Nghiên cứu, thiết kế và chế tạo hệ thống xử lý bề mặt kim loại tăng độ hấp thu bằng công nghệ plasma

NỘI DUNG ĐỒ ÁN
Tên đề tài:
“ Nghiên cứu, thiết kế và chế tạo mô hình thực nghiệm xử lý bề mặt kim loại tăng khả năng hấp thu chất bảo vệ bề mặt bằng công nghệ plasma”.
2. Các số liệu, tài liệu ban đầu:
- Làm sạch bề mặt chi tiết máy trước khi phủ lớp bảo vệ,
-Tăng khả năng bám lớp phủ lớp bảo vệnhư sơn, dầu nhớt, xi mạ, tráng bạc nano…
- Tốc độ xử lý từ 0.1 – 10 m/phút, nhiều cấp tốc độ.
-Mẫu vật liệu: Thép, nhôm …
- Hình dáng chi tiết mẫu tối đa 100x50x5 mm.
-Dung dịch hấp thụ: Sơn, dầu, nhớt, bột nano …
-Độ bám dính (góc hấp thụ) sau xử lý 70.
-Có khả năng ứng dụng cho nhiều mục đích: sơn, xi mạ, tráng bạc nano,…
-Có khả năng thay đổi khoảng cách xử lý.
3. Nội dung chính của đồ án:
- Tìm hiểu công nghệ plasma,
-Thiết kế, chế tạo mô hình thực nghiệm xử lý bề mặt kim loại,
-Đo đạc kết quả thí nghiệm,
-Đánh giá kết quả và đưa ra giải pháp cái tiến.
TÓM TẮT ĐỒ ÁN
Tên đề tài: “Nghiên cứu, thiết kế và chế tạo mô hình thực nghiệm xử lý bề mặt tăng độ hấp thu bằng công nghệ plasma”.
Hiện nay có rất nhiều phương pháp nâng cao chất lượng bề mặt của các chi tiết máy như phun cát, phun bi, đánh bóng...Vấn đề đặt ra là lựa chọn được phương pháp nào có nhiều ưu điểm để ứng dụng vào thực tế sản xuất. Phương pháp xử lý bề mặt các chi tiết máy bằng công nghệ plasma là phương pháp tương đối mới được ứng dụng trong ngành cơ khí.Trong thực tế việc ứng dụng công nghệ plasma này vào xử lý gặp nhiều vấn đề (chi phí, công nghệ...)Tuy nhiên để hiểu hầu hết tất cả các ứng dụng của công nghệ plasma trong xử lý bề mặt thì ít có người biết đến được. Để tăng thêm sự hiểu biết và làm phong phú cho vốn tài liệu ứng dụng công nghệ plasma vào thực tế, nên chúng em tìm hiều về động lực học bằng công nghệ plasma và thiết kế chế tạo mô hình xử lý bề mặt của các chi tiết máy.
Đề tài tập trung nghiên cứu các phần sau:
- Tìm hiểu về Plasma, động lực học Plasma.
- Nghiên cứu, thiết kế, chế tạo một mô hình xử lý bề mặt bằng công nghệ plasma.
Mục Lục
LỜI CAM KẾT.. vi
LỜI CẢM ƠN.. vii
TÓM TẮT ĐỒ ÁN.. viii
Mục Lục. ix
DANH MỤC BẢNG BIỂU.. xiv
DANH MỤC SƠ ĐỒ, HÌNH VẼ.. xiv
DANH MỤC TỪ VIẾT TẮT.. xv
CHƯƠNG I:GIỚI THIỆU.. 1
1.1.Tính cấp thiết của đề tài:1
1.2. Ý nghĩa khoa học và thực tiễn của đề tài:1
- 3. Mục tiêu nghiên cứu của đề tài:2
1.4. Đối tượng và phạm vi nghiên cứu:2
- 5. Phương pháp nghiên cứu:2
1.5.1. Cơ sở phương pháp luận:2
1.5.2. Các phương pháp nghiên cứu cụ thể:3
1.6. Kết cấu của ĐATN:3
CHƯƠNG 2: TỔNG QUAN NGHIÊN CỨU ĐỀ TÀI5
2.1. Tổng quan :5
2.2. Đặt vấn đề. 5
2.3. Công nghệ phun phủ plasma. 6
2.3.1. Nguyên lý của công nghệ phun phủ plasma. 6
2.3.2. Vật liệu dùng trong phun phủ plasma. 7
2.3. 3. Thiết bị phun phủ plasma. 7
2.4. Giới thiệu về sản phẩm tính năng kỹ thuật8
2.4.1 Cánh bơm.. 9
2.4.2. Lá van. 9
2.5.Một số ứng dụng công nghệ plasma:11
2.5.1. Hàn plasma:11
2.5.2. Cắt bằng Plasma:11
2.5.3. Xử lý bề mặt bằng Plasma :11
2.5.4.Xử lý khí thải ôtô. 12
2.5.5.Khẩu trang plasma. 12
2.5.6.Chế tạo tấm thu năng lượng mặt trời13
2.5.7.Tôi và rửa sợi dây đồng. 13
2.5.8.Sản xuất điện và tạo lực đẩy. 14
2.5.9.Xử lý nước thải, khí thải, nước uống. 14
2.5.10. Máy gia tốc. 14
2.5.11. Các ứng dụng khác:15
2.6. Ưu nhược điểm công nghệ plasma:16
- 7. Các phương pháp xử lý bề mặt thường dùng:17
- 7.1. Phương pháp phun bi:17
- 7.2. Phương pháp phun nước siêu cao áp:17
- 7.3. Phương pháp phun cát:18
- 7.4. Phương pháp phun phủ plasma:18
CHƯƠNG 3:CƠ SỞ LÝ THUYẾT.. 22
3.1. Các định nghĩa cơ bản.22
3.1.1. Ion hoá:22
3.1.2. Năng lượng ion hoá:22
3.1.3. Bậc Ion hóa:22
3.2. Sự tương tác giữa các hạt trong Plasma:24
3.2.1. Tiết diện hiệu dụng:24
3.2.2. Khoảng đường tự do trung bình:24
