LUẬN VĂN THẠC SĨ NGHIÊN CỨU, THIẾT KẾ, CHẾ TẠO THIẾT BỊ TỰ HÀNH MANG ĐẦU DÒ KIỂM TRA CHẤT LƯỢNG ỐNG SỬ DỤNG KỸ THUẬT SIÊU ÂM

NỘI DUNG ĐỒ ÁN
LUẬN VĂN THẠC SĨ NGHIÊN CỨU, THIẾT KẾ, CHẾ TẠO THIẾT BỊ TỰ HÀNH MANG ĐẦU DÒ KIỂM TRA CHẤT LƯỢNG ỐNG SỬ DỤNG KỸ THUẬT SIÊU ÂM
MỤCLỤC
LỜI CAM KẾT ................................................................................................................
i LỜI CẢM ƠN .................................................................................................................
ii TÓM TẮT ......................................................................................................................
iii ABSTRACT ...................................................................................................................
iv DANH MỤC CÁC HÌNH .............................................................................................
xi DANH MỤC BẢNG BIỂU ..........................................................................................
xv CHƯƠNG 1:GIỚI THIỆU .......................................................................................... 16
1.1 Tính cấp thiết của đề tài .................................................................................. 17
1.2 Ý nghĩa khoa học và thực tiễn của đề tài......................................................... 17
1.2.1 Ý nghĩa khoa học .......................................................................................... 18
1.2.2 Ý nghĩa thực tiễn.......................................................................................... 18
1.3 Mục tiêu nghiên cứu của đề tài ....................................................................... 18
1.4 Đối tượng và phạm vi nghiên cứu .................................................................. 18
1.4.1 Đối tượng nghiên cứu của đề tài .................................................................. 18
1.4.2 Phạm vi nghiên cứu ...................................................................................... 18
1.5 Phương pháp nghiên cứu ................................................................................. 19
1.5.1 Cơ sở phương pháp luận .............................................................................. 19
1.5.2 Các phương pháp nghiên cứu cụ thể ............................................................ 19
1.6 Kết cấu của luận văn ....................................................................................... 19
CHƯƠNG 2: TỔNG QUAN ........................................................................................ 20
2.1 Phân loại ống thép theo công nghệ .................................................................. 20
2.1.1 Ống thép đúc ................................................................................................ 20
2.1.2 Ống thép hàn ................................................................................................ 21
2.2.1 Ống inox (ống thép không gỉ) ...................................................................... 21
2.2.2 Ống thép tròn đen ......................................................................................... 22
2.2.3 Ống thép mạ kẽm ......................................................................................... 22
2.3 Các loại mối hàn ống ...................................................................................... 23
2.4 Khuyết tật mối hàn .......................................................................................... 24
2.4.1 Nứt ................................................................................................................ 25
2.4.2 Rỗ khí ........................................................................................................... 27
2.4.3 Lẫn xỉ............................................................................................................ 28
2.4.4 Không ngấu .................................................................................................. 29
2.4.5 Lẹm chân và chảy loang............................................................................... 30
2.4.6 Khuyết tật về hình dạng ............................................................................... 30
2.5 Khuyết tật ăn mòn kim loại ............................................................................. 31
2.5.1 Cấu tạo của kim loại và ảnh hưởng của nó đến quá trình ăn mòn ............... 31
2.5.2 Sự ăn mòn kim loại ...................................................................................... 31
2.6 Thiết bị kiểm tra khuyết tật hiện tại ................................................................ 35
2.6.1 Trong nước ................................................................................................... 35
2.6.2 Ngoài nước. .................................................................................................. 36
2.7 Các tồn tại và định hướng nghiên cứu: ........................................................... 38
CHƯƠNG 3: CƠ SỞ LÝ THUYẾT............................................................................ 39
3.1 Kiểm tra phá hủy ............................................................................................. 39
3.1.1 Kiểm tra thử kéo kim loại đắp...................................................................... 39
3.1.2 Kiểm tra thử độ dai va đập ........................................................................... 39
3.1.3 Kiểm tra thử độ cứng. .................................................................................. 39
3.1.4 Kiểm tra thử phá gãy mối hàn ...................................................................... 39
3.2 Kiểm tra không phá hủy (NDT)Non-Destructive-Testing.............................. 39
3.2.1 Kiểm tra bằng thị giác và quang học............................................................ 41
3.2.2 Kiểm tra bằng chất lỏng thẩm thấu (Penetrant Testing - PT) ..................... 42
3.2.3 Phương pháp kiểm tra bằng chụp ảnh phóng xạ. ......................................... 43
3.2.4 Kiểm tra bằng bột từ..................................................................................... 44
3.2.5 Kiểm tra bằng truyền âm.............................................................................. 45
3.2.6 Phương pháp kiểm tra bằng dòng điện xoáy................................................ 45
3.2.7 Kiểm tra bằng siêu âm.................................................................................. 46
3.2.8 Siêu âm Phased Array (PA) ......................................................................... 48
CHƯƠNG4: YÊU CẦU VÀ PHƯƠNG ÁN THIẾT KẾ .......................................... 58
4.1 Phân tích đối tượng thiết kế ............................................................................. 58
4.1.1 Thiết bị kiểm tra mòn ................................................................................... 58
4.1.2 Thiết bị kiểm tra mối hàn nối ống ................................................................ 59
4.2 Phương án chọn lựa thiết kế cho cơ cấu kẹp và dẫn động.............................. 60
4.2.1 Phương án thiết kế cho cơ cấu kẹp ............................................................... 60
4.2.2 Phương án chuyển động dọc ống ................................................................. 64
4.3 Phương án thiết kế cụm chi tiết chuyển động tròn quanh ống ........................ 68
4.3.1 Phương án 1.................................................................................................. 68
4.3.2 Phương án 2.................................................................................................. 70
4.3.3 So sánh và lựa chọn phương án chuyển động tròn quanh ống .................... 71
4.4 Phương án chọn lựa thiết kế cho cơ cấu đo mối hàn đường ống.................... 71
4.4.1 Phân tích kẹp, lực áp đầu dò vào ống .......................................................... 71
4.4.2 Phương án thiết kế cụm mang đầu dò siêu âm kiểm tra đường hàn ........... 72
4.5 Phương án thiết kế cụm mang đầu dò siêu âm kiểm tra mòn ......................... 73
4.6 Thiết kế cơ cấu điều chỉnh cụm đầu dò........................................................... 74
4.7 Thiết kế cơ cấu cụm bánh xe từ....................................................................... 75
4.8 Thiết kế hộp động cơ ....................................................................................... 76
4.9 Lựa chọn phương án thiết kế khung sườn ...................................................... 76
4.9.1 Phương án 1: Sử dụng bộ kẹp kết hợp bánh xe từ ....................................... 76
4.9.2 Phương án 2: Sử dụng 2 bộ kẹp ở 2 đầu ..................................................... 77
4.10 Phương án chọn lựa thiết kế đo mối hàn vòng ống....................................... 78
4.10.1 Xác định sai lệch của đầu dò so với mối hàn ............................................. 78
4.10.2 Phân tích lựa chọn thiết bị phản hồi vị trí:................................................. 80
4.11 Thiết kế thiết bị đo mối hàn vòng ống .......................................................... 82
4.12 Phương án tháo lắp vòng định vị................................................................... 82
4.12.1 Cấu tạo chốt tháo lắp nhanh (locking pin) ................................................ 82
vii
4.12.2 Phương án 1: Dùng bu lông để tháo lắp .................................................... 84
4.12.3 Phươngán 2: Dùng 04 chốt tháo lắp nhanh ................................................ 84
4.12.4 Phương án 3: Dùng chốt định vị kết hợp với 01 chốt tháo lắp nhanh ...... 85
4.12.5 So sánh các phương án và lựa chọn ........................................................... 86
CHƯƠNG 5: CHẾ TẠO THIẾT BỊ ........................................................................... 87
5.1 Chế tạo bộ kẹp ................................................................................................. 87
5.2 Chế tạo cụm chi tiết chuyển động tròn quanh ống .......................................... 88
5.3 Chế tạo cơ cấu chuyển động dọc ống .............................................................. 89
5.4 Chế tạo cơ cấu mang đầu dò ............................................................................ 89
5.5 Chế tạo cơ cấu cụm bánh xe từ........................................................................ 90
