ĐỒ ÁN TỐT NGHIỆP CƠ ĐIỆN tử MÔ HÌNH CHIẾT RÓT NƯỚC ĐÓNG NẮP CHAI TỰ ĐỘNG









NỘI DUNG ĐỒ ÁN
ĐỒ ÁN TỐT NGHIỆP CƠ ĐIỆN tử CHIẾT RÓT NƯỚC ĐÓNG NẮP CHAI TỰ ĐỘNG
DANH SÁCH HÌNH VÀ BẢNG ĐƯỢC DÙNG TRONG BÀI BÁO CÁO
Hình 1.1: Cấu trúc của PLC........................................................................................trang 4
Hình 1.2 Programming Cosole...................................................................................trang 7
Hình 1.3. PLC OMRON............................................................................................trang10
Hình 1.4: Phụ kiện kết nối........................................................................................trang 13
Hình 2.1: Băng tải. ...................................................................................................trang 14
Hình 2.2: Khối rót nước.............................................................................................trang17
Hình 2.3: Khối đẩy nước..........................................................................................trang 17
Hình 2.4: Sơ đồ bơm nước...................................................................................... trang 18
Hình 2.5: Hộp rớt nắp............................................................................................. trang 19
Hình 2.6: Khu đẩy nắp xuống................................................................................. trang 19
Hình 2.7: Thanh giữ cổ chai.....................................................................................trang 20
Hình 2.8: Cơ cấu vặn nắp.........................................................................................trang 20
Hình 2.8: Chai có nắp...............................................................................................trang 21
Hình 2.10: Chai không có nắp..................................................................................trang 21
Hình 2.11: Cơ cấu giảm tốc độ chạy của băng tải....................................................trang 22
Hình 2.12: Mạch nguồn............................................................................................trang 23
Hình 2.13: Mạch cảm biến phát hiện chai................................................................trang 23
Hình 2.15: Các sơ đồ mạch điện PLC…………………………………………….trang 25
Hình 2.16: Mạch kích Relay ....................................................................................trang 26
Hình 3.1: Phần mềm CX – ONE............................................................................. trang 29
Bảng 1.1: Module mở rộng của PLC OMRON...................................................... trang 10
Bảng 1.2: Đặc tính chung của PLC OMRON..........................................................trang 11
Bảng 1.3: Đặc tính kỹ thuật của PLC OMRON.......................................................trang 13
Bảng 2.1: Tín hiệu kích Relay..................................................................................trang 27
Bảng 2.2: Kí hiệu cảm biến......................................................................................trang 29
Bảng 3.1: Các phần mềm của CX – ONE...............................................................trang 31
Chương 1: Giới thiệu về PLC
1.1 Giới thiệu về bộ điều khiển lập trình PLC
Hệ thống điều khiển là tập hợp các dụng cụ, thiết bị điện tử, được dùng ở
các hệ thống cần đảm bảo tính ổn định, sự chính xác, sự chuyển đổi nhịp nhàng
của một quy trình hoặc một hệ thống hoạt động. Nó hoạt động bất cứ yêu cầu nào của dụng cụ, từ cung cấp năng lượng đến một thiết bị bán dẫn. Với thành quả của sự phát triển công nghệ nhanh chóng thì việc điều khiển những hệ thống phức tạp sẽ được thực hiện bởi một hệ thống điều khiển tự động hóa hoàn toàn, đó là PLC, nó được sử dụng kết hợp với máy tính chủ. Ngoài ra, nó còn giao diện để kết nối với các thiết bị khác như: bảng điều khiển, động cơ, relay,... Khả năng chuyển giao mạng của PLC có thể cho phép chúng phối hợp xử lí, điều khiển những hệ thống lớn. Ngoài ra, nó còn thể hiện sự linh hoạt cao trong việc phân loại các hệ thống điều khiển. Mỗi bộ phận trong hệ thống điều khiển đóng một vai trò rất quan trọng.
