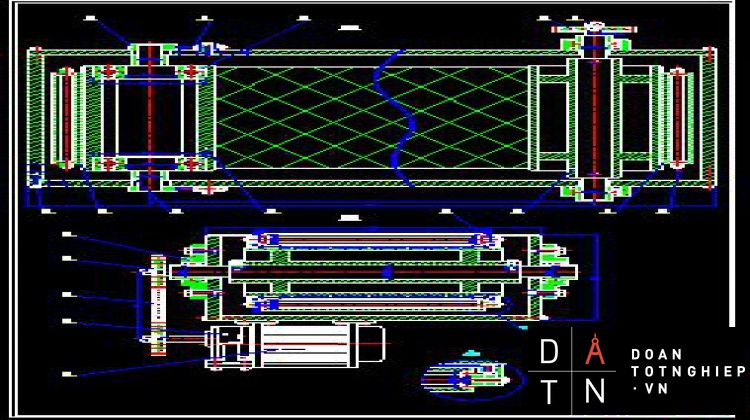
THIẾT KẾ MÁY DÁN NHÃN DECAL CHO CHAI CÓ DẠNG TRÒN XOAY


NỘI DUNG ĐỒ ÁN
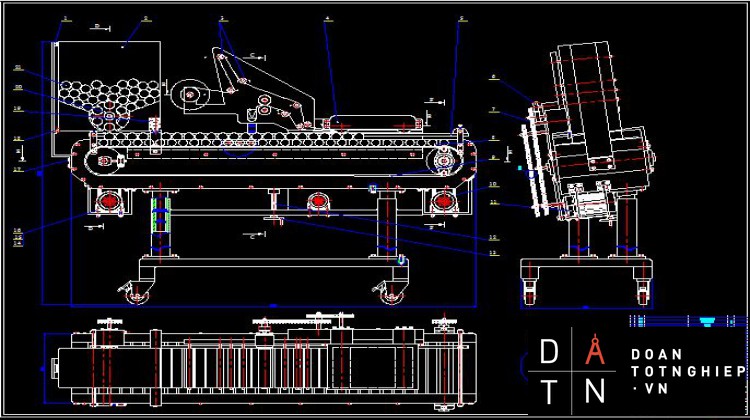
THIẾT KẾ MÁY DÁN NHÃN DECAL CHO CHAI CÓ DẠNG TRÒN XOAY, thuyết minh THIẾT KẾ DÂY CHUYỀN CẢI TIẾN HỆ THỐNG , quy trình sản xuất , bản vẽ nguyên lý , bản vẽ THIẾT KẾ MÁY, THIẾT KẾ MÁY DÁN NHÃN DECAL CHO CHAI CÓ DẠNG TRÒN XOAY
ĐẠI HỌC QUỐC GIA TP HỒ CHÍ MINH TRƯỜNG ĐẠI HỌC BÁCH KHOA
KHOA CƠ KHÍ
LUẬN VĂN TỐT NGHIỆP ĐẠI HỌC
THIẾT KẾ MÁY DÁN NHÃN DECAL CHO CHAI CÓ DẠNG TRÒN XOAY, THÂN CHAI CÓ ĐƯỜNG KÍNH KHÔNG THAY ĐỔI
MỤC LỤC
Đề mục Trang
Bìa......................................................................................................................... i
Nhiệm vụ luận văn............................................................................................. ii
Lời cảm ơn........................................................................................................... iii
Lời nói đầu.......................................................................................................... iv
Mục lục................................................................................................................ v
CHƯƠNG 1: TỔNG QUAN........................................................................................ 1
1.1 Mối quan hệ giữa nhãn dán và thị trường tiêu thụ sản phẩm............... 1
1.2 Các vật liệu làm nhãn................................................................................. 3
1.3 Các loại nhãn............................................................................................... 7
1.4 Kết luận........................................................................................................ 9
CHƯƠNG 2: CÁC PHƯƠNG PHÁP DÁN NHÃN................................................. 10
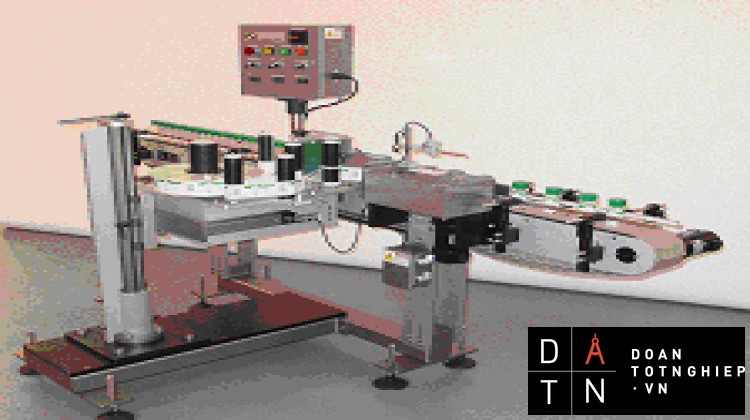
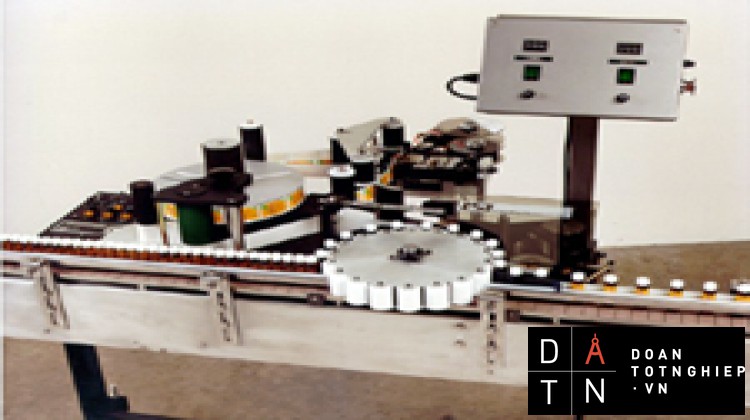
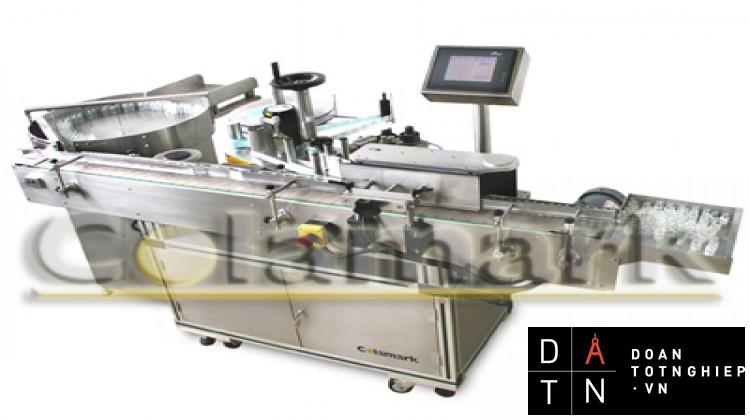
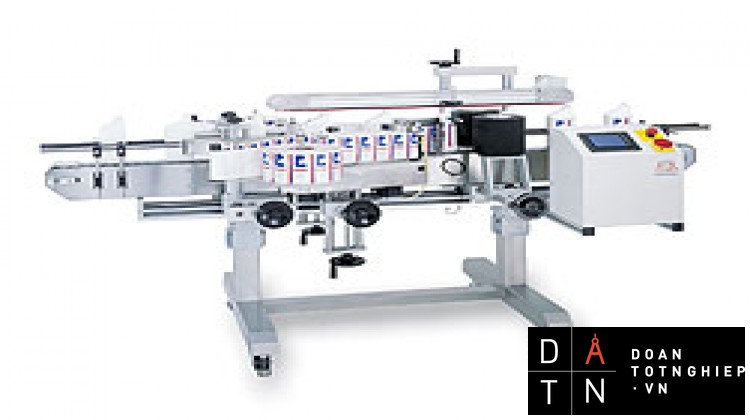
2.1 Giới thiệu về máy dán nhãn...................................................................... 10
2.2 Các phương pháp dán nhãn....................................................................... 10
2.3 Kết luận........................................................................................................ 13
CHƯƠNG 3: TÍNH TOÁN THIẾT KẾ MÁY DÁN NHÃN DECAL................... 16
3.1 Tính toán cho băng tải con lăn.................................................................. 16
3.1.1 Lựa chọn các thông số cơ bản cho băng tải................................. 16
