn 17.Bánh răng2 18.Trục 2 19.Bánh đai nhỏ
20.Động cơ chính 21.Bánh răng côn 22.Trục băng tải 23.Băng tải
24.Bánh đũa băng tải 25.Bánh răng 3
Nguyên lí hoạt động của máy:
Cấp năng lượng điên cho động cơ chính (20) hoạt động làm bánh đai nhỏ (19) quay theo. Thông qua dây đai trên bánh đai lớn (16) quay và cùng trục 1 (14) quay. Chuyển động của động này tiếp tục truyền qua bộ giảm tốc đến trục 3 (2). Từ trục 3, năng lượng chuyển động được phân bố cho các cơ cấu chấp hành. Một phần năng lượng chuyển qua cặp bánh răng côn (21) cấp vào cơ cấu cam (12) và làm xoay mâm (5) làm cho quá trình tạo hình than tự động. Băng tải 23 quay cùng trục 3 có nhiệm vụ đưa than ra ngoài. Phân năng lượng chủ yếu của trục 3 cung cấp vào 2 bánh đà (1) và tạo ra hành trình chuyển động lên – xuống cho tay đòn mang các cụm cơ cấu chấp hành: cơ cấu tạo lỗ (6), Cơ cấu đẩy (7) cơ cấu ép (8) thực hiện chức năng. Mỗi lần thực hiện hành trình đi xuống máy sẽ tạo ra 2 viên than (khuôn 6 lỗ tạo hình). Cứ thế máy tạo hình liên tục cho đến khi hết nguyên liệu than cấp vào.
2.4 Xác định các yêu cầu kỹ thuật cho máy
- Năng suất 2300-2400 viên/1h đạt hiệu suất 19200 viên/ngày/8h làm việc.
Năng suất than tính theo khối lượng (1viên =1,5kg) : 28800 kg/ngày
- Tạo ra viên than với kích thước :
Không thay đổi thành phần của than
- Than bột điền đầy khuôn tạo .
Thiết kế bộ phần ép than bột vào khuôn, giúp than được điền đầy. Hạn chế được vỡ vụn than
- Lỗ than phải xuyên thông qua để giúp than dễ bắt lửa.
Đảm bảo hành trình nhong chĩa đi qua hết viên than để thông lỗ cho viên than được chắc chắn.
- Máy hoạt động êm nhẹ, đạt độ tin cậy cao trong môi trường bụi than.
Lựa chọn cơ cấu công tác hợp lý để vừa đảm bảo năng suất cũng như độ ổn định của máy trong quá trình vận hành.
- Độ bền, đồ tin cậy cao.
Đảm bảo máy có thể hoạt động lâu dài, tránh các hỏng hóc do các chi tiết thiếu bền. Lựa chọn vật liệu chế tạo hợp lý
- Bảo dưỡng thuận tiện.
Tối ưu hóa các kết cấu. vừa làm hạ giá thành chế tạo vừa giúp giảm chi phí bảo dưỡng cho máy khi có sự cố.
- Dễ dàng thay đổi, cải biến hình dạng sản phẩm.
- Chi phí chế tạo thấp
10. Có khả năng chế tạo tại nơi sản xuất
11. Phù hợp với công nghệ và trình độ công nhân tại địa phương.
2.5 Thiết kế các cơ cấu máy và hình dáng tổng thể của máy:
Các cơ cấu chính của máy:
Cụm tạo lỗ
Công dụng: Tạo lỗ cho viên than giúp viên than mau bắt lửa khi sử dụng nhờ tăng diện tích tiếp xúc với không khí.
Hành trình tạo viên than: S = 100 mm.
Hành trình thiết kế bánh đà tối thiểu 100mm. Nhưng để đảm bảo về mặt hình dáng ta thiết kế hành trình bánh đà 150mm. Còn các cơ cấu độc lập nên ta điều chỉnh độ dài phù hợp với hành trình và mức độ an toàn của cơ cấu.
Kết cấu: một đầu đùn gắn vào bộ phận mang nhông, đầu còn lại mài tròn để dễ tạo lỗ.
