LUẬN VĂN NGHIÊN CỨU Khảo sát tình trạng phân bố ứng suất dư trong mối hàn ma sát hợp kim nhôm 1060 dùng nhiễu xạ X-quang

NỘI DUNG ĐỒ ÁN
LUẬN VĂN NGHIÊN CỨU Khảo sát tình trạng phân bố ứng suất dư trong mối hàn ma sát hợp kim nhôm 1060 dùng nhiễu xạ X-quang
LÝ LỊCH KHOA HỌC
I. LÝ LỊCH SƠ LƯỢC:
Họ & tên: \ Giới tính: \
Ngày, tháng, năm sinh: \ Nơi sinh: Đồng Nai
Quê quán: \ Dân tộc: Kinh
Địa chỉ liên lạc:
II. QUÁ TRÌNH ĐÀO TẠO:
1. Trung học chuyên nghiệp:
Hệ đào tạo: Thời gian đào tạo từ ……/… đến …/ …
Nơi học (trường, thành phố):
Ngành học:
2. Đại học:
Hệ đào tạo: Chính quy Thời gian đào tạo
Nơi học (trường, thành phố): Trường Đại Học Sư Phạm Kỹ Thuật TP. HCM
Ngành học: Kỹ thuật công nghiệp
Môn thi tốt nghiệp: Công nghệ nhiệt luyện, Kỹ thuật đúc.
III. QUÁ TRÌNH CÔNG TÁC CHUYÊN MÔN KỂ TỪ KHI TỐT NGHIỆP ĐẠI HỌC:
|
Thời gian |
Nơi công tác |
Công việc đảm nhiệm |
|
|
|
|
LỜI CAM ĐOAN
Tôi cam đoan đây là công trình nghiên cứu của tôi.
Các số liệu, kết quả nêu trong luận văn là trung thực và chưa từng được ai công bố trong bất kỳ công trình nào khác
Tp. Hồ Chí Minh, ngày 08 tháng10 năm 2011
LỜI CẢM ƠN
Trải qua hai năm học tập và nghiên cứu chương trình đào tạo sau đại học tại trường Đại học Sư phạm Kỹ thuật Tp. Hồ Chí Minh, em đã đúc kết được nhiều kiến thức bổ ích cho chuyên môn của mình. Trong luận văn thạc sĩ của mình, em đã vận dụng những kiến thức mà mình đã được trang bị để tiến hành giải quyết một bài toán thực tiễn. Bước chân vào nghiên cứu và giải quyết vấn đề hoàn toàn mới dựa trên cơ sở lý thuyết tính toán dùng nhiễu xạ tia X nên trong thời gian đầu tiếp cận em đã gặp rất nhiều bỡ ngỡ và khó khăn. Cho đến nay, luận văn của em đã đạt được những kết quả như mong muốn.
Đến đây, cho phép em gửi lời cảm ơn chân thành đến :
- Ban giám hiệu trường Đại học Sư phạm Kỹ thuật Tp.Hồ Chí Minh.
- Thầy TS. Lê Chí Cương – Khoa Cơ Khí Máy - Trường Đại học Sư phạm Kỹ thuật Tp. Hồ Chí Minh đã tận tình hướng dẫn em trong thời gian vừa qua.
- Thầy TS. Lưu Phương Minh – Khoa Cơ Khí - Trường Đại học Bách Khoa Tp. Hồ Chí Minh đã giúp đỡ em rất nhiều về vấn đề mẫu thí nghiệm.
- Quý thầy cô khoa Cơ Khí Máy – Trường Đại học Sư phạm Kỹ thuật Tp. Hồ Chí Minh.
- Giám đốc và toàn thể kỹ thuật viên – Trung Tâm Hạt Nhân Tp. Hồ Chí Minh.
- Gia đình bạn bè.
Một lần nữa, em xin chân thành cảm ơn sự giúp đỡ, sự hỗ trợ, động viên quý báu của tất cả mọi người. Xin trân trọng cảm ơn!
Thành phố Hồ Chí Minh, tháng 10 năm 2011
Học viên thực hiện luận văn
TÓM TẮT
Phương pháp hàn ma sát là một kỹ thuật mới đã được ứng dụng khoảng hai mươi năm trên thế giới trong nhiều lĩnh vực. Nó có những ưu điểm vượt trội so với các phương pháp hàn truyền thống. Tuy nhiên phương pháp này vẫn chưa được ứng dụng tại Việt Nam.
Phương pháp nhiễu xạ tia X là một trong các phương pháp kiểm tra không phá hủy được ứng dụng rộng rãi trên thế giới. Từ khi ra đời đến nay, phương pháp nhiễu xạ tia X đã được ứng dụng để phân tích cấu trúc vật liệu tinh thể, xác định thành phần hóa học, tỷ lệ pha và phân tích ứng suất.
Luận văn “Khảo sát tình trạng phân bố ứng suất dư trong mối hàn ma sát hợp kim nhôm 1060 dùng nhiễu xạ X-quang” được thực hiện nhằm mục đích tìm hiểu và giới thiệu phương pháp hàn ma sát, đánh giá tình trạng phân bố ứng suất trong mối hàn này so với các phương pháp hàn truyền thống. Từ đó cho thấy các ưu điểm vượt trội của phương pháp hàn này, làm cơ sở để nghiên cứu và ứng dụng phương pháp này tại Việt Nam. Máy đo nhiễu xạ là loại máy cố định đặt tại Trung Tâm Hạt Nhân Tp. Hồ Chí Minh, sử dụng phương pháp đo Omega - và tính toán ứng suất được dựa trên phương pháp ( Method).
Kết quả thực nghiệm cho thấy trên mối hàn ma sát hợp kim nhôm 1060 ứng suất thay đổi trong khoảng từ -31 ÷ 0,99 MPa và nằm trong giới hạn bền của vật liệu.
Sự thay đổi lớn nhất về ứng suất trước và sau khi hàn khoảng 31% và phân bố trong vùng ảnh hưởng nhiệt. Giá trị này là rất nhỏ so với các phương pháp hàn nóng chảy.
So với các phương pháp hàn nóng chảy thông thường, phương pháp hàn ma sát không những chỉ có những ưu điểm vượt trội về chất lượng bề mặt, môi trường, hiệu quả kinh tế…mà ứng suất dư còn lại sau khi hàn cũng nhỏ hơn. Điều này dẫn đến sự thay đổi trong cấu trúc và biến dạng cũng rất nhỏ, không đáng kể.
ABSTRACT
Friction stir welding method which is a new technology has been applied in many fields for twenty years all over the world. It has more advantages than traditional welding methods. However, this method has not been applied in Vietnam yet.
X-ray diffraction method is one of the methods of nondestructive testing is widely used around the world. So far, X-ray diffraction method has been applied to analyze the structure of crystalline materials, determine the chemical composition, phase ratio and stress analysis.
Thesis “ Investigate the residual stress distribution in friction stir welding of aluminium alloy 1060 using X-ray diffraction” is done to study and introduce friction stir welding method, evaluate the residual stress distribution in this welding in comparison with traditional welding methods. The diffraction meter machines is fixed machine, placed at the Center For Nuclear Techniques in Ho Chi Minh City, using Omega method in measurement and stress calculations are based on the method
The measured experimental results show that the residual stress in friction stir welding of aluninium alloy 1060 changes between -31 and 0,99 MPa and in the range of strength confines. Maximum residual stress is approximately 31% of base material and is located within heat affected zone. This value is considerably below the stresses created by fusion welding processes.