3.2.3. Tần số va chạm:24
3.2.4. Va chạm đàn hồi:25
3.3. Va chạm không đàn hồi:25
3.3.1. Va chạm không đàn hồi loại 1:25
3.3.2. Va chạm không đàn hồi loại 2:25
Sự tái hợp:25
3.4. Sự phóng điện phụ thuộc:26
Định nghĩa:26
Các phương pháp để ion hóa chất khí:26
3.5. Sự tự phóng điện:28
3.5.1. Định nghĩa:28
3.5.2. Cơ chế phóng điện:28
3.6.Tạo gốc OH:29
- 7.Đặc tính plasma:30
- 7.1. Tính chất vật lý của plasma:30
3.7.2. Hiện tượng xảy ra trong plasma. 30
CHƯƠNG IV: PHƯƠNG HƯỚNG VÀ CÁC GIẢI PHÁP CÔNG NGHỆ.. 35
4.1. Yêu cầu đề tài và thông số thiết kế:35
4.2. Phương hướng và phương pháp thực hiện:35
4.3. Các phương án thực hiện:35
4.3.1. Phương án 1:36
4.3.2. Phương án 2:37
4.2.3. Phương án 3:38
4.4. Phân tích và chọn phương án:39
- 5. Trình tự công việc:39
CHƯƠNG 5:TÍNH TOÁN, THIẾT KẾ HỆ THỐNG XỬ LÝ BỀ MẶT KIM LOẠI TĂNG ĐỘ HẤP THU GIẢM MA SÁT BẰNG CÔNG NGHỆ PLASMA.. 40
5.1. Chọn vật liệu cho hệ thống:40
5.2. Tính toán cho hệ thống:40
5.2.1 Lưu lượng và áp suất khí bơm vào:40
Tính công suất của động cơ:41
5.2.3. Khoảng cách giữa hai điện cực:41
Nhiệt độ tại vùng xử lý Plasma.44
5.2.5. Điện cực:45
5.3.Bản vẽ thiết kế các chi tiết gia công:45
5.3.1. Ống thủy tinh pyrex và gỗ phít:45
5.3.2. Cụm gắn ống thủy tinh pyrex:47
5.3.3. Miếng gá chi tiết xử lý:48
5.3.4. Tấm dẫn hướng:49
5.3.5. Khung mô hình:50
5.3.6. Bản vẽ vách ngăn:51
5.3.7. Gác điện cực………………………………………………………………… 50
5.4.Phần điều khiển.....................................................................................................50
5.4.1 Bộ biến áp..........................................................................................................50
5.4.2. Bộ điều khiển động cơ:.....................................................................................51
5.4.3. Một số mẫu thí nghiệm.....................................................................................51
CHƯƠNG 6: CHẾ TẠO THỬ NGHIỆM – ĐÁNH GIÁ.. 50
6.1. Một số kết quả thí nghiệm xử lý bề mặt52
6.1.1. Trước xử lý. 52
6.1.2. Sau xử lý. 53
DANH MỤC BẢNG BIỂU Trang
Báng 2.1: Bảng thông số chế độ phun đối với các vật liệu khác nhau 10
Bảng 5.1: Các thông số của động cơ Step Motor 41
Bảng 5.2: Thông số của động cơ DC 42
Báng 5.3: Bảng điều kiện tạo ra tia lửa điện 43
Báng 5.4: Bảng nhiệt độ một số loại plasma 44
Bảng 5.5:Phân tích bộ nguồn 51
DANH MỤC SƠ ĐỒ, HÌNH VẼ
Trang
Sơ đồ 3.1: Cơ chế phóng điện. 29
Hình 2.1: Thiết bị phu phủn plasma. 8
Hình 2.2 : Cánh bơm trước và sau khi phu phủn plasma. 9
Hình 2.3 : Lá van trước và sau khi phu phủn plasma. 9
Hình 2.4 : Hàn plasma. 11
Hình 2.5 : Cắt plasma. 11
Hình 2.6 : Xử lý bề mặt bằng công nghệ plasma. 11
Hình 2.7 : Mô hình thực nghiệm công nghệ plasma xử lý nước. 14
Hình 2.8 : Máy gia tốc 15
Hình 2.9 : Xử lý bề mặt thiếc. 19
Hình 2.10 : Xử lý bề mặt kim loại. 19
Hình 3.1 : Tạo gốc OH 30
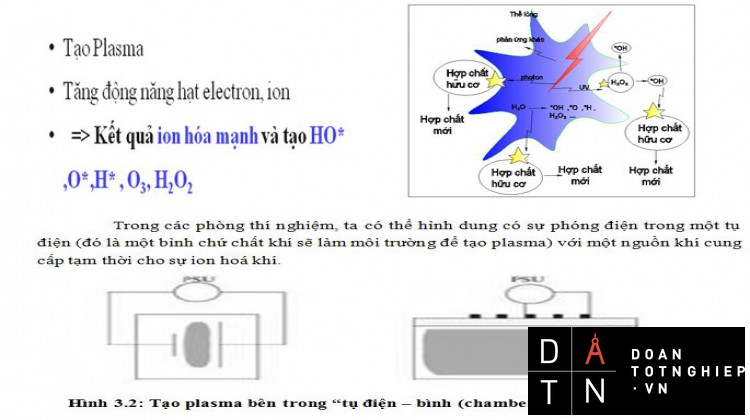
Hình 3.2 : Tạo plasma bên trong “tụ điện bình”. 34
Hình 4.1: Cơ cấu băng tải. 36
Hình 4.2: Cơ cấu trượt. 37
Hình 4.3: Cơ cấu vít me –đai ốc. 38
Hình 5.1 : Động cơ Step Motor 41
Hình 5.2 Bộ biến áp 0-220VAC 50
Hình 5.3 Bộ biến đổi điện áp cao 51
CHƯƠNG I: GIỚI THIỆU
1.1. Tính cấp thiết của đề tài:
Trong ngành cơ khí chế tạo, chất lượng bề mặt làm việc cũng như độ chính xác về kích thước của các chi tiết máy có một vai trò đặc biệt quan trọng, ảnh hưởng lớn đến các chỉ tiêu kinh tế kỹ thuật của máy móc thiết bị. Việc đi sâu nghiên cứu để tìm các giải pháp công nghệ nhằm nâng cao độ chính xác cũng như chất lượng bề mặt làm việc của chi tiết máy đã được đặc biệt quan tâm. Vấn đề mà các nhà khoa học kỹ thuật đặt ra là phải nâng cao độ chính xác và chất lượng bề mặt, không ngừng đưa ra các công nghệ, phương pháp gia công mới hoàn thiện hơn.