PLC viết tắt của Programmable Logic Controller, là thiết bị điều khiển lập trình được (khả trình) cho phép thực hiện linh hoạt các thuật toán điều khiển logic thông qua một ngôn ngữ lập trình. Người sử dụng có thể lập trình để thực hiện một loạt trình tự các sự kiện. Các sự kiện này được kích hoạt bởi tác nhân kích thích (ngõ vào) tác động vào PLC hoặc qua các hoạt động có trễ như thời gian định thì hay các sự kiện được đếm. PLC dùng để thay thế các mạch relay trong thực tế. PLC hoạt động theo phương thức quét các trạng thái trên đầu ra và đầu vào. Khi có sự thay đổi ở đầu vào thì đầu ra sẽ thay đổi theo. Ngôn ngữ lập trình của PLC có thể là Ladder hay State Logic. Hiện nay có nhiều hãng sản xuất ra PLC như Siemens, Allen Bradley, Mitsubishi Electric, General Electric, Omron, Honeywell...
1.1.1 Ưu điểm của PLC
-Tốn ít không gian: Một PLC cần ít không gian hơn một máy tính tiêu chuẩn hay tủ điều khiển relay để thực hiện cùng một chức năng.
- Tiết kiệm năng lượng: PLC tiêu thụ năng lượng ở mức rất thấp, ít hơn cả các máy tính
thông thường.
- Khả năng thích ứng với môi trường công nghiệp: Các vỏ của PLC được làm từ các vật liệu cứng, có khả năng chống chịu được bụi bẩn, dầu mỡ, độ ẩm, rung động và nhiễu. Các máy tính tiêu chuẩn không có khả năng này.
- Giao diện trực tiếp: Các máy tính tiêu chuẩn cần có một hệ thống phức tạp để có thể giao tiếp với môi trường công nghiệp. Trong khi đó các PLC có thể giao diện trực tiếp nhờ các mô đun vào ra I/O.
- Lập trình dễ dàng: Phần lớn các PLC sử dụng ngôn ngữ lập trình là sơ đồ thang, tương
tự như sơ đồ đấu của các hệ thống điều khiển rơ le thông thường.
- Tính linh hoạt cao: Chương trình điều khiển của PLC có thể thay đổi nhanh chóng và dễ dàng bằng cách nạp lại chương trình điều khiển mới vào PLC bằng bộ lập trình, bằng thẻ nhớ, bằng truyền tải qua mạng.
1.1.2 Nhược điểm của PLC
Do chưa tiêu chuẩn hoá nên mỗi công ty sản xuất ra PLC đều đưa ra các ngôn ngữ lập trình khác nhau, dẫn đến thiếu tính thống nhất toàn cục về hợp thức hoá.
Trong các mạch điều khiển với quy mô nhỏ, giá của một bộ PLC đắt hơn khi sử dụng bằng phương pháp rơle.
1.1.3 Cấu trúc, nguyên lý hoạt động, vai trò của PLC. a. Cấu trúc
Tất cả các PLC đều có thành phần chính là:
+ Một bộ nhớ chương trình RAM bên trong( có thể mở rộng thêm một số bộ nhớ
ngoài EPROM ).
+ Một bộ vi xử lý có cổng giao tiếp dùng cho việc ghép nối với PLC.
+ Các Modul vào /ra.
Bên cạnh đó, một bộ PLC hoàn chỉnh còn đi kèm thêm một đơn vị lập trình bằng tay hay bằng máy tính. Hầu hết các đơn vị lập trình đơn giản đều có đủ RAM để chứa đựng chương trình dưới dạng hoàn thiện hay bổ sung . Nếu đơn vị lập trình là đơn vị xách tay, RAM thường là loại CMOS có pin dự phòng, chỉ khi nào chương trình đã được kiểm tra và sẵn sàng sử dụng thì nó mới truyền sang bộ nhớ PLC . Đối với các PLC lớn thường lập trình trên máy tính nhằm hỗ trợ cho việc viết, đọc và kiểm tra chương trình. Các đơn vị lập trình nối với PLC qua cổng RS232, RS422, RS458, …
Hình 1.1 Cấu trúc của PLC
b. Nguyên lý hoạt động của PLC
CPU điều khiển các hoạt động bên trong PLC. Bộ xử lý sẽ đọc và kiểm tra chương trình được chứa trong bộ nhớ, sau đó sẽ thực hiện thứ tự từng lệnh trong chương trình, sẽ đóng hay ngắt các đầu ra. Các trạng thái ngõ ra ấy được phát tới các thiết bị liên kết để thực thi. Và toàn bộ các hoạt động thực thi đó đều phụ thuộc vào chương trình điều khiển được giữ trong bộ nhớ.
