ĐỒ ÁN TỐT NGHIỆP Tính toán thiết kế máy nghiền đứng bánh con lăn ở Nhà máy Đạm Ninh Bình

NỘI DUNG ĐỒ ÁN
ĐỒ ÁN TỐT NGHIỆP Tính toán thiết kế máy nghiền đứng bánh con lăn ở Nhà máy Đạm Ninh Bình
MỤC LỤC
LỜI CẢM ƠN.. 5
LỜI MỞ ĐẦU.. 6
CHƯƠNG 1: TỔNG QUAN VỀ NHÀ MÁY ĐẠM NINH BÌNH.. 7
1.1 Sơ lược chung [15]. 7
1.1.1 .Vị trí địa lý. 7
1.1.2. Lịch sự phát triển. 7
1.1.3 Cơ cấu tổ chức công ty. 8
1.2 Sản phẩm chính [15 , 16]. 8
1.2.1 Đạm Ure. 8
1.2.2 Amoniac lỏng. 10
1.3 Sơ đồ công nghệ toàn nhà máy [15]. 12
1.3.1 Phân Ly không khí12
1.3.2 Công nghệ khí hóa. 13
1.3.3 Tinh chế khí14
1.3.4 Tổng hợp Amoniac. 15
1.3.5 Tổng hợp Ure. 15
1.4 Sơ đồ công nghệ quá trình nghiền than.16
1.4.1 Sơ đồ công nghệ.16
1.4.2 Thuyết minh dây chuyền. 16
CHƯƠNG 2: CƠ SỞ LÝ THUYẾT CỦA QUÁ TRÌNH NGHIỀN.. 18
2.1 Khái niệm quá trình nghiền [1, 8]. 18
2.2 Tính chất cơ lý của vật liệu nghiền [8]. 19
2.2.1 Độ bền. 19
2.2.2 Độ cứng. 19
2.2.3 Độ giòn. 20
2.2.4 Độ mài mòn. 20
2.2.5 Khối lượng riêng. 20
2.3 Các định luật nghiền [1, 8]. 20
2.3.1. Định luật Nghiền bề mặt. 20
2.3.2 Định luật Nghiền thể tích. 22
2.3.3 Định luật nghiền của F. Bon. 24
2.4 Các yếu tố ảnh hưởng đến quá trình nghiền [8]. 25
2.4.1 Ảnh hưởng của cơ tính vật liệu. 25
2.4.2 Ảnh hưởng của độ ẩm đến qúa trình nghiền. 26
2.4.3. Ảnh hưởng của tính bám dính. 26
2.4.4 Ảnh hưởng của độ cứng. 26
2.4.5 Ảnh hưởng của hình dáng và kích thước vật liệu. 27
2.5 Các loại máy nghiền [1, 8 ]. 27
2.5.1 Máy nghiền bi27
2.5.2 Máy nghiền trục [8]. 32
2.5.3 Máy nghiền xa luân [8]. 34
2.5.4 Máy nghiền đứng bánh lăn [1,8]. 36
2.6. Lựa chọn máy nghiền thích hợp.42
CHƯƠNG 3: TÍNH CÔNG NGHỆ MÁY NGHIỀN.. 44
3.1 Thông số công nghệ ban đầu.. 44
3.2 Góc ôm và kích thước con lăn [8]. 44
3.3 Xác định bề dày bánh nghiền, trọng lượng bánh nghiền và đường kính mâm nghiền [8] 46
3.3.1 Xác Định bề dày bánh nghiền. 46
3.3.2 Xác định trọng lượng bánh nghiền. 47
3.3.3 Đường kính mâm nghiền. 47
3.4 Xác định số vòng quay của mâm nghiền.. 47
3.5 Xác định lực nén bánh nghiền.. 49
3.6 Xác định Công suất dẫn động. 51
3.6.1 Xác định Công suất cần thiết để khắc phục lực cản khi bánh nghiền lăn trên lớp vật liệu 51
3.6.2 Xác định công suất cần thiết để khắc phục lực ma sát xảy ra khi có hiện trượng trượt 51
3.6.3 Xác định công suất khắc phục ma sát ở trục lắp bánh nghiền. 53
3.7 Xác định năng suất máy nghiền.. 54
3.8 Xác định thông số dòng khí trong máy nghiền.. 55
3.8.1 Xác định lưu lượng khí tại vành phun.55
3.8.2 Kiểm nghiệm điều kiện vận chuyển vật liệu của dòng khí.57
3.8.3 Kiểm tra lưu lượng gió để đảm bảo mật độ hỗn hợp khí bụi ở đầu ra.57
CHƯƠNG 4: TÍNH TOÁN CƠ KHÍ59
4.1 Tính toán hệ dẫn động. 59
4.1.1 Phân bố tỉ số truyền. 59
4.1.2 Tính tốc độ, công suất và momen xoắn của các trục. 59
4.1.3 Thiết kế bộ truyền bánh răng côn. 60
4.1.4 Thiết kế trục. 68
4.2 Tính toán bề dày vỏ máy nghiền.. 82
4.2.1 Vật liệu chế tạo. 82
4.2.2 Tính bề dày thân máy nghiền. 82
4.3 Tính lựa chọn một số chi tiết chính.. 84
4.3.1 Tính bền bánh nghiền. 84
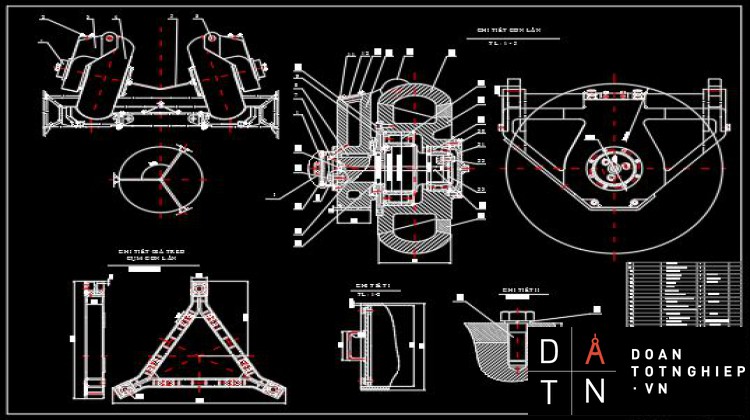
4.3.2 Cụm mâm nghiền. 88
4.3.3 Hệ treo bánh nghiền. 88
4.4 Lắp đặt, vận hành và sửa chữa máy nghiền đứng bánh lăn.. 89
4.4.1 Lắp đặt máy nghiền. 89
4.4.2 Vận hành máy nghiền than. 89
4.4.3 Một số sự cố xảy ra. 90
4.4.4 Bảo trì, bảo dưỡng máy nghiền. 91
CHƯƠNG 5: TÍNH TOÁN THIẾT BỊ PHỤ TRỢ.. 92
5.1 Thiết bị phân loại kiểu quay.. 92
5.1.1 Khái quát chung. 92
5.1.2 Các thông số cơ bản của thiết bị phân ly. 92
5.2 Thiết bị lọc bụi túi vải. 94
5.2.1 Thông số công nghệ. 95
5.2.2 Tính diện tích bề mặt lọc. 95
5.2.3 Số ống túi vải95
5.2.4 Khối lượng bụi thu được [11]. 96
5.2.5 Trở lực của thiết bị lọc và chu kì tái sinh vải lọc. 97
5.2.6 Tính cơ khí98
KẾT LUẬN.. 102
TÀI LIỆU THAM KHẢO.. 103
LỜI CẢM ƠN
Xã hội ngày càng phát triển, đi kèm theo đó là những quy trình công nghệ , kỹ thuật ngày càng tinh vi, tiên tiến và hiện đại góp phần thúc đẩy kinh tế, giúp đỡ con người , cải thiện đời sống.
Theo sự phát triển của xã hội, Nhà máy Đạm Ninh Bình đã áp dụng một dây chuyền công nghệ tiến tiến, hiện đại để sản xuất đạm, một loại phân bón không thể thiếu đối với người nông dân. Đó là công nghệ khí hóa than lò shell
Đặc trưng của công nghệ này là chất lượng của than nguyên liệu, thứ mà cần phải đạt yêu cầu khắt khe về kích cỡ hạt, độ ẩm, mật độ hạt……
Chính vì vậy em đã chọn đề tài : Tính toán thiết kế máy nghiền đứng bánh con lăn ở Nhà máy Đạm Ninh Bình . Bản đồ án của em gồm 6 phần chính :
vTổng quan về Nhà máy Đạm Ninh Bình.
vCơ sở của quá trình nghiền.
vTính công nghệ máy nghiền đứng.
vTính cơ khí máy nghiền đứng.
vTính lựa chọn thiết bị phụ trợ.
vKết luận.
CHƯƠNG 1: TỔNG QUAN VỀ NHÀ MÁY ĐẠM NINH BÌNH
1.1 Sơ lược chung [15]
1.1.1 .Vị trí địa lý
Nhà máy Đạm Ninh Bình hay tên giao dịch là Công ty trách nhiệm hữu hạn một thành viên Đạm Ninh Bình nằm ở khu công nghiệp D7 , xã Khánh Phú , huyện Yên Khánh , Tỉnh Ninh Bình.
Tổng diện tích Nhà máy khoảng 55 hecta , nằm ở phía Nam con sông Đáy, cách đường quốc lộ 10 khoảng 1km, cách ga Ninh Bình khoảng 4km rất thuận tiện cho giao thông đi lại.
1.1.2. Lịch sự phát triển
Nhà máy đạm Ninh Bình được đầu tư xây dựng nhằm mục tiêu cung cấp phân phối đạm urê cho sản xuất nông nghiệp các tỉnh đồng bằng sông Hồng và các tỉnh phía Bắc, thay thế phân đạm nhập khẩu, tạo sự ổn định về giá cả và nguồn cung cấp phân đạm lâu dài cho ngành nông nghiệp, góp phần cho mục tiêu đảm bảo chất an ninh lương thực quốc gia trong những năm tới. Nó được phát triển qua các giai đoạn sau :
- Tháng 11/2006 : Kí thỏa thuận hợp đồng nguyên tắc EPC xây dựng nhà máy Đạm Ninh Bình.
- 10/5/2008 : Phó Thủ Tướng chính phủ Hoàng Trung Hải động thổ, chính thức khởi công xây dựng nhà máy Đạm Ninh Bình.
- Tháng 3/2011 : Chính thức quá trình chạy thử nhà máy.
- Tháng 7/2012 : Sản phẩm đạm Ninh Bình chính thức có mặt trên thị trường.
- Ngày 22/9/2012 : chạy hoàn thành khảo nghiệm 72 giờ.
- Ngày 15/ 10 /2012 : Bàn giao cho công ty đạm Ninh Bình vận hành thuơng mại.
Từ đó đến này công ty vận hành với công suất 560.000 tấn ure/năm, dưới sự lãnh đạo của Hôị Đồng Thành Viên, và đứng đầu là chủ tích Hội Đồng Thành Viên ông Chu Văn Tuấn.
1.1.3 Cơ cấu tổ chức công ty
Sơ đồ 1.1 : Cơ cấu công ty.
Đứng đầu công ty là Chủ tịch hội đồng thành viên , rồi tiếp đến là Tổng giám đốc và hai Phó Tổng giám đốc, một chuyên về dây chuyền sản suất, một chuyên về hành chính, kinh doanh, nhân sự.
Tiếp theo ở dưới gồm 18 phòng ban và xưởng sản xuất trực thuộc công ty, trược tiếp tham gia các quá trình sản xuất.
1.2 Sản phẩm chính [15 , 16]
1.2.1 Đạm Ure
Sản lượng Ure của nhà máy đạt 560.000 tấn Ure/năm.
1.2.1.1 Khái niệm.
Ure là một hợp chất hữu cơ của cacbon, nito, oxi và hydro. Nó có công thức phân từ là CON2H4 hay (NH2)2CO.
Công thức cấu tạo :
Hình 1.1 Công thức cấu tạo của Ure.
1.2.1.2 Tính Chất
Ure có một số tính chất sau :
- Là chất màu trắng có dạng hạt mịn, hình kim hoặc hình trụ dài.
- Là chất dễ tan trong nước, nhẹ. Khi đốt thì có mùi khai
- Phân tử khối là 60,07 g/mol.
- Khối lượng riêng là 750 kg/m3 .
- Urê là chất dễ hút ẩm từ môi trường xung quanh khi hàm ẩm trong không khí cao, đặc biệt là khi thời tiết ẩm thấp cho nên nó dễ bị chảy nước hơn các loại phân đạm khác.
- Trong môi trường tự nhiên nó bị thủy phân chậm tạo thành cacbanat rồi chuyển thành nito :
(NH2)2CO + 3H2O → CO2 + 2NH4OH
2NO + (NH2)2CO + ½O2 = 2N2+ H2O + CO2
Chỉ tiêu chất lượng sản phẩm đạm Ure ở Nhà máy Đạm Ninh Bình :
Bảng 1.1 : Chỉ tiêu chất lượng sản phẩm ure [15]
|
STT |
Tên chỉ tiêu |
TCVN 2619 : 1994 |
|
1 |
Hình dạng bên ngoài. |
Hạt có màu trắng trong không có tạp chất bẩn,nhìn thấy được hòa tan tốt trong nước. |
|
2 |
Hàm lượng Nito, tính bằng % khối lượng, không nhỏ hơn |
46 |
|
3 |
Hàm lượng Biuret , tính bằng phần % khối lượng, không lớn hơn. |
1.5 |
|
4 |
Độ ẩm, tính bằng % khối lượng, không lớn hơn. |
1.0
|
|
5 |
Độ hạt, cỡ từ 1 – 2,5 mm, tính bằng phần trăm khối lượng, không nhỏ hơn |
90,0 |
|
6 |
Độ mạt cỡ ≤ 0,63 mm, tính bằng % khối lươngj, không lớn hơn |
5,0 |
1.2.1.3 Ứng dụng của Ure
Urê được dùng làm phân bón, kích thích sinh trưởng giúp cây phát triển mạnh, có khả năng thích nghi rộng và có khả năng phát huy tác dụng trên nhiều loại đất khác nhau và đối với các loại cây trồng khác nhau… Urê cứng có chứa 0,8 đến 2,0% trọng lượng biuret ban đầu được bón trực tiếp cho đất dưới dạng nitơ. Các loại dịch urê loãng hàm lượng biuret thấp (tối đa khoảng 0,3% biuret) được dùng bón cho cây trồng dưới dạng dạng phân bón lá.
Là chất bổ sung vào thức ăn cho động vật, nó cung cấp một nguồn đạm cố định tương đối rẻ tiền để giúp cho sự tăng trưởng.
Ngoài ra Ure được dùng để sản xuất lisin, một acid amino được dùng thông dụng trong ngành chăn nuôi gia cầm.
1.2.2 Amoniac lỏng
Năng suất nhà máy đạt 320.000 tấn aminac/ năm.
1.2.2.1 Khái Niệm
Amoniac là hợp chất vô cơ có công thức phân tử là NH3, có phân tử lượng là 17,0306 g/mol. Ở điều kiện thường là chất khí, không màu mùi khai và sốc, nhẹ hơn không khí. Nó có nhiệt độ nóng chảy là -77,75 0C, nhiệt độ sôi là – 33,350C. Là phần tử có cực nên tan mạnh trong nước.
Hình 1.2 : Công thức cấu tạo của NH3.
1.2.2.2 Tính chất của amoniac
Ở áp suất khí quyển, NH3 hóa lỏng tại -33,34oC (239,81oK), có trọng lượng riêng 682 g/lit tại 4oC, hóa rắn tại -77,73oC (195,92oK), vì vậy ở nhiệt độ thường người ta phải lưu trữ NH3 lỏng dưới áp suất cao (khoảng trên 10 atm tại 25,7oC).
Do NH3 lỏng có entalpy (nhiệt bay hơi) ∆H thay đổi lớn (23,35kJ/mol) nên chất này được dùng làm môi chất làm lạnh.
NH3 là một bazo yếu, nên nó có đầy đủ tính chất của bazo : tác dụng với axit, làm đổi màu giấy quỳ, chuyển maù xanh etylen, tác dụng với các halogenlea như clo, flo khử một số oxit kim loại như CuO…
NH3 lỏng là một dung môi hòa tan tốt nhiều chất và là một trong những dung môi ion hóa không nước quan trong nhất. Nó có thể hòa tan các kim loại kiềm, kiềm thổ và một số kim loại đất hiếm để tạo ra các dung dịch kim loại (có màu), dẫn điện và có chứa các electron solvat hóa.