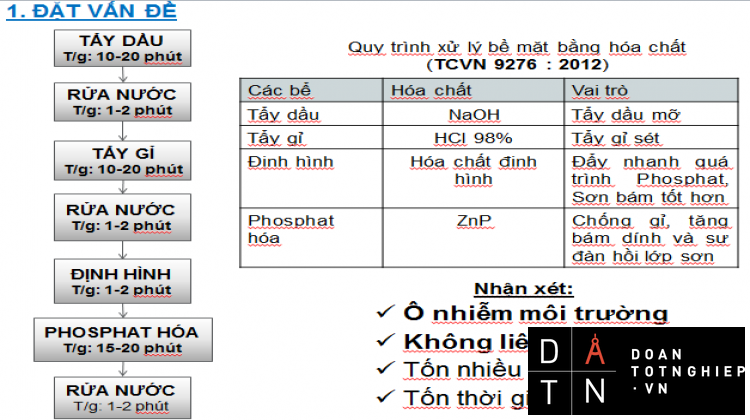
Bề mặt chi tiết máy trước khi phủ một lớp bảo vệ, ví dụ như xi mạ, nhuộm, sơn, chất bôi trơn… rất cần được làm sạch và tăng độ hấp thụ. Với phương pháp truyền thống, chi phí để tẩy rữa bề mặt chi tiết là rất cao, hiệu suất thấp đồng thời ảnh hưởng rất lớn đến môi trường do sử dụng một số hóa chất độc hại. Ngoài ra, sản phẩm sau khi phủ lớp bảo vệ, độ bám dính không cao do lực liên kết giữa chi tiết và chất phủ thấp. Để khắc phục những nhược điểm trên, giải pháp bắn plasma lên bề mặt chi tiết ở nhiệt độ và áp suất khí quyển được ứng dụng. Với phương pháp này, bề mặt chi tiết được làm sạch và đồng thời tăng độ hấp thu nên ít tốn nguyên liệu phủ, sản phẩm đẹp, bền và chịu được điều kiện làm việc khắc nghiệt. Mục tiêu quan trọng của đề tài chúng em là xử lý bề mặt những chi tiết mẫu, tức làm sạch và tăng khả năng hấp thụ chất phủ làm cho sản phẩm đẹp, chịu lực tốt, bền với điều kiện sử dụng thay đổi, giảm thời gian sản xuất, giảm chi phí sản xuất.
Với giải pháp trên chúng em thiết kế chế tạo mô hình nhỏ xử lý bề mặt những chi tiết mẫu (gỗ, mặt phẳng kim loại, mica…) với hệ thống điều khiển tốc độ xử lý tự động.
1.2. Ý nghĩa khoa học và thực tiễn của đề tài:
Trong tương nguồn năng lượng mà chúng ta hiện nay đang dùng là dầu mỏ, than đá, nước vào sản suất, đi lại giữa các châu lục, khám phám các hành tinh ngoài vũ trụ, vận tải. Nhưng nguồn năng lượng này dần dần sẽ bị cạn kiệt và chúng ta cần có giải pháp trong tương lai cho vấn đề năng lượng thay thế cho các năng lượng mà chúng ta đang sử dụng. Và nguồn năng lượng rất lớn có thể thay thế là năng lượng nguyên tử, nhưng nó lại rất nguy hiểm và ô nhiễm môi trường.
Một loại vật chất được phát hiện tiềm ẩn khả năng thay thế và mang trữ lượng lớn, năng lượng cao là Plasma. Loại vật chất này chiếm tới 99% trong vũ trụ.
Phương pháp xử lý bề mặt bằng công nghệ Plasma là một phương pháp có khả năng mang lại hiệu quả kinh tế cao, nó đã được đưa vào nghiên cứu và có một vài ứng dụng ở Việt Nam. Điển hình như một số vật liệu như thép, sắt, đồng, nhôm, gỗ sau khi xử lý … đã đạt được kết quả đáng khích lệ:
- Nâng cao độ chính xác khi lắp ráp.
- Nâng cao độ nhẵn bóng bề mặt của chi tiết lên hai đến ba cấp.
- Chi phí sản xuất và giá thành thấp, dễ dàng ứng dụng cho các cơ sở sản xuất.
-Giảm độ ma sát.
Trong đồ án này chúng em đã tìm hiểu một số vấn đề liên quan tới plasma, nghiên cứu xử lý các bề mặt (như kim loại, gỗ, vải,...). Khi thí nghiệm được thành công nó sẽ mang lại rất nhiều hữu ích cho cuộc sống và ứng dụng thiết thực trong tương lai.
Nhận thấy tầm quan trọng trong thực tế, phục vụ nghiên cứu và học tập, được sự hướng dẫn của TS.Trần Ngọc Đảm, nhóm sinh viên chúng em gồm Lê Hồ Khánh Hòa và Hồ Ngọc Thuận đã cùng nhau nghiên cứu đề tài:“ Nghiên cứu, thiết kế và chế tạo hệ thống xử lý bề mặt kim loại tăng độ hấp bằng công nghệ plasma ”.
1.3. Mục tiêu nghiên cứu của đề tài:
Tìm hiểu:
- Tìm hiểu về Plasma, động lực học Plasma.
- Nghiên cứu, thiết kế, chế tạo một mô hình xử lý bề mặt bằng công nghệ plasma.
1.4. Đối tượng và phạm vi nghiên cứu:
Do thời gian nghiên cứu và điều kiện vật chất có hạn nên trong đề tài này chúng em nghiên cứu mới chỉ tính toán, thiết kế và chế tạo thử nghiệm một mô hình máy xử lý bề mặt bằng công nghệ plasma với kích thước nhỏ (phôi: 100x70x3 mm). Mô hình này gọn nhẹ, có khối lượng nhỏ 30kg, và vận tốc xử lý tối đa là 1-5m/ph và ứng dụng chủ yếu trong các xưởng sản xuất nhỏ, hoặc các phân xưởng có nhu cầu sử dụng.
1.5. Phương pháp nghiên cứu:
1.5.1. Cơ sở phương pháp luận:
- Phương pháp phân tích tài liệu: Tham khảo từ sách báo, giáo trình, các tạp chí, tài liệu về thiết kế mô phỏng tài liệu về động cơ bước, động cơ Servo, Internet…
- Điều tra thực tế: Thực hiện các thí nghiệm về xử lý các bề mặt từ đó rút ra các nhận xét và đánh giá. Tham khảo một số máy xử lý bề mặt bằng công nghệ plasma có cấu trúc tương tự và giá thành của chúng trên thị trường.
1.5.2. Các phương pháp nghiên cứu cụ thể:
-Tham khảo một số tài liệu về thiết kế máy xử lý bề mặt bằng công nghệ plasma trước đây.
-Tham khảo các tài liệu về thiết kế bộ điều khiển cho máy.