3.1.2 Xác định lực cản chuyển động...................................................... 17
3.1.3 Xác định lực kéo.............................................................................. 19
3.1.4 Chọn động cơ................................................................................... 19
3.1.5 Tính toán cơ cấu kéo căng băng.................................................... 21
3.1.6 Tính toán bộ truyền xích cho băng tải.......................................... 22
3.1.7 Tính toán trục cho tang bị động và tang chủ động...................... 26
3.1.8 Tính toán độ nghiêng của băng tải................................................ 27
3.2 Tính toán vít me – đai ốc........................................................................... 29
3.2.1 Chọn vật liệu vít.............................................................................. 29
3.2.2 Đường kính trung bình của vít....................................................... 29
3.2.3 Chọn các thông số của ren............................................................. 29
3.2.4 Kiểm nghiệm vít về độ bền............................................................ 30
3.2.5 Kiểm nghiệm vít về ổn định........................................................... 31
3.2.6 Kích thước đai ốc............................................................................. 32
3.2.7 Đường kính tay quay....................................................................... 33
3.3 Tính toán chọn động cơ cho băng tải cuốn – dán nhãn và bộ phận kéo nhãn....................................................................................................................... 33
3.3.1 Chọn sơ bộ băng tải......................................................................... 33
3.3.2 Xác định lực cản.............................................................................. 33
3.3.3 Chọn động cơ................................................................................... 35
3.3.4 Tính toán bộ truyền xích cho băng tải cuốn nhãn...................... 37
3.3.5 Tính toán bộ phận kéo nhãn.......................................................... 38
3.3.6 Tính toán bộ truyền bánh răng...................................................... 40
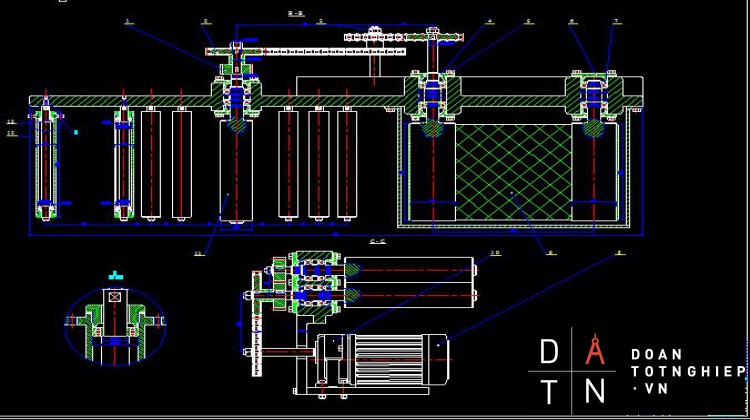
3.4 Tính toán cho hộp cấp chai....................................................................... 42
3.4.1 Tính toán chọn động cơ.................................................................. 42
3.4.2 Tính toán bộ truyền xích cho bánh cấp chai............................... 44
