THIẾT KẾ MÁY CHIẾT RÓT VÀ ĐÓNG NÚT CHAI RƯỢU CÓ GAS


NỘI DUNG ĐỒ ÁN
TÍNH TOÁN MÁY CHIẾT RÓT VÀ ĐÓNG NÚT CHAI RƯỢU CÓ GAS, thuyết minh THIẾT KẾ MÁY CHIẾT RÓT VÀ ĐÓNG NÚT CHAI RƯỢU CÓ GAS, quy trình sản xuất MÁY CHIẾT RÓT VÀ ĐÓNG NÚT CHAI RƯỢU CÓ GAS, bản vẽ nguyên lý MÁY CHIẾT RÓT VÀ ĐÓNG NÚT CHAI RƯỢU CÓ GAS, bản vẽ THIẾT KẾ MÁY , THIẾT KẾ VÀ CHẾ TẠO MÁY CHIẾT RÓT VÀ ĐÓNG NÚT CHAI RƯỢU CÓ GAS,
MỤC LỤC
Đề mục: Trang
CHƯƠNG 1: TỔNG QUAN VỀ RƯỢU VÀ CÔNG NGHỆ CHIẾT RÓT........................ 3
1.1 Đặt vấn đề: ................................................................................................................... 3
1.2 Tổng quan về rượu và đồ uống có gas:................................................................... 3
1.2.1 Tổng quan về rượu: ......................................................................................... 3
1.2.2 Quy trình sản xuất rượu: ................................................................................ 5
1.2.3 Tổng quan về đồ uống có gas: ....................................................................... 6
1.3 Tổng quan về các phương pháp chiết rót: ............................................................. 7
1.3.1 Các phương pháp định lượng: ....................................................................... 9
1.3.2 Các phương pháp chiết rót: ......................................................................... 11
1.4 Tình hình công nghệ chế tạo máy chiết rót ở Việt Nam và thế giới: ............. 15
1.4.1 Tình hình phát triển máy chiết rót trên thế giới: ...................................... 15
1.4.2 Tình hình phát triển máy chiết rót ở Việt Nam: ....................................... 20
1.5 Kết luận chung: ........................................................................................................ 21
CHƯƠNG 2: PHÂN TÍCH VÀ LỰA CHỌN PHƯƠNG ÁN TK ...................................... 22
2.1 Nguyên lý hoạt động chung của một hệ thống chiết rót: ................................. 22
2.1.1 Nguyên lý hoạt động của hệ thống chiết rót áp suất thường: ................. 22
2.1.2 Nguyên lý hoạt động của hệ thống chiết rót đẳng áp: ............................. 23
2.2 Những vấn đề cần lưu ý khi chiết chất lỏng có gas: .......................................... 23
2.2.1 Hiện tượng trào bọt: ..................................................................................... 23
2.2.2 Hiện tượng không đẳng áp: ......................................................................... 23
2.3 Phân tích và lựa chọn phương án cho cụm chiết: .............................................. 24
2.3.1 Phương án bố trí vị trí dây chuyền và vị trí đầu chiết: ............................ 24
2.3.2 Phương án chọn số đầu chiết: ..................................................................... 26
2.3.3 Phương án chọn các cơ cấu chiết: .............................................................. 27
2.3.4 Phương án chọn các cơ cấu cơ của máy: ................................................... 33
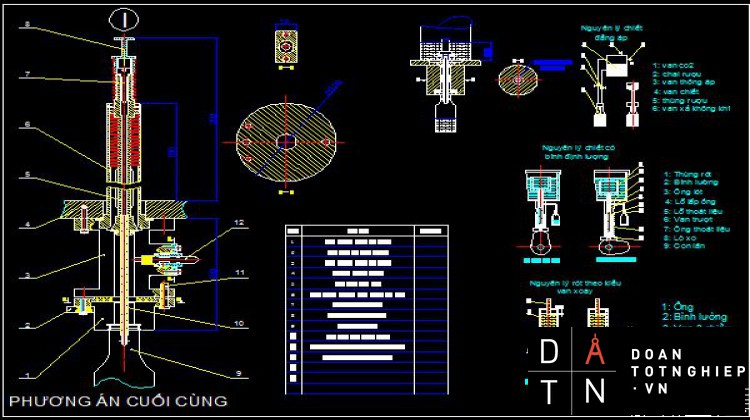
2.4 Phương án cuối cùng cho cụm chiết: .................................................................... 38
2.5 Sơ đồ động của máy: ................................................................................................ 39
CHƯƠNG 3: TÍNH TOÁN CHO MODULE CHIẾT RÓT .............................................. 40
3.1 Tính toán thời gian chu kỳ máy: ........................................................................... 41
3.2 Tính toán động lực học các cơ cấu cơ: ................................................................. 42
3.2.1 Chọn động cơ chính và phân phối tỉ số truyền: ....................................... 42
3.2.2 Tính toán bộ truyền bánh răng côn: ........................................................... 46
3.2.3 Tính toán bộ truyền xích: ............................................................................ 51
3.2.4 Tính toán trục chính: .................................................................................... 56
3.2.5 Chọn ổ lăn: .................................................................................................... 60
3.3 Tính toán cơ cấu nâng hạ chai: ............................................................................. 61
3.4 Tính toán bộ đầu chiết: ........................................................................................... 66
CHƯƠNG 4: HỆ THỐNG ĐIỀU KHIỂN, VẬN HÀNH VÀ BẢO TRÌ MÁY ............... 70
A HỆ THỐNG ĐIỀU KHIỂN: ......................................................................................... 70
4.1.A Hệ thống khí nén của máy: ............................................................................... 70
4.2.A Hệ thống điều khiển điện : ................................................................................. 71
B VẬN HÀNH VÀ BẢO TRÌ MÁY: ................................................................................ 80
4.1.B Vận hành máy: ..................................................................................................... 80
4.2.B Bảo trì máy: ......................................................................................................... 81