Phân tử NH3 có cấu trúc kim tự tháp tam giác (trigonal pyramid).
Trong không khí, NH3 là chất bền, không tự bốc cháy và không duy trì sự cháy. Ở nhiệt độ cao (1200oC) và có mặt của chất xúc tác thích hợp, amoniac có thể bị phân hủy thành nitơ và hyđro.
2NH3 → N2 + 3H2 t°= 1200°C
NH3 có thể phản ứng với các chất oxy hóa.
1.2.2.3Ứng dụng của NH3
Amoniac được ứng dụng khá rỗng rãi cả trong công nghiệp và trong đời sống hàng ngày, ví dụ như :
- Dung dịch nước của NH3 có nồng độ 25% hoặc thấp hơn thường được dùng trong các phòng thí nghiệm và trong đời sống.
- Dung dịch NH3 được sử dụng trong nông nghiệp như: tạo môi trường chống đông (nồng độ NH3 0,03% và axit boric 0,2-0,5%) để bảo quản mủ cao su (latex) hoặc được sử dụng trực tiếp làm phân bón.
- Dung dịch amoniac hoặc amoniac lỏng được sử dụng trong xử lý môi trường nhằm loại các NOx hoặc SOx trong các các khí thải khi đốt các nguyên liệu hóa thạch (than đá, dầu, v.v…). Quá trình này thường có thể phải dùng chất xúc tác chứa vanađi.
- Dung dịch amoniac hoặc amoniac lỏng được sử dụng trong công nghiệp sản xuất phân bón, hóa chất và hóa dược.
1.3 Sơ đồ công nghệ toàn nhà máy [15]
Công nghệ nhà máy được thực hiện theo sơ đồ sau :
Sơ đồ 1.2 : Lược đồ công nghệ toàn nhà máy.
1.3.1 Phân Ly không khí
Qúa trình phân ly không khí gồm các giai đoạn sau :
- Nén khí :
Khí trời được lọc bụi qua bộ lọc F01 trước khi được nén lên 6.48bar ở máy nén không khí chính C01.
- Làm sạch khí :
Không khí sau nén được làm mát tại tháp rửa nước , tại đây không khí tiếp xúc trực tiếp với dòng nước lạnh và được hạ nhiệt độ xuống 230C khi ra khỏi tháp. Phía trên đỉnh tháp có thiết bị tách giọt, ngăn nước bị cuốn theo khí.
Sau đó, không khí được dẫn vào thùng tinh chế khí. Ở đây xảy ra việc hấp thụ nước và CO2. Khi kết thúc quá trình làm việc, dòng khí sẽ được đổi qua thùng khác để làm sạch. Thùng vừa hoàn thành quá trình hấp phụ sẽ được tiến hành tái sinh, việc tái sinh được thực hiện nhờ dòng Nitơ không thuần lấy ra từ hộp lạnh.
Không khí sau khi được loại bỏ nước, CO2 thì được đưa thẳng vào hộp lạnh.
- Phân ly không khí :
Không khí được làm lạnh xuống nhiệt độ hóa lỏng thông qua trao đổi nhiệt với các dòng lạnh trong hộp lạnh tại thiết bị trao đổi nhiệt thấp áp , sau đó được đưa thẳng vào tháp chưng luyện trung áp.
1.3.2 Công nghệ khí hóa
1.3.2.1 Nguồn nguyên liệu.
Nguồn nguyên liệu than cám 4A từ Quảng Ninh được chuyển đến xưởng than.
Tiêu chuẩn than cám 4A
Bảng 1.2 : Chỉ tiêu than cám 4A [15]
|
Chỉ tiêu |
Đơn vị |
Trị số |
|
Độ ẩm |
% khối lượng |
10 |
|
Chỉ số dễ nghiền |
HGI |
53 |
|
Kích cỡ |
Mm |
<15 |
|
Nhiệt trị than |
MJ/kg (không ẩm) |
27.216 |
|
Thành phần tro |
% khối lượng |
18.19 |
1.3.2.2 Công nghệ khí hóa
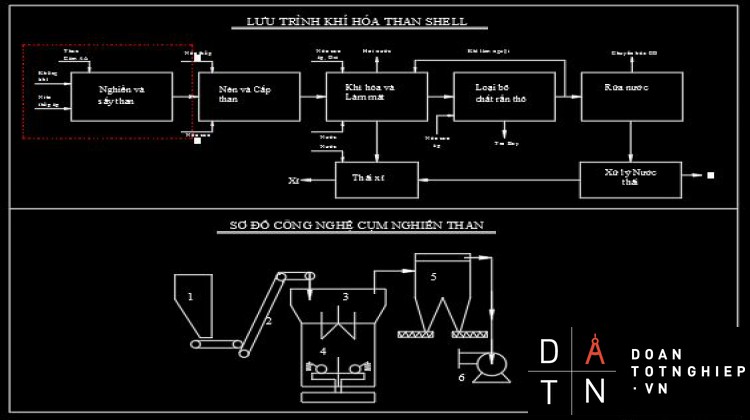
- Nghiền và sấy than.
Than cám 4a được cấp từ xưởng Than sang xưởng Khí hóa qua hệ thống băng tải. Từ băng tải than được chia xuống thùng chứa của 3 hệ nghiền. Tại máy nghiền sấy, than được nghiền nhờ trà sát với 3 con lăn trên bàn nghiền và được sấy nhờ gió nóng áp suất hơi âm, hàm lượng Oxy thấp dưới 8% . Gió nóng được sinh ra từ lò gió nóng nhờ việc đốt cháy khí tổng hợp (khí từ lò Shell) và được hút làm tuần hoàn gió thông qua quạt gió tuần hoàn.
Sau công đoạn nghiền và sấy than ta có than theo yêu cầu công nghệ đạt :
Bảng 1.3 : Chỉ tiêu sản phẩm [15]
|
Kích thước hạt |
Hàm ẩm %wt |
||
|
<5µm |
5- 90 µm |
>90 µm |
|
|
<10% |
>80% |
<10% |
2 |
- Nén và cấp than :
Than khi đã được nghiền và sấy đạt tiêu chuẩn thì sẽ được chuyển vào các thùng chứa sau đó được nén và vận chuyển vào các đầu đốt than.
- Lò khí hóa.
Quá trình khí hóa diễn ra trong lò Shell ở nhiệt độ : 15000C, 4,0 Mpag. Sản phẩm chính là khí tổng hợp gồm 2 thành phần mong muốn là {CO+H2}. Sản phẩm phụ có tro bay và xỉ.
Khí tổng hợp có nhiệt độ rất cao và chứa nhiều thành phần khí acid do vậy trước khi cấp đi cần hạ nhiệt độ và khử khí acid. Nhiệt từ khí tổng hợp chuyển vào nước qua các ống trao đổi nhiệt được bố trí xung quanh lò. Nước này nhận nhiệt và hóa hơi trung áp bão hòa, hơi này được sử dụng nội bộ trong xưởng và phần lớn được chuyển sang công đoạn chuyển hóa CO.
Khí tổng hợp ra khỏi lò khí hóa có nhiệt độ 340 độ C được đưa qua hệ thống lọc tro bay cao áp nhiệt độ cao. Khí tổng hợp sau khi ra khỏi hệ thống lọc tro bay có hàm lượng bụi < 20 mg/m3.
1.3.3 Tinh chế khí
1.3.3.1 Chuyển hóa CO
Khí công nghệ từ Lò Shell chuyển qua công đoạn chuyển hóa CO (công nghệ xúc tác chịu lưu huỳnh). Trong chuyển hoá CO, phần lớn lượng CO trong khí phản ứng với hơi nước tạo ra H2 và CO2 dưới sự có mặt của xúc tác theo phương trình phản ứng:
CO + H2O à CO2 + H2 (Δ H = -9.84 kcal)
Phản ứng trên là phản ứng tỏa nhiệt nên để thu hồi nhiệt, dòng khí công nghệ sau chuyển hóa được đưa qua các nồi hơi nhiệt thừa để sản xuất hơi, qua thiết bị làm mát bằng nước để hạ nhiệt độ trước khi đi vào công đoạn rửa Metanol nhiệt độ thấp (Rectisol).
1.3.3.2 Tách CO và H2S – Rửa Metanol nhiệt độ thấp
Khí nguyên liệu sau khi ra khỏi công đoạn chuyển hóa CO được cấp tới công đoạn Rectisol ở nhiệt độ 40 OC, áp suất 3,2 Mpag. Quá trình tách các khí axit CO2 và H2S ( một lượng nhỏ COS) thực chất là quá trình hấp thu vật lý với metanol là dung môi. Khí đã xử lý đưa vào trạm hấp phụ sử dụng sàng phân tử, mục đích để hấp phụ hết khí vi lượng như methanol, CO2 còn lại trong khí sau công đoạn rửa Rectisol.
1.3.3.3 Rửa Nitơ lỏng
Khí nguyên liệu ra khỏi Bộ phận Rửa Rectisol qua các thiết bị hấp phụ khí công nghệ để tẩy các vết còn lại của Methanol và CO2. Sau khi hấp thụ , khí sạch đi vào bộ phận nhiệt độ thấp, nó được khép kín trong một hộp lạnh để giảm trao đổi nhiệt ra môi trường đến mức nhỏ nhất. Các tạp chất Ar , CO và CH4 được rửa bằng N2 lỏng . Các tạp chất được hòa tan cùng với một phần nhỏ H2 trong dòng ở đáy tháp. H2 tinh khiết chứa N2 ra khỏi đỉnh tháp, đi sang công đoạn tổng hợp amoniac.
1.3.3.4 Thu hồi lưu huỳnh.
Lưu huỳnh trong “khí axit” từ công đoạn rửa Rectisol đến được thu hồi ở công đoạn thu hồi lưu huỳnh.Công đoạn này sử dụng công nghệ Claus, hiệu suất thu hồi S đạt 98,5%.Công nghệ Clauss được chia thành giai đoạn nhiệt và giai đoạn xúc tác.
Cuối cùng S nguyên tố được ngưng tụ thành dịch lỏng và được thu hồi.
1.3.4 Tổng hợp Amoniac
Quá trình tổng hợp amoniac diễn ra trong tháp tổng hợp amoniac theo sơ đồ phản ứng sau đây:
3H2 + N2 ó 2NH3 + Q
Trong tháp tổng hợp, khoảng 28% nitơ và hydro được chuyển hoá thành amôniắc.
Khí tổng hợp phản ứng tạo thành Amoniac ở nồng độ 18,09 %mol và khi ra khỏi tháp có nhiệt độ là 443 OC.
Amoniac thành phẩm đưa về kho chứa sẽ được làm lạnh tới -33 OC trong thùng bốc hơi nhanh, và được bơm tới kho qua bơm Amoniac thành phẩm.
1.3.5 Tổng hợp Ure
Amoniac được nâng lên khoảng 22.0 Mpa cùng với CO2 từ xưởng Tinh chế đi được nén đến áp suất 15.8 Mpa rồi được đưa vào tháp tổng hợp.
Các phản ứng diễn ra trong tháp tổng hợp:
2NH3 + CO2 ↔ NH2COONH4 ( 1 ).
- 38 kcal/mol Cácbamát ( ở 1.033 kg/cm2, 25o C)
NH2-COO-NH4 ↔ NH2-CO-NH2 + H2O ( 2 ).
+ 7.5 kcal/mol Urê ( ở 1.033 kg/cm2, 25o C )
Sản phẩm ra khỏi tháp tổng hợp được đưa qua tháp phân giải trung áp , phân hủy thấp áp rồi qua các thiết bị cô đặc để đạt dịch urê nóng chảy sau cô đặc đạt khoảng 99.7 % thì được đưa sang tháp tạo hạt.
Ở tháp tạo hạt, thì hạt ure nóng chảy từ gàu tạo hạt rơi dọc theo tháp tạo hạt bằng gió tự nhiên, đóng rắn và làm lạnh khi tiếp xúc với dòng không khí ngược chiều.
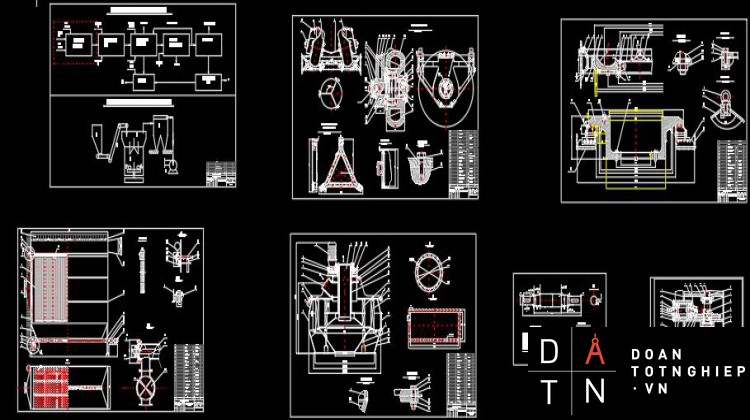
1.4 Sơ đồ công nghệ quá trình nghiền than.
1.4.1 Sơ đồ công nghệ.
Sơ đồ 1.3 : Sơ đồ công nghệ cụm nghiền than [15]
1.4.2 Thuyết minh dây chuyền
Than bột được lưu trữ trong các bunker than V- 1101A.
Than được định lượng theo trọng lượng từ bunker bằng thiết bị cung cấp trọng lượng vào máy nghiền than. Bột đá vôi được cung cấp từ nhà máy điện vào bunker đá vôi và sau đó vận chuyển bằng vít tải vào thùng địng lượng . Từ đó đá vôi được định lượng ở tỷ lệ trọng lượng với dòng chảy than thông qua vít tải rồi được đưa vào các máy nghiền.
Than cung cấp được giữ liên tục dưới dòng nitơ sạch. Bunker than được thông với quạt K-1104A qua bộ lọc S-1101A.
Khi lưu trữ lâu dài, các cửa ra của bộ lọc than cần được theo dõi thường xuyên nồng độ CO – hàm lượng sẽ báo hiêu việc than cháy âm ỉ. Các bunker than được trang bị một vòng phân phối nitơ để dập tắt các đám cháy than.
Than và đá vôi sau khi vào máy nghiền được nghiền và sấy khô bằng dòng khí nóng trơ. Luồng khí trơ vào máy nghiền có nhiệt độ tối đa là 300oC và ra với nhiệt độ tối đa là 120oC.
Dòng khí trơ vận chuyển than đã nghiền đến thiết bị phân loại kiểu quay S-1102A , mà từ đó các hạt thô được quay lại máy nghiền. Dòng khí trơ tải các hạt mịn đến phòng lọc túi than bột S-1103A. Hàm lượng than bột của dòng này là khoảng 400g/m3.
Để ngăn chặn than bột bịt kín trục và vòng bi thì ta lắp quạt bịt kín bằng nitơ nóng thấp áp..Than bột và khí trơ được phân tách nhau trong phòng lọc túi. Hiệu suất lọc được khống chế bằng cách giảm áp suất trong túi lọc. Tại cửa ra của túi lọc máy phân tích CO được lắp để phát hiện than cháy âm ỉ, các phòng túi lọc sẽ được kiểm tra để tránh ngưng tụ. Khí trơ có chứa ít hơn 20mg/Nm3 được tuần hoàn nhờ quạt tuần hoàn K-1102A.
Than bột thu gom được tháo ra và được vận chuyển qua một hệ thống vận chuyển và phân phối từ các phòng lọc than bột tới bộ phận nén ép và cung cấp than U1200.
CHƯƠNG 2: CƠ SỞ LÝ THUYẾT CỦA QUÁ TRÌNH NGHIỀN
2.1 Khái niệm quá trình nghiền [1, 8]
Nghiền là một quá trình bao gồm một hoặc nhiều công đoạn nhờ ngoại lực tác dụng vaò để phá vỡ nội lực liên kết giữa các phần tử của nó, nhằm làm giảm các kích thước của vật liệu ban đầu cần nghiền đến kích thước yêu cầu.
Có nhiều phương pháp giảm kích thước khác nhau song phổ biến hơn cả là quá trình nghiền cơ học. Các công cụ để thực hiện qúa trình nghiền gọi là các máy nghiền.