- Phương pháp tổng hợp: Từ các nguồn thông tin tổng hợp từ hai phương pháp trên, tiến hành xử lý, đề xuất phương án, nguyên lý hoạt động, thiết bị phụ trợ, thực hiện thiết kế mô hình.
1.6. Kết cấu của ĐATN:
Đồ án tốt nghiệp bao gồm 7 chương: giới thiệu, tổng quan nghiên cứu đề tài, cơ sở lý thuyết, phương hướng và các biện pháp, đề xuất công nghệ, chế tạo thực nghiệm đánh giá, kết luận và kiến nghị.
Các chương gồm:
Chương 1: Giới thiệu.
Chương 2: Tổng quan nghiên cứu đề tài.
Chương 3: Cơ sở lý thuyết.
Chương 4: Phương hướng và các giải pháp
Chương 5: Đề xuất công nghệ… / Tính toán, thiết kế.
Chương 6: Chế tạo thử nghiệm / Thực nghiệm đánh giá.
Chương 7: Kết luận và kiến nghị.
CHƯƠNG 2: TỔNG QUAN NGHIÊN CỨU ĐỀ TÀI
2.1. Tổng quan :
Phun phủ plasma là một trong những phương pháp xử lý bề mặt vật liệu được sử dụng trong những năm gần đây.
Năm 2009, các kỹ sư ở Viện Nghiên cứu Cơ khí (Bộ Công thương) đã triển khai đề tài: “Nghiên cứu ứng dụng công nghệ xử lý bề mặt nâng cao chất lượng chi tiết cơ khí bằng phương pháp phun phủ plasma” trên cơ sở phát triển công nghệ phun phủ đã được ứng dụng ở các nước công nghiệp phát triển.Mục đích của phun phủ là bảo vệ chống gỉ ở các môi trường khí quyển, môi trường nước biển, tạo các lớp phủ có khả năng làm việc trong các điều kiện kỹ thuật đặc biệt như: nhiệt độ cao, chịu ma sát, sửa chữa các khiếm khuyết của vật đúc hoặc các khiếm khuyết xuất hiện khi gia công cơ khí, tạo các lớp bảo vệ và trang trí cho các công trình mỹ thuật.Theo đó, nhóm nghiên cứu đã tiến hành thực nghiệm phun phủ Plasma trên một số thiết bị cơ khí như trục chính máy khoan, doa CNC, một số chi tiết máy, trục roto động cơ, cánh bơm và lá van. Kết quả cho thấy, các chi tiết được phun phủ plasma đã được phục hồi đáng kể, thiết bị sau quá trình sử dụng, các thông số kỹ thuật đảm bảo tiêu chuẩn, có thể tái sử dụng lâu dài. Kết quả nghiên cứu cũng cho thấy, đối với các chi tiết làm việc trong môi trường chịu mài mòn, tùy theo điều kiện làm việc cụ thể có thể phủ lên bề mặt các lớp có khả năng chống mài mòn như thép không gỉ, đồng thau, nhôm, hợp kim của niken… với các chiều dày theo yêu cầu. Phun phủ rất thích hợp và tỏ ra ưu việt trong việc sửa chữa và phục hồi các chi tiết. Vật liệu phun phủ và các chế độ phun cũng khác nhau tùy thuộc vào đặc điểm và đặc tính của từng thiết bị.Việc ứng dụng công nghệ phun phủ Plasma trong quá trình hồi phục các thiết bị cơ khí, đặc biệt là các thiết bị cơ khí chính xác sẽ góp phần giải quyết bài toán kinh tế này. Cụ thể, khi áp dụng phương pháp này, chi phí có thể giảm từ 50% - 60% so với mua thiết bị mới mà hiệu quả vẫn đạt từ 80% - 90%.Với việc ứng dụng phương pháp phun phủ Plasma sẽ rút ngắn thời gian khắc phục sửa chữa, có thể tiến hành sửa chữa ngay tại công trình, chi phí khắc phục rẻ hơn rất nhiều so với các thiết bị ngoại nhập mang lại hiệu quả kinh tế cao.
Trong những năm gần đây, song song với việc phát triển khoa học công nghệ và các ngành kỹ thuật, công nghiệp thì việc đòi hỏi nâng cao chất lượng sản phẩm và kéo dài tuổi thọ của các kết cấu chi tiết là yêu cầu bức thiết. Việc nghiên cứu và đưa vào ứng dụng công nghệ phun phủ Plasma đã hoàn thiện một bước trong nghiên cứu khoa học công nghệ về cơ khí chế tạo tại Việt Nam.Trên đây chúng em muốn giới thiệu về công nghệ phun phủ plasma và một số ứng dụng của nó trong lĩnh vực chế tạo chi tiết máy.
2.2. Đặt vấn đề
Có nhiều phương pháp phủ trên mặt chi tiết và kết cấu tùy theo mục đích sử dụng và điều kiện làm việc của chúng. Có những lớp phủ bảo vệ hoặc trang trí; có những lớp phủ đặc biệt với những tính chất đặc biệt như: chống cháy, chịu mài mòn, chịu nhiệt và cách nhiệt… Việc chọn vật liệu và phương pháp phủ nói chung phụ thuộc vào điều kiện làm việc của các chi tiết và kết cấu. Ngoài ra sự cải thiện chất lượng bề mặt của vật liệu cũng cho phép thiết kế và chế tạo máy móc và thiết bị năng suất hơn. Phương pháp phun phủ plasma, ứng dụng vào phục hồi và làm mới các chi tiết máy làm việc trong điều kiện chịu mài mòn, trầy xước, tăng độ hấp thu…
Bề mặt của các chi tiết máy trước khi phủ một lớp bảo vệ, ví dụ như xi mạ, nhuộm, sơn, chất bôi trơn… rất cần được làm sạch và tăng độ hấp thụ. Với phương pháp truyền thống (như phun bi, phun cát, dùng hoá chất…) thì chi phí để tẩy rữa bề mặt chi tiết là rất cao, hiệu suất thấp đồng thời ảnh hưởng rất lớn đến môi trường do sử dụng một số hóa chất độc hại. Ngoài ra, sản phẩm sau khi phủ lớp bảo vệ, độ bám dính không cao do lực liên kết giữa chi tiết và chất phủ thấp. Để khắc phục những nhược điểm trên, giải pháp bắn plasma lên bề mặt chi tiết ở nhiệt độ và áp suất khí quyển được ứng dụng. Với phương pháp này, bề mặt chi tiết được làm sạch và đồng thời tăng độ hấp thu nên ít tốn nguyên liệu phủ, sản phẩm đẹp, bền và chịu được điều kiện làm việc khắc nghiệt.Tóm lại, muc tiêu quan trọng của dự án là xử lý bề mặt chi tiết, tức làm sạch và tăng khả năng hấp thụ chất phủ làm cho sản phẩm đẹp, chịu lực tốt, bền với điều kiện sử dụng thay đổi, giảm thời gian sản xuất, giảm chi phí sản xuất.