CHƯƠNG 5: KẾT LUẬN VÀ HƯỚNG PHÁT TRIỂN ĐỀ TÀI ..................................... 82
TÀI LIỆU THAM KHẢO VÀ HÌNH ẢNH VỀ MÁY CHIẾT ......................................... 82
A. TÀI LIỆU THAM KHẢO ................................................................................................. 82
B. HÌNH ẢNH MÁY ............................................................................................................... 84
DANH MỤC HÌNH ẢNH
Mục hình Trang
Hình 1.1 và 1.2 : Rượu champagne ........................................................................................... 4
Hình 1.3: Quy trình sản xuất rượu vang ................................................................................... 6
Hình 1.4: Một số loại nước uống có gas ................................................................................... 7
Hình 1.5: Định lượng chất lỏng bằng bình định mức ............................................................. 9
Hình 1.6: Cơ cấu định lượng chất lỏng tới mức .................................................................... 10
Hình 1.7: Định lượng chất lỏng bằng bơm và Timer ............................................................ 11
Hình 1.8: Hệ thống súc rửa chiết rót nước bình 5 gallon ..................................................... 12
Hình 1.9: Nguyên lý chiết rót có hút chân không ................................................................. 13
Hình 1.10: Nguyên lý chiết rót đẳng áp ................................................................................. 15
Hình 1.11: Dây chuyền chiết rót của Ý chế tạo .................................................................... 16
Hình 1.12: Dây chuyền chiết rót vô trùng của Ý .................................................................. 17
Hình 1.13: Máy chiết rót và đóng nắp .................................................................................... 20
Hình 1.14: Máy chiết nước tinh khiết .................................................................................... 21
Hình 2.1: Cơ cấu rót kiểu van xoay ........................................................................................ 29
Hình 2.2: Cơ cấu rót có bình lường và van trượt .................................................................. 30
Hình 2.3: Nguyên lý rót đẳng áp ............................................................................................. 31
Hình 2.4: Cấu tạo vòi rót đẳng áp ........................................................................................... 31
Hình 2.5: Sơ đồ nguyên lý phương án 1 ................................................................................. 33
Hình 2.6: Sơ đồ nguyên lý phương án 2 ................................................................................. 34
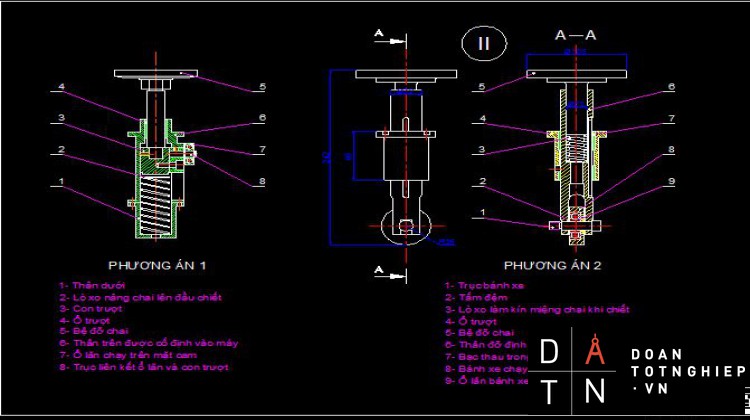
Hình 2.7: Cơ cấu nâng hạ chai phương án 1 .......................................................................... 36
Hình 2.8: Cơ cấu nâng hạ chai phương án 2 .......................................................................... 37
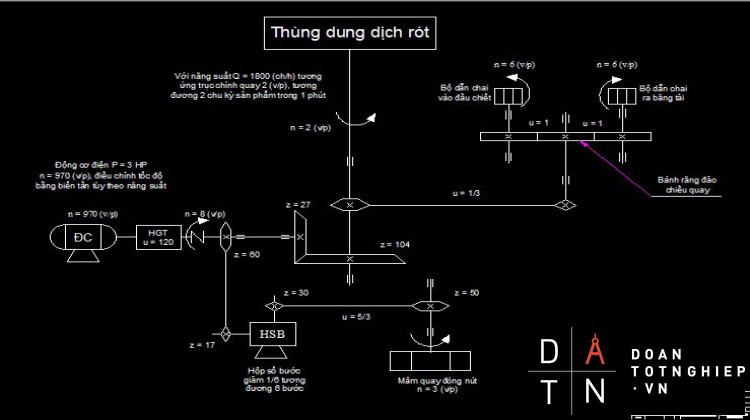
Hình 2.9: Sơ đồ động của máy ................................................................................................. 39
Hình 3.1: Kích thước cơ bản của chai .................................................................................... 40
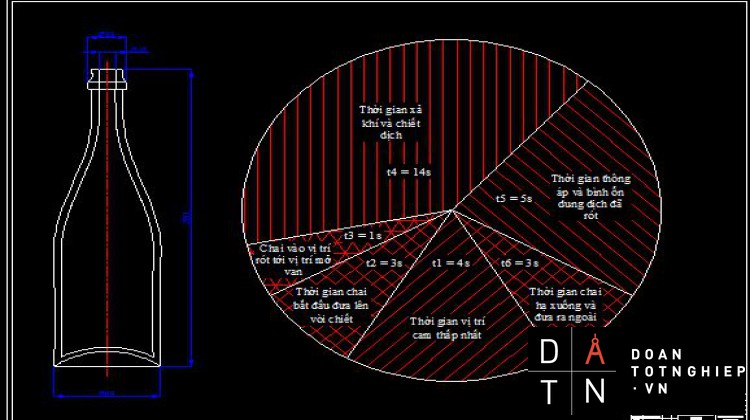
Hình 3.2: Biểu đồ phân bố thời gian chu kỳ máy ................................................................. 43
Hình 3.3: Cơ cấu làm kín chai bằng lò xo .............................................................................. 44
Hình 3.4: Biểu đồ moment trục chính .................................................................................... 59
Hình 3.5: Cơ cấu nâng chai bằng cam tịnh tiến .................................................................... 63
Hình 3.6: Mô hình toán cơ cấu cam tịnh tiến ........................................................................ 64
Hình 3.7: Mô phỏng dòng chảy rượu vô chai ........................................................................ 67
DANH SÁCH BẢN VẼ A0 CỦA MÁY CHIẾT RÓT
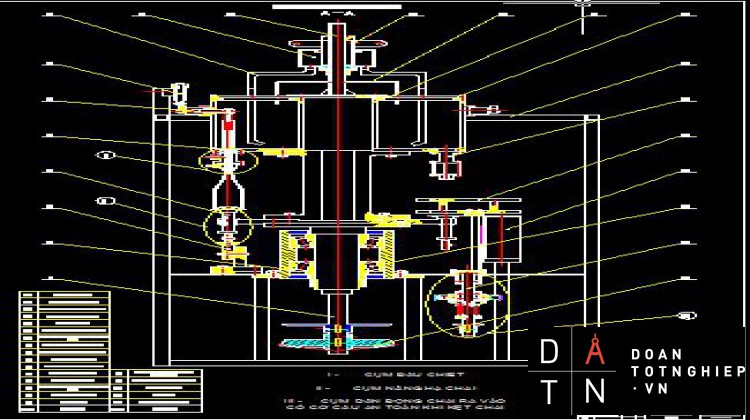
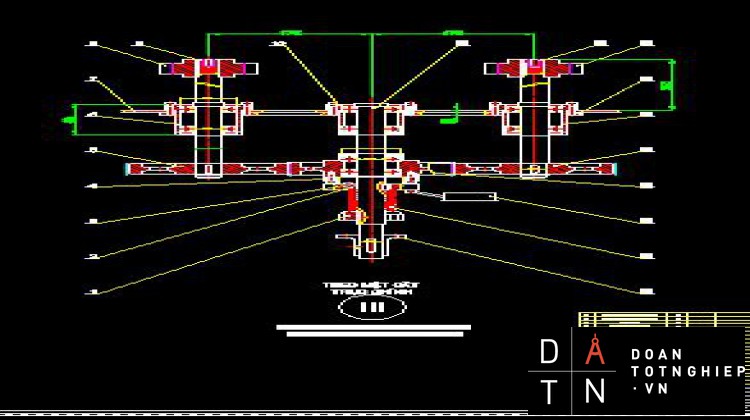
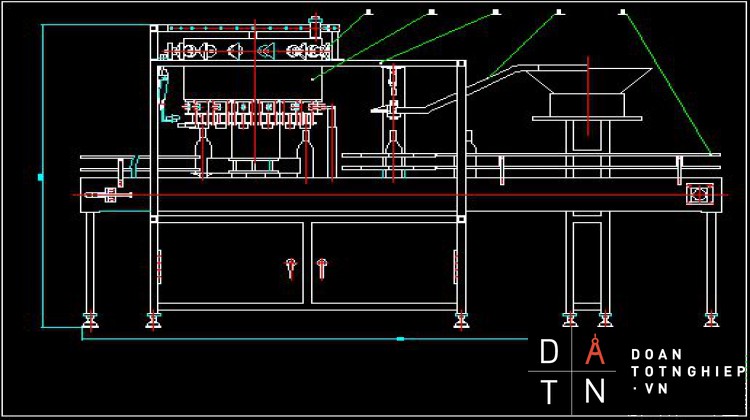
- Bản vẽ mặt cắt chính các cơ cấu của máy.
- Các phương án nâng hạ chai và bản vẽ cơ cấu nâng hạ chai.
- Các phương án chiết và phương án cuối cùng cho đầu chiết.
- Bản vẽ cụm dẫn động chai có cơ cấu an toàn khi kẹt chai.
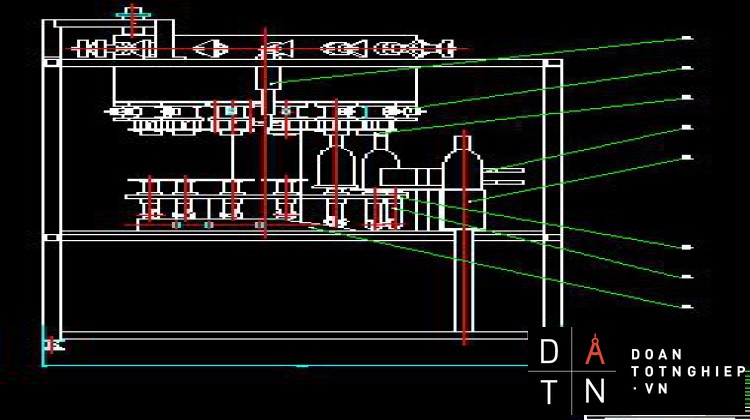
- Bản vẽ tổng thể của máy:
- Bản vẽ hình chiếu đứng.
- Bản vẽ hình chiếu bằng.
- Bản vẽ hình chiếu cạnh.
- Bản vẽ sơ đồ động của máy.
-
ĐẠI HỌC QUỐC GIA THÀNH PHỐ HỒ CHÍ MINH
TRƯỜNG ĐẠI HỌC BÁCH KHOA
KHOA CƠ KHÍ
LUẬN VĂN TỐT NGHIỆP
ĐỀ TÀI:
THIẾT KẾ CHẾ TẠO MÁY CHIẾT RÓT DỊCH CÓ GAS
LỜI CẢM ƠN
Chúng em xin kính gửi đến PGS. TS. Phan Đình Huấn, người thầy đã luôn luôn bên cạnh và tận tình hướng dẫn chúng em trong suốt thời gian thực hiện luận văn tốt nghiệp. Cảm ơn thầy vì những kiến thức, những gợi mở, những giải đáp cho tất cả những khó khăn, thắc mắc mà chúng em gặp phải cũng như những góp ý chân thành cho đề tài để chúng em có thể hoàn thành tốt đề tài luận văn này.
