NGHIÊN CỨU CẢI TIẾN THIẾT KẾ MÁY PHAY LĂN RĂNG CNC



NỘI DUNG ĐỒ ÁN
Tên đề tài:
NGHIÊN CỨU CẢI TIẾN THIẾT KẾ MÁY PHAY LĂN RĂNG CNC
NỘI DUNG 8: HƯỚNG DẪN SỬ DỤNG MÁY
1. GIỚI THIỆU
1.1 Giới thiệu chung
Máy phay lăn răng CNC trường Đại Học Sư Phạm Kỹ Thuật TP.HCM nhằm mục đích phục vụ đào tạo, có thể gia công trên các vật liệu như nhôm, đồng thau và nhựa. quá trình gia công được thực hiện thông qua các quá trình điều khiển các trục di chuyển, cũng như các trục dao và phôi.
- Máy có thể gia công các loại bánh răng ở tốc độ cao, với modun lớn nhất là 2.5, với đường kính bánh răng lớn nhất gia công đươc là Ø150 mm.
- Máy sử dụng 5 động cơ servo để điều khiển 5 trục nên có khả năng thực hiện các quá trình gia công có độ chính xác cao.
- Hệ 6 phần mền Delphi để lập trình và điều khiển phù hợp với mục đích phục vụ giáo dục.
- Các bộ phận như tủ điện và bảng điều khiển được tích hợp chung trên phần vỏ máy, thuận tiện hơn trong quá trình vận hành cũng như sữa chữa, bảo trì.
- Hệ thống chân đế máy với kết cấu cũng, vững giúp quá trình vận chuyển và lắp đặt thuận tiện hơn.
Bảng các thông số ban đầu của máy
- Các số liệu, tài liệu ban đầu:
Tên sản phẩm
Yêu cầu khoa học cần đạt
Ghi chú
Máy phay lăn răng CNC
Sốđộng cơ của máy
05 động cơ
Modul gia công lớn nhất
2,5 mm
Đường kính gia công lớn nhất
Ø150 mm
Phạm vi hoạt động theo phương Z
250 mm
Phạm vi hoạt động theo phương X
120 mm
Điện thế
220V xoay chiều 1 pha hoặc 3 pha
Kích thước máy(dài x rộng x cao)
1710x 1280 x 2014
Vật liệu gia công
Nhựa, đồng thau
- Nội dung thuyết minh, tính toán
vNghiên cứu tổng quan.
vCơ sở lý thuyết của máy phay lăn răng.
vTính toán lại khả năng chịu tải của cụm gá phôi, cụm trục dao, khối lượng đối trọng
vCải tiến một số bộ phận cho máy phay lăn răng CNC
vChạy thử nghiệm và hiệu chỉnh
vKiểm tra và đánh giá độ chính xác gia công của máy phay lăn răng CNC
vCải tiến thiết kế cụm trục gá phôi
vBiên soạn tài liệu hướng dẫn sử dụng, giảng dạy thực hành trên máy phay lăn răng CNC
- Các bản vẽ:
- Tập bản vẽ chi tiết
- Tập bản vẽ lắp cụm gá phôi, cụm trục dao
- Chế tạo bánh răng thẳng, bánh răng nghiêng bằng máy phay lăn răng CNC
- Ngày giao đồ án:
- Ngày nộp đồ án:
PHẠM VI NGHIÊN CỨU CẢI TIẾN CHO MÁY PHAY LĂN RĂNG CNC
|
STT |
Tên cụm (bộ phận) của máy |
Tình trạng |
|
1 |
Cụm đế máy, vỏ máy |
Không cải tiến |
|
2 |
Cụm di chuyển trục X |
Không cải tiến |
|
3 |
Cụm di chuyển trục Z |
Không cải tiến |
|
4 |
Cum trục A (cụm quay đầu dao) |
Không cải tiến |
|
5 |
Cụm trục B (cụm trục dao) |
Không cải tiến |
|
6 |
Cụm trục C (cụm gá phôi) |
Cải tiến thiết kế |
|
7 |
Cụm chống tâm |
Thay thế mũi chống tâm |
|
8 |
Bảng điều khiển tay |
Bố trí lại bảng điều khiển tay Lăp đặt thêm màn hình cảm ứng |
|
9 |
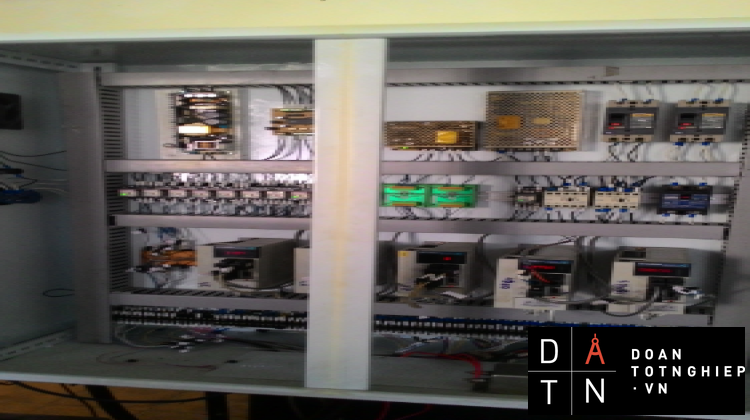
Hệ thống điều khiển điện |
Lăp thêm 2 bộ lọc nhiễu điện Thay đổi bo mạch giao tiếp điều khiển |
|
10 |
Hê thống tưới nguội, bôi trơn |
Cải tiến hệ thống tưới nguội Lắp đặt thêm hệ thống bôi trơn |
MỤC LỤC
NHIỆM VỤ ĐỒ ÁN TỐT NGHIỆP.. 2
LỜI CAM KẾT.. 5
LỜI CẢM ƠN.. 6
NỘI DUNG 1: NGHIÊN CỨU TỔNG QUAN.. 9
1.1. GIỚI THIỆU.. 9
1.2. NGHIÊN CỨU ĐÁNH GIÁ TỔNG QUAN VỀ MÁY PHAY LĂN RĂNG.. 9
1.3. NGHIÊN CỨU CỦA NƯỚC NGOÀI12
1.4. NGHIÊN CỨU Ở TRONG NƯỚC.. 13
1.5. TÍNH CẤP THIẾT CỦA ĐỀ TÀI14
1.6. Ý NGHĨA KHOA HỌC VÀ Ý NGHĨA THỰC TIỄN.. 15
1.7. MỤC TIÊU NGHIÊN CỨU CỦA ĐỀ TÀI15
1.8. ĐỐI TƯỢNG VÀ PHẠM VI NGHIÊN CỨU.. 15
1.9. PHƯƠNG PHÁP NGHIÊN CỨU.. 16
NỘI DUNG 2: CƠ SỞ LÝ THUYẾT CỦA MÁY PHAY LĂN RĂNG.. 17