2.3. Công nghệ phun phủ plasma
2.3.1. Nguyên lý của công nghệ phun phủ plasma
Công nghệ phun plasma nhờ năng lượng cao của nguồn nhiệt hồ quang plasma gián tiếp của đầu phun mà vật liệu được nung chảy và phun vào chi tiết. Khái niệm hồ quang plasma gián tiếp ở đây có nghĩa là hồ quang được tạo nên trong các bộ phận cathode và anode của đầu phun, còn chi tiết không được tiếp với nguồn điện. Khí trơ hoặc các chủng loại khí khử dưới áp lực lớn được thổi vào khoảng giữa cathode và anode, dưới tác động của hồ quang bị ion hoá ở nhiệt độ rất lớn (khoảng 17.000°C). Luồng plasma được phun qua đầu phun với vận tốc cao, bột phun được hút vào luồng khí này, nóng chảy và bay ra phủ lên bề mặt chi tiết. Trên bề mặt chúng liên kết lại thành lớp phủ xốp. Sự liên kết giữa các hạt chủ yếu bằng qúa trình chảy kết và bám dính lên bề mặt bằng lực cơ học. Bề mặt vật phủ có nhiệt độ thấp nên không xảy ra qúa trình khuếch tán. Lớp phủ lên bề mặt cần phải có độ bám dính cao với bề mặt, độ xốp thấp. Khi thực hiện phun phủ nhiệt dẫn xuống bề mặt càng ít càng tốt để tránh biến dạng bề mặt.
Để thực hiện được công nghệ phun phủ hồ quang plasma thì cần:
* Thiết bị: súng phun hồ quang plasma, máy móc và hệ thống làm mát đi kèm;
* Bột nguyên liệu;
* Qui trình công nghệ.
Phương pháp này dùng nguyên liệu bột tạo ra các loại lớp bề mặt :
* Bảo vệ chống mài mòn;
* Dẫn điện;
* Cách nhiệt;
* Tương thích sinh học với cơ thể sống
* Nhiều tính chất đặc biệt khác.
Vai trò của tất cả các lớp phủ lên các lớp oxit bám dính tốt để bảo vệ vật liệu nền khỏi bị oxi hoá và sự giảm độ bền. Các khí cháy luôn chứa một lượng chất thải từ hỗn hợp dầu, khí và nước. Lượng chất tạp càng lớn thì thời gian công tác của các chi tiết máy tuabin khí càng giảm do tác dụng của quá trình oxi hóa ở nhiệt độcao. Ngoài oxy hóa ở nhiệt độ cao, khi nhiệt độ cháy của tuabin khí càng cao, thì sự oxy hoá ở nhiệt độ cao càng mạnh. Ưu điểm của công nghệ phun phủ kim loại này không bị hạn chế bởi độ lớn, nhỏ của vật phủ do thiết bị phun rất dễ dàng di động và có thể xách tay. Công nghệ này rất thích hợp cho việc tạo lớp phủ mới hoặc phục hồi các công trình, kết cấu có kích thước lớn bất kỳ, cũng như các chi tiết máy móc nhỏ - Tạo các lớp phủ bề mặt có độ dày như ý muốn.
2.3.2. Vật liệu dùng trong phun phủ plasma
- Bột gốm kim loại (hỗn hợp cơ học giữa oxyt với kim loại và hợp kim)
- Bột hợp kim cứng (cacbit W, Cr, Ti vv… và hỗn hợp chúng với Co, Ni)
- Bột Ni-164-2 và ZRO - 182.
- Vật liệu siêu cứng, gồm cả kim cương.
Nguyên liệu phun cho lớp lót (lớp liên kết) thường dùng: Ni-164 - 2. Lớp phun bằng bột Ni164-2 có độ cứng ~ 60RB và độ bám tối thiểu là 2750 psi (~193,2kg/cm2). Cho lớp phủ (lớp bề mặt làm việc): có thể sử dụng bột Ceramic, bột WC, bột ZRO - 182.Sử dụng khí Ar, He, H2 để tham gia trong quá trình phun phủ plasma.
2.3. 3. Thiết bị phun phủ plasma
Có rất nhiều thiết bị phun phủ plasma khác nhau, dưới đây xin được giới thiệu 1 thiết bị phun plasma hiện có của Phòng thí nghiệm trọng điểm Công nghệ Hàn và Xử lý bề mặt – Viện Nghiên cứu Cơ khí:
Máy phun plasma SG-100 (Praxair Thermal SG-100 Spray System). Các chế độ phun thay đổi được trong phạm vi rộng hoặc hẹp dần để lựa chọn những chế độ thích hợp nhất cho phép nhận được lớp phun có độ bám, độ cứng và độ chặt (hoặc độ xốp) theo yêu cầu của các lớp phun.
Các đặc tính kỹ thuật chính của thiết bị:
- Công suất nguồn: 60kW
- Kích thước bột phun : 40-120μm
- Năng suất phun: Qkl = 2-10kg;
Qcacbit= 1-6kg; Qceramic = 1-6kg
- Trọng lượng đầu phun: 1.8 kg
- Hệ thống làm lạnh: 30.3 l/min
- Bộ phân phối khí (lọc khí vào): 80 PSI (550 kPa)
- Bộ điều khiển : 220 VAC, 50Hz
- Nguồn plasma : 60kW, t0max 490C
- Bộ khởi động cao tần: 220VAC, 2.75A, 50Hz
- Bộ phận phun 1264
- Làm mát: 31kW, 106BTU/hr.
Hình 2.1: Thiết bị phun phủ plasma
2.4. Giới thiệu về sản phẩm tính năng kỹ thuật
2.4.1 Cánh bơm
- Tên sản phẩm: bánh công tác NPS 65/500.
- Tính chất làm việc: làm việc với tốc độ quay 4000 vg/min.
- Vật liệu chế tạo: 20X13Γ
- Yêu cầu kỹ thuật: lớp phủ có chiều dày 0,6 mm, độ cứng 50-55HRC.
Hình 2.2: Cánh bơm trước và sau khi phun phủ plasma.
