NGHIÊN CỨU CÁC THÔNG SỐ ĐẦU RA LỰC CẮT TRONG MỐI HÀN MA SÁT KHUẤY CÓ GIA NHIỆT TRƯỚC
NỘI DUNG ĐỒ ÁN
NGHIÊN CỨU CÁC THÔNG SỐ ĐẦU RA LỰC CẮT TRONG MỐI HÀN MA SÁT KHUẤY CÓ GIA NHIỆT TRƯỚC
ĐẠI HỌC QUỐC GIA Tp. HCM
TRƯỜNG ĐẠI HỌC BÁCH KHOA
--------------------
NGHIÊN CỨU CÁC THÔNG SỐ ĐẦU RA LỰC CẮT TRONG MỐI HÀN MA SÁT KHUẤY CÓ GIA NHIỆT TRƯỚC
Chuyên ngành : Kỹ thuât cơ khí
LUẬN VĂN THẠC SĨ
- TÊN ĐỀ TÀI: NGHIÊN CỨU CÁC THÔNG SỐ ĐẦU RA LỰC CẮT TRONG MỐI HÀN MA SÁT KHUẤY CÓ GIA NHIỆT TRƯỚC ..........................................................
..................................................................................................................................................
- NHIỆM VỤ VÀ NỘI DUNG: ......................................................................................
- Thực nghiệm trên tấm nhôm phẳng 5052........................................................................
- Tối ưu hóa các thông số vận tốc hàn, tốc độ quay trục chính , và nhiệt độ gia nhiệt.
TÓM TẮT
Hàn ma sát khuấy (Friction stir welding) là công nghệ hàn mới phát triển trong những thập niên gần đây, phương pháp hàn này ứng dụng cho các loại vật liệu có tính hàn kém, nhưng lại cho ra mối hàn có chất lượng cao, và ít làm thay đổi tính chất lý/hóa của vật liệu. Nghiên cứu này trình bày phương pháp gia nhiệt trước cho đường hàn để từ đó nghiên cứu sự ảnh hưởng tới các thông số lực trong suốt quá trình hàn. Quá trình nghiên cứu ảnh hưởng của nhiệt độ gia nhiệt được tiến hành bởi quá trình thiết kế bộ phận gia nhiệt rồi từ đó tiến hành xây dựng mô hình toán học và thiết kế mô hình thực nghiệm. Kết quả nghiên cứu sẽ cung cấp các thông số công nghệ cho quá trình hàn ma sát khuấy có gia nhiệt trên tấm nhôm đạt độ tin cậy và hiệu quả hơn.
Từ khóa: Hàn ma sát khuấy, số vòng quay trục chính, vận tốc hàn, lực dọc trục Fz, lực dọc đường hàn Fx, ứng suất kéo.
ABSTRACT
Friction Stir Welding is new welding technology developed in recent decades. This welding method applied to materials which have weak solder ability but produce high qualified joints and cause less physical and chemical changes of the materials. The research shows the method of heating at weld bead first to study the influence in the parameter of the forces during welding. The process of studying the influence of the heating is implemented by the process of heating parts to build mathematical model and design experimental model. The result of the research will provide the technical parameter to the process of friction stir welding with heating on aluminum plate to bring up better reliability and effect.
Keywords: Friction stir welding, spindle speed, welding speed, axial force Fz, longitudinal force Fx, tensile strength.
MỤC LỤC
Danh mục hình vẽ. 9
Danh mục bảng. 12
Danh mục các ký hiệu và từ viết tắt13
Chương 1. TỔNG QUAN VỀ ĐỀ TÀI. 14
1.1. Lịch sử hàn ma sát khuấy và phạm vi ứng dụng. 14
1.1.1. Lịch sử hàn ma sát khuấy. 14
1.1.2. Phạm vi ứng dụng. 18
1.2. Nguyên lý hàn ma sát khuấy và ưu nhược điểm.. 21
1.2.1. Nguyên lý hàn ma sát khuấy. 21
1.2.2. Ưu nhược điểm của hàn ma sát khuấy. 23
1.3. Hàn ma sát khuấy với nguồn nhiệt hỗ trợ. 26
1.4. Tình hình nghiên cứu nghiên cứu trong và ngoài nước:27
1.4.1. Tình hình nghiên cứu ngoài nước:27
1.4.2. Tình hình nghiên cứu trong nước. 37
1.5. Lợi ích và mục tiêu của đề tài38
1.5.1. Lợi ích của đề tài38
1.5.2. Mục tiêu của đề tài39
Chương 2. CƠ SỞ LÝ THUYẾT.. 40
2.1. Nhiệt trong hàn ma sát khuấy. 40
2.1.1. Vùng chịu tác dụng nhiệt trong khi hàn. 40
2.1.2. Sơ đồ thể hiện mối quan hệ của các thông số tới nhiệt trong quá trình hàn ma sát khuấy 41
2.1.3. Nhiệt sản sinh trong suốt quá trình hàn ma sát khuấy. 41
2.2. Dòng chảy của vật liệu [3]. 45
2.3. Đặc điểm của dòng chảy vật liệu. 50
2.4. Lực trong quá trình hàn ma sát khuấy. 54
2.4.1. Sự phân bố lực dọc trục Fz trong giai đoạn thâm nhập vào trong vật liệu của đầu hàn 54
2.4.2. Sự phấn bộ dọc đường hàn Fx trong giai đoạn ghép nối hai chi tiết hàn lại với nhau 56
Chương 3. TIẾN TRÌNH THỰC HIỆN THỰC NGHIỆM... 61
3.1. Phân tích và chọn thông số thí nghiệm.. 61
3.1.1. Ảnh hưởng của nhiệt độ tới lực dọc trục. 64
3.1.2. Ảnh hưởng của tốc độ quay và tốc độ hàn của đầu khuấy tới lực dọc trục và lực dọc đường hàn 65
3.2. Mô hình thí nghiệm :66
3.2.1. Máy. 66
3.2.2. Đồ gá và thiết bị đo lực. 67
3.2.3. Hệ thống gia nhiệt69
3.2.4. Hệ thống kiểm soát nhiệt mối hàn. 76
3.2.5. Phôi và dụng cụ hàn. 79
3.2.6. Phương pháp gá đặt80
3.2.7. Chế độ hàn và gia nhiệt81
3.2.8. Kiểm tra ứng suất nhôm.. 81
3.3. Phương pháp phân tích kết quả. 83
3.4. Cơ sở lý thuyết của quy hoạch thực nghiệm.. 84
Chương 4. Kết quả thực nghiệm và đánh giá kết quả. 86
4.1. Kết quả thực nghiệm đơn yếu tố. 86
4.1.1. Thực nghiệm xác định ảnh hưởng của nhiệt độ gia nhiệt t đến các thông số đầu ra 86
4.1.2. Thực nghiệm xác định ảnh hưởng của số vòng quay n đến các thông số đầu ra 87
4.1.3. Thực nghiệm xác định ảnh hưởng của vận tốc hàn v đến các thông số đầu ra 88
4.2. Kết quả thực nghiệm toàn phần 3 yếu tố. 90
4.2.1. Kiểm tra mức ý nghĩa của các hệ số các phương trình hồi quy:92
4.2.2. Kiểm tra sự tương thích của phương trình hồi quy:94
4.3. Đồ thị thể hiện mối tương quan của hàm mục tiêu với từng cặp yếu tố ảnh hưởng 98
4.3.1. Lực dọc trục Fz. 98
4.3.2. Lực dọc hướng hàn Fx. 101
4.3.3. Ứng suất kéo. 104
4.4. Kết quả tối ưu hóa các thông số. 107
Chương 5. KẾT LUẬN VÀ HƯỚNG TƯƠNG LAI. 108
5.1. Kết luận. 108
5.2. Hướng tương lai108
TÀI LIỆU THAM KHẢO.. 109
Danh mục hình vẽ
Hình 1.1 Phương pháp hàn hồ quan. 14
Hình 1.2 Phương pháp hàn gas. 15
Hình 1.3 Máy hàn Plasma. 15
Hình 1.4 Phương pháp hàn ma sát16
Hình 1.5 Quá trình hàn ma sát khuấy. 17
Hình 1.6 Ứng dụng trong đóng tàu. 18
Hình 1.7 Tàu con thoi NASA.. 19
Hình 1.8 Các bộ phận máy bay được hàn bằng phương pháp hàn ma sát khuấy.20
Hình 1.9 Phần khung của một bộ phân trên ô tô.20
Hình 1.10 Tàu Hitachi’s A-Train của ngành đường sắt anh với phần vỏ được hàn bằng ma sát khuấy.21
Hình 1.11 Các giai đoạn trong quá trình hàn ma sát khuấy. 22
Hình 1.12 Quá trình hàn ma sát khuấy. 22
Hình 1.13 Các biên dạng của đầu hàn. 23
Hình 1.14 Quá trình hàn hồ quan phát ra tia lửa và khói hàn. 24
Hình 1.15 Các hốc hình thành do thiếu nhiệt bên trong vật liệu hàn. 24
Hình 1.16 Lỗ thoát do chốt hàn để lại tại cuối đường hàn. 25
Hình 1.17 a Dụng cụ biên dạng Trivex, b Dụng cụ biên dạng MX-Trivex. 27
Hình 1.18 Sơ đồ bố trí đầu gia nhiệt và đầu hàn.28
Hình 1.19 Sơ đồ bố trí thiết bị đo nhiệt29
Hình 1.20 A.Cách bố trí hệ thống kẹp mẫu. B. Toàn bộ cơ cấu.30
Hình 1.21 Sơ đồ phân bố lực dọc trục tại các nhiệt độ ban đầu khác nhau.31
Hình 1.22 Đầu khuấy với lõi điện cực bằng đồng. 32
Hình 1.23 a. Nguồn điện từ đầu kẹp của máy phay, b. Gá toàn bộ lên bàn máy phay, c. Đồ gá kẹp phôi, đồng thời là điện cực thứ hai.32
Hình 1.24 a. Bố trí thí nghiệm, b. Bố trí các thiết bị đo nhiệt.34
Hình 1.25 Vị trí của tia laser so với vùng gia nhiệt34
Hình 1.26 a. Lực hướng xuống khi không có gia nhiệt, b. Có gia nhiệt36
Hình 2.1 Sơ đồ phân tán nhiệt bên trong vật liệu hàn. 40
Hình 2.2 Vùng tiến và Lùi trong quá trình hàn.42
Hình 2.3 Ảnh hưởng của điều kiện trượt - dính đến quá trình sinh nhiệt43
Hình 2.4 Nhiệt chuyển đổi trong quá trình hàn. 44
Hình 2.5 Khoảng cách giữa các bước tiến của dụng cụ hàn. 46
Hình 2.6 Mặt cắt ngang của đường hàn. 46
Hình 2.7 Biên dạng hình củ hành. 47
Hình 2.8 Sự kết hợp của các dòng chảy. 48
Hình 2.9 a Mặt cắt của hai dòng chảy, b Sự san xen của các dòng chảy. 49
