chuyên đề Sử dụng phần mềm Mastercam lập chương trình gia công biên dạng chi tiết thân khớp nối răng


NỘI DUNG ĐỒ ÁN
chuyên đề Sử dụng phần mềm Mastercam lập chương trình gia công biên dạng chi tiết thân khớp nối răng
TRƯỜNG ĐẠI HỌC KT-KT CÔNG NGHIỆP
Khoa: CƠ KHÍ
................
LỜI CAM ĐOAN
Chuyên đề Sử dụng phần mềm Mastercam lập chương trình gia công biên dạng chi tiết thân khớp nối răng
Tôi xin cam đoan đề tài tốt nghiệp: “Thiết kế quy trình công nghệ gia công khớp nối răng Z= 30, môđun m = 2,5 và chuyên đề sử dụng phần mềm Master CAM lập trình gia công chi tiết”
do chính tôi thực hiện với sự giúp đỡ, hướng dẫn của thầy Trần Ngọc Hải. Các số liệu thu thập và kết quả tính toán trong đề tài là hoàn toàn trung thực, được thu thập từ các nguồn khác nhau đã được nêu rõ trong phần tài liệu tham khảo.
Trong đề tài này nếu có bất cứ sự gian lận nào tôi xin hoàn toàn chịu trách nhiệm trước khoa và nhà trường.
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG KHỚP NỐI RĂNG TRƯỜNG ĐẠI HỌC KT-KT CÔNG NGHIỆP
LỜI NÓI ĐẦU
Đất nước ta đang trong quá trình phát triển và hội nhập. Tỷ trọng ngành công nghiệp trong cơ cấu ngành kinh tế ngày càng tăng. Trong tiến trình công nghiệp hóa hiện đại hóa đất nước việc phát triển ngành cơ khí là một trong những ưu tiên hàng đầu. Do đó việc đào tạo đội ngũ kỹ sư cơ khí có trình độ chuyên môn cao về công nghệ truyền thống cũng như nắm bắt được các công nghệ gia công tiên tiến, hiện đại về CAD/CAM/CNC để áp dụng có hiệu quả vào sản xuất trong nước là một nhiệm vụ quan trọng của ngành cơ khí.
Đồ án tốt nghiệp là một phần quan trọng trong quá trình đào tạo của chuyên ngành cơ khí tại các trường đại học. Nó giúp sinh viên tổng hợp lại toàn bộ kiến thức chuyên môn trong quá trình học tập, tìm hiểu để áp dụng vào quá trình sản xuất thực tế. Bên cạnh đó nó cũng giúp sinh viên có điều kiện tìm hiểu làm quen với thực tế sản xuất. Để phục vụ cho quá trình làm việc, công tác của sinh viên khi ra trường
Với đề tài nhận được là thiết kế quy trình công nghệ gia công khớp nối răng Z=30 ,môdun m = 2,5 và chuyên đề sử dụng phần mềm Master CAM lập trình gia công chi tiết. Em đã vận dụng toàn bộ kiến thức mà mình đã được học tập và tìm hiểu để thực hiện đề tài. Đây cũng là cơ hội để em có thể học hỏi bổ sung những kiến thức chuyên môn cũng như tìm hiểu về những công nghệ sản xuất, gia công mới của ngành cơ khí.
Trong quá trình làm bài em đã nhận được sự giúp đỡ, hướng dẫn nhiệt tình của thầy Trần Ngọc Hải cũng như các thầy cô giáo trong khoa,đến nay em đã hoàn thành xong đồ án tốt nghiệp. Trong quá trình làm đồ án không tránh khỏi những sai sót, em mong nhận được sự góp ý, chỉ bảo tận tình của các thầy cô, nhờ đó em có thể củng cố thêm kiến thức và hoàn thành tốt nhiệm vụ của mình.
Cuối cùng em xin chân thành cảm ơn thầy Trần Ngọc Hải cũng như các thầy cô trong khoa cơ khí đã nhiệt tình giúp đỡ, hướng dẫn em trong toàn bộ quá trình làm bài
Em xin chân thành cảm ơn!
PHẦN I: THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG KHỚP NỐI RĂNG Z = 30, MÔ ĐUN M = 2,5
CHƯƠNG 1 : GIỚI THIỆU VỀ KHỚP NỐI
1.1 CÔNG DỤNG CỦA KHỚP NỐI
- Được dùng để liên kết các trục với nhau, làm nhiệm vụ truyền chuyển động, mômen xoắn giữa hai trục…
Ví dụ : Truyền chuyển động giữa trục động cơ và trục của hộp giảm tốc
(Hình 1.1).
Hình 1.1. Khớp nối
- Hoặc nối các trục ngắn thành một trục dài.
- Ngoài ra ,khớp nối còn có tác dụng đóng mở các cơ cấu,truyền mômen xoắn giữa các trục có sai lệch về vị trí ( do biến dạng đàn hồi của các trục, sai số chế tạo và lắp ghép …), ngăn ngừa quá tải, giảm tải trọng động, bù sai lệch của các trục.
- Kích thước các loại khớp nối thông dụng ở các nước đã được tiêu chuẩn hóa (tiêu chuẩn nhà nước hoặc tiêu chuẩn ngành), cho trong các sổ tay.
- khi chọn loại khớp nối: Dựa vào tải trọng, số vòng quay, tính chất làm việc của máy để chọn kiểu khớp nối. Dựa vào đường kính d (trục chủ động) của đoạn cần lắp khớp nối và mômen xoắn T trên trục, tra bảng tìm khớp nối thích hợp.
1.2. PHÂN LOẠI KHỚP NỐI
Theo công dụng có thể chia khớp nối ra làm ba loại lớn:
Nối trục : được dùng để nối cố định các trục, chỉ khi nào dừng máy, tháo nối trục thì các trục mới rời nhau. Nối trục lại được chia ra các loại : nối trục chặt, nối trục bù và nối trục đàn hồi.
Ly hợp : có nhiệm vụ nối hoặc tách rời các trục hoặc các chi tiết máy quay khác trong bất kỳ lúc nào. Theo nguyên lý làm việc có thể chia ly hợp ra làm ba loại sau: ly hợp ăn khớp, lý hợp ma sát và ly hợp bột điện tử.
Ly hợp tự động : có thể tự động nối hoặc tách các trục (hoặc các chi tiết máy quay khác). Ly hợp an toàn, ly hợp ly tâm và ly hợp một chiều được xếp vào loại ly hợp tự động.
1.2.1. Nối trục
Nối trục chặt
Nối trục chặt dùng để nối cứng các trục có đường tâm cùng trên một đường thẳng và không di chuyển tương đối đối với nhau. Nối trục ống, nối trục ống cắt dọc và nối trục đĩa thuộc loại nối trục chặt
Ví dụ : Nối trục đĩa
Vì có cấu tạo tương đối đơn giản và kích thước không lớn lắm nên nối trục đĩa (hình 1.2) được dung nhiều trong các ngành chế tạo máy.
Hình 1.2: nối trục đĩa
Vật liệu của đĩa là gang CЧ28-48 trở lên, khi vận tốc của đĩa v ≥ 30 m/s đĩa được chế tạo bằng thép đúc 35π, thép rèn 40 hoặc các loại thép có sức bền cao hơn.
Các kích thước chủ yếu của nối trục đĩa (ký hiệu xem hình 1.3) có thẻ lấy theo các số liệu bảng 1.1 sau
|
Số hiệu nối trục |
Mômen xoắn lớn nhất |
D |
D2 |
D |
D0 |
l |
S |
Bulông |
Khối lượng nối trục (kg) |
|
|
Cỡ |
Số lượng |
|||||||||
|
1 2 3 4 5 6 7 |
250 500 1000 2500 3000 4500 9000 |
18-24 25-32 35-42 45-55 58-70 72-85 90-105 |
50 65 80 100 130 155 185 |
115 140 165 200 230 270 300 |
85 105 130 160 185 220 260 |
80 110 130 160 190 220 290 |
24 30 36 40 48 56 64 |
M 10 M 12 M 12 M 16 M 16 M 16 M 20 |
4 4 6 6 6 6 6 |
2,6 5,5 9 15,8 27 42,8 69 |
Bảng 1.1 : Các kích thước chủ yếu của nối trục đĩa, mm
Trong đó: D0 – đường kính vào tròn qua tâm bulông ;
Z – số bulông ;
F – hệ số ma sát có thể lấy khoảng 0,15 ÷ 0,2.
Nối trục răng
Nối trục răng gồm hai ống trong 1 có răng phía ngoài 2 và hai ống ngoài 4 có răng phía trong 3 lồng vào nhau (hình 2.3). Mỗi ống trong lắp chặt với nhau bằng các bu lông 5. Răng của nối trục có dạng thân khai, góc ăn khớp thường bằng 200, số răng có khoảng từ 30 đến 80 răng.
Hình 1.3. Nối trục răng
Nối trục răng được dùng khá rộng rãi, nhất là trong ngành chế tạo máy hạng nặng.
Vật liệu chế tạo ống trong và ống ngoài là thép 40 trở lên hoặc thép đúc 45 trở lên. Răng được nhiệt luyện có độ rắn không dưới 40HRC đối với răng ống trong và không dưới 35HRC đối với răng ống ngoài. Trường hợp nối trục làm việc với vận tốc thấp (vận tốc vòng dưới 5 m/s) răng có thể tôi cải thiện có độ rắn trên 280 HB.