Chúng em xin gửi lời cảm ơn đến các Thầy Cô Trường Đại Học Bách Khoa Tp.HCM cũng như tất cả những người đã và đang hoạt động trong lĩnh vực giáo dục vì những cống hiến hết mình để cho chúng em những kiến thức quí báu, giúp chúng em vững bước trên con đường phía trước
Xin chân thành cảm ơn Ban giám đốc Công Ty TNHH Công Nghệ Sài Gòn đã tạo điều kiện cho chúng em được thực tập và tiếp cận thực tế với môi trường sản xuất tại công ty. Cảm ơn tất cả các Anh Chị trong Phòng Kỹ Thuật và Phân Xưởng Lắp Ráp Máy của Công Ty Công Nghệ Sài Gòn đã tận tình chỉ bảo chúng em trong suốt quá trình thực tập và làm Luận Văn Tốt Nghiệp.
Một lần nữa xin cảm ơn tất cả mọi người đã giúp đỡ em trong suốt thời gian qua. Chúng em kính chúc quí Thầy Cô luôn được dồi dào sức khỏe và đạt được nhiều thành tích mới trong công tác giảng dạy, nghiên cứu, chúc các bạn có nhiều sức khỏe và gặt hái nhiều thành công trong học tập cũng như trong công việc.
Mặc dù chúng em đã cố gắng hết sức để hoàn thành nhiệm vụ được giao nhưng với thời gian và kiến thức còn hạn chế nên không thể tránh khỏi các sai sót. Chúng em kính mong Quý Thầy/Cô xem xét và chỉ bảo thêm để đề tài được hoàn thiện hơn. Chúng em xin chân thành cảm ơn.
CHƯƠNG 1 : TỔNG QUAN VỀ MÁY VÀ CÔNG NGHỆ CHIẾT RÓT
- Đặt vấn đề :
- Từ xưa, rượu là một loại đồ uống chiếm phần khá quan trọng trong các bữa tiệc và đến nay cùng với sự phát triển của xã hội thì nhu cầu về rượu bia cũng tăng theo.Kèm theo đó thì gu thưởng thức của con người về rượu bia cũng nâng cao. Trong đó phải nói đến một loại đồ uống khá quan trọng trong các tiệt ăn mừng đó là rượu Champagne. Rượu Champagne ra đời từ Pháp, cho đến nay nó đã có mặt hầu hết các nước trên thế giới. Việt Nam chúng ta cũng là nước mà Champagne không thể thiếu trong các bữa tiệt. Từ đây công nghệ sản xuất rượu nhẹ có gas ra đời và rất phát triển. Điển hình là trên vùng đất có không khí trong lành và mát mẻ như Đà Lạt có rất nhiều các nhà máy sản xuất vang nổ hay các loại nước ép có gas.
- Nhận thức được xu thế phát triển của thị trường và tầm ảnh hưởng của các loại đồ uống này và đặt biệt hơn là theo chúng tôi được biết thì trên đất nước Việt Nam, ngoài các dây chuyền sản xuất hiện đại và có công suất rất lớn như :Dây chuyền sản xuất và chiết rót bia của Nhà Máy Bia Việt Nam hay dây chuyền sản xuất và chiết rót nước ngọt có gas của Cocacola Việt Nam. Tất cả các dây chuyền trên đều được nhập từ nước ngoài. Còn tại Việt Nam chúng ta chỉ chế tạo được những dây chuyền chiết rót đồ uống có gas cỡ nhỏ và độ ngạm co2 trong dung dịch cũng ở mức thấp chứ không cao như rượu vang nổ.
Từ đó chúng tôi đã quyết định nghiên cứu và chế tạo một dây chuyền chiết rót và đóng nút chai rượu vang nổ nói trên.
- Tổng quan về rượu và đồ uống có gas:
- Tổng quan về rươu champagne:
Champagne là một dạng vang nổ được sản xuất bằng cách tạo ra sự lên men thứ cấp trong chai chứa rượu vang để thực hiện sự cacbonat hóa. Nó được đặt tên theo khu vực Champagne của Pháp. Trong khi thuật ngữ “champagne” (sâm panh) thông thường được các nhà sản xuất vang nổ tại các khu vực khác trên thế giới sử dụng để chỉ sản phẩm của mình thì có nhiều ý kiến cho rằng nó nên được sử dụng một cách chính xác để chỉ tới các loại rượu vang được sản xuất tại khu vực Champagne. Nguyên tắc này được coi trọng tại Liên minh châu Âu bằng quan hệ pháp lý của tên gọi được bảo hộ về nguồn gốc (PDO).
Hình 1.1 Rượu Champagne
Hình 1.2 Rượu champagne Nga
Chỉ có rượu vang sản sinh trên vùng đất Champagne mới được gọi là rượu sâm panh. Và nhãn mác tên rượu đã được chính phủ Pháp bảo hộ. Các loại rượu nhẹ sản xuất từ nho trên những vùng khác của lãnh thổ Pháp được gọi bằng tên vang nổ (sparkling wine). Nhằm giữ được hương vị, chất lượng của rượu sâm panh, chính phủ Pháp cũng quy định rất nghiêm ngặt các loại nho được phép trồng trên vùng đất này, và việc chăm sóc nho, phương pháp làm rượu, thời gian cất giữ rượu, ranh giới vùng trồng nho cũng được kiểm soát nghiêm ngặt.
Qua thời gian, rượu Champagne không chỉ phản ánh đặc điểm thổ nhưỡng, khí hậu của vùng Champagne mà còn là một nhãn hiệu hàng hóa nổi tiếng, các Champenois bảo vệ mạnh mẽ cho nhãn hiệu và quyền sử dụng thuật ngữ "Champagne" của họ. Sự phổ biến và thành công của rượu Champagne đã khiến cho một loạt nhãn hiệu rượu sủi tăm khác bắt chước Champagne hình thành khắp thế giới (như Cava ở Tây BanNha, Sekt ở Đức và vài tên tuổi khác ở Hoa Kỳ), thậm chí ngay ở Pháp cũng có nhãn hiệu vang Cremants sủi tăm. Tên gọi "Champagne" là một chỉ dẫn nguồn gốc được bảo vệ ở Liên minh Châu Âu và tất cả rượu vang sản xuất và bán ở EU phải phù hợp với các tiêu chuẩn và không một nhãn mác của một loại rượu vang nào được đề là "Champagne", trừ khi nó xuất xứ từ AOC Champagne. Tại Hoa Kỳ có một kẽ hở pháp lý cho thuật ngữ "bán chung" - semi-generic. Năm 1985, việc sử dụng thuật ngữ méthode champenoise (các phương pháp làm Champagne truyền thống của người vùng Champagne) cũng bị đặt ra ngoài vòng pháp luật với những nhà sản xuất rượu vang sủi tăm "kiểu champagne", nên những nhà sản xuất này dùng thuật ngữ méthode traditionnelle có nghĩa là rượu vang của họ được làm bằng các phương pháp sản xuất giống như rượu Champagne.
- Quy trình sản xuất rượu:
Quy trình sản xuất rượu vang có thể mô tả một cách đơn giản nhất như sau:
Rượu vang được làm từ các loại nho nguyên chất và được lên men một cách tự nhiên. Vì nho vốn có hai đặc tính tự nhiên là đường và men nên nước nho được ép ra, trải qua một quy chình chế biến sẽ trở thành rượu vang. Tuy nhiên các sản phẩm rượu vang mà chúng ta thưởng thức ngày nay thiên nhiên không thể tự làm ra được mà nó chính là nhờ vào bàn tay của con người. Chính con người đã làm cho quy trình sản xuất rượu vang trở nên ngày một hoàn thiện hơn.