NỘI DUNG 3: TÍNH TOÁN KHẢ NĂNG CHỊU TẢI. 20
3.1. TÍNH TOÁN TẢI VÀ CHUYỂN VỊ CỦA CỤM GÁ PHÔI CŨ VÀ MỚI20
3.2. TÍNH TOÁN TẢI VÀ CHUYỂN VỊ CỦA CỤM DAO.. 22
3.3. TÍNH TOÁN KHỐI LƯỢNG ĐỐI TRỌNG.. 25
3.4. MÔ PHỎNG CHUYỂN ĐỘNG TỪNG CỤM MÁY.. 27
NỘI DUNG 4: CẢI TIẾN MỘT SỐ BỘ PHẬN CHO MÁY PHAY LĂN RĂNG CNC.. 30
4.1. CẢI TIẾN BẢNG ĐIỀU KHIỂN TAY.. 30
4.2. CẢI TIẾN HỆ THỐNG ĐIỀU KHIỂN ĐIỆN.. 31
4.3. LẮP ĐẶT HỆ THỐNG BÔI TRƠN, TƯỚI NGUỘI32
NỘI DUNG 5: CHẠY THỬ NGHIỆM VÀ HIỆU CHỈNH.. 33
5.1. CHẠY THỬ NGHIỆM PHAY BÁNH RĂNG.. 33
5.2. HIỆU CHỈNH MÁY VÀ HIỆU CHỈNH CHƯƠNG TRÌNH GIA CÔNG VÀ CHẠY THỬ NGHIỆM PHAY BÁNH RĂNG.. 33
NỘI DUNG 6: KIỂM TRA VÀ ĐÁNH GIÁ.. 35
NỘI DUNG 7: CẢI TIẾN THIẾT KẾ CỤM GÁ PHÔI, CỤM TRỤC DAO.. 50
7.1. CẢI TIẾN THIẾT KẾ CỤM GÁ PHÔI50
7.2. CẢI TIẾN THIẾT KẾ CỤM TRỤC DAO.. 52
NỘI DUNG 8: HƯỚNG DẪN SỬ DỤNG MÁY.. 54
NỘI DUNG 9: BIÊN SOẠN TÀI LIỆU GIẢNG DẠY THỰC HÀNH TRÊN MÁY PHAY LĂN RĂNG CNC.. 88
9.1. BIÊN SOẠN TÀI LIỆU DÀNH HỌC VIÊN TRÌNH ĐỘ TRUNG CẤP. 88
8.2. BIÊN SOẠN TÀI LIỆU DÀNH HỌC VIÊN CAO ĐẲNG, ĐẠI HỌC.. 100
KẾT LUẬN VÀ KIẾN NGHỊ. 121
PHỤ LỤC.. 122
BẢNG SỐ LIỆU KIỂM TRA ĐÁNH GIÁ BÁNH RĂNG.. 122
ĐỢT 1. 122
ĐỢT 2. 125
ĐỢT 3. 131
TÀI LIỆU THAM KHẢO.. 137
NỘI DUNG 1: NGHIÊN CỨU TỔNG QUAN
1.1. GIỚI THIỆU
Để thực hiện được mục tiêu trở thành nước công nghiệp theo hướng hiện đại vào năm 2020, một trong những nhiệm vụ trọng tâm là phải tạo đột phá cho ngành cơ khí. Công nghiệp cơ khí là ngành công nghiệp then chốt, là nền tảng cho sự phát triển kinh tế. Ngành cơ khí phát triển sẽ trực tiếp kéo theo sự phát triển các ngành công nghiệp phụ trợ khác như ô tô, tàu thủy, dầu khí…Chính vì vậy, các ngành phục vụ cho công cuộc đổi mới và phát triển này đang được quan tâm một cách tích cực. Tập trung vào giáo dục, đào tạo nguồn nhân lực là một phương tiện để thúc đẩy nhanh quá trình này. Ở Việt Nam, số trường đào tạo ngành cơ khí là rất nhiều, tuy nhiên số lượng máy phay lăn răng CNC là rất ít, gây khó khăn trong việc giảng dạy phay bánh răng bằng phương pháp bao hình. Sản phẩm làm ra sẽ phục vụ cho giáo dục, công tác đào tạo. Việc sở hữu công nghệ phay lăn răng sẽ làm bước đệm, sẽ mở ra hướng đi rộng hơn trong đào tạo nhân lực và máy móc thiết bị chỉ có thể phát huy tối đa hiệu quả bởi đội ngũ lao động có trình độ kỹ thuật cao.
Cùng với sự tiến bộ của khoa học kỹ thuật, đặc biệt là trong lĩnh vực gia công cơ khí thì máy CNC phải đạt độ chính xác cao, tính ổn định, năng suất cao. Trong tương lai, máy phay CNC sẽ được dùng nhiều trong các xí nghiệp, phân xưởng, nhà máy trong nước. Vì nó đem lại hiệu quả kinh tế rất cao, phù hợp với sản xuất số lượng lớn. Tuy nhiên, chúng ta không thể tiến hành sự nghiệp công nghiệp hóa, hiện đại hóa bằng máy móc, thiết bị của nước ngoài. Mà phải tạo sự chủ động trong công nghệ, tạo nền tảng vững chắc cho sự nghiệp phát triển.
Bên cạnh đó, một nguồn tư liệu giá trị khác chính là những máy phay CNC đã được chế tạo cả trong và ngoài nước, bằng cách tham khảo những nghiên cứu đó để làm cơ sở sáng tạo cho đề tài mà nhóm đang thực hiện.
1.2. NGHIÊN CỨU ĐÁNH GIÁ TỔNG QUAN VỀ MÁY PHAY LĂN RĂNG
Hiện nay, công nghệ gia công bánh răng tại các nước trên thế giới gần như đã tự động hóa toàn bộ. Dây chuyền gia công hầu như khép kín từ khâu chuẩn bị phôi đến khâu gia công và mài răng. Phay lăn răng là phương pháp thực hiện theo nguyên lý bao hình, đó là phương pháp sản xuất bánh răng rất phổ biến, cho độ chính xác và năng suất rất cao.