Hệ thống Bus là tuyến dùng để truyền tín hiệu, hệ thống gồm nhiều đường tín hiệu
song song :
Address Bus: Bus địa chỉ dùng để truyền địa chỉ đến các Modul khác nhau.
Data Bus: Bus dùng để truyền dữ liệu.
Control Bus: Bus điều khiển dùng để truyền các tín hiệu định thì và điều khiển đồng bộ các hoạt động trong PLC .
Trong PLC các số liệu được trao đổi giữa bộ vi xử lý và các modul vào ra thông qua Data Bus. Address Bus và Data Bus gồm 8 đường, ở cùng thời điểm cho phép truyền 8 bit của 1 byte một cách đồng thời hay song song.
Nếu một modul đầu vào nhận được địa chỉ của nó trên Address Bus, nó sẽ chuyển tất cả trạng thái đầu vào của nó vào Data Bus. Nếu một địa chỉ byte của 8 đầu ra xuất hiện trên Address Bus, modul đầu ra tương ứng sẽ nhận được dữ liệu từ Data bus. Control Bus sẽ chuyển các tín hiệu điều khiển vào theo dõi chu trình hoạt động của PLC. Các địa chỉ và số liệu được chuyển lên các Bus tương ứng trong một thời gian hạn chế.
Hệ thống Bus sẽ làm nhiệm vụ trao đổi thông tin giữa CPU, bộ nhớ và I/O . Bên cạnh đó, CPU được cung cấp một xung Clock có tần số từ 1¸8 MHZ. Xung này quyết định tốc độ hoạt động của PLC và cung cấp các yếu tố về định thời, đồng hồ của hệ thống.
c. Bộ nhớ
PLC thường yêu cầu bộ nhớ trong các trường hợp: Làm bộ định thời cho các kênh trạng thái I/O. Làm bộ đệm trạng thái các chức năng trong PLC như định thời, đếm, ghi các Relay.
Mỗi lệnh của chương trình có một vị trí riêng trong bộ nhớ, tất cả mọi vị trí trong bộ nhớ đều được đánh số, những số này chính là địa chỉ trong bộ nhớ. Địa chỉ của từng ô nhớ sẽ được trỏ đến bởi một bộ đếm địa chỉ ở bên trong bộ vi xử lý. Bộ vi xử lý sẽ giá trị trong bộ đếm này lên một trước khi xử lý lệnh tiếp theo. Với một địa chỉ mới, nội dung của ô nhớ tương ứng sẽ xuất hiện ở đầu ra, quá trình này được gọi là quá trình đọc .
-Bộ nhớ bên trong PLC được tạo bởi các vi mạch bán dẫn, mỗi vi mạch này có khả năng chứa 2.000 - 16.000 dòng lệnh, tùy theo loại vi mạch. Trong PLC các bộ nhớ như RAM, EPROM đều được sử dụng:
RAM (Random Access Memory ) có thể nạp chương trình, thay đổi hay xóa bỏ nội dung bất kỳ lúc nào. Nội dung của RAM sẽ bị mất nếu nguồn điện nuôi bị mất. Để tránh
tình trạng này các PLC đều được trang bị một pin khô, có khả năng cung cấp năng lượng dự trữ cho RAM từ vài tháng đến vài năm. Trong thực tế RAM được dùng để khởi tạo và kiểm tra chương trình. Khuynh hướng hiện nay dùng CMOS-RAM nhờ khả năng tiêu thụ thấp và tuổi thọ lớn .
EPROM (Electrically Programmable Read Only Memory) là bộ nhớ mà người sử dụng bình thường chỉ có thể đọc chứ không ghi nội dung vào được. Nội dung của EPROM không bị mất khi mất nguồn, nó được gắn sẵn trong máy, đã được nhà sản xuất nạp và chứa hệ điều hành sẵn. Nếu người sử dụng không muốn mở rộng bộ nhớ thì chỉ dùng thêm EPROM gắn bên trong PLC. Trên PG (Programer) có sẵn chỗ ghi và xóa
EPROM.