5.6 Chế tạo cơ cấu điều chỉnh cụm đầu dò ............................................................ 91
5.7 Chế tạo hộp động cơ ........................................................................................ 91
5.8 Thiết bị đo mối hàn vòng ống.......................................................................... 92
5.8.2 Quy trình kiểm tra, đánh giá thực nghiệm ................................................... 93
5.9 Thiết bị đo sử dụng cụm bánh xe từ ................................................................ 94
CHƯƠNG 6: KIỂM TRA VÀ ĐÁNH GIÁ THIẾT BỊ ............................................. 95
6.1 Chuẩn bị thiết bị đo ......................................................................................... 95
6.1.1 Bộ quét và thiết bị ....................................................................................... 95
6.1.2 Đầu dò và nêm.............................................................................................. 95
6.1.3 Chất tiếp âm ................................................................................................. 95
6.1.4 Chuẩn........................................................................................................... 95
6.2 Chuẩn bị bề mặt đo.......................................................................................... 96
6.3 Kiểm tra và vận hành thiết bị .......................................................................... 96
6.3.1 Vùng kiểm tra ............................................................................................... 96
6.3.2 Kim loại cơ bản ............................................................................................ 96
6.3.3 Hiệu chỉnh (Transfer correction).................................................................. 96
6.3.4 Tốc độ quét ................................................................................................... 97
6.3.5 Kiểm tra với đầu dò PA................................................................................ 97
6.3.6 Kiểm tra thiết bị............................................................................................ 97
6.3.7 Nứt ngang ..................................................................................................... 97
6.3.8 Tiêu chuẩn chấp nhận................................................................................... 98
6.3.9 Xuất hình ảnh báo cáo .................................................................................. 98
6.4 Thử nghiệm...................................................................................................... 99
6.4.1 Thực nghiệm xác định lực của lò xo ............................................................ 99
6.4.2 Thực nghiệm xác định sai số vòng của đầu dò........................................... 101
6.4.3 Thực nghiệm xác định sai số dọc trục ........................................................ 102
6.5 Thực nghiệm đo với Omni Scan và đầu dò ................................................... 102
6.5.1 Thử nghiệm với mối hàn vòng ống ............................................................ 103
6.5.2 Thử nghiệm ăn mòn.................................................................................... 106
CHƯƠNG 7 KẾT LUẬN – KIẾN NGHỊ ................................................................. 109
7.1 Kết luận.......................................................................................................... 109
7.2 Kiến nghị........................................................................................................ 109
TÀI LIỆU THAM KHẢO.......................................................................................... 110
PHỤ LỤC .................................................................................................................... 112
8.1 Kết cấu tổng thể của cơ cấu ........................................................................... 112
8.2 Tính toán cơ khí ............................................................................................. 112
8.2.1 Tính toán bộ truyền bánh răng ................................................................... 112
8.2.2 Tính toán bộ truyền đai .............................................................................. 114
DANH MỤC TỪ VIẾT TẮT
DAC Digital to Analogue Converter MPI Magnetic Particle Inspection NDT Non - Destructive Testing NDE Non - Destructive Evaluation NDI Non - Destructive Inspection LPI Liquid Penetran Inspection
PA Phased Array
UI Untrasonic Inspection
VT Visual Tes
PT Penetrant Test
MT Magnetic particle test
ET Eddy Current Test RT Radiographic Test UT Ultrasonic Test
AET Acoustic Emission Testing
LT Leak Testing
API Amrican Petreleun Instiute
GB Great Britain
ASME American Society of Mechanical Engineers ASTM American Society for Testing and Materials UT-PA Ultrasonic Test Phase Array
DANH MỤC CÁC HÌNH
Hình 2.2:Ống thép không gỉ [2] ............................................................................... 21
Hình 2.3:Ống thép tròn đen [3]................................................................................ 22
Hình 2.4:Ống thép mạ kẽm [3] ................................................................................ 23
Hình 2.5:Mối hàn dọc ống [4].................................................................................. 23
Hình 2.6:Mối hàn ngang ống [5].............................................................................. 24
Hình 2.7:Mối hàn xoắn ống [6]................................................................................ 24
Hình 2.8:Các khuyết tật của mối hàn [7] ................................................................ 25
Hình 2.9:Các kiểu nứt trong mối hàn [8] [9] ........................................................... 26
Hình 2.10:Ảnh chụp nứt mối hàn [10] ..................................................................... 27
Hình 2.11:Khuyết tật rỗ khí ..................................................................................... 27
Hình 2.12:Các vị trí tồn tại rỗ khí [11] .................................................................... 28
Hình 2.13:Khuyết tật lẫn xỉ [11] .............................................................................. 28
Hình 2.14:Khuyết tật xỉ hàn ..................................................................................... 29
Hình 2.16:Hình chụp khuyết tật không ngấu ........................................................... 30
Hình 2.17:Khuyết tật lẹm chân(cháy chân), chảy loang (tràn) ................................ 30
Hình 2.18:Các sai lệch hình dạng của mối hàn........................................................ 31
Hình 2.19:Dạng mòn các kim loại theo thời gian [20] ............................................ 32
Hình 2.20:Dạng ăn mòn đều [13] ............................................................................ 33
Hình 2.21:Dạng ăn mòn không đều [13] ................................................................. 33
Hình 2.23:Dạng ăn mòn giữa các tinh thể [13]........................................................ 34
Hình 3.1:Các phương pháp kiểm tra không phá hủy [17] ....................................... 40
Hình 3.2:Các phương pháp kiểm tra chủ yếu .......................................................... 40
Hình 3.3:Sử dụng borescopes kiểm tra [17] ............................................................ 41
Hình 3.4:Kiểm tra bằng chất lỏng thẩm thấu ........................................................... 42
Hình 3.5:Chụp phim đường hàn .............................................................................. 43
Hình 3.6:Sử dụng hạt huỳnh quang ướt để kiểm tra vết nứt gần lỗ tra dầu............. 44
Hình 3.7:Sử dụng hạt huỳnh quang ướt để kiểm tra các vết nứt của trục ............... 44
Hình 3.8:Thiết bị kiểm tra bột từ ............................................................................. 45
Hình 3.9:Kiểm tra bằng dòng diện xoáy .................................................................. 46
Hình 3.10:Nguyên lý siêu âm kiểm tra khuyết tật vật liệu [20] .............................. 47
Hình 3.11:Các loại máy siêu âm khuyết tật TOKIMEC [20] ................................. 47
Hình 3.12:Thiết bị siêu âm Phased Array ................................................................ 49
Hình 3.13:Thành phần cơ bản của hệ thống Phased Array [21] .............................. 49
Hình 3.14:Đầu dò Phased Array [22] ...................................................................... 50
Hình 3.15:Mặt cắt đầu dò Phased Array [22] .......................................................... 50
Hình 3.16:Các dạng đầu dò Phased Array của hãng olympus NDT [21] ................ 51
Hình 3.17:Các loại nêm đầu dò Phased Array [22] ................................................. 51
Hình 3.18:Sự tạo thành chùm tia và thời gian trễ cho sự phát và nhận chùm tia ... 52
Hình 3.19:Điều khiển các chùm tia siêu âm [22] .................................................... 53
Hình 3.20:Khẩu độ hiệu dụng [22] .......................................................................... 53
Hình 3.21:Quét tuyến tính với chùm tia thẳng và hình ảnh A scan [22] ................. 54
Hình 3.22:Quét tuyến tính với chùm góc và hình ảnh A scan [22] ......................... 54
Hình 3.23:Hình ảnh sóng thẳng A-scan [22] ........................................................... 55
Hình 3.24:Hình ảnh A-scan của chùm tia góc [22] ................................................. 55
Hình 3.25:Hiển thị B-scan [22]................................................................................ 56
Hình 3.26:Mặt Cắt B-scan [22]................................................................................ 56
Hình 3.27:Hình ảnh C-scan thông thường hiển thị vị trí lỗ [22] ............................. 56
Hình 3.28:Hình ảnh C-scan tổ hợp pha hiển thị vị trí lỗ [22] .................................. 57
Hình 3.29:Hình ảnh C-scan kiểm tra đường hàn [22] ............................................. 57
Hình 3.30:Hình ảnh S-scan ở góc quét -300 đến 300 [22]...................................... 57
Hình 4.1:Các chuyển động cần có của thiết bị ........................................................ 58
Hình 4.2:Thiết bị dùng mâm cặp 3 chấu [23] .......................................................... 60