Máy phay lăn răng CNC về cơ bản có nguyên lý cấu tạo giống với máy phay lăn răng cổ điển nhưng sử dụng bộ điều khiển để điều khiển các động cơ của máy vì vậy không cần sử dụng các cặp bánh răng thay thế.
|
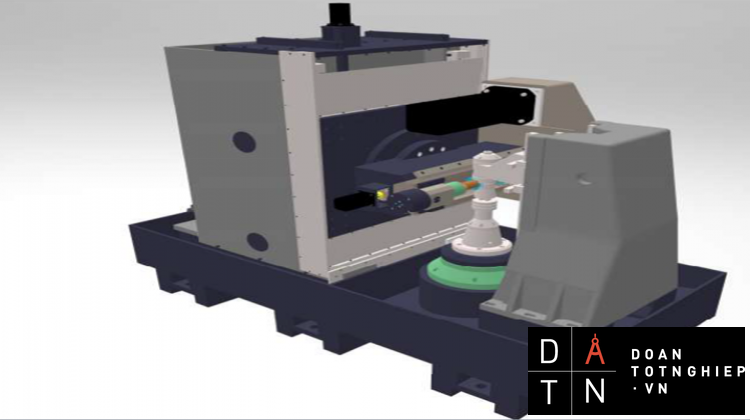
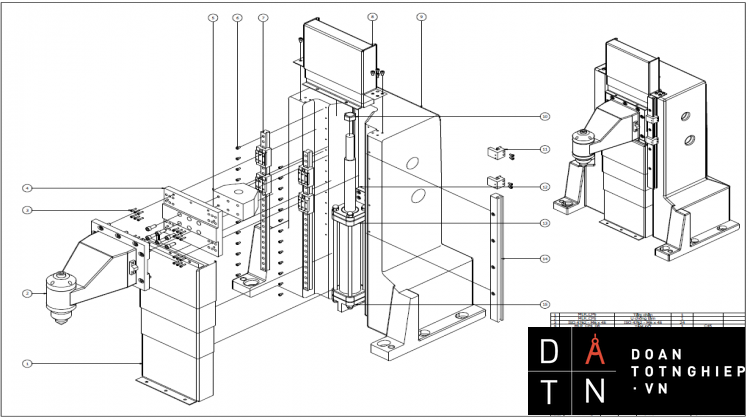
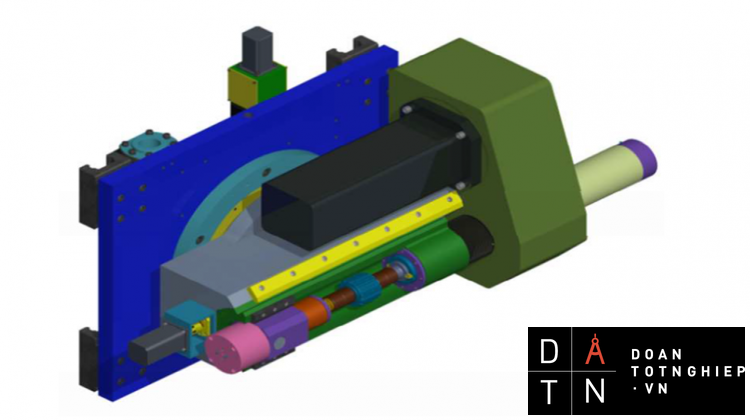
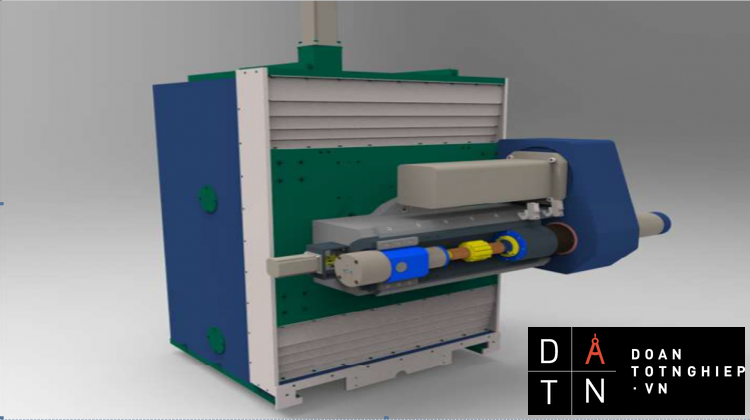
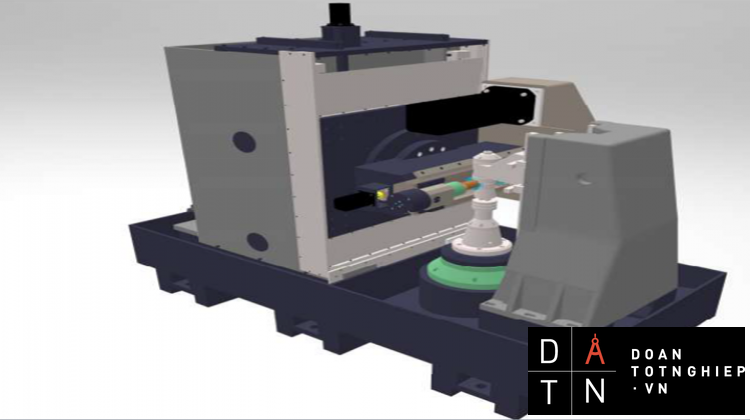
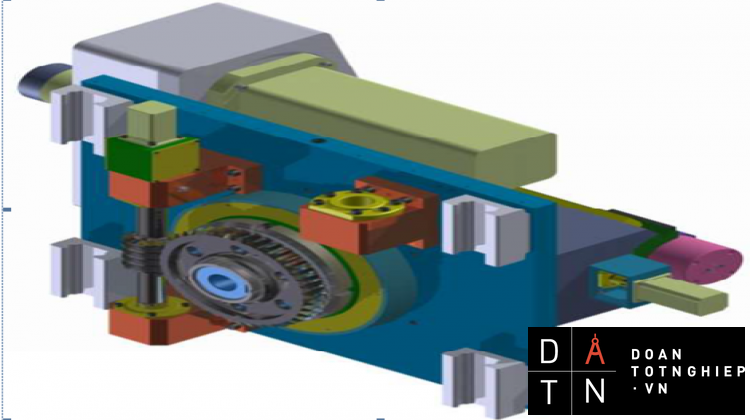
Hình 1.1. Kết cấu chung của máy |
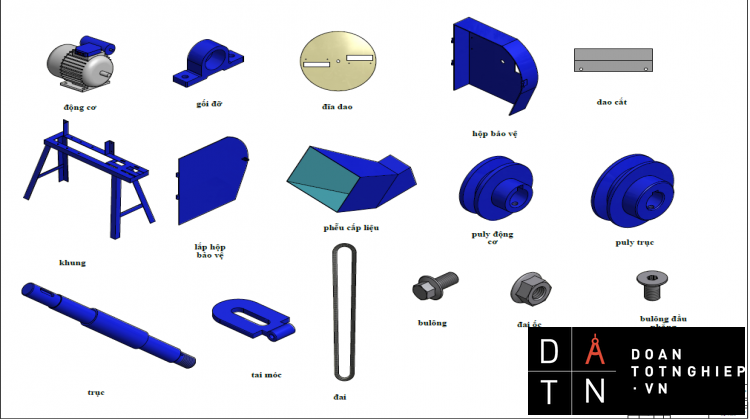
Kết cấu chung của máy bao gồm: chân đế, phần thân máy, cụm dao, cụm gá phôi và chống tâm. Quá trình ăn dao là liên tục, máy không cần thiết bị đổi chiều phức tạp, cũng không cần cơ cấu phân độ giống như đầu phân độ của máy phay vạn năng bình thường. Có hai lựa chọn cho sơ đồ nguyên lý:
|
Hình 1.2. Sơ đồ nguyên lý máy phay lăn răng CNC |
Nguyên lý này cho ta thấy phần đầu dao được giữ cố định và phần gá phôi chuyển động tịnh tiến để gia công chi tiết.