Sản phẩm nghiền đa dạng, nó có thể là một nhóm có kích thước hạt gần giống nhau như nhóm đá dăm sử dụng trong xây dựng, nó cũng có thể phải đáp ứng cả tiêu chuẩn về độ hạt và sự phân bố của nó trong sản phẩm như nghiền liệu,nghiền than trong công nghệ khí hóa, nghiền cliker trong công nghiệp xi măng…
Đặc trưng cho công đoạn nghiền là mức độ nghiền ( hay còn goị là tỉ số nghiền ) i
Mức độ nghiền i : Là tỉ số giữa kích thước lớn nhất của cục vật liệu trước khi nghiền (Dmax) với kích thước lớn nhất của cục vật liệu sau khi nghiền (dmax), ký hiệu là i:
i = (2.1)
Thông thường i = và có thể lớn hơn.
Khi dùng kích thước trung bình của cục vật liệu trước khi nghiền (Dtb) và sau khi nghiền (dtb) thì ta có mức độ nghiền chính xác hơn:
i = (2.2)
Tùy theo kích thước của sản phẩm có thể phân quá trình nghiền thành quá trình nghiền thô với sản phẩm có dạng hạt và nghiệt bột ( nghiền mịn ).
Nghiền thô được phân thành :
- Nghiền thô to : có kích thước hạt trong khoảng (125mm – 250 mm)
- Nghiền thô vừa : có kích thước hạt trong khoảng ( 20 mm – 125mm)
- Nghiền nhỏ : có kích thước hạt trong khoảng (3 mm – 20mm)
Nghiền mịn được phân thành :
- Nghiền bột thô : có kích thước hạt : (0,3 mm – 3 mm)
- Nghiền bột mịn : có kích thước hạt (0,1 mm – 0,05mm)
- Nghiền bột siêu mịn : có kích thước hạt (5.10-3 mm – 10.10-3 mm )
Với cách phân loại trên dễ thấy rằng quá trình nghiền nói chung và quá trình nghiền mịn nó riêng là quá trình rất phổ biến trong công nghiệp hiện nay.
2.2 Tính chất cơ lý của vật liệu nghiền [8]
Tính chất cơ bản của vật liệu nghiền thường gặp trong sản xuất nguyên vật liệu trong công nghiệp đó là : độ bền, độ cứng, độ giòn, độ mài mòn, khối lượng riêng, môdun đàn hồi và độ hạt…
2.2.1 Độ bền
Độ bền là tính chất đặc trưng cho khả năng chống lại sự phá hủy của vật liêụ dưới tác dụng của ngoại lực. Độ bền của vật liệu lại chia thành độ bền nén, độ bền uốn, độ bền kéo…..
Trong công nghệ nghiền thì độ bền nén thường là đại lượng đặc trưng cho tính chất của vật liệu. Theo đó vật liệu được chia thành :
- Vật liệu có độ bền nén thấp : σn ≤ 10 MN /m2 .
- Vật liệu có độ bền nén trung bình : : σn = (10 – 50 ) MN /m2 .
- Vật liệu có độ bền nén cao : σn = (350 – 450 ) MN /m2 .
2.2.2 Độ cứng
Độ cứng của vật liệu là tính chất đặc trưng cho khả năng chống lại sự biến dạng dưới tác dụng của ngoại lực.
Dựa vào độ cứng có thể phân loại vật liệu theo các loại sau :
- Vật liệu mềm : có cấp độ cứng từ 1 – 4 ( cọ xước được bằng tay )
- Vật liệu trung bình : có cấp độ cứng từ 5 – 8 ( cọ xước được bằng dao, kính )
- Vật liệu cứng : có độ cứng từ 9 – 10 ( cắt được kính )
Độ cứng là một tính chất quan trọng của vật liệu và có ảnh hưởng lớn đến lực tác dụng khi nghiền cũng như lựa chọn máy nghiền, tuy nhiên nó không thể dùng để đánh giá khả năng nghiền của vật liệu.
2.2.3 Độ giòn
Độ giòn của vật liệu chính là tính chất đặc trưng cho khả năng vật liệu bị phá hủy ( không còn có biến dạng dẻo ) dưới tác dụng của các tác động cơ học.
Ngược lại với độ giòn là độ dẻo. Vật liệu có độ giòn cao thường có tính nghiền tốt, vật liệu càng dẻo việc nghiền nhỏ nó càng khó.
2.2.4 Độ mài mòn
Độ mài mòn là tính chất đặc trưng cho mài mòn bộ công tác của vật liệu cần nghiền. Đại lượng đặc trưng cao độ mài mòn là tỷ số giữa lượng vật liệu bị mài mòn các bộ công tác trên một tấn sản phẩm nghiền, được gọi là chỉ số hao mòn I (gam/ tấn ).
2.2.5 Khối lượng riêng
Khối lượng riêng cảu vật liệu nghiền nằm trong phạm vi khá rộng. Khối lượng riêng càng lớn, khả năng chịu tác dụng của tải trọng càng tăng, và do đó tính nghiền của vật liệu thay đổi theo.
2.3 Các định luật nghiền [1, 8]
Quá trình nghiền liệu nói chung cũng là một quá trình phá hủy liên kết giữa các phần tử của vật liệu nghiền để tạo một quá trình phá hủy liên kết giữa các phần tử của vật liệu nghiền để tạo ra các sản phẩm nghiền có kích thước nhỏ hơn kích thước ban đầu. Đã có nhiều tác giả nghiên cứu các cơ chế phá hủy vật liệu cũng như năng lượng tiêu hao cho nó, tuy vậy cho đến nay vẫn còn nhiều ý kiến chưa thống nhất , thậm chí còn trái ngược nhau. Dưới đây là một số quan điểm về vấn đề này :
2.3.1. Định luật Nghiền bề mặt
Do giáo sư Rittinger nêu ra năm 1867, phát biểu như sau: “Công cần thiết để nghiền vật liệu tỉ lệ với diện tích bề mặt mới tạo thành của vật liệu trong quá trình nghiền ”.
(2.3)
Trong đó : K: hệ số tỉ lệ
DF: diện tích bề mặt được gia tăng.
Giả thiết viên đá đem nghiền là khối lập phương có cạnh bằng 1 và năng lượng (công) cần để tách vỡ nó theo một mặt là A. Vậy khi nghiền viên đá đó với mức độ nghiền i = 2, nghĩa là viên đá sản phẩm có các cạnh bằng ½ viên đá ban đầu. Cần phải dùng ba mặt phẳng tách vỡ (hình 2.6), do đó công tiêu hao là 3A; số viên đá thu được là 23 = 8.
Tương tự, nếu mức độ nghiền là i = 3 , cần 6 mặt tách và số công tiêu hao là 6A, số viên đá thu được là 33 =27.
Hình 2.1: Sơ đồ minh họa quá trình nghiền theo định luật nghiền bề mặt.
Tổng quát, nếu mức độ nghiền là i = i n cần 3(i n – 1) mặt tách vỡ, trị số công nghiền sẽ là An = 3A(i n – 1).
Cũng vậy nếu i = i m, công nghiền sẽ là A m = 3A(i m – 1)
Do vậy ta có: (2.4)
Khi mức độ nghiền lớn, có thể viết :
Nếu các viên đá đem nghiền có kích thước như nhau và bằng D thì và Ta có : =>> (2.5)
Công tiêu hao để nghiền tỉ lệ thuận với độ nghiền và tỉ lệ nghịch với kích thước sản phẩm nghiền.
Một viên đá hình lập phương cạnh D (mm) có diện tích bề mặt là 6D2. Khi nghiền khối đá đó đến kích thước d thì mức độ nghiền và số viên sản phẩm là i3 (hình lập phương)
Do diện tích bề mặt của mỗi viên sản phẩm hình lập phương là 6d2 nên diện tích bề mặt được gia tăng là :
DF = 6d2 . i3 – 6D2 = 6D2(i-1) (2.6)
Công để nghiền một viên đá D :
A = K.DF = 6KD2(i2-1 ) (2.7)
Hay : A = K1D2(i -1) (2.8)
Nếu nghiền Q (kg) viên đá hay (m3) (= kg/m3 là khối lượng thể tích ) và coi kích thước trung bình của các viên đá là Dtk thì số viên đá đem nghiền sẽ là
Do công để nghiền một viên bằng
(2.9)
Ở đây : (2.10)
Trong công thức trên có nhiều thông số phản ánh quá trình nghiền, song khó xác định hệ số KR nên ý nghĩa thực tế của công thức bị giảm thấp.
2.3.2 Định luật Nghiền thể tích
Định luật nghiền thể tích hay còn gọi là định luật nghiền F. Kick, do GS. Ph. KiK và V.L.Kipishep thiết lập trên cơ sở nghiên cứu sự phá hủy vật liệu nghiền bằng lực nén. Khi tăng tải trọng nén, ứng suất tăng và do đó biến dạng của vật liệu tăng. Khi ứng suất vượt quá giới hạn bền vật liệu sẽ bị phá hủy. Như vậy sự phá hủy của vật liệu nghiền được giả thuyết phù hợp với lý thuyết đàn hồi. Trên cơ sở này, thuyết nghiền thể tích được viết như sau :
A = k3.ΔV (2.11)
Trong đó : A – công tiêu hoa cho quá trình nghiền (J)
k3 – hệ số tỷ lệ
ΔV – biến dạng thể tích của hạt vật liệu nghiền (m3 )
Như vậy, năng lượng tiêu hoa cho quá trình nghiền tỉ lệ với độ giảm thể tích của viên vật liệu.
Theo định luatạ Hook biến dạng của hạt vật liệu Δl khi nén được xác đinh như sau :
Δl = (m) (2.12)
Với : Δl – biến dạng dài của hạt vật liệu (m)
P – lực nén ( N)
l – Chiều dài ban đầu của hạt vật liệu (m)
F – Diện tích tiết diện ngang (m2 )
E – moondun đàn hôì (N/m2)
Hình 2.2 Phân tố minh họa
Khi đó công tiêu hoa cho quá trình dạng là :
A = (J) (2.13)
Hay A = (J) (2.14)
Từ quan hệ : σn = P/F (N/m2) suy ra : P = σ.F (N) (2.15)
Ta có A = = k. V (2.16)
Trong đó : k= - hệ số tỷ lệ
V- thể tích ban đầu của vật biến dạng.
Từ trên ta thấy năng lượng tiêu hao để thay đổi cấu trúc của hai vật nghiền như nhau và có hình dạng tương tự nhau có thể viết như sau :
(2.17)
Trong đó : - V1, V2 : thể tích của vật nghiền.
- m1, m2 : khối lượng vật nghiền.
- A1, A2 : công nghiền tiêu hao tương ứng.
Giả sử vật nghiền có kích thước cạnh là li khi nghiền có biến dạng tương ứng là Δli
Khi đó công nghiền cho vật nghiền i được viết dưới dạng :
Ai = P. Δli (2.18)
Hay = =
Suy ra :
Như vậy công nghiền tỷ lệ với thể tích vật nghiền còn lực nghiền lại tỷ lệ với diện tích tiết diện ngang của hạt vật liệu nghiền. Giả sử vật nghiền và sản phẩm có dạng lập phương có cạnh là D và sản phẩm cạnh là d . Một cách tổng quát có thể viết công A nghiền như sau :
A = k.D3 (2.19)
Trong đó : k _ hệ số tỷ lệ.
2.3.3 Định luật nghiền của F. Bon
Qúa trình nghiền là qùa trình hết sức phức tạp, trong đó vật liệu nghiền chịu nhiều tác động khác nhau như : ép vỡ, uốn vỡ, miết vỡ… và vì vậy cả hai định luật nêu trên mới chỉ đề cập đến từng phần riêng lẻ của quá trình nghiền, chính vì vậy việc ứng dụng chúng thường chỉ đúng theo một mức độ nhất định của một loại vật liệu nghiền nào đó. Phân tích đặc điểm vừa nêu F. Bon đã đưa ra những nguyên lý xác định năng lượng riêng An tiêu hao trong quá trình nghiền như sau :
Ar = k3 .()n-1 - ()n-1 = k3. (2.20)
Trong đó : n – chỉ số và được xác định bằng thực nghiệm
k3 – được xác định bằng thực nghiệm
khi n = 1,5 ta có :
Ar = k3 . ( ) (2.21)
vNgoài ra : Người ta còn dùng công thức sau đây để xác định công tiêu hao cần thiết để nghiền vật liệu:
A = ( 2.22)
trong đó: n là số lần phá vỡ cục vật liệu và xác định nó theo:
n = 3lg(i) / lg(a0) (2.23)
trong đó: i - mức độ nghiền.
a0 - mức độ phá vỡ một lần, thường lấy a0 ≥ 2
Nếu gọi G - là lượng vật liệu đem nghiền trong 1 giờ, kg/h
r - là khối lượng riêng của vật liệu đem nghiền, kg/m3 thì công suất tiêu hao để nghiền G kg/h vật liệu sẽ là:
N = [kW] (2.24)
N = 0,42.10-6. [kW] (2.25)
Như đã nói ở trên, a0 không thể bé hơn 2, do đó nếu lấy a0 = 2 thì công suất tiêu hao để nghiền G kg/h vật liệu sẽ xác định theo công thức sau:
N = 1,39.10-6. [kW] (2.26)
trong đó:
h- hiệu suất của máy nghiền
,E tính bằng N/m2; G tính bằng kg/h và r tính bằng kg/m3.
Mức độ nghiền được hiểu là tỉ số kích thước của cục vật liệu trước và sau khi ngiền.
2.4 Các yếu tố ảnh hưởng đến quá trình nghiền [8]
2.4.1 Ảnh hưởng của cơ tính vật liệu
Nghiền là qúa trình giảm kích thước vật liệu từ kichs thước ban đầu đến kích thươc mong muốn dưới tác động cơ học. Nói khác đi nó cũng là một quá trình làm tăng diện tích bề mặt của vật liệu. Trong quá trình nghiền lực tác dụng phải đủ lớn để tạo ra được ứng suất phá hủy vật liệu. Ứng suất này một mặt phụ thuộc vào thông số của máy nghiền như tác dụng, công suất máy, loại máy… Mặt khác phụ thuộc vào tính chất cơ lý của vật liệu, độ mịn của sản phẩm..
Nói một cách đơn giản hóa, quá trình phá hủy vật liệu tuân theo đinhj luạt Hook :
σ = E.ɛ (2.27)
trong đó : σ - ứng suất.
E – hệ số tỷ lệ hay còn gọi là mô đun đàn hồi.
ɛ - Hệ số biến dạng.
Khi hệ số E lớn dù biến dạng ɛ là rất nhỏ đã xuất hiện ứng suất khá lớn nghĩa là vật liệu gần như không biến dạng đã có thể xảy ra quá trình phá hủy, nói khá đi đây chính là trường hợp nghiền vật liệu dòn. Khi E nhỏ, vật liệu sẽ xảy ra biến dạng lớn khi ứng suất không lớn. Đây chính là trường hợp nghiền vật liệu có tính đàn hồi cao.
2.4.2 Ảnh hưởng của độ ẩm đến qúa trình nghiền
Độ ẩm là thông số vật lý của vật liệu nghiền có ảnh hưởng rất lớn tới hiệu quả nghiền, nhất là năng lượng tiêu hao cho quá trình nghiền.
Độ ẩm còn là một trong những nguyên nhân gây vón hạt vật liệu có kích thước nhỏ là vật liệu dạng bột. Điều này tạo khả năng dính bám của vật liệu vào bộ phận nghiền, gây khó khăn cho việc phân ly và do đó làm giảm nhanh năng suất nghiền của thiết bị. Chính vì lý do này mà khi nghiền liệu hoặc là chọn phương pháp ướt hoặc là chọn phương pháp khô. Trong trường hợp sản phẩm nghiền cần có dạng bột thì việc sấy khô vật liệu trước khi nghiền sẽ mang lại hiệu quả kinh tế cao hơn là việc sấy khô sản phẩm sau khi nghiền.
Việc tăng độ ẩm sẽ làm tăng năng lượng nghiền, đây chính là lý do cần phải sấy vật liệu nghiền để giảm bớt năng lượng.