Hình 1.3 Quy trình sản xuất rượu vang
- Tổng quan về đồ uống có gas:
Theo dòng lịch sử
Loại nước giải khát không ga (không CO2) đầu tiên xuất hiện vào thế kỷ 17 với thành phần pha chế gồm nước lọc, chanh và một chút mật ong. Năm 1676, Công ty Compagnie de Limonadiers tại Paris (Pháp) độc quyền bán các loại nước chanh giải khát. Hồi đó, người bán mang các thùng đựng nước chanh trên lưng và đi bán dọc đường phố Paris. Đến năm 1767, tiến sĩ Joseph Priestley - một nhà hóa học người Anh - đã pha chế thành công loại nước giải khát có ga. 3 năm sau, nhà hóa học Thụy Điển Torbern Bergman phát minh loại máy có thể chế tạo nước có ga từ đá vôi bằng cách sử dụng acid sulfuric. Máy của Bergman cho phép sản xuất loại nước khoáng nhân tạo với số lượng lớn. Năm 1810, bằng sáng chế Mỹ đầu tiên dành cho các loại máy sản xuất hàng loạt nước khoáng nhân tạo được trao cho Simons và Rundell ở Charleston thuộc Nam Carolina (Mỹ). Tuy nhiên, mãi đến năm 1832 loại nước khoáng có ga mới trở nên phổ biến nhờ sự ra đời hàng loạt của loại máy sản xuất nước có ga trên thị trường.
John Mathews - cha đẻ nước giải khát Mỹ
Sở dĩ John Mathews có danh hiệu trên do ông là người tiên phong trong lĩnh vực kinh doanh nước giải khát ở Mỹ. Ông nhập cư vào Mỹ từ năm 1832, trước đó ông là người đi đầu trong ngành kinh doanh nước giải khát tại Anh. Mathews đã học một số nguyên lý cơ bản về pha chế khí cacbonic và máy tạo ga từ Joseph Bramah (nhà phát minh máy nén thủy lực từ thế kỷ thứ 18). Mathews định cư hẳn tại Mỹ và bắt đầu cung cấp nước giải khát có ga cho các cơ sở giải khát ở khu vực New York - thời gian này thường phổ biến loại thức uống ướp lạnh nhưng không có hương vị. Nhờ tay nghề cao của Mathews, ngành công nghiệp nước giải khát Mỹ phát triển nhanh chóng.
Những thập niên sau đó - kể từ 1852, với việc nước gừng được tung ra thị trường, các sản phẩm có thương hiệu đã xuất hiện và được cấp quyền kinh doanh. Bắt đầu từ những năm 1880, thị trường nước giải khát tràn ngập các loại nước uống có nhãn hiệu như Coca-Cola (1886), Moxie (1885), Dr.Pepper (1885), Pepsi-Cola (1898)...
Hình 1.4 Các loại nước ngọt có gas
- Tổng quan về các phương pháp chiết rót :
Định lượng sản phẩm lỏng là chiết một thể tích nhất định sản phẩm lỏng và rót vào trong chai, bình, lọ, v.v.. Định lượng sản phẩm lỏng bằng máy được sử dụng rộng rãi trong nhiều ngành sản xuất thực phẩm. Khi định lượng bằng máy thì cải thiện được điều kiện vệ sinh, đảm bảo được năng suất cao và định lượng sản phẩm một cách chính xác.
Máy định lượng chiết rót sản phẩm lỏng thường được áp dụng cho những trường hợp yêu cầu năng suất cao, hoặc các yêu cầu nghiêm ngặt về vệ sinh thực phẩm. Tùy theo tính chất của chất lỏng, các máy chiết rót sẽ khác nhau ở các bộ phận làm việc chính, các cơ cấu rót.
Trong công nghiệp thực phẩm, máy định lượng-chiết rót sản phẩm lỏng đựơc áp dụng cho nước giải khát, nuớc trái cây, bia, rượu, nước giải khát có ga, sữa, mứt, các loại dung dịch thực phẩm cô đặc, v.v..
Hiện nay với công nghệ hiện đại, rất nhiều quy trình công nghiệp được tự động hóa. Trong đó dây chuyền chiết rót và đóng nút chai tự động là một trong những hệ thống được sử dụng rất phổ biến và rộng rãi.
Một hệ thống sản xuất các chất lỏng đóng chai thường được phân chia thành nhiều khâu nối tiếp nhau. Một quy trình khép kín có thể được mô tả như sau:
Từ khâu cấp chai, các chai được đưa vào hệ thống bang tải, trước tiên chai được cho qua hệ thống rửa. Chai dùng trong hệ thống đóng chai thường là chai thành phẩm, nên thường tại khâu này chỉ qua súc rửa để làm sạch bụi.
Sau khi được rửa sạch, các chai được băng tải đưa đến hệ thống rót liệu, tới vị trí rót, để đảm bảo có thể bố trí các cơ cấu cơ khí để kẹp giữ chai. Tại đây, chất lỏng được chiết vào chai theo các phương pháp khác nhau, chiết đẳng áp, chiết đẳng tích, chiết định lượng…Khi chiết xong, chai được băng tải vận chuyển đến vị trí đóng nút hoặc đóng nắp. Khâu đóng nút( nắp) bao gồm cơ cấu cấp phôi và đóng nút( nắp). Cơ cấu đóng có thể là xi lanh khí nén (với nút dập) hoặc motor (vói nút nút vặn).
Sau khi đóng nút (nắp) xong, là khâu dán nhãn, đây có thể coi là khâu đơn giãn nhất trong hệ thống đóng chai. Cơ cấu bôi kéo dính được gắn ngay trên băng tải và bố trí tiếp tuyến sao cho tì vào mặt chai, ngoài chuyển động thẳng trên băng tải, chai còn chuyển động quay tròn do lực tì của cơ cấu bôi keo. Tương tự với cơ cấu cấp nhãn, chai sau khi bôi keo, quay tròn, cuốn băng giấy nhãn 1 vòng quanh chai.
Khâu cuối cùng là khâu kiểm tra và đóng gói sản phẩm. Khâu kiểm tra bao gồm 1 loạt các cảm biến để kiểm tra chất lượng sản phẩm (đủ định mức, đóng nút, dán nhãn đạt yêu cầu…) sau khi kiểm tra sẽ qua cơ cấu phân loại, 1 tay gạt sẽ loại bỏ chai sang 1 băng tải khác. Các chai đạt tiêu chuấn sẽ qua khâu đóng gói, chai được xếp thành khối nhờ các tay máy gạt và nâng hạ.
Như vậy toàn bộ quy trình công nghệ chiết rót, đóng nút chai được tự động hóa hoàn toàn, với đầu vào là nguyên liệu và chai rỗng, đầu ra là sản phẩm có thể đem bán trực tiếp.
- Các phương pháp định lượng chủ yếu:
- Định lượng bằng bình định mức:
Chất lỏng được định lượng chính xác nhờ bình định mức trước khi rót vào chai.
Hình 1.5 Định lượng chất lỏng bằng bình định mức
- Định lượng bằng chiết tới mức cố định:
Chất lỏng được chiết tới mức cố định trong chai bằng cách chiết đầy, sau đó lấy khối thể tích bù trừ ra khỏi chai; khi đó mức lỏng trong chai sẽ sụt xuống một khoảng như nhau bất kể thể tích của các chai có bằng nhau hay không. Ngoài ra còn sử dụng ống thông hơi, chất lỏng đựoc chiết tới khi ngập miệng ống thông hơi sẽ dứng lại. Phương pháp nầy có độ chính xác không cao, tuỳ thuộc độ đồng đều của chai.
Hình 1.6 Cơ cấu định lượng chất lỏng tới mức cố định
- Định lượng bằng cách chiết theo thời gian:
Cho chất lỏng chảy vào chai trong khoảng thời gian xác định, có thể xem như thể tích chất lỏng chảy là không đổi. phương pháp nầy chỉ áp dụng cho các sản phẩm có giá tri thấp, không yêu cầu độ chính xác định lượng.
Ngoài ra phương pháp này cơ cấu hỗ trợ cho việc chiết rót rất hiệu quả, định lượng cũng khá chính xác. Đó là dung them một bơm lưu lượng và có Timer đo thời gian quá trình rót.Phương pháp này thường áp dụng cho việc chiết rót trong các dạng bịch, túi nhựa hay các dạng bình có kết cấu phức tạp …
Hình 1.7 Định lượng chất lỏng thông qua bơm và Timer
- Các phương pháp chiết sản phẩm:
- Phương pháp rót áp suất thường:
Phương pháp này chất lỏng tự chảy vào trong chai do chênh lệch về độ cao thủy tĩnh. Tốc độ chảy chậm nên chỉ thích hợp với các chất lỏng ít nhớt. Phương pháp này còn có tên gọi khác là chiết rót đẳng tich.
Hình 1.8 Hệ thống xúc rửa, chiết rót, đóng nắp và bao màng co bình nước 5 Gallon tiêu chuẩn chiết rót ở áp suất thường
- Phương pháp rót chân không:
Nối chai với một hệ thống hút chân không, chất lỏng sẽ chảy vào trong chai do chênh áp giữa thùng chứa và áp suất trong chai. Lượng chất lỏng chảy vào chai thông thường cũng được áp dụng phương pháp bù trừ hoặc chiết đầy chai.