|
Hình 1.3. Sơ đồ nguyên lý máy phay lăn răng CNC |
Nguyên lý này thì ngược lại, phần đầu dao di động và phần trục gá phôi sẽ cố định.
v Đánh giá máy phay lăn răng dựa trên tiêu chí quan trọng nhất là cấp chính xác của bánh răng. Vì bánh răng là chi tiết truyền động nên đòi hỏi yêu cầu kĩ thuật cao. Độ chính xác của bánh răng phụ thuộc hoàn toàn vào máy, thông dụng nhất là cấp 9, 8.
- Các chỉ tiêu để đánh giá độ chính xác của bánh răng:
+ Độ chính xác truyền động
+ Độ ổn định khi làm việc
+ Độ chính xác tiếp xúc
+ Độ chính xác khe hở cạnh răng
- Những yếu tố quyết định đến độ chính xác và vượt trội của máy phay lăn răng CNC:
+ Bàn máy lớn, khoảng không gian máy rộng, gia công được bánh răng kích thước khác nhau
+ Các chương trình điều khiển đa dạng như: delphi, C sharp,... và được lập trình sẵn
+ Các bộ phận truyền động đảm bảo độ chính xác cao như: vít me đai ốc bi, thanh trượt bi, động cơ servo,...
+ Có thể gia công nhiều bánh răng trên cùng một lần gá, năng suất cao
Sự ăn khớp của dao phay lăn răng và bánh răng được đảm bảo liên tục nên độ chính xác cao
1.3. NGHIÊN CỨU CỦA NƯỚC NGOÀI
Công nghệ gia công bánh răng tại các nước phát triển gần như đã tự động hóa toàn bộ. Dây chuyền gia công gần như khép kín từ khâu gia công phôi đến khâu cắt răng, cạo răng, mài răng. Các máy phay lăn răng CNC có mặt trên thị trường như: GHO-200, OFA75-900…Các hãng sản xuất máy phay lăn răng nổi tiếng như: RicharDon của Đức, Schiess-Brighton của Mỹ và Đức, hãng Ronson Gears của Úc…
Gia công bánh răng bằng phương pháp định hình (sử dụng đầu phân độ) chỉ thích hợp cho các trường hợp đơn chiếc vì nó rất tốn thời gian và không đảm bảo độ chính xác. Trong phương pháp bao hình, bánh răng được gia công theo phương pháp lăn răng. Phân loại theo mức độ tự động hóa thì có hai loại: máy phay lăn răng cổ điển và máy phay lăn răng CNC.
Máy phăn lăn răng cổ điển không có bộ điều khiển. Để liên kết các xích truyền động với nhau, người vận hành phải tính toán và lắp đặt thêm vào các bộ bánh răng thay thế cho các bánh răng có số răng khác nhau.
Máy phay lăn răng CNC về cơ bản có nguyên lý cấu tạo giống với máy phay lăn răng cổ điển nhưng sử dụng bộ điều khiển để điều khiển các động cơ của máy vì vậy không cần sử dụng các cặp bánh răng thay thế.
|
Hình 1.4. Máy CNC GHO-200 |
Hình 1.5. Máy CNC HERA-200 |
|
Hình 1.6. Máy phay lăn răng OFA75-900 |
1.4. NGHIÊN CỨU Ở TRONG NƯỚC
Ở Việt Nam, các công trình nghiên cứu chế tạo máy gia công bánh răng là chưa nhiều và rất ít công trình nghiên cứu máy phay lăn răng CNC.
Nhóm nghiên cứu trường ĐH SPKT TP.HCM đã nghiên cứu và chế tạo máy phay lăn răng CNC. Về cơ bản, nhóm nghiên cứu đã thực hiện:
- Xây dựng được giải thuật điều khiển nguyên lý bao hình để gia công bánh răng trụ răng thẳng, bánh răng trụ răng xoắn.
- Thiết kế mô hình máy 3D, 2D, mô phỏng và tính toán bền cho máy
- Viết chương trình điều khiển máy
- Thiết kế, chế tạo 1 máy phay lăng răng CNC
- Gia công được bánh răng trụ răng thẳng bằng nhựa, đồng thau
- Gia công bánh răng nghiêng (8º - 20º).
Tuy nhiên, máy còn nhiều điểm hạn chế như:
+ Cụm dao chưa tối ưu, do không thay đổi được vị trí dao nên các răng của dao mòn không đều
+ Hành trình di trượt cụm thân máy ngắn, ảnh hưởng đến khả năng gia công của máy
+ Hệ thống bôi trơn, thoát phoi còn hạn chế
+ Gia công bánh răng thẳng chưa chính xác, phay bánh răng nghiêng β < 20º
+ Máy hoạt động chưa ổn định, bảng điều khiển vẫn còn gây khó khăn cho người sử dụng
Vì máy còn nhiều nhược điểm, nên nhóm quyết định thực hiện các nội dung sau để máy được hoàn thiện hơn:
+ Tính toán lại khả năng chịu tải của cụm gá phôi, cụm trục dao, khối lượng đối trọng
+ Mô phỏng chuyển động của từng cụm máy
+ Lựa chọn, lắp đặt lại hệ thống bôi trơn, tưới nguội
+ Bố trí lại bảng điều khiển dễ dàng sử dụng
+ Kiểm tra đánh giá độ chính xác của máy
+ Gia công hiệu chỉnh bánh răng nghiêng β > 20º
+ Cải tiến, tăng độ ổn định hệ thống điều khiển điện
+ Cải tiện thiết kế cụm trục gá phôi
+ Biên soạn tài liệu hướng dẫn sử dụng, giảng dạy thực hành trên máy lăn răng CNC cho hệ trung cấp, cao đẳng, đại học
1.5. TÍNH CẤP THIẾT CỦA ĐỀ TÀI
- Việc sở hữu công nghệ phay lăn răng góp phần giảm chi phí, khuyến khích phát triển, sử dụng hàng trong nước.