EEPROM (Electrically Erasable Programmable Read Only Memory) liên kết với những truy xuất linh động của RAM và có tính ổn định. Nội dung của nó có thể đượcxóa và lập trình lại, tuy nhiên số lần lưu sửa nội dung là có giới hạn.
Môi trường ghi dữ liệu thứ tư là đĩa cứng hoặc đĩa mềm, được sử dụng trong máy lập trình. Đĩa cứng hoặc đĩa mềm có dung lượng lớn nên thường được dùng để lưu những
chương trình lớn trong một thời gian dài .
-Kích thước bộ nhớ :
Các PLC loại nhỏ có thể chứa từ 300 -1.000 dòng lệnh tùy vào công nghệ chế tạo .
Các PLC loại lớn có kích thước từ 1K - 16K, có khả năng chứa từ 2.000 -16.000 dòng lệnh.
Ngoài ra còn cho phép gắn thêm bộ nhớ mở rộng như RAM , EPROM.
d. Vai trò.
Trong một hệ thống điều khiển tự động, PLC được xem như là trái tim của hệ thống điều khiển. Với một chương trình ứng dụng ( đã được lưu trữ bên trong bộ nhớ của PLC) thì PLC được liên tục kiểm tra trạng thái của hệ thống, bao gồm: kiểm tra các tín hiệu phản hồi từ các thiết bị nhập, dựa vào chương trình logic để xử lí tín hiệu và mang các tín hiệu điều khiển ra các thiết bị xuất.
PLC được dùng để điều khiển những hệ thống từ đơn giản đến phức tạp. Hoặc ta có thể kết hợp chúng với nhau thành một mạng truyền thông có thể điều khiển một quá trình phức hợp.
1.1.4 Các thiết bị nhập và xuất trong PLC
a. Các thiết bị nhập
Sự thông minh của một hệ thống tự động hóa phụ thuộc vào khả năng đọc các tín hiệu
từ các cảm biến tự động của PLC.
Hình thức giao diện cơ bản giữa PLC và các thiết bị nhập là: nút nhấn, phím.... Ngoài ra, PLC còn nhận được các tín hiệu từ các thiết bị nhận dạng tự động như: công tắc hành trình, cảm biến quang điện... các loại tín hiệu nhập đến PLC phải là trạng thái logic ON/OFF hoặc tín hiệu Analog. Những tín hiệu ngõ vào này được giao tiếp với PLC qua các modul nhập.
b. Các thiết bị xuất
Trong một hệ thống tự động hóa, thiết bị xuất cũng là một yếu tố rất quan trọng. Nếu ngõ ra của PLC không được kết nối với thiết bị xuất thì hầu như hệ thống sẽ bị tê liệt hoàn toàn. Các thiết bị xuất thường là: động cơ, relay, chuông báo, .... Thông qua hoạt động của motor, các cuộn dây, PLC có thể điều khiển một hệ thống từ đơn giản đến phức
tạp. Các thiết bị xuất là một phần kết cấu của hệ thống tự động hóa và vì thế nó ảnh hưởng trực tiếp vào hiệu xuất của hệ thống.
Các đường tín hiệu từ bộ cảm biến được nối vào các modul ( các đầu vào của PLC ), các cơ cấu chấp hành được nối với các modul ra ( các đầu ra của PLC ). Hầu hết các PLC có điện áp hoạt động bên trong là 5V, tín hiệu xử lý là 12/24VDC hoặc 100/240VAC. Mỗi đơn vị I/O có duy nhất một địa chỉ, các hiển thị trạng thái của các kênh I / O được cung cấp bởi các đèn LED trên PLC, điều này làm cho việc kiểm tra hoạt động nhập xuất trở nên dễ dàng và đơn giản .
Bộ xử lý đọc và xác định các trạng thái đầu vào (ON, OFF) để thực hiện việc đóng hay
ngắt mạch ở đầu ra.