Trong cơ cấu rót chân không hiện nay dùng van bi hoặc van trượt. Trong thân của cơ cấu rót có hai rãnh. Một trong hai rãnh đó được nối với bơm chân không, rãnh còn lại nối với bình chứa sản phẩm.
Ở vị trí đóng, van trượt (hoặc van bi) đóng cả hai đường thông với bơm chân không và sản phẩm. Khi có chai đưa vào, van được nâng lên và quá trình rót bắt đầu. Không khí trong chai được bơm chân không hút làm áp suất giảm. Khi đó sản phẩm từ bình chứa sẽ chảy vào trong chai. Quá trình diễn ra liên tục đến khi chai được nạp đầy sản phẩm. Khi đó đường ống hút khí sẽ bị ngắt khỏi bơm chân không, bên trong chai được thông áp và sản phẩm ngừng chảy vào trong chai. Tuy nhiên sẽ có một lượng nhỏ sản phẩm bị hút theo không khí, phần sản phẩm nầy sẽ được tách ra ờ bình tách lỏng đặt trước máy hút chân không. Thông thường người ta điều chỉnh lượng sản phẩm trong chai bằng cách sử dụng ống thông áp có thể dịch chuyển được hoặc thay đổi thời gian hút chân không
Cơ cấu rót chân không được dùng để rót các sản phẩm dễ hư hỏng hoặc giảm chất lượng khi tiếp xúc với không khí, hoặc được sử dụng trong các trường hợp các sản phẩm dễ rót và yêu cầu năng suất rót lớn, thời gian rót cho một chai nhanh.
Hình 1.9 Phương pháp chiết rót có hút chân không
- Phương pháp rót đẳng áp:
Phương pháp này được áp dụng cho các sản phẩm có gas như bia, nước ngọt.Trong khi rót, áp suất trong chai lớn hơn áp suất khí quyển nhằm tránh không cho ga (khí CO2) thoát khỏi chất lỏng. Với phương pháp rót đẳng áp thông thường, người ta nạp khí CO2 vào trong chai cho đến khi áp suất trong chai bằng áp suất trong bình chứa, sau đó cho sản phẩm từ bình chứa chảy vào trong chai nhờ chênh lệch độ cao.
Hình 1.10 Nguyên lý chiết rót đẳng áp
1: van ; 2: chai rượu; 3: van thông áp; 4: van chiết; 5: thùng rượu 6: van xả khí
Để tránh tổn thất khi rót chất lỏng có nạp khí người ta nạp đầy bằng cơ cấu rót đẳng áp đặc biệt.
- Tình hình nghiên cứu thị trường ở Việt Nam và thế giới:
- . Tình hình phát triển máy chiết rót trên thế giới:
Công nghệ chiết rót chất lỏng trên thế giới ra đời khá lâu và đi kèm theo là những công nghệ chế tạo máy chiết rót cũng rất tiên tiến và phát triển.Với rất nhiều những công nghệ chế tạo máy chiết rót điển hình như:
- Công nghệ chiết rót đẳng áp sử dụng cho các ngành chiết rót bia rượu có gas:
Trong đó các dây chuyền chiết rót công nghệ của Đức và Italya rất đa dạng:
Hình 1.11 Dây chuyền chiết rót chai nhựa và chai thủy tinh của Vir Mauri Italya
- Dây chuyền công nghệ chiết rót đẳng tích sử dụng cho các ngành chiết rót nước ngọt không gas hay nước tinh khuyết …
- Ngoài ra chiết rót vô trùng cũng là bước ngoặc trong công nghệ chiết rót trên thế giới sử dụng trong các dây chuyền chiết rót sữa hay thuốc …
Toàn bộ quy trình chiết rót được đảm bảo vô trùng tuyệt đối, ngăn chặn sự tái nhiễm của vi khuẩn gây hỏng sản phẩm.
Tiệt trùng máy rót: Tiệt trùng bằng khí nóng >280 độ C, sau đó tiệt trùng bằng hơi bão hòa >130độ C, cuối cùng tiệt trùng bằng Oxy già H2O2 35%. Toàn bộ các thông số tiệt trùng máy rót được kiểm soát tự động
Tiệt trùng bao bì: Bao bì được tiệt trùng bằng cách lội qua bể Oxy già 35%, 85oC và sau đó được làm khô và tiệt trùng bằng UV trong môi trường vô trùng. Các thông số tiệt trùng bao bì được kiểm soát tự động.
Nhờ sự kết hợp của 3 yếu tố công nghệ chế biến, chiết rót và bao bì tiệt trùng UHT, chúng ta có thể giữ thực phẩm tươi ngon trong vòng 6 tháng mà không cần dùng bất cứ chất bảo quản nào.
Hình 1.12 Dây chuyền chiết rót vô trùng của Procomac Italya
Hiện nay trên thế giới sử dụng nhiều loại máy chiết rót và cách chiết rót khác nhau, phụ thuộc vào loại sản phẩm và các kiểu bình chứa nó. Có thể phân loại các kiểu chiết, rót (type of filling) và các loại máy chiết rót (filling machines) như sau:
- Máy dùng chiết chất lỏng không chứa CO2 như nước cam, nước khoáng…:
- Máy dùng để chiết rót sản phẩm vào ly sau đó đóng nắp:
- Máy dùng để chiết rót và đóng gói các sản phẩm như bột mì, bánh kẹo… vào túi, bao…:
- Máy dùng để chiết rót các chất lỏng có gaz:
- . Tình hình phát triển máy chiết rót ở Việt Nam:
Hiện nay công nghệ sản xuất và chế tạo máy ở nước ta khá phát triển, trong đó công nghệ chế tạo máy chiết rót cũng rất phát triển.Nhưng nhìn chung cũng chỉ chế tạo được các máy chiết rót đơn giản và công suất nhỏ.Chủ yếu là các dây chuyền chiết rót nước suối ,nước ngọt không gas hay chiết rót nhớt …
Điển hình hiện nay ở nước ta có một số công ty chuyên thiết kế chế tạo máy chiết rót khá thành công như:
- Công ty CP Trung Hậu:
Công ty chuyên thiết kế chế tạo các dạng máy chiết rót và máy đóng nắp chai tự động. Trong đó chủ yếu là các dạng máy chiết rót không có gas.
Hình 1.13 máy chiết rót và đóng nắp chai tự động
- Công ty TNHH Đại Chính Quang:
Công ty chuyên chế tạo các dạng máy chiết rót và đóng gói trong ngành dược phẩm.
Hình 1.14 Máy chiết nước tinh khuyết
- . Kết luận chung:
Nhìn chung công nghệ trong ngành chiết rót là công nghệ hỗ trợ cho rất nhiều các ngành công nghiệp khác như: ngành công nghiệp chế biến thực phẩm, Ngành cn dược phẩm hay mỹ phẩm…
Trong đó lĩnh vực chiết rót đẳng áp là cực kỳ quan trọng và khá phức tạp trong các dạng chiết rót vì nhiều sản phẩm cần vô trùng hay các sản phẩm có gas.
Thực tế hiện nay ở nước ta các dây chuyền chiết rót đẳng áp ở nước ta hầu như được nhập từ nước ngoài có giá thành rất cao, chỉ các công ty hay tập đoàn lớn mới đủ khả năng đầu tư như: Công ty nhà máy bia Việt Nam hay Công ty CoCaCoLa…
Vậy một điều cần thiết là nước ta cần hỗ trợ và khuyến khích các công ty trong nước, nghiên cứu và chế tạo các máy móc phục vụ nghành chiết rót đặc biệt là chiết rót đẳng áp.
CHƯƠNG 2: PHÂN TÍCH VÀ LỰA CHỌN PHƯƠNG ÁN
I.MODULE CHIẾT RÓT:
- Nguyên lý hoạt động chung của một hệ thống chiết rót:
- Nguyên lý hoạt động chung của một hệ thống chiết rót thông thường:
- Chai được cấp vào băng tải ( có thể tự động hoặc bán tự động ).
- Cơ cấu dẫn hướng chai vào khu vực chiết ( có thể bằng sao hay bằng vis … ).
- Cơ cấu nâng chai lên ( có thể bằng cam ,bằng loxo cưỡng bức … ).
- Quá trình chiết bắt đầu ( có thể đẳng áp hay đẳng tích … ).
- Kết thúc quá trình chiết chuyển qua giai đoạn ổn định dung dịch.
- Cơ cấu dẫn hướng chai ra khu vực khác.