3.4.3 Tính toán rung cho hộp cấp chai................................................... 45
3.4.1 Tính toán chọn động cơ.................................................................. 42
CHƯƠNG 4: THIẾT KẾ HỆ THỐNG ĐIỀU KHIỂN........................................... 49
4.1 Yêu cầu chung của hệ thống điều khiển.................................................. 49
4.1.1 Phân loại hệ thống điều khiển....................................................... 49
4.1.2 Nguyên lý vận hành máy dán nhãn decal.................................... 53
4.1.3 Trang bị điện.................................................................................... 54
4.2 Thiết bị đóng cắt, điều khiển và bảo vệ mạch điện................................ 55
4.2.1 Khí cụ bảo vệ................................................................................... 55
4.2.2 Khí cụ điều khiển............................................................................ 58
CHƯƠNG 5: VẬN HÀNH VÀ BẢO TRÌ.................................................................. 66
5.1 Vận hành máy.............................................................................................. 66
5.1.1 Chuẩn bị trước khi vận hành.......................................................... 66
5.1.2 Vận hành máy.................................................................................. 66
5.1.3 Sau khi vận hành............................................................................. 67
5.1.4 Điều chỉnh khi đường kính chai thay đổi..................................... 67
5.2 Bảo trì và kiểm tra...................................................................................... 68
5.3 Hướng dẫn xử lý hư hỏng........................................................................... 69
KẾT LUẬN..................................................................................................................... 70
TÀI LIỆU THAM KHẢO............................................................................................ 71
LỜI NÓI ĐẦU
Đất nước ta hiện đang trên con đường tiếp cận và hội nhập cùng thế giới về mọi mặt nói chung và về lĩnh vực tự động hoá nói riêng. Ở phạm vi hẹp hơn, chúng ta đang dần dần ứng dụng kỹ thuật điều khiển tự động vào các nghành sản xuất với mục đích làm giảm bớt cường độ lao động cho con người, cũng như thay thế con người trong một số công việc mà điều kiện, mức độ an toàn không cho phép. Bên cạnh đó còn nhắm tới những mục tiêu về lợi ích kinh tế cũng như các điều kiện về môi trường, xã hội.