- Sản phẩm làm ra có thể chuyển giao cho các cơ sở giáo dục, phục vụ đào tạo.
- Làm nền tảng, động lực để các học viên cao học và nghiên cứu sinh cũng như giảng viên của trường ĐH SPKT TPHCM tham gia nghiên cứu, hoàn thiện thiết kế và chế tạo máy phay lăn răng.
- Tăng cường thiết bị thực tập cho sinh viên, là công cụ đắc lực cho các phân xưởng, nhà máy trong việc sản xuất bánh răng.
- Hiện nay, các trường kỹ thuật đào tạo ngành cơ khí ở Việt Nam chiếm số lượng lớn. Tuy nhiên có rất ít trường có máy phay lăn răng để phục vụ đào tạo, vì vậy nhu cầu là rất lớn, cần thiết khi mà giá thành của máy khá hợp lý.
- Sản phẩm của đề tài sẽ được chuyển giao cho khoa cơ khí, thuộc trường Đại học Sư phạm Kỹ thuật TPHCM, vì hiện nay khoa cơ khí máy không có thiết bị này nên việc giảng dạy công nghệ gia công bánh răng bằng phương pháp bao hình chỉ trên lý thuyết và mô phỏng, gây nhiều khó khăn.
- Chế tạo bánh răng một cách nhanh chóng, giúp phát triển các ngành công nghiệp phụ trợ như đóng tàu, dầu khí,... Góp phần phát triển sự nghiệp công nghiệp hóa và hiện đại hóa đất nước.
Vì thế, đề tài: “NGHIÊN CỨU CẢI TIẾN THIẾT KẾ, ĐÁNH GIÁ ĐỘ CHÍNH XÁC GIA CÔNG BÁNH RĂNG VÀ BIÊN SOẠN TÀI LIỆU GIẢNG DẠY THỰC HÀNH TRÊN MÁY PHAY LĂN RĂNG CNC” là cần thiết và cấp thiết.
1.6. Ý NGHĨA KHOA HỌC VÀ Ý NGHĨA THỰC TIỄN
vÝ nghĩa khoa học
- Việc hoàn thiện thiết kế và chế tạo máy CNC sẽ gợi mở ra nhiều giải pháp mới, phương hướng phát triển mới trong công tác đào tạo và giáo dục.
- Tạo ra sản phẩm mới, phục vụ giáo dục, góp phần vào sự phát triển nền công nghiệp nước nhà.
- Giúp người nghiên cứu vận dụng các kỹ năng, kiến thức đã học vào đời sống.
vÝ nghĩa thực tiễn
- Trang bị cho sinh viên một kiến thức tổng hợp, hiểu biết thêm về công nghệ chế tạo máy, cùng với kỹ năng làm việc độc lập cũng như làm việc nhóm.
- Phục vụ giảng dạy thực tập gia công cơ khí trong quá trình đào tạo tại các trường kỹ thuật và gia công bánh răng.
- Nâng cao chất lượng đào tạo ngành cơ khí, có cái nhìn bao quát hơn.
- Chủ động được công nghệ, giảm chi phí chế tạo.
1.7. MỤC TIÊU NGHIÊN CỨU CỦA ĐỀ TÀI
- Nắm vững kiến thức về cấu tạo, nguyên lý hoạt động, cách truyền động, lập trình và điều khiển máy phay lăn răng CNC.
- Vận dụng kiến thức nghiên cứu phát triển hoàn thiện máy phay lăn răng CNC.
- Lập trình, điều khiển, hiệu chỉnh máy phay CNC để gia công ra sản phẩm và đạt độ chính xác theo yêu cầu.
- Kiểm tra, đánh giá được độ chính xác gia công của máy phay lăn răng CNC
- Biên soạn tài liệu hướng dẫn sử dụng máy, giảng dạy thực hành máy phay lăn răng CNC cho hệ trung cấp, cao đẳng, đại học
1.8. ĐỐI TƯỢNG VÀ PHẠM VI NGHIÊN CỨU
vĐối tượng nghiên cứu
- Máy phay lăn răng CNC
- Phần mềm điều khiển delphi 7
- Phần mềm thiết kế, tính toán, mô phỏng Autodesk Inventor 2015
vPhạm vi nghiên cứu
- Tính toán lại khả năng chịu tải của cụm gá phôi, cụm trục dao, khối lượng đối trọng
- Lập trình, điều khiển máy phay lăn răng CNC
- Đánh giá độ chính xác của máy đạt được qua sản phẩm
- Cải tiến một số bộ phận cho máy phay lăn răng CNC
- Biên soạn tài liệu hướng dẫn sử dụng máy, giảng dạy thực hành máy phay lăn răng CNC cho hệ trung cấp, cao đẳng, đại học
1.9. PHƯƠNG PHÁP NGHIÊN CỨU
vCơ sở phương pháp luận
Căn cứ vào những kiến thức đã có về máy phay lăn răng CNC; sử dụng máy phay lăn răng CNC để gia công sản phẩm, từ đó kiểm tra sản phẩm để đánh giá độ chính xác của máy. Bổ sung, thay thế các bộ phận, thiết bị cho máy để tăng độ chính xác, tính ổn định, dễ dàng sử dụng của máy.
vCác phương pháp nghiên cứu cụ thể
- Nghiên cứu kỹ các tài liệu về lịch sử cấu tạo về máy phay lăn răng CNC
- Nghiên cứu các phương pháp thiết kế về cấu hình và kết cấu máy lăn răng CNC
- Tính toán lại khả năng chịu tải của cụm gá phôi, cụm trục dao, khối lượng đối trọng bằng phần mềmAutodesk Inventor 2015
- Mô phỏng chuyển động từng cụm máy bằng phần mềm Autodesk Inventor 2015
- Vận hành máy để gia công bánh răng. Sau đó, kiểm tra độ chính xác của sản phẩm để đánh giá độ chính xác máy qua nhiều đợt sản phẩm.