Compare with conventional fusion welding methods, friction stir welding method has not only many great advantages in surface quality, environment, economical efficiency…but also residual stress after welding process is less than. Thus, the change of struction and deformation is little, and negligible.
MỤC LỤC
Tiêu đề Trang
Trang tựa
Quyết định giao đề tài
Lý lịch cá nhân ..................................................................................................................... i
Lời cam đoan ....................................................................................................................... ii
Lời cảm ơn .......................................................................................................................... iii
Tóm tắt ................................................................................................................................ iv
Mục lục .............................................................................................................................. vii
Danh mục các chữ viết tắt ................................................................................................ xi
Danh mục hình................................................................................................................. xiv
Danh mục bảng ................................................................................................................. xv
CHƯƠNG I: TỔNG QUAN.. 1
1.1.Tổng quan chung về lĩnh vực nghiên cứu. 1
1.2. Các nghiên cứu trong và ngoài nước. 2
1.2.1. Các nghiên cứu trong nước. 2
1.2.2. Các nghiên cứu ngoài nước. 3
1.3. Mục đích của đề tài. 3
1.4. Nhiệm vụ của đề tài và giới hạn đề tài. 4
1.5. Phương pháp nghiên cứu. 4
1.6. Điểm mới và giá trị thực tiễn của đề tài 4
CHƯƠNG II: CƠ SỞ LÝ THUYẾT.. 6
2.1.Khái niệm về tia X.. 6
2.1.1. Nguồn gốc và đặc điểm.. 6
2.1.2.Lịch sử phát triển và ứng dụng của tia X.. 6
2.1.3.Sự phát xạ tia X.. 7
2.2.Nhiễu xạ tia X.. 8
2.2.1.Hiện tượng nhiễu xạ tia X.. 8
2.2.2.Định luật Bragg. 9
2.3.Máy nhiễu xạ tia X.. 10
2.3.1.Cấu tạo và phân loại máy nhiễu xạ tia X.. 10
2.3.2.Hệ thống góc đo trong máy nhiễu xạ. 13
2.4. Nguyên lý xác đinh ứng suất 16
2.4.1.Trạng thái ứng suất của vật liệu. 16
2.4.2.Xác định ứng suất bằng phương pháp nhiễu xạ. 19
2.4.2.1. Nguyên lý chung. 19
2.4.2.2. Xác định biến dạng. 19
2.4.2.3. Mối quan hệ giữa ứng suất và biến dạng. 22
2.4.3. Phương pháp sin2 (sin2 Method). 25
CHƯƠNG III: GIỚI THIỆU VỀ CÔNG NGHỆ HÀN VÀ PHƯƠNG PHÁP HÀN MA SÁT.. 28
3.1. Bản chất và đặc điểm của phương pháp hàn. 28
3.1.1. Bản chất 28
3.1.2. Đặc điểm.. 28
3.2. Phân loại các phương pháp hàn. 29
3.2.1. Phân loại theo dạng năng lượng sử dụng. 29
3.2.2. Phân loại theo trạng thái kim loại mối hàn ở thời điểm hàn. 30
3.3. Ứng suất và biến dạng hàn. 31
3.3.1. Khái niệm về ứng suất và biến dạng hàn. 31
3.3.2. Các nguyên nhân gây ra ứng suất và biến dạng hàn. 31
3.4. Hàn ma sát 32
3.4.1. Giới thiệu chung. 32
3.4.1.1. Nguyên lý hoạt động. 32
3.4.1.2. Phạm vi ứng dụng. 33
3.4.1.3. Ưu nhược điểm.. 35
3.4.2. Các yếu tố ảnh hưởng. 36
3.4.3. Nhiệt lượng hàn. 37
3.4.4. Vật liệu và hình dạng dụng cụ hàn. 38
3.4.4.1. Vật liệu chế tạo dụng cụ hàn. 38
3.4.4.2. Hình dạng dụng cụ hàn. 39
3.4.5.Tổ chức kim loại trong mối hàn ma sát 41
CHƯƠNG IV: THỰC NGHIỆM VÀ KẾT QUẢ TÍNH TOÁN.. 43
4.1. Các thông số thực nghiệm.. 43
4.1.1. Vật liệu thực nghiệm.. 43
4.1.2. Chuẩn bị và gia công mẫu. 44
4.1.3. Điều kiện nhiễu xạ. 45
4.1.4. Thông số máy nhiễu xạ. 46
4.2. Kết quả thực nghiệm.. 47
4.2.1. Dữ liệu thực nghiệm.. 47
4.2.2. Tính toán ứng suất 48
4.3. Đánh giá kết quả tính toán. 55
CHƯƠNG V: KẾT LUẬN VÀ HƯỚNG PHÁT TRIỂN CỦA ĐỀ TÀI 58
5.1. Tóm tắt và đánh giá kết quả đề tài 58
5.2. Hướng phát triển. 59
TÀI LIỆU THAM KHẢO.. 61
PHỤ LỤC.. 65
DANH SÁCH CÁC CHỮ VIẾT TẮT VÀ KÝ HIỆU
Cường độ của chùm tia tới
m Khối lượng của electron, 9.1094 × 10−31 kg (0.51 MeV/c²)
c Tốc độ ánh sáng, 2,998.108 ms-1
e Điện tích electron, 1,602.10-19 C
r Chiều dài của vec tơ EP: khoảng cách từ electron đến điểm P
Góc giữa EP và chùm tia tới, °
( ) Hệ số phân cực.
a Hệ số tính chất của vật liệu ( phụ thuộc loại vật liệu )
b Thể tích phần năng lượng tia tới trên một đơn vị thể tích ( phụ thuộc vào đặc tính của tia X như Cr-Ka, Cr-Kb, Cu-Kb, Co-Kb . . .)