Để đạt được điều đó, chúng ta đã có những phương án ban đầu như: đầu tư mua mới các trang thiết bị cần thiết, hay cải tiến lại các trang thiết bị cũ, hư hỏng mà ta hiện có, hoặc đầu tư nghiên cứu chế tạo mới những trang thiết bị cần thiết đó. Với điều kiện về trình độ khoa học kỹ thuật, cũng như các phương tiện máy móc và cơ sở lý thuyết của chúng ta hiện nay cũng đủ để thiết kế ra các thiết bị cần thiết cho nghành công nghiệp có nhu cầu tự động hoá một phần hay toàn bộ quá trình sản xuất
Đề tài :”THIẾT KẾ MÁY DÁN NHÃN DECAL CHO CHAI CÓ DẠNG TRÒN XOAY” là một đề tài thiết thực góp phần vào công cuộc cơ khí hoá tự động hoá các quá trình sản xuất .Mục tiêu đặt ra của đề tài là: Thiết kế máy dán nhãn với yêu cầu tự động hoá hoàn toàn quá trình, nâng cao năng suất của dây chuyền sản xuất.
ĐẠI HỌC QUỐC GIA TP.HCM CỘNG HOÀ XÃ HỘI CHỦ NGHĨA VIỆT NAM
TRƯỜNG ĐẠI HỌC BÁCH KHOA. ĐỘC LẬP - TỰ DO - HẠNH PHÚC
------------------------
NHIỆM VỤ LUẬN VĂN TỐT NGHIỆP
KHOA : Cơ Khí
BỘ MÔN : Thiết Kế Máy
- Đầu đề luận án:
THIẾT KẾ MÁY DÁN NHÃN DECAL CHO CHAI CÓ DẠNG TRÒN XOAY, TRÊN CHAI CÓ ĐƯỜNG KÍNH KHÔNG THAY ĐỔI..
- Nhiệm vụ (yêu cầu về nội dung và số liệu ban đầu):
- Tổng quan các loại máy dán nhãn.
- Lựa chọn phương án dán nhãn.
- Tính toán thiết kế máy.
- Thuyết minh: 60 – 80 trang.
- Bản vẽ: 6 – 8 trang A0.
Chương 4: THIẾT KẾ HỆ THỐNG ĐIỀU KHIỂN
4.1 YÊU CẦU CHUNG CỦA HỆ THỐNG ĐIỀU KHIỂN:
- Trong nền sản xuất công nghiệp hiện nay, muốn cạnh tranh được trên thị trường thì biện pháp tối ưu là giảm giá thành sản phẩm đồng thời chất lượng sản phẩm phải đạt yêu cầu. Để giảm giá thành sản phẩm mà chất lượng vẫn như cũ thì tăng năng suất là một quá trình thật sự cần thiết trong sản xuất. Tăng năng suất sẽ làm giảm chi phí lao động để từ đó giảm được chi phí sản xuất cho sản phẩm. Việc tăng năng suất đó có nhiều cách khác nhau:
+Sắp xếp quá trình sản xuất.
+Quản lý quá trình sản suất.
+Tăng cường mức độ tự động hoá và thiết bị trong quá trình sản xuất, …
- Trong hoàn cảnh mà chi phí cho lao động ngày càng cao thì phương pháp tăng cường tự động hoá ngày càng được áp dụng rộng rãi. Tự động hoá nhằm thay thế một phần hay toàn bộ thao tác vật lý của người công nhân vận hành những thiết bị công nghệ thông qua 1 hay nhiều hệ thống điều khiển. Những đặc điểm của hệ thống điều khiển là:
+ Điều khiển thiết bị với độ tin cậy cao.
+ Hệ thống đạt được sự ổn định nhanh chóng .
+ Không cần hoặc cần rất ít sự can thiệp của con người vào quá trình làm việc của máy móc .
+ Đa dạng trong phương thức sản suất và điều khiển dựa vào sự thay đổi chương trình điều khiển nhanh chóng theo hệ “Điều khiển mềm “…
4.1.1. Phân loại hệ thống điều khiển:
4.1.1.1. Điều khiển cơ khí –điện:
- Từ khi con người phát minh ra điện thì dụng cụ sử dụng điện được sản xuất ngày càng nhiều. Những máy móc sử dụng điện ngày càng được sử dụng phổ biến. Điều khiển máy bằng hệ thống điều khiển cơ khí – điện từ đó ra đời và là phương pháp điều khiển tự động đơn giản nhất. Phương pháp này sử dụng sự kết hợp giữa các cuộn dây và rơ le tiếp điểm cơ khí.