Hình 2.10 Vùng nóng chảy của vật liệu trong suốt quá trình hàn. 50
Hình 2.11 Sự bố trí lực trong hệ trục tọa độ. 52
Hình 2.12 Ảnh hưởng của lực ép đến chất lượng mối hàn.52
Hình 2.12 Các dòng chảy kim loại53
Hình 2.13 Các lực trong quá trình hàn. 54
Hình 2.14 Lực phân bố trong quá trình hàn. 55
Hình 2.15 Mô tả quá trình đi xuống của mũi khuấy. 56
Hình 2.16 Lực q(z) tác dụng lên bề mặt chốt57
Hình 2.17 Sơ đồ mặt cắt ngang của chốt58
Hình 2.18 Sơ đồ phân bố lực. 60
Hình 3.1 Phân bố nhiệt tại bề mặt dụng cụ hàn. 61
Hình 3.2 Mặt cắt thể hiện phân bố nhiệt vi phân trên chốt và vai62
Hình 3.3 Mối han hệ giữa tốc độ hàn và lực Fx. 65
Hình 3.4 Mối quan hệ giữa tốc độ quay và tốc độ hàn lên lục Fz. 66
Hình 3.5 Máy phay ENSHU RA2. 66
Hình 3.6 Đồ gá 67
Hình 3.7 Gá đặt nhôm.. 67
Hình 3.8 Hệ thống đo lực. 68
Hình 3.9 Hệ thống hiển thị lực. 68
Hình 3.10 Chi tiết đồng được cấy điện trở gia nhiệt và cảm biến nhiệt69
Hình 3.11 Cảm biến nhiệt70
Hình 3.12 Thiết bị kiểm soát nhiệt đô. 71
Hình 3.13 Thiết bị đống/ngắt điện SSR.. 71
Hình 3.14 Bộ phận kiểm soát nhiệt72
Hình 3.15 Khoảng cách giữa đầu hàn và bộ phận gia nhiệt72
Hình 3.16 Thiết bị gá bộ phận gia nhiệt73
Hình 3.17 Nhiệt độ tại 2 bề mặt tiếp xúc nhau. 74
Hình 3.18 Độ chênh lệch nhiệt độ. 76
Hình 3.19 Thiết bị đo nhiệt độ không tiếp xúc Testo 845. 77
Hình 3.20 Phương pháp đo nhiệt độ. 78
Hình 3.21 Màn hình hiển thị nhiệt độ của thiết bị đo. 78
Hình 3.22 Hình vẽ đầu khuấy. 79
Hình 3.23 Hịnh dạng thực đầu khuấy. 79
Hình 3.24 Cách thức gá đặt phôi trước khi hàn. 81
Hình 3.25 Nhôm cắt để kiểm tra ứng suất kéo. 82
Hình 3.26 Mẫu kiểm tra ứng suất kéo. 82
Hình 3.27 Thiết bị kiểm tra ứng suất kéo. 83
Hình 4.1 Thực nghiệm đơn yếu tố khi thay đổi nhiệt độ gia nhiệt.87
Hình 4.2 Thực nghiệm đơn yếu tố khi thay đổi số vòng quay.88
Hình 4.3 Thực nghiệm đơn yếu tố khi thay đổi vận tốc hàn.89
Hình 4.4 Ảnh hưởng của nhiệt độ gia nhiệt và vận tốc hàn đến lực dọc trục Fz.98
Hình 4.5 Ảnh hưởng của nhiệt độ gia nhiệt và tốc độ quay trục chính đến lực dọc trục Fz.99
Hình 4.6 Ảnh hưởng nhiệt độ gia nhiệt và tốc độ quay của trục chính đến lực dọc trục Fz 100
Hình 4.7 Ảnh hưởng nhiệt độ gia nhiệt và vận tốc hàn đến lực dọc trục Fz. 100
Hình 4.8 Ảnh hưởng tốc độ quay trục chính và vận tốc hàn đến lực dọc trục Fz. 100
Hình 4.9 Ảnh hưởng của nhiệt độ gia nhiệt cùng với vận tốc hàn tới lực dọc đường hàn Fx.101
Hình 4.10 Ảnh hưởng của nhiệt độ gia nhiệt cùng với tốc độ quay của trục chính tới lực dọc đường hàn Fx.101
Hình 4.11 Ảnh hưởng tốc độ quay trục chính và nhiệt độ gia nhiệt đến lực dọc đường hàn Fx 102
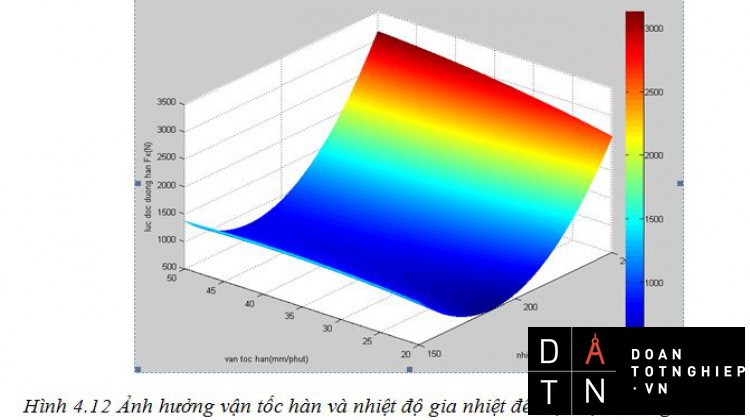
Hình 4.12 Ảnh hưởng vận tốc hàn và nhiệt độ gia nhiệt đến lực dọc đường hàn Fx. .... 103
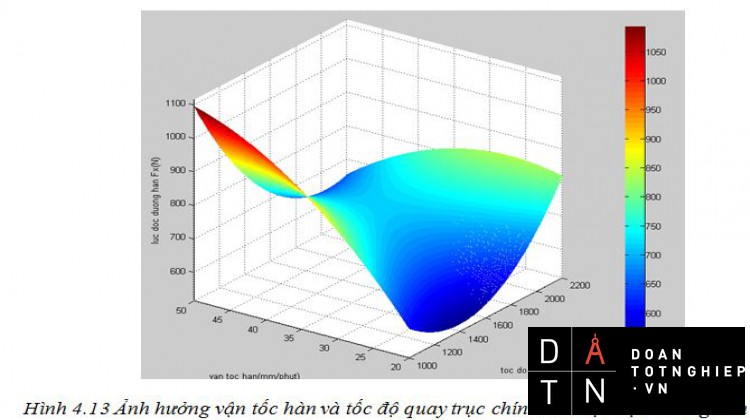
Hình 4.13 Ảnh hưởng vận tốc hàn và tốc độ quay trục chính đến lực dọc đường hàn Fx 103
Hình 4.14 Ứng suất kéo của mối hàn khi thay đổi vận tốc hạn v với các mức nhiệt độ gia nhiệt.104
Hình 4.15 Ứng suất kéo của mối hàn khi thay đổi tốc độ quay trục chính n với các mức nhiệt độ gia nhiệt.104
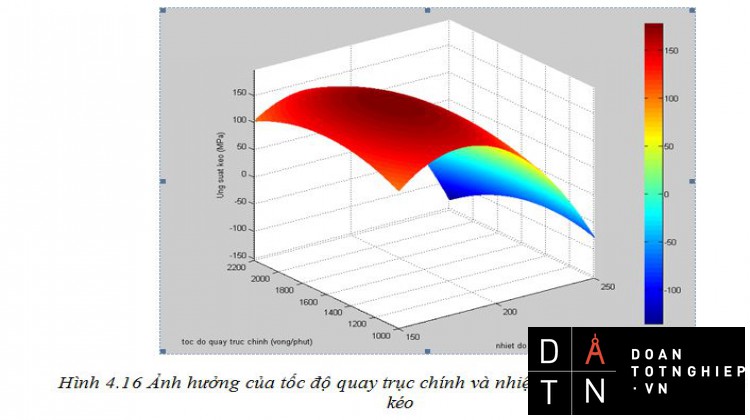
Hình 4.16 Ảnh hưởng của tốc độ quay trục chính và nhiệt độ gia nhiệt tới ứng suất kéo 105
Hình 4.17 Ảnh hưởng của vận tốc hàn và nhiệt độ gia nhiệt tới ứng suất kéo. 106
Hình 4.18 Ảnh hưởng của vận tốc hàn và tốc độ quay trục chính tới ứng suất kéo. .... 106
Danh mục bảng
Bảng 1.1 Giá trị thực nghiệm.. 36
Bảng 3.1 Thành phần nhôm 5052. 80
Bảng 3.2 Tính chất vật lý và cơ học nhôm 5052. 80
Bảng 3.3 Bảng chế độ hàn. 81
Bảng 3.4 Số thí nghiệm và số hệ số với dạng 3k. 84
Bảng 3.5 Quy hoạch thực nghiệm 3 nhân tố. 84
Bảng 4.1 Chế độ hàn khi thay đổi nhiệt độ gia nhiệt86
Bảng 4.2 Giá trị lực ma sát ở mỗi thí nghiệm.. 86
Bảng 4.3 Kết quả thực nghiệm khi nhiệt độ thay đổi86
Bảng 4.4 Chế độ hàn khi thay đổi số vòng quay. 87
Bảng 4.5 Giá trị lực ma sát ở mỗi thí nghiệm.. 87
Bảng 4.6 Kết quả thực nghiệm khi nhiệt độ thay đổi87
Bảng 4.7 Chế độ hàn khi thay đổi vận tốc hàn. 88
Bảng 4.8 Giá trị lực ma sát ở mỗi thí nghiệm.. 89
Bảng 4.9 Kết quả thực nghiệm khi nhiệt độ thay đổi89
Bảng 4.10 Lực ma sát cho mỗi thí nghiệm.. 90
Bảng 4.11 Kết quả thực nghiệm với 8 thí nghiệm tại nhân và 6 thí nghiệm ở các điểm sao.91
Bảng 4.12 Kết quả thí nghiểm ở tâm.. 92
Bảng 4.13 Các giá trị của phương trình hồi quy ... 93
Bảng 4.14 Các giá trị của phương trình hồi quy .... 93
Bảng 4.15 Các giá trị của phương trình hồi quy .... 94
Bảng 4.16 Dữ liệu để tính phương sai tái hiện. 95
Bảng 4.17 Dữ liệu để tính phương sai tái hiện. 96
Bảng 4.18 Dữ liệu để tính phương sai tái hiện. 97
Danh mục các ký hiệu và từ viết tắt
Fx : Lực dọc đường hàn (N)
Fz : Lực dọc trục (Lực hướng xuống của đầu khuấy) (N)
: Tỷ trọng riêng của vật liệu.
: Nhiệt dung riêng.
: Vận tốc.
K : Hệ số dẫn nhiệt.
: Tỷ số nhiệt sinh ra.
Q1 là nhiệt lượng được sinh ra tại bề mặt phía dưới của vai.
Q2 là nhiệt lượng sinh ra tại mặt bên của chốt khuấy.
Q3 là nhiệt lượng sinh ra tại mặt đầu của chốt.
: vận tốc gốc
dF : lực tác dụng lên bề mặt tại khoảng cách r từ tâm của dụng cụ hàn
q : nhiệt lượng (Ws)
P: công suất (W)
t: thời gian (s)
: độ chênh lệch nhiệt độ của đồng
Qx : dòng nhiệt(W)
K: hệ số dẫn nhiệt (W/m.0C)
L : khoảng cách từ vùng phát nhiệt tới bề mặt (mm)
A : diện tích bề mặt (mm2)
HAZ : Vùng chịu nhiệt.
TMAZ : Vùng chịu nhiệt của dụng cụ hàn
FSW : hàn ma sát khuấy
Chương 1. TỔNG QUAN VỀ ĐỀ TÀI
1.1. Lịch sử hàn ma sát khuấy và phạm vi ứng dụng
1.1.1. Lịch sử hàn ma sát khuấy
Các phương pháp để kết dính các chi tiết lại với nhau đã có từ rất lâu, trong đó hàn nổi lên như là một thành tựu trong ngành công nghiệp sản xuất từ những năm 1800. Sự xuất hiện này dựa trên các thành cựu của các khám phá và cải tiến quan trọng như : ống thổi axetilen và oxiaxetilen đã đưa ra sự ra đời của hàn gas, hồ quan giữa hai điện cực carbon dẫn tới sự ra đời của hàn hồ quan, và nhiệt do điện trở là nền tảng cho sự ra đời của hàn điện. Trong khi hàn bằng gas (Hình 1.1) được đưa vào ứng dụng trong thực tế một cách rộng rãi từ những năm 1900, hàn hồ quan (Hình 1.2) sau đó cũng từ từ trở nên phổ biến. Hàn bằng gas và hồ quan là hai phương pháp hàn nóng chảy, nghĩa là tại một vị trí cục bộ của vật hàn sẽ bị nóng chảy vào nhau và sau đó sẽ đông đặc lại.
Hình 1.1 Phương pháp hàn hồ quan
Hình 1.2 Phương pháp hàn gas
Vào những năm 1950, dựa trên nền tảng của hàn hồ quan thì phương pháp hàn plasma (Hình 1.3) được ra đời, phương pháp hàn này tạo ra được nguồn nhiệt lớn hơn so với hai phương pháp vửa đề cập ở trên.
Hình 1.3 Máy hàn Plasma
Và cũng trong những năm 1950, với việc phát minh ra tia laser, một phương pháp hàn mới ra đời, đó là hàn bằng tia laser, phương pháp này được sử dụng rộng rãi trong ngành công nghiệp với khả năng hàn các loại vật liệu dày với vùng chảy rất nhỏ, và chất lượng mối hàn cao.
Ngoài ra còn nhiều phương pháp hàn nóng chảy đã được phát minh ra. Bên cạnh đó còn có phương pháp hàn không nóng chảy, đại diện đó là hàn ma sát (Hình 1.4). Trong quá trình hàn, hai chi tiết được ép sát lại với nhau và giữa hai bề mặt hàn có sự chuyển động tương đối, từ đó một nguồn nhiệt được tạo ra do ma sát và vật liệu tại hai bề mặt bị mềm ra và trộn lẫn lại với nhau, từ đó mối ghép được hình thành.
Hình 1.4 Phương pháp hàn ma sát
Từ nguyên lý sinh nhiệt từ ma sát của phương pháp hàn ma sát, người ta đã phát triển lên một loại phương pháp hàn không nóng chảy khác đó là hàn ma sát khuấy, tên tiếng Anh là: Friction Stir Welding (FSW) (Hình 1.5).