m Hằng số hấp thụ (phụ thuộc vào đặc tính của tia X và loại vật liệu mẫu đo)
Góc phương vị và góc cực của hướng đo trong hệ tọa độ mẫu, °
Bước sóng chùm tia X, Å
Khoảng cách giữa các mặt phẳng nguyên tử trước khi biến dạng, Å
Khoảng cách giữa các mặt phẳng nguyên tử khi biến dạng, Å
Biến dạng theo phương đo
Biến dạng trong hệ mẫu
Ứng suất loại I, N/mm2
Ứng suất loại II, N/mm2
Ứng suất loại III, N/mm2
Hằng số đàn hồi tia X của vật liệu
Chiều sâu thấm của tia X, µm
Mođun đàn hồi, GPa
Hệ số Poisson của vật liệu
h, k, l Chỉ số Miller
Q Nhiệt lượng hàn, J
Hệ số ma sát
Lực nén, N
Số vòng quay , rps
Đường kính vai trụ, mm
Tốc độ hàn, mm/s
Ro Bán kính vai trụ, mm
Ri Bán kính chốt, mm
r Hệ số tương quan tuyến tính
R2 Tỉ số tương quan
FSW Friction Stir Welding
XRD X-Ray Diffraction
UT Ultrasonic Testing
PT Liquid Penetrant Testing
MT Magnetic Particle Testing
ET Eddy Current Testing
SEM Scanning Electron Microscopy
GMAW Gas Metallic Arc Welding
PCBN Polycrystalline cubic boron nitride
BM Base metal
HAZ Heat affected zone
TMAZ Thermo-mechanically affected zone
NZ Nugget zone
DANH SÁCH CÁC BẢNG
BẢNG TRANG
Bảng 3.1: Vùng nhiệt độ hàn trong phương pháp FSW của một số hợp kim.............. 37
Bảng 3.2: Tổng hợp về vật liệu dụng cụ hàn .................................................................. 38
Bảng 3.3: Kích thước dụng cụ hàn cho một số loại vật liệu.......................................... 39
Bảng 4.1: Thành phần hóa học của vật liệu thí nghiệm ................................................ 43
Bảng 4.2: Tính chất cơ học của hợp kim nhôm 1060..................................................... 43
Bảng 4.3: Tính chất nhiệt của hợp kim nhôm 1060........................................................ 44
Bảng 4.4: Thông số dụng cụ hàn ...................................................................................... 44
Bảng 4.5: Điều kiện đo ứng suất dùng nhiễu xạ x-quang.............................................. 46
Bảng 4.6: Kết quả khoảng cách mặt tinh thể d tương ứng với các góc của vùng 1.. 50
Bảng 4.7: Kết quả khoảng cách mặt tinh thể d tương ứng với các góc của vùng 2.. 51
Bảng 4.8: Kết quả khoảng cách mặt tinh thể d tương ứng với các góc của vùng 3.. 53
Bảng 4.9: Kết quả khoảng cách mặt tinh thể d tương ứng với các góc của vùng 4.. 54
DANH SÁCH CÁC HÌNH
HÌNH TRANG
Hình 2.1: Cấu tạo ống phát tia X.......................................................................................... 8
Hình 2.2: Nhiễu xạ tia X bởi một mạng tinh thể.............................................................. 10
Hình 2.3: Các bộ phận chính của máy nhiễu xạ tia X ................................................... 11
Hình 2.4: Sơ đồ hoạt động của máy nhiễu xạ.................................................................. 12
Hình 2.5: Máy nhiễu xạ tia X............................................................................................. 13
Hình 2.6: Các góc đo trong phương pháp nhiễu xạ tia X............................................... 14
Hình 2.7: Phương pháp Omega.......................................................................................... 15
Hình 2.8: Phương pháp Chi ứng với góc ............................................................... 16
Hình 2.9: Các thành phần ứng suất................................................................................... 17
Hình 2.10: Mối quan hệ giữa ba loại ứng suất dư với kích thước hạt.......................... 19
Hình 2.11: Hệ tọa độ mẫu Si và hệ tọa độ đo Li ............................................................. 20
Hình 2.12: Trục tinh thể (Ci) và hướng của nó đối với hệ trục tọa độ mẫu (Si) cùng hệ trục đo (Li ) 23
Hình 2.13: Đường thẳng nội suy quan hệ tuyến tính giữa d và ........................ 26
Hình 3.1: Phân loại các phương pháp hàn theo trạng thái hàn...................................... 30
Hình 3.2: Các yếu tố trong phương pháp hàn ma sát...................................................... 33
Hình 3.3: Nguyên lý hàn ma sát......................................................................................... 33
Hình 3.4: Một số ứng dụng của phương pháp hàn ma sát.............................................. 35
Hình 3.5: Một số loại hình dạng chốt có ren................................................................... 40
Hình 3.6: Một số dụng cụ hàn ma sát trong thực tế........................................................ 40
Hình 3.7: Tổ chức kim loại trong mối hàn ma sát........................................................... 41
Hình 4.1: Mẫu hàn ma sát hợp kim nhôm 1060.............................................................. 45
Hình 4.2: Đồ gá để thực hiện chuyển động quay của mẫu ........................................... 45
Hình 4.3: Máy nhiễu xạ tia X (X’Pert Pro – Panalytical, Hà Lan)................................ 46
Hình 4.4: Các vùng trên mẫu được thực nghiệm nhiễu xạ X-quang............................. 47
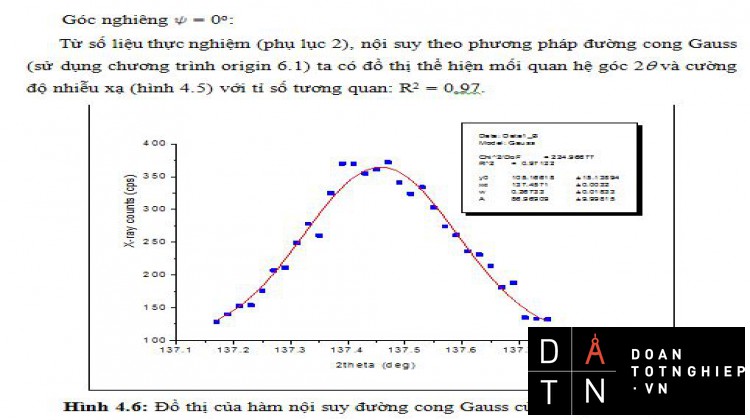
Hình 4.5: Biểu đồ biểu thị cường độ nhiễu xạ tại các góc 2q trong khoảng từ 133.5o đến 141.5o của vùng 1 và góc = 0.......................................................................................................................... 48
Hình 4.6: Đồ thị của hàm nội suy đường cong Gauss của vùng 1 với = 0o............. 49
Hình 4.7: Đồ thị quan hệ d – sin2 của vùng 1.............................................................. 51
Hình 4.8: Đồ thị quan hệ d – sin2 của vùng 2.............................................................. 52
Hình 4.9: Đồ thị quan hệ d – sin2 của vùng 3.............................................................. 53
Hình 4.10: Đồ thị quan hệ d – sin2 của vùng 4............................................................ 54
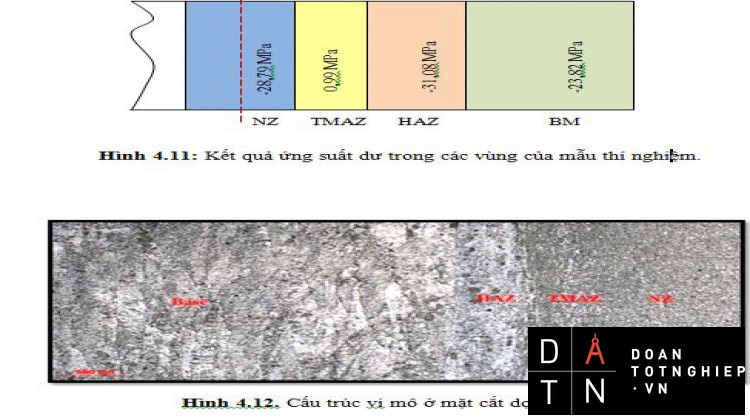
Hình 4.11: Kết quả ứng suất dư trong các vùng của mẫu thí nghiệm........................... 55
Hình 4.12: Cấu trúc vi mô ở mặt cắt dọc mối hàn........................................................... 55
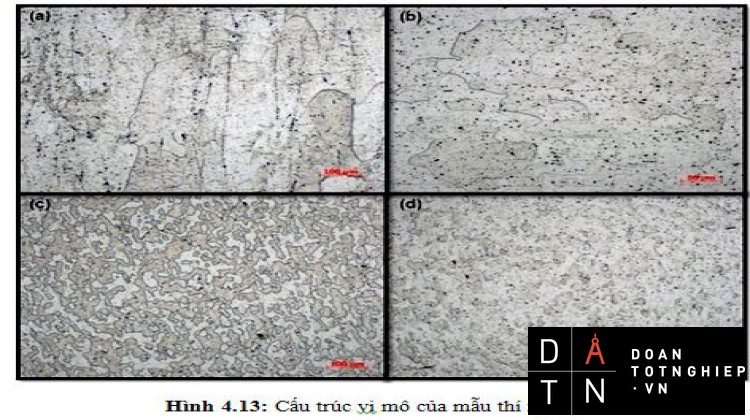
Hình 4.13: Cấu trúc vi mô của mẫu thí nghiệm .............................................................. 56
CHƯƠNG I
TỔNG QUAN
1.1.Tổng quan chung về lĩnh vực nghiên cứu:
Ứng suất dư là ứng suất còn lại trong vật thể sau khi các nguyên nhân gây biến dạng từ bên ngoài đã được khử bỏ. Ứng suất dư có thể xuất hiện do nhiều nguyên nhân khác nhau như cơ, nhiệt, hóa.