2.4.2. Lá van
Hình 2.3: Lá van trước và sau khi phun phủ plasma
- Tính năng ứng dụng: loại Van gate 3.1/8” dùng trong các đường ống dẫn
- Yêu cầu kỹ thuật: lớp phủ có chiều dày 0,2÷0,4 mm, độ cứng 50-55HRC.
Chế độ phun và kết quả đạt được
Chế độ phun: Phương pháp phun được áp dụng là hồ quang plasma. Hỗn hợp khí
Ar + He dùng cho lớp lót; hỗn hợp khí Ar + H2 - lớp phủ; khí tải (mang) bột - Ar.
Chế độ phun:
Bảng 2.1: Bảng thông số chế độ phun đối với các vật liệu khác nhau
Kết quả: Lớp phun phủ phục hồi chi tiết máy được tạo bởi lớp liên kết từ bột Ni-
164-2 và lớp phủ từ bột WC, Ceramic, ZRO – 182 với chiều dày tương ứng là 0,4 - 0,6 mm và độ cứng đạt 40÷55 HRC.
2.5. Một số ứng dụng công nghệ plasma:
2.5.1. Hàn plasma:
-Hàn plasma có nhiệt độ hồ quang lên tới 15000-20000oC, không như hồ quang trong hàn thông thường có dạng hình côn, hồ quang trong hàn plasma có dạng hình trụ, do đó nó có khả năng xuyên sâu vào bể hàn, nên có thể hàn vật dày không cần vát mép lớn.
-Hàn bằng hồ quang plasma có thể nối các kim loại đen và mầu khác nhau: Nhôm và hợp kim titan, thép cacbon thấp và thép không gỉ, đồng, đồng thau, niken và các Hình 2.4: Hàn plasma
vật liệu không đồng dạng với chúng.
2.5.2. Cắt bằng Plasma:
-Nguyên lý cắt plasma dựa trên sự tận dụng nhiệt độ rất cao và tốc độ truyển động lớn của khí từ miệng phun của đầu plasmatron để làm nóng chảy và thổi kim loại khỏi rãnh cắt.
Hình 2.5: Cắt plasma
-Thông thường sử dụng hỗn hợp khí: 65% Ar + 35%H2;
80%N2+20%H2
2.5.3. Xử lý bề mặt bằng Plasma :
– Phủ bề mặt chi tiết : Người ta đưa bột vật liệu phủ vào dòng plasma (3000 – 30.000 độ C) được tạo thành giữa anot và katot (được làm nguội bằng nước trong súng phun). Khi dẫn luồng khí (Ar, He) có áp suất cao đi qua, bột chất phủ nóng chảy được phun vào bề mặt kim loại.
- Đánh bóng : Chi tiết cần gia công được đưa vào dung dịch đặc biệt. Dưới tác dụng của dòng điện cao áp, ở bề mặt củacác điện cực xuất hiện rất nhiều dòng microplasma phóng điện, kết quả là xảy ra sự đốt nóng và nung chảy các điểm nhọn nhô ra và bề mặt được làm nhẵn.
Hình 2.6: Xử lý bề mặt
2.5.4.Xử lý khí thải ôtô:
2.5.5.Khẩu trang plasma:
2.5.6.Chế tạo tấm thu năng lượng mặt trời:
2.5.7.Tôi và rửa sợi dây đồng:
2.5.8.Sản xuất điện và tạo lực đẩy:
2.5.9.Xử lý nước thải, khí thải, nước uống:
Hình 2.7: Mô hình thực nghiệm Công nghệ plasma xử lý nước.
2.5.10. Máy gia tốc:
Máy gia tốc sử dụng plasma cho một tia laser hoặc một chùm hạt đi qua khối plasma
è Phát sinh trường gia tốc
Hình 2.8: Máy gia tốc.
2.5.11.Các ứng dụng khác:
-Y tế:
Khử khuẩn da cơ thể người
Điều trị vết thương hở.
Khử trùng các thiết bị y tế
Làm kính sát tròng
-Kinh doanh sản xuất: Sản xuất nhựa, công nghệ làm sạch bề mặt vật liệu, xử lý khí thải
-Giao thông vận tải: Phun plasma trên bề mặt các loại vật liệu được tráng, phủ để chống mài mòn và ăn mòn, xử lý khí thải động cơ Ứng dụng của Plasma.
-Hàn, cắt kim loại trong các lò luyện kim.
-Chế tạo vật liệu bao gồm cả việc cấy (etching) các mô hình phức tạp dùng cho các các linh kiện vi điện tử và vi quang, dùng trong các công nghệ lắng đọng trong các lĩnh vực tạo ma sát, từ, quang, chất dẫn điện, chất cách điện, chất polyme, các màng mỏng xúc tác
-Đặc biệt với khả năng ion hóa tạo ta các chất có gốc oxi hóa mạnh tạo ra một khả năng trong việc áp dụng công nghệ plasma xử lý khí, xử lý nước……v…v.
2.6. Ưu nhược điểm công nghệ plasma:
Ưu điểm của công nghệ plasma:
- Có thể gia công bất cứ kim loại nào, các loại vật liệu rất khó gia công với các phương pháp khác : thép không gỉ, hợp kim nhôm...
- Dễ dàng kết hợp với các máy tự động.
-Vùng Plasma trong cột hồ quang rất nhỏ, tăng khả năng gia công chính xác.
- Gia công các kim loại đặc biệt với tốc độ cao, không gây biến dạng vật liệu, vùng cắt ít bị cứng.
Nhược điểm của công nghệ plasma:
- Thiết bị phức tạp đắt tiền.
- Hệ điều khiển số phức tạp.
Kết luận
Phát triển bễn vững, thân thiện với môi truờng => Ngành cơ khí xanh.
Công nghệ plasma là ngành công nghệ xanh.
Tạo điện năng.
Tạo động lực không khói, không chất thải ô nhiễm.
Xử lý chất thải, chất gây ô nhiễm môi trường.
Ứng dụng nâng cao hiệu quả trong sản xuất thiết bị.
2.7. Các phương pháp xử lý bề mặt thường dùng:
Đối với các sản phẩm rèn dập nóng hay qua xử lý nhiệt luyện hoặc các sản phẩm đúc, bề mặt sản phẩm luôn bị bao phủ một lớp vảy các bon và xỉ than bám bẩn trên bề mặt hay sản phẩm đúc có nhiều ba via hoặc dính cát. Ngoài ra đối với các phần thép kết cấu trước khi sơn chống rỉ lên bề mặt cần làm sạch bề mặt mục đích để sơn bám chắc và chống rỉ ôxi hóa bên trong làm bong lớp sơn.Để làm sạch các phần chi tiết đó người ta thường dùng các cách làm sạch như phun cát, phun bi, siêu âm, plasma…
2.7.1. Phương pháp phun bi:
Các hạt bi thép cỡ nhỏ từ 0.8-1.2mm được bắn ra với vận tốc rất lớn lên bề mặt phần chi tiết cần làm sạch. Với lực tác động liên tục và lực va đập mạnh làm cho bề mặt chi tiết được làm sạch.