Viện hàn (TWI) tại Anh đã có nhiều năm thực hiện nhiều loại nghiên cứu và phát triển và các hoạt động trong công nghiệp của hàn ma sát. Wayne Thomas và đồng nghiệp của ông tại TWI đã trải qua thời gian làm việc và phát triển rất nhiều loại thí nghiệm về hàn ma sát. Một ngày năm 1991, Wayne Thomas thấy được công dụng của việc sử dụng một dụng cụ được làm từ vật liệu cứng, và có thể xoay được trên bề mặt của vật liệu cần hàn và làm cho nó chuyển sang trạng thái dẻo, và từ đây có thể ứng dụng nguyên lý này làm cho hai chi tiết đạt tới trạng thái dẻo và chúng trộn lẫn lại với nhau. Và đây là nền tảng cho sự phát triển của hàn ma sát khuấy sau này.
Hình 1.5 Quá trình hàn ma sát khuấy
Hàn ma sát khuấy không cần làm chảy vật liệu có ý nghĩa hết sức quan trọng, bởi vì nó có thể loại bỏ một số nhược điểm của quá trình hàn nóng chảy vật liệu như vị trí hàn bị rổ xốp, có vết nứt, và bị biến dạng xoắn. Và hơn thế nữa, phương pháp này không vần khí bảo vệ, không phát ra ánh sáng hồ quang, không có khói. Đặc biệt, nó không cần vật liệu điền đầy.
Đến nay, vật liệu đạt được ứng dụng và đạt được nhiều thành công nhất trong hàn ma sát khuấy là hợp kim nhôm. Nguyên nhân là vì việc hàn nhôm dễ và nó được sử dụng nhiều trong ngành công nghiệp. Và một nguyên nhân đặc biệt là do việc hàn hợp kim nhôm bằng các phương pháp hàn nóng chảy là rất khó khăn, ví dụ như trong ngành công nghiệp máy báy, trong khi hàn plasma với tỉ lệ hư hỏng tới 90%, còn hàn ma sát khuấy đã giảm tỉ lệ này xuống gần như bằng không [1]. Nhiệt độ tối đa trong toàn bộ quá trình hàn là dưới nhiệt độ nóng chảy, đối với hầu hết hợp kim nhôm là thấp hơn 6600C.
Về nguyên lý, hàn ma sát khuấy có thể ứng dụng cho hầu hết các vật liệu kim loại. Tuy nhiên, đối với các kim loại có độ cứng cao thì giới hạn của hàn ma sát khuấy là bảo đảm được tính toàn vẹn của dụng cụ khuấy. Ví dụ, trong suốt quá trình hàn ma sát khuấy với vật liệu là thép, nhiệt độ tại vùng hàn lên đến 1100-12000C [1] để vật liệu hàn chuyển sang trạng thái dẻo.
Hàn ma sát khuấy không chỉ là một công nghệ hàn mà nó còn là một công nghệ mở. Với những bước đầu phát triển của ngành công nghiệp hàn ma sát khuấy, nó được ứng dụng cho ngành công nghiệp đóng tàu. Với ứu điểm là loại bỏ biến dạng do xoắn, vào năm 2000, công ty Hitachi ứng dụng hàn ma sát vào dây chuyền sản xuất thân xe ô-tô [1].
Tuy nhiên, điều đáng chú ý lớn nhất là trong ngành công nghiệp hàn không, khởi đầu của phát triển hàn ma sát khuấy là vào những năm đầu của thập niên 90. Mà trong đó công ty Boeing sử dụng trong hàn bình nhiên liệu của tên lửa Delta, hàn cấu trúc thân máy của Airbus, thùng chứa nhiên liệu của các con tàu thám hiểm vũ trụ của NASA.
1.1.2. Phạm vi ứng dụng
1.1.2.1. Trong công nghiệp đóng tàu và hàn hải:
Đây là hai ngành đầu tiên ứng dụng kỹ thuật hàn ma sát khuấy.
Quy trình hàn được ứng dụng vào:
- Các tấm bano của boong, các vách ngăn và sàng.
- Vỏ tàu và các cấu trúc thượng tầng.
- Bãi đáp cho trực thăng trên tàu.
Hình 1.6 Ứng dụng trong đóng tàu
1.1.2.2. Trong ngành vũ trụ.
Phương pháp hàn ma sát khuấy được sử dụng cho việc hàn các bồn nhiên liệu của tàu con thoi, các chi tiết lớn nhất của tàu. Vào năm 1993, NASA đã đề suất công ty Lockheed Martin phát triển một loại vật liệu có độ bền cào, nhẹ để thay thế cho hợp kim nhôm 2219, mà được sử dụng cho chó bình chứa của tàu con thoi. Và một loại hợp kim nhôm mới được tạp ra đó là AL-Li 2195, nhưng với các phương pháp hàn hiện tại lúc bấy giờ thi đòi hỏi chi phí cao hơn, và mối hàn có nhiều khuyết tât. Và phương pháp hàn ma sát khuấy được đưa vào để thay thế và cho kết quả rất tốt, mối hàn bền hơn và dễ hàn hơn.
Hình 1.7 Tàu con thoi NASA
1.1.2.3. Trong ngành công nghiệp hàn không
Hàn ma sát khuấy có nhiều ứng dụng tiềm năng trong ngành công nghiệp hàn không. Nghiên cứu về việc thay thế đinh tán, sửa chữa những máy bay già nua, những cấu trúc đúc sẵn, và dụng cụ cho việc ghép nối các cấu trúc của máy bay lại với nhau thì hàn ma sát khuấy đang dần đáp ứng được các yêu cầu đó. Ngày nay, các ngành công nghiệp về hàn không đã ứng dụng hàn ma sát khuấy vào chế tạo một số mẫu. Các mối hàn dọc giáp mối và hàn các chi tiết trụ của hợp kim nhôm cho các bình chúa nhiên liệu của máy bay thì hàn ma sát khuấy đạt được nhiều thành công.
Hàn ma sát khuấy có thể ứng dụng vào hàn các chi tiết như:
- Cánh máy bay, thân máy bay, các bộ phân thăng bằng.
- Bình chứa nhiên liệu.
Hình 1.8 Các bộ phận máy bay được hàn bằng phương pháp hàn ma sát khuấy.
1.1.2.4. Trong ngành công nghiệp ô-tô
Hàn ma sát khuấy được ứng dụng trong hàn các tấm hợp kim nhôm của thân xe, mâm xe, khung xe.
Hình 1.9 Phần khung của một bộ phân trên ô tô.
1.1.2.5. Trong ngành đường sắt
Từ năm 1997 các phần vỏ cùa tàu điện ngậm được làm từ hợp kim nhôm vá được hàn bằng phương pháp hàn ma sát khuấy. Các tàu điện của Bombardier’s Electrostar tại Sapa Group sử dụng các tấm panel được hàn bằng phương pháp hàn ma sát khuấy của Hitachi
Hình 1.10 Tàu Hitachi’s A-Train của ngành đường sắt anh với phần vỏ được hàn bằng ma sát khuấy.
1.2. Nguyên lý hàn ma sát khuấy và ưu - nhược điểm
1.2.1. Nguyên lý hàn ma sát khuấy
Hàn ma sát khuấy (FSW) thực hiện quá trình hàn ghép hai chi tiết lại với nhau bằng phương pháp chuyển động quay tròn và tịnh tiến của dụng cụ hàn. Dụng cụ hàn làm mềm chi tiết hàn bằng nhiệt độ được sản sinh bởi ma sát giữa bề mặt dụng cụ hàn với bề mặt chi tiết và quá trình chuyển sang trạng thái dẻo của vật liệu, và tại trạng thái dẻo này vật liệu tại mối ghép được trộn lại với nhau để hình thành mối hàn.
Quá trình hàn ma sát có thể chia làm ba giai đoạn [4]:
- Giai đoạn 1: Đi xuống của đầu khuấy,
- Giai đoạn 2: Đầu khuấy quay tại chổ,
- Giai đoạn 3: Đầu khuấy di chuyển dọc đường hàn.
Hình 1.11 Các giai đoạn trong quá trình hàn ma sát khuấy
Ở giai đoạn đầu, đầu khuấy quay tại chổ (hình 1.11 a), tiếp theo sau đó đầu khuấy sẽ đi xuống từ từ đến khi mặt đầu của chốt khuấy sẽ chạm bề mặt của vật hàn (hình 1.11b), đi sầu vào trong vật liệu hàn, một khi đầu khuấy đi xuống đạt được chiều sâu mong muốn thì sẽ ngừng lại (hình 1.11 c), việc dừng lại này để giúp tăng nhiệt độ do ma sát, nhiệt độ này đạt tới giá trị dẻo chứ không tới nhiệt đổ nóng chảy. Sau khi đạt tới trạng thái dẻo như mong muốn thì chuyển sang giai đoạn ba là đầu khuấy di chuyển dọc đường hàn (hình 1.11 d).
Hình 1.12 Quá trình hàn ma sát khuấy
Trọng tâm của quá trình hàn ma sát khuấy là hình dạng dụng cụ hàn. Thường trong hàn ma sát khuấy, quá trình hàn về cơ bản được hiểu là một dụng cụ hàn hình trụ có vai, mà vai này sẽ nằm trên bề mặt chi tiết hàn, và một chốt có đường kính nhỏ, nó sẽ đi sâu vào chi tiết hàn. Vai này đống vai trò là không cho vật liệu bị biến dạng dẻo bay ra ngoài khi chốt xoay và ép vật liệu chạy dọc đường hàn.
Chốt khuấy có nhiều biên dạng khách nhau và đống vai trò là đẩy vật liệu xung quanh đi xuống và giúp vật liệu được duy trì trong vùng hàn. Và có một lực hướng xuống tác dụng lên dụng cụ hàn để duy trì chiều sâu nhúng của chốt khuấy một cách hợp lý và cũng như làm cho vai của dụng cụ khuấy ép lên bề mặt chi tiết hàn.
Hình 1.13 Các biên dạng của đầu hàn
Thông thường trong FSW, chốt phải đi sâu vào trong chi tiết hàn và cách bề mặt đối diện khoảng 0,5 mm [1] để đảm bảo toàn bộ bề mặt mối ghép được hàn.
1.2.2. Ưu nhược điểm của hàn ma sát khuấy
So với phương pháp hàn nóng chảy thì hàn ma sát khuấy có nhiều tính vượt trội hơn, bởi vì những vấn đề liên quan tới vấn đề làm nguội từ trạng thái nóng chảy của vật liệu đã được loại bỏ. Khuyết tật do có các lỗ rỗng, tái cấu trúc lại của vật liệu, vết nứt do quá trình đông đặc không còn tồn tại khi sử dụng phương pháp hàn ma sát khuấy. Nhìn chung, hàn ma sát khuấy là phương pháp có ít khuyết tật và nó khả dụng cho nhiều loại vật liệu.
Quá trình hàn ma sát khuấy có thể thực hiện trong môi trường kín, chân không, hoặc môi trường dễ cháy, vì nó không phát ra các tia lửa và khói hàn giống như hàn hồ quan.
Hình 1.14 Quá trình hàn hồ quan phát ra tia lửa và khói hàn
Bên cạnh đó, một lợi ích đặc biệt của hàn ma sát khuấy là có ít nhân tố điều khiển trong quá trình hàn. Trong phương pháp hàn nóng chảy, có nhiều thông số cần điều chỉnh và kiểm soát, như là: độ sạch của khí hàn, điện áp và cường độ dòng điện, tốc độ hàn, khí bảo vệ, khe hở hàn,…Tuy nhiện, trong hàn ma sát khuấy thì trong quá trình hàn chúng ta chỉ cần kiểm soát ba giá trị đó là: tốc độ quay của dụng cụ hàn, tốc độ hàn, và áp lực. Ba giá trị này rất dễ điều khiển.
Tuy nhiên bên cạnh đó, việc thiếu nhiệt trong quá trình hàn, bởi vì vận tốc quay của đầu hàn thấp, hoặc tốc độ hàn nhanh, điều đó có nghĩa là vật liệu hàn không thể đạt tới trạng thái biến dạng dẻo. Nó có thể dẫn tới việc hình thành các hốc (hình 1.15) chạy dọc theo đường hàn, mà hốc này có thể nằm trên hoăc trong mối hàn. Thiếu nhiệt độ hàn còn có thể gây ra cho việc liên kết giữa hai vật liệu hàn không cao nên làm cho chất lướng mối hàn kém.
Hình 1.15 Các hốc hình thành do thiếu nhiệt bên trong vật liệu hàn
- Ưu điểm của hàn ma sát khuấy:
- Đặc tính kỹ thuật của mối hàn tốt.