Sơ Đồ Khối Chung Của Một Quá Trình Chiết
- Nguyên lý hoạt động chung của một hệ thống chiết rót đẳng áp:
- Chai được cấp vào băng tải chai ( có thể tự động hoặc bán tự động ).
- Cơ cấu dẫn hướng chai vào khu vực chiết ( có thể bằng sao hay bằng vis … ).
- Cơ cấu nâng chai lên ( có thể bằng cam ,bằng loxo cưỡng bức … ).
- Khi miệng chai đã kín với bình chứa, van mở quá trình đẳng áp bắt đầu ( thông thường áp suất đẳng áp từ 2 – 3 bar ).
- Quá trình chiết bắt đầu .
- Kết thúc quá trình chiết và thông áp với khí trời.
- Chuyển qua giai đoạn ổn định dung dịch ( tùy vảo dung dịch rót và quá trình rót mà thời gian này có thể lâu hay mau ).
- Cơ cấu dẫn hướng chai ra khu vực khác.
2.2Những vấn đề cần lưu ý khi chiết rót chất lỏng có gas:
- Hiện tượng trào bọt:
- Nguyên nhân:
- Các cơ cấu cơ chạy không ổn định gây rung động máy.
- Do bản chất của dung dịch liên kết với Co2 kém bền.
- Yếu tố nhiệt độ.
- Tốc độ dòng chảy.
- Thời gian ổn định.
- Giải pháp khắc phục:
- Thiết kế máy đủ bền và bôi trơn tốt các cơ cấu cơ.
- Hạ thấp nhiệt độ trong quá trình rót ( khoản từ 1 – 4 độ ).
- Điều khiển dòng chảy tầng và chảy tựa vào thành chai.
- Thời gian ổn định lâu nhất có thể.
- Hiện tượng không đẳng áp:
- Các bộ phận ron làm kín không tốt.
- Bộ ổn định áp suất không đạt.
- Vòi dẫn khí bị tắt.
- Tốc độ dòng chảy.
2.3Phân tích lựa chọn phương án cho cụm chiết:
- Phương án bố trí vị trí đầu chiết và bố trí dây chuyền:
- Bố trí dây chuyền và các đầu chiết theo đường thẳng:
- Nguyên lý hoạt động của dạng này:
Bố trí theo dạng này, cụm máy được bố trí dọc theo băng tải, một số lượng chai được chuyển tới vị trí chiết lúc đó băng tải ngưng duy chuyển thì vòi chiết hoạt động và chiết xong số lượng chai đó thì tiếp tục quá trình mới.Sau đó chai được đưa đến cụm khác.
- Ưu điểm:
- Không gian bố trí máy gọn,dễ quan sát các vòi chiết.
- Nhược điểm:
- Năng suất thấp do phải mất thời gian chờ xong một chu kỳ mới bắt đầu chu kỳ mới.
- Không thích hợp cho các kiểu chiết phức tạp như chiết đẳng áp.
- Không bố trí được nhiều đầu chiết.
- Bố trí dây chuyền và các đầu chiết theo đường tròn:
- Nguyên lý hoạt động của dạng này:
Trong kiểu bố trí này chai di chuyển theo vòng tròn quay theo các cụm chiết, chai được chiết và vận chuyển liên tục.Băng tải di chuyển độc lập.
- Ưu điểm:
- Dạng bố trí này ta có thể chiết được nhiều pha như trong chiết đẳng áp.
- Băng tải và các module chiết và module đóng nút có thể độc lập.
- Do bố trí được nhiều đầu chiết nên năng suất cao.
- Nhược điểm:
- Chiếm không gian máy lớn.
- Giá thành cao.
Sơ Đồ Nguyên Lý Dạng Mâm Xoay
- Kết luận chọn phương án bố trí:
Qua phân tích các ưu nhược điểm ở trên cùng với năng suất của bài toán đã cho là 1000 – 1800 chai/h. Và dung dịch cần chiết ở đây là đồ uống có gas.
Từ những điều kiện ở trên ta phải thiết kế dây chuyền chiết rót đẳng áp với số lượng đầu chiết nhiều nên ta chọn phương án bố trí theo vòng tròn.
- Phương án chọn số đầu chiết:
- Năng suất thiết kế của bài toán: Q = 1800 chai/giờ.
- Theo sơ đồ động học của máy ta bố trí các cụm đầu rót đặt dưới thùng rót.
- Thời gian hoàn thành một chu kỳ rót tương ứng với một vòng quay của trục chính.
Gọi k là số đầu rót.
Gọi T là một chu kỳ rót.
Gọi n là số vòng quay trục chính.
Vậy ta có số chu kỳ rót trong một phút tương ứng với số vòng quay trục chính là 1 ( v/p ) là:
T = ( s ) (1)
Ta cũng có năng suất của máy trong 1 phút là:
Q = n.k = 1800/60
Q = n.k.60 = 1800 ( ch/h )
k = (2)
Thế (1) vào (2) ta có:
T = 2n (3)
Kết hợp (1) và (3) ta lập bảng sau:
60/k = 2n
|
k(đầu rót) |
1 |
2 |
…… |
10 |
….. |
15 |
…… |
20 |
|
n(v/phút) |
30 |
15 |
…… |
3 |
..... |
2 |
…… |
1,5 |
|
T(s) |
2 |
4 |
…… |
20 |
….. |
30 |
…… |
40 |
Nhận xét:
- Nếu cùng một năng suất cho trước, số đầu rót tăng lên thì số vong quay giảm xuống và chu kỳ T tăng lên.
- Nếu số đầu rót nhiều thì kết cấu máy cồng kềnh, số vòng quay giảm xuống làm cho bộ truyền có kích thước lớn, chu kỳ máy T còn lớn dư không cần thiết ( Thực nghiệm cho thấy chu kỳ chiết hoàn thành một sản phẩm khoản từ 25-30 s ).
- Nếu số đầu rót ít thì chu kỳ sẽ ngắn sẽ không đủ thời gian rót, vận tốc băng tải cấp phôi lớn, dẫn đến chai dễ bị xô ngã.
- Mặt khác, dung dịch rót là loại rượu có gas nên cần có thời gian ổn định.
Qua các bước phân tích trên ta chọn:
- n = 15 (đầu rót).
- (s).
- (v/p).
- Phương án chọn các cơ cấu chiết:
- Cơ cấu chiết rót kiểu van xoay:
- Cấu tạo:
Gồm bình lường 2, van ba chiều 3, ống 1, ống nối 4 để nạp đầy bình lường và ống 5 để rót thể tích đã định vào chai.
- Nguyên lý:
Ở vị trí nạp, nút van ba ngã xoay nối ống dẫn chất lỏng trong bình chứa chảy vào bình lường, đẩy không khí trong bình ra qua ống thông hơi. Khi đầu dưới của ống ngập dưới mực chất lỏng thì không khí không thoát ra được nữa, chất lỏng dâng lên cao hơn miệng ống một đoạn nhỏ, rồi dừng lại. Khoảng dâng cao hơn miệng ống thông hơi phụ thuộc vào mực chất lỏng ở trong thùng chứa. Khi đó áp suất không khí trong bình bị nén tới áp suất bằng với áp suất chất lỏng có độ sâu tính từ mặt thoáng trong thùng chứa và mặt thoáng trong bình lường, chất lỏng không chảy vào bình lường được nũa. Chất lỏng trong ống thông hơi sẽ dâng lên và theo quy tắc bình thông nhau đến bằng mực chất lỏng ở trong thùng chứa.
Ðể tháo chất lỏng vào bao bì chứa, xoay van ba ngã tới vị trí tháo. Chất lỏng trong bình định lượng sẽ theo ống dẫn chảy xuống bao bì chứa bên dưới.
Thể tích chất lỏng trong bình có thể điều chỉnh bằng cách nâng hoặc hạ ống thông hơi xuống.
Hình 2.1 Cơ cấu chiết kiểu van xoay
- Ưu điểm: đơn giản, dễ sử dụng, giá thành thấp.
- Nhược điểm: năng suất không cao, chiết chất lỏng ở áp suất khí quyển, không có gas.
- Cơ cấu chiết rót kiểu bình lường và van trượt:
- Cấu tạo:
Trong thùng rót có bình lường, đáy bình vặn chặt với van trượt. Phần bên trên của van trượt rỗng còn phần bên dưới đặc. Bên phần rỗng của van trượt có lỗ. Van trượt di chuyển lên xuống được bên trong một ống lót lắp cố định dưới đáy thùng. Ống lót có lỗ nối với ống dẫn sản phẩm vào bao bì.