Phun bi có thể đạt độ nhẵn bóng bề mặt ▼5÷▼7, đối với vật liệu cứng (HRC 50-60 ) có thể đạt ▼10. Chiều sâu biến cứng có thể đến 1,5mm. Tại lớp biến cứng sinh ra ứng suất nén dưới 800N/mm2.
Ưu điểm:
-Có thể đạt độ chính xác cao.
-Tạo độ bám dính tương đối tốt trước khi sơn.
Nhược điểm:
-Ảnh hưởng đến lớp biến cứng bề mặt.
-Chi phí cao.
- Phá vỡ cấu trúc bề mặt thép.
2.7.2. Phương pháp phun nước siêu cao áp:
Cấu tạo cơ bản hệ thống máy phun nước siêu cáo áp bao gồm:
-01 động cơ diesel or động cơ điện truyền động cho 01 máy bơm nước cao áp.
-01 đường ống cấp nước đầu vào,
-01 hệ thống ống cao áp đầu ra và súng phun.
Áp lực các tia nước ra khỏi súng có thể lên tới 2500 bar, tuy nhiên do đầu súng có cấu tạo đặc biệt, các tia nước đi xuyên và xoay nên phản lực tác động lên người cầm súng phun nhỏ, đảm bảo an toàn lao động.
Trong lĩnh vực Công nghệ phun nước áp lực cao, người ta phân loại máy theo dải áp lực như sau:
-Từ 350 bar đến 700 bar được gọi là Bơm cao áp. Với dải áp lực này các lớp sơn rỗ tróc, hoặc dầu mỡ trên bề mặt sẽ được tẩy sạch.
-Từ 700 bar đến 1700 bar được gọi là Bơm trung cao áp. Với giải áp lực này gỉ sắt, rỗ bề mặt kim loại, sơn thông thường cũ sẽ được tẩy sạch.
-Từ 1700 bar đến 2800 bar được gọi là bơm siêu cao áp. Với dải áp lực này toàn bộ lớp vật liệu bám trên bề mặt kim loại sẽ được tẩy sạch đưa bề mặt kim loại về trạng thái nguyên thủy ban đầu.
Ưu điểm:
- Nước có mặt ở khắp mọi nơi, chiếm 3/5 trái đất, 2/3 cơ thể, dễ khai thác.
- Thân thiện với môi trường, không độc hại, lượng chất thải nhỏ nên giảm tối đa chi phí xử lý chất thải.
- Không có bụi nên không làm ảnh hưởng đến môi trường, thiết bị máy móc xung quanh.
- Không mài mòn, phá vỡ cấu trúc bề mặt thép.
- Dễ sử dụng ở những không gian kín, hẹp.
- Rửa trôi tất cả các hạt bụi trong các hốc lõm và muối trên mặt thép triệt tiêu nguyên nhân gây ăn mòn từ trong ra.
Tuy nhiên, với phương pháp làm sạch bằng nước có một số nhược điểm sau:
- Bề mặt kim loại bị ẩm ướt.
- Tạo rỉ cấp tính ngay sau khi khô bề mặt.
- 7.3. Phương pháp phun cát:
Một bề mặt thép bị gỉ hoặc “bẩn” có thể làm sạch một cách có hiệu quả bằng phương pháp phun cát tức là các hạt cát, đá, sỏi nhỏ được đẩy tới với một tốc độ cao qua miệng ống phun sẽ tác động lên bề mặt để làm sạch gỉ và các chất bẩn dính trên nó.
Kích thước một hạt mài (cát, sỏi) khoảng từ 0,3 đến 1,5 mm (12 – 60 mils) là kích thước được kiểm nghiệm hiệu quả nhất đạt được các tiêu chuẩn chuẩn bị bề mặt theo quy định, đặc biệt có hiệu qủa khi làm sạch bề mặt bị lõm sâu.(Việc sử dụng hạt sỏi trong quá trình chuẩn bị bề mặt thường sử dụng nhiều hơn và hiệu qủa hơn dùng bằng cát).
Việc chuẩn bị bề mặt đạt hiệu qủa cao, nhanh chóng và kinh tế hay không còn phụ thuộc vào mức độ gỉ sét, mức độ rỗ của bề mặt cần làm sạch. Một bề mặt tôn còn mới, phẳng chắc chắn chi phí cho việc làm sạch sẽ ít tốn kém hơn so với một bề mặt gỉ, rỗ nhiều.
Các chú ý trước khi phun cát:
* Mài phẳng cạnh sắc, góc, mối hàn.
* Mài láng những mối hàn gồ ghề, khuyết tật sắt thép, tẩy sạch ba vớ hàn…
* Các lỗ khoét nên có đường kính tối thiểu 30mm, được kiểm tra và chấp thuận trước khi làm sạch.
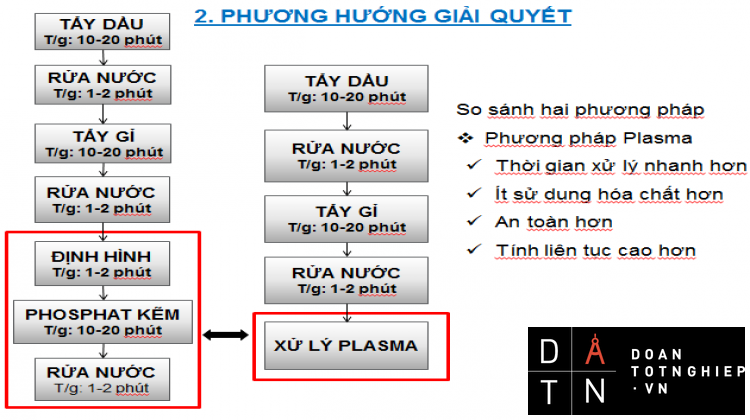
- 7.4. Phương pháp phun phủ plasma:
Bề mặt chi tiết máy trước khi phủ một lớp bảo vệ, ví dụ như xi mạ, nhuộm, sơn, chất bôi trơn… rất cần được làm sạch và tăng độ hấp thụ. Với phương pháp truyền thống, chi phí để tẩy rữa bề mặt chi tiết là rất cao, hiệu suất thấp đồng thời ảnh hưởng rất lớn đến môi trường do sử dụng một số hóa chất độc hại. Ngoài ra, sản phẩm sau khi phủ lớp bảo vệ, độ bám dính không cao do lực liên kết giữa chi tiết và chất phủ thấp. Để khắc phục những nhược điểm trên, giải pháp bắn plasma lên bề mặt chi tiết ở nhiệt độ và áp suất khí quyển được ứng dụng. Với phương pháp này, bề mặt chi tiết được làm sạch và đồng thời tăng độ hấp thu nên ít tốn nguyên liệu phủ, sản phẩm đẹp, bền và chịu được điều kiện làm việc khắc nghiệt.Tóm lại, muc tiêu quan trọng của dự án là xử lý bề mặt chi tiết, tức làm sạch và tăng khả năng hấp thụ chất phủ làm cho sản phẩm đẹp, chịu lực tốt, bền với điều kiện sử dụng thay đổi, giảm thời gian sản xuất, giảm chi phí sản xuất.