Kích thước chủ yếu của nối trục răng có thể chọn theo đường kính d của trục. bảng 1.2 cho các kích thước chủ yếu (trị số lớn nhất) của các trục răng M lắp với trục có đường kính trong khoảng từ 40 đến 140mm (ký hiệu xem hình 1.3). sau khi chọn khớp nối cần kiểm nghiệm điều kiện :
Mt = KMx ≤ Mbảng
Trong đó: Mbảng – trị số Mômen xoắn lớn nhất mà khớp nối có thể truyền được cho trong bảng 1.2 sau:
Bảng 1.2: các kích thước chủ yếu (lớn nhât) của trục nối trục răng M3, mm
|
Số hiệu nối trục |
Mômen xoắn (Nm) |
n vg/ph |
Mô đun m |
Số răng Z |
B |
d |
D |
D1 |
L |
B |
Khối lượng (kg) |
|
1 2 3 4 5 6 7 8 |
710 1400 3150 5600 8000 11800 19000 23600 |
6300 5000 4000 3350 2800 2500 2120 1900 |
2,5 2,5 3 3 3 4 4 4 |
30 38 40 48 56 48 56 62 |
12 15 20 25 25 40 35 35 |
40 50 60 75 90 105 120 140 |
170 185 220 250 290 320 350 380 |
110 125 150 175 200 230 260 290 |
115 145 170 215 235 255 285 325 |
34 34 40 40 50 50 50 50 |
10,2 14,3 24 38 57 80 110 163 |
1.2.2 Ly hợp
1.2.2.1. Ly Hợp Ăn Khớp
Ly hợp ăn khớp làm việc dựa trên sự ăn khớp giữa các vấu hoặc các răng của các nửa ly hợp
Ly hợp vấu
Ly hợp vấu gồm hai nửa ly hợp có vấu ở mặt bên (hình 3.1), khi đóng ly hợp các vấu sẽ gài vào nhau truyền chuyển động quay và mômen xoắn từ truch này qua trục kia
Hình 1.4: ly hợp vấu
Hình dạng tiết diện vấu có thể là hình tam giác, chữ nhật hoặc hình thang. Vấu tam giác được dung khi vận tốc của trục thấp, tải trọng nhỏ. Vấu chữ nhật được dùng khi tải trọng lớn nhưng vận tốc giữa hai trục lúc bắt đầu đóng ly hợp không được chênh lệch nhau nhiều quá. Trường hợp vận tốc giữa hai trục chênh lệch nhiều, tải trọng lớn dung vấu hình thang là hợp lý nhất.
Vật liệu làm ly hợp vấu có thể là gang CЧ21-40 đối với các bộ truyền không quan trọng, còn trong các trường hợp khác ly hợp được chế tạo bằng thép CT5, 15, 20X hoặc các thép hợp kim khác. Để tăng tuổi thọ, các vấu bằng thép thường được tôi (hoặc thấm than rồi tôi) đạt độ rắn 58 ÷ 62HRC.
Bảng 1.3. Các kích thước chủ yếu của ly hợp vấu, mm
|
Điều kiện làm việc |
Số vấu Z |
Đường kính ngoài D |
Chiều rộng vấu a |
Chiều cao vấu h |
|
Đóng mở bằng tay |
7 |
35 40 – 45 50 |
6 7 8 |
4
|
|
9 |
55 60 – 70 |
8 10 |
4 |
|
|
Đóng mở tự động hoặc đóng bằng tay và mở tự động |
5 |
40 45 – 50 – 55 |
5 – 8 5 – 10 |
4 |
|
7 |
60 – 70 – 80 – 90 |
5 – 10 |
6 |
|
|
Làm việc với vận tốc không lớn lắm |
7 |
40 45 – 50 – 55 |
5 – 8 5 – 10 |
4 |
|
9 |
60 – 70 – 80 – 90 |
– 10 |
6 |
Ly Hợp Ma Sát
Ly hợp ma sát được dụng để nối hoặc tách các trục trong bất kỳ lúc nào, dù vận tốc trục dẫn có chênh lệch nhiều với vận tốc trục bị dẫn thì cũng không xảy ra va đập. Dùng ly hợp ma sát có thể tránh cho các chi tiết máy khác khỏi bị hỏng khi quá tải đột ngột.
Do các ưu điểm trên cho nên có thể là kim loại như gang dùng nhiều trong các ngành chế tạo máy.
Vật liệu làm mặt ma sát có thể là kim loại như gang với gang, thép với thép, đồng thanh với thép hoặc dung phối hợp vật liệu không kim loại như da, pherôđô, têctôlit, gỗ hoặc gốm kim loại v.v… với gang hoặc thép.
Ly hợp ma sát bao gồm : ly hợp hai đĩa ma sát, ly hợp nhiều đĩa ma sát và ly hợp nón ma sát
Hệ số ma sát f và áp suất cho phép [p] của một loại vật liệu làm mặt ma sát cho trong bảng 1.4.
Bảng 1.4: hệ số ma sát f và áp suất cho phép [p] của một số vật liệu
làm mặt ma sát
|
Vật liệu |
f |
[p], (N/mm2) |
|
Được bôi trơn Thép tôi với thép tôi Gang với gang hoặc với thép tôi Đồng thanh với thép Têctôlit với thép Pherôđô với thép hoặc với gang Gốm kim loại với thép tôi Không được bôi trơn Pherôđô với thép hoặc với gang Gốm kim loại với thép tôi |
0,06 0,08 0,08 0,12 0,08 0,10
0,3 0,4 |
0,6 ÷ 0,8 0,6 ÷ 0,8 0,4 ÷ 0,5 0,4 ÷ 0,6 0,2 ÷ 0,3 0,8 ÷ 1
0,2 ÷ 0,3 0,3 ÷ 0,4 |
|
Chú thích: 1. Trị số nhỏ dung cho ly hợp có nhiều đĩa ma sát. 2. trị số v > 2,5 m/s cần giảm bớt [p] : nếu v ≈ 5m/s thì giảm 15% ; nếu v ≈ 10m/s – giảm 30% ; nếu v ≈ 15m/s – giảm 35% |
||
1.2.3. Ly hợp tự động
1.2.3.1. Ly hợp an toàn
Ly hợp an toàn dùng để ngăn ngừa quá tải, bảo vệ cho máy hoặc cơ cấu làm việc với tải trọng lớn quá mức cho phép, có thể gây hỏng máy hoặc cơ cấu.
Trong tính toán ly hợp an toàn, để tránh cho máy hoặc cơ cấu khỏi bị ngừng một cách ngẫu nhiên, thường lấy mômen tính
Mt = (1,15 ÷ 1,25)Mmax
Trong đó : Mmax – mômen xoắn giới hạn.
Ly hợp chốt an toàn
Cấu tạo của một kiểu ly hợp chốt an toàn trình báy trên hình 4.1. mô men xoắn truyền từ nửa ly hợp này sang nửa ly hợp khác (hoặc ngược lại) chờ chốt 1. Khi quá tải chốt bị cắt đứt, hai nửa ly hợp không nối với nhau nữa. phía ngoài chốt là cá bạc 2 bằng thép tôi có độ rắn cao để che chở cho lỗ của ly hợp khỏi bị chốt tỳ dập. só chốt Z thường lấy 1 ÷ 2
Hình 1.5 : ly hợp chốt an toàn
Vật liệu làm chốt : thép 45 hoặc 60г tôi, vật liệu làm bạc ; thép 45 hoặc 40X v.v.. tôi.
Ly hợp chốt an toàn được dùng nhiều trong các máy mỏ. các kích thước chủ yếu của ly hợp chốt an toàn cho trong bảng 4.1 sau
Bảng 1.5 : các kích thước chủ yếu của ly hợp chốt an toàn, mm
|
Lực cắt P (N) |
dc |
do |
b |
A |
B |
|
700 1300 2900 5300 8250 12000 21000 33000 |
1,5 2 3 4 5 6 8 10 |
10 10 15 15 15 25 25 25 |
12 12 18 18 18 28 28 28 |
22 22 30 30 30 50 50 50 |
16 16 25 25 25 45 45 45 |
|
Chú thích: - lực cắt đường kính qua tâm chốt: Do = (D – do) – (10 ÷ 20) mm. đường kính ngoài của ly hợp : D = (2,5 ÷ 3,5)d. chiều dài ly hợp L = (2,5 ÷ 3)d. |
|||||
CHƯƠNG 2: PHÂN TÍCH CHỨC NĂNG LÀM VIỆC VÀ TÍNH CÔNG NGHỆ TRONG KẾT CẤU CỦA CHI TIẾT
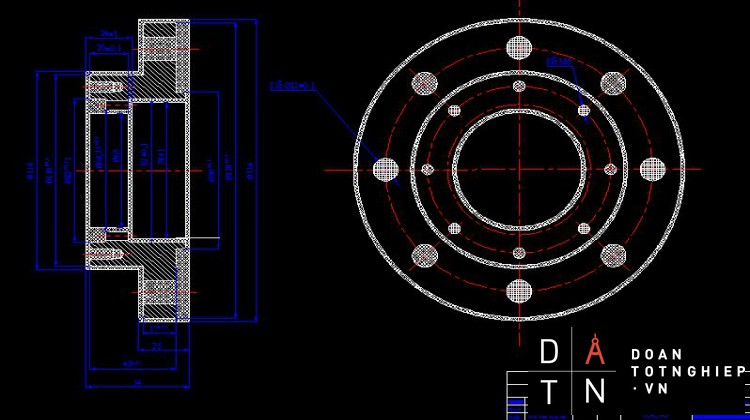
2.1. THÔNG SỐ HÌNH HỌC CHẾ TẠO KHỚP NỐI RĂNG
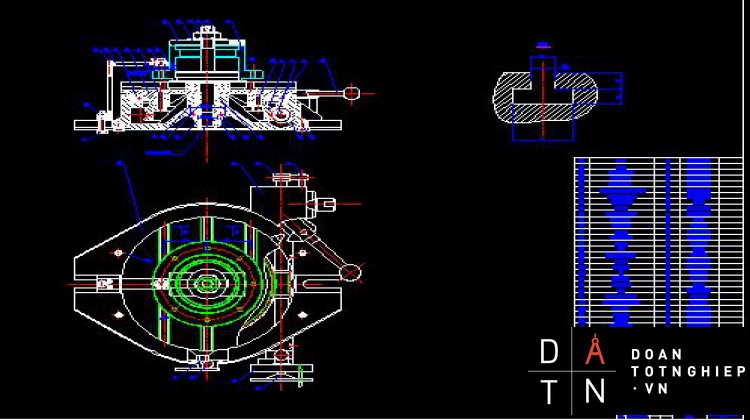
Hình 2.1. Bản vẽ lắp ghép chi tiết
|
|
Yêu cầu kỹ thuật của chi tiết :
- Nhiệt luyện phần răng đạt độ cứng HB=240 280
- Các bề mặt làm việc chính là mặt răng và mặt đầu A nên cần có độ chính xác gia công cao, độ bóng cao.