- Nguyên lý:
Hình 2.2 Cơ cấu rót có bình lường và van trượt
Một lò xo lắp ở đáy bình chứa luôn luôn giữ cho van trượt ở vị trí thấp nhất. Khi đó miệng của bình lường nằm bên dưới mặt thoáng chât lỏng trong bình chứa. Khi nâng van trượt lên một khoảng (chu kỳ rót) thì bình lường chứa chất lỏng được đưa lên cao hơn mặt thoáng trong bình chứa, đồng thời xảy ra sự trùng khít các lỗ của van trượt và ống lót, nhờ đó chất lỏng ở trong bình lường chảy vào vào bao bì chứa. Sau khi chảy hết chất lỏng thì bình lường được hạ xuống, chất lỏng lại chảy vào đầy bình lường và chu trình làm việc sẽ lặp lại.
Lượng chất lỏng chảy vào trong bao bì bằng thể tích của bình lường, do đó khi cần thay đổi định lượng phải thay đổi bình lường khác có thể tích thích hợp.
- Ưu điểm: định lượng chính xác nhờ thể tích bình đã định trước, kết cấu đơn giản, có thể thay đổi bình lường.
- Nhược điểm: không rót được ở áp suất cao, chất lỏng có chứa khí gas , thời gian chiết phụ thuộc vào chiều cao của chất lỏng trong thùng rót,thường chỉ rót được chất lỏng dạng ít nhớt.
- Cơ cấu chiết rót đẳng áp:
- Cấu tạo:
Hình 2.3 Nguyên lý rót đẳng áp
Hình 2.4 Cấu tạo vòi rót
- Nguyên lý:
- Nạp đầy khí vào bao bì, áp suất bằng áp suất dư, chất lỏng sẽ được rót ở áp suất đó.
- Mở lỗ nạp chất lỏng.
- Chất lỏng chảy vào bao bì chứa không có sự chênh lệnh áp suất (dưới tác dụng của trọng lượng bản thân).
- Nạp vào đầy bao bì đến mực chất lỏng đã định trước (rượu chảy lấp vòi khí thì quá trình chiết ngừng lại).
- Đóng lỗ nạp chất lỏng.
- Ưu điểm:
- Có thể chiết rót các chất lỏng có nạp khí.
- Bảo vệ được nguyên trạng thái chất lỏng không bị oxy hóa.
- Kết cấu khá đơn giản.
- Năng suất cao.
- Dễ thay thế bảo trì.
- Nhược điểm:
- Khó điều khiển mức chiết.
- Không chiết được chất lỏng có độ nhớt cao.
- Kết luận chọn phương án cơ cấu chiết:
Tất cả các phương án đã nêu trên đều có khả năng tự động hóa.Nhưng bài toán cần giải quyết ở đây là dung dịch rót có gas mạnh.Kết cấu máy đơn giản gọn. Môi trường rót có áp suất ở 2.5 bar. Có khả năng thay đổi loại chai tạo ra sự linh hoạt trong sản xuất.Nhưng quan trọng nhất là khi dung dịch chiết có gas mạnh, để đảm bảo không thất thoát co2 và không trào bọt khi rót xong thì chỉ có nguyên lý rót đẳng áp là đáp ứng được bài toán đề ra.
Từ những phân tích phương án trên ta chọn cơ cấu rót đắng áp.
- Phương án chọn các cơ cấu cơ quan trọng của máy:
- Phương án cơ cấu truyền động chính :
- Đưa ra phương án:
Vì bài toán thiết kế máy ở đây là máy tự dộng hóa cả bộ phận chiết rót và đóng nút nên các cơ cấu truyền động của máy phải có sự liên kết với nhau không có sai số trong truyền động .Do đó chỉ có thể sử dụng các cơ cấu truyền động như:
- Truyền động bánh răng.
- Truyền động đai răng.
- Truyền động xích.
- Truyền động bằng động cơ servo.
- …
- Phương án 1:
Sử dụng 2 động cơ servo cho hai bộ phận chính là phần chiết rót và phần đóng nút. Hai bộ phận này được liên kết với nhau thông qua các bộ cảm biến và điều khiển bằng PLC.
Riêng bộ phận chiết rót gồm có hai phần chính là: Khi trục chính quay mang các đầu chiết quay theo, đồng thời hai cơ cấu đưa chai vào và ra cũng quay theo lỉ lệ.Do đó có sự liên kết giữa trục chính và bộ phận đưa chai vào ra.
...............................................................................................
Áp dụng phương trình Becnuli cho chất lỏng thực ta có:
= H = const
Trong đó gọi là hệ số điều chỉnh động năng trong trương hợp này ta chọn.
Hệ số α đó được gọi là hệ số Coriolis, nó phụ thuộc vào chế độ chảy của chất lỏng ( α=2 đối với chảy tầng và α=1 đối với chảy rối ).
(vì ta chỉ tính toán cho trường hợp dòng chảy tầng).
Vì mặt thoáng bề mặt rộng nên có thể xem .
Trong trường hợp này do chiết đẳng áp nên
: mất năng.
Hình 3.7 Mô phỏng dòng chảy vô chai
Áp dụng phương trình Bernoulli tại mặt cắt bất kỳ:
Về mặt năng lượng chúng ta có thể hiểu :
Z – năng lượng riêng thế năng
P/ρg – năng lượng riêng áp suất
V2/2g – năng lượng riêng động năng
Trong phương trình trên thứ nguyên của H là mét: [H]=m. Và H được gọi là chiều cao cột áp. Từ đó có thêm các tên gọi: Z – chiều cao cột áp hình học, P/ρg – chiều cao cột áp áp suất, V2/2g – chiều cao cột áp vận tốc.
- Từ định luật Bernoulli, ta tính được vận tốc dòng rượu qua mặt cắt theo độ cao cột rượu và không phụ thuộc vào tiết diện mặt cắt. Tuy nhiên, chiều cao H thực tế không đổi vì rượu được cấp thường xuyên để duy trì chiều cao cột rượu không đổi. Từ đó, vận tốc rượu qua mặt cắt cho trước không đổi theo thời gian.
Ở đây, ta phải xác định diện tích mặt cắt (hình vành khăn) để đảm bảo rượu chảy tầng. Sau đó, dễ dàng tính được lưu lượng rượu.
- Để rượu chảy tầng thì hệ số Renold : Re < 2320
Mặt khác
(1)
Ngoài ra, gọi D và d là đường kính vòng ngoài và trong của mặt cắt vành khăn_giá trị cần thiết kế.
Với diện tích mặt cắt hình vành khăn
Chu vi ướt
(2)
+ Từ (1) và (2) ta xác định điều kiện để rượu chảy tầng là:
Với :
v là độ nhớt động học của rượu_ tra bảng
w là tốc độ dòng chảy qua mặt cắt_ cho trước dựa trên quy trình công nghệ
D, d là đường kính vòng ngoài và trong của mặt cắt vành khăn_giá trị cần thiết kế
Do đó:
( : hệ số lưu tốc).
Vậy lưu lượng :
CHƯƠNG 4: HỆ THỐNG ĐIỀU KHIỂN, VẬN HÀNH VÀ BẢO TRÌ MÁY
- Hệ thống điều khiển:
- A. Hệ thống khí nén của máy
Hình 4.1 Sơ đồ mạch khí nén của máy
1
- A. Hệ thống điện điều khiển:
- Các kí hiệu và quy ước trong PLC:
|
Địa chỉ trên PLC |
Thiết bị ngoài |
Địa chỉ trên PLC |
Thiết bị ngoài |
|
X000 |
Run-button |
X013 |
Có chai |
|
X001 |
Handle/auto |
X014 |
Sensor xylanh dưới |
|
X002 |
VB Switch |
X015 |
Sensor cửa |
|
X003 |
Conveyor Switch |
X016 |
Xylanh nâng dưới |
|
X004 |
Main motor |
X017 |
Xylanh nâng trên |
|
X005 |
E-Stop |
X020 |
Xylanh nút trong |
|
X006 |
Vị trí thước đó |
X021 |
Xylanh nút ngoài |
|
X007 |
Level sensor |
X022 |
Sensor kẹt nút |
|
X010 |
Man motor |
X023 |
Mở van rượu tay |
|
X011 |
Kẹt chai |
X024 |
Test mức rượu |
|
X012 |
Sensor xylanh trên |
|
|
Bảng thống kê các ngõ vào
|
Địa chỉ trên PLC |
Thiết bị ngoài |
|
Y000 |
Out băng tải |
|
Y001 |
Out main motor |
|
Y002 |
Out máng rung |
|
Y003 |
Hight level |
|
Y004 |
Low level |
|
Y005 |
Solenoid rut |
|
Y006 |
Solenoid dong |
|
Y007 |
Solenoid mở văn rượu |
|
Y010 |
Solenoid cấp nút |
|
Y011 |
Solenoid nâng |
|
Địa chỉ trên PLC |
Thiết bị ngoài |
Địa chỉ trên PLC |
Thiết bị ngoài |
|
M0 |
auto |
M15 |
Main motor |
|
M1 |
Handle |
M16 |
Băng tải auto |
|
M2 |
Begin |
M17 |
VB auto |
|
M3 |
Báo kẹt chai |
M18 |
Ngắt tín hiệu vào |
|
M4 |
Có chai |
M19 |
Rút xylanh đóng |
|
M5 |
Đóng nút tay |
M20 |
Rút xylanh khi kd |
|
M6 |
Không nút |
M22 |
Ngừng motor |
|
M7 |
Ra khỏi man |
M23 |
Ngắt máng rung |
|
M8 |
Đóng xong |
M24 |
Vị trí thước đo |
|
M9 |
Nâng xylanh |
M25 |
Mở van rượu |
|
M10 |
Xylanh nút |
M26 |
Sensor mức |
|
M11 |
Main motor |
M28 |
Mức rượu kiểm tra |
|
M12 |
Băng tải handle |
M8002 |
PLC stop-----> run |
|
M13 |
VB handle |
M8013 |
Ls pulse on/off |
|
M14 |
Đóng nút xuống |
M8028 |
Goi hs timer |
- Lập trình PLC
- Vận hành và bảo trì máy:
- B. Vận hành máy:
- Các bước chuẩn bị:
- Vệ sinh máy trước khi chuyển dịch vào.