2.4.3. Ảnh hưởng của tính bám dính
Tính bám dính của vật liệu thể hiện khả năng bám dính của chúng vào các vật nghiền ( bi, đạn, bánh nghiền, mâm nghiền, trục nghiền…) cũng như khả năng tạo thành thành mỏng khi có độ mịn nhỏ. Do tính chất này, khi nghiền ( kể cả trạng thái khô) một mặt vật liệu sẽ bám dính vào vaatjj thể nghiền làm giảm khả năng nghiền, mặt khác chúng tạo ra khả năng vón hạt vật liệu dẫn đến quá trình phân ly xảy ra không hoàn toàn, làm giảm đáng kể năng suất nghiền, nhất là khi vật liêụ cần nghiền có độ ẩm lớn.
2.4.4 Ảnh hưởng của độ cứng
Độ cứng của vật liệu liên quan mật thiết tới tính mài mòn vật thể nghiền khi máy làm việc. Do tính không đồng nhất của vật liệu trong giai đoạn đầu các hạt mềm hơn trong hỗn hợp bị nghiền do đó mật độ các hạt cứng còn lại tăng lên làm tăng khả năng mài mòn vật thể nghiền.
Nhiều nghiên cứu đã chỉ ra rằng do tính không đồng nhất của vật liệu, nên các hạt cứng là một trong nhiều nguyên nhân cơ bản gây rung động có hại cho các máy nghiền hoạt động theo nguyên lý uốn vỡ, xiết vỡ và ép vỡ vật liệu. Để tránh gây mòn quá nhanh cho chi tiết máy hoặc vật nghiền và đưa đến chất lượng và hiệu quả nghiền giảm, phải tìm cách đưa các hạt cứng hoặc định kỳ hoặc liên tục ra ngoài. Vì lý do này mà khi nghiền liệu nên hạn chế kích thước tối đa của vật liệu cứng. Kích thước này thường không lớn hơn 20 mm.
2.4.5 Ảnh hưởng của hình dáng và kích thước vật liệu
Cấu trúc hình dáng hình học, kích thước vật liệu có ảnh hưởng lớn đến chất lượng và hiệu quả nghiền. Về bản chất quá trình nghiền là quá trình chia nhỏ kích thước một cách ngẫu nhiên và đa chiều, do vậy hạt kích thước các cạnh như nhau hoặc các hạt đều nhau dễ dàng phân chia hơn so với các hạt với kích thước các cạnh có sự chênh lệch lớn ( như dạng đĩa phẳng, dạng que…).
2.5 Các loại máy nghiền [1, 8 ]
2.5.1 Máy nghiền bi
Máy nghiền bi là loại máy nghiền mà bên trong có chứa hỗn hợp gồm cả vật liệu cần nghiền và vật nghiền trong buồng nghiền .
Máy nghiền bi được hoạt động dựa theo nguyên lý nghiền bề mặt.
Máy nghiền bi gồm một thùng rỗng 1, hai đầu thùng có hai đáy 2 và 3, ở tâm hai đáy có cổ trục rỗng 4 và 5. Các cổ trục được đặt trên hai gối và thùng được quay xung quanh trục nằm ngang.
Hình 2.3 Sơ đồ cấu tạo nguyên lý máy nghiền bi [1]
1 – Thân thùng 2,3 – Đáy thùng
4,5 – Cổ trục rỗng
Khi làm việc vỏ máy quay, một số vật nghiền vừa quay cùng vỏ đồng thời vừa quay cùng trục của chính nó, tạo nên chuyển động tương đối với vật liệu, nhờ vậy mà vật liệu được nghiền nhỏ do bị ép và miết vỡ. Đồng thời, nhờ lực ma sát với vỏ máy và lực ly tâm, một số vật nghiền khác được nâng lên đến độ cao nhất định và rơi xuống để nghiền nhỏ vật liệu. Như vậy máy nghiền bi ,vật liệu nghiền chủ yếu do đập vỡ ( bi đập vào vật liệu khi rơi từ trên cao xuống, vật liệu đập vào nhau, vật liệu tự đập vỡ do đập vào các thành tang nghiền thùng nghiền ) và mài vỡ khi các viên vật liệu cọ xát vào nhau trong quá trình chuyển động trong thùng nghiền.
Hình 2.4 Quỹ đạo rơi của bi nghiền.[8]
Máy nghiền bi thường được sử dụng rộng rãi vào các ngành nghiệp sản xuất như xi măng, sản phẩm si-li-cát, vật liệu xây dựng kiểu mới, vật liệu chịu lửa, phân hóa học, chọn quặng kim loại màu và đen,sản xuất thủy tinh, gốm sứ.... vv, nghiền các loại quặng sắt và vật liệu đươc nghiền với kiểu khô hoặc kiểu ướt.
Các máy nghiền bi có thể làm việc theo chu trình kín hoặc hở, có thể nghiền khô hoặc nghiền ướt. Kích thước vật liệu cho vào máy khoảng 25-70 mm. Mức độ nghiền có thể đạt 50-100. Sản phẩm từ máy nghiền đi ra thường ở dạng bột có kích thước hạt nhỏ hơn 0,1mm.
- Ưu điểm: Máy có năng suất cao, sản phẩm rất mịn, có thể vừa nghiền vừa sấy vật liệu, cấu tạo đơn giản, dễ sử dụng, an toàn, có thể điều chỉnh mức độ đập nghiền.
- Nhược điểm: Tiêu thụ nhiều năng lượng, kích thước máy lớn, cồng kềnh và khi làm việc ồn.
Máy nghiền bi được phân loại theo nhiều tiêu chí khác nhau :
- Theo tỉ lệ giữa chiều dài buồng nghiền L và đường kính D thì có thể phân ra làm :
- Khi L/D ≤ 2 : máy nghiền bi dạng tang
- Khi L/D = 2÷6 : Máy nghiền bi dạng ống.
- Theo phương pháp nghiền có hai loại:
- Nghiền khô
- Nghiền ướt
- Theo phương pháp nạp và xả liệu ta thường phân thành :
- Máy nghiền xả và nạp liệu ở một cửa
- Máy nghiền nạp vào một của và xả ra theo chu kỳ
- Máy nghiền nạp vả xả liệu qua hai cửa nằm ở cổ trục
- Máy nghiền nạp vào ở hai cổ trục và xả ở trung tâm.
- Theo chế độ làm việc
- Máy nghiền bi làm việc gián đoạn
- Máy nghiền bi làm việc bán liên tục
- Máy nghiền bi làm việc liên tục
- Theo kết cấu máy nghiền có :
- Maý nghiền bi hình trụ một buồng nghiền
- Máy nghiền bi hình trụ hai buồng nghiền
- Máy nghiền bi hình trụ nhiều buồng nghiền
- Máy nghiền bi hình nón
Trong thực tế thì người ta thường kết hợp nhiều yếu tố để phân loại máy nghiền như :
2.5.1.1 Máy nghiền bi thùng ngắn làm việc liên tục [1]
Hình 2.4 : Máy nghiền bi thùng ngắn làm việc liên tục.[1]
1 – cổ trục rỗng ; 2 – gối đỡ ; 3 - Thùng ; 4 – Hệ truyền động ; 5 – Cửa ; 6 – Cổ trục phía nạp liệu ; 7- Vật nghiền.
Máy nghiền bi thùng ngắn khi tỉ số chiều dài với đường kính < 2. Máy gồm có thân thùng 3 ghép với đáy bằng bulông, mặt trong của thân thùng và đáy được lắp các tấm lót làm bằng thép mangan để chịu mài mòn. Các cổ trục 1, 6 được đặt trên 2 gối đỡ, thùng được quay xung quanh trục nằm ngang.
Vật liệu vào máy qua cổ trục rỗng 6 và sản phẩm đi ra theo cổ trục rỗng 1. Ở đây của 5 dùng để nạp vật nghiền vào thùng và để sửa chữa bên trong thùng.
Vật liệu đem nghiền và vật nghiền được cho vào bên trong thùng qua cửa nạp theo tỉ lệ đã xác định. Bộ truyền động làm việc thì thùng quay và xảy ra sự nghiền vật liệu do va đập, chà xát và ép.
Sự chuyển động của vật liệu dọc theo thùng khi thùng quay là do có độ chênh lệch mức vật liệu ở đầu vào và đầu ra.
2.5.1.2 Máy nghiền bi thùng dài nhiều ngăn làm việc liên tục [1]
Hình 2.5 : Máy nghiền bi thùng dài nhiều ngăn. [1]
1- Bệ đỡ ; 2- cổ trục phía nạp liệu ; 3- thân thùng; 4- cửa ; 5 ,6 – các tấm ngăn ; 7- cổ trục phía tháo liệu ; 8- vật nghiền ; 9 – bắng răng chuyển động.
Máy nghiền bi thùng dài có tỉ lệ chiều dài và đường kính thùng L/D= 2 ÷ 5. Thân thùng được làm bằng thép có dạng hình trụ, trong thùng được chia ngăn bằng các tấm ngăn ( hay còn gọi là vách ngăn ). Trên mỗi ngăn có một cửa 4 để cho vào hoặc lấy ra các viên bi nghiền ( vật nghiền ).
Mỗi một ngăn có chứa các viên bi nghiền có kích thước khác nhau, ngăn ở phía nạp liệu thì có kích thước lớn nhất và ở ngăn cuối cùng thì có kích thước bé nhất và thường có dạng hình trụ. Hai đầu thùng có 2 đáy được đúc liền với cổ trục rỗng. Mặt trong của thùng và hai đáy được lót bằng các tấm lót. Đáy được liên kết chặt với thùng bằng các bulông. Truyền động cho máy có thể dùng cặp bánh răng vòng hoặc truyền động ở tâm. Truyền động ở tâm thì máy làm việc êm hơn và có thể bố trí phần truyền động tách riêng để tránh bụi bẩn.
Ưu điểm của máy nghiền bi nhiều ngăn là đạt được độ mịn cao, năng suất lớn, năng lượng tiêu hao nhỏ
Nhược điểm là máy cấu tạo cồng kềnh, trọng lượng và kích thước lớn.
2.5.1.3 Máy nghiền bi đỡ liệu qua vỏ tang nghiền [8]
Các loại máy này dùng để nghiền bột thạch cao, đất sét, đá vôi và một số vật liệu khác. Cấu tạo chung của máy.
Hình 2.7. Máy nghiền bi dỡ liệu qua vỏ tang
Vật liệu qua cửa nạp (1) vào tang nghiền (3), tang nghiền lắp trên trục (2), tất cả đặt trên ổ (4).
Vật liệu nghiền lọt qua các lỗ của tấm lót (5) rơi vào sàng (7), các tấm lót (5) gắn với các mặt bên (6) và xếp theo bậc, giữa chúng có khe hở để vật liệu có kích thước lớn hơn khe hở của sàng có thể được đưa trở lại vùng nghiền. Sàng (8) được lựa chọn phụ thuộc vào yêu cầu độ mịn của sản phẩm. Các hạt chưa lọt qua (8) được đưa lại nghiền tiếp.
Khi máy làm việc với chu trình hở, kích thước sản phẩm đạt được 0,5 mm
2.5.2 Máy nghiền trục [8]
Máy nghiền trục chủ yếu được dùng để nghiền vừa và nhỏ các vật liệu có độ bền trung bình () (khi này bề mặt trục nghiền nhẵn hoặc có gờ) và các vật liệu kém bền () (bề mặt trục nghiền có gân hoặc vấu). Mức độ nghiền bằng 4 đối với đá bền chắc và bằng 5 ÷10 đối với đá kém bền và giòn.
Máy nghiền trục hoạt động dựa theo nguyên lý của thuyết nghiền thể tích.
Máy nghiền trục có bộ phận công tác chính là những trục nghiền hình trụ đặt nằm ngang và quay tròn. Các trục này quay ngược chiều nhau. Hạt vật liệu được nạp vào giữa các trục nghiền và bị ép vỡ nhờ lực ma sát bởi chính các trục nghiền quay tròn đó
Hình 2.8 : Nguyên lý làm việc máy nghiền trục bánh trụ trơn.
a) Máy nghiền có một trục tâm cố định, một trục tâm động
b) Máy nghiền có hai trục tâm động.
1,2 – Trụ nghiền ; 2 – Trục quay cố định ; 3,4 – trục quay di động ; 5- vật liệu chưa nghiền ; 6 – sản phẩm.
Trong máy nghiền trục, vận tốc vòng của hai trục nghiền có thể giống hoặc khác nhau. Nếu vận tốc vòng hai trục khác nhau thì sẽ có sự chuyển động tương đối của lớp vật liệu cần nghiền, do đó thích hợp cho vật liệu mềm, deỏ và dính. Khi cần nghiền vật liệu có độ cứng cao, tỉ số nghiền lớn, khe hở theo phương hướng kính giữa hai trục nghiền khá nhỏ, lực ép rất lớn ( đến 50 Mpa) thì máy nghiền được sử dụng thường là máy có hai trục nghiền trơn. Đây là loại máy nghiền trục được dùng phổ biến trong nghiền mịn xi măng, nghiền liệu, nghiền xỉ và thường được gọi là máy nghiền trục áp lực cao.
Một máy nghiền trục thông thường bao gồm các cụm chính sau :
- Cụm trục nghiền : gồm hai trục nghiền hình trụ, trục gá trục nghiền và các ổ trục. Cặp trục nghiền được chế tạo từ vật liệu chịu mòn, có trụ cố định hoặc di động theo phương hướng kính.
- Hệ dẫn động : bao gồm một động cơ ( nếu dẫn động chung ) hoặc hai động cơ ( nếu dẫn động riêng ), hộp giảm tốc ( hộp giảm tốc thường hoặc hộp giảm tốc hành tinh )
- Hệ thủy lực ( hoặc lò xo ) : đeẻ tạo lực ép cần thiết, bao gồm động cơ ,van, đường ống, các xy lanh thủy lực và bộ tích áp.
- Hệ cấp liệu : gồm phễu cấp liệu và hệ thống điều khiển cửa cấp liệu.
Máy nghiền trục cũng có nhiều loại khác nhau, song để phân loại chúng thì người ta có thể dựa theo một số tiêu chí sau :
- Theo số lượng trục :
- Máy nghiền một trục.
- Máy nghiền hai trục.
- Máy nghiền bốn trục ( chính là hai máy nghiền hai trục đặt chồng lên nhau và được bao bởi cùng một vỏ ).
- Theo tốc độ quay :
- Máy nghiền trục có các trục quay đồng trục.
- Máy nghiền trục có các trục quay khác trục.
- Theo khả năng di động của trục :
- Máy nghiền trục có hai trục di động
- Máy nghiền trục có hai trục, một trục di động, một trục cố định.
- Theo phương pháp bố trí trục :
- Máy nghiền có trục của một bánh trụ cố định, còn trục kia có thể dịch chuyển theo phương hướng kính
- Máy nghiền có vị trí trục của hai bánh trụ nghiền đều có thể thay đổi được
- Theo kết cấu trục nghiền có :
- Máy nghiền trục trơn
- Máy nghiền trục có nhiều gân.
- Máy nghiền trục có răng ..
- Theo phương pháp dẫn động cho hai trục nghiền thì có thể phân thành :
- Máy nghiền trục có dẫn động chung, dẫn động riêng..
- Máy nghiền trục có dẫn động bằng đai, bằng trục các đăng.
- Máy nghiền trục có dẫn động bằng bánh răng…
Ưu điểm : Cấu tạo đơn giản, làm việc tin cậy, ổn định . Tiết kiệm năng lượng hơn so với máy nghiền nón
Nhược điểm : Chất lượng sản phẩm không đều, mức độ nghiền không cao nhiều hạt dẹt và hạt thanh. Năng suất thấp, độ bền của đá đem nghiền thấp.
2.5.3 Máy nghiền xa luân [8]
Các máy nghiền xa luân được dùng để nghiền nhỏ (kích thước hạt sản phẩm d = 3 ÷ 8 mm) và nghiền bột thô (kích thước hạt sản phẩm d = 0,2 ÷ 0,5 mm); các loại vật liệu khác nhau như đất sét, đá vôi, cát…
Máy nghiền xa luân tuân theo định luật nghiền của F.Bon
Máy nghiền xa luân được phân loại theo một số tiêu chí sau :
- Theo kết cấu thì có :
- Máy nghiền có mâm nghiền cố định, mâm nghiền quay tròn
- Máy nghiền có bộ dẫn động đặt phía trên và đặt phía dưới mâm nghiền.