- Độ nhám của các mặt không làm việc chỉ cần ở mức trung bình Rz = 20 mm
|
Hình 2.2. Mặt cắt biên dạng răng |
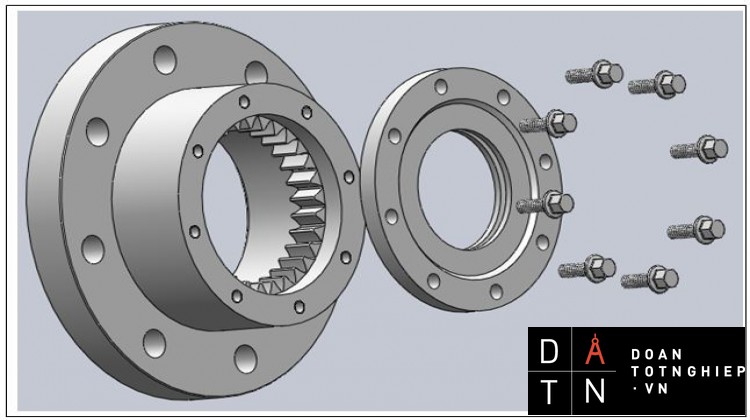
Hình 2.3. Hình 3D khớp nối răng cần chế tạo
Các thông số tính toán bánh răng trụ răng thẳng thân khai.
Bảng 2.1. Các thông số tính toán bánh răng
|
Tên gọi |
Đơn vị |
Ký hiệu |
Công thức chuẩn |
Thông số |
|
modun |
mm |
m |
Chọn theo tiêu chuẩn |
2,5 |
|
Bước theo đường tròn chia( bước vòng chia) |
mm |
t |
t= m.p |
7,854 |
|
Bước cơ sở |
mm |
to |
t0 = m.p.cos200 |
7,38 |
|
Đường kính đường tròn chia( vòng chia) |
|
d |
d = m.z =3.39 |
75 |
|
Đường kính chân răng |
mm |
Di |
Di = d + 2 m |
80 |
|
Đường kính đỉnh |
mm |
De |
De = d – 2,5m |
68,75 |
|
Chiều cao răng |
mm |
h |
h= h’ + h’’ = 2,25.m |
5,625 |
|
Chiều cao đầu răng |
mm |
h’ |
h’ = m |
2,5 |
|
Chiều cao chân răng |
mm |
h’’ |
h’’ = 1,25m |
3,125 |
|
Khe hở hướng kính |
mm |
c |
c = h’’ – h’ = 0,25m |
0,625 |
|
Chiều dày răng theo cung của đường tròn chia |
mm |
S |
S = = |
3,926 |
|
Chiều dài răng |
mm |
b |
b 20mm. |
|
2.2. CHỨC NĂNG NHIỆM VỤ CỦA KHỚP NỐI RĂNG CẦN CHẾ TẠO.
- Khớp nối răng (Gear Tooth Coupling): làm ở điều kiện tải lớn, đường kính trục lớn. Khớp nối răng là chi tiết để nối và truyền Momen xoắn giữa các trục có sai lệch về vị trí ( do biến dạng đàn hồi của các trục ,sai số chế tạo và lắp ghép ) ,nhờ khã năng di động của các chi tiết cứng trong khớp nối ( do khe hở hướng kính và khe hở cạnh răng ..) nên có thể bù lại sai lệch giữa các trục. Nối trục răng còn gọi là nối trục bù.
- Khớp nối răng và khớp nối nửa răng đã được tiêu chuẩn hóa cho trục có đường kính 20-560mm với mômen xoắn truyền được tới 1.500.000 Nm. Khớp có kết cấu gồm hệ răng ăn khớp trong lắp trên đầu trục bằng then với các răng ngoài của vỏ khớp. Khớp nối răng có thể bù trừ mọi sai lệch hướng tâm, hướng kính... góc sai lệch cho phép ≤ 10 nhưng khớp nối răng không có tác dụng giảm va đập và tải trọng động. Khớp nối răng được sử dụng trên các máy nâng hạ, dây truyền công nghiệp.
2.3. PHÂN TÍCH CÁC YÊU CẦU CÔNG NGHỆ VÀ ĐẶC TÍNH KỸ THUẬT.
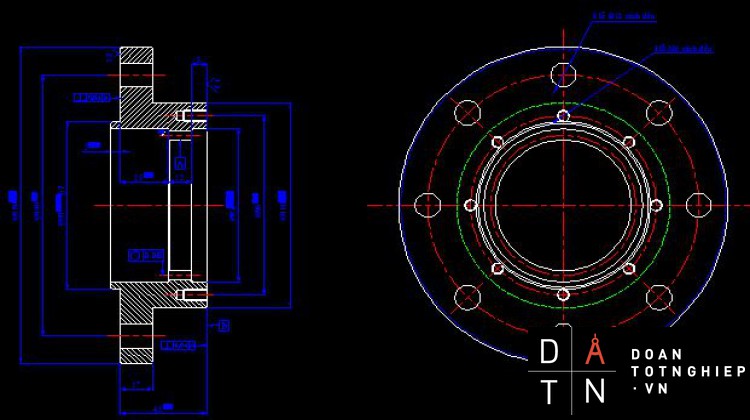
- Khớp nối răng có dạng đĩa đường kính lớn nhất D = 170 (mm) , răng trong có dạng thân khai modul răng m = 2,5 số răng z = 30 răng .
Độ nhám của các mặt không làm việc chỉ cần ở mức trung bình Rz = 20 mm, điều chỉnh ở các nguyên công khác để giảm bớt các nguyên công chính xác, giảm giá thành
- Do yêu cầu mặt răng có độ cứng 240÷280 HB nên phải có nguyên công nhiệt luyện bằng phương pháp tôi cao tần . Khi nhiệt luyện xong phải có nguyên công gia công sau nhiệt luyện nên quá trình công nghệ phức tạp
Các bề mặt làm việc chính là mặt răng và mặt đầu A nên cần có độ chímh xác gia công cao, độ bóng cao.
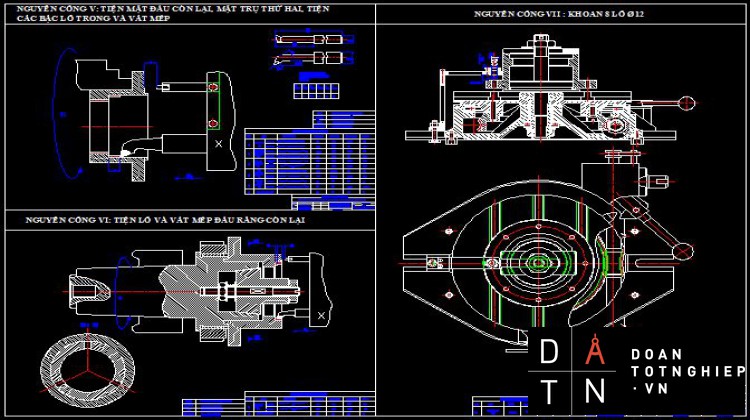
- Vị trí của các lổ Ø12 và Ø7, M6, phân bố đều nên có thể dùng máy khoan ,có nhiều cần khoan một lần nâng cao được tính công nghệ .
- Kết cấu răng có vát mép nên ta có thể dùng phương pháp xọc hay chuốt để gia công mặt răng trong một cách dể dàng .
- Sau khi gia công chính xác mặt đầu ta có thể dùng nó làm chuẩn tinh để gia công răng không bị sai số chuẩn .
- Kết cấu chi tiết đơn giản không có những bề mặt bậc 3 hay bậc 4, phù hợp với điều kiện sản xuất, trang thiết bị máy móc của nước ta .
- Gia công chi tiết cũng không có bề mặt nào dùng máy móc phức tạp . Các yêu cầu kỹ thuật phù hợp với điều kiện sản xuất chế tạo phôi của nước ta.
2.4. VẬT LIỆU CHẾ TẠO KHỚP NỐI
Vật liệu chế tạo khớp nối là thép đúc
Bảng 2.1.Thành phần hóa học thép đúc :
|
Thành phần
Vật liệu
|
C (%) |
Cr (%) |
Mn (%) |
Si (%) |
Ni (%) |
Sb (%) |
|
Thép đúc |
0,42-0,49 |
<0,25 |
<0,8 |
<0,37 |
<0,25 |
650 |
Bảng 2.2.Tính chất cơ học của thép đúc
|
|
Sau cán |
Sau ủ |
||||
|
360 |
500-600 |
16 |
40 |
50 |
241 |
197 |
Thép đúc để chế tạo các chi tiết chịu tải trọng tĩnh và va đập cao, yêu cầu độ bền và độ dai cao. Để tăng cơ tính có thể tôi và ram cao, từ các tính chất của thép đúc, ta thấy Mác thép đúc là phù hợp không cần thay đổi vật liệu.
CHƯƠNG 3: XÁC ĐỊNH DẠNG SẢN XUẤT VÀ PHƯƠNG PHÁP CHẾ TẠO PHÔI
3.1. XÁC ĐỊNH TRỌNG LƯỢNG CỦA CHI TIẾT
Ta có Q = V.g (kg)
Trong đó: Q- trọng lượng chi tiết (kg).
V- thể tích của chi tiết (dm3)
g- trọng lượng riêng của vật liệu, chi tiết làm bằng thép nên ta chọn g = 7,852 (kg/dm3).
Ta có :
Vtr1 = 17. p.( 852 – 412 ) = 296088 mm3.
Vtr2 = p.28.(552 – 412) = 118224 mm3.
Vtr3 = p.5.(452 – 412) = 5403 mm3.
Vtr4 = p.8.(552 – 27,52) = 57020 mm3.