- Chuẩn bị chai và nút đầy đủ.
- Kiểm tra các công tắc an toàn.
- Kiểm tra khí nén đã đủ áp.
- Kiểm tra nhiệt độ dịch rót.
- Kiểm tra nồng độ co2 ngậm trong dịch.
- Chuẩn bị các bình nén co2 đầy đủ.
- Các bước vận hành máy:
- Bước 1: bật công tắc cung cấp nguồn điện 3 pha 220 VAC khởi động máy.
- Bước 2: nạp rượu vào thùng đúng mức quy định.
- Bước 3: cấp nguồn khí vào thùng rượu và xem đồng hồ đo áp đạt
- Bước 4: xoay num vặn (EMERGENCY) theo chiều kim đồng hồ rồi buông tay, đèn nguồn sáng lên.
- Bước 5: vào trong PLC để kiểm tra các vị của cảm biến như cảm biến hành trình bảo vệ máy, cảm biến mức rượu…..
- Bước 6: chai đặt sẵn sàng.
- Bước 7: chuyển công tắc chế độ về vị trí Auto.
- Bước 8: nhấn nút bắt đầu (nút Start), chai được di chuyển qua bộ phận chuyển dướng chai, quá trình chiết bắt đầu:
- Chai được di chuyển đến vị trí mở vòi khí nhằm mục đích cân bằng áp, sau đó chiết rượu đến lúc thể tích chai đủ thì bộ phận đóng vòi chiết hoạt động, tiếp theo là xả khí ra môi trường ngoài, để chai ổn định một thời gian thì chai được chuyển hướng . Băng tải đưa chai đến vị trí đóng nút
- Bộ phận dẫn hướng dẫn chai vào đúng vị trí xylanh đẩy chai lên, piston đi xuống và đóng nắp, chai được di chuyển ra ngoài băng tải đến vị trí lấy chai.
- B. Bảo trì máy:
Để đảm bảo máy luôn hoạt động bình thường ổn định, chính xác cũng như phát hiện và xử lý kịp thời ta phải bảo trì máy định kỳ.
|
Bộ phận kiểm tra |
Yêu cầu kiểm tra |
Định lỳ |
|
Vị trí tương đối giữa các bộ phận quan trọng: đầu rót, cam dịch chuyển, bộ phận khép kín chai |
Xem các vị trí cũng như các khoảng dịch chuyển có đúng yêu cầu không. |
Hàng ngày. |
|
Các bulong, ốc. |
Xem có chặt không |
Hàng tuần. |
|
Cam, con lăn. |
kiểm tra dộ tiếp xúc và độ mòn. |
Hàng tuần. |
|
Vòi rót. |
Có bị rò rỉ không. |
Hàng ngày |
|
Các con lăn, bánh răng, ổ bi. |
Kiểm tra bôi trơn, ăn khớp |
Hàng tuần. |
|
Thanh trượt nắp |
kiểm tra có mắc kẹt hay không. |
Hàng ngày. |
|
Máng rung |
Độ rung của máng có ổn định hay không |
Hàng tuần. |
|
Các bộ phận khác |
Kiểm tra hỏng hóc |
Hàng tuần. |
CHƯƠNG 5: KẾT LUẬN VÀ HƯỚNG PHÁT TRIỂN ĐỀ TÀI

Mục đích thiết kế chế tạo máy chiết rót và đóng nút rượu có ga là áp dụng các kiến thức đã học vào việc giải quyết một bài toán cụ thể trong thực tế. Xuất phát từ nhu cầu thực tế như nâng cao năng suất, tự động hóa quá trình chiết rượu và đóng nút nhựa… ta chuyển thành các thông số yêu cầu kĩ thuật để từ đó tính toán thiết kế chi tiết máy, kết cấu máy và giải quyết bài toán thiết kế.
Tuy nhiên trong quá trình thiết kế và chế tạo, do thiếu kinh nghiệm, nên khi thiết kế dựa vào suy nghĩ của cá nhân chúng em và một số tài liệu của một số người đi trước do đó sẽ có nhiều sai sót như: kết cấu rườm rà, lựa chọn vật liệu nhiều chi tiết chưa tối ưu, chưa tính toán đầy đủ tất cả các chi tiết máy…Qua quá trình làm và chạy thử máy, chúng em nhận ra hướng phát triển của máy như sau:
- Thiết kế nâng cao độ chính xác, tính bền cho các chi tiết máy.
- Cải thiện độ cững vững của máy.
- Liên hệ thêm thực tế để tối ưu máy.
- Cải tiến cơ cấu rót để tối ưu hơn về năng suất và vật liệu.
*TÀI LIỆU THAM KHẢO
[1]. Nguyễn văn Hữu và Trần huy Hoàng, Luận văn TK và CT MÁY CHIẾT RÓT RƯỢU VANG, 2012.
[2]. Trịnh chất, Cơ sở thiết kế máy và chi tiết máy, Nhà xuất bản khoa học và kỹ thuật 1998.
[3]. Nguyễn Ngọc Cẩn, Trang bị điện trong máy cắt kim loại, Trường Đại Học Bách Khoa Hà Nội.
[4]Nguyễn Ngọc Cẩn, Kỹ thuật điều khiển tự động, NXB Đại học quốc gia Tp.HCM.
[5]. Trần Văn Địch, Tự động hóa sản xuất.
[6]. Lê Khánh Điền, Vẽ kỹ thuật cơ khí, NXB Đại học quốc gia Tp.HCM.
[7]. Lại Khắc Liễm, Giáo trình cơ học máy, Trường Đại Học Bách Khoa Tp.HCM 1998.
[8]. Cơ sở thiết kế máy, Bộ môn thiết kế máy khoa cơ khí.Trường Đại Học Bách Khoa Tp.HCM.
[9]. Kỹ thuật nâng chuyển, Bộ môn thiết kế máy khoa cơ khí.Trường Đại Học Bách Khoa Tp.HCM xuất bản năm 2001.
[10]. Lê Hoàng Tuấn, Sức bền vật liệu tập I và tập II, Trường Đại Học Bách Khoa Tp.HCM.
[11]. Tài liệu tham khảo về công nghệ chế biến rượu vang, Khoa hóa Trường Đại Học Bách Khoa Tp.HCM.
[12]. Trịnh Chất – Lê Văn Uyển, Tính toán thiết kế dẫn động cơ khí tập I và tập II, Nhà sản xuất giáo dục năm 1997.
Nguyễn Hữu Lộc, Cơ sở thiết kế máy, NXB ĐHQGTP Hồ Chí Minh, 2004.
2. Nguyễn Trọng Hiệp, Chi tiết máy tập 1, 2 NXB Giáo dục, 1998.
3. Nguyễn Hữu Lộc, Bài tập chi tiết máy, NXB ĐHQGTP Hồ Chí Minh, 2003.
4. Nguyễn Hữu Lộc, Độ tin cậy trong thiết kế kỹ thuật , NXB ĐHQGTP Hồ Chí Minh, 2002.