Ứng suất dư là một trong những yếu tố ảnh hưởng đến độ bền, tuổi thọ của chi tiết. Một khi vượt quá giới hạn bền cho phép của vật liệu thì sẽ dẫn đến việc chi tiết làm việc bị phá hủy. Nếu đạt trị số bé hơn giới hạn bền của chi tiết thì sẽ bổ sung vào ứng suất tác động từ bên ngoài khi chi tiết chịu tải, như vậy sẽ thúc đẩy quá trình phá hủy chi tiết.
Cũng có trường hợp ứng suất dư tồn tại là có lợi như khi hóa bền bề mặt làm việc của chi tiết bằng các phương pháp lăn ép, phun bi, thấm cacbon hoặc nitơ… tạo ra một lớp bề mặt có ứng suất dư nén làm tăng khả năng chịu mài mòn của chi tiết.
Như vậy ảnh hưởng của ứng suất dư là một yếu tố quan trọng cần được xác định trong việc kiểm tra và đánh giá khả năng làm việc của chi tiết máy.
Hàn là một trong những công nghệ quan trọng nhất được sử dụng rộng rãi trong nhiều lĩnh vực kỹ thuật như xây dựng, đóng tàu, chế tạo đường ống… Hàn là một quá trình phức tạp do có sự giãn nở nhiệt, chuyển biến pha là nguyên nhân phát sinh ra ứng suất dư. Việc xác định được ứng suất trên mối hàn là một yếu tố quan trọng để nâng cao độ tin cậy trong kiểm tra và đánh giá chất lượng mối hàn.
Có nhiều phương pháp hàn trong đó hàn ma sát Friction Stir Welding (FSW) là quá trình hàn trạng thái rắn kỳ diệu (nghĩa là kim loại không bị chảy lỏng trong quá trình xử lý) và được sử dụng đối với các ứng dụng yêu cầu đặc tính của kim loại gốc phải được duy trì không thay đổi chừng nào có thể. Quá trình này có thể hàn được hầu như tất cả các loại vật liệu, và thường cho các quá trình hàn mẫu lớn mà khó có thể dễ dàng xử lý nhiệt sau hàn để khôi phục đặc trưng tôi. Phương pháp này đã và đang được sử dụng rộng rãi trên thế giới từ 1995 [3], nhưng vẫn chưa được áp dụng tại Việt Nam.
Hiện nay, có rất nhiều các phương pháp kiểm tra và đánh giá chất lượng của chi tiết làm việc. Các phương pháp kiểm tra được chia làm hai nhóm chính là: kiểm tra phá hủy và kiểm tra không phá hủy. Trong đó các phương pháp kiểm tra không phá hủy với ưu điểm: không phá hủy chi tiết, cho kết quả nhanh và chính xác, tính cơ động cao đang được ứng dụng rộng rãi và dần thay thế cho các phương pháp kiểm tra phá hủy truyền thống.
Các phương pháp kiểm tra không phá hủy đang được sử dụng phổ biến hiện nay là [4]:
- Phương pháp nhiễu xạ tia X (X Ray Diffraction - XRD).
- Phương pháp kiểm tra siêu âm (Ultrasonic Testing - UT).
- Phương pháp kiểm tra thẩm thấu chất lỏng (Liquid Penetrant Testing- PT).
- Phương pháp kiểm tra bột từ (Magnetic Particle Testing- MT).
- Phương pháp kiểm tra dòng xoáy (Eddy Current Testing- ET).
Ở Việt Nam, phương pháp nhiễu xạ tia X đã được đem vào ứng dụng trong việc phân tích thành phần và cấu trúc của vật liệu. Tuy nhiên đó cũng chỉ là một phần nhỏ trong các ứng dụng của phương pháp nhiễu xạ, trong khi việc ứng dụng nhiễu xạ tia X để phân tích ứng suất chưa được nghiên cứu và ứng dụng rộng rãi.
1.2. Các nghiên cứu trong và ngoài nước:
1.2.1. Các nghiên cứu trong nước:
- “Những kết quả ban đầu về ứng xử mỏi của kết cấu hàn ma sát giữa hai siêu hợp kim INC718 và M247” của tiến sĩ Trần Hưng Trà đã nghiên cứu những ứng xử ban đầu về mỏi, đặc biệt quan tâm đến ứng xử cơ học vết nứt và cấu trúc vi mô của mối hàn ma sát của cặp siêu hợp kim INC718 và M247 [1].
- “ Tập trung biến dạng và ứng suất trong mối hàn ma sát giữa hai siêu hợp kim M247 và INC718” của tiến sĩ Trần Hưng Trà đã nghiên cứu sự tập trung biến dạng và ứng suất tại khu vực mối hàn ma sát giữa hai siêu hợp kim M247 và INC178 sử dụng phương pháp phần tử hữu hạn [2].
1.2.2. Các nghiên cứu ngoài nước:
- “Characterization of tensile residual stresses in 7050-t7651 aluminum friction stir welds” của phòng nghiên cứu Blamda (Mỹ ) năm 2002 đã nghiên cứu về sự phân bố ứng suất dư theo chiều sâu trên mối hàn ma sát hai hợp kim nhôm 7050 –T7651 [5].
- “Defect Detection and Residual Stress Measurement in Friction Stir Welds using Laser Ultrasonics” của Daniel Lévesque và các cộng sự năm 2008 đã đo lường ứng suất dư trên mối hàn ma sát, phương pháp đo lường là phương pháp siêu âm [6].
Trên những cơ sở vừa nêu và nhờ sự hướng dẫn của thầy TS. Lê Chí Cương, tôi quyết định chọn đề tài “KHẢO SÁT TÌNH TRẠNG PHÂN BỐ ỨNG SUẤT DƯ TRONG MỐI HÀN MA SÁT HỢP KIM NHÔM 1060 DÙNG NHIỄU XẠ X-QUANG”.