® V = Vtr1 + Vtr2 + Vtr3 + Vtr4 = 296088 + 118224 + 5403 +57020
= 476735 mm3 = 0,476 dm3.
® Q = 0,476 . 7,852 = 3,74 kg.
3.2. XÁC ĐỊNH DẠNG SẢN XUẤT.
Trong chế tạo máy người ta phân biệt ra 3 dạng sản xuất:
- Sản xuất đơn chiếc.
- Sản xuất hàng loạt ( hàng loạt lớn, hàng loạt vừa, hàng loạt nhỏ ).
- Sản xuất hàng khối.
Mỗi dạng sản xuất đều có đặc diểm riêng, phụ thuộc vào những yếu tố khác nhau, muốn xác định dạng sản xuất trước hết phải nắm được sản lượng hàng năm của chi tiết cần gia công, sản lượng hàng năm được tính theo công thức sau đây :
N = N1. m.(1+ ).
N – Số chi tiết được sản xuất trong 1 năm.
N1- Số sản phẩm (số máy) được sản xuất trong 1 năm N1= 5000 chi tiết.
m- số chi tiết trong 1 sản phẩm, m=1.
b- số chi tiết được chế tạo để dự trữ ( 5%- 7%) ® chọn b = 6.
®thay số ta có:
N = 5000.1.(1+ ) = 5300 (chi tiết/năm )
Bảng 3.1 Sản lượng hàng năm của chi tiết (chiếc)
|
Dạng sản xuất |
Sản lượng hàng năm N của từng loại chi tiết tuỳ theo trọng lượng Q |
||
|
Q < 4 kg |
Q = 4 ¸ 200 kg |
Q > 200 kg |
|
|
Đơn chiếc |
N < 100 |
N < 10 |
N < 5 |
|
Loạt nhỏ |
N = 100 ¸ 500 |
N = 10 ¸ 200 |
N < 5 ¸ 100 |
|
Loạt vừa |
N = 500 ¸ 5000 |
N = 200 ¸5 00 |
N = 100 ¸ 300 |
|
Loạt lớn |
N = 5000 ¸ 50000 |
N = 500 ¸ 5000 |
N = 300 ¸ 1000 |
|
Hàng khối |
N > 50000 |
N > 5000 |
N > 1000 |
® tra bảng 2 ( 2 - T13) , với Q = 3,73 kg, ta xác định dạng sản xuất của chi tiết là hàng loạt lớn.
Tra bảng ta thấy với N = 5300 (chiếc/năm) và Q = 3,73 (Kg) thì dạng sản xuất
là dạng sản xuất loạt lớn.
3.3. NHỊP SẢN XUẤT.
Với loại hình sản xuất hàng loạt lớn, số lượng, chỗ làm việc và năng suất lao động tại mỗi chỗ làm việc phải được xác định hợp lý để đảm bảo tính đồng bộ về mặt thời gian giữa các nguyên công trên cơ sở nhịp sản xuất của dây chuyền.
Nhịp sản xuất được tính theo công thức sau: (phút/chiếc)
Trong đó: T- trời gian để gia công chi tiết ( phút).
N- số chi tiết gia công trong thời gian T.
( phút)
Trong công thức trên: 365- là tổng số ngày trong năm; 52- là số ngày chủ nhật; 10 - số ngày nghỉ lễ; 1440- là số phút trong một ngày.
→phút/chiếc.
3.4. TÍNH GIÁ THÀNH PHÔI.
Tra quyển [2 – T15] giá thành 1kg phôi được xác định như sau:
Sp = (đồng)
Trong đó : C1 – giá thành một tấn phôi (đồng).
K1, K2, K3, K4, K5- các hệ số phụ thuộc cấp chính xác, độ phức tạp của phôi.
K1= 1, K2= 2,2. K3 = 1, K4= 0,4 , K5= 0,83.
C1 = 18000000 ( đồng).
Q- Trọng lượng phôi:
Q= (Vtr1 + Vtr2 + Vtr3).g
Vtr1 = p. 27.(872 - 392 ) = 494009 mm3.
Vtr2 = p. 27.(572 - 332 ) = 183217 mm3
Vtr3 = p. 14.( 572 – 25,52) = 109637 mm3
® V = (Vtr1 + Vtr2 + Vtr3) = (494009+183217 +109637 ) = 786863 mm3
= 0,786 dm3
Q= V.g = 0,786. 7,852 = 6,17 kg.
S- giá 1 tấn phôi phế phẩm; ta có S = 6000.1000 = 6000000 (đồng).
Như vậy ta có:
Sp = ( . 6,17. 1.2,2. 1.0,4. 0,83) – (6,17 – 3,73). ) = 66478 (đồng/kg).
→ giá của 1 sản phẩm là: 66478 . 3,73 = 247962 (đồng).
3.5. CHỌN PHÔI VÀ PHƯƠNG PHÁP CHẾ TẠO.
3.5.1. Giới thiệu về các phương pháp chế tạo phôi.
- Tùy theo mục đích sử dụng mà bánh răng được chế tạo từ các vật liệu khác nhau như thép, gang, kim loại màu, chất dẻo... mỗi loại vật liệu đều thỏa mãn những yêu cầu riêng, đặc biệt là dùng cho chế tạo ô tô, máy kéo, máy bay, các loại máy công cụ...Ta có các phương pháp chế tạo phôi như sau:Đúc, Cán, Rèn, Dập, Phôi hàn, Phôi thanh…
- Thép là vật liệu có khả năng truyền tải lớn, độ bền uốn, độ bền tiếp xúc và độ chống mòn cao.
- Để giảm tiếng ồn, bánh răng được chế tạo bằng gang và chất dẻo. Các vật liệu này so với thép có giá thành thấp hơn, tính gia công tốt hơn, nhưng các bánh răng chế tạo bằng các loại vật liệu này truyền lực kém hơn các bánh răng bằng thép.
- Chọn phương pháp chế tạo phôi phụ thuộc vào hình dáng và kích thước của chi tiết, vật liệu và công dụng của nó, sản lượng hàng năm và các yếu tố khác. Phương pháp tốt nhất là phương pháp có giá thành chế tạo phôi và gia công cơ thấp nhất. Yếu tố quan trọng nhất khi chọn phương pháp chế tạo phôi là tiết kiệm vật liệu. Tiết kiệm vật liệu đạt được nhờ giảm lượng dư gia công cơ và tăng dộ chính xác của phôi (kích thước của phôi gần giống kích thước chi tiết).
- Muốn chế tạo một chi tiết máy đạt yêu cầu kỹ thuật và chỉ tiêu kinh tế,
người làm công nghệ phải xác định được kích thước của phôi và chọn loại phôi thích hợp, kích thước của phôi được tính theo lượng dư gia công, còn chọn loại phôi phải căn cứ vào các yếu tố sau:
+, Vật liệu và cơ tính của vật liệu mà chi tiết cần có yêu cầu thiết kế.
+, Kích thước và hình dáng, kết cấu của chi tiết.
+, Số lượng chi tiết cần có và dạng sản xuất.
+, Cơ sở vật chất kỹ thuật cụ thể của nơi sản xuất.
- Muốn chọn phôi hợp lý chẳng những phải lắm vững các yêu cầu thiết kế mà còn phải am hiểu kỹ về đặc tính các loại vật liệu và các loại phôi và nắm vững phạm vi công dụng của từng loại phôi.
- Chọn phôi hợp lý không những bảo đảm tốt được tính năng kỹ thuật của chi tiết mà còn ảnh hưởng lớn đến giá thành sản phẩm, chọn phôi hợp lý sẽ làm cho quá trình công nghệ đơn giản, phí tổn kim loại giảm đi. Phí tổn kim loại khi gia công được đánh giá bằng tỷ số:
Trong đó: K: hệ số phí tổn kim loại.
Gct: trọng lượng chi tiết.
Gp: trọng lượng phôi.
Ở đây căn cứ vào hình dạng, kích thước, loại vật liệu của phôi, yêu cầu làm việc, sản lượng của chi tiết ta có các phương pháp chế tạo phôi sau:
3.5.1.1 Phương pháp rèn tự do:
Là phương pháp gia công có tính linh hoạt cao, phạm vi gia công rộng. Có cơ tính tốt do có tổ chức hạt phức tạp, thiết bị đơn giản vốn đầu tư ít. Tuy nhiên độ chính xác về hình dạng và kích thước thấp nên lượng dư cắt gọt lớn hệ số sử dụng vật liệu không cao, chất lượng phụ thuộc vào tay nghề công nhân, năng suất thấp. Phương pháp này thường được sử dụng trong sản xuất đơn chiếc.
3.5.1.2 Phương pháp dập thể tích:
Phôi dập có độ chính xác về hình dạng, kích thước và chất lượng bề mặt cao, chế tạo được các phôi có hình dạng phức tạp. Hệ số sử dụng vật liệu cao hơn rèn tự do. Nhược điểm của phương pháp này là cần có thiết bị gia công lớn, không tạo được phôi lớn, chi phí chế tạo khuôn cao do đó phương pháp chỉ hiệu quả khi số lượng chi tiết đủ lớn.
3.5.1.3. Phương pháp cán:
Phôi thép cán có hình dạng, kích thước tiết diện ngang theo tiêu chuẩn , độ chính xác chất lượng bề mặt cao, thành phần hóa học ổn định hơn phôi đúc. Cán chỉ thích hợp điều kiện hình dạng, kích thước tiết diện ngang của phôi gần giống với tiết diện ngang của chi tiết.
3.5.1.4. Phương pháp đúc:
Có thể tạo phôi từ tất cả các kim loại và hợp kim có thành phần khác nhau. Có thể đúc được các chi tiết có hình dạng phức tạp mà các phương pháp khó hoặc không chế tạo được. Phương pháp đúc dễ cơ khí hóa , tự động hóa, cho năng suất cao, giá thành hạ.
- Đúc trong khuôn cát, làm khuôn bằng tay, mẫu gỗ.
- Đúc trong khuôn kim loại, làm khuôn bằng máy.
- Đúc trong khuôn vỏ mỏng.