- Bổ sung những bộ phận, thiết bị còn thiếu để làm tăng độ chính xác, tính ổn định, dễ dàng sử dụng cho máy phay lăn răng CNC
- Chạy thử và hiệu chỉnh máy để gia công bánh răng nghiêng chính xác vàbiên soạn tài liệu hướng dẫn sử dụng máy, giảng dạy thực hành máy phay lăn răng CNC cho hệ trung cấp, cao đẳng, đại học
NỘI DUNG 2: CƠ SỞ LÝ THUYẾT CỦA MÁY PHAY LĂN RĂNG
|
|
|
Hình 2.1. Sơ đồ nguyên lý phay lăn răng |
Phay lăn răng là phương pháp thực hiện theo nguyên lý bao hình đó là phương pháp sản xuất bánh răng rất phổ biến, phương pháp này cho độ chính xác và năng suất rất cao.
Dụng cụ cắt là dao phay lăn răng dạng trục vít thân khai. Quá trình gia công được thực hiện trên máy chuyên dùng. Trong đó dao và phôi thực hiện sự ăn khớp của bộ truyền trục vít bánh vít. Quá trình ăn dao là liên tục, máy không cần thiết bị đổi chiều phức tạp, cũng không cần cơ cấu phân độ giống như đầu phân độ của máy phay vạn năng bình thường. Từ đó thời gian phục vụ liên quan đến đổi chiều hay phân độ được loại trừ.
Sự ăn khớp của dao phay lăn và bánh răng gia công phải đảm bảo cho bước răng của cặp ăn khớp ở mặt phẳng pháp tuyến tn=π.m góc ăn khớp của cả cặp trong mặt phẳng pháp tuyến α=200 tỷ lệ tốc độ gốc bằng tỉ số vòng quay của cả cặp và ngược với tỷ lệ số răng của chúng, nghĩa là: (1)
Ở đây: : tốc độ góc, số vòng quay, số răng của dao.
: tốc độ góc, số vòng quay, số răng của bánh răng.
a) Phay lăn răng thẳng
Khi quá trình phay được thực hiện thì dao sẽ quay nd vòng tương ứng với chi tiết quay np vòng. Lúc ấy khi dao quay 1/k vòng thì chi tiết quay 1/z vòng phôi.
Với: k là số đầu mối của dao.
z là số răng của bánh răng cần gia công.
Tương ứng với chuyển động quay của dao và phôi thì đầu dao sẽ thực hiện chuyển động tịnh tiến đứng S1 để cắt hết chiều dày của bánh răng. Chuyển động tiến đứng S1 này nhanh hay chậm tùy thuộc vào tốc độ cắt của dao. Trước khi cắt, dao còn có chuyển động hướng kính sao cho vòng lăn của dao tiếp xúc với vòng lăn của phôi, điều này đảm bảo cho gia công đạt chiều sâu của rãnh răng.
Khi phay răng thẳng, do dao phay có dạng trục vít nên có góc nâng ren, vì vậy ta phải gá dao sao cho trục của dao nghiêng 1 góc α so với mặt đầu của chi tiết gia công, góc α này bằng với góc nâng ren của đường xoắn ốc ren trục vít. Dao phay gá nghiêng về phía nào tùy thuộc vào hướng nghiêng của răng dao.
Với dao phay có số đầu mối k cho trước, để gia công bánh răng thẳng có z răng, từ biểu thức (1) ta có thể chọn số vòng quay nd và nc thích hợp cho dao và phôi. Đối với máy phay lăn răng điều khiển số công việc này được thực hiện tự động thông qua nhập số răng z từ bàn phím.
Sơ đồ bố trí dao khi gia công răng thẳng:
|
Hình 2.2. Gá dao nghiêng hướng trái |
Hình 2.3.Gá dao nghiêng hướng phải |
b) Phay lăn răng nghiêng
Khi phay bánh răng nghiêng thì nguyên lý cũng giống như bánh răng thẳng nhưng phải gá trục dao lệch đi một góc ω,
w = b ± a.
Với: β là góc nghiêng của bánh răng
α là góc nâng ren của trục dao
Dấu (-) khi dao và chi tiết cùng chiều nghiêng
Dấu (+) khi chi tiết và dao ngược chiều nghiêng
|
Hình 2.4.Phay bánh răng nghiêng trái |
Hình 2.5. Phay bánh răng nghiêng phải |
Khi phay răng nghiêng, S1 tiến đứng song song trục phôi nên phôi phải có chuyển động quay bổ trợ để hướng răng dao trùng hướng của trục phôi. Để thực hiện nhiệm vụ này chúng ta phải thiết kế bộ truyền vi sai trong xích trong xích truyền động.
Nếu không thiết kế bộ vi sai ta cũng có thể phay được bánh răng nghiêng, lúc đó ta tính lại bộ bánh răng thay thế cho phù hợp chọn phương pháp không vi sai để gia công bánh răng nghiêng.
c) Khả năng công nghệ của máy phay lăn răng
- Gia công bánh răng trụ răng thẳng.
- Gia công bánh răng trụ răng nghiêng.
- Gia công được bánh vít.
- Đối với máy thiết kế thì sẽ gia công được bánh răng thẳng và bánh răng nghiêng.
d) Ưu nhược điểm của máy phay lăn răng
- Ưu điểm: phương pháp phay lăn răng có rất nhiều ưu điểm như
+ Độ chính xác gia công cao
+ Năng suất cao
+ Có thể gia công nhiều bánh răng giống nhau trên một lần gá
+ Gia công bánh răng có modul lớn sẽ có ưu thế hơn các phương pháp khác
- Nhược điểm
+ Dao chế tạo phức tạp
+ Khoảng thoát dao lớn
+ Không gia công được răng trong lỗ
+ Không thể gia công được hệ bánh răng bậc gần nhau
+ Tương quan của cơ cấu truyền động đòi hỏi chính xác cao
e) Phương pháp phay bánh răng
Nếu xét nguyên lý tạo răng, ngày nay có hai phương pháp gia công bánh răng: phương pháp định hình và phương pháp bao hình.
- Phương pháp định hình (hay phân độ): bằng phương pháp này, chúng ta sẽ cắt từng rãnh răng, sau đó phân độ một góc 3600/Z cho đến rãnh răng cuối cùng bằng dụng cụ cắt có lưỡi dạng rãnh răng.
- Phương pháp bao hình: với phương pháp này, dụng cụ được lăn tương đối trên vành của bánh răng gia công và khi đó các lưỡi cắt của dụng cụ dần dần chiếm các vị trí trên bánh răng mà đường bao của chúng là profin thân khai của bánh răng gia công.