- Chúng ta có thể hàn vật liệu mà không cần làm vật liệu nóng chảy, cho nên duy trì được đặc tính ban đầu của vật liệu.
- Chúng ta có thể nối những vật liệu mà trước đây không thể làm được, như hàn nhôm và đồng lại với nhau.
- Nâng cao độ an toàn.
- Có thể hàn cho mọi vị trí, như: hàn đứng, dọc,…
- Không cần xử lý bề mặt trước khí hàn.
- Không ảnh hưởng tới môi trường vì không có khói.
- Biến dạng vì nhiệt thấp.
- Không cần khí bản vệ.
- Không cần vật liệu bù trong quá trình hàn.
- Nhược điểm:
- Xuất hiện lỗ thoát chốt khuấy ở cuối đường hàn (hình 1.16).
Hình 1.16 Lỗ thoát do chốt hàn để lại tại cuối đường hàn
- Lực hướng xuống lớn nên đòi hỏi đồ gá hàn phải cứng vững.
- Chi phí đầu tư cho máy hàn khá cao.
- Khó khăn khi hàn các chi tiết có đường hàn không phải là đường thẳng.
1.3. Hàn ma sát khuấy với nguồn nhiệt hỗ trợ
Hàn ma sát khuấy có tốc độ phát triển rất nhanh trong vấn đề ghép nối các chi tiết lại với nhau. Đến nay, hầu như có thể sử dụng hàn ma sát khuấy cho rất nhiệu loại biên dạng, và dụng cụ hàn phát triển ngày cang cao, cùng với việc nguyên lý của quá trình tạo nhiệt và dòng chảy vật liệu ngày càng được hiểu rõ hơn thông qua rất nhiều các thí nghiệm. Và một vấn đề quan trọng nhất hiện nay là vật liệu nào được chọn để hàn. Lĩnh vực này được bắt đầu từ hàn nhôm và các hợp kim của nó với dụng cụ hàn là thép. Đến nay, việc nghiên cứu hàn ma sát khuấy phải chịu áp lức từ vận tại, hàn không-vũ trụ, dầu hỏa là làm sao có thể ứng dụng hàn ma sát khuấy đối với các vật liệu có độ bền và nhiệt độ nóng chảy cao hơn, ví dụ như thép và hợp kim titan. Khi hàn các loại vật liệu này thì cần phải tạo ra được một lượng nhiệt ma sát rất lơn, từ đó làm cho dụng cụ hàn mon rất nhanh.
Trong các thí nghiệm ứng dụng FSW vào hợp kim nhôm có độ bền cao hơn, độ cứng cao hơn, nhiệt độ nóng chảy cao, hay hàn hai loại vật liệu khác nhau thì khả quan nếu nhiệt do ma sát tạo ra đủ cao để làm dẻo vật liệu gần vùng hàn. Điều này đòi hỏi lực dọc trục của dụng cụ hàn phải lớn và moment xoắn cao, dẫn tới làm mòn dụng cụ hàn và dẫn tới nhiều hư hỏng. Và tốc độ mòn nhanh này làm dụng cụ nhanh hư, làm cho chất lượng mối hàn kém và tăng chi phí sản xuất.
Vậy, vấn đề đặt ra cho các nhà nghiên cứu về hàn ma sát khuấy là làm sao giảm ăn mòn dụng cụ, tăng tốc độ hàn, giảm lực kẹp xuống, và tiêu thụ ít năng lượng nhất. Và vấn đề nảy đến nay được giả quyết bằng cách chế tạo các loại dụng cụ hàn với vật liệu tốt hơn, hay biên dạng dụng cụ hàn, như viện TWI đã thiết kế và tính toán ra biên dạng cho chốt khuấy là Trivex [5]. Tuy nhiên, thay đổi biên dạng đầu khuấy chỉ giải quyết một số vấn đề nêu trên.
Hình 1.17 a Dụng cụ biên dạng Trivex, b Dụng cụ biên dạng MX-Trivex
Như chúng ta đã biết, đặc tính của vật liệu sẽ thay đổi khi chúng bị nung nóng, và đây là một nền tảng cho việc giải quyết các nhu cầu cấp bách trên.
Một phương pháp được nghiên cứu và ứng dụng vào hàn ma sát khuấy để khắc phục các khó khăn trên là thêm một nguồn nhiệt, nguồn nhiệt này được đặt phía trước dụng cụ hàn và nó có tác dụng là làm cho nhiệt độ của vật liệu hàn tăng lên, từ đó giảm nhiệt độ đầu vào mà dụng cụ hàn phải tạo ra.
Phương pháp này được gọi với thuật ngữ là phương pháp “lai” hoặc là hàn ma sát khuấy có sự hỗ trợ.
1.4. Tình hình nghiên cứu nghiên cứu trong và ngoài nước:
Những khó khăn đối với hàn những vật liệu có độ bền cao, tăng tính linh động của hệ thống hàn đã thúc đẩy việc nghiên cứu hàn ma sát khuấy làm sao phải tìm ra cách thức để giảm lực ở cơ cấu khuấy. Mục tiêu này sẽ tạo ra rất nhiều lợi ích đó là giảm độ ăn mòn ở dụng cụ hàn, giảm lực kẹp, tăng tốc độ hàn, và thặm chí giảm năng lượng tiêu thụ.
1.4.1. Tình hình nghiên cứu ngoài nước:
1.4.1.1. Gia nhiệt bằng phương pháp ma sát cục bộ [15]
Tác giả: Takahashi Takehiko, Sato Yoshinori, Kaneko Yuuta, Suzuki Riichi, Kobayashi Junichi, and Hioki Susumu.
Nội dung công trình nghiên cứu:
- Quá trình nghiên cứu này được thực hiền bằng cách gia nhiệt cục bộ vật liệu hàn với nguồn nhiệt được tạo ra từ ma sát giữa chi tiết với đầu khuấy không có mũi (Hình 1.18). Tính hiệu quả của thí nghiệm được kiểm tra bằng phương pháp giải tích.
Hình 1.18 Sơ đồ bố trí đầu gia nhiệt và đầu hàn.
- Vật liệu hàn : Hợp kim nhôm A5052-H34.
- Mô tả thí nghiệm: Theo hình 1.18, một đầu gia nhiệt được bố trí phía trước theo hướng gia công của đầu khuấy. Để tạo nhiệt, đầu tiên đầu tạo nhiệt sẽ đồng thời quay và ấn vào mặt trên của phôi, khi tiếp xúc với bề mặt thì một nhiệt lượng được tạo ra do ma sát giữa mặt đầu của đầu tạo nhiệt và bề mặt phôi. Khi vật liệu được nung nóng đến một nhiệt độ nhất định thì lúc này đầu khuấy và đầu tạo nhiệt di chuyển tịnh tiến đồng thời, và khoảng cách giữa hai dụng cụ này được duy trì một khoảng nhất định. Để đo được nhiệt độ của mối hàn thì tại vị trí đường hàn, các nhà nghiên cứu bố trí các thiết bị đo nhiệt (hình 1.19).
Hình 1.19 Sơ đồ bố trí thiết bị đo nhiệt
- Tổng kết thí nghiệm và kết quả đạt được: thông qua thí nghiệm này đã giải quyết được một vấn đề về biến dạng nhiệt bằng sử dụng đầu gia nhiệt như trên, khi tăng đường kính đầu gia nhiệt thì nhiệt độ cũng tăng lên. Xác định được khoảng cách phù hợp giữa đầu khuấy và đầu gia nhiệt. Thứ hai, xác định được giá trị nhiệt độ tăng như thế nào tại những vòng quay khác nhau của đầu tạo nhiệt. Thứ ba, xác định được khoảng cách phù hợp giữa đầu tạo nhiệt và đầu hàn.
- Vấn đề chưa giải quyết: Chưa đánh giá được chất lượng mối hàn, phần nghiên cứu chưa trình bày được ảnh hưởng của phần gia nhiệt trước này tới hai thành phần lực đó là lực hàn và lực đi xuống của đầu khuấy.
- Nhược điểm của phương pháp:
- Cơ cấu phức tạp, sử dụng máy chuyên dụng vì có hai trục cùng quay đồng thời và hai trục phải có tốc độ khác nhau.
- Ảnh hưởng tới bề mặt mối hàn.
1.4.1.2. Gia nhiệt bằng điện [17]
Tên công trình nghiên cứu: Thực nghiệm và nghiên cứu lý thuyết về ảnh hưởng của gia nhiệt trước tới lực trong quá trình hàn.
Tác giả : Paul C. Sinclair, William R. Longhurst, Chase D. Cox, David H. Lammlein, Alvin M. Strauss, and George E. Cook
Nội dung công trình nghiên cứu:
- Thí nghiệm này đã mô tả và phân tích những ảnh hưởng của nhiêt độ ban đầu tới phôi của hàn ma sát khuấy. Giảm những lực trong quá trình hàn bằng cách gia nhiêt ở giai đoạn đầu sẽ tăng hiệu quả trong việc áp dụng trong công nghiệp.
- Vật liệu thí nghiệm: hợp kim nhôm AA6061-T6, dày 6.3mm, rộng 76mm, 228mm.
- Phương pháp thí nghiệm:
- Sử dụng máy phay van năng Milwaukee #2K. Bàn máy được điều chỉnh để cho 3 trục được điều khiển bằng máy tính, đầu đo lực Kisler Rotating Cutting.
- Mẫu thí nghiệm được gia nhiệt trước khi hàn bằng ceramic, đặt phía dưới. Và các bộ phân đo nhiệt được bố trí dọc theo mẫu. Toàn bộ mô hình thí nghiệm được thể hiện ở hình 1.6.
Hình 1.20 A.Cách bố trí hệ thống kẹp mẫu. B. Toàn bộ cơ cấu.
- Thí nghiệm được thực hiện với các thông số nhiệt độ ở các mức 150, 20, 250 và 300 0C; chiều sâu mũi khuấy nhúng vào vật liêu là 0.16mm; lực dọc trục là 4kN.
- Tổng kết thí nghiệm và kết quả đạt được: khi thay đổi nhiệt độ gia nhiệt và thống số bước tiến của đầu khuấy thì tại mỗi giá trị thì lực dọc trục có các giá trị khác nhau (Hinh 1.21). Ở đây tác giả cho thấy có một điểm tối ưu, tại đó lực dọc trục đã giảm tới 43%.
Hình 1.21 Sơ đồ phân bố lực dọc trục tại các nhiệt độ ban đầu khác nhau.
- Vấn để chưa giải quyết: Chưa có nghiên cứu tối thông số tốc độ quay của đầu khuấy, vi đây cũng là một trong những yếu tố quan trọng nhất ảnh hưởng tới lực. Chỉ nghiên cứu về lực dọc trục, không đề cập tới lực chạy dọc đường hàn. Chưa có kiểm nghiệm kéo va uốn cho mối hàn.
- Nhược điểm của phương pháp: Cơ cấu hàn phức tạo, không tối ưu khi hàn các chi tiết có đường hàn dài.
1.4.1.3. Gia nhiệt bằng điện với lỏi đồng nằm trong đầu khuấy [18]
Tên đề tài công trình nghiên cứu: Mô hình hòa của mối hàn ma sát khuấy có gia nhiệt trước bằng điện bằng phương pháp phần tử hữu hạng.
Tác giả: Telmo G. Santos, Rosa M. Miranda and Pedro Vilaça.
Nội dung công trình nghiên cứu:
- Phương pháp gia nhiệt cục bộ này giúp làm mêm vật liệu tại vị trí hàn và toàn bộ chiều dày vật liệu. Sử dụng nguồn điện để gia nhiệt nên không cần đầu tư cao.
- Vật liệu thí nghiệm: hợp kim nhôm AA6082-T6. Dày 4mm, rộng 103mm, dài 210mm.
- Phương pháp thí nghiệm:
- Đầu khuấy với lõi đồng ở giữa (hình 1.22), dưới phôi, là một dãy điện cực (hình 1.23 c). Toàn bộ cơ cấu này nhận điện từ hệ thống kẹp của máy phay.
Hình 1.22 Đầu khuấy với lõi điện cực bằng đồng
Hình 1.23 a. Nguồn điện từ đầu kẹp của máy phay, b. Gá toàn bộ lên bàn máy phay, c. Đồ gá kẹp phôi, đồng thời là điện cực thứ hai.
- Điều kiện hàn và thông số: chiều dài đường hàn là 200mm. Đầu khuấy quay 1120 rpm, tốc độ hàn là 200mm/min, gó nghiêng của đầu khuấy là 1.50.