- Đúc áp lực.
Căn cứ vào vật liệu chi tiết là thép và hình dáng kích thước của phôi và dạng sản xuất, ta thấy rằng phôi đúc là hợp lý nhất. Ta phân tích một số phương pháp đúc để chọn được phương pháp thích hợp nhất.
Có rất nhiều phương pháp chế tạo phôi nhưng với đặc điểm của chi tiết gia công thì chỉ có các phương pháp sau đây là khả dụng:
Đúc trong khuôn kim loại.
Đúc trong khuôn kim loại dùng để chế tạo phôi bánh răng trụ răng thẳng, bánh răng côn răng thẳng và dải quạt bánh răng. Phôi bánh răng được chế tạo bằng cách rót kim loại nóng chảy vào khuôn thép. Độ chính xác của phôi bánh răng phụ thuộc vào độ chính xác của khuôn kim loại, kích thước và hình dáng của chi tiết và chất lượng kim loại nóng chảy. Các bánh răng được chế tạo bằng phương pháp đúc trong khuôn kim loại mà không cần gia công cơ bổ sung, được dùng trong các cơ cấu truyền động với tốc độ thấp và khe hở mặt bên lớn .
Ưu điểm: Khuôn có độ chính xác cao nên chất lượng tốt cấp chính xác đạt 6 ¸ 7 độ bóng đạt Ñ4 - Ñ7 kim loại có tính dẫn nhiệt cao nên rút ngắn được thời gian đông đặc và nguội của vật đúc hạt nhỏ mịn vì vậy nâng cao được cơ tính của vật đúc, dễ cơ khí hóa và tự động hóa, cải thiện được điều kiện làm việc cho công nhân.
Nhược điểm: Chi phí chế tạo khuôn tốn kém, chỉ sử dụng cho sản xuất loại lớn hàng khối, khuôn có độ dẫn nhiệt cao nên khả năng điền đầy vào các hốc khuôn khó khăn, thường đúc vật đúc phức tạp thành mỏng, đúc gang dễ bị biến trắng do khuôn làm lõi bằng kim loại nên khi kết tinh vật đúc dễ bị nứt và vỡ.
Đúc trong khuôn nóng chảy.
Đúc trong khuôn nóng chảy được dùng để chế tạo phôi hoặc bánh răng từ thép hoặc hợp kim màu có hình dáng phức tạp, quá trình đúc được thực hiện trong khuôn gốm có độ chính xác cao tương ứng với biên dạng phôi.
Ưu điểm : Phương pháp này có độ chính xác cao, phần lớn các bề mặt chỉ cần gia công tinh lần cuối.
Nhược điểm : Chi phí làm khuôn tốn kém.
Đúc trong khuôn cát- mẫu gỗ.
- Chất lượng vật đúc không cao, giá thành thấp trang thiết bị đơn giản. Loại phôi này có cấp chính xác IT16 – IT17. Độ nhám bề mặt Rz= 160mm.
- Phương pháp nàycó ưu điểm là vật liệu làm khuôn có sẵn, rẻ tiền. Với phương pháp này ta có thể làm khuôn bằng tay hoặc bằng máy:
+Làm khuôn bằng tay: Khuôn được chế tạo với độ chính xác thấp nên đòi hỏi công nhân có kinh nghiệm và tay nghề cao khi yêu cầu độ chính xác cao và cần năng suất cao thì phụ thuộc tay nghề công nhân. Mặt khác quá trình làm khuôn nặng nhọc, công nhân lao động vất vả. Do vậy phương pháp
này chỉ thích hợp với dạng sản xuất đơn chiếc loạt nhỏ và sửa chữa thay thế.
+ Làm khuôn bằng máy: Dùng trong sản xuất hàng loạt, hàng khối.
Ưu điểm: giải quyết được lao động nặng nhọc cho người công nhân trong thao tác làm khuôn, mặt khác khuôn được đầm chặt, cho năng suất cao, rút ngắn được chu trình sản xuất, giảm được giá thành chế tạo và độ chính xác cao hơn, giảm được lượng dư gia công. Mẫu làm bằng kim loại nên độ chính xác cao, độ đầm chặt đồng đều.
Nhược điểm: Phương pháp này đòi hỏi công nhân có tay nghề cao, chỉ áp dụng cho chi tiết có kết cấu đơn giản.
Đúc ly tâm.
Là phương pháp rót kim loại lỏng vào khuôn quay tròn dưới tác dụng của lực ly tâm kim loại lỏng được bố trí theo thành khuôn.
Ưu điểm : Thông thường rót kim loại lỏng chảy tự do nên không cần hệ thống rót tổ chức kim loại mịn chặt không có rỗ co và rỗ khí cơ tính cao.
Nhược điểm : Bề mặt trong của vật đúc có chất lượng kém nhiều xỉ và tạp chất, yêu cầu khuôn phải đạt độ bền cao, cân bằng tốt, ứng dụng cho chế tạo các chi tiết tròn xoay.
Có 2 phương pháp đúc ly tâm là đúc ly tâm đứng và đúc ly tâm ngang:
- Đúc ly tâm đứng : Là quay khuôn quanh trục thẳng đứng do đó bề mặt bên trong vật đúc khi đông đặc có dạng Parabol nên chỉ áp dụng các chi tiết tròn xoay có chiều cao ngắn.
- Đúc ly tâm ngang : Là khuôn quay quanh trục nằm ngang khi vật đúc có chiều dầy thành bằng nhau độ đồng tâm cao phải dùng máy rót từ trong ra ngoài.
Ở đây chi tiết cần chế tạo có dạng trục bậc giữa các bậc trục có độ chênh lệch về đường kính nhưng do chiều dài giữa các bậc trục nhỏ nên để phù hợp với điều kiện sản xuất trong nước hiện nay cũng như tính kinh tế cho quá trình gia công, ta lựa chon dạng phôi ở đây là phôi đúc và để đảm bảo cho cơ tính cũng như yêu cầu làm việc của chi tiết khớp nối răng ta chọn phương pháp chế tạo phôi là phương pháp đúc trong khuôn cát làm khuôn bằng máy.
3.5.2. Phân tích chi tiết và chọn phương pháp tạo phôi hợp lý nhất.
- Như đã phân tích ở các phần trên, chi tiết của ta là khớp nối răng (Gear Tooth Coupling): làm ở điều kiện tải lớn, đường kính trục lớn để nối và truyền Momen xoắn giữa các trục có sai lệch về vị trí ( do biến dạng đàn hồi của các trục, sai số chế tạo và lắp ghép …), nhờ khả năng di động của các chi tiết cứng trong khớp nối ( do khe hở hướng kính và khe hở cạnh răng ..) nên có thể bù lại sai lệch giữa các trục. Nối trục răng còn gọi là nối trục bù.
- Khớp nối răng và khớp nối nửa răng đã được tiêu chuẩn hóa cho trục có đường kính 20-560mm với mômen xoắn truyền được tới 1.500.000 Nm. Khớp có kết cấu gồm hệ răng ăn khớp trong lắp trên đầu trục bằng then với các răng ngoài của vỏ khớp. Khớp nối răng có thể bù trừ mọi sai lệch hướng tâm, hướng kính... góc sai lệch cho phép ≤ 100 nhưng khớp nối răng không có tác dụng giảm va đập và tải trọng động. Khớp nối răng được sử dụng trên các máy nâng hạ, dây truyền công nghiệp. Chi tiết đòi hỏi gia công cơ ở tất cả các mặt, nên phôi không đòi hỏi độ chính xác cao, dạng sản xuất loạt lớn như vậy qua phân tích đặc điểm của các phương pháp chọn phôi , dựa vào yêu cầu kỹ thuật của chi tiết và dạng sản xuất và điều kiện kinh tế ta dùng phương pháp đúc trong khuôn cát làm khuôn bằng máy. Phương pháp này thích hợp cho dạng sản xuất, đảm bảo được các yêu cầu thiết kế của chi tiết cũng như giảm giá thành đầu tư, tiết kiệm chi phí. Phôi đạt cấp chính xác cấp II, cấp chính xác kích thước IT15 – IT16, độ nhám bề mặt Rz = 80mm.
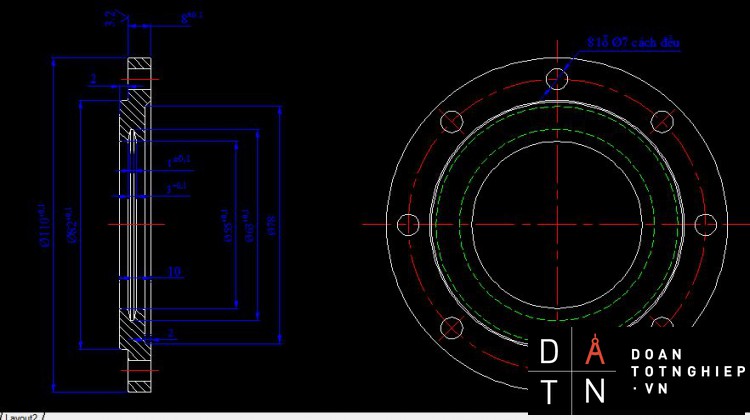
3.6. THIẾT KẾ BẢN VẼ LỒNG PHÔI
Hình 3.1. bản vẽ lồng phôi
3.7. GIỚI THIỆU KHÁI QUÁT VỀ BÁNH RĂNG THÂN KHAI
3.7.1. Độ chính xác
Độ chính xác của bánh răng, bánh vít được đánh giá theo tiêu chuẩn Nhà nước TCVN, tiêu chuẩn này quy định 12 cấp chính xác khác nhau từ 1 ¸ 12, trong đó cấp 1 là chính xác nhất, cấp 12 là kém chính xác nhất. Thông thường, trong thực tế chỉ dùng các cấp chính xác 3 ¸ 11.
Độ chính xác của bánh răng, bánh vít được đặc trưng bằng các chỉ tiêu sau đây:
- Độ chính xác động học:độ chính xác này được đánh giá bằng sai số góc
quay của bánh răng, bánh vít sau một vòng. Sai số này là do sai số của hệ thống công nghệ gây ra.