1.2 Lập trình cho PLC( thiết bị lập trình bằng tay – Programming Cosole ) Programming Cosole là một bộ bàn phím lập trình cầm tay cho PLC của OMRON dùng ngôn ngữ lập trình dạng dòng lệnh Mnemonic Code. Nó cũng được dùng để đọc chương trình trong bộ nhớ và thiết lập các chế độ hoạt động của PLC.
Bộ Programming Cosole sẽ được nối vào cổng Peripheal Port của PLC dùng cáp đi kèm, qua đây Programming Cosole sẽ nhận nguồn nuôi từ PLC, đồng thời có thể đọc ghi chương trình trong PLC.
Hình 1.2 Programming Cosole
1.2.1 Khởi đầu
Khi mới nối Programming Cosole với PLC, màn hình của Programming Cosole sẽ hỏi password trên màn hình hiển thị( Dislay).
................................Sau khi bấm như vậy ta sẽ thấy xuất hiện số 00000: đây là số thứ tự của bước lập trình đầu tiên của PLC. Nếu bấm tiếp phím có hình mũi tên xuống, ta sẽ thấy các bước tiếp theo của chương trình đã có sẵn trong PLC.
1.2.2 Các chế độ hoạt động của PLC
Trước khi khởi động chương trình PLC yêu cầu người sử dụng phải có những cài đặt sau:
Chế độ Program: Là chế độ lập và sửa chương trình cho PLC. Chương trình trong
PLC sẽ không được thực hiện ở chế độ này.
Chế độ theo dõi Monitor: Là chế độ trong đó chương trình trong PLC sẽ được thực hiện, đồng thời các địa chỉ nhớ trong PLC có thể được đặt lại trực tiếp từ bộ lập trình như
các bit vào ra, các timer, counter,... Đây là chế độ nên đặt khi muốn sửa chương trình.
Chế độ RUN: Là chế độ mà chương trình điều khiển trong PLC được thực hiện và nội dung trong PLC chỉ có thể theo dõi chứ không thể sửa đổi từ bên ngoài. Đây là chế độ
nên đặt sau khi chương trình đã nhập và kiểm tra đúng đắn.
Trên PC chúng ta thấy có một cửa sổ hiển thị, cửa sổ này hiển thị dữ liệu được đưa vào số điều khiển lập trình. Các thông số như là nội dung của các địa chỉ và các lệnh trong chương trình có thể được hiển thị. Với 3 chế độ lựa chọn trên, cho phép người sử dụng nạp các chương trình thực hiên chế độ điều hành, chạy chương trình thay đổi giá trị thông số nào đó của chương trình ngay cả chương trình mà máy vẫn đang thực hiện.
1.2.3 Các phím tiện ích của bộ lập trình
PLC cho phép chọn các lệnh chương trình tương đối rộng rãi và do đó cho phép dễ dàng điều khiển lập trình những chương trình phức tạp. Các lệnh được giải thích ở đây bao gồm các kí hiệu sơ đồ và các mã Mnemonic.
Phím lệnh
ND cho phép các điểm phụ được nối với nhau để hình thành một mạch nối tiếp.
OR: Cho phép các điểm phụ được nối vào mạch để hình thành mạch nối song song.
Các lệnh ra
Lệnh điều khiển thời gian
SHIFT: Dùng cho các chức năng thay đổi của các phím PLAY, RECORD, CONTACT.
1.2.4 Xóa chương trình trong PLC
Việc xóa toàn bộ chương trình có trong RAM của CPU tương ứng chế độ vận hành ALLCLEAR. Các không gian nhớ của relay lưu giữ bộ đếm và bộ nhớ dữ liệu có thể giữ lại bằng cách nhấn khóa không gian hạn cần giữ trước khi nhấn phím MONTR.
1.2.5 Tìm kiếm trong chương trình( Seach)
Chức năng tìm kiếm được dùng để tìm kiếm nhanh một lệnh hoặc một địa chỉ trong
chương trình.Sau đó ta có thể thực hiện các thao tác như xóa lệnh, sửa lệnh hay địa chỉ.
1.2.6 Xóa lệnh( Delete)
Để xóa lệnh hiện đang được hiển thị trên Dislay của Programming Console, bấm các phím sau
............................................