* Ưu điểm của phương pháp này là:
- Các khí cụ được chế tạo một cách dễ dàng
- Dụng cụ rẻ tiền, thích hợp cho các hệ thống nhỏ, đơn giản độ phức tạp không cao.
- Hệ thống điều khiển đơn giản, dễ sử dụng.
* Nhược điểm:
- Tuy nhiên, phương pháp này cũng có nhược điểm của nó là tính linh hoạt trong điều khiển thấp. Độ tin cậy của hệ thống không cao. Hệ thống sẽ phức tạp nếu công việc phức tạp và nhiều bước.
4.1.1.2. Điều khiển bằng vi xử lý:
Đây là phương pháp sử dụng các vi mạch kết hợp chương trình điều khiển ứng dụng làm cho hệ thống điều khiển được tự động hoá nhiều hơn.
* Ưu điểm của phương pháp này là:
- Chi phí đầu tư thiết bị thấp
- Hệ thống tương đối nhỏ gọn do hệ thống được tích hợp cao, có thể điều khiển được những hệ thống tương đối phức tạp .
* Nhược điểm:
- Do đây là phương pháp điều khiển bằng chương trình nên trong quá trình sử dụng thì chương trình có thể bị lỗi, do đó độ tin cậy không được cao.
- Chương trình điều khiển có thể rất phức tạp
- Không thể làm việc trong môi trường làm việc chịu áp lực cao như rung động , hoá chất , nhiệt độ , độ ẩm ….
4.1.1.3. Điều khiển bằng PLC (Programable-Logic Control):
Sử dụng các thiết bị chuyên dùng đã được các hãng chế tạo và sản xuất sẵn để điều khiển hệ thống .
Trong nền công nghiệp hiện đại thì PLC hầu như được sử dụng hầu hết trong các thiết bị cũng như trong các hệ thống sản xuất tự động đặc biệt và các thiết bị tự động thế hệ sau.
Khi mà con người càng ngày càng mong muốn tự động hoá triệt để để thay thế cho sức lao động của con người thì các thiết bị PLC càng được quan tâm, nghiên cứu và phát triển nhiều hơn để đáp ứng cho các máy móc, thiết bị điều khiển phức tạp trong công nghiệp cũng như trong nhiều lĩnh vực khác.
+ Ưu điểm:
- Ưu điểm lớn nhất của phương pháp PLC là con người có thể lập trình bằng các chương trình mà nhà sản xuất cung cấp để lập những chương trình phù hợp với các thiết bị điều khiển và yêu cầu của sản phẩm. Những chương trình này sẽ điều khiển các thiết bị hoạt động theo một qui luật nhất định của máy. Khi ta muốn thay đổi qui luật hoạt động của nó để tạo ra một sản phẩm mới thì ta lập một chương trình mới, từ đó việc sản xuất ra những sản phẩm khác nhau được thực hiện một cách dễ dàng. Đây chính là ưu điểm vượt trội của phương pháp PLC.
- Do sử dụng chương trình để hoạt động máy nên phương pháp này có độ tin cậy và tính ổn định cao trong quá trình làm việc. Trong quá trình làm việc nếu có xảy ra lỗi thì cũng phát hiện và sửa lỗi tương đối dễ dàng.
- Thích hợp với môi trường công nghiệp hiện đại, đòi hỏi mẫu mã sản phẩm phải thay đổi liên tục để phục vụ thị hiếu của khách hàng.
- Có thể làm việc trong môi trường không tốt: độ ẩm, nhiệt độ…
- Điều khiển các hệ thống phức tạp với thiết bị nhỏ gọn, đơn giản .Việc lập trình điều khiển đơn giản nhờ có những chương trình lập trình sẵn của nhà cung cấp.
+ Nhược điểm :
.................................
Việc phân loại này chỉ mang tính qui ước, vì cùng một loại (như rơle thời gian) có thể vừa là rơle điện, nhưng cũng có loại phi điện; hoặc có loại khí cụ dùng để điều khiển, nhưng đồng thời cũng làm chức năng của khí cụ bảo vệ.
+ Rơle điện từ: là loại rơle làm việc theo nguyên lý điện từ, tức là phần nhận tín hiệu là một nam châm làm hút phần ứng, đóng các tiếp điểm để cho tín hiệu ra.
Rơle điện từ có kết cấu rất đơn giản, lực hút điện từ khá lớn, do đó được sử dụng rất rộng rãi. Rơle điện từ có loại điện một chiều và xoay chiều. Công suất ra có thể từ vài W đến hàng ngàn W. Thời gian tác động trong khoảng từ 1 – 20 giây.