Độ chính xác này rất quan trọng đối với các truyền động có tính đến góc quay như truyền động phân độ của các máy cắt răng hoặc các cơ cấu đo đế - - Độ ổn định khi làm việc:độ ổn định khi làm việc được đánh giá bằng sai số chu kỳ tức là giá trị trung bình của sai số truyền động bằng tỷ số giữa sai lệch lớn nhất và số răng bánh răng.
Độ ổn định khi làm việc đặc trưng cho độ ổn định của tốc độ quay của
bộ truyền động trong một vòng quay của bánh răng hoặc bánh vít. Dao động của tốc độ quay sẽ gây ra tải trọng động, rung động và tiếng ồn của bộ truyền.
Độ chính xác này rất quan trọng đối với bộ truyền lực làm việc với tốc độ lớn.
- Độ chính xác tiếp xúc:độ chính xác tiếp xúc được đánh giá bằng vết tiếp xúc (diện tích và hình dáng) của prôfin răng theo chiều dài, chiều cao và được biểu diễn bằng %.
Độ chính xác tiếp xúc ảnh hưởng đến mức độ tập trung tải trọng trên các vùng khác nhau của bề mặt răng, ảnh hưởng đến độ bền của bộ truyền.
Độ chính xác này rất quan trọng đối với các bộ truyền có tải trọng lớn và tốc độ thấp.
- Độ chính xác khe hở mặt bên:khe hở mặt bên là khe hở giữa các cạnh răng trong bộ truyền (bánh răng càng lớn thì khe hở mặt bên càng lớn).
Khe hở mặt bên được xác định không phải bằng mức độ chính xác của bộ truyền mà bằng công dụng và điều kiện sử dụng của nó. Ví dụ, với các bộ truyền có tính đến góc quay cần có khe hở mặt bên nhỏ, còn với các bánh răng trong các turbin tốc độ cao lại cần có khe hở mặt bên lớn. Xuất phát từ đó, người ta quy định 4 cấp khe hở mặt bên của bộ truyền như sau: Khe hở bằng 0, khe hở nhỏ, khe hở trung bình, khe hở lớn.
Trong đó, bộ truyền có khe hở trung bình được sử dụng rộng rãi nhất.
3.7.2. Vật liệu chế tạo
- Việc chọn vật liệu để chế tạo bánh răng phụ thuộc vào điều kiện làm việc của chúng. Mỗi một loại vật liệu đều thỏa mãn những yêu cầu riêng, đặc biệt là dùng cho chế tạo ôtô, máy kéo, máy bay, các máy công cụ...
- Các bánh răng truyền lực thường được chế tạo bằng thép hợp kim Crôm như 15Cr, 15CrA, 20CrA, 40Cr, 45Cr; Crôm - Niken và Crôm - Môlipden như 40CrNi, 35CrMoA, 18CrMnTi.
- Các bánh răng chịu tải trọng trung bình và nhỏ được chế tạo bằng thép C chất lượng tốt như C40, C45 và gang.
- Các bánh răng làm việc với tốc độ cao mà không gây tiếng ồn được làm từ chất dẻo, vải ép, da ép.
- Với tiến bộ của ngành luyện kim, ngày nay người ta có thể chế tạo bánh răng từ vật liệu kim loại bột.
3.7.3. Đặc điểm.
Ăn khớp thân khai có những ưu điểm sau:
- Ăn khớp thân khai được chế tạo đơn giản bằng phương pháp bao hình, bởi vì toàn bộ prophin răng được hình thành bằng một đường cong.
- Ăn khớp thân khai làm việc chính xác khi thay đổi khoảng cách tâm ( vẫn giữ được tỉ số truyền) do đó có thể giảm giá thành chế tạo và lắp ráp các chi tiết dạng hộp.
- Khi ăn khớp thân khai, hình dạng của răng của một bánh răng nào đó không phụ thuộc vào bán kính đường tròn cơ sở của bánh răng ăn khớp với nó, vì vậy mỗi bánh răng có thể ăn khớp với nhiều bánh răng có đường kính khác nhau, do đó có thể đơn giản hóa vấn đề kết cấu cũng như lắp lẫn.
- Khi đường kính của đường tròn cơ sở lớn vô cùng thì đường thân khai
trởthành đường thẳng, do đó bánh răng có đường kính lớn vô cùng sẽ trở thành thanh răng có prophin răng là đường thẳng.
- Ăn khớp thân khai cho phép cắt răng hiệu chỉnh, có nghĩa là sửa răng mà không cần dao chuyên dùng ( do dịch chuyển dao tiêu chuẩn).
3.7.4. Nhiệt luyện
-Do yêu cầu làm việc, răng bánh răng phải có độ cứng và độ bền, còn lõi bánh răng thì yêu cầu phải dẻo, dai để đảm bảo độ bền uốn của răng khi chịu tải va đập, vì vậy cần phải có chế độ nhiệt luyện thích hợp.
-Đối với nhóm bánh răng có độ rắn của mặt răng HB £ 350, việc gia công chính xác bánh răng sau khi đã nhiệt luyện vì độ rắn tương đối thấp. Lúc này không cần phải qua các nguyên công chỉnh sửa đắt tiền như mài, mài nghiền...
- Chế độ nhiệt luyện thường là tôi cải thiện (thép C chất lượng tốt, thép hợp kim); thường hoá (thép C chất lượng thường CT51, CT61 hoặc thép C chất lượng tốt).
- Đối với nhóm bánh răng có độ rắn của mặt răng HB ³ 350, bánh răng được gia công trước rồi mới nhiệt luyện. Lúc này bánh răng có độ bền cao, khả năng tải lớn nhưng cần phải gia công lại sau nhiệt luyện để khắc phục những biến dạng do nhiệt luyện gây ra.
- Với bánh răng có môđun và kích thước nhỏ thường được tôi thể tích. Tuy nhiên, phương pháp này làm tăng độ bền nhưng lại làm giảm độ dẻo, dai của lõi răng nên bây giờ thường dùng thấm than, thấm Ni, thấm Cyanua thay cho tôi thể tích.
- Với bánh răng có môđun và kích thước lớn thường dùng tôi cao tần. Tôi cao tần tức là dùng dòng điện có tần số cao (có thể lên đến 20.000 Hz) để đốt nóng bề mặt rồi làm nguội nhanh, lúc này lõi bánh răng chưa kịp nóng nên vẫn đảm bảo được độ dẻo, dai ban đầu còn bề mặt răng thì độ bền, độ cứng được tăng lên rất cao, độ bóng bề mặt không giảm nhiều, biến dạng bé... Tuy nhiên, tôi cao tần có giá thành rất cao nên thường chỉ dùng trong sản xuất hàng loạt lớn, hàng khối. Ngoài ra, người ta còn dùng các phương pháp gia công bề mặt răng bằng năng lượng cao như tia laser, plasma...
3.7.5. Yêu cầu kỹ thuật
Ngoài các yêu cầu về độ chính xác khi cắt răng, quy trình công nghệ chế tạo bánh răng cần đảm bảo những yêu cầu kỹ thuật sau đây:
- Độ không đồng tâm giữa mặt lỗ và đường tròn cơ sở (vòng chia) nằm
trong khoảng 0,05 ¸ 0,1 mm.
- Độ không vuông góc giữa mặt đầu và tâm lỗ nằm trong khoảng 0,01 ¸ 0,015 mm trên 100 mm đường kính.
- Mặt lỗ và các cổ trục của trục răng được gia công đạt độ chính xác cấp 7, độ nhám bề mặt Ra = 1,25 ¸ 0,63.
- Các bề mặt khác được gia công đạt cấp chính xác 8 ¸ 10, độ nhám bề mặt Rz = 40 ¸ 10.
- Sau nhiệt luyện đạt độ cứng 240- 280 HB, chiều sâu thấm C là 1 ¸ 2 mm; các bề mặt không gia công độ cứng thường đạt 180 ¸ 200 HB.
3.8. TÌM HIỂU CÁC PHƯƠNG PHÁP GIA CÔNG BÁNH RĂNG.
Bánh răng là chi tiết quan trọng, có độ bền và tuổi thọ cao. Thông thường, răng của bánh răng có biên dạng là đường thân khai.
Về nguyên lý tạo răng, có thể chia thành hai phương pháp gia công là phương pháp định hình và phương pháp bao hình:
- Phương pháp định hình là phương pháp cắt răng mà dụng cụ cắt có biên dạng lưỡi cắt là rãnh răng. Quá trình cắt răng không liên tục, khi cắt thì cắt từng rãnh răng một, sau đó phân độ để gia công tiếp rãnh răng khác.
- Phương pháp bao hình là phương pháp cắt răng mà dụng cụ cắt không cần có biên dạng lưỡi cắt là rãnh răng. Quá trình cắt răng diễn ra liên tục, khi cắt dụng cụ cắt sẽ lăn tương đối trên vành của bánh răng gia công và quỹ tích các đường bao của dụng cụ cắt là prôfin thân khai của răng bánh răng gia công.
3.8.1. Phương pháp định hình.
Theo phương pháp này thì dụng cụ cắt có prôphin giống như prophin của rãnh răng được gia công. Dụng cụ cắt răng trong trường hợp này là các dao phay modun đĩa và modun ngón. Trong sản xuất nhỏ và sản xuất đơn chiếc phương pháp này được dùng để gia công các bánh răng có cấp chính xác từ 11- 9 trên các máy phay vạn năng có sử dụng đầu phân độ. Trong sản xuất loạt lớn và sản xuất hàng khối phương pháp này được thực hiện trên các máy chuyên
dùng với các dụng cụ cắt chuyên dùng, do đó năng suất của phương pháp này
được tăng lên rõ rệt. Ví dụ như cắt một rãnh răng bằng phương pháp chuốt vòng được thực hiện sau một vòng quay với thời gian 3-5 s.
3.8.1.1. Phay định hình:
Phay răng bằng phương pháp định hình được tiến hành bằng dao phay định hình mà prôfin của nó phù hợp với prôfin của rãnh răng.