Hình 4.3:Bộ kẹp cố định .......................................................................................... 61
Hình 4.4:Bộ kẹp cố định trên ống ............................................................................ 62
Hình 4.6:Cơ cấu tay quay cho bộ kẹp ...................................................................... 64
Hình4.7:Xi lanh khí nén dẫn hướng......................................................................... 64
Hình 4.8:Bộ truyền đai và thanh trượt bi ................................................................. 65
Hình 4.9:Bộ trục vít và thanh trượt bi...................................................................... 65
Hình4.10:Thiết kế cơ cấu sử dụng 2 thanh trượt ..................................................... 67
Hình 4.11:Thiết kế cơ cấu sử dụng 3 thanh trượt .................................................... 67
Hình 4.12:Cụm chi tiết chuyển động tròn quanh ống theo phương án 1................. 68
Hình 4.13:Chi tiết cụm bánh xe phương án 1 .......................................................... 69
Hình 4.14:Cụm chi tiết chuyển động tròn quanh ống theo phương án 2................. 70
Hình 4.15:Chi tiết cụm bánh xe phương án 2 .......................................................... 71
Hình 4.16:Đặt đầu dò so với mối hàn [24] .............................................................. 71
Hình 4.17:Khoảng cách lớn nhất của nêm so với mặt cong 0,5mm ........................ 71
Hình 4.18:Hướng đặt đầu dò siêu âm tổ hợp pha [24] ............................................ 72
Hình 4.19:Cụm mang đầu dò phương án 1 .............................................................. 72
Hình 4.20:Cụm mang đầu dò phương án 2 .............................................................. 72
Hình 4.21:Bộ kẹp dùng thanh trượt với lò xo .......................................................... 73
Hình 4.22:Cụm chi tiết xoay .................................................................................... 74
Hình 4. 23:Cụm chi tịnh tiến.................................................................................... 74
Hình 4.24:Cụm chi tiết trượt .................................................................................... 75
Hình 4.25:Cơ cấu cụm bánh xe từ ........................................................................... 75
Hình 4.26:Hộp động cơ............................................................................................ 76
Hình 4.27:Phương án thiết kế bộ kẹp kết hợp với bánh xe từ ................................. 76
Hình 4.28:Cơ cấu mang đầu dò sử dụng 2 bộ kẹp ở hai đầu ................................... 77
Hình 4.29:Cảm biến nhận diện mép ngoài mối hàn ................................................ 78
Hình 4.30:Laser đường thẳng .................................................................................. 79
Hình 4.31:Camera quan sát ...................................................................................... 79
Hình 4.32:Encoder gắn trên động cơ ....................................................................... 80
Hình 4.33:Hình dáng thước quang........................................................................... 81
Hình 4.34:Thiết kế thiết bị đo mối hàn vòng ống .................................................... 82
Hình 4.35:Chốt tháo lắp nhanh [25] ........................................................................ 83
Hình 4.36:Nguyên lí hoạt động của chốt tháo lắp [25]............................................ 83
Hình 4.37:Phương án dùng bu lông để tháo lắp ...................................................... 84
Hình 4.38:Phương án dùng chốt tháo lắp ................................................................ 85
Hình 4.39:Phương án dùng chốt định vị kết hợp với chốt tháo lắp ......................... 85
Hình 5.2:Thanh nối .................................................................................................. 88
Hình 5.3:Tấm đỡ ...................................................................................................... 88
Hình 5.4:Cơ cấu chuyển động dọc ống.................................................................... 89
Hình 5.5:Cơ cấu giữ đầu dò ..................................................................................... 89
Hình 5.6:Cơ cấu cụm bánh xe từ ............................................................................. 90
Hình 5.7:Cơ cấu điều chỉnh cụm đầu dò.................................................................. 91
Hình 5.8:Hộp động cơ.............................................................................................. 92
Hình 5.9:Thiết bị kiểm tra OMNISCAN của hãng OLYMPUS.............................. 92
Hình 5.10:Lắp đầu dò siêu âm vào cụm đầu dò....................................................... 93
Hình 6.1:Sơ đồ thiết bị đo ........................................................................................ 95
Hình 6.2:Bộ phận kẹp đầu dò sử dụng lò xo ép và lực kế kiểm tra ......................... 99
Hình 6.3:Bộ phận kẹp đầu dò, thước kẹp, máy tiện, đồng hồ so ........................... 101
Hình 6.4:Các vị trí đặt đầu dò bắt đầu thử nghiệm vòng ....................................... 101
Hình 6.5:Bộ phận tiến hành thử nghiệm ................................................................ 102
Hình 6.6:Các vị trí đặt đầu dò bắt đầu thử nghiệm dọc ......................................... 102
Hình 6.7:Máy phân tích, hiển thị dữ liệu và đầu dò siêu âm tổ hợp pha ............... 103
Hình 6.8:Mẫu hiệu chuẩn đầu dò và mẫu kiểm tra mối hàn đường ống ............... 103
Hình 6.9:Đầu dò và nêm nghiêng góc 55 độ ......................................................... 103
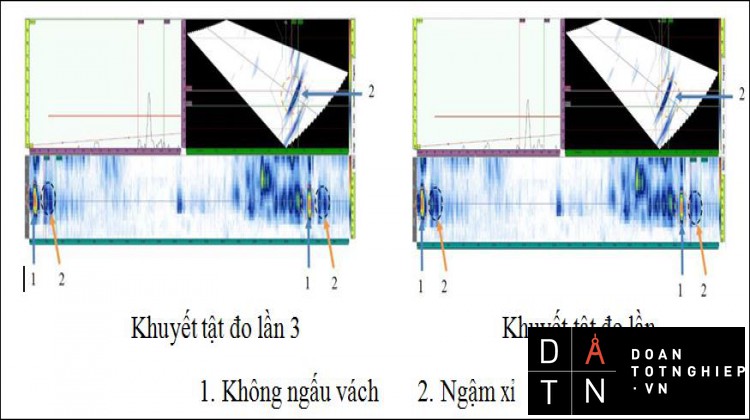
Hình 6.10:Kết quả thu được lần đo thứ 1 .............................................................. 104
Hình 6.11:Kết quả thu được lần đo thứ 2 .............................................................. 104
Hình 6.12:Kết quả thu được lần đo thứ 3 .............................................................. 105
Hình 6.13:Kết quả thu được lần đo thứ 4 .............................................................. 105
Hình 6.14:Đầu dò và nêm nghiêng góc 0 độ ......................................................... 106
Hình 6.15:Hiệu chỉnh calib đầu dò với mẫu chuẩn và encoder ............................. 106
Hình 6.16:Lựa chọn hướng di chuyển kiểm tra ..................................................... 107
Hình 6.17:Kết quả thu được trên Omni Scan Mx2 ................................................ 107
Hình 6.18:Kết quả thu được sau khi đo ................................................................. 107
Hình 6.19:Qúa trình đo và thử nghiệm .................................................................. 108
DANH MỤC BẢNG BIỂU
Bảng 4.1:So sánh các phương án chuyển động tròn ................................................ 63
Bảng 4.2:So sánh các phương án chuyển động dọc ống .......................................... 66
Bảng 4.3:So sánh và lựa chọn phương án thanh trượt bi kết hợp truyền động đai .. 68
Bảng 4.4:So sánh và lựa chọn phương án chuyển động tròn quanh ống ................. 71
Bảng 4.5:So sánh và lựa chọn phương án cụm mang đầu dò. ................................. 73
Bảng 4.6:So sánh và lựa chọn phương án kết cấu khung sườn................................ 78
Bảng 4.7:So sánh lựa chọn cảm biến xác định sai lệch so với mối hàn .................. 80
Bảng 4.8:So sánh phương án lựa chọn thiết bị đo ................................................... 81
Bảng 4.9:So sánh các phương án tháo lắp nhanh..................................................... 86
Bảng 5.1:Danh mục các chi tiết trong bộ kẹp .......................................................... 87
Bảng 5.2:Danh mục các chi tiết trong cụm chuyển động tròn quanh ống ............... 88
Bảng 5.3:Danh mục các chi tiết trong cơ cấu chuyển dộng dọc ống ....................... 89
Bảng 5.4:Danh mục các chi tiết trong cơ cấu mang đầu dò..................................... 89
Bảng 5.5:Danh mục các chi tiết trong cơ cấu cụm bánh xe từ................................. 90
Bảng 5.6:Danh mục các chi tiết trong cơ cấu điều chỉnh cụm đầu dò ..................... 91
Bảng 6.1:Kết quả thực nghiệm xác định lực lò xo................................................. 100
Bảng 8.1:Các thông số bộ truyền đai răng gờ hình thang [26]. ............................. 115
Bảng 8.2:Thông số kỹ thuật của máy chính Omniscan.......................................... 117
Bảng 8.3:Thông số kỹ thuật Module Phased Array ............................................... 117
Bảng 8.4:Thông số kỹ thuật ở chế độ phasor CV .................................................. 118
Bảng 8.5:Thông số kỹ thuật ở chế độ phasor DM ................................................. 119
Bảng 8.6:Thông số nêm đầu dò.............................................................................. 120
CHƯƠNG 1:GIỚI THIỆU
Khoa học siêu âm có lịch sử phát triển từ thế kỷ 19 với các tên tuổi lớn như: Lamb, Rayleigh, Curie, Lippman, Lebedev, Sokolov…. và cho đến nay vẫn liên tục phát triển. Ngành khoa học siêu âm này đã trở thành các kỹ thuật kiểm tra siêu âm hiện đại với nhiều ứng dụng trong cuộc sống đã xuất phát từ đại dương như trong các nỗ lực tìm kiếm phát hiện tàu ngầm trong chiến tranh thế giới lần thứ nhất, thảm hoạ tàu Titanic,…
Sau thế chiến thứ hai, trong khi nghiên cứu các công trình bị phá hủy, người ta nhận thấy rằng nguyên nhân gây ra phá hủy là do sự xuất hiện của các vết nứt trong kết cấu và chúng có ảnh hưởng đáng kể. Từ đó đã hình thành ngành cơ học phá hủy (Fracture Mechanics) với việc khảo sát lý thuyết và thực nghiệm về các vết nứt. Ngành cơ học này đã phát triển rất nhanh, với những công trình nghiên cứu của Irwin, David Broeke Paris,… về trường ứng suất ở lân cận đáy vết nứt; sự mở rộng, sự lan truyền của vết nứt với các dạng khác nhau.
Ngày nay với sự phát triển không ngừng về kinh tế, công nghệ thì nhu cầu năng lượng ngày càng cao. Nguồn năng lượng chính hiện tại chủ yếu khai thác từ thiên nhiên các mỏ ngoài biển vì vậy đường ống đóng vai trò quan trọng trong việc vận chuyển để đảm bảo nguồn năng lượng. An toàn trong quá trình khai thác, vận chuyển và lưu trữ đặt ra rất nhiều yêu cầu như chất lượng của các đường ống phải đảm bảo an toàn nên chúng ta phải thường xuyên kiểm tra để từ đó phát hiện những khuyết tật phòng ngừa.