1.3. Mục đích của đề tài.
- Giới thiệu về phương pháp hàn ma sát.
- Nghiên cứu phương pháp xác định ứng suất bằng nhiễu xạ tia X.
- Tính toán ứng suất trong các vùng của mối hàn ma sát trên hợp kim nhôm 1060 dựa trên dữ liệu thực nghiệm. Đánh giá tình trạng phân bố ứng suất.
1.4. Nhiệm vụ của đề tài và giới hạn đề tài.
Vì thời gian và điều kiện thí nghiệm có hạn nên đề tài chỉ giới hạn nghiên cứu những nội dung sau:
- Tính toán ứng suất trên bề mặt liên kết hàn giáp mối, vật liệu sử dụng là hợp kim nhôm 1060.
- Phương pháp hàn được sử dụng là phương pháp hàn ma sát.
- Máy đo nhiễu xạ là loại máy cố định và sử dụng phương pháp đo Omega, tính toán ứng suất được dựa trên phương pháp sin2 (sin2 Method).
1.5. Phương pháp nghiên cứu.
-Tìm hiểu cơ sở lý thuyết về vật lý tia X, lý thuyết đàn hồi, lý thuyết tính toán ứng suất bằng nhiễu xạ tia X, phương pháp hàn ma sát.
-Tham khảo tài liệu có liên quan đến việc tính toán ứng suất trên mối hàn dùng nhiễu xạ tia X.
- Cấu trúc vi mô tại mối hàn của mẫu thí nghiệm được quan sát và đánh giá bởi thiết bị SEM.
-Đo và tính toán ứng suất của mối hàn ma sát vật liệu hợp kim nhôm 1060 trên máy nhiễu xạ tia X .
1.6. Điểm mới và giá trị thực tiễn của đề tài:
- Hiện tại phương pháp hàn ma sát chưa được áp dụng tại Việt Nam, chỉ có một vài nơi đang trong quá trình nghiên cứu và thử nghiệm. Đề tài đã tìm hiểu và giới thiệu về phương pháp này.
-Đề tài không chỉ dừng lại ở việc tính toán một cách thuần túy lý thuyết, đề tài sẽ đưa ra những kết quả đo của một máy công cụ một cách chính xác.
-Đề tài không chỉ xác định ứng suất tại vùng ảnh hưởng nhiệt mà còn đánh giá tình trạng phân bố ứng suất trong các vùng.
-Kết quả của đề tài có thể dùng để tham khảo cho các sinh viên trong ngành cơ khí, xây dựng, vật liệu, các sinh viên quan tâm về phương pháp hàn ma sát.
-Đây là một phương pháp hàn mới hứa hẹn sẽ phát triển trong một tương lai gần, và ứng dụng trong những ngành quan trọng như hàng không vũ trụ, hàng không dân dụng, giao thông…Vì vậy đề tài sẽ là cơ sở để đánh giá, nghiên cứu những vấn đề còn tồn tại trong các lĩnh vực này. Đồng thời phương pháp này chưa được áp dụng vào sản xuất tại Việt Nam, nên đây sẽ là cơ sở để xem xét nhằm ứng dụng và phát triển phương pháp này tại Việt Nam.
CHƯƠNG II
CƠ SỞ LÝ THUYẾT
2.1.Khái niệm về tia X :
2.1.1. Nguồn gốc và đặc điểm:
Tia X được nhà vật lý người Đức W. C. Roentgen phát hiện ra năm 1895, được ứng dụng rộng rãi trong nhiều lĩnh vực khác nhau của khoa học kỹ thuật [7]. Cho đến nay nhiều công trình nghiên cứu cho phép xác định các tính chất sau đây của tia X :
- Tia X không nhìn thấy được, chúng lan truyền theo đường thẳng, bị khúc xạ, phân cực và nhiễu xạ như là ánh sáng thường. Hệ số khúc xạ của tia X gần bằng 1, cụ thể h=1- d, trong đó d » 10-6 đối với kim loại.
- Tia X xuất hiện khi các điện tử hoặc các hạt mang điện khác như prôtôn bị hãm bởi một vật chắn và trong quá trình tương tác giữa bức xạ g với vật chất.
- Tia X chính là bức sóng điện từ với bức sóng từ 1 đến 0,01 nm (10 đến 0,1 ). Người ta quy ước chia bức xạ tia X ra hai loại sóng ngắn (bức xạ cứng) và sóng dài (bức xạ mềm). Khả năng đâm xuyên của tia X tăng theo tốc độ của điện tử bị hãm.
- Tia X có thể truyền qua những vật mà ánh sáng thường không truyền qua được. Bước sóng càng ngắn thì khả năng đâm xuyên càng mạnh. Tác động của tia X làm đen phim và giấy ảnh. Bức xạ cứng bị hấp thụ trong lớp cảm quang ít hơn so với bức xạ mềm, vì vậy tác động lên phim ảnh cũng yếu hơn….
2.1.2.Lịch sử phát triển và ứng dụng của tia X:
Năm 1912, Max Von Laue đã dùng một thí nghiệm để tìm ra bản chất sóng của tia X [7]. Von Laue đã chỉ ra rằng nếu tia X có bước sóng λ gần bằng với khoảng cách d giữa các mặt nguyên tử trong các tinh thể, khi đó các sóng tia X đập vào tinh thể sẽ làm xuất hiện các hiệu ứng giao thoa.
Năm 1935 lần đầu tiên Le Galley chế tạo máy phát tia X đo tinh vật liệu tinh thể ở dạng bột [8].
Năm 1947, Phillip lần đầu tiên giới thiệu rộng rãi và bán máy nhiễu xạ đo vật liệu tinh thể ở dạng bột [8].
Vào đầu những thập niên 50 máy đo nhiễu xạ dạng bột đã được dùng rộng rãi trong việc nghiên cứu cấu trúc của vật liệu.
Năm 1969, Rietveld đã phát triển phương pháp phân tích dãy dữ liệu nhiễu xạ.
Năm 1977, Cox, Young, Thomas và các tác giả khác lần đầu tiên ứng dụng phương pháp Rietveld về bức xạ tia X.
2.1.3.Sự phát xạ tia X:
Tia X phát sinh khi các điện tử hoặc các hạt mang điện bị hãm bởi một vật chắn và xuất hiện trong các quá trình tương tác giữa bức xạ γ với vật chất. Thông thường, để tạo ra tia X người ta sử dụng điện tử vì việc tăng tốc cho điện tử cần dùng cường độ điện trường nhỏ hơn so với trường hợp dùng các hạt mang điện khác.
Tia X được tạo ra trong ống phát Roentgen gồm hai điện cực trong buồng chân không (xem hình 2.1). Các điện tử được sinh ra do nung nóng catot là sợi dây vonfram. Catot có điện áp cao và các điện tử được tăng tốc về phía anot. Các điện tử với vận tốc lớn đi từ catot và đập vào anot, do các điện tử với vận tốc lớn bị hãm đột ngột sẽ làm phát sinh ra tia X. Thông thường chỉ khoảng một phần trăm năng lượng của điện tử được chuyển thành tia X, phần còn lại bị tiêu tán dưới dạng nhiệt ở anot.