Rơle điện từ có nhiều loại, nhưng loại được dùng rộng rãi nhất là rơle điện từ dòng điện, rơle điện từ điện áp và rơle trung gian.
Tùy thuộc vào điều kiện cụ thể, rơle điện từ điện áp (gọi tắt là rơle điện áp) cần phải tác động khi điện áp vượt quá giá trị đã cho, hoặc là giảm quá giá trị đã cho. Trường hợp đầu gọi là rơle điện áp cực đại và trường hợp sau gọi là rơle điện áp cực tiểu. Tương tự, rơle dòng điện cũng có rơle dòng cực đậi và rơle dòng cực tiểu.
Cấu tạo của rơle dòng điện và rơle điện áp giống nhau chỉ khác ở chỗ: rơle dòng điện có cuộn dây nam châm với số vòng nhỏ, tiết diện dây lớn và mắc nối tiếp với nguồn điện. Trái lại cuộn dây của rơle điện áp có số vòng tương đối lớn, tiết diện dây nhỏ và phải lắp song song với nguồn điện.
Rơle dòng điện và điện áp cần phải cho tín hiệu hoặc ngắt mạch điện khi điều kiện làm việc không bình thường. Chúng làm việc trong những điều kiện khác nhau với những đại lượng tác động khác nhau. Vì thế, dòng điện hoặc điện áp tác động cần phải điều chỉnh được trong phạm vi nhất định.
+ Rơle nhiệt: là loại khí cụ điện làm việc trên cơ sở tác dụng nhiệt của dòng điện. Phần tử cảm nhiệt có thể dùng nhiều loại khác nhau như: chất khí, lỏng, nhiệt điện trở,… Nhưng thường dùng hơn cả trong thiềt bị điện là tấm kim loại kép có hệ số nở nhiệt khác nhau thường dùng là đồng thau và inva (loại hợp kim có 36% Ni và 64% Fe). Khi bị nung nóng, tấm kim loại kép dẽ bị uốn cong về phía tấm kim loại, hoặc dùng phương pháp gián tiếp là dùng một phần tử đốt nóng riêng biệt đặt gần tấm kim loại kép.
Rơle nhiệt dùng tấm kim loại kép chủ yếu được dùng để bảo vệ động cơ điện, chóng cháy động cơ do quá tải lâu. Vì thế, nên có khi người ta gọi nó là rơle phòng quá tải. Rơle được tác động không phải do giá trị dòng điện tức thời, mà do nhiệt lượng nung nóng phần tử cảm nhiệt. Loại rơle này có quán tính lớn, thời gian tác động từ vài giây đến vài phút. Do đó, không thể dùng nó để bảo vệ ngắn mạch. Trong những năm gần đây, ở một số quốc gia đã thiết kế loại rơle nhiệt kết hợp với cơ cấu điện từ tác động nhanh, để vừa phòng quá tải, vừa có thể phòng ngắn mạch.
Nhược điểm chính của rơle nhiệt là thời gian tác động bị lệ thuộc vào nhiệt độ của môi trường xung quanh, thí dụ như khi nhiệt độ môi trường đến 80 – 900 C, rơle có thể tác động, mặc dù không có dòng điện chạy qua. Do đó để có tính bảo vệ tốt, nhiệt độ của môi trường đặt máy và rơle phải giống nhau.
Trong mạch điện công nghiệp rơle nhiệt thường được dùng để bảo vệ quá tải cho các động cơ điện. Khi đó rơle nhiệt được lắp kèm với công tắc tơ và thường được gọi là “khởi động từ”.
Chương 5: VẬN HÀNH VÀ BẢO TRÌ
5.1. VẬN HÀNH MÁY:
5.1.1. Chuẩn bị trước khi vận hành:
- Kiểm tra xiết chặt toàn bộ các bulông, vít trong máy.
- Kiểm tra bôi mỡ cho các ổ lăn, bạc trượt bi, bôi mỡ cho bộ truyền xích.
- Vệ sinh tất cả các bộ phận của máy đặc biệt là băng tải con lăn để tránh bụi làm ảnh hưởng đến khả năng lăn của chai trên con lăn.
- Gắn cuộn nhãn vào bộ phận kéo nhãn, canh chỉnh sao cho nó đúng tâm của phần ống trụ cần dán nhãn của chai.
- Canh chỉnh thanh ngang đỡ chai cho phù hợp với đường tâm của nhãn dán.
- Cung cấp chai đầy đủ cho hộp cấp chai.
5.1.2 Vận hành máy:
Bước 1:
- Bật công tắc nguồn SW2 để khởi động máy.