NỘI DUNG 3: TÍNH TOÁN KHẢ NĂNG CHỊU TẢI
3.1. TÍNH TOÁN TẢI VÀ CHUYỂN VỊ CỦA CỤM GÁ PHÔI CŨ VÀ MỚI
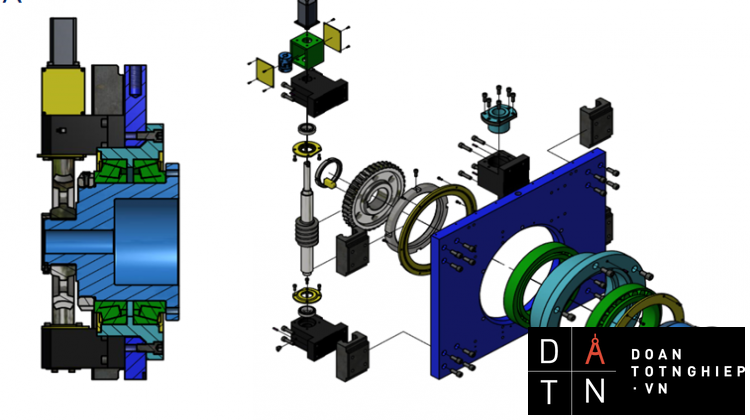
- Cụm phôi ảnh hưởng trực tiếp đến độ chính xác gia công nên sau khi thiết kế cải tiến cụm dao, tác giả tiến hành kiểm tra bền, độ biến dạng của cụm.
- Các lực mô phỏng và điều kiện làm việc dựa trên điều kiện làm việc thực tế của máy.
- Đầu tiên tiến hành đặt lực vào mô hình:
|
Hình 3.1. Mô phỏng đặt lực vào cụm gá phôi |
+ Chi tiết cần chú ý trong cụm là: trục gá phôi
+ Khi máy hoạt động với: Pz = 1150 (N)
|
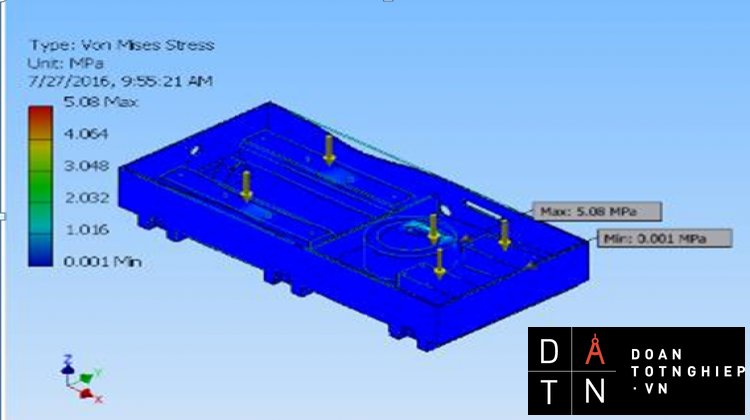
Hình 3.2. Phân bố ứng suất trên toàn cụm gá phôi |
||
|
Hình 3.3. Khu vực tập trung ứng suất lớn nhất |
||
|
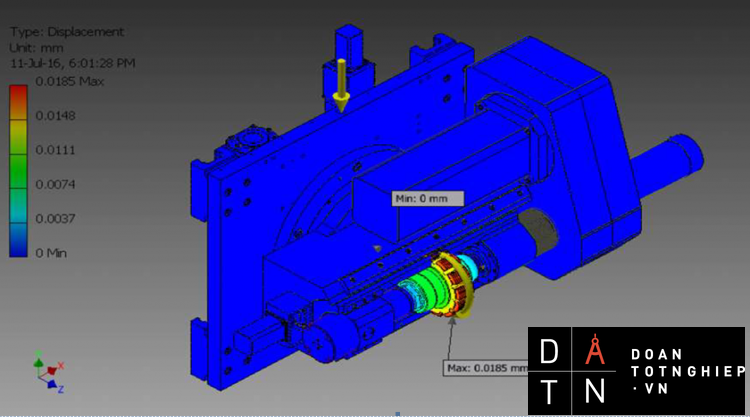
Hình 3.4. Sự biến dạng của cụm gá phôi trong quá trình gia công |
Sau khi đặt tải, tiến hành kiểm tra biến dạng bằng phần mền Autodesk Inventor 2015 kết quả thu được là: biến dạng của toàn cụm theo cả 3 phương X, Y, Z. Độ lớn của biến dạng được biểu thị theo thang màu trên hình.
|
Hình 3.5.Hệ số an toàn của cụm gá phoi |
Hệ số an toàn của cụm gá phôi mới đã được tăng lên.
3.2. TÍNH TOÁN TẢI VÀ CHUYỂN VỊ CỦA CỤM DAO
- Cụm dao ảnh hưởng trực tiếp đến độ chính xác gia công nên tác giả tiến hành kiểm tra bền, độ biến dạng của cụm.
- Các lực mô phỏng và điều kiện làm việc dựa trên điều kiện làm việc thực tế của máy.
- Đầu tiên tiến hành đặt lực vào mô hình:
|
Hình 3.6. Mô phỏng đặt lực vào dao |
- Chi tiết cần chú ý trong cụm là: trục gá dao, trục của bánh vít vì đây là 2 chi tiết chịu tải trực tiếp trong quá trình gia công.
- Khi máy hoạt động với: Pz = 1150 (N) và Mz = 30 (Nm)
|
Hình 3.7. Phân bố ứng suất trên toàn cụm dao |
|
Hình 3.8. Phân bố ứng suất trên toàn cụm dao (tt) |
- Sau khi đặt tải và tính lực cho cụm, dựa vào sự phân bố màu trong hình, chi tiết chịu tải lớn nhất là trục của bánh vít.
|
Hình 3.9. Sự biến dạng của cụm dao trong quá trình gia công |
Sau khi đặt tải, tiến hành kiểm tra biến dạng bằng phần mền Autodesk Inventor 2015 kết quả thu được là: biến dạng của toàn cụm theo cả 3 phương X, Y, Z. Độ lớn của biến dạng được biểu thị theo thang màu trên hình. Hệ số an toàn được biểu thị theo thang màu trên hình 3.10.
|
Hình 3.10. Hế số an toàn của cụm dao |
3.3. TÍNH TOÁN KHỐI LƯỢNG ĐỐI TRỌNG
Dựa vào phần mềm autodesk inventor professional 2015 tác giả xác định được vị trí trọng tâm của cụm dao.
|
Hình 3.11. Tọa độ trọng tâm và khối lượng của cụm dao |
Từ trọng tâm của chi tiết tác giả dựa vào phần mền inventor tính được khoảng cách từ trọng tâm của cụm dao đến điểm cố định của tay đòn. Đồng thời có được khoảng cách từ điểm cố định của tay đòn đến vị trí trọng tâm của đối trọng.
|
Hình 3.12. Khoảng cách các trọng tâm đến điểm tựa của cánh tay đòn |
+ Thiết lập công thức:
Trong đó:
: khối lượng cụm dao.