PHẦN 4: KẾT LUẬN
4.1 Tự đánh giá:
Qua đồ án lần này chúng em mới cảm nhận thấy được tầm quan trọng của mỗi sản phẩm mình làm ra có tầm quan trọng như thế nào đối với xã hội, mỗi một sản phẩm làm ra góp phần tăng trưởng nền kinh tế của nước ta. Sản phẩm của nhóm làm ra tuy không được hoàn thiện như mong muốn nhưng nó cũng là tâm huyết mà nhóm em đã cực khổ làm ngày,đêm để hoàn thành được nó. Do còn nhiều hạn chế về kiến thức cũng như là kiến thức thực tế và tình hình tài chính không cho phép nên đồ án chỉ dừng lại ở mức độ cho phép mong quý thầy cô thông cảm. Đề tài tốt nghiệp là bài học cuối cùng mà các thầy cô dành cho tất cả chúng em, nó giúp chúng em cũng cố lại toàn bộ kiến thức đã học, cũng như là rèn luyện lại tay nghề chúng em cho vững chắc. Bài học này giúp cho chúng em biết cách thiết kế bản vẽ như thế nào là hợp lý, chính xác gia công được chi tiết đó và nó giúp chúng nhận biết sự khác biệt rõ giữa chi tiết trên bản vẽ và cách gia công thật ngoài thực tế. Đồ án giúp em đánh giá được thực lực điểm mạnh và điểm yếu của mình.
4.2 Hướng phát triển đề tài và một số chi tiết điển hình:
Đề tài đơn giản chỉ là mô hình nhưng nó sẽ góp phần nhỏ vào sự phát triển của đất nước về một ngành mới ngành cơ điện tử,và góp phần nâng cao lòng tin của doanh nghiệp vào thị trường cơ khí của nước nhà. Đề tài cũng là một hướng phát triển mới cho các doanh nghiệp trong nước có thể mạnh dạng đầu tư nghiên cứu mạnh hơn về ngành mới này
www.dientuvietnam.net www.plcvietnam.com
www.plc-scada.vn
TÀI LIỆU THAM KHẢO Lập trình PLC OMRON- tác giả Ts Nguyên Đức Thành.
Contnents
MỤC LỤC
DANH SÁCH HÌNH VÀ BẢNG ĐƯỢC DÙNG TRONG BÀI BÁO CÁO ............... 1
Chương 1: Giới thiệu về PLC ..................................................................................... 2
1.1 Giới thiệu về bộ điều khiển lập trình PLC ...........................................................................2
1.1.1 Ưu điểm của PLC..............................................................................................................2
1.1.2 Nhược điểm của PLC ........................................................................................................3
1.1.3 Cấu trúc, nguyên lý hoạt động, vai trò của PLC.................................................................3
1.1.4 Các thiết bị nhập và xuất trong PLC ...................................................................................6
.2 Lập trình cho PLC( thiết bị lập trình bằng tay – Programming Cosole )..................................7
1.2.1 Khởi đầu ...........................................................................................................................7
1.2.2 Các chế độ hoạt động của PLC..........................................................................................8
.2.3 Các phím tiện ích của bộ lập trình .......................................................................................8
1.2.4 Xóa chương trình trong PLC .............................................................................................9
1.2.5 Tìm kiếm trong chương trình( Seach) ................................................................................9
1.2.6 Xóa lệnh( Delete) ..............................................................................................................9
1.2.7 Chèn thêm lệnh( Insert )....................................................................................................9
1.2.8 Chạy thử và kiểm tra chương trình. ..................................................................................9
1.3 Một số thông số của PLC OMRON ....................................................................................10
1.3.1 Tổng quan sản phẩm .......................................................................................................10
1.3.2 Module Mở rộng .............................................................................................................10
1.3.3 Đặc tính chung. ...............................................................................................................11
1.3.4 Đặc tính kỹ thuật .............................................................................................................12
1.3.5 Cấu trúc địa chỉ nhớ của PLC OMRON ..........................................................................13
1.3.6 Phụ kiện Kết Nối.............................................................................................................13
3.1.5 Ứng dụng .......................................................................................................................14
Chương 2: THIẾT KẾ VÀ TÍNH TOÁN CHẾ TẠO MÔ HÌNH RÓT NƯỚC ĐÓNG
NẮP CHAI TỰ ĐỘNG ..............................................................................................16