Đường ống ngoài biển sẽ rất dễ bị xâm thực bởi tác nhân bên ngoài và môi chất bên trong làm cho nó dễ bị ăn mòn dẫn đến đường ống bị gỉ. Môi trường bên trong ống phụ thuộc trực tiếp vào thành phần môi chất truyền dẫn trong ống có tính xâm thực cao hay thấp. Vận tốc, nhiệt độ môi chất truyền dẫn cũng có ảnh hưởng trực tiếp đến tốc độ ăn mòn. Các hợp chất lắng đọng tạo nên các hiện tượng gỉ sét trong ống tạo điều kiện cho sự phát triển của quá trình ăn mòn. Ăn mòn là một trong những nguyên nhân chính gây ra hư hỏng đường ống.
Vấn đề được đặt ra là cần xác định chính xác vị trí của các vết nứt và phân tích ứng xử động của chi tiết để từ đó có khả năng dự báo trình trạng làm việc hiện tại của chi tiết, kết cấu. Trên cơ sở đó sẽ đề xuất các giải pháp ngăn ngừa kịp thời các tai nạn, thiệt hại có thể xảy ra.
Kiểm tra khuyết tật và ăn mòn thường khó có thể phát hiện được nếu không cắt hoặc tháo rời. Khuyết tật và ăn mòn làm ảnh hưởng đến cấu trúc, chiều dày nguyên bản của kim loại nếu không được phát hiện trong thời gian dài rất nguy hiểm. Hư hỏng
đường ống sẽ dẫn tới tổn thất về kinh tế và ô nhiễm môi trường. Vì vậy, quá trình kiểm tra khuyết tật và ăn mòn ống dẫn rất được quan tâm.
Kiểm tra siêu âm là phương pháp kiểm tra không phá hủy được sử dụng rộng rãi, công việc kiểm tra khuyết tật và ăn mòn dùng đầu siêu âm tổ hợp pha (PA) đang được ứng dụng rộng rãi các nước trên thế giới nhưng ở nước ta thì vẫn còn ít đặc biệt là ứng dụng thiết bị để kiểm tra tự động thay thế cho con người.
1.1 Tính cấp thiếtcủa đề tài
Đường ống dẫn có vai trò rất quan trọng trong các công trình xây dựng, thủy điện, dầu khí, giao thông, hoá chất, thực phẩm… Ở nước ta hiện tại ngành công nghiệp dầu khí đang được đầu tư và phát triển mạnh mẽ để đáp ứng nhu cầu năng lượng ngày càng cao của đất nước. Cùng với sự phát triển đó thì nhu cầukỹ thuật kiểm tra, kiểm định, đảm bảo chất lượng đường ống trong quá trình lắp đặt, vận hành, vận chuyển, bảo dưỡng cũng được quan tâm đầu tư. Một trong các kỹ thuật đó là kỹ thuật kiểm tra siêu âm tổ hợp pha (UT-PA) rất được quan tâm vì cho kết quả nhanh, chính xác thay thế phương pháp chụp ảnh phóng xạ có nhiều nguy hiểm với sức khoẻ con người. Tuy nhiên, việc ứng dụng các thiết bị kiểm tra siêu âm tổ hợp pha để đo kiểm đánh giá chất lượng ống ở Việt Nam còn nhiều hạn chế do:
- Phương pháp siêu âm tổ hợp pha chưa được ứng dụng nhiều ở nước ta.Các thiết bị siêu âm tổ hợp pha hiện tại được mua hoàn toàn từ nước ngoài.
- Chưa có nhiều nghiên cứu trong nước về ứng dụng thiết bị siêu âm tổ hợp pha
để kiểm tra khuyết tật và ăn mòn.
- Chưa có các thiết bị đồ gá chuyên dùng hỗ trợ công việc đo kiểm.
- Chi phí đầu tư thiết bị kiểm tra tương đối cao.
Để góp phần vào việc ứng dụng các thiết bị kiểm tra siêu âm tổ hợp pha cho việc kiểm tra đánh giá chất lượng ống, đề tài: “Nghiên cứu, thiết kế, chế tạo thiết bị tự hành mang đầu dò kiểm tra chất lượng ống sử dụng kỹ thuật siêu âm’’ đã được triển khai nghiên cứu. Đề tài được thực hiện nhằm đáp ứng được phần nào nhu cầu thực tiễn và giúp ứng dụng, làm chủ công nghệ kiểm tra, đánh giá chất lượng ống ở Việt Nam ngày một rộng rãi hơn.
1.2 Ý nghĩa khoa học và thực tiễn của đề tài
Hiện nay ở nước ta, các dự án xây dựng nhà máy điện, nhà máy lọc dầu, nhà máy đóng tàu... được đầu tư với số lượng ngày càng tăng. Một trong các biện pháp để đảm bảo được chất lượng và tiến độ công trình, các phương pháp kiểm tra không phá hủy (NDT) đã và đang được áp dụng rộng rãi để đánh giá chất lượng các hệ thống đường ống, các kết cấu hàn,… Phương pháp siêu âm truyền thống (UT) đã được sử dụng rộng rãi để kiểm tra khuyết tật trong nhiều thập kỷ qua nhằm đáp ứng nhu cầu kiểm tra đánh
giá. Gần đây, phương pháp siêu âm tổ hợp pha (PA) cho kết quả nhanh và chính xác hơn UT đã được kiểm chứng và ứng dụng khá rộng rãi. Ở nước ta, việc ứng dụng siêu âm tổ hợp pha (PA) chưa nhiều nên việc tiến hành nghiên cứu đề tài để tìm hiểu khả năng, phạm vi áp dụng kiểm tra và tiến hành chế tạo thiết bị tự hành mang đầu dò siêu âm tổ hợp pha (PA) để kiểm tra khuyết tật nhanh chóng có các ý nghĩa sau:
1.2.1Ýnghĩakhoahọc
- Đề xuất được nguyên lý, kết cấu thiết bị kiểm tra đánh giá chất lượng ống.
- Xác định được qui trình đo kiểm và đánh giá chất lượng ống.
1.2.2Ýnghĩathựctiễn
- Làm chủ được công nghệ siêu âm khuyết tật hàn và kiểm tra ăn mòn ống.
- Giảm giá thành sản phẩm khi mua sản phẩm cùng tính năng từ nước ngoài.
- Đưa việc kiểm tra thành tự động.
- Đào tạo nguồn nhân lực trong lĩnh vực siêu âm tại Việt Nam.
1.3 Mục tiêu nghiên cứu của đề tài
- Chế tạo thiết bị mang đầu dò siêu âm tổ hợp pha để kiểm tra đánh giá chất
lượngống.
- Thiết lập qui trình sử dụng và vận hành của thiết bị.
1.4 Đối tượng và phạm vi nghiên cứu
1.4.1 Đối tượng nghiên cứu của đề tài
- Các loại ống thép dùng trong công nghiệp có kích thước.
- Các dạng khuyết tật hàn và khuyết tật mòn.
- Siêu âm tổ hợp pha.
- Thiết bị kiểm tra khuyết tật và ăn mòn đã có.
- Cách thức phân tích, đánh giá kết quả kiểm tra.
1.4.2 Phạmvi nghiêncứu
Phạm vi nghiên cứu của đề tài là:
- Ống thép có đường kính từ 25 mm tới 250 mm (1 inch – 12 inches).
- Các loại khuyết tật hàn, khuyết tật ăn mòn đường ống như:
Khuyết tật hàn ở mối hàn giáp mối ống: nứt, rỗ khí, lẫn xỉ, không ngấu
Khuyết tật ăn mòn ống dẫn: ăn mòn đều, ăn mòn không đều
- Các loại đầu dò siêu âm, thiết bị đo siêu âm được nhập ngoại, không nghiên cứu, chế tạo.
- Thiết bị tự hành được thiết kế, chế tạo và ứng dụng để đo mối hàn giáp mối thẳng và độ mòn của ống.
1.5 Phương pháp nghiên cứu
1.5.1 Cơ sở phương pháp luận
- Nghiên cứu đi từ phân tích lý thuyết, nguyên lý từ đó đưa ra yêu cầu thiết kế.
- Dựa vào yêu cầu thiết kế đề xuất các phương án thiết kế thiết bị tự hành, từ đó
lựa chọn phương án khả thi nhất.
- Từ phương án thiết kế được chọn tiến hành chế tạo thiết bị, thử nghiệm đánh
giá thiết bị.
1.5.2 Các phương pháp nghiên cứu cụ thể a) Phương pháp lý thuyết
Tổng hợp các tài liệu sách, bài báo, các tiêu chuẩn để so sánh, tìm hiểu nguyên lý
của đầu dò, loại kiểm tra ăn mòn, phân tích các nguyên lý, các chuyển động, phạm vi
ứng dụng từ đó đưa ra nhiều phương án lựa chọn và yêu cầu tính toán, thiết kế.
b) Phương pháp thực nghiệm
- Dùng phương pháp thử và sai để có các số liệu hoàn chỉnh trong phần thiết kế
và kết cấu.
- Phân tích, đánh giá kết cấu thiết kế bằng các phần mềm để xác định kết cấu khả thi nhất.
- Dựa vào thiết kế đề xuất chế tạo nguyên mẫu thiết bị, sau đó đưa vào thử nghiệm để hoàn chỉnh thiết kế, xác định qui trình vận hành và đánh giá chất lượng ống.
1.6 Kết cấu của luận văn
Kết cấu luận văn tốt nghiệp gồm 6 chương:
- Chương 1: Trình bày giới thiệu.
- Chương 2: Trình bày tổng quan về các vấn đề liên quan đến đề tài nghiên cứu.