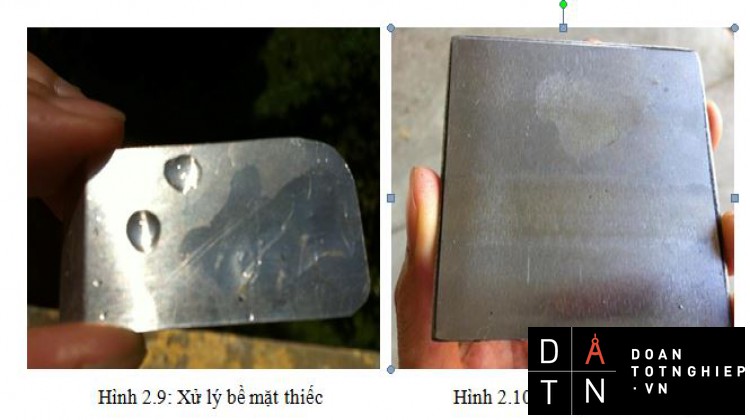
Hình 2.9: Xử lý bề mặt thiếc Hình 2.10: Xử lý bề mặt kim loại
Hình trên: Kết quả xử lý bề mặt kim loại bằng Plasma, những giọt nước bên trái là nơi bề mặt chưa xử lý, vũng nước bên phải là nơi bề mặt đã xử lý (từ một giọt nước giống bên trái tự động loan ra do độ hấp thụ bề mặt sau xử lý)
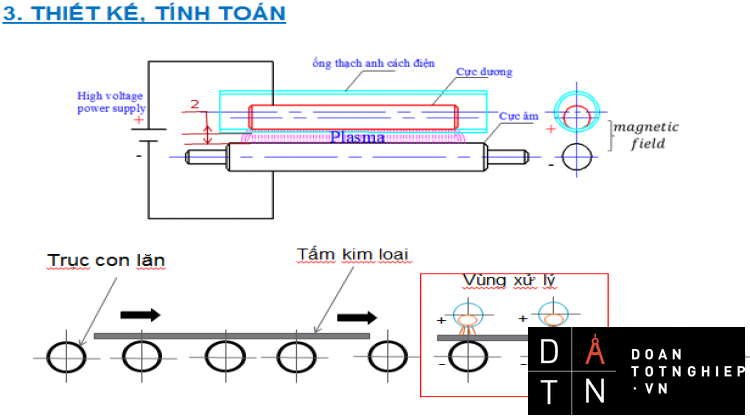
Ứng dụng công nghệ plasma với phản ứng plasma trong môi trường khí trơ tạo ra các phần tử electron, ion và phân tử oxy hóa bậc cao. Trong môi trường plasma, dưới tác động của điện trường các phần tử này sẽ chuyển động với một động năng rất lớn. Thành phần bụi và chất bẩn (hữu cơ và vô cơ) bám trên bề mặt chi tiết được làm sạch bởi sự va đập các hạt vào bề mặt và các vi khuẩn, nấm bị tẩy bởi quá trình oxy hóa bậc cao. Hơn thế nữa, khi các hạt này va chạm với bề mặt chi tiết nó sẽ truyền cho bề mặt chi tiết một năng lượng từ đó kích thích các phần tử trên bề mặt hoạt động mạnh dẫn đến kết quả bề mặt cần bám dính của chi tiết có khả năng “ăn” chất phủ rất tốt. Do đó bề mặt chi tiết sau khi xử lý sạch và có độ hấp thụ rất cao. Plasma xảy ra trực tiếp trên bề mặt chi tiết nên quá trình xử lý nhanh và hiệu quả. Tóm lại, với công nghệ plasma, quy trình phủ bề mặt chi tiết đạt hiệu quả cao kinh tế, bền và thân thiện với môi trường.
Ứng dụng: Sơn, xi mạ, đánh vani gỗ, ván ép, bôi trơn (giảm ma sát), dệt nhuộm, tráng bạc...
CHƯƠNG 3:CƠ SỞ LÝ THUYẾT
3.1. Các định nghĩa cơ bản.
3.1.1. Ion hoá:
Định nghĩa:
Ion là một nguyên tử hay nhóm nguyên tử bị mất hay thu nhận thêm được một hay nhiều electron. Một ion mang điện tích âm, khi nó thu được một hay nhiều electron, được gọi là anon hay Điện Tích Âm, và một ion mang điện tích dương khi nó mất một hay nhiều electron, được gọi là cation hay Điện Tích Dương. Quá trình tạo ra các ion gọi là ion hóa.
3.1.2. Năng lượng ion hoá:
Năng lượng ion hóa của một nguyên tử hay một phân tử là năng lượng cần thiết để tách một điện tử từ nguyên tử hay phân tử đó ở trạng thái cơ bản. Một cách tổng quát hơn, năng lượng ion hóa thứ n là năng lượng cần thiết để tách điện tử thứ n sau khi đã tách (n-1) điện tử đầu tiên. Trạng thái cơ bản chính là trạng thái mà tại đó, nguyên tử không chịu ảnh hưởng của bất kỳ một từ trường ngoài nào cả. Tức là 1 nguyên tử kim loại ở trạng thái cơ bản sẽ có dạng khí, và cấu hình electron của nó cũng là cấu hình cơ bản: tuân theo nguyên lí Pauli, Nguyên lí vững bền và qui tắc Hund.
3.1.3. Bậc Ion hóa:
Bậc bậc ion hóa là tỉ số giữa nồng độ các hạt mang điện với nồng độ các hạt khí trong môi trường.