: khối lượng đối trọng.
: khoảng cách từ trọng tâm cụm dao tới điểm cố định của tay đòn.
: khoảng cách từ trọng tâm đối trọng tới điểm cố định của tay đòn.
ðKhối lượng là:
ðSau khi tính toán ta thiết kế được đối trọng:
Hình 3.13. Tọa độ trọng tâm và khối lượng của đối trọng sau khi thiết kế
3.4. MÔ PHỎNG CHUYỂN ĐỘNG TỪNG CỤM MÁY
Phim mô phỏng chuyển động cụm chống tâm
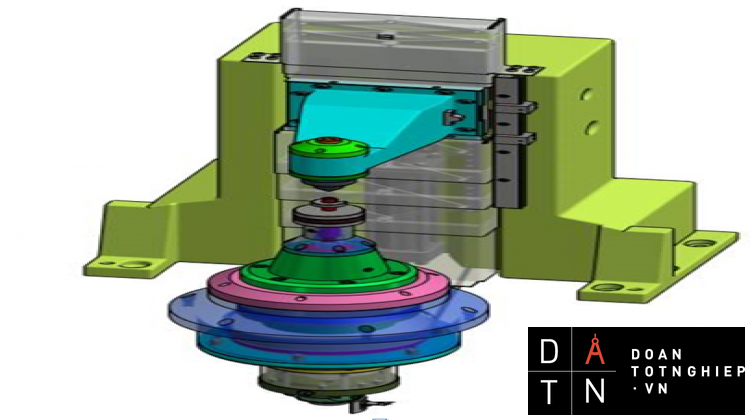
vCụm chống tâm
- Trước khi chống tâm
|
Hình 3.14. Vị trí ban đầu của cụm chống tâm |
- Chống tâm trong quá trình gia công
|
Hình 3.15. Vị trí lúc sau của cụm chống tâm |
Ban đầu, mũi chống tâm ở vị trí cao để gá phôi vào, sau khi phôi đã được gá vào và siết chặt, thì tiến hành quay tay quay để mũi chống tâm động di chuyển xuống và định vị vào lỗ tâm của trục gá phôi.
Phim mô phỏng chuyển động cụm trục X
vCụm tịnh tiến theo trục X
- Tại vị trí ban đầu
|
Hình 3.16. Vị trí lúc bàn máy trước khi tịnh tiến teo trục X |
- Sau khi dịch chuyển vào để gia công
|
Hình 3.17. Vị trí lúc bàn máy sau khi tịnh tiến theo trục X |
Khi dao đã quay thì cụm tịnh tiến dao sẽ di chuyển dao đến vị trí để xét dao (vừa chạm vào phôi). Bắt đầu quá trình gia công chi tiết đạt modul và số răng yêu cầu.
Phim mô phỏng chuyển động cụm trục A
vCụm quay trục dao xoay trong quá trình gia công bánh răng nghiêng
- Cụm dao ở vị trí gia công bánh răng thẳng
|
Hình 3.18. Vị trí lúc dao gia công bánh răng thẳng |
- Cụm dao nghiêng trong quá trình gia công bánh răng nghiêng
|
Hình 3.19. Vị trí lúc gia công bánh răng nghiêng phải |
Hình 3.20. Vị trí lúc gia công bánh răng nghiêng trái |
Dùng để gia công các bánh răng nghiêng trái hoặc nghiêng phải nhưng vị trí của góc nghiêng phải cộng thêm góc nâng ren của dao để đạt được góc nghiêng yêu cầu vì vị trí ban đầu dao cũng đã nghiêng một góc bằng chính góc nâng ren.
NỘI DUNG 4: CẢI TIẾN MỘT SỐ BỘ PHẬN CHO MÁY PHAY LĂN RĂNG CNC
4.1. CẢI TIẾN BẢNG ĐIỀU KHIỂN TAY
...........................................................
- bước 4.
- Tiến hành đo kiểm bánh răng.
Sau khi quá trình gia công hoàn tất, tiến hành tắt máy và vệ sinh như phần hướng dẫn trên.
KẾT LUẬN VÀ KIẾN NGHỊ
KẾT LUẬN
Qua quá trình nghiên cứu và thực hiện đề tài “Nghiên cứu cải tiến thiết kế, đánh giá độ chính xác gia công bánh răng và biên soạn tài liệu giảng dạy thực hành trên máy phay lăn răng CNC”, nhóm đã đạt được một số kết quả sau:
- Nghiên cứu nguyên lý và quá trình thiết kế máy phay lăn răng điều khiển số CNC
- Tính toán khả năng chịu tải của cụm gá phôi, cụm dao, khối lượng đối trọng bằng phần mềm Inventor Professional 2015
- Mô phỏng chuyển động từng cụm máy bằng mềm Inventor Professional 2015
- Cải tiến một số bộ phận của máy
- Tiến hành gia công chế tạo bánh răng bằng máy phay lăn răng CNC
- Kiểm tra đánh giá độ chính xác gia công của máy phay lăn răng CNC
- Biên soạn tài liệu hướng dẫn sử dụng, giảng dạy thực hành cho hệ trung cấp, cao đẳng và đại học
KIẾN NGHỊ
Với những thành công nhất định mà nhóm đã đạt được, nhóm có một số kiến nghị với hi vọng rằng các bạn sinh viên khác với lòng đam mê, nghiên cứu về máy CNC có thể hoàn thiện hơn một số vấn đề mà nhóm chưa làm được như sau:
- Mở rộng khả năng công nghệ của máy sang lĩnh vực gia công bánh vít.
- Thiết kế, chế tạo máy phay lăn răng mới có thể gia công được thép CT3, C45.
Kết quả đề tài này mong muốn trở thành tài liệu khoa học phục vụ cho công tác nghiên cứu và giảng dạy sau này. Tuy đạt được kết quả khá khả quan nhưng nhóm cũng nhận thấy rằng để giải quyết vấn đề tự động hóa gia công bánh răng phải đối mặt với rất nhiều vấn đề phức tạp liên quan đến hệ thống điều khiển, xử lý các thông tin… Do đó, cần phải được thực hiện nghiêm túc, kiên trì và liên tục thì mới mong đạt được hiệu quả như mong muốn.