- Ấn nút dừng khẩn cấp SW1.
Bước 2:
- Người công nhân kiểm tra lại lần nữa nhãn và chai xem có đầy đủ chưa.
- Ấn nút khởi động “START”.
- Máy hoạt động theo chu kỳ tự động, chai được băng tải chuyển đến bộ phận cuốn và dán nhãn, người công nhân đem chai đã dán nhãn ra ngoài để đóng thùng.
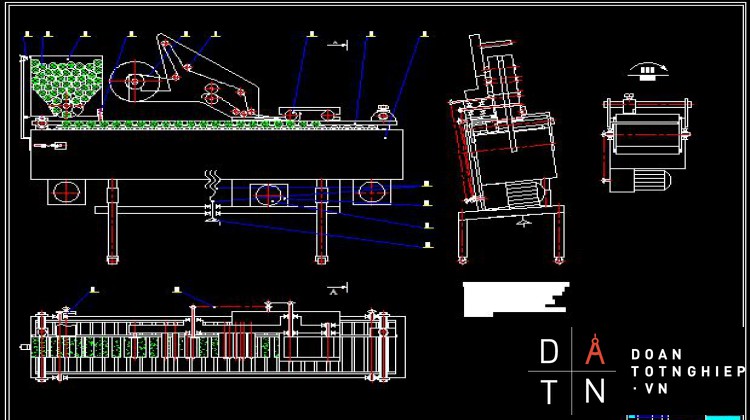
* Chu trình hoạt động của máy
- Đầu tiên cuộn nhãn được bộ phận kéo nhãn kéo, nhãn đến bộ phận gỡ nhãn sẽ được tách riêng ra nhãn và lớp lót. Lớp lót nhãn được tiếp tục kéo và thải ra ngoài. Đồng thời lúc này băng tải con lăn sẽ chuyển chai đến đúng vị trí nhãn đã được gỡ. Mép trong nhãn đã được dán keo sẵn nên sẽ dính tạm thời vào chai.
Lúc này băng tải cuốn và dán nhãn sẽ cuốn chai và nhãn và dán dính chúng lại. Chai lúc này được dán nhãn xong, ra khỏi băng tải cuốn và dán nhãn được đem đi đóng thùng. Chu trình cứ thế tiếp diễn cho những chai sau.
5.1.3. Sau khi vận hành:
Khi muốn dừng máy, nghỉ trưa, hay hết ngày làm việc, tan ca. Người công làm theo các thao tác sau:
- Ấn vào nút dừng khẩn cấp trước.
- Tắt công tắc nguồn.
- Làm vệ sinh máy.
* Trong quá trình làm việc nếu có sự cố xảy ra thì ta ấn vào nút dừng khẩn cấp SW1 có màu đỏ, khi đó toàn bộ hệ thống sẽ dừng lại.
5.1.4. Điều chỉnh khi đường kính chai thay đổi:
- Khi cần dán nhãn cho chai có đường kính khác thì ta phải điều chỉnh khoảng cách giữa băng tải – con lăn và băng tải cuốn – dán nhãn. Đồng thời cũng phải thay đổi bánh cấp chai cho phù hộp với đường kính chai. Mỗi máy sẽ được cung cấp 5 bánh cấp chai tương ứng với 5 kích thước chai là: 20, 25, 30, 35, và 40 mm.
Đồng thời ta cũng phải thay đổi thanh ngang để điều chỉnh đường tâm của nhãn ứng với phần hình trụ của chai.
- Khi đường kính chai thay đổi thì số vòng quay của động cơ cũng phải thay đổi. Có những cách làm thay đổi tốc độ của động cơ:
+ Thay đổi điện áp nguồn cấp.
+ Thay đổi điện trở mạch rotor.
+ Dùng phương pháp nối tầng.
+ Thay đổi tần số nguồn cung cấp.
Trong đề tài em chọn phương pháp thay đổi tần số nguồn áp bằng cách dùng bộ biến tần.