- Chương 3: Trình bày cơ sở lý thuyết.
- Chương 4: Trình bày yêu cầu và phương án thiết kế
- Chương 5: Trình bày quá trình chế tạo và thử nghiệm thiết bị
- Kết quả và kiến nghị
- Phụ lục
CHƯƠNG 2: TỔNG QUAN
Ống thép là một thành phần quan trọng trong phổ sản phẩm ngành thép. Căn cứ vào công nghệ sản xuất và hình dáng phôi sử dụng chế tạo, người ta lại chia ống thép ra làm 2 loại là ống thép đúc (phôi tròn) và ống thép hàn (phôi tấm, lá) [1].
2.1 Phân loại ống thép theo công nghệ
2.1.1 Ống thép đúc
Căn cứ vào công nghệ chế tạo ta có ống thép đúc cán nóng và ống thép đúc cán nguội. Ống thép đúc cán nguội lại gồm ống tròn và ống hộp với các thành phần và tính năng như sau:
- GB/T8162-1999 (ống đúc kết cấu): chủ yếu dùng trong kết cấu thông thường và kết cấu máy. Nguyên liệu chủ yếu (mác thép) là: thép cacbon 20, thép 45, thép hợp kim Q345, 40Cr, 20 CrMo, 30-35 CrMo, 42CrMo,…
- GB/3087-1999 (ống đúc dùng trong lò áp lực thấp và vừa): chủ yếu dùng trong công nghiệp lò luyện và ống dẫn dung dịch áp lực thấp và vừa trong lò thông thường. Tiêu biểu là loại thép số 10, 20.
- GB/5310-1995 (ống dùng trong lò cao áp): chủ yếu dùng làm ống dẫn dung dịch, ống nước trong trạm thuỷ điện và lò chịu nhiệt trạm điện hạt nhân. Mác thép tiêu biểu là 20G, 12Cr1MoVG, 15CrMoG,…
- GB/5312-1999 (dùng trong công nghiệp đóng tàu): chủ yếu là ống chịu áp cấp I,II dùng trong máy qua nhiệt. Tiêu biểu là thép 360,410,460
- GB/1479-2000 (ống dẫn thiết bị hoá chất áp lực cao): chủ yếu dùng dẫn dung dịch áp lực cao trong thiết bị hoá chất. Tiêu biểu là thép 20, 16Mn,
12CrMo, 12Cr2Mo,…
- GB9948-1988 (ống đúc dùng trong dầu khí): dùng làm ống dẫn dung dịch trong lò luyện dầu khí. Mác thép sử dụng: 20, 12CrMo, 1Cr19Ni11Nb.
- API SPEC5CT-1999 (ống dẫn dầu): loại ống thông dụng do hiệp hội dầu mỏ Mỹ (Amrican Petreleun Instiute - API) công bố trên toàn thế giới. Trong đó ống lồng là loại ống dùng để lồng vào trong giếng khoan dầu, ống dùng làm thành giếng. Thép chủ yếu dùng là J55, N80, P110.
- API SPEC 5L-2000: loại ống được sử dụng trên toàn thế giới do hiệp hội dầu mỏ Mỹ công bố. Loại thép chủ yếu sử dụng là: B, X42, X65, X70
2.1.2 Ống thép hàn
Phôi nguyên liệu chủ yếu sử dụng là thép tấm và thép lá. Căn cứ vào công nghệ hàn mà chia ra thành ống hàn lò, ống hàn điện và hàn tự động. Căn cứ vào hình thức hàn chia làm 2 loại ống hàn là ống hàn thẳng và ống hàn xoắn, căn cứ vào hình dáng đầu hàn chia ra làm hàn tròn và hàn dị hình (vuông, vát…). Căn cứ vào nguyên liệu và mục đích sử dụng chia ra các loại:
- GB/T3092-1993, GB/T3091-1993 (ống hàn mạ kẽm áp lực thấp): chủ yếu dùng dẫn nước, khí, không khí, khí chưng, các loại dung dịch áp lực thấp và các mục đích khác. Loại thép dùng là Q235A.
- GB/T14291-1992 (ống hàn dẫn dung dịch khoáng sản): chủ yếu dùng ống hàn thẳng dẫn nước thải trên núi. Nguyên liệu chủ yếu là Q235A, thép B.
- GB/T142980-1994 (ống hàn điện đường kính lớn dẫn dung dịch áp lực thấp). Chủ yếu dùng dẫn nước, khí, không khí và các mục đích khác. Nguyên liệu chủ yếu là Q235A.
- GB/T12770-1991 (ống hàn không gỉ dùng trong kết cấu cơ khí): chủ yếu dùng trong các kết cấu cơ khí, xe hơi, xe đạp, đồ gia dụng, khách sạn. Nguyên liệu chủ yếu là thép 0Cr13, 1Cr17, 00Cr19Ni11, 1Cr18Ni9,….
- GB/T12771-1991 (ống hàn không gỉ dùng dẫn dung dịch): Mác thép chủ
yếu là 0Cr13, 0Cr19Ni9, 00CrNi11, 00Cr17, ….
2.2 Phân loại ống thép theo vật liệu
2.2.1 Ống inox (ống thép không gỉ)
Thép không gỉ hay còn gọi là inox là một dạng hợp kim sắt chứa tối thiểu 10,5%
crôm, nó ít bị biến màu hay bị ăn mòn như thép thông thường khác.
Thành phần hóa học chính của thép không gỉ bao gồm crôm, niken, mô-lip-đen, nitơ, cacbon. Thép không gỉ được phân làm 4 loại chính: Austenitic, Ferritic, Austenitic-Ferritic (Duplex), Martensitic.
Hình 2.2: Ống thép không gỉ [2]
Kích thước của ống thép không gỉ được giới hạn đường kính từ 13.72 mm tới
508 mm theo bảng tiêu chuẩn ống thép không gỉ ATSM A312 / 778 JIS G3459 [14]
2.2.2 Ống thép tròn đen
- Vật liệu:ST44/ST52, E355/16MN, P265GH, P245/265TR1, P245/265TR1, Q2355
- Tiêu chuẩn: ASME, API 5L, ASTM A106GR.B, ASTM A53GR.B
- Độ dày: 2.8mm 9.5mm
- Đường kính phủ ngoài: 21.3 mm 355.6mm.
- Chiều dài: 5m 14m.
- Áp suất làm việc: 16kg/cm2
- Công dụng: được sử dụng rộng rãi trong các ngành công nghiệp xăng, dầu, khí hóa lỏng, gas, công nghệ hạt nhân,...
CHƯƠNG 1:GIỚI THIỆU
Ngày nay với sự phát triển không ngừng về kinh tế, công nghệ thì nhu cầu năng lượng ngày càng cao. Nguồn năng lượng chính hiện tại chủ yếu khai thác từ thiên nhiên các mỏ ngoài biển vì vậy đường ống đóng vai trò quan trọng trong việc vận chuyển để đảm bảo nguồn năng lượng. An toàn trong quá trình khai thác, vận chuyển và lưu trữ đặt ra rất nhiều yêu cầu như chất lượng của các đường ống phải đảm bảo an toàn nên chúng ta phải thường xuyên kiểm tra để từ đó phát hiện những khuyết tật phòng ngừa.
Kiểm tra siêu âm là phương pháp kiểm tra không phá hủy được sử dụng rộng rãi, công việc kiểm tra khuyết tật và ăn mòn dùng đầu siêu âm tổ hợp pha (PA) đang được ứng dụng rộng rãi các nước trên thế giới nhưng ở nước ta thì vẫn còn ít đặc biệt là ứng dụng thiết bị để kiểm tra tự động thay thế cho con người.
1.2 Tính cấp thiết của đề tài
Đường ống dẫn có vai trò rất quan trọng trong các công trình xây dựng, thủy điện, dầu khí, giao thông, hoá chất, thực phẩm, dầu khí…. Cùng với sự phát triển đó thì nhu cầu kỹ thuật kiểm tra, kiểm định, đảm bảo chất lượng đường ống trong quá trình lắp đặt, vận hành, vận chuyển, bảo dưỡng cũng được quan tâm đầu tư. Một trong các kỹ thuật đó là kỹ thuật kiểm tra siêu âm tổ hợp pha (UT-PA) rất được quan tâm vì cho kết quả nhanh, chính xác thay thế phương pháp chụp ảnh phóng xạ có nhiều nguy hiểm với sức khoẻ con người. Tuy nhiên, việc ứng dụng các thiết bị kiểm tra siêu âm tổ hợp pha để đo kiểm đánh giá chất lượng ống ở Việt Nam còn nhiều hạn chế do:
- Phương pháp siêu âm tổ hợp pha chưa được ứng dụng nhiều ở nước ta.Các thiết bị siêu âm tổ hợp pha hiện tại được mua hoàn toàn từ nước ngoài.
- Chưa có nhiều nghiên cứu trong nước về ứng dụng thiết bị siêu âm tổ hợp pha
để kiểm tra khuyết tật và ăn mòn.
- Chưa có các thiết bị đồ gá chuyên dùng hỗ trợ công việc đo kiểm.
- Chi phí đầu tư thiết bị kiểm tra tương đối cao.