2.2.Nhiễu xạ tia X
2.2.1.Hiện tượng nhiễu xạ tia X:
Nhiễu xạ là đặc tính chung của các sóng và có thể có xem là sự thay đổi cách xử sự của các tia sáng hoặc các sóng khác do sự tương tác của nó với vật chất. Khi chiếu tia X vào nguyên tử thì các điện tử sẽ dao động quanh vị trí trung bình của chúng. Lưu ý rằng khi điện tử bị hãm nó sẽ phát xạ tia X, quá trình hấp thụ và tái phát bức xạ điện tử này được gọi là tán xạ.
Khi hai sóng rọi vào nguyên tử, chúng sẽ bị tán xạ bởi điện tử theo hướng tới. Hai sóng tán xạ theo hướng tới được gọi là cùng pha nếu có cùng quãng đường đi trước và sau khi tán xạ, nói cách khác là hiệu quang trình sẽ bằng không. Nếu cộng hai sóng này, tức là lấy tổng biên độ của chúng thì ta sẽ nhận được một sóng cùng bước sóng nhưng có biên độ gấp đôi với hai sóng ban đầu. Các sóng tán xạ theo các phương khác nhau sẽ không cùng pha khi hiệu quang trình trước và sau khi tán xạ không phải là số nguyên lần bước sóng.
Nếu xem các nguyên tử là xếp sít nhau và mỗi nguyên tử đóng góp nhiều tia X tán xạ, các sóng tán xạ từ mỗi nguyên tử giao thoa với nhau, nếu các sóng là cùng pha thì sẽ xuất hiện giao thoa tăng cường, nếu lệch pha 180o thì xảy ra hiện tượng giao thoa tắt.
Để mô tả hiện tượng nhiễu xạ, người ta đưa ra ba thuật ngữ sau: tán xạ (Scattering), giao thoa (Interference), nhiễu xạ (Diffraction):
- Tán xạ: là quá trình ở đó bức xạ bị hấp thụ và tái bức xạ phát sinh theo các hướng khác nhau.
- Giao thoa: là sự chồng chất của hai hay nhiều sóng tán xạ tạo thành sóng tổng hợp.
- Nhiễu xạ: là sự giao thoa tăng cường của nhiều hơn một sóng tán xạ.
2.2.2.Định luật Bragg:
Khi chiếu chùm tia X vào vật rắn tinh thể ta thấy xuất hiện các tia nhiễu xạ với cường độ khác nhau.
Định luật Bragg, được W. L. Bragg thiết lập vào năm 1933, thể hiện mối quan hệ giữa bước sóng của tia X và khoảng cách giữa các mặt nguyên tử [7,8].
Theo định luật Bragg: (2.1)
Trong đó:
λ: bước sóng chùm tia X.
d: khoảng cách giữa các mặt nguyên tử.
θ: góc nhiễu xạ.
2.3.Máy nhiễu xạ tia X
2.3.1.Cấu tạo và phân loại máy nhiễu xạ tia X
Cấu tạo chính của máy nhiễu xạ thường bao gồm các bộ phận sau:
- Bộ nguồn: có nhiệm vụ tạo điện áp cao một chiều, cỡ khoảng hàng chục kilovôn và tạo dòng nung nóng catot.
- Ống phát tia X: có nhiệm vụ tạo ra tia X.
- Ống đếm: có nhiệm vụ ghi nhận sự thay đổi cường độ của tia nhiễu xạ.
- Giá đặt mẫu: để cố định mẫu và thực hiện các chuyển động cần thiết cho mẫu trong quá trình đo đạc.Hiện nay có hai loại máy nhiễu xạ dùng cho việc phân tích cấu trúc của vật liệu nói chung và ứng suất của vật liệu nói riêng là loại máy cố định và loại máy cầm tay (xem Hình 2.5). Trong đó loại máy cố định có kích thước lớn, thường được dùng để phân tích cấu trúc và ứng suất của vật liệu, thường được trang bị ở các viện nghiên cứu. Loại máy cầm tay có kích thước nhỏ gọn, có thể mang đến mọi nơi như đến những công trình, xưởng chế tạo… loại này được thiết kế để chuyên phục vụ cho việc phân tích ứng suất.
2.3.2.Hệ thống góc đo trong máy nhiễu xạ:
Trong phân tích ứng suất bằng nhiễu xạ tia X, người ta sử dụng các góc như sau (xem Hình 2.6):
- 2 – theta (2θ): góc giữa chùm tia tới và chùm tia nhiễu xạ.
- Omega (ω): góc giữa chùm tia tới và mặt phẳng của mẫu. Cả hai góc 2θ và ω đều nằm chung trong một mặt phẳng.
- Phi (φ): góc quay của mẫu quanh trục vuông góc với mặt mẫu.
- Chi (χ): Góc Chi quay trong mặt phẳng vuông góc với mặt phẳng chứa hai góc 2θ và ω.
- Psi (ψ): Góc giữa tia pháp tuyến của mặt mẫu và tia phân giác giữa tia tới và tia nhiễu xạ.
Để phân tích ứng suất bằng phương pháp nhiễu xạ tia X cần tiến hành đo trên bề mặt mẫu với những góc độ khác nhau. Hai phương pháp xoay mẫu để phân tích ứng suất bằng phương pháp là: phương pháp Omega (ω) và phương pháp Chi (χ).
Phương pháp Omega: Mẫu được xoay quanh trục Omega. Cả hai góc ω và 2θ đều nằm chung trong một mặt phẳng. Mẫu được nghiêng với các góc khác nhau để tìm ra mối quan hệ giữa khoảng cách mặt nguyên tử và (xem hình 2.7). Phương pháp Omega chỉ thích hợp cho việc đo ứng suất đối với những vật liệu đàn hồi đẳng hướng.
Phương pháp Chi: Mẫu được quay quanh trục Chi. Để thực hiện phương pháp này đòi hỏi cấu tạo của giác kế phức tạp hơn so với phương pháp Omega. Các máy nhiễu xạ bột muốn sử dụng phương pháp này cần trang bị thêm thiết bị chuyên dụng gọi là giá đỡ Eulerian. Hầu hết các máy nhiễu xạ hiện đại đều được trang bị các thiết bị này. Hình 2.8 trình bày vị trí của mẫu khi tương ứng với góc .
......................................................................
Từ công thức (2.18), thay các giá trị đã biết, ta được:
σ = = -23821490,15 Pa = -23,82 MPa
- Vùng 2:
Bằng phương pháp tương tự, ta tính ứng suất cho các vùng còn lại.