- Khi hàn thì hai điện cực tiếp xúc với nhau và tại vùng hàn sẽ sản sinh ra một nhiệt lượng để làm mềm vật liệu.
- Tổng kết thí nghiệm và kết quả đạt được: thí nghiệm với cách gia nhiệt như thế này thì giảm được khoảng hở tại mối hàn. Xác định được với cường độ dòng điện bao nhiêu thì mối hàn cho chất lượng tốt nhất.
- Vấn đề chưa giải quyết: Chưa có nghiên cứu về các thông số lực, hai thông số quan trọng ảnh hưởng tới lực và nhiệt đó là tốc độ quay của đầu khuấy và tốc độ hàn chưa được thể hiện mối quan hệ của chúng.
- Nhược điểm của phương pháp: lõi đồng nhanh mòn nên không thể sử dụng cho những vật liệu có độ cứng cao. Chi phí đầu tư cao, vì nếu đường hàn dài thì kết cấu đồ gá cũng phải bằng chiều dài (đồ gá là một điện cực có gắng cực đồng).
1.4.1.4. Gia nhiệt bằng tia laser [19]
Tên đề tài công trình nghiên cứu: Phân tích mối hàn ma sát khuấy với sự hổ trợ của tia laser.
Tác giả: C. Casavola, A. Cazzato, V. Moramarco
Nội dung công trình nghiên cứu:
- Tia laser được đặt trước đầu khuấy trong suốt quá trình hàn, để tăng nhiệt độ của vật liệu hàn. Điều cần nghiên cứu ở đây là vị trí của đầu phát tia laser cách đầu khuấy bao nhiêu là hợp lý.
- Vật liệu thí nghiệm: hợp kim nhôm 5754 H111. Dày 6mm, rộng 100mm, dài 200mm.
- Phương pháp thí nghiệm:
- Một camera hồng ngoài được đặt song song với hướng hàn, phía trước máy hàn ma sát khuấy. Hướng của phần phát tia laser được đặt lệch so với phương ngang một góc 600. Để giảm sự phản xạ của nhôm và tăng độ phát xạ của bề mặt, vật mẫu được sơn đen (Hình 1.24 a,b).
- Công suất của nguồn laser là 1000 W và cách 20mm và 40mm so với vật liệu hàn (Hình 1.25)
- Dọc theo chi tiết hàn được bố trí các dụng cụ đo nhiệt (Hình 1.24 b)
Hình 1.24 a. Bố trí thí nghiệm, b. Bố trí các thiết bị đo nhiệt.
Hình 1.25 Vị trí của tia laser so với vùng gia nhiệt
- Tổng kết thí nghiệm và kết quả đạt được: Thông qua thí nghiệm cho thấy tốc độ hàn được tăng lên cao, lực kẹp giảm xuống và dụng cụ khuấy ít bị mòn. Nhiệt độ điều chỉnh đảm bảo sao cho mối hàn tốt nhất, đồng thồi nhiệt độ đạt được ở phía trước vùng hàn giữa tia laser ca đầu khuấy được nghiên cứu làm sao là tối ưu nhất cho từng loại vật liệu. Và cho thấy rằng, với khoảng cách 20mm từ đầu phát tới vị trí gia nhiệt là tốt nhất cho hợ kim nhôm. Giảm ứng suất dư trong mối hàn.
- Vấn đề chưa giải quyết: Chưa có nghiên cứu về các thông số lực, hai thông số quan trọng ảnh hưởng tới lực và nhiệt đó là tốc độ quay của đầu khuấy và tốc độ hàn chưa được thể hiện mối quan hệ của chúng.
- Nhược điểm của phương pháp: Chi phí đầu tư cho thí nghiệm cao.
1.4.1.5. Gia nhiệt bằng plasma [20]
Tên đề tài nghiên cứu: Ảnh hưởng của hàn ma sát lai tới hợp kim nhôm.
Tác giả: D.K. Yaduwanshi, S. Bag, and S. Pal
Nội dung công trình nghiên cứu:
- Nghiên cứu này với mục đích nghiê cứu tính khả thi của hàn ma sát khuấy gia nhiệt bằng plasma đế nhiệt độ, cơ tính, và cấu trúc tế vi của mối hàn với vật liệu nhôm. Thí nghiệm này mong muốn đạt được các tiêu chí như là tăng tốc độ dẻo, giảm độ ăn mòn của đầu khuấy và giảm lực kẹp, tăng tốc độ hàn với cải thiện chất lượng mối hàn.
- Vật liệu hàn : Hợp kim nhôm AA1100. Dày 6mm, rộng 100mm và dài 200mm.
- Mô tả thí nghiệm:
- Sử dụng máy phay với moto có công suất là 7.5 hp.
- Plasma chuyển từ hàn hồ quan với cường độ dòng điện một chiều 50A. Sử dụng khí Argon, không có khì bap3 vệ trong suốt quá trình thí nghiệm.
- Đầu khuấy có đường kính vai khuấy 20mm, đường kính mủi khuấy 6mm, vài chiều dài mũi khuấy 5.57mm.
- Để đo nhiệt độ trong suốt quá trình hàn, một bộ đo nhiệt loại K được bố trí ở phía giữa dọc theo đường hàn.
- Để đo lực của đầu khuấy sử dụng loại đò gá có gắn các loadcell.
- Thông số thí nghiệm (Bảng 1.1).
Bảng 1.1 Giá trị thực nghiệm
|
STT |
Tốc độ hàn, mm/min |
Tốc độ quay, rpm |
Cường độ dòng điện, A |
|
1 |
63 |
600 |
25 |
|
2 |
63 |
815 |
35 |
|
3 |
98 |
600 |
35 |
|
4 |
98 |
815 |
25 |
- Tổng kết thí nghiệm và kết quả đạt được:
- Quá trình thí nghiệm có sự so sánh giữa hàn ma sát không có gia nhiệt và có gia nhiệt.
- Giá trị trung bình của lực hướng xuống giảm 22-28% (Hình 1.26)
- Nhiệt độ ngoài vùng khuấy tăng cao.
- Độ bền cứng và độ cứng tế vi được quan sát trong quá trình hàn. Tuy nhiên độ cứng độ cứng đồng nhất, không có sự thay đổi nhiều với các giá trị nhiệt độ đầu vào thay đổi.
Hình 1.26 a. Lực hướng xuống khi không có gia nhiệt, b. Có gia nhiệt
- Vấn đề chưa giải quyết: Chư đánh giá chất lượng mối hàn về độ bền uống và bền kéo, chưa đánh giá được ảnh hưởng của tốc độ hàn để từ đó đưa ra được lực hàn thay đổi như thế nào.
- Nhược điểm của phương pháp:
- Khó kiểm soát nhiệt độ của bộ phân gia nhiệt plasma.
- Nhiệt độ gia nhiêt từ plasma rất cao, nên đối vật liệu nhôm rất nhanh đạt tới giới hạn nóng chảy.
1.4.2. Tình hình nghiên cứu trong nước
Ở Việt Nam chúng ta, trong thời gian gần đây bắt đầu có những nghiên cứu về công nghệ hàn ma sát khuấy này. Có thể kể đến một số nghiên cứu của các tác giả sau:
1.4.2.1. Sự lan truyền của vết nức mỏi trong mối hàn ma sát khuấy của AA6063-T5: Vai trò của ứng suất dư và cấu trúc tế vi [21]
Tác giả: Trần Hưng Trà-Đại học Nha Trang, Masakazu Okazaki, Kenji Suzuki
Mũi khuấy dạng côn, trên có ren với bước ren là 1.0mm, dài 5mm.
Trạng thái nứt mỏi mà chúng lan truyền tại những vị trí đại diện trong mối hàn ma sát khuấy của AA6063-T5 được thực hiện tại nhiệt độ 2000C, trang thiết bị theo chuẩn ASTM E647. Các vết nứt được quan sát cả hai bề mặt của mẫu. Ứng suất dư được đo bằng công nghệ tia X. Thông qua thí nghiệm này thì tác giả cho thấy sự lan truyền của vết nứt mỏi phụ thuộc vào dãy vết nứt. Những vết nứt xuất hiện nhiều nhất tại vị trí mà mũi khuấy thoát khỏi bề mặt hàn. Và thông qua thí nghiệm cho thấy ứng suất dư không ảnh hưởng nhiều trong các vết nứt do mỏi, nhưng độ không đồng nhất của cấu trúc tế vi đống một vai trò thiết yếu.
Ở thí nghiệm này tác giả chỉ thí nghiệm tại một giá trụ nhiệt độ, nên chưa thấy rõ được vai trò của nhiệt độ ảnh hưởng tới ứng suất dư và cấu trúc tế vi như thế nào.
1.4.2.2. Nghiên cứu ảnh hưởng của thông số hàn đến sự phân bố nhiệt độ và cấu trúc mối hàn ma sát khuấy tấm hợp kim nhôm AA7075-T6[22]
Tác giả: Dương Đình Hào, Trần Hưng Trà, Vũ Công Hòa, Phí Công Thuyên
Thí nghiệm được thực hiện trên máy phay NC. Thông số đầu khuấy với đường kính mũi khuấy là 5.0mm, chiều dài mũi khuấy 4.5mm, mũi khuấy có bước xoắn 1.0mm. mũi khuấy được nghiêng một góc 20 so với mặt phôi.
Mối hàn ma sát khuấy tấm hợp kim nhôm AA7075-T6 được nghiên cứu tại trường Đại hoc Nha Trang. Kết quả khảo sát thực nghiệm cho thấy nhiệt độ cao nhất nằm ở vùng khuấy trong tất cả các trường hợp và có xu hướng tăng khi tỷ số tốc độ quay (ω) của đầu khuấy và tốc độ hàn tăng (v). Mối hàn đạt chất lượng khi tỷ số này (ω /v) nằm trong khoảng 4.0-10.0 vòng/mm. Nghiên cứu chỉ ra rằng, khi tỷ số ω /v tăng thì kích thước hạt tại các vùng hàn cũng tăng. Cấu trúc hạt thay đổi làm cơ tính thay đổi được thể hiện qua sự thay đổi độ cứng.
1.4.2.3. Ảnh hưởng của thông số hàn đến cơ tính của mối hàn ma sát khuấy của hợp kim nhôm AA6063-T5 [23].
Tác giả : Trần Hưng Trà
Ảnh hưởng của tốc độ quay của đầu khuấy và tốc độ hàn đến chu trình nhiệt, sự phân bố độ cứng, và ứng suất kéo của mối hàn được làm sáng tỏ trong thí nghiệm này. Kết quả thí nghiệm cho thấy rằng tỉ số giữa tốc độ quay và tốc độ hàn càng thấp thì nhiệt sinh ra cũng càng thấp, vùng biến dạng dẻo của chi tiết cũng hẹp lại và ứng suất kéo tăng lên. Trong tất cả các trường hợp, vế nứt do kéo đều nằm bên ngoài vùng khuấy, nơi mà độ cứng thấp nhất. Và đồng thời ứng suất dư xung quanh vùng hàn khá thấp, nằm trong khoảng 10% của giới hạn chảy của vật liệu.
1.5. Lợi ích và mục tiêu của đề tài
1.5.1. Lợi ích của đề tài
Về tính khoa học, phương pháp hàn này là một trong những công nghệ hàn mới hiện nay, được nhiều nước và các hãng sản xuất lớn trên thế giới nghiên cứu ứng dụng, là một trong những yếu tố quan trọng cải thiện hiệu quả cơ tính, độ bền của sản phẩm.
Sử dụng nguồn năng lượng hàn chủ yếu là từ nguồn nhiệt do ma sát giữa bề mặt phôi và dụng cụ và sự biến dạng dẻo mảnh liệt trong cấu trúc vật liệu, nét mới trong kỹ thuật cơ khí hiện nay.
Trong điều kiện công nghiệp hóa hiện đại hóa ở nước ta, các ngành công nghiệp phát triển như đóng tàu; sản xuất thiết bị nồi hơi; sản xuất ô tô; chế tạo khuôn mẫu;...thì việc nghiên cứu ứng dụng phương pháp hàn ma sát khuấy là rất cần thiết, tạo điều kiện cho việc tiếp cận và từng bước ứng dụng có hiệu quả các công nghệ tiên tiến của thế giới.
Do những lợi ích to lớn như vậy, đồng thời còn những điểm yếu đi theo ở phương pháp hàn này, mà một trong những điểm yếu đó là khó hàn những vật liệu có độ cứng cao. Cho nên gia nhiệt vật liệu trước khi hàn là điều cần phải thực hiện để mở rộng phạm vi của phương pháp hàn này, đồng thời tăng năng suất, tiết kiệm năng lượng và tính hiệu quả cúa quá trình hàn.