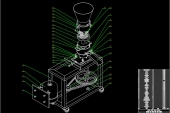
2.1. Giới thiệu mô hình rót nước đóng nắp chai tự động ............................................................16
2.1.1 Giới thiệu về cụm chi tiết rót nước và nguyên lí hoạt động của nó ....................................16
2.1.2 Băng tải ............................................................................................................................16
2.1.3 Cụm chi tiết rót nước ......................................................................................................17
2.1.4 Cụm chi tiết cấp nắp........................................................................................................19
2.1.5 Cụm chi tiết giữ cổ chai ..................................................................................................20
2.1.6 Cụm chi tiết đóng nắp .....................................................................................................20
2.1.7 Cụm chi tiết phát hiện chai lỗi ........................................................................................21
2.1.8 Chọn cụm chi tiết dẫn động..............................................................................................22
2.2 Thiết kế mạch điện tử.........................................................................................................22
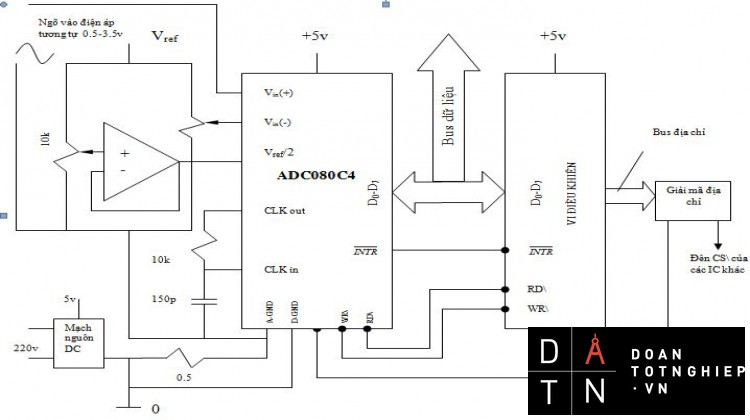
2.2.1 Mạch cảm biến phát hiện chai...........................................................................................22
Chương 3: Lập trình bằng phần mềm CX-Programmer..............................................29
3.1 Vài nét về bộ phần mềm CX-ONE......................................................................................29
3.2 Một số các thao tác cơ bản với CX-Programmer. ................................................................31
3.2.1 Tạo 1 project mới ............................................................................................................31
3.2.2 Chọn loại PLC .................................................................................................................32
3.2.3 Chọn kênh truyền thông...................................................................................................33
32.4 Các thành phần trên cửa sổ project: .................................................................................34
3.2.5 Các cửa sổ phụ trên màn hình giao diện của CX-Programmer ..........................................35
3.2.6 Kiểm tra kết nối (Communication) với PLC ....................................................................36
3.2.7 Thêm tiếp điểm ...............................................................................................................38
3.2.8 Thêm cuộn dây .................................................................................................................39
3.2.9 Thêm function .................................................................................................................40
3.2.10 Kiểm tra & biên dịch chương trình................................................................................41
3.2.11Nạp (Download) chương trình vào PLC...........................................................................43
3.2.12 Chuyển PLC sang chế độ Monitor mode.........................................................................44
3.2.13Thử chương trình.............................................................................................................45
3.2.14 Kiểm tra bản ghi lỗi trong PLC ......................................................................................46
3.2.15 Thêm hàng vào Rung ......................................................................................................47
3.2.16 Thêm cột vào Rung ........................................................................................................48
3.2.17 Theo dõi sự thay đổi( Differential Monitoring). .............................................................49
3.3 Lưu đồ giải thuật của đề tài ................................................................................................50
PHẦN 4: KẾT LUẬN................................................................................................52
4.1 Tự đánh giá: ........................................................................................................................52
DE TAI: M6 HiNH CHIET ROT NVdc DONG NAP CHAI TV DONG
4.2 Hu6ng phit triSn dS tai va mt)t s6 chi tiSt diSn hinh: ...........................................................52
TAl LIEU THAM KHA0..........................................................................................53