* Răng thẳng: Dao phay định hình dùng để gia công bánh răng là dao phay đĩa môđun (hình 3.5.1a) hoặc dao phay ngón môđun (hình 3.5.1b).
Phương pháp này được sử dụng nhiều trên máy phay vạn năng có trang bị dụng cụ phân độ. Khi gia công, chi tiết được gá vào ụ phân độ, dao được gá sao cho đường kính ngoài (dao phay đĩa môđun) hoặc mặt đầu (dao phay ngón) trùng với đường sinh cao nhất của chi tiết. Sau đó, điều chỉnh dao ở độ cao sao cho rãnh răng có chiều sâu theo yêu cầu (tùy theo môđun răng gia công). Tiến hành gia công.
Gia công xong một răng thì dùng đầu phân độ để quay chi tiết một góc 3600/z (với z là số răng cần gia công) rồi tiếp tục gia công răng tiếp theo, cứ thế cho đến hết.
Đặc điểm của phay định hình:
- Đạt độ chính xác thấp (cấp 7, 8); khó khăn trong việc điều chỉnh
chính xác vị trí tương đối giữa dao và vật. Năng suất thấp nhưng lại đơn giản.
- Thường là sản xuất bánh răng cho bộ truyền tốc độ thấp (< 5 m/s). Trong sản xuất hàng loạt lớn và hàng khối, đối với những bánh răng có môđun lớn, phương pháp này chỉ dùng để gia công phá.
- Dao phải có biên dạng rãnh răng, tuy nhiên rãnh răng lại thay đổi theo môđun và số răng. Do vậy, để đảm bảo tính kinh tế, dao phay định hình được sản xuất theo bộ 8, 15 hoặc 26 con với cùng môđun và góc ăn khớp. Mỗi dao dùng để sản xuất một loại bánh răng trong phạm vi số răng nhất định và có hình dáng răng gần đúng.
3.8.1.2. Bào theo dưỡng.
Sử dụng phương pháp này để gia công bánh răng côn răng thẳng có đường kính và môđun lớn.
Dưỡng có bề mặt làm việc tương đương mặt thân khai của mặt bên răng gia công. Phương pháp này rất thích hợp với các nhà máy chế tạo máy hạng nặng.
3.8.1.3. Chuốt định hình.
Trong ngành ôtô, gần đây thường dùng phương pháp chuốt định hình với dao chuốt hình tròn để cắt các bánh răng côn có môđun nhỏ và trung bình trên máy chuốt răng chuyên dùng.
Phương pháp này thường sử dụng trong sản xuất loạt
lớn, hàng khối vì năng suất rất cao nhưng biên dạng chỉ gần là thân khai. Gia công bánh răng bằng phương pháp chuốt định hình cho năng suất và độ chính xác cao, thường dùng ở dạng sản xuất hàng loạt lớn và hàng khối.
Theo phương pháp này, dao chuốt có prôfin giống prôfin của rãnh răng. Có thể chuốt một rãnh hoặc nhiều rãnh cùng một lúc. Sau mỗi hành trình của dao, một hoặc một số rãnh răng được gia công, muốn gia công các rãnh khác thì chi tiết được quay đi một góc nhờ cơ cấu phân độ.
Phương pháp chuốt toàn bộ các rãnh cùng một lúc rất ít được sử dụng vì lúc đó kết cấu dao rất phức tạp, khả năng thoát phoi kém, lực cắt lớn.
Dụng cụ cắt là một bộ dao định hình với từng nấc được lắp vào đầu chuốt. Lượng nâng của mỗi lưỡi cắt phụ thuộc vào chiều dày lớp phoi được cắt Sz, loại vật liệu bánh răng và tốc độ cắt v, lượng nâng này được chọn như với dao chuốt thường.
Lớp vật liệu phải cắt được phân chia theo tổng số các lưỡi cắt của dụng cụ, nên tuổi thọ, tuổi bền của dao lớn. Song chi phí cho dụng cụ rất lớn nên chuốt chỉ dùng cho sản xuất lớn, bánh răng có môđun lớn và bánh răng không gia công nhiệt không mài.
3.8.2. Gia công theo phương pháp bao hình
3.8.2.1. Phay lăn răng
Phay lăn răng là phương pháp phay bánh răng theo nguyên lý bao hình.
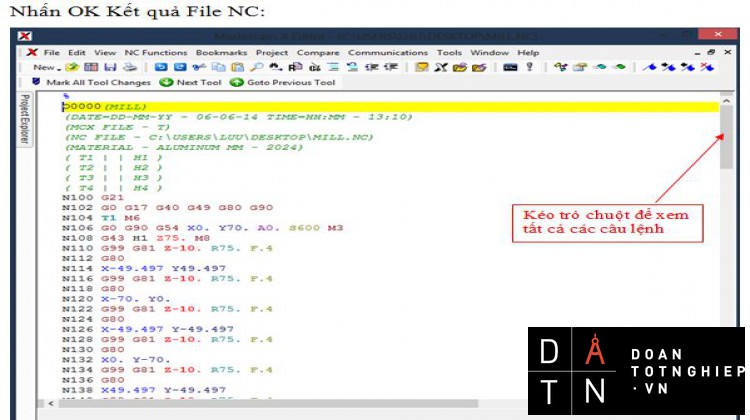
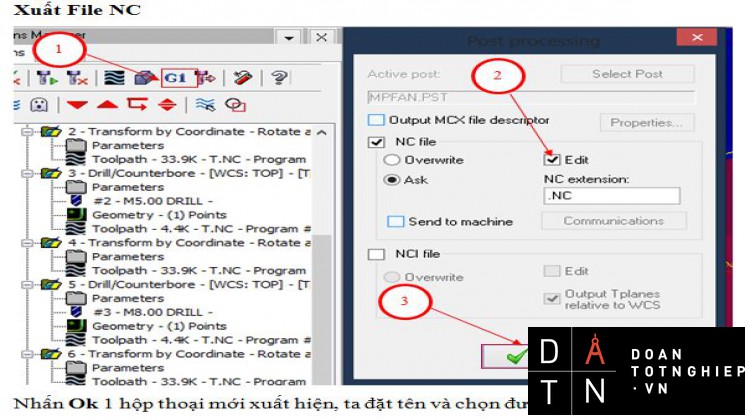
.............................
TÀI LỆU THAM KHẢO
1. Hướng dẫn thiết kế đồ án công nghệ chế tạo máy, GS.TS Nguyễn Đắc Lộc, TH.S Lưu Văn Nhang. Nxb Khoa Học Và Kỹ Thuật, Hà nội 2004.
2. Hướng dẫn thiết kế đồ án công nghệ chế tạo máy, GS.TS Trần Văn Địch. Nxb Khoa Học Và Kỹ Thuật, Hà nội 2004.
3. Sổ tay công nghệ chế tạo máy, Tập 1, Tập 2, Tập 3. GS.TS Nguyễn Đắc Lộc, PGS.TS Lê Văn Tiến, PGS.TS Ninh Đức Tốn, PGS.TS Trần Xuân Việt. Nxb Khoa Học Và Kỹ Thuật, Hà nội 2000.
4. Atlas đồ gá, GS.TS Trần Văn Địch. Nxb Khoa Học Kỹ Thuật, Hà nội 2006.
5. Vật liệu và công nghệ cơ khí, PGS.TS Hoàng Tùng. Nxb Giáo Dục.
6. Giáo trình cơ sở thiết kế máy và chi tiết máy, TS. Trần Thọ
7. Cơ sở chất lượng của quá trình cắt, PGS.TS Trần Hữu Đà.
8. Dung sai và lắp ghép, PGS.TS Ninh Đức Tốn.
9. Nguyên lý và dụng cụ cắt, PGS.TS Trần Hữu Đà.
10. Vật liệu học cơ sở, Nghiêm Hùng. Nxb Khoa Học Và Kỹ Thuật.
11. Hướng dẫn bài tập chế tạo phôi phần đúc. Nxb Khoa Học Và Kỹ Thuật.
12. Kỹ thuật tiện- GS. Trần Văn Địch (NXB Khoa Học Và Kỹ Thuật Hà Nội 2005.
13. Công nghệ chế tạo bánh răng – Gs.Ts Trần Văn Địch.
KẾT LUẬN
Qua quá trình thực hiện đồ án tốt nghiệp với đề tài: “Thiết kế quy trình công nghệ gia công khớp nối răng Z= 30, môđun m = 2,5’’ đã giúp em rèn luyện kỹ năng chuyên môn, tổng hợp các kiến thức đã học trên mọi phương diện: Rèn luyện tính tự chủ và tinh thần trách nhiệm trong công việc, phát huy tính độc lập, sáng tạo và có thể tự nghiên cứu để đưa ra qui trình công nghệ chế tạo sản phẩm tối ưu nhất. Bên cạnh đó trong quá trình làm đồ án tốt nghiệp em cũng học được thêm nhiều kiến thức mới phục vụ cho công việc sau này của mình.
Một nội dung rất quan trọng nữa đó là chuyên đề: “Sử dụng phần mềm Mastercam lập chương trình gia công biên dạng chi tiết thân khớp nối răng”. Trong quá trình làm chuyên đề em đã nghiên cứu sâu về phần mêm Mastercam và đã thiết kế và lập trình thành công tạo ra được chương trình NC, mô phỏng gia công chi tiết được sử dụng gia công trên máy CNC.
Sau một thời gian thu thập tài liệu và các tài liệu liên quan đến đồ án em đã cố gắng tổng hợp những kiến thức đã học và tiếp thu những gợi ý hướng dẫn nhiệt tình của thầy giáo Trần Ngọc Hải. Đến nay em đã hoàn thành xong nhiệm vụ được giao. Tuy nhiên với kiến thức và thời gian còn nhiều hạn chế nên vẫn còn nhiều sai xót.
Một lần nữa em xin cảm ơn đến thầy giáo Trần Ngọc Hải cùng các thầy cô giáo trong khoa cơ khí trường ĐH KINH TẾ KỸ THUẬT CÔNG NGHIỆP đã tận tình giúp đỡ em hoàn thành đồ án tốt nghiệp.