1.5.2. Mục tiêu của đề tài
Mặc dù nhiều ưu điểm mà hàn ma sát khuấy có thể đem lại, nhưng nó vẫn còn một số khuyết điểm. Bởi vì đây là một quá trình gia công ở trạng thái rắn, nên dụng cụ bị ăn mòn trong suốt quá trình hàn. Tốc độ hàn trong hàn ma sát khuấy chậm hơn sẽ dẫn tới kéo dài thời gian hàn. Bởi vì cần lực lớn trong suốt quá trình hàn, nên dụng cụ được trang bị cho quá trình hàn sẽ có giá thành cao. Đối với những vật liệu có nhiệt độ nóng chảy cao như là thép và hợp kim thép đòi hỏi dụng cụ hàn phải làm từ hợp kim đặc biệt.
Đến nay đã có rất nhiều phương pháp nhằm để giải quyết các khó khăn trên. Một cách giải quyết mà trong luận văn này sẽ trình bày đó là hàn ma sát khuấy với sự hỗ trợ từ nguồn nhiệt bên ngoài là nhiệt do điện trở. Quá trình này là sự kết hợp của hàn ma sát khuấy với dụng cụ nung nóng là một bộ phận gia nhiệt được làm bằng đồng đỏ bên trong có lắp các điện trở gia nhiệt và bộ phận này được đặt phía trướt đầu hàn, công dụng của nó là gia nhiệt vật liệu phía trước chốt khuấy. Và sau đó vật liệu hàn được hàn theo cách tương tự của hàn ma sát khuấy. Dụng cụ gia nhiệt phía trước dụng cụ hàn gia nhiệt vật liệu hàn và làm cho quá trình kết dính không cần lực kẹp lớn. Lực chạy dọc đường hàn và lực dọc trục sẽ giảm, từ đó làm giảm sự ăn mòn dụng cụ. Ngoài ra, việc gia nhiệt trước giúp vật liệu hàn đạt tới trạng thái dẻo nhanh hơn, từ đó làm cho mối hàn không bị các khuyết tật do chưa đạt nhiệt độ, và làm cho mối hàn tốt hơn.
Chương 2. CƠ SỞ LÝ THUYẾT
2.1. Nhiệt trong hàn ma sát khuấy
2.1.1. Vùng chịu tác dụng nhiệt trong khi hàn
Vùng chịu tác dụng nhiệt được mô tả trong hình sau
Hình 2.1 Sơ đồ phân tán nhiệt bên trong vật liệu hàn [3]
- Vùng không chịu ảnh hưởng (A): vùng vật liệu này nằm xa vùng hàn nên không chịu ảnh hưởng của biến dạng, không chịu ảnh hưởng của nhiệt.
- Vùng chịu nhiệt (B-HAZ): vùng này nằm gần với vị trí hàn cho nên vật liệu tại vùng này chịu ảnh hưởng của nhiệt độ của vùng hàn nên nó bị thay đổi cấu trúc tế vi hoặc đặc tính kỹ thuật. Tuy nhiên, không có biến dạng dẻo tại vùng này.
- Vùng chịu nhiệt của dụng cụ hàn (C-TMAZ): tại vùng này, dụng cụ hàn thực hiện quá trình biến dạng dẻo vật liệu, và nhiệt độ sẽ tác động đến cấu trúc của vật liệu. Trong trường hợp là hợp kim nhôm, có thể thu được quá trình biến dạng dẻo không kết tinh lại trong vùng này, và cũng dễ nhận thấy ranh giới giữa vùng kết tinh lại và vùng biến dạng của TMAZ.
- Vùng khuấy (D): đây là vùng kết tinh lại, vùng này là vùng mà chốt khuấy đâm vào trong vật liệu hàn.
2.1.2. Sơ đồ thể hiện mối quan hệ của các thông số tới nhiệt trong quá trình hàn ma sát khuấy
2.1.3. Nhiệt sản sinh trong suốt quá trình hàn ma sát khuấy
Trong hàn ma sát khuấy, nguồn nhiệt hàn được tạo thành do sự kết hợp của quá trình ma sát giữa dụng cụ-phôi và quá trình khuếch tán dẻo trong khi vật liệu bị biến dạng. Cơ chế tạo nhiệt bị ảnh hưởng bởi: các thông số hàn, tính dẫn nhiệt của vật liệu phôi, đầu khuấy và đe, đặc tính hình học của dụng cụ. Thông thường thì điều kiện hàn nóng là hàn với số vòng quay (rpm) cao và vận tốc hàn (Vh) thấp; ngược lại, hàn với tốc độ hàn cao và rpm thấp thì được gọi là hàn lạnh. Trường nhiệt độ xung quanh đầu khuấy là không đối xứng, trong vùng lùi của mối hàn có nhiệt độ cao hơn nhiệt độ vùng tiến. Điều này thể hiện khi thử phá hỏng do kéo vết nứt trên cạnh lùi trong vùng HAZ là xảy ra nhiều hơn. Để tránh hiện tượng quá nhiệt trong vùng tâm hàn thì hạn chế số vòng quay của dụng cụ dưới 15000v/p. [3: trang 35]
Hình 2.2 Vùng tiến và Lùi trong quá trình hàn.
Những nghiên cứu thực nghiệm gần đây đã cho thấy rằng nguồn nhiệt sinh ra chủ yếu ở bề mặt vai và phôi [6]. Điều khiển cơ chế tạo nhiệt là do ma sát hoặc sự phân tán dẻo, phụ thuộc vào điều kiện tiếp xúc giữa hai bề mặt. Đặc trưng hình học của dụng cụ (đầu khuấy, vai) sẽ ảnh hưởng đến hai bề mặt trượt, dính hoặc giữa hai dạng trên, nhiệt độ tạo ra giữa đầu khuấy và phôi là không phải nhỏ và cũng nên đưa vào để xác định trường nhiệt. Cơ chế tạo nhiệt giữa đầu khuấy và phôi cũng do ma sát và phụ thuộc vào điều kiện trượt hoặc dính ở bề mặt tiếp xúc, lượng nhiệt từ sự biến dạng nhiệt quanh dụng cụ khoảng từ 2 - 20%[3: trang 36], nhiệt độ tối đa khi hàn các hợp kim nhôm là từ 4500C đến 5500C [7].
Vùng gần sát với đầu khuấy là gần như đẳng nhiệt và nhiệt độ tối đa có thể ở tại ranh giới cắt của kim loại xung quanh đầu khuấy. Đối với các vật hàn dày thì nhiệt độ bị ảnh hưởng bởi chiều sâu của đầu khuấy, nhiệt độ cao nhất là tại bề mặt tiếp xúc giữa vai và bề mặt vật hàn.
Khi nhiệt độ vật liệu mối hàn tăng lên thì sẽ tiếp tục làm mềm kim loại, moment xoắn giảm và một lượng nhiệt được truyền đi do cơ học. Điều này tạo thành một cơ chế nhiệt tương đối ổn định và tránh tối đa hiện tượng nóng chảy của kim loại mối hàn. Điều khiển nhiệt độ có thể thực hiện bằng cách thay đổi điều kiện ở bề mặt chung giữa dính và trượt. Khi kim loại nguội dưới nhiệt độ tới hạn, khi đó ứng xuất dòng biến dạng tăng lên trên giá trị ứng suất trượt. Sự tác động giữa dụng cụ và phôi có thể chuyển từ biến dạng đến ma sát. Nếu trượt xảy ra giữa dụng cụ và phôi, lượng nhiệt vào sẽ giảm và dẫn đến giảm nhiệt độ mối hàn. Thay đổi điều kiện biên ở bề mặt tiếp xúc có thể dẫn đến sự mất ổn định về nhiệt độ và có thể dao động qua lại giữa hai hiện tượng dính và trượt. Hình 2.3 [3, trang 39] minh họa điều kiện biên ở vai dụng cụ sẽ ảnh hưởng đến dòng vật liệu tâm hàn
Hình 2.3 Ảnh hưởng của điều kiện trượt - dính đến quá trình sinh nhiệt
2.1.3.1. Nhiệt sinh ra từ nhiệt do ma sát
Như chúng ta đã biết, hàn ma sát khuấy sinh nhiệt là do ma sát giữa dụng cụ hàn và chi tiết hàn, mà cụ thể là phần nhiệt sinh ra tại vị trí tiếp xúc giữa vai của dụng cụ hàn và bề mặt phôi hàn.
2.1.3.2. Nhiệt sinh ra từ biến dạng dẻo
Phần trên tập trung vào phần nhiệt sinh ra là do ma sát giữa dụng cụ hàn và bề mặt phôi. Tuy nhiên, quá trình biến dạng dẻo diễn ra trong phôi cũng tạo ra một nhiệt lượng đáng kể. Tổng năng lượng của biến dạng dẻo bị tiêu tán bởi nhiệt nằm trong khoảng 80-100% [2, trang 24] của tổng năng lượng đưa vô. Năng lượng hàn đầu vào bị chuyển đổi thành biến dạng dẻo trong phôi hàn được chia làm hai phần:
- Một phần được chứa trong cấu trúc tế vi.
- Một phần chuyển thành nhiệt.
Tuy nhiên, chưa có thí nghiệm nào được báo cáo đề cập tới hai phần nói trên. Kết quả của các mô phỏng số đoán được khoảng nhiệt thu được từ biến dạng dẻo có thể biến đổi trong khoảng 2-20% [7].
2.1.3.3. Nhiệt chuyển đổi trong suốt quá trình hàn ma sát khuấy
Tổng nhiệt lượng chuyển đổi trong quá trình hàn ma sát khuấy được thể hiện ở hình 2.4, biểu đồ này cho thấy đường đi của lượng nhiệt trong quá trình hàn.
Hình 2.4 Nhiệt chuyển đổi trong quá trình hàn
Công thức của quá trình truyền nhiệt có dạng như sau:
Trong đó:
- : Tỷ trọng riêng của vật liệu.
- : Nhiệt dung riêng.
- T : Nhiệt độ.
- : Vận tốc.
- k : Hệ số dẫn nhiệt.
- : Tỷ số nhiệt sinh ra.
Nếu nhiệt đối lưu không xem xét đến, thì công thức có thể giải quyết trực tiếp cho sự phân bố nhiệt bằng cách sử dụng công thức sinh nhiệt tương đương. Và công thức có dạng sau [2]:
Trong đó :
- P và được cho là hằng số của tỷ số vai/bề mặt phôi và nhiệt sinh được cho là do bởi ma sát tại vai/bề mặt phôi (được biết là Q1). Nhiệt sinh ra do ma sát tại chốt/phôi (Q2), bề mặt chốt/phôi (Q3) và biến dạng dẻo trong phôi được bỏ qua.
- : thu được từ việc đo moment xoắn và tốc độ quay của dụng cụ hàn.
2.2. Dòng chảy của vật liệu [3]
Các thông số hàn kết hợp với hình dạng của chốt khuấy và vật liệu hàn sẽ điều khiển thể tích của vật liệu được nung nóng, mà một phần sau đó được quét bởi hoạt động cơ khí. Vật liệu được làm mềm do nhiệt được chuyển đổi xung quanh dụng cụ hàn theo hướng xoay vòng và được đọng lại thành dãy trong vết sóng của đường hàn. Được thấy ở mặt cắt của đường hàn ma sát khuấy, khoảng cách của những dãy được để lai trong đường hàn tương đương với khoảng cách tiến dọc của dụng cụ hàn, được mô tả ở hình 2.5. Sự khác nhau về hình học và cấu trúc tế vi trong vùng hàn cho thấy sự không đối xứng của dòng chảy diễn ta xung quanh trục hàn.
Hình 2.5 Khoảng cách giữa các bước tiến của dụng cụ hàn
Cấu trúc tế vi của một đường hàn ma sát được thể hiện ở mặt cắt ngang (Hình 2.6). Vùng hàn được giới hạn bởi HAZ và nhiệt cơ học tác động lên vùng. Nhiệt được tạo ra kiểm soát kích thước của thể tích vùng khuấy, bởi vì hàn nóng được cho là có vùng nhân hàn lớn hơn hàn nguội.
Hình 2.6 Mặt cắt ngang của đường hàn
Vòng tròn hình củ hành (Hình 2.7) được quan sát trong vùng nhân hàn thường không có rõ ràng trong cấu trúc hàn vĩ mô. Sự biến mất của vòng tròn hình củ hành có thể là kết quả từ điều kiện trượt tồn tại tại mặt của phôi/dụng cụ hàn ở nhiệt độ cao, khi bị ép quá lơn của quá trình hàn.