5.2. BẢO TRÌ VÀ KIỂM TRA:
|
BỘ PHẬN CẦN KIỂM TRA |
CÔNG VIỆC KIỂM TRA |
ĐỊNH KÌ |
|
Bộ phận gỡ nhãn |
Xem có bị hở nhiều không |
Trước khi vận hành |
|
Các bulông |
Xem còn chặt không |
Hàng tuần |
|
Vị trí của thanh ngang |
Kiểm tra xem vị trí của nhãn và chai có phù hợp không |
Trước khi vận hành |
|
Băng tải cuốn và dán nhãn |
Kiểm tra xem có thể cuốn và dán được không |
Trước khi vận hành |
|
Ổ đở, bạc trượt bi. |
Xem có khô mở không, có kẹt không |
Hàng tuần |
|
Băng tải – con lăn |
Xem cò bị võng quá không |
Hàng ngày |
|
Bộ truyền xích |
Bôi trơn |
Hành ngày |
5.3. HƯỚNG DẪN XỬ LÝ HƯ HỎNG:
|
DẤU HIỆU |
NGUYÊN NHÂN |
CÁCH KHẮC PHỤC |
|
1. Chai không lăn trên hệ thống con lăn |
- Bề mặt băng tải và con lăn tiếp xúc không tốt |
- Điều chỉnh căng băng. |
|
2. Nhãn không dán chặt vào chai |
- Giữa chai và bề mặt băng tải cuốn – dán có khe hở |
- Điều chỉnh bằng vít me – đai ốc khoảng cách này cho tốt hơn |
|
3. Nhãn không dán vào đúng tâm chai như mong muốn |
- Tâm chai của phần hình trụ và tâm nhãn không trùng nhau |
- Điều chỉnh lại vị trí của thanh ngang đỡ chai. |
Tài Liệu Tham Khảo
- Lại Khắc Liễm: Giáo trình cơ học máy – Nhà xuất bản Đại học Quốc Gia TP. Hồ Chí Minh – TP. Hồ Chí Minh – 2001.
- Trịnh Chất, Lê Văn Uyển: Tính toán thiết kế hệ dẫn động cơ khí, tập 1 – Nhà xuất bản Giáo dục – Hà Nội – 2002.
- Trịnh Chất, Lê Văn Uyển: Tính toán thiết kế hệ dẫn động cơ khí, tập 2 – Nhà xuất bản Giáo dục – Hà Nội – 2002.
- Nguyễn Hồng Ngân, Nguyễn Danh Sơn: Máy vận chuyển liên tục – Nhà xuất bản Đại học Quốc Gia TP. Hồ Chí Minh – 2004.
- Nguyễn Thanh Nam – Cơ sở thiết kế máy.
- Trần Hữu Quế, Nguyễn Văn Tuấn, Đặng Văn Cứ: Vẽ kĩ thuật cơ khí, tập 1,2 – Nhà xuất bản Giáo Dục – 2003.
- GS. Nguyễn Ngọc Cẩn: Giáo trình trang bị điện trong máy cắt kim loại – Nhà xuất bản Giáo Dục – TP. Hồ Chí Minh.
- Phạm Đắp, Nguyễn Anh Tuấn: Thiết kế máy công cụ – Nhà xuất bản Khoa học và Giáo Dục – 1998.
- Bộ Xây Dựng: Giáo trình điện công nghiệp – Nhà xuất bản Xây Dựng.
- Đặng Vũ Ngoạn: Vật liệu kỹ thuật – Nhà xuất bản Đại học Quốc Gia TP. Hồ Chính Minh – TP. Hồ Chí Minh.
- Lê Hoàng Tuấn: Sức bền vật liệu Tập 1,2 – Nhà xuất bản Đại học Quốc Gia TP. Hồ Chí Minh – TP. Hồ Chí Minh – 2002.
- GS.TS. Nguyễn Đắc Lộc, PGS.TS Lê Văn Tiến, PGS.TS Ninh Đức Tốn, PGS.TS Trần Xuân Việt: Sổ tay Công nghệ chế tạo máy Tập 1 – Nhà xuất bản Khoa học và Kỹ thuật – Hà Nội – 2003.
- Nguyễn Ngọc Cẩn: Kỹ thuật điều khiển tự động – Nhà xuất bản Đại học Quốc Gia TP. Hồ Chí Minh – TP. Hồ Chí Minh – 2001.
- Dương Văn Linh: Trang bị điện trong máy cắt kim loại.
*TÀI LIỆU THAM KHẢO
1. Nguyễn Hữu Lộc, Cơ sở thiết kế máy, NXB ĐHQGTP Hồ Chí Minh, 2004.
2. Nguyễn Trọng Hiệp, Chi tiết máy tập 1, 2 NXB Giáo dục, 1998.
3. Nguyễn Hữu Lộc, Bài tập chi tiết máy, NXB ĐHQGTP Hồ Chí Minh, 2003.
4. Nguyễn Hữu Lộc, Độ tin cậy trong thiết kế kỹ thuật , NXB ĐHQGTP Hồ Chí Minh, 2002.