Thông số kỹ thuật
Vật liệu sử dụng: thép C45
Kích thước:
Chiều dài
Đường kính tạo lỗ:
Hình 2.17: Hình dạng nhong tạo lỗ than
Nhông tạo lỗ cho than giúp than tiếp xúc được nhiều với khôn khí, dễ bắt lửa hơn
Vì vật liệu than có tính mài mòn cao nên để tăng độ bền cũng như chất lượng lỗ được tạo ta cần xử lý nhiệt nhông để tăng độ cứng và chịu mài mòn của nhông.
Thiết kế bộ phận mang cho nhông:
Một viên than tổ ông thiết kế gồm 19 lỗ thông khí.
Bộ phận mang nhông có tác dụng định vị nhông vào lỗ, giữ nhông không bị rung lắc trong quá trình thực hiện hành trình.
Hình 2.18: Bộ phận mang nhông
Cơ cấu giúp hạn chế việc hư hại của nhông (cong nhông)
Công dụng: Giúp định vị tâm nhông ở quá trình xuống, đảm bảo nhông không bị công vẹo do ứng suất sinh ra.
Kết cấu: Có hình dạng giống viên than thiết kế, rỗng ruột. Chiều cao của cụm phụ thuộc vào việc phân tích lực trong phần mô phỏng biến dạng nhông trình bày phần sau.
Thông số kỹ thuật:
Vật liệu thép C45
Hình 2.19: Bộ phận giúp định vị nhông, hạn chế cong nhông.
Cơ cấu đẩy than
Công dụng: Ép và đẩy viên than ra khỏi khuôn.
Kết cấu: Vì chiều dài viên than thiết kế không quá dài, khối lượng chỉ 1,5 kg/ viên nên chỉ cần phần quan trọng là phần ép có đường kính đúng bằng 50 mm.
Thông số kỹ thuật:
Vật liệu thép C45
Phần trục mang vì là bộ phận ép nên không thiết kế quá dài nhầm chống ứng suất uốn khi thực hiện hành trình, nếu dài thì ta có thể tăng kích thước trục ép và thêm gân tăng cứng để đảm bảo phù hợp yêu cầu của máy.
Kích thước:
Đường kính mặt ép:
Kích thước trục ép:
Kích thước tấm mang trục ép hình vuông cạnh:
Chiều dài tổng của bộ phận
Hình 2.20: Bộ phẩn đẩy than
Cơ cấu ép than
Công dụng: Giúp nguyên liệu được điền đầy vào khuôn và làm cho chất lượng bề mặt trụ ngoài viên than tốt hơn.
Thông số kỹ thuật :
Vật liệu thép C45
Tiết diện ép có đường kính tối thiểu bằng với đường kính lỗ khuôn chứa lỗ tạo viên.
Trục ép phải đảm bảo được độ cứng để đảm báo không bị uốn cong trong quá trình uốn. Muốn vậy ta thiết kế sao cho trục mang có tiết diện phù hợp và cần thêm gân tăng cứng để đảm bảo đạt yêu cầu.
Kết cấu:
Tiết diện ép hình tròn
Trục mang
Hình 2.21: Trục ép than
Thanh ngang (đòn gánh mang các cụm cơ cấu chấp hành)
Công dụng: Mang các cơ cấu chấp hành (bộ phận mang nhông, bộ phận tạo lỗ, bộ phận ép than) và thực hiện hành trình của tay biên-bánh đà. Đóng vài trò như một con trượt nhưng ở đây nó phải thông qua các cơ cấu chấp hành để thực hiện nhiệm vụ tạo hình của máy.
Thông số kỹ thuật:
Vật liệu thép hộp chữ nhật C45
Kết cấu: thép hộp chữ nhật 2 đầu 2 bên có hàn 2 trục để lắp tay biên.
Cạnh ngắn hướng lên trên nhằm tăng ứng suất chống uốn cho tay đòn.