- Máy nghiền có lực ép bổ sung, hoặc không bổ sung
- Theo công dụng của máy nghiền thì có :
- Máy nghiền uớt ( nghiền vật liệu ẩm có độ ẩm > 15% ).
- Máy nghiền khô.
- Máy nghiền bán khô (để nghiền vật liệu có độ ẩm < 11%)
- Theo chế độ làm việc thì có :
- Máy nghiền làm việc liên tục ( vật liệu vào liên tục, sản phẩm lấy ra liên tục )
- Máy nghiền làm việc theo chu kỳ .
Bộ phận công tác chính của máy gồm gồm hai con lăn nghiền, lăn trên một mặt phẳng nào đó, khi lăn nhờ sức nặng mà nghiền vật liệu nằm trên đường lăn.
Phía đầu trên của trục chính (1) có gắn khớp trục truyền (2), ở hai đầu trục truyền (2) có lắp các khối lăn nghiền (3) và (4). Khi trục (1) quay làm các khối nghiền lăn trên mâm cố định (5) đồng thời chúng tự quay trên trục truyền (2). Do gắn khớp trên trục truyền (2), trục quay (1) nên các khối nghiền dễ dàng được nâng lên hạ xuống, khi gặp các cục vật liệu quá cứng không nghiền nhỏ được, tránh cho trục nghiền (2) bị gãy. Ngoài ra các khối nghiền còn có thể nâng lên, hạ xuống để đảm bảo chiều dày cần thiết của vật liệu trên mâm, nhờ một cơ cấu cánh tay đòn phụ
Hình 2.11 Máy nghiền xa luân, nghiền ướt làm việc liên tục.[8]
1- Giá máy ; 2- mâm nghiền; 3- xà ngang ; 4- cối đỡ trục ; 5- trục chính; 6- bánh răng côn ; 7- động cơ ; 8- hộp giảm tốc; 9- bánh răng côn; 10 – gối đỡ; 11- khối nghiền ; 12- cánh gạt.
Trục chính đứng (1) quay nhờ động cơ truyền qua hộp giảm tốc tới cặp bánh răng nón (6) Khối nghiền lăn trên mâm vừa nghiền nhỏ vừa miết vừa chà sát vật liệu, đồng thời ép cưỡng bức vật liệu thoát qua các lỗ trên mâm nghiền. Trên trục còn gắn các càng có các cánh gạt dùng để nạo sạch vật liệu dính bám ở thành bên và đáy mâm, hướng chúng chuyển động vào đường lăn của khối nghiền. Vật liệu được nghiền qua lỗ, rơi vào phễu xả liệu.
Ưu điềm : Kích thước nhỏ gọn hơn các loaị máy nghiền khác. Có thể dễ dàng thay đổi áp lực tác dụng lên vật nghiền.
Nhược điểm : máy nghiền xa luân kém hiệu quả hơn so với các loại máy nghiền khác (ví dụ như máy nghiền trục) do tiêu hao năng lượng nhiều, cấu tạo phức tạp, chi phí lắp đặt, bảo dưỡng, sửa chữa lớn. Ngoài ra máy nghiền xa luân còn có năng xuất thấp do tốc độ quay của trục chính thấp.
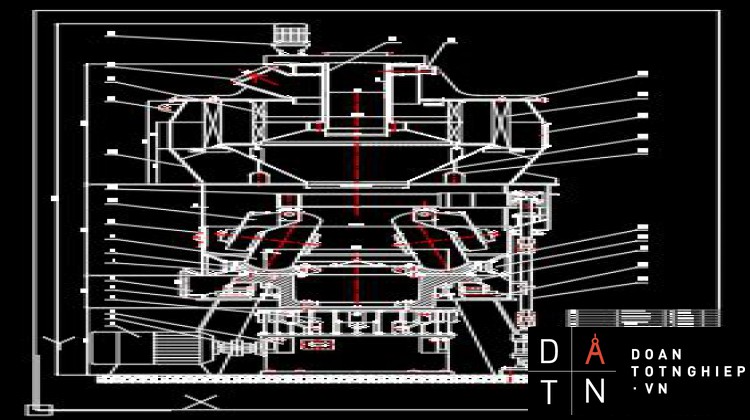
2.5.4 Máy nghiền đứng bánh lăn [1,8]
Quá trình nghiền vật liệu trong máy nghiền đứng bánh lăn là do lực ép và chà xát giữa chậu và các con lăn với vật liệu.
Máy nghiền đứng bánh lăn gồm hai bộ phận chính là : con lăn và chậu ( mâm nghiền ). Các con lăn thường tự quay xung quang trục của mình nhờ lực ma sát của nó với vật liệu nằm trên chậu. Đối với các con lăn hình nón và hình cầu khi chuyển động chỉ có quay đơn giản, còn đối với con lăn hình trụ thì các điểm ở giữa con lăn quay đơn giản, còn các điểm khác thì vừa quay vừa trượt do đó sinh ra lực chà sát vật liệu.
Máy nghiền đứng bánh lăn tuân theo định luật nghiền của F.Bon .
Máy nghiền đứng bánh con lăn có một số ưu điểm như :
- Kết cấu máy nhỏ gọn, không choán mặt bằng lớn bằng như máy nghiền bi đạn.
- Chi phí năng lượng thấp (thấp hơn khoảng 20-30% so với máy nghiền bi đạn có cùng công suất), máy được tự động hoàn toàn từ khâu nạp liệu nghiền mịn sấy khô-phân loại hạt sản phẩm thu gom, vận chuyển sản phẩm tới đầu ra trong cùng một thiết bị nên hiệu suất nghiền được nâng
- Tốc độ quay của mâm nghiền thấp và kết cấu khá cứng vững nên giảm được độ ồn và rung khi làm việc, do đó độ an toàn cho người và cho môi trường cao.
- Phạm vi nghiền rất rộng ( < 0,05 ÷ 5mm)
- Dễ kiểm tra hoạt động của máy và kiểm tra chất lượng sản phẩm.
- Tháo lắp và sửa chữa khá dễ dàng .
- Do vừa nghiền vừa được sấy khô nên vật liệu nghiền không bị dính bết, rất phù hợp với điều kiện khí hậu ẩm của Việt Nam.
Dựa theo nguyên lý cấu tạo của mâm nghiền, bánh nghiền và cách bố trí giữa chúng mà người ta phân máy nghiền đứng bánh lăn ra thành các nhóm sau :
2.5.4.1 Máy nghiền đứng bánh lăn nhóm 1
Nhóm này trục quay của các bánh nghiền được đặt nghiêng so với mặt phẳng ngang và hệ treo của bánh nghiền có thể lắc quanh điểm O.
Hình 2.12 Máy nghiền nhóm 1.[8]
a-Cánh phân li ; b- khoang dẫn khí ; c- mâm nghiền ; d- côn hứng sạn ; e- hộp giảm tốc ; f- bánh nghiền ; g- khoang chuyển hướng; h- buồng thu vật liệu rắn.
Máy nghiền nhóm này chủ yếu là các sản phẩm của Đức – Pháp – Mỹ chế tạo sản xuất.
Đặc điểm chung của loại máy nghiền này là:
- Có 3 bánh nghiền dạng hình côn đường kính trung bình.
- Điểm treo hệ bánh nghiền nằm trên trục nghiền.
- Bề mặt tấm lót của mâm nghiền có dạng hình côn.
- Việc nâng hạ các bánh nghiền được thực hiện độc lập.
- Giữa các bánh nghiền và mâm nghiền luôn luôn có khe hở.
- Vật liệu nghiền được cấp vào theo phương thẳng đứng trùng với tâm của máy nghiền.
- Có buồng thu vật liệu khó nghiền.
Với kết cấu mô tả trên đây máy nghiền loại này chủ yếu dùng để nghiền quặng, than có độ ẩm cao.
2.5.42 Máy nghiền đứng bánh lăn nhóm 2
Máy nghiền nhóm này có trục quay của bánh nghiền được đặt nghiêng so với mặt phẳng ngang và hệ treo của các bánh nghiền cũng có thể lắc quanh điểm O. Tuy nhiên máy này do hãng Loesche sản xuất .
Hình 2.13 :Máy nghiền bánh lăn nhóm 2 [8]
a- bộ phân ly ( kiểu lồng quay) ; b- ống cấp liệu; c- cửa kiểm tra; d- Mâm nghiền; e- cửa cấp khí nóng.; f- cửa xả liệu rắn ; g- hộp số ; h- xi lanh thủy lực; j- bánh nghiền ở vị trí bảo dưỡng; k- Cần nâng; l- bánh nghiền; m- cơ cấu đóng liệu.
Máy nghiền nhóm 2 này có một số đặc điểm như :
- Bánh nghiền hình côn với đường kính lớn chịu lực nén của xi lanh thủy khí. Tùy theo năng suất số lượng bánh nghiền có thể khác nhau
- Điểm treo của hệ bánh nghiền nằm phía dưới của trục bánh nghiền.
- Mâm nghiền có dạng phẳng.
- Không có sự tiếp xúc giữa bánh nghiền và mâm nghiền nhờ đó mà quá trình khởi động máy có thể thực hiện được cả khi có tải và không tải với sự tiêu hao năng lượng rất thấp.
- Có thể tạo lực ép khác nhau cho mỗi bánh, nhờ đó có thể hợp lí hóa quá trình nghiền đồng thời tiết kiệm được năng lượng
- Có thể thiết kế theo mô đun tùy theo năng suất yêu cầu.
2.5.4.3 Máy nghiền đứng bánh lăn nhóm 3.
Máy nghiền nhóm này có bánh nghiền được treo cùng trên một khung. Việc gia tải cũng như việc hạ các bánh nghiền được thực hiện thông qua các xi lanh thủy lực hoặc nhờ lò xo tác động vào khung treo.
Máy nghiền loại này chủ yếu do các hãng Babcock AG, Oberhausen, Pferffer (Đức) chế tạo sản xuất.
Hình 2.14 Máy nghiền đứng bánh lăn nhóm 3 [8]
1-Hộp giảm tốc; 2- vành phun khí; 3- con lăn nghiền; 4- cửa cấp liệu; 5- phễu; 6- cánh dẫn dòng; 7- động cơ; 8- sản phẩm; 9- cánh phân ly; 10 – Buồng phân ly; 11- khung nén các con lăn; 12- cửa cấp khí; 13- mâm nghiền; 14- xi lanh thủy lực.
Máy nghiền loại này thường có một số đặc điểm sau :
- Máy luôn luôn gồm 3 bánh lăn lắp với khoảng cách đều nhau trong mặt phẳng nằm ngang dưới một khung cứng và được dẫn động chung.
- Hệ treo, bánh lăn và mâm nghiền được tạo thành hệ có 3 điểm tiếp xúc xác định tĩnh.
- Mâm nghiền có rãnh dẫn hướng cho bánh lăn.
- Khi không tải bánh lăn và mâm nghiền tiếp xúc nhau.
- Các bánh nghiền được gia tải đồng thời hoặc các xi lanh thủy khí hoặc bằng các lò xo có độ cứng rất lớn . Như vậy xét về mặt kết cấu đây là loại máy nghiền có kết cấu đơn giản, song việc thay thế bánh nghiền phức tạp hơn so với loại máy nghiền dạng khác, đồng thời phải có hệ điều khiển để sao cho khi khởi động không có sự tiếp xúc giữa bánh lăn và mâm nghiền.
2.5.4.4 Máy nghiền đứng bánh lăn nhóm 4
Các máy nghiền thuộc nhóm4được cấu tạo giống như một ổ bi chặn. Quá trình nghiền xảy ra khi bi nghiền có chuyển động tương đối với mâm nghiền đồng thời chịu lực ép.
Hình 2.15 Máy nghiền đứng bánh lăn nhóm 4. [8]
a- Phễu thu liệu; b- đường khí vào; c- của xả vật liệu quá rắn; d- hộp giảm tốc; e- mâm nghiền; f- bi nghiền; g- vòng chịu ép; h- hệ đỡ ; i - xi lanh nén ; j- cửa bộ phân li ; k- bộ phân phối ; l- ống cấp liệu; m – cửa ra liệu
Máy nghiền dạng này chủ yếu do các hãng của Anh, Đức sản xuất và có một số đặc điểm chung sau:
- Khi máy không tải về nguyên lí máy nghiền giống như một ổ bi chặn.
- Khi nghiền bi nghiền không cố định mà nó vừa quay quanh trục của mình đồng thời có chuyển động quay tương đối cùng với mâm nghiền.
- Ở trạng thái không tải bi nghiền luôn luôn tiếp xúc với mâm nghiền và vòng ép.
- Khi làm việc luôn có sự tiếp xúc giữa vòng ép và bi nghiền.
Như vậy xét về mặt kết cấu loại máy nghiền nêu trên khá đơn giản và dễ thay thế bi nghiền, song tiêu hao năng lượng khi khởi động nhất là khi có tải là khá lớn do về nguyên lí không thể tách bi nghiền khỏi vòng ép và mâm nghiền, vì lí do nêu trên nên máy nghiền dạng này ít được ứng dụng trong công nghiệp sản xuất xi măng
2.6. Lựa chọn máy nghiền thích hợp.
|
Loại máy |
Nguyên lí |
Ưu, nhược điểm |
Ứng dụng |
|
Máy nghiền bi |
Phương pháp miết vỡ và đập vỡ |
- Bi dễ bị mài mòn. - Năng suất khá cao.
|
Kích thước vật liệu đầu vào tối đa 20 ÷ 25 mm, sản phẩm đầu ra tối thiểu 0,074 ÷ 0,4 mm |
|
Máy nghiền trục |
Phương pháp ép |
- Cấu tạo đơn giản. Làm việc tin cậy. Tiêu hao năng lượng ít so với máy nghiền nón. - Năng suất thấp. Mức độ nghiền và sản phẩm nghiền không cao do chứa nhiều hạt dẹt và hạt thanh, nhất là khi nạp liệu không đều.
|
Nghiền vật liệu mềm hoặc dẻo như đất sét, cao lanh.
|
|
Máy nghiền xa luân |
Phương pháp miết vỡ |
- Tiêu hao năng lượng nhiều, cấu tạo cồng kềnh và phức tạp,chi phí lắp đặt, bảo dưỡng, sữa chữa lớn. - Có thể thay đổi dễ dàng áp lực tác động lên vật liệu nghiền |
Kích thước hạt sản phẩm 0,2 ÷ 0,5 mm |
|
Máy nghiền đứng kiểu bánh lăn |
Phương pháp miết vỡ và ép vỡ |
- Chi phí năng lượng thấp, phạm vi nghiền rộng. - Bộ phận phân li phức tạp |
Nghiền hạt có kích thước < 0,5 mm ÷ 5 mm |
Với loại nguyên liệu than cám 4A có tiêu chuẩn :
|
Chỉ tiêu |
Đơn vị |
Trị số |
|
Độ ẩm |
% khối lượng |
10 |
|
Chỉ số dễ nghiền |
HGI |
53 |
|
Kích cỡ |
Mm |
<15 |
|
Nhiệt trị than |
MJ/kg (không ẩm) |
27.216 |
|
Thành phần tro |
% khối lượng |
18.19 |
Và để tạo ra được chất lượng than sau nghiền là :
|
Kích thước hạt |
||
|
<5µm |
5- 90 µm |
>90 µm |
|
<10% |
>80% |
<10% |
Thì ta chọn loại máy nghiền đứng bánh con lăn, do nó có những ưu điểm vượt trội về taọ sự đồng đều đạt kích thước nghiền mịn như yêu cầu, ngoài ra loại máy này còn có kết cấu nhỏ ngọn, chi phí vận hành năng lượng thấp, dễ duy tu bảo dưởng, tháo lắp khi có sự cố.
CHƯƠNG 3: TÍNH CÔNG NGHỆ MÁY NGHIỀN
3.1 Thông số công nghệ ban đầu
- Năng suất máy nghiền : 38,7 Tấn/giờ.
- Cỡ hạt than : 0 ~ 40 mm
- Kích thước hạt yêu cầu : 5 – 90 µm > 80 %
3.2 Góc ôm và kích thước con lăn [8]
Giả sử cục vật liệu có dạng hình cầu với đường kính d và trọng lượng của nó rất bé so với lực nghiền của con lăn ( nên có thể bỏ qua ).