Để góp phần vào việc ứng dụng các thiết bị kiểm tra siêu âm tổ hợp pha cho việc kiểm tra đánh giá chất lượng ống, đề tài: “Nghiên cứu, thiết kế, chế tạo thiết bị tự hành mang đầu dò kiểm tra chất lượng ống sử dụng kỹ thuật siêu âm’’ đã được triển khai nghiên cứu. Đề tài được thực hiện nhằm đáp ứng được phần nào nhu cầu thực tiễn và giúp ứng dụng, làm chủ công nghệ kiểm tra, đánh giá chất lượng ống ở Việt Nam ngày một rộng rãi hơn
1.3 Ý nghĩa khoa học và thực tiễn của đề tài
1.3.1 Ý nghĩa khoa học
- Đề xuất được nguyên lý, kết cấu thiết bị kiểm tra đánh giá chất lượng ống.
- Xác định được qui trình đo kiểm và đánh giá chất lượng ống.
1.3.2 Ý nghĩa thực tiễn
- Làm chủ được công nghệ siêu âm khuyết tật hàn và kiểm tra ăn mòn ống.
- Giảm giá thành sản phẩm khi mua sản phẩm cùng tính năng từ nước ngoài.
- Đưa việc kiểm tra thành tự động.
- Đào tạo nguồn nhân lực trong lĩnh vực siêu âm tại Việt Nam.
1.4 Mục tiêu nghiên cứu của đề tài
- Chế tạo thiết bị mang đầu dò siêu âm tổ hợp pha để kiểm tra đánh giá chất
lượngống.
- Thiết lập qui trình sử dụng và vận hành của thiết bị.
1.5 Đối tượng và phạm vi nghiên cứu
1.5.1 Đối tượng nghiên cứu của đề tài
- Các loại ống thép dùng trong công nghiệp có kích thước.
- Các dạng khuyết tật hàn và khuyết tật mòn.
- Siêu âm tổ hợp pha.
- Thiết bị kiểm tra khuyết tật và ăn mòn đã có.
- Cách thức phân tích, đánh giá kết quả kiểm tra.
1.5.2 Phạm vi nghiên cứu
Phạm vi nghiên cứu của đề tài là:
- Ống thép có đường kính từ 80 mm tới 250 mm).
- Các loại khuyết tật hàn, khuyết tật ăn mòn đường ống như:
Khuyết tật hàn ở mối hàn giáp mối ống: nứt, rỗ khí, lẫn xỉ, không ngấu
Khuyết tật ăn mòn ống dẫn: ăn mòn đều, ăn mòn không đều
- Các loại đầu dò siêu âm, thiết bị đo siêu âm được nhập ngoại, không nghiên cứu, chế tạo.
- Thiết bị tự hành được thiết kế, chế tạo và ứng dụng để đo mối hàn giáp mối thẳng và độ mòn của ống.
1.6 Phương pháp nghiên cứu
1.6.1 Cơ sở phương pháp luận
- Nghiên cứu đi từ phân tích lý thuyết, nguyên lý từ đó đưa ra yêu cầu thiết kết
- Dựa vào yêu cầu thiết kế đề xuất các phương án thiết kế thiết bị tự hành, từ đó
lựa chọn phương án khả thi nhất.
- Từ phương án thiết kế được chọn tiến hành chế tạo thiết bị, thử nghiệm đánh
giá thiết bị.
1.6.2 Các phương pháp nghiên cứu cụ thể
a) Phương pháp lý thuyết
Tổng hợp các tài liệu sách, bài báo, các tiêu chuẩn để so sánh, tìm hiểu nguyên lý của đầu dò, loại kiểm tra ăn mòn, phân tích các nguyên lý, các chuyển động, phạm vi ứng dụng từ đó đưa ra nhiều phương án lựa chọn và yêu cầu tính toán, thiết kế.
b) Phương pháp thực nghiệm
- Dùng phương pháp thử và sai để có các số liệu hoàn chỉnh trong phần thiết kế
và kết cấu.
- Phân tích, đánh giá kết cấu thiết kế bằng các phần mềm để xác định kết cấu khả thi nhất.
- Dựa vào thiết kế đề xuất chế tạo nguyên mẫu thiết bị, sau đó đưa vào thử nghiệm để hoàn chỉnh thiết kế, xác định qui trình vận hành và đánh giá chất lượng ống
CHƯƠNG 2: TỔNG QUAN
Ống thép là một thành phần quan trọng trong phổ sản phẩm ngành thép. Căn cứ vào công nghệ sản xuất và hình dáng phôi sử dụng chế tạo, người ta lại chia ống thép ra làm 2 loại là ống thép đúc (phôi tròn) và ống thép hàn (phôi tấm, lá) [1].
2.1 Phân loại ống thép theo công nghệ
2.1.1 Ống thép đúc
-Căn cứ vào công nghệ chế tạo ta có ống thép đúc cán nóng và ống thép đúc cán
nguội. Ống thép đúc cán nguội lại gồm ống tròn và ống hộp
2.2 Phân loại ống thép theo vật liệu
2.2.1 Ống inox (ống thép không gỉ)
Thép không gỉ hay còn gọi là inox là một dạng hợp kim sắt chứa tối thiểu 10,5%
crôm, nó ít bị biến màu hay bị ăn mòn như thép thông thường khác.
2.2.2 Ống thép tròn đen
- Vật liệu:ST44/ST52, E355/16MN, P265GH, P245/265TR1, P245/265TR1, Q2355
- Công dụng: được sử dụng rộng rãi trong các ngành công nghiệp xăng, dầu, khí hóa lỏng, gas, công nghệ hạt nhân,...
2.2.3 Ống thép mạ kẽm
- Công dụng: cấp thoát nước, phòng cháy chữa cháy, xử lý môi trường
- Đường kính ngoài khoảng từ 21 610
2.3 Các loại mối hàn ống
Hàn là quá trình công nghệ sản xuất các kết cấu không tháo được từ kim loại, hợp kim và các vật liệu khác nhau. Bằng phương pháp hàn ta có thể liên kết được hầu hết các kim loại và hợp kim với chiều dày bất kỳ. Có thể hàn các kim loại và hợp kim không đồng nhất. Trong công nghiệp hàn ống thường có ba loại cơ bản đó là: mối hàn dọc ống, mối hàn ngang ống và mối hàn xoắn ống .
Đường ống được dùng rất nhiều trong hệ thống, đóng vai trò quan trọng trong vận chuyển, truyền tải, lưu trữ nên yêu cầu chất lượng phải luôn đảm bảo. Khuyết tật ảnh hưởng đến đường ống chủ yếu là khuyết tật mối hàn nối giữa các đường ống và khuyết tật ăn mòn do môi trường với tác nhân bên trong và bên ngoài làm bề dày ống không đảm bảo.
2.4 Khuyết tật mối hàn [8]
Khuyết tật của mối hàn là những sai lệch về hình dạng và kích thước và tổ chức kim loại của kết cấu hàn so với tiêu chuẩn thiết kế và yêu cầu kỹ thuật nó có tác dụng xấu làm giảm độ bền và khả năng làm việc của kết cấu. Trong quá trình hàn do điều kiện kỹ thuật, cơ tính vật liệu, trình độ tay nghề người thợ mà các đường ống thép hoặc ống thép không gỉ sẽ bị một số loại khuyết tật phổ biến.
2.4.1 Nứt
Nứt là một dạng khuyết tật nghiêm trọng nhất trong liên kết hàn, khi chi tiết hàn bị nứt thì sau một thời gian làm việc vết nứt bị lan rộng ra và làm hỏng kết cấu.
Thường khuyết tật nứt được phân loại theo nhiệt độ, theo kích thước, theo hình dạng.
2.4.2 Rỗ khí
Rỗ khí sinh ra do hiện tượng khí trong kim loại không kịp thoát ra ngoài trước khi kim loại đông đặc. Rỗ khí có thể sinh ra ở bên trong hoặc bề mặt mối hàn hoặc có thể nằm ở ranh giới giữa kim loại cơ bản và kim loại đắp.
2.4.3 Lẫn xỉ
Lẫn xỉ cũng là một dạng khuyết tật phổ biến trong quá trình hàn. Hiện tượng trên là do xỉ hàn và tạp chất có thể tồn tại trong mối hàn hoặc nằm trên bề mặt mối hàn. Sự lẫn xỉ làm ảnh hưởng lớn đến cơ tính của mối hàn như (độ dẻo, tính chịu va đập, giảm khả năng làm việc của mối hàn).
2.4.4 Không ngấu
Không ngấu là một dạng khuyết tật nghiêm trọng vì nó sẽ gây ra ứng suất dư tại điểm đó và sẽ phá hủy mối hàn. Hàn không ngấu sinh ra ở góc mối hàn, mép hàn hoặc giữa các lớp hàn.
Nguyên nhân của khuyết tật này là do: mép hàn chuẩn bị chưa hợp lý, góc vát quá nhỏ, dòng điện hàn quá nhỏ hoặc tốc độ hàn quá nhanh, góc độ điện cực hàn (que hàn) và cách đưa điện cực không hợp lý, chiều dài cột hồ quang không quá lớn, điện cực hàn chuyển động không đúng theo trục mối hàn.
2.4.5 Lẹm chân và chảy loang
Lẹm chân là phần bị lẹm thành rãnh dọc theo ranh giới giữa kim loại cơ bản và kim loại đắp, lẹm chân làm giảm tiết diện làm việc của liên kết, tạo sự tập trung ứng suất cao và có thể dẫn đến sự hủy của kết cấu trong quá trình sử dụng
Nguyên nhân gây ra hiện tượng lẹm chân và chảy loang là do: góc nghiêng que hàn không hợp lý, cường độ dòng điện hàn quá cao.