Bảng 4.7: Kết quả khoảng cách mặt tinh thể d tương ứng với các góc của vùng 2
|
Góc |
0o |
10o |
17,5o |
25o |
|
2q |
137,43833 |
137,44232 |
137,4515 |
137,466 |
|
Sin2 |
0 |
0,0302 |
0,0904 |
0,1786 |
|
d |
0,82735 |
0,82734 |
0,82731 |
0,82727 |
Bằng phương pháp nội suy theo luật tuyến tính, ta có mối quan hệ d – sin2
y = 0,827352 - 0,000456x
Hệ số tương quan tuyến tính r = 0,999
Hình 4.8: Đồ thị quan hệ d – sin2 của vùng 2Tính s: Từ công thức (2.18) thay các giá trị đã biết, ta được:
σ = = -31080132,94 Pa = -31,08 MPa
- Vùng 3:
Bảng 4.8: Kết quả khoảng cách mặt tinh thể d tương ứng với các góc của vùng 3
|
Góc |
0o |
10o |
17,5o |
25o |
|
2q |
137,44505 |
137,43831 |
137,4334 |
137,43411 |
|
Sin2 |
0 |
0,0302 |
0,0904 |
0,1786 |
|
d |
0,82733 |
0,82735 |
0,82736 |
0,82736 |
Bằng phương pháp nội suy theo luật tuyến tính, ta có mối quan hệ d – sin2
y = 0,82734 + 0,0001446x
Hệ số tương quan tuyến tính r = 0,85Hình 4.9: Đồ thị quan hệ d – sin2 của vùng 3
Tính s: Từ công thức (2.18) thay các giá trị đã biết, ta được:
σ = = 985700,38 Pa = 0,986 MPa
- Vùng 4:
Bảng 4.9: Kết quả khoảng cách mặt tinh thể d tương ứng với các góc của vùng 4
|
Góc |
0o |
10o |
17,5o |
25o |
|
2q |
137,42364 |
137,4260 |
137,42353 |
137,45251 |
|
Sin2 |
0 |
0,0302 |
0,0904 |
0,1786 |
|
d |
0,82739 |
0,82738 |
0,82739 |
0,82731 |
Bằng phương pháp nội suy theo luật tuyến tính, ta có mối quan hệ d – sin2
y = 0,8274 - 0,0004224x
Hệ số tương quan tuyến tính r = 0,86
Hình 4.11: Kết quả ứng suất dư trong các vùng của mẫu thí nghiệm.
Hình 4.12. Cấu trúc vi mô ở mặt cắt dọc mối hàn
Hình 4.13: Cấu trúc vi mô của mẫu thí nghiệm.
(a) BM (b) HAZ (c) TMAZ (d) NZ
4.3. Đánh giá kết quả tính toán:
Với kết quả tính toán ta có thể rút ra một số kết luận sau:
- Hàn ma sát tạo ra liên kết không có các khuyết tật và biến dạng. Trong quá trình hàn, cấu trúc tại khu vực hàn bị thay đổi rất nhiều, kích thước hạt khác biệt rõ rệt giữa vùng ảnh hưởng nhiệt (HAZ) và vùng ảnh hưởng cơ nhiệt (TMAZ).
- Trên mối hàn ma sát hợp kim nhôm 1060 ứng suất thay đổi trong khoảng từ -31 ÷ 0,99 MPa và nằm trong giới hạn bền của vật liệu.
- Sự thay đổi lớn nhất về ứng suất trước và sau khi hàn khoảng chừng 31% và phân bố trong vùng HAZ. Giá trị này là rất nhỏ so với các phương pháp hàn nóng chảy.
- Vậy so với các phương pháp hàn nóng chảy, phương pháp FSW không những chỉ có những ưu điểm vượt trội về chất lượng bề mặt, môi trường, hiệu quả kinh tế…mà ứng suất dư còn lại sau khi hàn cũng nhỏ hơn. Điều này dẫn đến sự thay đổi trong cấu trúc và biến dạng cũng rất nhỏ, không đáng kể.
CHƯƠNG V
KẾT LUẬN VÀ HƯỚNG PHÁT TRIỂN CỦA ĐỀ TÀI
5.1. Tóm tắt và đánh giá kết quả đề tài:
Nhiễu xạ X–quang (XRD) là kỹ thuật không phá huỷ và là một trong những phương pháp tốt nhất để xác định ứng suất dư. Kỹ thuật XRD sử dụng biến dạng khoảng cách giữa mặt tinh thể (khoảng cách - d) khi vật liệu có ứng suất.
Sự xuất hiện của ứng suất dư trong phương pháp hàn ma sát do nung nóng không đều kim loại hàn, sự thay đổi cấu trúc kim loại hàn và phụ thuộc vào các thông số chính điều khiển quá trình hàn ma sát (số vòng quay, tốc độ hàn, góc nghiêng của dụng cụ, lực nén) và các thông số khác. Để đánh giá ứng suất dư trong mối hàn ma sát hợp kim nhôm 1060 tác giả đã sử dụng phương pháp nhiễu xạ X – quang (XRD).
Đề tài “Khảo sát tình trạng phân bố ứng suất dư trong mối hàn ma sát hợp kim nhôm 1060 dùng nhiễu xạ X-quang” được thực hiện trong thời gian khoảng 8 tháng. Trong khoảng thời gian đó, tác giả đã tham khảo các tài liệu, các công trình nghiên cứu trong và ngoài nước. Đến nay tác giả đã hoàn thành đề tài với mục tiêu đề ra.
Sản phẩm cuối cùng của đề tài là:
- Hàn ma sát tạo ra liên kết không có các khuyết tật và biến dạng. Trong quá trình hàn, cấu trúc tại khu vực hàn bị thay đổi rất nhiều, kích thước hạt khác biệt rõ rệt giữa vùng ảnh hưởng nhiệt (HAZ) và vùng ảnh hưởng cơ nhiệt (TMAZ).
- Trên mối hàn ma sát hợp kim nhôm 1060 ứng suất dư thay đổi trong khoảng từ -31 ÷ 0,99 Mpa và nằm trong giới hạn bền của vật liệu.
- Sự thay đổi lớn nhất về ứng suất trước và sau khi hàn khoảng chừng 31% và phân bố trong vùng HAZ. Giá trị này là nhỏ so với các phương pháp hàn nóng chảy.
- So với các phương pháp hàn nóng chảy, phương pháp FSW không những chỉ có những ưu điểm vượt trội về chất lượng bề mặt, môi trường, hiệu quả kinh tế…mà ứng suất dư còn lại sau khi hàn cũng nhỏ hơn. Điều này dẫn đến sự thay đổi trong cấu trúc và biến dạng cũng rất nhỏ, không đáng kể.
Với những yêu điểm vượt trội kể trên, và hướng ứng dụng ngày càng đa dạng của phương pháp này nên có nhiều hơn nữa những nghiên cứu về công nghệ để có thể áp dụng phương pháp này vào sản xuất tại Việt Nam.
Việc sử dụng kỹ thuật nhiễu xạ X-quang quan trọng nhất là xác định vị trí của đỉnh nhiễu xạ. Theo lý thuyết để đạt được cường độ nhiễu xạ tốt nhất là ở góc 2q > 130o. Trong luận văn này, hợp kim nhôm 1060, với mặt nguyên tử (422) có góc nhiễu xạ 2q = 137.5 ° vì vậy kết quả thực nghiệm thu được có độ tin cậy cao.
5.2. Hướng phát triển:
Vì hàn ma sát chưa được áp dụng tại Việt Nam nên việc chế tạo mẫu để tiến hành thí nghiệm còn khó khăn. Luận văn này chỉ mới đánh giá sự phân bố ứng suất trên loại vật liệu tương đối dễ hàn là hợp kim nhôm 1060. Một số hướng nghiên cứu đề nghị tiếp theo là:
- Khảo sát ứng suất tại nhiều điểm trong từng vùng để có kết quả chi tiết hơn, từ đó có thể vẽ chính xác đường cong ứng suất, phục vụ cho những mục đích cụ thể.