Gọi đường kính con lăn là D
Khi nghiền cục vật liệu chịu tác động của các lực nghiền và để đảm bảo được quá trình nghiền nó phải không được trượt ra ngoài vùng nghiền.
Hình 3.1 Sơ đồ phân bố lực.[8]
Gọi A và B lần lượt là các điểm tiếp xúc giữa cục vật liệu với bánh nghiền và với mâm nghiền.
F0 – là lực của bánh nghiền tác dụng vào cục vật liệu.
P0 – là phản lực do mâm nghiền tác dụng nên cục vật liệu.
Khi làm việc, tại hai điểm cục vật liệu tiếp xúc giữa con lăn và với mâm nghiền sẽ xuất hiện hai lực ma sát tương ứng là T và T1
Để cho cục vật liệu bị nghiền mà không bị bật ra thì :
T01 + T1 ≥ F01 (3.1) Trong đó : T01 = T.cos θ = f. F0 . cos θ (3.2)
T1 = f.P0 (3.3)
F01 = F0 . Sinθ (3.4)
Với f : Hệ số ma sát giữa cục vật liệu với bánh lăn.
θ : là góc ôm vật liệu _ là góc tạo bởi đường tiếp tuyến của mặt phẳng khối nghiền tại điểm tiếp xúc giữa khối nghiền và hạt vật liệu với mặt phẳng nằm ngang của mâm nghiền.
Suy ra : f.F0 . cosθ + f. P0 ≥ F0. Sinθ (1)
Chiếu các lực tác dụng lên phương thẳng đứng ta có :
P0 - F02 – T02 = 0
Với : F02 = F0.bcos θ
T02 = T. sinθ = f.F0 . sinθ
Suy ra : P0 - F0.cosθ – f.F0. sinθ = 0
P0 = F0.cosθ + f.F0. sinθ (2)
Thay P0 từ (2) vào (1) ta có :
F0. Sinθ ≤ f.F0. cosθ + f.F0 .( f. Sinθ + cosθ)
Chia cả hai vế cho F0 .cosθ ta được :
tgθ ≤ f + f . ( 1 + f.tgθ )
Hay : tg θ ≤ 2.f + f2 . tgθ
tgθ ≤ (3.5)
Gọi φ là góc ma sát giữa bánh nghiền cà cục vật liệu đem nghiền
Ta có : f = tgφ.
Suy ra : tgθ ≤ = tg(2.φ) (3.6)
Vậy nên : θ ≤ 2.φ (3.7)
Theo [9 – tr117] ta có hệ số ma sát của vật liệu rắn f = 0.3
Vậy :φ = 16.6 ° => θ ≤ 33,2°
Theo thông số nhà máy Đạm Ninh Bình chọn θ = 14 °
Xét tam giác ODE có :
Cosθ = = (3.10)
Trong đó : Rb – bán kính bánh nghiền.
m - chiều dầy lớp vật liệu được nghiền.
Rv - bán kính cục vật liệu.
ð Rb = (3.11)
Lấy m = 0.03 Db với Db – là đường kính bánh nghiền.
Khi đó : Rb = (3.12)
Thay số :- với góc ôm vật liệu là θ = 14 °
- Bán kính cục vật liệu Rv = 40mm
Rb = = 878 mm
Vậy lấy Db = 1750 mm
Do đường kính tỷ lệ với năng suất máy nghiền nên đường kính con lăn càng lớn thì năng suất máy nghiền càng cao tuy nhiên về kết cấu càng phức tạp và không gian lắp đặt càng lớn cũng như quá trình lắp đặt , bảo dưỡng sửa chữa phức tạp vì vậy khi thiết kế phải chọn kích thước máy nghiền phù hợp, hợp lý.
3.3 Xác định bề dày bánh nghiền, trọng lượng bánh nghiền và đường kính mâm nghiền [8]
3.3.1 Xác Định bề dày bánh nghiền
Gọi Bb _ là chiều rộng bánh nghiền , mm
Do chiều rộng bánh nghiền khi trượt có dẫn tới tổn hao năng lượng và cũng đòi hỏi một không gian lắp đặt lớn , nên chiều rộng bánh nghiền sẽ được lấy trong phạm vi nhất định và thường được chọn theo kinh nghiệm, tùy thuộc vào các hãng sản xuất.
Theo [8- tr120] ta có : Bb / Db = 0,26 ÷ 0,35 (3.13)
Với Db = 1750 mm =>> Bb = 455 ÷ 612,5 mm
Dựa theo tài liệu Đạm Ninh Bình, ta chọn Bb = 585 mm
3.3.2 Xác định trọng lượng bánh nghiền
Ta có : trọng lượng bánh nghiền được xác định theo :
G = (3.14)
Trong đó : Db _ là đường kính bánh nghiền, m Db = 1,75 m
Bb _ là chiều rộng bánh nghiền,m Bb = 0,585 m
ρ_ là khối lượng riêng của vật liệu làm bánh nghiền, Kg/m3 , Vật liệu là thép nên ρ = 7850 Kg/m3.
k_ là hệ số hình dạng, kể đến sự giảm thể tích hạt vật liệu so với thể tích hình khối , k= 0,6 ÷ 0,8 , chọn k= 0,8
Thay số ta được : G = = 2812,8 Kg
3.3.3 Đường kính mâm nghiền
Gọi Dm _ là đường kính mâm nghiền.
Đường kinhs mâm nghiền là đường kính vòng tròn đo tại điểm tiếp xúc giữa bánh nghiền và mâm nghiền có tâm quay tại tâm mâm nghiền.
Theo tài liệu [8 – tr120 ] thì tỉ số giữa Dm /Db = 1,3 ÷ 2,2 (3.15)
Với Db = 1,75 m thì ta có Dm = 2,275 ÷ 3,85 m
Theo tài liệu đạm ninh bình ta chọn Dm = 2,92 m
3.4 Xác định số vòng quay của mâm nghiền
Xét hạt vật liệu nằm trên mâm nghiền , không văng ra mép chậu và nó nằm dưới con lăn.
Khi chậu quay thì cục vật liệu chịu tác dụng của những lực sau :
- Lực ly tâm F2
- Trọng lực bản thân Q = m.g
- Lực ma sát giữa vật liệu và mâm nghiền Fms.
Hình 3.2 Lực tác dụng lên vật nghiền khi nghiền [8]
Gọi θ là góc dốc của mâm nghiền.
Khi đó hạt vật liệu sau khi đã nghiền có thể vượt khỏi mâm nghiền khi thỏa mãn điều kiện sau :
Fms ≤ Fz1
Hay m.g.sinθ + Fz2 .f + f.m.g.cosθ = Fz1 ( 3.16)
Với : Fz1 = Fz . cosθ
Fz2 = Fz . sinθ
Suy ra : f. ( Fz . sinθ + m.g.cosθ ) + m.g.sinθ = Fz .cosθ (*)
Đặt FR = f.( Fz .sinθ + mg.cosθ ) (3.17)
ð FR + m.g.sinθ = Fz . cosθ (3.18)
Trong đó : FR _ là lực cản ma sát do lực ly tâm và trọng lượng vật liệu gây ra.
Fz , Fz1 , Fz2 _ là lực ly tâm và các thành phần của nó.
Chia cả hai vế của (*) cho cosθ ta được :
m.g.tgθ + f.( Fz .tgθ + m.g ) = Fz
ó m.g.( f + tgθ ) = Fz . ( 1 - tgθ )
Suy ra : Fz = m.g. (**) (3.18)
Mặt khác ta lại có :
Fz = = = 4.π2.(nm )2.Rm.m (***) (3.19)
Trong đó : nm _ số vòng quay của mâm nghiền
Rm _ bán kính mâm nghiền
m_ là chiều dầy lớp vật liệu nghiền.
Từ (**) và (***) ta có : 4.π2.(nm )2.Rm.m = m.g.
=>> nm = (3.20)
Gọi c = là hệ số tốc độ nghiền (3.21)
=> nm = ( v/s) = (v/p) (3.22)
Hằng số tốc độ nghiền c phục thuộc vào đặc tính vật liệu nghiền, dạng bề mặt làm việc, kết cấu của mâm nghiền. Mà các yếu tố này không thể xác định một cách chính xác mà nó còn phải dựa vào thực nghiệm. Chính vì vậy hằng số tốc độ nghiền c khác nhau tùy thuộc vào các hãng sản xuất.
Theo bảng 4.5 [8 -tr113 ] ta chọn c = 43 mâm có dạng máng lòng.
Thay số với Dm = 2,92 m
Ta được : nm = = 25,13 v/p = 0,419 v/s
Vận tốc quay của mâm nghiền là vm = π .nm.Dm = π . 0,419 .2,92 = 3,84 m/s
3.5 Xác định lực nén bánh nghiền
Lực nén bánh nghiền là một thông số rất quan trọng, nó ảnh hưởng trược tiếp đến hiệu quả nghiền và công suất nghiền, độ mòn của bánh nghiền và mâm nghiền.
Theo định luật thể tích ta có :
Công A hao phí khi nghiền được biểu diễn :
A = kn .ΔV (N.m) (3.23)
Trong đó : kn _ hằng số tỷ lệ N/m2
ΔV _ biến dạng thể tích (m3 ), hay là sự thay đổi thể tích của cục vật liệu được nghiền.
Định luật thể tích dựa trên cơ sở phân tích sự biến dạng của vật liệu khi nghiền. Khi vật liệu chịu nén sẽ xuất hiện ứng suất trong. Vật liệu tăng lực nén sẽ dẫn đến việc tăng ứng suất và biến dạng của vật liệu. Khi ứng suất đạt đến giới hạn nào đó vật liệu sẽ bị phá hủy.
Biến dạng của cục vật liệu có chiều dài l và có tiết diện ngang F thì sẽ được tính như sau : Δl = (3.24)
Với : l_ chiều dài vật liệu trước khi chịu biến dạng , m
Δl _ biến dạng của vật liệu , m
P _ lực tác dụng , N
E_ modul đàn hồi, N/m2 .
Do khi tác dụng lực thay đổi từ 0 đến Pmax nên P =
=>> A = (Δl .P )/2 N.m (3.25)
Thay Δl vào ta có : A = = (3.26)
Gọi σn là ứng suất phát sinh khi biến dạng, ta có
σn = P/ F (3.27)
=>> A = = N.m (3.28)
Với V_ là thể tích hạt vật liệu được nghiền, m3
Với maý nghiền đứng giá trị lực ép phải đủ lơn để sinh ra một công A1 nào đó sao cho : A1 = = (*) (3.29)
Trong đó : Bb _ chiều rộng bánh nghiền.
d_ kích thước lớn nhất của hạt vật liệu
kA _ hệ số hình dạng làm giảm thể tích.
Mặt khác do khi nén hạt bị biến dạng Δd nên lực ép P được xác định :
A1 = P.Δd = P.ɛ.d = P. .d (**) (3.30)
Với ɛ _ là biến dạng khi nén.
Từ (*) và (**) ta có : P = (3.31)
Thay số σ = 29 N/mm2 [1- 248]
kA = 0,6 ÷0,8 [1-113] chọn kA = 0,8
Bb = 585 mm
d = 40 mm
ta được : P = = 271440 N
3.6 Xác định Công suất dẫn động
Công suất dẫn động của động cơ N chủ yếu để khắc phục các ma sát lăn, ma sát trượt ở con lăn và ma sát ở các gối trục.
N = N1 + N2 + N3 (3.32)
Trong đó : N1_ công suất cần thiết để khắc phục lực cản khi bánh nghiền lăn trên lớp vật liêụ
N2_ Công suất cần thiết để khắc phục lực ma sát xảy ra khi có hiện tượng trượt
N3_ Công suất khắc phục ma sát ở trục lắp bánh nghiền.
3.6.1 Xác định Công suất cần thiết để khắc phục lực cản khi bánh nghiền lăn trên lớp vật liệu
Theo tài liệu [8- tr125] Ta có : N1 = P.µ.v.Z.10-3 , kW (3.33)
Trong đó : P_ lực ép, N P = 271440 N
µ_ hệ số ma sát , µ = 0,05 ÷ 0,1 => chọn µ = 0,075
Z_ số lượng bánh nghiền, Z = 3 bánh nghiền
v_ vận tốc vòng của bánh nghiền ,m/s
v = 3,84 m/s
Thay số :
N1 = 271440. 0,075. 3,84 . 3. 10-3 = 234,5 KW
3.6.2Xác định công suất cần thiết để khắc phục lực ma sát xảy ra khi có hiện trượng trượt
Theo tài liệu [8- tr125]Ta có : N2 = Z.P.f.vt.10-3 kW (3.34)
Trong đó : Z_ số lượng bánh nghiền, Z = 3 bánh nghiền
P_ lực ép, N P = 271440 N
f_ hệ số ma sát trượt của vật liệu, f = 0,1 ÷ 0,3
=>. Theo tài liệu [1-tr122] Chọn f= 0,2
vt_ vận tốc trượt trung bình của con lăn với vật liệu nằm trong mâm nghiền.
vXác định vận tốc trượt trung bình. Theo tài liệu [1- tr123]
Tại các thời điểm tiếp xúc khác nhau của con lăn với vật liệu thì tốc độ trượt cũng khác nhau.
Tại điểm giữa của con lăn thì tốc độ trượt bằng không, còn ở mép trong và mép ngoài của con lăn thì có tốc độ trượt lớn nhật
Hình 3.1 Sơ đồ phân bố tốc độ trượt
Xét tại ba điểm đặc trưng :
- Tại mép trong có vt = [m/s] (3.35)
- Tại điểm giữa có v0 = [m/s] (3.36)
- Tại điểm ngoài có vn = [m/s] (3.37)
Vì có Rn > R0 > Rt
Nên vn > v0 > vt
Tốc độ trượt tại các điểm của con lăn là hiệu số tốc độ vòng của điểm đó với tốc độ vòng của điểm giữa con lăn.
=>> tốc độ trượt ở mép ngoài của con lăn là :
vtn = vn - vo = .( Rn - R0 ) = . = (3.38)
Tương tự tốc độ trượt ở mép trong của con lăn là vt.t =
Vậy mỗi điểm của mép trong trượt một đại lượng về phía trước thì mỗi điểm của mép ngoài cũng trượt một đại lượng như thế về phía sau.
=>> tốc độ trượt trung bình của các điểm nằm trên con lăn là :
Vtr = 0,5 . ( 0 + ) = m/s (3.38)
với : n_ số vòng quay của mâm nghiền n = 25,13 v/p
B_ chiều rộng của bánh nghiền , B = 585 mm = 0,585 m
Ta được : vtr = = 0,385 m/s
Vậy N2 = 3.271440. 0,2. 0,385. 10-3 = 62,7 kW
3.6.3Xác định công suất khắc phục ma sát ở trục lắp bánh nghiền
Theo tài liệu [8- tr126] Ta có : N3 = P.fc .π.d.nb.Z. 10-3 (3.39)
Trong đó : fc _ hệ số ma sát lăn ở trục , fc = 0,015
nb_số vòng quay của mâm nghiền, v/s
ta có : nb = nm. = = 0,70 v/s
d_ đường kính ngõng trục, dự kiến d= 0,3 m
Thay số ta có :
N3 = 271440. 0,015. 3,14. 0,3. 3. 0,70. 10-3 = 8,1 kW
Vậy tổng công suất là N = N1 + N2 + N3
= 234,5+ 62,7 + 8,1 =305,3 kW
Lấy hệ số truyền động là η = 0,9
Công suất nghiền là Nn = 305,3 / 0,8 = 381,6 kW
Theo tài liệu [1-tr124] Công suất động cơ :
Ndc = (3.40)
Trong đó : k_ là hệ số dự trữ lấy, k = 1,1
η_ là hiệu suất của bộ truyền động 0,6 ÷ 0,9, chọn η = 0,8
thay số : Ndc = = 420 KW
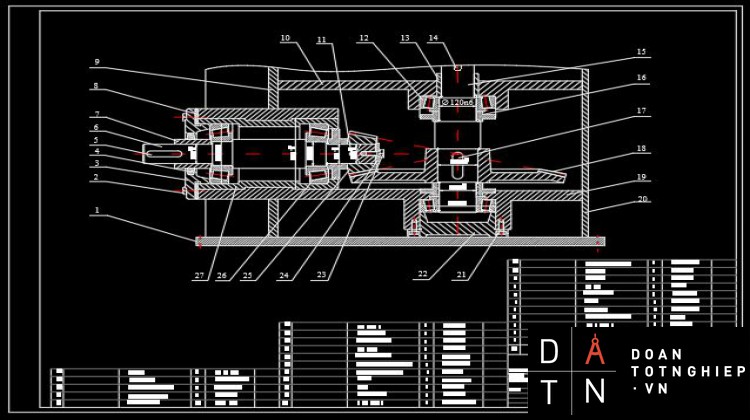
vVới công suất động cơ điện tính được Nđc = 420 kW, ta chọn kiểu động cơ có tên YMKQ600-6-10 có các thông số:
- Công suất: N = 560 kW.