Chiều dài:
Hình 2.22: Thanh ngang
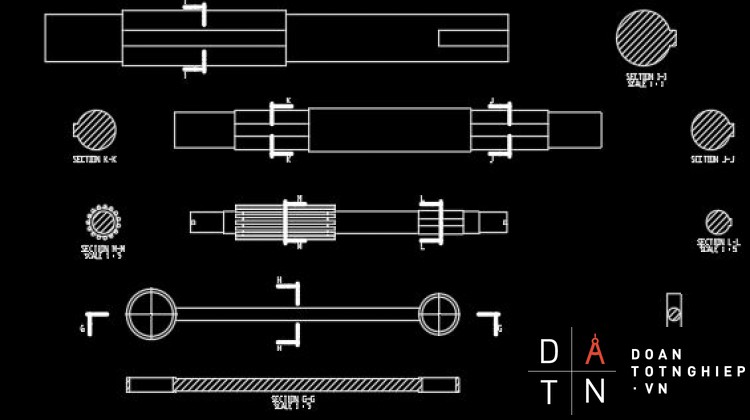
Cơ cấu tay biên bánh đà
Công dụng: Truyền công suất lên các cơ cấu chấp hành bằng nguồn động lực từ động cơ và bộ truyền giảm tốc bánh răng
Thông số kỹ thuật:
Vật liệu thép C45
Đường kính trong tay biên và D = 140 mm
Đường kính ngoài tay biên và D = 160 mm
Đường kính trục tay biên
Chiều dài
Hình 2.23: Cơ cấu tay biên bánh đà lệch tâm
Cam (kiểu malt cải biến)
Công dụng: Làm cho quá trình chuyển đổi khuôn một cách tự động hóa. Tăng sản lương than viên được tạo ra, không phụ thuộc vào thao tác con người.
Thông số kỹ thuật:
Thép C45
Hình 2.24: Cơ cấu malt thay đổi vị trí mâm xoay (khuôn) tự động
Khung máy
Công dụng: chịu lực từ các cơ cấu, đỡ và giữ các cơ cấu cố định khi làm việc
Thông số kỹ thuật
Được chế tạo từ thép tấm 5mm và 10mm bằng phương pháp hàn.
Hình 2.25: Khung máy
Cụm đưa than ra ngoài:
Công dụng: Khi than được ép tạo hình xong, nhờ cơ cấu đẩy than, viên than sẽ rơi xuống và nằm trên bang tải. Băng tải có tác dụng đưa than ra ngoài.
Thông số kỹ thuật
Khung của băng tải được chế tạo từ thép tấm 5mm và 10mm bằng phương pháp hàn.
Các gối đỡ trục băng tải, trục căng đai có thể điều chỉnh đảm bảo băng tải luôn đúng vị trí, thực hiện tốt chức năng.
Hình 2.26 Băng tải đưa than ra ngoài
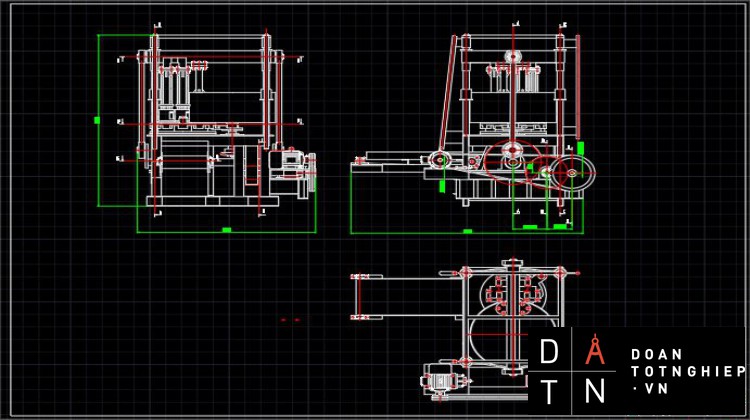
Cụm truyền động công suất
Truyền chuyển động từ động cơ qua hộp giảm tốc để các cơ cấu chấp hành hoạt động
Hình 2.27 Cụm truyền động chính của máy
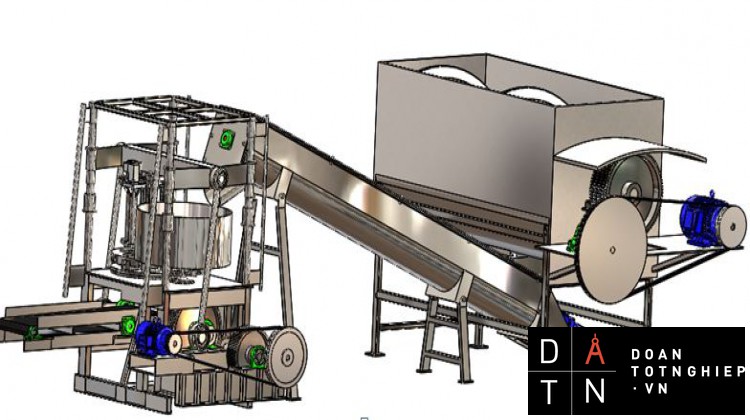
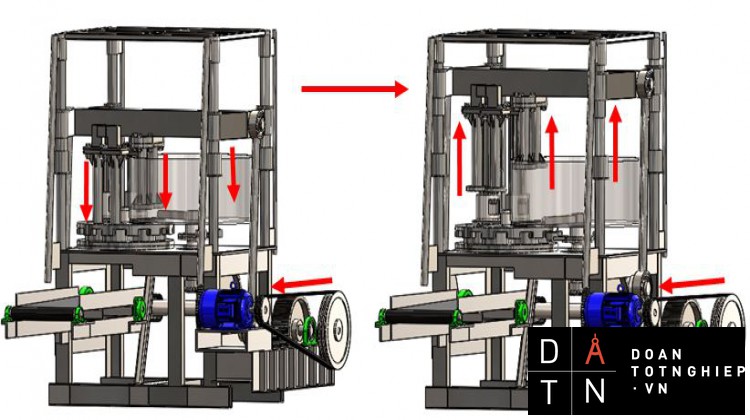
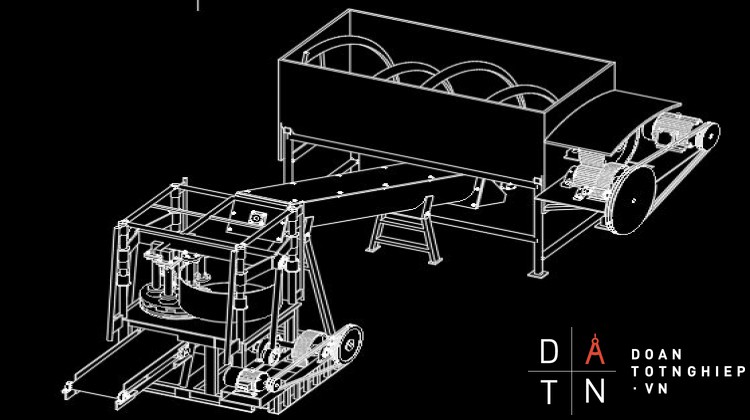
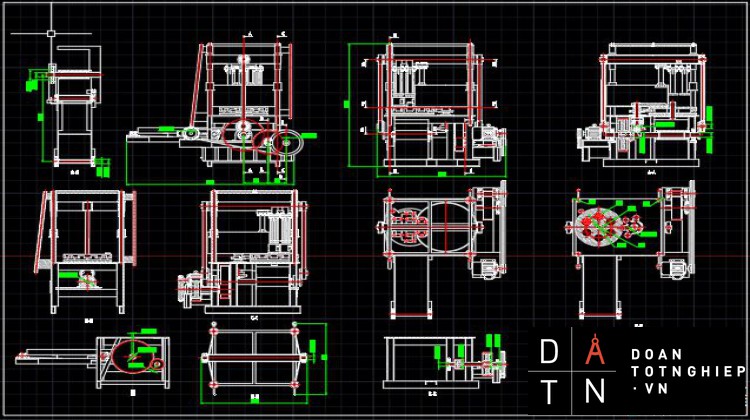
Dạng 3D model
Mô phỏng hình ảnh 3D cụm máy tạo hình thông qua phần mềm SOLIDWORKS.
Hình 2.28: Máy tạo hình than viên trên thiết kế 3D