Em xin chân thành cảm ơn!
chuyên đề: “Sử dụng phần mềm Mastercam lập chương trình gia công biên dạng chi tiết thân khớp nối răng
Sinh viên thực hiện
Nguyễn Đình Tùng
MỤC LỤC
LỜI CAM ĐOAN.. 1
LỜI NÓI ĐẦU.. 2
PHẦN I: THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG KHỚP NỐI RĂNG Z = 30, MÔ ĐUN M = 2,5. 4
CHƯƠNG 1 : GIỚI THIỆU VỀ KHỚP NỐI4
1.1 CÔNG DỤNG CỦA KHỚP NỐI4
1.2. PHÂN LOẠI KHỚP NỐI5
1.2.1. Nối trục. 5
1.2.2 Ly hợp. 8
1.2.3. Ly hợp tự động. 10
CHƯƠNG 2: PHÂN TÍCH CHỨC NĂNG LÀM VIỆC VÀ TÍNH CÔNG NGHỆ TRONG KẾT CẤU CỦA CHI TIẾT. 12
2.1. THÔNG SỐ HÌNH HỌC CHẾ TẠO KHỚP NỐI RĂNG.. 12
2.2. CHỨC NĂNG NHIỆM VỤ CỦA KHỚP NỐI RĂNG CẦN CHẾ TẠO.14
2.3. PHÂN TÍCH CÁC YÊU CẦU CÔNG NGHỆ VÀ ĐẶC TÍNH KỸ THUẬT.15
2.4. VẬT LIỆU CHẾ TẠO KHỚP NỐI15
CHƯƠNG 3: XÁC ĐỊNH DẠNG SẢN XUẤT VÀ PHƯƠNG PHÁP CHẾ TẠO PHÔI16
3.1. XÁC ĐỊNH TRỌNG LƯỢNG CỦA CHI TIẾT. 16
3.2. XÁC ĐỊNH DẠNG SẢN XUẤT.17
3.3. NHỊP SẢN XUẤT.18
3.4. TÍNH GIÁ THÀNH PHÔI.18
3.5. CHỌN PHÔI VÀ PHƯƠNG PHÁP CHẾ TẠO.19
3.6. THIẾT KẾ BẢN VẼ LỒNG PHÔI25
3.7. GIỚI THIỆU KHÁI QUÁT VỀ BÁNH RĂNG THÂN KHAI25
3.8. TÌM HIỂU CÁC PHƯƠNG PHÁP GIA CÔNG BÁNH RĂNG.29
3.9. CHUẨN ĐỊNH VỊ VÀ GÁ ĐẶT.40
CHƯƠNG 4: THIẾT KẾ CHI TIẾT NGUYÊN CÔNG.43
4.1. XÁC ĐỊNH ĐƯỜNG LỐI CÔNG NGHỆ.43
4.2. CHỌN PHƯƠNG PHÁP GIA CÔNG.43
4.3. LẬP TIẾN TRÌNH CÔNG NGHỆ.43
4.4. THIẾT KẾ NGUYÊN CÔNG.. 45
CHƯƠNG 5: GIA CÔNG NẮP. 115
5.1. THIẾT LẬP QUY TRÌNH CÔNG NGHỆ.115
5.2. THIẾT KẾ NGUYÊN CÔNG.. 116
CHƯƠNG 6: THIẾT KẾ ĐỒ GÁ.. 131
6.1. NHIỆM VỤ THIẾT KẾ.131
6.2. YÊU CẦU CHUNG ĐỐI VỚI ĐỒ GÁ.132
6.3. CÁC BỘ PHẬN CƠ BẢN CỦA ĐỒ GÁ.132
6.4. TÍNH LỰC KẸP.139
PHẦN II: CHUYÊN ĐỀ SỬ DỤNG PHẦN MỀM MASTERCAM LẬP TRÌNH GIA CÔNG CHI TIẾT. 140
CHƯƠNG 1: SỬ DỤNG PHẦN MỀM MASTERCAM THIẾT KẾ VÀ LẬP TRÌNH GIA CÔNG CHI TIẾT. 140
2.1. THIẾT KẾ CHI TIẾT DƯỚI DẠNG 2D.142
2.2. LẬP TRÌNH GIA CÔNG CHI TIẾT.146
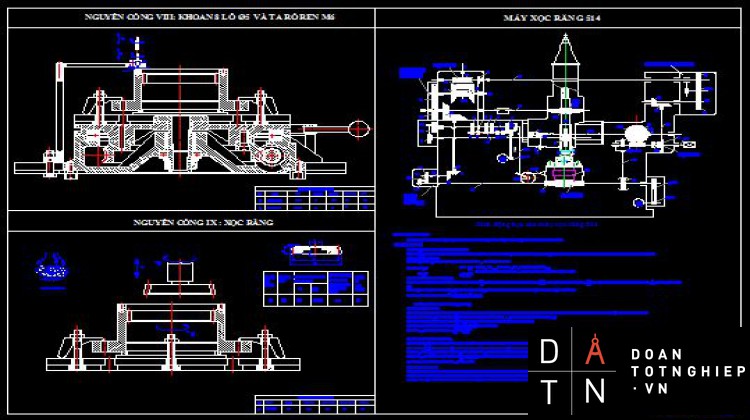
CHƯƠNG II: KHOAN 8 LỖ Ø12 VÀ 8 LỖ Ø5.165
TÀI LỆU THAM KHẢO.. 177
KẾT LUẬN.. 178
DANH MỤC TÀI LIỆU THAM KHẢO
[1]. Nguyễn Đắc Lộc. Sổ tay công nghệ chế tạo máy – Tập 1. NXB KHKT, Hà Nội 2001.
[2]. Nguyễn Đắc Lộc. Sổ tay công nghệ chế tạo máy – Tập 2. NXB KHKT, Hà Nội 2001.
[3]. Nguyễn Đắc Lộc. Sổ tay công nghệ chế tạo máy – Tập 3. NXB KHKT, Hà Nội 2001.
[4]. GS.TS. Trần Văn Địch – Lưu Văn Nhang. Hướng dẫn thiết kế đồ án Công Nghệ chế tạo máy. NXB KHKT, Hà Nội 2009
[5]. GS.TS.Trần Văn Địch. Sổ tay và Atlas đồ gá. NXB KHKT, Hà Nội, 2000.
[6]. Nguyễn Hữu Lộc. Chi tiết máy.NXB ĐHQG TPHCM
TÀI LIỆU THAM KHẢO
(1)- Hướng dẫn thiết kế đồ án CÔNG NGHỆ CHẾ TẠO MÁY
HỒ VIẾT BÌNH-PHAN MINH THANH
Xuất bản năm 2013
(2)-Giáo trình CÔNG NGHỆ CHẾ TẠO MÁY
HỒ VIẾT BÌNH-PHAN MINH THANH
Nhà xuất bản đại học quốc gia thành phố HCM
(3)-CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ
NGUYỄN TRỌNG ĐÀO
HỒ VIẾT BÌNH
Nhà xuất bản Đà Nẵng,2001
(4)-Sổ tay CÔNG NGHỆ CHẾ TẠO MÁY tập 1
NGUYỄN ĐẮC LỘC
LÊ VĂN TIẾN
NINH ĐỨC BỐN
TRẦN XUÂN VIỆT
Nhà xuất bản khoa học và kỹ thuật ,2010
(5)-Sổ tay CÔNG NGHỆ CHẾ TẠO MÁY tập 2
NGUYỄN ĐẮC LỘC
LÊ VĂN TIẾN
NINH ĐỨC BỐN
TRẦN XUÂN VIỆT
Nhà xuất bản khoa học và kỹ thuật
(6)-ATLAS ĐỒ GÁ
TRẦN VĂN ĐỊCH
Nhà xuất bản khoa học và kỹ thuật ,2003
(7)-Sách CÔNG NGHỆ KIM LOẠI
NGUYỄN TÁC ÁNH
HOÀNG TRỌNG BÁ
(8)-Sách DUNG SAI KỸ THUẬT ĐO
TÀI LIỆU THAM KHẢO
- THIẾT KẾ ĐỒ ÁN CÔNG NGHỆ CHẾ TẠO MÁY. – TRẦN VĂN ĐỊCH. NXB KHKT 2000
- CÔNG NGHỆ CHẾ TẠO MÁY. – ĐHSPKT 2000. –HỒ VIẾT BÌNH – NGUYỄN NGỌC ĐÀO.
- CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ. – NXB ĐÀ NẴNG 2001. NGUYỄN NGỌC ĐÀO – HỒ VIẾT BÌNH.
- SỔ TAY CNCTM TẬP 1,2. NXB KHKT 2001. –NGUYỄN ĐẮC LỘC – LÊ VĂN TIẾN.
- ĐỒ GÁ GIA CÔNG CƠ KHÍ. NXB ĐÀ NẴNG 2000. – HỒ VIẾT BÌNH – LÊ ĐĂNG HOÀNH – NGUYỄN NGỌC ĐÀO.
- SỔ TAY VÀ ATLAS ĐỒ GÁ. – NXB KHKT 2000. –TRẦN VĂN ĐỊCH.
- CÁC SÁCH GIÁO KHOA VỀ CÔNG NGHỆ CHẾ TẠO MÁY.
- CƠ SỞ CÔNG NGHỆ CHẾ TẠO MÁY. – ĐHSPKT 2002. – NGUYỄN NGỌC ĐÀO – HỒ VIẾT BÌNH – PHAN MINH THANH.
TÀI LIỆU THAM KHẢO THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT THÂN ĐỒ GÁ RÃNH ĐUÔI ÉN ĐHCN HÀ NỘI
1] : Thiết kế đồ án công nghệ chế tạo máy
[2] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 3 tập)
[3] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[4] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[5] : Sổ tay nhiệt luyện
[6] : Công nghệ chế tạo máy tập 1
[7] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 7 tập)
[8] : Sổ tay công nghệ chế tạo máy toàn tập (trường ĐHBK