2.4.6 Khuyết tật về hình dạng
Loại khuyết tật này bao gồm những sai lệch như:
- Mép hàn kênh
- Mép hàn lồi
- Hàn lệch mức
Nguyên nhân của loại khuyết tật này là do: góc lắp và cách chuẩn bị mối hàn
chưa hợp lý, chế độ hàn không ổn định.
2.5 Khuyết tật ăn mòn kim loại
Ăn mòn kim loại là hiện tượng tự ăn mòn và phá huỷ bề mặt dần dần của các vật liệu kim loại do tác dụng hoá học hoặc tác dụng điện hoá giữa kim loại với môi trường bên ngoài [12].
a) Phân loại ăn mòn
+ Dựa theo quá trình ăn mòn
+ Dựa theo môi trường
b) Quá trình ăn mòn
+ Ăn mòn hoá học
Ăn mòn hoá học là sự ăn mòn kim loại do tác dụng đơn thuần của phản ứng hoá học giữa vật liệu kim loại với môi trường xung quanh có chứa chất xâm thực (O2, S2, Cl2…).
+ Ăn mòn điện hoá
Là quá trình xảy ra khi kim loại tiếp xúc với môi trường điện phân tức là môi trường dẫn điện (dung dịch chất điện ly còn gọi là chất điện giải). Ăn mòn điện hoá là sự ăn mòn do phản ứng điện hoá xảy ra ở 2 vùng khác nhau trên bề mặt kim loại
2.6 Thiết bị kiểm tra khuyết tật hiện tại
2.6.1 Trong nước
Ở trong nước, luận văn “Nghiên cứu, thiết kế, chế tạo thiết bị phát hiện khuyết tật và ăn mòn đường ống dẫn sử dụng đầu dò siêu âm tổ hợp pha” của tác giả Lê Duy Tuấn thực hiện năm 2013 có nghiên cứu và đề xuất về thiết bị kiểm tra khuyết tật và ăn mòn đường ống. Tuy nhiên, đề tài chỉ mới đề xuất được phương án kết cấu mang tính chất nguyên lý và không sử dụng được trong thực tế.
2.6.2 Ngoài nước.
a) Máy quét bằng tay MODEL 4020
Máy quét bằng tay MODEL 4020 của hãng WesDyne NDE sử dụng bộ quét tay theo hai phương trục X và Y, có bộ mã hóa để xác định vị quét để đưa tới hệ thống nhận dữ liệu
Model 4020 có thể gắn cảm biến đầu dò siêu âm và đầu dò dòng xoáy tùy thích
với AMDATA IntraSpect nhằm giúp thu thập dữ liệu hình ảnh hệ thống.
b) HydroFORM của hãng Olympus
- Thiết bị Hydro form của hãng Olympus dùng để kiểm tra ăn mòn đường kính ống tròn lớn hơn 98 mm kết hợp với bộ OmniScan ® để hiển thị hình ảnh thu về phân tích
c) SWIPE của Phoenix [28]
+Chức năng:
Quét Swipe kiểm tra ăn mòn hoạt động quét bằng tay theo hai trục X, Y tích hợp kiểm tra siêu âm tổ hợp pha (UT-PA), có cả 2 encoder. Quét trên các bề mặt phẳng rộng.
d) Manual One-Axis Scanner của hãng Olympus (HSMT- Compact Weld
Inspection)
+ Chức năng:
- Kiểm tra mối hàn trên bề mặt ống và mặt phẳng với 4 đầu dò quét đường kính lớn hơn 100 mm. Tùy chỉnh được vị trí bánh xe, có encoder độ phân giải 12 xung/mm, tích hợp bộ phân phối nước. Bánh xe nam châm được sử dụng để bám vào thành ống.
2.7 Các tồn tại và định hướng nghiên cứu:
Các thiết bị nước ngoài kể trên còn một số hạn chế như chỉ kiểm tra một khuyết tật như ăn mòn, mối hàn dọc, mối hàn vòng ống riêng biệt. Thiết bị kiểm tra bằng tay còn chiếm đa số nên phụ thuộc nhiều vào tay nghề của người vận hành.
Nước ta hình thành nhiều nhà máy tổ hợp lọc, khai thác dầu khí nên nhu cầu kiểm tra rất cao mà phải nhập thiết bị máy móc chi phí cao.
Ứng dụng công nghệ kiểm tra siêu âm tổ hợp pha vào việc kiểm tra chất lượng
chưa rộng rãi.
Từ những hạn chế và tồn tại đề tài sẽ phát triển thiết bị có thể đo được nhiều dạng khuyết tật trên nhiều loại đường ống khác nhau và ứng dụng công nghệ siêu âm tổ hợp pha để cho kết quả nhanh, rõ ràng nhất, hình ảnh màu 3 chiều
CHƯƠNG 3: CƠ SỞ LÝ THUYẾT
Có hai phương pháp để kiểm tra, đánh giá chất lượng mối hàn là kiểm tra phá hủy và kiểm tra không phá hủy [14], [15],[16].
3.1 Kiểm tra phá hủy
Chi tiết mẫu bị phá hủy để kiểm tra các yếu tố sau:
- Kiểm tra định lượng để xác định các cơ tính như trị số về độ bền , độ
cứng…
- Kiểm tra về định tính để đánh giá chất lượng liên kết.
3.2 Kiểm tra không phá hủy (NDT)Non-Destructive-Testing
Kiểm tra không phá hủy là việc sử dụng các phương pháp vật lý để kiểm tra phát hiện các khuyết tật bên trong hoặc ở bề mặt vật kiểm mà không làm tổn hại đến khả năng sử dụng của chúng.
Các phương pháp kiểm tra NDT áp dụng cho kiểm tra đánh giá chất lượng ống
Phương pháp kiểm tra chủ yếu:
CHƯƠNG4: YÊU CẦU VÀ PHƯƠNG ÁN THIẾT KẾ
4.1 Phân tích đối tượng thiết kế
Thiết bị kiểm tra đường ống cần thực hiện được các chuyển động sau:
4.1.1 Thiết bị kiểm tra mối hàn và kiểm tra ăn mòn
4.2.1Phương án thiết kế cho cơ cấu kẹp
Bảng 4.1: So sánh các phương án chuyển động tròn
|
STT |
Tiêu chí so sánh |
Các phươngán |
||
|
Mâm cặp 3 chấu |
Bộ kẹp cố định dạng cần gạt |
Bộ kẹp vit me tự định tâm |
||
|
1 |
Cấu tạo |
Phức tạp |
Phức tạp |
Trung bình |
|
2 |
Thao tác vận hành |
Đơn giản |
Đơn giản |
Đơn giản |
|
3 |
Mức độ ổn định |
Cao |
Thấp |
Cao |
|
4 |
Độ chínhxác vị trí |
Cao |
Thấp |
Cao |
|
5 |
Tuổi thọ |
Cao |
Cao |
Cao |
|
6 |
Bảo trì, thay thế |
Đơn giản |
Đơn giản |
Đơn giản |
|
7 |
Chi phí |
Cao |
Trung bình |
Trung bình |
|
9 |
Khối lượng |
Nặng |
Vừa |
Vừa |
Phương án lựa chọn là sử dụng bộ vít me tư định tâm lắp cố định trên vòng dẫn động.
4.2.2 Phương án chuyển động dọc ống
Phương án1: Xi lanh khí nén
Phương án 2: Thanh trượt bi kết hợp với bộ truyền động đai
Phương án 3: Bộ truyền trục vít me kết hợp thanh trượt
So sánh các phương án và lựa chọn
Bảng 4.2: So sánh các phương án chuyển động dọc ống
|
STT |
Tiêu chí so sánh |
Các phươngán |
||
|
Xi lanh khí nén |
Đai, thanh trượt |
Trục vít, thanh trượt |
||
|
1 |
Cấu tạo |
Đơn giản |
Trung bình |
Phức tạp |
|
2 |
Thao tác vận hành |
Đơn giản |
Đơn giản |
Đơn giản |
|
3 |
Mức độ ổn định |
Trung bình |
Cao |
Cao |
|
4 |
Độ chính xác vị trí |
Thấp |
Cao |
Cao |
|
5 |
Tuổi thọ |
Cao |
Cao |
Cao |
|
6 |
Bảo trì, thay thế |
Đơn giản |
Đơn giản |
Phức tạp |
|
7 |
Chi phí |
Trung bình |
Trung bình |
Cao |
|
8 |
Hiệu suất truyền |
Thấp |
Cao |
Cao |
|
9 |
Khối lượng |
Nhẹ |
Nhẹ |
Nặng |
Phương án lựa chọn là bộ truyền đai kết hợp thanh trượt bi.
Phương án thiết kế, lựa chọn bộ truyền đai kết hợp với thanh trượt bi
Phương án 2: Sử dụng 3 thanh trượt
Bảng 4.3:So sánh và lựa chọn phương án thanh trượt bi kết hợp truyền động đai
|
STT |
Tiêu chí so sánh |
Phươngán |
|
|
Sử dụng 2 thanh trượt |
Sử dụng 3 thanh trượt |
||
|
1 |
Độ cứng vững |
Thấp |
Cao |
|
2 |
Khối lượng |
Nhỏ |
Vừa |
|
3 |
Chi phí |
Thấp |
Thấp |
|
4 |
Tháo lắp |
Đơn giản |
Đơn giản |
Chọn phương án sử dụng 3 thanh trượt cho phương án sử dụng thanh trượt
bi kết hợp với truyền động đai giúp tăng độ cứng vững và ổn định cho hệ
thống.