- Vận tốc quay: n = 990 vg/ph.
- Điện áp: U= 10000V
- Đường kính trục ra d =120mm
3.7 Xác định năng suất máy nghiền
Nếu không kể đến ảnh hưởng của các thông số dòng khí đưa vào khi nghiền , đặc tính kỹ thuật của bộ phân ly trong hệ thu gom sản phẩm, yêu cầu về độ mịn thì năng suất thuần túy của máy nghiền được xác định như sau :
Theo tài liệu [8 – tr126 ]
Q = . 3600. Z. vm . Bb . ρv. m (t/h) (1) (3.41)
Trong đó : k0 _ là hệ số tuần hoàn liệu ( số lần nghiền cho 1 lớp vật liệu )
Z _ là số bánh nghiền ,
Vm _ là vận tốc quay của mâm nghiền, m/s vm = 3,84 m/s
ρv _ khối lượng riêng của vật liệu , ρv = 1,8 t /m3
Bb _ chiều rộng bánh nghiền, Bb = 0,585 m
m_ là chiều cao lớp vật liệu cần nghiền,
Theo tài liệu [8 – tr118 ] có m = 0,03 Db = 0,03.1,75 ,m
Theo (1) ta thấy nếu xét tới thông số của máy thì Q tỉ lệ với vm , Bb , và m
Ta đặt = x0 , = x1 , = x3 (2) (3.42)
Thay (2) vào (1) ta có :
Q = .3600.Z.π . c . . Db .x0 .Db.x1 .ρv (3.43)
Đăt c1 = .3600.Z.π . c . .x0 .x1 .ρv (3.44)
=>> Q = c1.D2,5 (3.45)
Như vậy ta có thể thấy rằng năng suất của máy nghiền Q là hàm của kích thước bánh nghiền , nói cách khác việc tăng kích thước máy nghiền sẽ góp phần rất lớn làm tăng năng suất máy nghiền.
Giá trị k0 được lấy rất khác nhau phụ thuộc vào vật liệu nghiền, đặc tính kỹ thuật của máy, trong công nghiệp người ta thường lấy k0 = 10 ÷ 15 , chọn k0 = 12
k1 _ là hệ số yêu cầu chất lượng sản phẩm, hay còn gọi là hệ số tuần hoàn hiệu quả, bộ phân ly . Giá trị k1 càng lớn khi kích thước hạt yêu cầu càng nhỏ. Với hạt có độ mịn ≤ 90 µm ta lấy giá trị k1 = 5
Thay số ta được :
Q = . 3600. Z. vm . Bb . ρv. m
= . 3600. 3. 3,84 . 0,585 . 1,8. 0,03.1,75 = 38,21 t/h
3.8 Xác định thông số dòng khí trong máy nghiền
Lưu lượng khí qua máy nghiền phải đáp ứng được các yêu cầu chủ yếu như :
- Tạo được vận tốc gió tại vành phun, có động năng đủ lớn để đẩy và phân tán được lớp vật liệu trào ra từ mâm nghiền.
- Tạo được vận tốc đủ lớn để nâng và vận chuyển sản phẩm lên đến thiết bị phân ly.
- Đảm bảo được mật độ hỗn hợp khi ra thiết bị phân ly nằm trong phạm vi nhất định để hạn chế hiện tượng kết dính của hạt vật liệu trong quá trình vận chuyển.
3.8.1Xác định lưu lượng khí tại vành phun.
Lưu lương khí cần thiết tại vành phun được xác định như sau :
Theo tài liệu [8 – tr178] Lk = Sk .Vk (3.46)
Trong đó :
Lk _ lưu lượng khí cần thiết tại vành phun ( khí trơ 99,99 % nito ), m3/s
Sk _ tiết diện khe phun khí, m2
Vk _ vận tốc gió tại mặt thoáng tiết diện.
Gọi lớp sản phẩm nghiền tràn ra xung quanh mâm nghiền có độ dày trung bình là δ và khối lượng riêng là ρv.
Khi đó tải trọng của lớp vật liệu này sẽ là G = δ . ρv (3.47)
Vì thế để đẩy được lớp vật liệu này bung lên ta cần có một áp lực Pd ≥ G
Mà Pd = kg/m2 (3.48)
Trong đó : Pd – áp suất động của dòng khí, kg/m2
V_ vận tốc dòng khí, m/s
ρv_ khối lượng riêng của dòng khí, kg/m3
g_ gia tốc trọng trường, m/s2
suy ra : vk ≥ m/s (3.49)
với = ở 0 °C, 1at có = 1,2507 kg/m3 [10 -13 ]
Theo tài liệu Đạm Ninh Bình, có nhiệt độ vào và ra của máy nghiền lầm lượt là Td = 300 °C ,và Tr = 120 °C
=>> ở Ttb = (300 + 120 ) /2 = 210°C ,
Theo tài liệu [10 – tr5] ta có = . = 1,2507. 273 / ( 273 + 210)
= 0,707 kg/m3
Chọn δ = 0,01 m
Khối lượng riêng của than = 1800kg/ m3
Thay số ta có vận tốc dòng khí vk ≥ = 22,3 m/s
- Xác định diện tích khe.
Thiết kế khe nozzle –ring gồm 100 khe và 100 thanh ngang hình chữ nhật, kích thước thanh ngang là 0,4 x 0,06 m
- Diện tích tiết diện của một thanh ngang là : St = 0,4 * 0,06 = 0,024 m2
- Diện tích tiết diện của 100 thanh ngang SΣ = 100. St = 100. 0,024 = 2,4 m2
- Diện tích tổng các khe và các thanh ngang là
S = π /4 . [ ( Dm + 2.0,4 )2 - Dm2 ] (3.50)
= π /4 . [ ( 2,92 + 2.0,4 )2 – 2,922 ] = 4,17 m2
Với Dm – là đường kính mâm nghiền
- Vậy diện tích của các khe là : Sk = S - SΣ = 4,17 – 2,4 = 1,77 m2
Do đó, lưu lượng khi tại vành phun khí là
Lk = Sk .Vk = 1,77. 22,3 = 39,47 m3/s
3.8.2Kiểm nghiệm điều kiện vận chuyển vật liệu của dòng khí.
Để chuyển được vật liệu lên vùng khí – bụi thì vận tốc treo của hạt có kích thước lớn nhất phải đạt được vận tốc đủ lớn để nâng được hạt vật liệu trong không gian vỏ máy nghiền.
Theo tài liệu [ 8 – tr176]Ta có Vt = 4,7 . (3.51)
Với d _ đường kính lớn nhất kích thước hạt sản phẩm, d = 90. 10 -6 m
_ khối lượng riêng của vật liệu = 1800 kg/m3
Suy ra vt = 4,7 . = 1,9 m/s
Thực tế hạt chuyển động phải có giá trị lớn hơn vì khi có nhiều hạt treo hướng vận tốc của dòng khí bọc quanh sẽ bị thay đổi do các hạt va chạm nhau.
Theo tài liệu [8 – tr176 ] ta có v = ( 1,25 ÷ 1,5 ) vt (3.52)
Chọn v = 1,4 vt = 1,4 . 1,9 = 2,66 m/s
- Tiết diện ngang của máy nghiền
S = π /4 .( Dm + 2.0,4 )2 = π /4 . ( 2,92 + 2.0,4 )2 = 10,86 m2
Lưu lượng khí qua tiết diện ngang là :
L = S.v = 10,86 . 2,66 = 28,89 < Lk ( thỏa mãn )
3.8.3 Kiểm tra lưu lượng gió để đảm bảo mật độ hỗn hợp khí bụi ở đầu ra.
Mật độ khí bụi được xác định theo tài liệu [8 – tr179]
η = kg/kg (3.53)
Trong đó : Lk _ lưu lượng không khí tại đường ra của thiết bị phân ly, kg/h
Lk = 39,47 m3/s = 39,47 .3600 .0,707 =100459,04 kg/h
Q_ Năng suất máy nghiền đứng, T/h
Q = 38,21 T/h
η _ mật độ dòng hỗn hợp khí – bụi, Kg/kg
Thay số ta được :
η = = 0,38 Kg/kg
Giá trị này chấp nhận được < 0,4 kg/kg.
.............................
4.4 Lắp đặt, vận hành và sửa chữa máy nghiền đứng bánh lăn
4.4.1 Lắp đặt máy nghiền
Đối với máy nghiền nhỏ thì máy được lắp đặt toàn bộ ở nhà máy sản xuất. Sau đó chỉ việc mang đến công trường đặt vào bệ bê tông đã được chuẩn bị sẵn từ trước. Trước khi đặt vào bệ bê tông phải tiến hành kiểm tra độ bằng phẳng của mặt bệ bằng nivo sau đó mới rời máy nên và lắp các bulong nền.
Còn đối với máy có công suất lớn như ở Nhà máy Đạm Ninh Bình thì máy nghiền được vận chuyển riêng từng phần đến công trường. Đầu tiên , đặt bộ máy lên nền bê tông, lấy nio kiểm tra độ ngang bằng của mặt chậu và điều chỉnh. Sau đó bắt chặt vào bulong nền tiếp theo là lắp trục thẳng đứng vào bộ truyền động. Tiếp theo đó là lắp cụm mâm nghiền vào với trục thẳng đứng rồi lắp đến các con lăn. Sau đó lắp bộ phận phân ly phía trên. Cuối cùng là lắp mô tơ dẫn động. Sau khi lắp xong quay thử mô tơ để xem có bị kẹt không rôì tra dầu mỡ vào các vị trí cần thiết.
Trước khi chạy thử máy cần chạy thử hộp giảm tốc trong 3 ÷ 4 giờ, sau đó lắp hộp giảm tốc với trục dẫn và chạy thử máy nghiền không có vật nghiền trong 3 ÷ 4 giờ.
Sau khi chayj thử thì kiểm tra xem có các sai sót gì không, rồi bắt đầu cho vật liệu cần nghiền vào nghiền trong khoảng 3 ÷ 4 rồi ngừng máy, để kiểm tra , xiết lại bulong.
4.4.2 Vận hành máy nghiền than
Các bunker chứa than phải được đặt trên mức . Mức bunker có thể dao động giữa một gía trị tối thiểu và tối đa. Mức tối thiểu là cần thiết để đảm bảo bịt kín khí đối với máy nghiền. Ở mức tối đa việc cung cấp than nghiền được ngừng lại.
Việc cấp than cho máy nghiền được điều khiển bởi tốc độ của thiết bị cấp than trọng lượng ( FC ). Người vận hành chọn tốc độ cấp than sao cho phù hợp.
Các mức nguyên liệu được lưu giữ ở ± 1 % từ mức đặt trong vòng 40 % đến 100 % phụ tải.
Kích cỡ của than bột được kiểm soát bởi lưu lượng khí trơ tuần hoàn, áp lực của con lăn trên bàn nghiền và tốc độ quay của thiết bị phân loại kiểu quay. Bình thường 2 thông số đầu tiên là hầu như không đổi và kích thước cỡ hạt được điều khiển bởi sự kiểm soát tốc độ phân loại kiểu quay. Nhiệt độ cửa ra của máy nghiền điều khiển máy tạo khí trơ. Mạch kiểm soát giữ nhiệt độ cửa ra liên tục ổn định. Vệc kiểm soát chính xác nhiệt độ cửa ra máy nghiền đảm bảo kiểm soát chính xác độ ẩm.
4.4.3Một số sự cố xảy ra
Một số những nguyên nhân phải dừng máy như :
- Các hệ thống cung cấp bị trục trặc: Tuỳ theo từng trường hợp mà có các biện pháp sử lý phù hợp.
- Cháy than: có thể xảy ra trong khu vực lưu trữ than cốc không có silo, Có thể tránh được điều này bằng cách giám sát nhiệt độ than (khoảng 50-75 cm dưới bề mặt) và kịp thời tải than và tái nén. Trong trường hợp đám cháy xuất hiện, cần triển khai kỹ thuật chống cháy tiêu chuẩn. Than đang cháy âm ỉ không cho phép vận chuyển đến bunke trong hệ thống nghiền sấy than.
- Cần lắp đặt van giảm áp để chống lại trường hợp rất hiếm khi xảy ra đó là quá áp do nitơ, do tắc nghẽn một trong những đường ống chính.
- Vận hành không an toàn khi hàm lượng ôxy cao: Nghiền sấy than được thực hiện trong môi trường khí trơ, nồng độ oxy được liên tục giám sát và tự động ngừng máy nghiền và hệ thống khí trơ nếu O2 vượt quá mức tối đa cho phép.
- Hiện tượng tĩnh điện: Các máy nghiền cần được nối đất để tránh hiện tượng tĩnh điện
4.4.4 Bảo trì, bảo dưỡng máy nghiền
Sau khi làm việc một thời gian thì cần phải tổ chức bảo trì, bảo dưỡng máy nghiền và thường được chia làm ba loại :
- Sửa chữa nhỏ : khi làm việc từ 500 ¸ 1000 giờ thì phải kiểm tra siết lại các bulong tra mỡ vào ổ bi, lau chùi máy.
- Sửa chữa vừa : Khi máy làm việc từ 4000 ¸ 6000 giờ thì ta phải đảo chiều mài mòn con lăn, hoặc thay vỏ con lăn, thay tấm lót chặn, thay bạc và các ổ bi, thay tấm gạt
- Sửa chữa lớn : Sau khi máy nghiền làm việc từ 10000 ¸ 12000 giờ, ta phải thay vỏ con lăn, thay ổ bi, tấm lót chặn, thay các bánh răng và thay các trục đã mòn.
CHƯƠNG 5: TÍNH TOÁN THIẾT BỊ PHỤ TRỢ
5.1 Thiết bị phân loại kiểu quay
5.1.1 Khái quát chung
Trong công nghiệp nghiền mịn noí chung, thì phương pháp phân loại đóng vai trò quyết định đến chất lượng sản phẩm. Có rất nhiều nguyên lý khác nhau, nhưng mục đích chung của việc phân loại là tách sản phẩm cần phân loại thành các nhóm sản phẩm có thông số đặc trưng như nhau hoặc gần giống nhau.
Về Thiết bị phân ly kiểu quay ( kiểu roto) này vừa có hiệu quả phân ly tốt, lại vừa đạt độ mịn cao, nên nó được sử dụng rất phổ biến.
Khi tính toán thiết bị phân ly, ta phải dựa vào các giả thiết sau :
- Trường vận tốc của dòng khí phải luôn đồng nhất hay nói khác là vận tốc của dòng khí luôn là hằng sô.
- Các lực tác động lên mỗi hạt phải là các lực có hàm số phụ thuộc khác nhau vào kích thước của chúng và ngược chiều nhau
- Giới hạn phân ly được xác lập bởi các hạt có cùng kích thước và có trạng thái cân bằng động lực trong vùng phân ly. ( các hạt có kích thước khác với kích thước của hạt ở trạng thái cân bằng động lực sẽ được tách ra theo các hướng khác nhau. Hạt nhỏ hơn đi về một hướng, hạt lớn hơn sẽ đi theo hướng khác. )
- Lực tác động lên hạt có kích thước bất kỳ có thể điều chỉnh được trong phạm vi rộng.
5.1.2 Các thông số cơ bản của thiết bị phân ly
- Theo tài liệu số 8 trang 180 ta có đường kính trong của roto
D1 = C. (5.1)
Trong đó : C _ là hệ số vận tốc C = 1,21 ÷ 1,7
Chọn C = 1,6
L_ là lưu lượng khí qua roto,m3 /s
L = Lk =39,47 m3/s
D1_ là đường kính trong của roto, m
ω _ vận tốc góc của roto, rad/s
Theo thông số kỹ thuật thực tế,thì tốc độ quay rôto nằm trong khoảng 30 ÷ 120 vòng/phút.