Hình 2.7 Biên dạng hình củ hành
Mặc dù sự kết hợp của dòng vật liệu, mô hình sinh nhiệt, vật liệu dụng cụ hàn, và đặc tính của vai và chốt tạo ra sự phức tạp, nên cần có một vài tổng hợp liên quan tới cơ chế của dòng chảy. Hầu hết những điều biết được về dòng chảy biến dạng được suy luận từ các phần tử chảy bất đối xứng thông qua nghiên cứu bằng cách lấy dấu. Phương pháp này thực hiện bằng cách đặt vào bề mặt đường hàn bằng các viên viên bi có đường kính là 0,38 mm dọc theo vị trí hàn [11]. Sau đó dùng tia X để đoán được dòng chảy của vật liệu xung quanh chốt khuấy. Thông qua phương pháp này, chỉ một số dòng chảy của vật liệu xuất hiện khi bị lực dọc trục từ đầu khuấy tác dụng xuống, phần còn lại xuất hiện khi dụng cụ khuấy quay, và nó xuất phát từ phía trước ra phía sau của chốt khuấy.
Dựa trên những thí nghiếm sử dụng phương pháp lấy dấu, hai mô hình được công bố để mô tả dòng chảy vật liệu bởi tác dụng của thông số hàn và thông số hình học của dụng cụ.
- Mô hình Nunes Kinematic [3]:
Nunes dựa trên những mô hình vật lý của dòng chảy kim loại trong quá trình hàn ma sát khuấy với thuật ngữ là động học mô tả dòng chảy vật liệu. Ở hình 2.8 mô tả quá trình cuộn vật liệu của hàn ma sát khuấy trong ba vùng của dòng chảy không bị nén mà chúng kết hợp từ hai dòng khác nhau. Trong mô hình nay, một vùng xoay của vật liệu cứng bị tác động bởi chốt khuấy được mô tả bằng những vòng tròn xếp chồng lên nhau theo từng lớp có bước là bước tiến của dụng cụ khuấy. Vật liệu không nằm trong vòng tròn chảy rối thì dễ dàng đi ngang qua chốt khuấy, trong khi vật liệu nằm trong vòng tròn chảy rối sẽ trải qua tác dụng của nhiệt do cơ.
Hình 2.8 Sự kết hợp của các dòng chảy [24]
Vật liệu ở cạnh lùi của mối hàn di chuyển từ phía trước đầu khuấy ra phía sau rồi dừng lại là do tác dụng của dòng chảy xuyên thẳng của vật liệu. Phần vật liệu trong cạnh tiến của mối hàn sau một thời gian quay quanh chốt khuấy bị kẹt lại bởi dòng chảy hướng tâm của phần vật liệu ở dưới vai dụng cụ. dòng chảy hướng tâm của vật liệu là một phần của vòng tròn chảy rối lưu thông gây bởi ren của đầu khuấy. Sự lưu thông của của dòng chảy rối sẽ chuyển vật liệu bị kẹt lại xuống dưới đầu khuấy. Sự xoáy của dòng vật liệu xung quanh đầu khuấy và dòng vật liệu hướng xuống đầu khuấy càng thể hiện rõ hơn khi đầu khuấy di chuyển đi tới.
Sự thay đổi hướng ren sẽ làm thay đổi hướng dòng chảy của vật liệu trong vùng xoáy từ sự di chuyển xuống dọc đầu khuấy. Hai dòng chảy trên sẽ quyết định lượng kim loại trải qua quá trình cơ nhiệt trong mỗi dòng chảy và sẽ quyết định đến chất lượng mối hàn.
Sự xen kẽ của hai dòng vật liệu được mô tả ở hình 2.8. Hiện tượng trượt và dính diễn ta tại bề mặt của dụng cụ hàn và phôi, giải thích cội nguồn của hiện tượng xen kẽ này. Phần còn lại của dòng vật liệu đi thẳng chiếm ưu thế hơn tại vùng lùi và vùng dưới dụng cụ hàn, vùng xoáy của dòng vật liệu chiếm ưu thế tại vùng tiến và vùng phía dưới dụng cụ hàn.
Hình 2.9 a Mặt cắt của hai dòng chảy, b Sự san xen của các dòng chảy
- Mô hình kỹ nghệ sắt của Arbegast [3]:
Mô hình của Arbegast xem hàn ma sát khuấy như là quá trình gia công kim loại mà nó liên quan tới năm vùng:
- Gia nhiệt.
- Biến dạng ban đầu.
- Vùng trồi.
- Vùng ép.
- Vùng nguội.
Những vùng này được thể hiện ở hình 2.10. Nhiệt độ được tạo ra bằng việc quay của dụng cụ hàn gia nhiệt kim loại trước khi dụng cụ hàn tịnh tiến. Chuyển động xoay của dụng cụ hàn định hình vùng biến dạng ban đầu. Ở vùng này, kim loại bị ép lên trên nhưng phía dưới vai của đầu khuấy và xuống. Ở vùng trồi, kim loại phía trướt bị di chuyển xung quanh chốt khuấy và ra phía sau của đầu khuấy lấp vào khoảng trống do đầu khuấy để lại khi di chuyển tới dọc đường hàn. Phần kim loại được điền đầy là kết quả của sự đan xen giữa vùng trồi trên và dưới đầu khuấy. Phần phía sau của vai dụng cụ sẽ đi qua vùng trồi, vùng ép và nhờ áp lực đủ lớn giúp cho quá trình đông đặc mối hàn. Khi dụng cụ đi qua, kim loại nguội dần tạo thành liên kết hàn, và cứ như thế dọc theo chiều dài mối ghép tạo thành đường hàn.
Hình 2.10 Vùng nóng chảy của vật liệu trong suốt quá trình hàn
2.3. Đặc điểm của dòng chảy vật liệu
Dòng chảy kim loại phụ thuộc bởi lượng nhiệt vào, điều kiện bề mặt giữa dụng cụ, phôi, cấu hình của dụng cụ hàn và bởi lực tác dụng lên dụng cụ.
Một số đặc điểm chủ yếu của dòng chảy:
- Dòng chảy bị phân chia trên cạnh tiến của mối hàn, vật liệu ở phía trước đầu khuấy được quét quanh cạnh lùi ra sau dụng cụ. Quá trình này được quyết định bởi ứng suất cắt ở bề mặt dụng cụ và phôi. Cũng chính dòng vật liệu này, đôi khi lại tạo nên sự kết nối giữa những dòng chảy riêng biệt quanh vùng tiến và vùng lùi dẫn đến việc hình thành mối hàn trên vùng tiến.
- Vận tốc của điểm ngoài cùng trên bề mặt của dụng cụ (cả vai và đầu khuấy) cao hơn tốc độ dịch chuyển tới của dụng cụ.
- Do điều kiện bề mặt giữa dụng cụ và phôi nên luôn có hai dòng chảy luân phiên nhau trong vùng hàn xung quanh đầu khuấy: dòng chảy hỗn hợp với sự biến dạng phân bố khắp vùng trung tâm, vùng ảnh hưởng nhiệt của mối hàn và dòng chảy trượt ở bề mặt khi vận tốc của vật liệu ở bề mặt có thể bằng tốc độ của dụng cụ thì hiện tượng dính xảy ra nhưng với hiện tượng trượt thì tốc độ của vật liệu thấp hơn tốc độ của dụng cụ.
- Quá trình tạo nhiệt và tính dẫn nhiệt sẽ ảnh hưởng đến lượng vật liệu được làm mềm sự chênh lệch nhiệt độ dẫn đến sự xuất hiện vùng biến dạng gần bề mặt mối hàn.
Cấu hình của dụng cụ và những yếu tố động học của dòng chảy xung quanh dụng cụ sẽ sinh ra một số dòng chảy riêng biệt trong suốt chiều dày vật hàn.
Mối hàn được hình thành từ những dòng kim loại hội tụ lại ở phía sau dụng cụ, mức dòng chảy và hướng các đường trượt dọc của dòng chảy sẽ quyết định kiểu vùng biến dạng, ứng suất thủy tĩnh và vectơ vận tốc tại vùng biến dạng. Colegrove đã chứng minh rằng các lực tỉ số biến dạng của quá trình hàn là hàm của đặc tính hình học của dụng cụ, điều kiện trượt dính, ứng suất chảy dẻo vật liệu, thông số hàn, chiều rộng vùng trồi, thể tích dụng cụ quét. Dòng kim loại là một chu kỳ tuần hoàn tự nhiên và là kết quả của sự hội tụ của từng dòng vật liệu riêng biệt.
Dòng vật liệu xuyên qua mỗi vùng và hội tụ một lần nữa ở bề mặt từng vùng, sự rối loạn của dòng kim loại cùng với sự hình thành các khuyết tật mối hàn là sự biểu hiện của sự dao động về độ lớn, hướng của các lực và moment xoắn của dụng cụ.
Hình 2.11 Sự bố trí lực trong hệ trục tọa độ
Độ lớn của lực ép và độ lớn của vai dụng cụ có ảnh hưởng rất lớn đến số lượng dòng kim loại xuyên qua mỗi vùng và sự hình thành khuyết tật của mối hàn.
Hình 2.12 Ảnh hưởng của lực ép đến chất lượng mối hàn.
Như vậy điều khiển lực và moment xoắn của dụng cụ là cần thiết để duy trì mức nhiệt độ thích hợp và dòng chảy kim loại thích hợp để hạn chế sự hình thành khuyết tật.
Trong điều kiện hàn nóng (vòng quay lớn, Vh nhỏ) sự không cân bằng dòng vật liệu sẽ có thể tồn tại và làm cho vùng tâm hàn bị đổ sụp, nguyên nhân là do dòng vật liệu vượt quá từ vùng 3 điền vào cạnh tiến (vùng 1). Điều này cho thấy sự quá nhiệt ở vật liệu và làm mất độ bền của kim loại cơ bản trong vùng TMAZ hoặc HAZ. Điều kiện hàn này chỉ áp dụng cho những mối hàn chịu lực thấp.
Ngoài ra, khi hàn quá nhiệt thì sẽ hình thành khuyết tật “chảy xệ”. Nguyên nhân là do quá nhiều dòng vật liệu đến vùng 4 và sự ngấu vượt quá của dòng vật liệu đến cạnh sau ở dưới đỉnh đầu khuấy. Khuyết tật này liên quan đến độ bền liên kết hàn, giới hạn bền mỏi và độ dẻo dai khi uốn.
Một yếu tố nữa là khi hàn trong điều kiện hàn nóng, vật liệu ở vùng giữa vai và bề mặt vật hàn (vùng 3) có thể bám vào vai dụng cụ hàn cản trở quá trình hàn, mặt khác phần vật liệu này có thể bị đẩy ra khỏi vai và hình thành khuyết tật ở bề mặt vật hàn (hình thành Bavia bề mặt) dẫn đến sự hao hụt vật liệu vùng hàn làm ảnh hưởng đến sự cân bằng của các dòng vật liệu ở những vùng khác, làm thiếu lực ép bề mặt và sinh ra các khuyết tật khác.
Trong điều kiện hàn nguội (tốc độ quay thấp, Vh cao) lỗ hỏng dễ xảy ra, nguyên nhân là do vật liệu vùng tiến (vùng 1) không được đáp ứng đầy đủ, như đã miêu tả thì khuyết tật này sẽ giảm khi lực ép tăng. Khi lực ép quá thấp thì bề mặt (vùng 3) không được điền đầy. Mặc dù khi lực ép tăng đến giá trị cần thiết thì vẫn có tình trạng thiếu sự đông đặc ở bề mặt giữa vùng 1 và vùng 4. Những khuyết tật này biểu hiện ở sự hình thành vết nứt dọc theo dòng tuần hoàn của vật liệu.
Hình 2.12 Các dòng chảy kim loại
2.4. Lực trong quá trình hàn ma sát khuấy
Lực trong hàn ma sát khuấy, cũng như momen xoắn và năng lượng được tạo ra bởi các thông số hàn, như là: hình dạng dụng cụ hàn, vật liệu và thông số của quá trình hàn, chúng đóng một vai trò rất quan trọng trong quá trình hàn. Lực và momen xoắn có thể được xem là chỉ số trực tiếp đánh giá đến chất lượng mối hàn, mà từ đó chúng ta điều chỉnh sao cho các giá trị này nằm trong vùng an toàn để thu được mối hàn không có khuyết tật.
Trong quá trình hàn thì dụng cụ thực hiện hai chuyển động chính đó là quay và tịnh tiến, lực trong quá trình hàn theo ba hướng đó là:
- Fz : lực dọc trục
- Fx, Fy : lực trên mặt phẳng. Fx còn được gọi là lực hàn.
Ngoài ra, trong chuyển động quay của dụng cụ, momen xoắn cũng được tạo ra.
Các lực nảy được thể hiện ở hình 2.13.