4.3 Phương án thiết kế cụm chi tiết chuyển động tròn quanh ống
+ Yêu cầu thiết kế: Đạt được độ cứng vững và khả năng tự lựa, chuyển động tròn
theo vòng định vị quanh ống.
Phương án : 4 bánh xe dẫn hướng linh hoạt kết hợp lò xo tăng cứng
4.3.3So sánh và lựa chọn phương án chuyển động tròn quanh ống
Bảng 4.4:so sánh và lựa chọn phương án chuyển động tròn quanh ống
|
STT |
Tiêu chí |
Các phương án |
|
|
Phương án 1 |
Phương án 2 |
||
|
1 |
Tính ổn định |
Thấp |
Cao |
|
2 |
Độ cứng vững |
Thấp |
Cao |
|
3 |
Khối lượng |
Vừa |
Vừa |
|
4 |
Tháo lắp |
Đơn giản |
Đơn giản |
- Chọn phương án 2 (sử dụng bạc đạn đỡ chặn) giúp tăng độ cứng vững và ổn
định hơn cho hệ thống
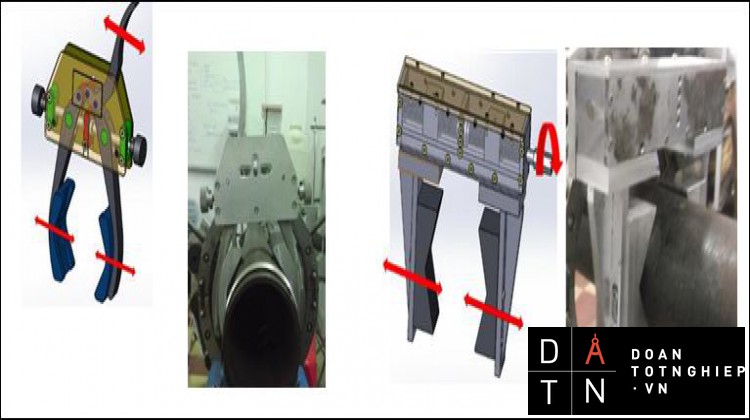
4.4 Phương án chọn lựa thiết kế cho cơ cấu đo mối hàn đường ống
4.4.2 Phương án thiết kế cụm mang đầu dò siêu âm kiểm tra đường hàn
Phương án 1: Phương án 2
c) So sánh các phương án và lựa chọn
Bảng 4.5: So sáng và lựa chọn phương án cụm mang đầu dò.
|
STT |
Tiêu chí |
Các phương án |
|
|
Phương án 1 |
Phương án 2 |
||
|
1 |
Cấu tạo |
Phức tạp |
Đơn giản |
|
2 |
Tháo lắp |
Chậm |
Nhanh |
|
3 |
Độ cứng vững |
Trung bình |
Cao |
|
4 |
Chi phí |
Trung bình |
Thấp |
- Phương án lựa chọn cho cụm mang đầu dò là phương án 2
4.5 Phương án thiết kế cụm mang đầu dò siêu âm kiểm tra mòn
Đầu dò siêu âm tổ hợp pha phải luôn tiếp xúc với mặt ống và để di chuyển trên mặt cong của ống thì thiết bị kẹp phải có thể lựa quay một góc so với mặt cong và được giới hạn bởi chốt.
4.7 Thiết kế cơ cấu cụm bánh xe từ
+ Yêu cầu thiết kế: Giúp cụm thanh trượt bám sát vào thành ống, khả năng
tự điều chỉnh góc xoay theo thành ống
Hình 4.25: Cơ cấu cụm bánh xe từ
4.9 Lựa chọn phương án thiết kế khung sườn
4.9.1 Phương án 1: Sử dụng bộ kẹp kết hợp bánh xe từ
4.9.2 Phương án 2: Sử dụng 2 bộ kẹp ở 2 đầu
3 So sánh các phương án và lựa chọn kết cấu khung sườn
Bảng 4.6 : So sáng và lựa chọn phương án kết cấu khung sườn.
|
STT |
Tiêu chí |
Các phương án |
|
|
Phương án 1 |
Phương án 2 |
||
|
1 |
Cấu tạo |
Trung bình |
Phức tạp |
|
2 |
Tháo lắp |
Nhanh |
Trung bình |
|
3 |
Độ cứng vững |
Trung bình |
Cao |
|
4 |
Chi phí |
Trung bình |
Cao |
- Phương án lựa chọn cho kết cấu khung sườn là phương án 1
4.12 Phương án tháo lắp vòng định vị
Sử dụng chốt tháo lắp giúp làm giảm thời gian lắp ráp, tháo dỡ thiết bị kiểm tra trong quá trình làm việc và sửa chữa.
Phương án 1: Dùng bu lông để tháo lắp
Phương án 2: Dùng 4 chốt tháo lắp nhanh
Phương án 3: Dùng 4 chốt định vị và 1 chốt tháo lắp
4.12.5 So sánh các phương án và lựa chọn
Bảng 4.8: so sánh các phương án tháo lắp nhanh
|
STT |
Tiêu chí so sánh |
Các phương án |
||
|
Phương án 1 |
Phương án 2 |
Phương án 3 |
||
|
1 |
Cấu tạo |
Đơn giản |
Đơn giản |
Đơn giản |
|
2 |
Hiệu quả tháo lắp nhanh |
Thấp |
Cao |
Cao |
|
3 |
Chi phí |
Thấp |
Cao |
Thấp |
|
4 |
Bảo trì, thay thế |
Đơn giản |
Đơn giản |
Đơn giản |
- Phương án lựa chọn là sử dụng cơ cấu tháo lắp nhanh dùng 01 chốt tháo lắp kết hợp với chốt định vị.
CHƯƠNG 5: CHẾ TẠO, THỬ NGHIỆM THIẾT BỊ
Chế tạo bộ kẹp Chế tạo cơ cấu chuyển động dọc ống
Chế tạo cơ cấu mang đầu dò Chế tạo cơ cấu cụm bánh xe từ
Chế tạo cơ cấu điều chỉnh cụm đầu dò Chế tạo hộp động cơ
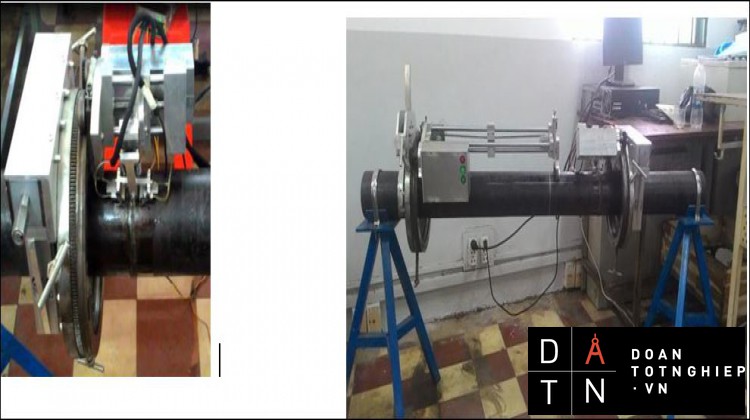
5.8 Thiết bị đo mối hàn vòng ống
5.8.1 Thiết bị kiểm tra
- Sử dụng thiết bị kiểm tra OMNISCAN của hãng OLYPUS
5.8.2 Quy trình kiểm tra, đánh giá thực nghiệm
+ Lắp đặt thiết bị
CHƯƠNG 6 KẾT LUẬN – KIẾN NGHỊ
6.1 Kết luận
Tổng quan các khuyết tật hàn, khuyết tật mòn thường gặp của đường ống dẫn;
Tổng quan về các thiết bị mang đầu dò siêu âm kiểm tra đánh giá chất lượng
ống có liên quan trong và ngoài nước;
Cơ sở lý thuyết về kỹ thuật kiểm tra không phá huỷ, đặc biệt là kỹ thuật kiểm tra bằng siêu âm;
Đề xuất nguyên lý hoạt động, phương án kết cấu của thiết bị tự hành mang
đầu dò siêu âm kiểm tra đánh giá chất lượng ống (mối hàn và độ mòn);
Chế tạo thành công, vận hành và kiểm nghiệm thiết bị với thiết bị đo siêu âm
của hãng Olympus cho kết quả tốt.
6.2 Kiến nghị
Đầu tư nghiên cứu chế tạo thử nghiệm thiết bị cho phép kiểm tra đánh giá
mối hàn, độ mòn cho các ống lớn thông dụng (10 – 30 inches).
Nghiên cứu ứng dụng cơ cấu khoá nhanh Lock Pin) vào kết cấu giúp tháo lắp nhanh khi chuyển vị trí, chuyển ống kiểm tra
Nghiên cứu ứng dụng các vật liệu mới, tối ưu hoá kết cấu để giảm khối lượng thiết bị
Nghiên cứu tăng tốc độ hoạt động, tăng độ cứng vững để tang năng suất đo
kiểm.
Kháo sát chất lượng hình ảnh thu được và xây dựng giải thuật ghép nối để
tiến tới xây dựng phần mềm tự động đánh giá kết quả đo.