Ta chọn số vòng quay của rôto là nroto = 80 v/p . vậy ω = 2.π .80/ 60 = 8,37 rad/s
Thay số ta được : D1 = C. = 1,6. = 2,68 m
=>> R1 = 1,34 m
vChiều cao của roto.
Chiều cao của roto được xác định theo công thức thực nghiệm ( theo tài liệu 8-tr180) ta có :
H = ( 0,3 ÷ 0,6 ) D1 (5.2)
Thay số : H = 0,804 ÷ 1,608 m
Chọn H = 1,4 m
vTính cường độ lắng.
Cường độ lắng c là thông số đặc trưng cho thiết bị phân ly, và nó được xác định theo :
c = m2/s (5.3)
trong đó : L _ là lưu lượng khí qua roto, L = 39,47 m3/s
H_ là chiều cao của roto, H = 1,4 m
Thay số : c = 39,47 / (2.3,14. 1,4 ) =4,49 m2/s
vTính đường kính giới hạn ứng với R1
Theo tài liệu [8 - tr180] Ta có : dR1 = (5.4)
Trong đó : R1 _ là bán kính trong của roto, R1 = 1,34 m
η _ là hệ số nhớt động lực học của dòng khí, η = 2460.10-8 N.s/m2
ω_ là vận tốc góc,ω = 8,37 rad/s
c_ là cường độ lắng, c =4,49 m2/s
ρv_ khối lượng riêng của vật liệu, ρv = 1800 kg/m3
ρ0_ là khối lượng riêng của dòng khí ( khí trơ ),ở t = 120 °C ta có
ρ0 = 0,707 kg/m3
Thay số ta được : dR1 = = 9,3.10-5 m = 93 µm
vĐường kính ngoài của roto
Theo tài liệu 8 tr 181 ta có : R2 = R1 . (5.5)
Theo yêu cầu đề bài có dR2 không lớn hơn 90 µm
Do đó R2 = R1 . 93 / 90 = 1,34 . 93 /90 = 1,384 m
Vậy D2 = 2,768 m => Chọn D2 = 2,8 m
vXác định vỏ ngoài của vành hướng dòng.
Theo tài liệu 8 tr 181 ta có : Dhd = D2 / 0,7 (5.6)
Thay số : Dhd = 2,8 / 0,7 = 4 m
5.2 Thiết bị lọc bụi túi vải
Thiết bị lọc tay áo là thiết bị lọc vải có vật liệu lọc dạng tay áo hình trụ và lắp vào một thiết bị hoàn chỉnh có kèm theo các bộ phận cơ giới hoặc bán cơ giới để giũ bụi .
Khí cần lọc được đưa vào phễu chứa bụi rồi theo các ống túi vải đi từ trong ra ngoài hoặc từ ngoài vào trong để đi vào ống góp khí sạch và thoát ra ngoài. Khi bụi đã bám nhiều trên mặt trong hoặc mặt ngoài của ống tay áo làm cho sức cản của chúng tăng cao ảnh hượng tới năng suất lọc, người ta tiến hành hoàn nguyên bằng cách rung để giũ bụi kết hợp với thổi khí ngược từ ngoài vào trong ống tay áo hoặc phụt không khí nén kiểu xung lực để không khí đi từ trong ra ngoài ống tay áo .
5.2.1 Thông số công nghệ
Năng suất : Qv = 140000 m3/h
Nồng độ bụi vào thiết bị : Cv = 400g/m3= 400000 mg/ m3 = 0,4 kg/m3
Nhiệt độ khói vào thiết bị : tov = 120oC
Khói thải ra đạt tiêu chuẩn loại A(nồng độ khí bụi ra khỏi thiêts bị là 50 mg/m3).
5.2.2 Tính diện tích bề mặt lọc
Theo tài liệu tham khảo số 13, CT 3.18 Tr112 ta có:
) (5.7)
Trong đó:
V: năng suất yêu cầu (m3/h)
V = 140000 (m3/h).
: năng suất riêng cho một bề mặt lọc (cường độ lọc) m3/m2.h ,
Ta có = 15 ÷ 200 => Chọn = 100 m3/m2.h
ɳ: hiệu suất lọc, thường lấy ɳ = 0,85
do đó:
5.2.3 Số ống túi vải
Theo tài liệu [13- 3.19 Tr 112] ta có:
(5.8)
Trong đó:
F: Diện tích bề mặt lọc (m2)
D: Đường kính túi lọc (m)
L: Chiều dài làm việc của túi lọc (m)
Dựa theo tài liệu nhà máy Đạm Ninh Bình Chọn D = 0,12 (m) và L = 6 (m)
Do đó:
= 728 ,5 (ống )
Chọn số ống là: n = 750 (ống)
Thiết kế thành 10 cụm, mỗi cụm 150 ống. trong 1 cụm thiết kế làm 5 hàng, mỗi hàng gồm 15 ống.
5.2.4 Khối lượng bụi thu được [11]
Khối lượng riêng hỗn hợp khí và bụi được tính theo tài liệu 11 ta có :
+ (1- ) (5.9)
Trong đó:
: Khối lượng riêng của bụi than, = 1800 kg/m3
: Khối lượng riêng khí ở 1200C, = 0,707 kg/m3
CV: Nồng độ bụi vào ,CV = 400 g/m3 = 0,4 kg/m3
Thay thế các số liệu vào phương trình ta được phương trình sau:
– 0,707 - 719,7= 0
Giải phương trình trên ta được:= 27,2 kg/m3
Lượng hệ khí bụi vào ống tay áo:
Gv = ρhhQv = 27,2 140000 = 3808000 kg/h
Nồng độ bụi trong hệ khí đi vào thiết bị lọc tay áo (% khối lượng)
yv = 100%= 100% = 1,47 %
Nồng độ bụi trong hệ khí ra khỏi thiết bị (% khối lượng)
yr = yv (1 – η) = 1,47 × (1 – 0,999) = 1,47 10-3 %
Lượng hệ khí bụi ra khỏi thiết bị
Gr = Gv = 3808000
= 3752077,6 kg/h
Lượng khí sạch hoàn toàn
Gs = Gv = 3808000 = 3752022,4 kg/h
Lưu lượng hệ khí đi ra khỏi thiết bị
Qr = = =137944,0 m3/h
Năng suất của thiết bị lọc theo lượng khí sạch hoàn toàn :
Qs = = = 5306962,4 m3/h
Lượng bụi thu được :
Gb = Gv – Gr = 3808000 – 3752077,6 = 55922,4 kg/h
Khối lượng bụi thu được trong một ngày:
m = 55922,4 24 = 1342137,6 kg/ngày
Thể tích bụi thu được : p=1800 kg/m3
V = = 745,6 m3
5.2.5 Trở lực của thiết bị lọc và chu kì tái sinh vải lọc
Theo “ Particulate Emission Control, Environmental engineer’s mathematics handbook, page 240, Chapter 9 “ Ta có Tổn thất áp suất của thiết bị lọc túi vải được tính theo công thức sau:
∆Ptb = 0,2Vf + 5Cv(Vf)2.t (5.10)
Với :
∆Ptb : tổn thất áp suất trong thiết bị, inches H2O
Vf : vận tốc lọc,ft/phút
Vf = = = 0,024 m/s = 0,024.3,28.60 =4,72 ft/phút
Cv : nồng độ bụi vào, lb/ft3
Cv = 400000 mg/m3 = 400000.6,24 .10-8 = 0,025 lb/ft3
t: thời gian giữa các lần rung giũ,phút, chọn t = 2 phút
∆Ptb = 0,2.Vf + 5.Cv.(Vf)2.t = 0,2. 4,72 + 5.0,025.(4,72)2 .2
= 6,51 inches H2O = 6,51 . 2,491.102 = 1621,6 N/m2
1ft = 0,305m, 1lb = 0.45359237 kilograms,
1inches H2O = 25.4 millimeters H2O = 2,491mbar= 2,491.102 Pa or N/m2
− Chọn thiết bị lọc bụi tay áo có hệ thống phụt khí nén kiểu xung lực để rũ bụi
− Chọn máy nén :
Thời gian rũ bụi rất ngắn, thường chỉ vài giây đối với thiết bị rũ bụi bằng khí nén. Ta chọn thời gian rũ bụi là 5s
Quá trình rũ bụi được điều khiển bởi các valve điện tử được gắn trực tiếp trên mỗi hàng ống dẫn khí (6 hàng ống dẫn khí, mỗi hàng có 7 ống thổi thẳng vào ống tay áo). Lưu lượng rũ bụi cho mỗi túi vải khoảng 5l/s, áp suất là 5atm.
Lưu lượng cho mỗi lần rũ bụi : Q = 7 5 = 35 l/s = 126 m3/h
Nguyên tắc rũ bụi : sau khi rũ bụi cho hàng thứ nhất xong, sau 2 phút valve khí tại hàng thứ hai sẽ hoạt động rũ bụi cho hàng túi thứ hai. Quá trình này sẽ lặp đi lặp lại cho tới hàng túi vải cuối cùng. Khi đó một chu kỳ rũ bụi mới cho hàng thứ nhất lại bắt đầu.
Lượng khí nén trong 2 phút : V = Q t = 35 2 60 = 4200 l = 4,2 m3
Chu kỳ rũ bụi cho một hàng tay áo = 6 2 60 + 6 5 = 750 s = 12,5 phút
Chọn máy nén có áp suất 5atm, lưu lượng khí nén cho một lần rũ bụi là 126 m3/h
Chọn vải tổng hợp làm ống tay áo
5.2.6 Tính cơ khí
5.2.6.1 Tính kết cấu thiết bị lọc túi
Chọn kết cấu thiết bị hình hộp gồm các tấm thép được hàn với nhau. Phần bunke dạng chóp cụt, cũng gồm các tấm thép hàn lại với nhau
Chọn khoảng cách dưới các túi là khoảng 1,5D với D là đường kính của ống túi : D=120 mm. Vì vậy chọn khoảng cách giữa các túi là 200mm.
Chọn khoảng cách giữa tâm túi vải ngoài cùng với thân thiết bị là 2D =240 mm.
Chiều dài mỗi túi ta đã chọn ở trên là 6000mm. Chọn n =750 túi lọc, ta chia thiết bị ra làm 10 cụm, mỗi cụm có 75 túi, gồm 5 hàng, mỗi hàng 15 túi lọc.
Khoảng cách giữa các cụm là 90 mm
Khoảng tháo khí giữa các khối : 1400mm
Vì vậy chiều cao tổng của phần hộp là 6200mm, chiều rộng tổng phần hộp (gồm 10 ngăn) là L= (0,12.15 + 0,02.14+ 2.0,24 + 0,09).2 =2,9 m. Chiều dài phần hộp là W = (0,12.5 + 0,02.4 + 2.0,24 + 4.0,09) .5 = 7,6 m.
Ta cần tính chiều dày thiết bị và kiểm tra bền cho thành thiết bị có dạng các tấm mỏng hình chữ nhật gồm nắp và 4 vách xung quanh
5.6.2.2 Tính bề dày thiết bị
Chọn vật liệu
Điều kiện làm việc của thiết bị:
- Thiết bị làm việc trong môi trường ăn mòn do xi măng
- Nhiệt độ làm việc toC = 90oC
- Thiết bị làm việc chịu áp suất trong với áp suất làm việc Plv = 1621,6 N/m2
Chọn vật liệu là thép cacbon thường để chế tạo thiết bị:
Tra bảng XII.4, XII.7, XIII.8 trong Sổ tay quá trình thiết bị tập 1, ta được:
- Ký hiệu thép CT3
- Giới hạn bền σk = 380.106 N/m2
- Giới hạn chảy σc = 240.106 N/m2
- Chiều dày tấm thép b = 4 – 20 mm.
- Độ giãn tương đối δ = 25%
- Hệ số dẫn nhiệt λ = 50 W/m.oC
- Khối lượng riêng: ρ = 7850 kg/m3
- Áp suất thử thủy lực Pth = 1,5 Plv
Chọn công nghệ gia công là hàn tay bằng hồ quang điện, bằng cách hàn giáp mối 2 bên.
- Hệ số hiệu chỉnh η = 1
- Hệ số an toàn bền kéo nk = 2,6
- Hệ số an toàn bền chảy nc = 1,5
- Hệ số bền mối hàn φh = 0,95
Điều kiện làm việc của thiết bị :
- Ứng suất cho phép của vật liệu theo giới hạn bền:
(5.11)
(5.12)
Vậy dùng [σk] = 146.106 N/m2 để tính toán.
Theo tài liệu CT. 28 -10 [14] Chiều dày thiết bị là:
(5.13)
Trong đó :
+ K : Giá trị phụ thuộc mép tấm gối hay ngàm, vì bản mỏng chữ nhật ngàm theo chu vi nên K = 0,45.
+b : Chiều dài bản chữ nhật : b=L =7,6 m
+a : Chiều rộng bản chữ nhật :a=H.=6,2 m
+p : Áp suất làm việc p= 1621,6 N/m2
+C : hệ số bền , C = C1 + C2 + C3
C1 = 1 mm: hệ số bổ sung do bào mòn hóa học trong thời hạn sử dụng thiết bị là 15 năm với tốc độ ăn mòn 0,1 mm/năm.
C2 = 0 mm: hệ số bổ sung do hao mòn, chỉ cần tính đến trong các trường hợp nguyên liệu có chứa các hạt rắn chuyển động với tốc độ lớn ở trong thiết bị. Đại lượng C2 thường chọn theo thực nghiệm. Đa số trường hợp khi tính toán thiết bị hóa chất, ta có thể bỏ qua C2.
C3 = 1 mm: hệ số bổ sung do dung sai âm (tra bảng XIII.9 – tập 2 sổ tay thiết bị)
Þ C = 2 mm
Thay số ta được :
= 0,45.7,6. + 2.10-3 = 3,02 .10-3 m
Vậy chọn bề dày S = 5 mm.
Kiểm tra bền với áp suất thử thủy lực :Pt = 1,25P với t < 4000C nhưng không bé hơn ( P + 0,3).
Pt = 1,25.P = 1,25.1621,6 = 2027 (N/m2) > (P + 0,3)
Ứng suất lớn nhất đối với bản mỏng hình chữ nhật bị ngàm heo chu vi, chịu áp suất phân bố đều trên cả bề mặt (tại điểm giữa cạnh dài b ), (CT6 -56[14]).
Thay số ta có:
Mmσmax = = 38958,5 < 146.106 (N/m2)
Vậy bản chữ nhật đủ bền.
KẾT LUẬN
Sau thời gian được nhận và tiến hành làm đồ án với nỗ lực tìm tòi của bản thân, và sự giúp đỡ tận tâm và nhiệt huyết của thầy giáo TS. Vũ Hồng Thái, cũng như các thầy cô giáo trong bộ môn “ Máy và thiết bị Công nghiệp Hóa chất và Thực phẩm”. Em đã hoàn thành được bản đồ án tốt nghiệp của mình.
Qua quá trình tìm hiểu và tính toán em đã hiểu và thu được một số kết quả sau :
vTính chất và ứng dụng của Ure và NH3.
vCơ sở lý thuyết của quá trình nghiền.
vTổng quan về các thiết bị nghiền mịn.
vHiểu sơ đồ hệ thống cụm nghiền than,
vNắm được nguyên lý, cấu tạo và hoạt động của máy nghiền đứng bánh con lăn.
vNắm được cấu tạo, nguyên lý của các thiết bị phụ trợ sàng phân loại kiểu quay, thiết bị lọc bụi kiểu túi.
Trong quá trình tính toán, các kết quả đạt được có kết quả tương đối sát với số liệu thực tế tại Nhà máy Đạm Ninh Bình. Tuy nhiên do thời gian làm đồ án còn hạn chế, cũng như tài liệu và kiến thức thực tế của em vẫn còn hạn chế rất nhiều , chính vì vậy bản đồ án của em không tránh khỏi những sai sót. Kính mong thầy cô xem xét và chỉ bảo cho em. Em xin tiếp thu và sửa chữa để bản đồ án của em được hoàn thiện hơn.
Em xin chân thành cảm ơn !