- Khảo sát sự thay đổi ứng suất trong phương pháp FSW khi cho các điều điện đầu vào thay đổi để tìm được chế độ hàn tối ưu.
- Khảo sát ứng suất đối với mẫu hàn là hai hợp kim khác nhau hoặc có hai độ dày khác nhau để đánh giá toàn vẹn tính ưu việt của phương pháp FSW.
- Khảo sát sự phân bố ứng suất theo chiều sâu mẫu.
- Nghiên cứu, chế tạo máy hàn ma sát.
Trong tương lai cần trang bị phòng thí nghiệm về vật liệu, trong đó có hệ nhiễu xạ với đầy đủ các thiết bị kèm theo để phục vụ cho công tác nghiên cứu chuyên ngành và giảng dạy.
TÀI LIỆU THAM KHẢO
1. Trần Hưng Trà, Những kết quả ban đầu về ứng xử mỏi của kết cấu hàn ma sát giữa hai siêu hợp kim INC718 và M247, Tạp chí Khoa học – Công nghệ Thủy sản số 03-04/2006.
2. Trần Hưng Trà, Tập trung biến dạng và ứng suất trong mối hàn ma sát giữa hai siêu hợp kim M247 và INC718, Tạp chí Khoa học - Công nghệ Thủy sản số 02/2007.
3. Kevin J. C., Friction stir welding for ship construction, Concurrent Technologies Corporation No. N0014-06-D-0048, 2007.
4. Azizova E., et al., Training Guidelines in Non-destructive Testing Techniques: 2008 Edition, IAEA, VIENNA, 2008, IAEA-TECDOC-628/Rev.2, ISBN 978–92–0–112708–2, ISSN 1011–4289.
5. Lambda Research group, Characterization of tensile residual stresses in 7050-t7651 aluminum friction stir welds, Lambda Research, 2002.
6. Daniel L., et al., Defect Detection and Residual Stress Measurement in Friction Stir Welds using Laser Ultrasonics, 1st International Symposium on Laser Ultrasonics: Science , 2008.
7. Bob B. H., Two-dimensional x-ray diffraction, John Wiley & Sons, Inc., Hoboken, New Jersey, 2009.
8. Ewald P. P., Fifty years of x-ray diffraction, international union of crystallography by n.v. a. oosthoek’s uitgeversmaatschappij utreght, 1962.
9. Fitzpatrick E. M., et al., Determination of Residual Stress by X-Ray Diffraction – Issue 2, Open University, National Physical Laboratory, QinetiQ, Manchester Materials Science Centre, Stresstech Oy, 2005.
10. Walter M. N., et al., Residual Stress Measurement by X-Ray Diffraction—SAE J784a, Society of Automotive Engineering, 1971.
11. Mittemeijer J. E., The relation between residual macro- andmicrostresses and mechanical properties of case-hardened steels, Case-Hardened Steels: Microstructural and Residual Stress Effects, TMS-AIME, Warrendale, PA, 1984, pp. 161–187.
12. Lowe-Ma K. C. , Vinarcik J. M., Selected applications of X-ray diffraction in the automotive industry, Industrial Applications of X-Ray Diffraction, Marcel Dekker, New York, 2000, pp. 179–192.
13. Voskamp P. A., Mittemeijer J. E., Residual stress development and texture formation during rolling contact loading, Industrial Applications of X-Ray Diffraction, Marcel Dekker, New York, 2000, pp. 813–846.
14. James R. M., Cohen B. J., The measurement of residual stresses by X-ray diffraction techniques, Treatise on Materials Science and Technology, edited by H. Herman, Vol. 19, Part A, Academic Press, New York, 1980.
15. MacKenzie S. D., George E. T., Analytical characterization of aluminum, steel, and superalloys, Taylor & Francis Group, 2006, pp 387 - 396.
16. Balzar D., et al., Size-strain line-broadening analysis of the ceria round-robin sample, J. Appl. Crystallogr. 2004, 37, 911–924.
17. Viktor H., Structural and Residual Stress Analysis by Nondestructive Methods, Elsevier, 1997.
18. Osman A., Residual Stress Measurement Using X-Ray, Thesis, Texas A&M University, 2004.
19. Paul S. P., X-ray diffraction residual stress techniques, Metals Handbook, American Society for Metals, 1986, pp3-5.
20. Davies C. A., et., The science and practice of welding VOLUME 1: Welding science and technology, Tenth edition, Cambridge University Press, 1992.
21. Thomas., et al., Friction stir welding, International Patent Application No. PCT/GB92102203 and Great Britain Patent Application No. 9125978.8,1991
22. Dawes C., Thomas M. W, TWI Bull., Vol 6, 1995, p 124.
23. Eur.Ing, et al., Advances in tooling materials for friction stir welding, TWI and Cedar Metals Ltd, 2006.
24. Colin J. S., Effects of friction stir processing on the microstructure and mechanical properties of fusion welded 304l stainless steel, Master of Science, Brigham Young University, 2004.
25. The ESAB group, Technical handbook: Friction Stir Welding, ESAB, 2010.
26. David R. B., No melt miracle Welding industry turns high-tech, ISO Focus, 2010, pp. 21-22.
27. The ESAB group, Friction Stir Welding - the ESAB Way, ESAB, 2010.
28. Defalco J., and Steel R., Friction stir process now welds steel pipe, Welding Journal, 2009. 88(5): p.44-48.
29. Rajiv S. M., Murray W. M., Friction Stir Welding and Processing, Chap 1, ASM Internationa, 2007.
30. Murray W. M., Friction Stir Welding and Processing, Chapter 5: echanical Properties of Friction Stir Welded Aluminum Alloys, 2007.
31. Lienert J. T., et al., Friction Stir Welding of DH-36 Steel, AWS, 2003.
32. Lienert J. T., et al., Friction Stir Welding Studies on Mild Steel, Welding Journal, vol. 82, 2003.
33. Nelson W. T., et al., Friction Stir Welding of High Temperature Materials, Proceedings of the 6th International Conference on Trends in Welding Research, Pine Mountain, GA, April 2002.
34. Okamoto et al., Metallurgical and Mechanical Properties of Friction Stir Welded Stainless Steels, 4th International Symposium on Friction Stir Welding, Park City, UT, May 2003.
35. Packer S., et al., Tool and Equipment Requirements for Friction Stir Welding Ferrous and Other High Melting Temperature Alloys, 4th International Symposium on Friction Stir Welding, Park City, UT, May 2003.
36. Christian B. F., Friction Stir Welding and Processing, Chapter 2 Friction Stir Tooling: Tool Materials and Designs, 2007, pp. 7-25
37. Terry K., An outsider looks at friction stir welding, Federal Aviation Administration, ANM-112N-05-06, 2005.
38. Cristy L., Azanza R., Mirco D., Paolo S., Sub-Surface Residual Stress Gradients: Advances in Laboratory XRD Methods, Materials Science Forum Vols. 524-525, 2006, pp 25-30.
39. Masanori K., X-Ray Stress Measurement by the Gaussian Curve Method, Department of Mechanical Engineering, Nagaoka University of Technology, Nagaoka 940-21, Japan, 2001.