Hình 2.13 Các lực trong quá trình hàn
2.4.1. Sự phân bố lực dọc trục Fz trong giai đoạn thâm nhập vào trong vật liệu của đầu hàn
Ở giai đoạn đi xuống của đầu khuấy cho đến khi chốt khuấy đạt chiều sâu mong muốn thì giá trị của lực dọc trục Fz và momen xoắn đạt giá trị cực đại. Tuy nhiên, giá trị này sẽ giảm đi gần tới 35% trong giai đoạn đầu khuấy di chuyển dọc đường hàn [4:trang 12]. Và chúng ta có thể thấy ở hình 2.14.
Hình 2.14 Lực phân bố trong quá trình hàn
Giai đoạn đi xuống của đầu khuấy được xem là bắt đầu cho quá trình hàn. Tại giai đoạn đầu của quá trình đi xuống, dụng cụ hàn được đặt phía trên bề mặt của phôi hàn và ngay giữa vị tí tiếp giáp của hai bề mặt phôi hàn. Sau khi dụng cụ hàn quay tới vận tốc mong muốn thì dụng cụ được di chuyển theo phương Z với vận tốc là vp (hình 2.15). Sau đó dụng cụ bắt đầu đi sâu vào bên trong phôi hàn, và quá trinh này dừng lại khi bề mặt chốt khuấy đạt được chiều sâu mong muốn.
Hình 2.15 Mô tả quá trình đi xuống của mũi khuấy [25]
2.4.2. Sự phấn bộ dọc đường hàn Fx trong giai đoạn ghép nối hai chi tiết hàn lại với nhau
Sau khi đạt được chiều sâu mong muốn, đầu khuấy quay tại chổ để cho vùng vật liệu tai vị trí hàn đạt tới trang thái dẻo. Sau đó đầu khuấy tiến hành chạy dọc đường hàn để tiến hành quá trình hàn.
Trong quá trình hàn, phần chốt khuấy chịu ứng suất của quá trình uốn vá xoắn của chuyển động tịnh tiến và quay. Một loại lực phân bố đặc biệt, ta gọi là q(z) [12], lực này phân bố trên bề mặt của chốt khuấy, ta thấy ở hình 2.16.
Hình 2.16 Lực q(z) tác dụng lên bề mặt chốt
Moment uốn My tại điểm A ở hình 2.17 có thể được tính bằng công thức sau:
Trong đó:
- L : chiều dài chốt,
- z1 : khoảng cách của điểm A từ chân của chốt.
- q(z) : lực vi phân của chốt.
Hình 2.17 Sơ đồ mặt cắt ngang của chốt
Ứng suất pháp do uốn được tính như sau:
Trong đó:
- x : khoảng cách từ đường tâm tới dây cung AB,
- Iyy : moment thứ hai của diện tích,
- r : bán kính của chốt,
- : gốc của điểm A so với hướng hàn.
Ứng suất cắt tại điểm A do xoắn gây ra, được tính theo công thức sau:
Trong đó:
- MT : moment dính tại điểm A,
- Jzz : moment cực của diện tích bề mặt
Việc tính toán ứng suất cắt tại B có thể tướng đương với lực cắt V và moment của tiến diện cắt Q dọc theo dây cung AB ở hình 2.16.
Ta có:
Trong đó:
g là chiều dài giây cung AB và
Vì vậy, và do , nên ta có thể viêt lại:
Ứng suất cắt tại A do uốn gây ra có thể được tính như sau:
Ở hình 2.18 a, b cho ta thấy quá trình phân bố của lực và moment trên mặt cắt dọc SS ở hình 2.16. Hình 2.18c chỉ ra sự phân bố cùa ứng suất cắt và tại vị trí A. Ứng suất chính cực đại và cụ tiểu tại điểm A do sự kết hợp của uốn và xoắn có thể được tính như sau:
Và
Hình 2.18 Sơ đồ phân bố lực
Moment trong quá trình hàn được tính như sau:
Trong đó MT và ML là thành phần dính và trượt của moment tổng. Giá trị MT và ML được tính như sau:
Nhiệt độ và dòng chảy vật liệu cần cho quá trình xác định độ bền cắt . Lực dọc đường hàn của quá trình hàn ma sát khuấy được tính như sau:
Trong đó, FS và FP là những thành phần lực được tạo ra tại vị trí và chốt. Giá trị của chúng có thể được tính bằng công thức sau:
Trong đó:
- : nhiệt độ phụ thuộc của ứng suất kéo của vật liệu định hình.
- dA : hình chiếu vuông góc của diện tích mặt cắt của chốt.
Chương 3. TIẾN TRÌNH THỰC HIỆN THỰC NGHIỆM
Công việc chính là xác định sự ảnh hưởng của mối hàn có gia nhiệt trước đến các lực trong quá trình hàn ma sát khuấy
3.1. Phân tích và chọn thông số thí nghiệm
Nhiệt độ sinh ra trong quá trình hàn ma sát khuấy là sự tiếp xúc giữa dụng cụ hàn và bề mặt chi tiết cần hàn. Nhiệt độ sinh ra tại nhiều vị trí khác nhau trên dụng cụ hàn, và có thể phân chia làm ba vùng chính (theo hình 3.1)[26][2: trang 22].
Hình 3.1 Phân bố nhiệt tại bề mặt dụng cụ hàn
Trong đó:
- Q1 là nhiệt lượng được sinh ra tại bề mặt phía dưới của vai.
- Q2 là nhiệt lượng sinh ra tại mặt bên của chốt khuấy.
- Q3 là nhiệt lượng sinh ra tại mặt đầu của chốt.
Vì vậy tổng nhiệt lượng do dụng cụ sinh ra là Qtổng = Q1 + Q2 + Q3
Để xác định giá trị cho mỗi nhiệt lượng, ta có công thức sau:
Trong đó :
- : vận tốc gốc
- dF : lực tác dụng lên bề mặt tại khoảng cách r từ tâm của dụng cụ hàn
Hình 3.2 Mặt cắt thể hiện phân bố nhiệt vi phân trên chốt và vai
Bề mặt dọc của chốt khuấy được thể hiện ở hình 3.2 một tiết diện vi phân của bề mặt này là bị tác dụng bởi ứng suất cắt (cắt) và tạo ra một nhiệt độ vi phân Q3 như sau:
.....................
Hình 4.18 Ảnh hưởng của vận tốc hàn và tốc độ quay trục chính tới ứng suất kéo
vKết luận :
Kết quả từ phương trình hồi quy và thực nghiệm cho thấy rằng mô hình này là tương đương nhau, điều này chứng tỏ bài toán thiết kế thực nghiệm là hợp lý và có ý nghĩa khi sử dụng phương trình này để tối ưu hóa.
1.1. Kết quả tối ưu hóa các thông số
Trong nghiên cứu này tập trung vào sự ảnh hưởng của nhiệt độ gia nhiệt đến hai thông số lực đó là lực dọc trục Fz và lực dọc đường hàn Fx, bên cạnh đó chất lượng mối hàn là điều rất quan trọng. Dựa trên hàm mục tiêu thu được từ phương pháp quy hoạch thực nghiệm, để chọn ra các thông số công nghệ tốt nhất cần tiến hành tối ưu hóa hàm hồi quy.
Do dải biến thiên giá trị của các yếu tố đầu vào láy trên cơ sở thực nghiệm thăm dò, nên khoảng giá trị bị giới hạn, cho nên để tối ưu hóa ta cần phải mở rộng dải giá trị này. Khoảng giá trị của các yếu tố đầu vào được chọn như sau:
- Nhiệt độ gia nhiệt : t = 150 – 2500C
- Tốc độ quay trục chính : n = 1000 – 2200 (vòng/phút)
- Vận tốc hàn : v = 20 – 50 (mm/phút)
vGiá trị tối ưu :
- Độ bền kéo lớn nhất là 197.01 (MPa), tại điểm có các yếu tố thành phần sau : nhiệt độ gia nhiệt t= 179.920C, vận tốc hàn v= 20mm/phút, và tốc độ quay trục chính n=1402.25 vòng/phút.
- Lực dọc trục Fz nhỏ nhất là 2805.898 (N), tại điểm có các yếu tố thành phần sau : nhiệt độ gia nhiệt t= 182.180C, vận tốc hàn v= 20mm/phút, và tốc độ quay trục chính n=2200 vòng/phút.
- Lực dọc đường hàn Fx nhỏ nhất là 627.3 (N), tại điểm có các yếu tố thành phần sau : nhiệt độ gia nhiệt t= 185.090C, vận tốc hàn v= 50mm/phút, và tốc độ quay trục chính n=2043.2 vòng/phút.
=> Để đưa ra giá trị tối ưu, ta kết hợp với đồ thị để chọn lựa các giá trị phù hợp nhất là : nhiệt độ gia nhiệt t= 1850C, vận tốc hàn v= 20mm/phút, và tốc độ quay trục chính n=1800 vòng/phút thì cho ra ứng suất kéo :173.42 MPa ; lực doc trục Fz= 4062.8 N ; lực dọc đường hàn Fx=581.05 N.
Kết quả tối ưu cho thấy điểm cho giá trị cực đại độ bền kéo, giá trị cực tiểu của lực dọc trục và lực dọc đường hàn năm trong khoảng giá trị các thông số thực nghiệm đã chọn, điều này chứng tỏ mô hình thực nghiệm đã chọn là có ý nghĩa.
Chương 2. KẾT LUẬN VÀ HƯỚNG TƯƠNG LAI
2.1. Kết luận
Luận văn đã giải quyết được các vấn đề sau:
- Thiết kế một loại dụng cụ gia nhiệt bảo đảm được mức độ ổn định nhiệt.
- Thực nghiệm xác định các giá trị tối ưu của một sô thông số hàn có ảnh hưởng đến chất lượng mối hàn ma sát khuấy.
Bên cạnh đó, đề tài vẫn còn hạn chế:
- Chưa thực nghiệm với nhiều nguồn nhiệt khác nhau để từ đó so sánh ưu nhược điểm của từng phương án gia nhiệt.
- Hiện nay phương pháp đo nhiệt vẫn chưa trực tiếp vào đúng tại vị trí gia công mà chỉ là tại vùng lân cận điểm gia công và vì vậy các kết quả vẫn chưa là tối ưu nhất. Tuy nhiên, nhận xét về sai số giao động trong khoảng có thể chấp nhận được.
2.2. Hướng tương lai
- Nghiên cứu thêm các nguồn tạo nhiệt khác ổn định hơn, ví dụ: lazer,…
- Tìm hiểu thêm các phương pháp có thể đo nhiệt độ trực tiếp tại vị trí gia công.
- Nghiên cứu thêm về ảnh hưởng của hình dạng hình học của thiết bị hàn ảnh hưởng tới các thông số lực.
TÀI LIỆU THAM KHẢO
[1] Friction Stir Welding. D.Lohwasser and Z.Chen(Eds.), 2010.
[2] Friction Stir Welding and Processing, Rajiv Sharan Mishra · Partha Sarathi De
Nilesh Kumar, 2014.
[3] Friction Stir Welding, MishraR.S.,Mahoney M.W, 2007.
[4] Force generation during friction stir welding of AA2024-T3, D. Trimble, J.Monaghan, G.E. O’Donnell, 2012.
[5] Development of Trivex friction stir welding tool, P. A. Colegrove and H.R.Sherclif, 2004.
[6] Heat input and temperature distribution in friction stir welding, W.Tang, X. Guo, J.C. McClure, L.E, 1998.
[7] 3-Dimensional CFD modelling of flow round a threaded friction stir welding tool profile, Paul A. Colegrove, Hugh R. Shercliff, 2005.
[8] Partition of plastic work into heat and stored energy in metals, J. Hodowany, G. Ravichandran, A. J. Rosakis and P. Rosakis, 1999.
[10] Nghiên cứu sự ảnh hưởng của góc nghiêng đầu dụng cụ đến chất lượng mối hàn ma sát khuấy trên tấm nhôm phẳng 5052, Thân Trọng Khánh Đạt, 2014.
[11] Material flow behaviour during friction welding of aluminum, K.Colligan, 1999.
[12] Load bearing capacity of tool pin during friction stir welding, A. Arora & M. Mehta & A. De & T. DebRoy, 2011
[13] Process forces and heat input as function of process parameters in AA5083 friction stir welds, Rajneesh KUMAR, Kanwer SINGH, Sunil PANDEY, 2011.
[14] Heat Transfer, Cengel (2nd Ed).
[15] Numerical analysis of pre-heating by solid friction process: a study on friction stir welding with heating, Takahashi Takehiko, Sato Yoshinori, Kaneko Yuuta, Suzuki Riichi, Kobayashi, Junichi and Hioki Susumu, Welding International Vol. 24, No. 8, August 2010, 620–626.








