THIẾT KẾ MÁY XÉN GIẤY TỰ ĐỘNG

NỘI DUNG ĐỒ ÁN
THIẾT KẾ MÁY XÉN GIẤY TỰ ĐỘNG, thuyết minh THIẾT KẾ MÁY XÉN GIẤY TỰ ĐỘNG, động học THIẾT KẾ MÁY XÉN GIẤY TỰ ĐỘNG, kết cấu THIẾT KẾ MÁY XÉN GIẤY TỰ ĐỘNG, bản vẽ lắp THIẾT KẾ MÁY XÉN GIẤY TỰ ĐỘNG
LỜI MỞ ĐẦU
Xu hướng toàn cầu hóa, hội nhập kinh tế quốc tế đang diễn ra mạnh mẽ trên tất cả các quốc gia, trên các lĩnh vực kinh tế.Thực tế cho thấy, trên thế giới không có bất kỳ quốc gia nào thực hiện thành công sự nghiệp công nghiệp hóa, hiện đại hóa mà lại không có nền cơ khí mạnh, sự phát triển của ngành nghề khác nhau trong xã hội.
Nước ta đang trong quá trình công nghiệp hóa, hiện đại hóa và phát triển mạnh mẽ sau khi là thành viên của tổ chức thế giới (WTO).Trong đó, công nghiệp cơ khí là một ngành kinh tế có vị trí đặc biệt quan trọng đối với sự phát triển của nền kinh tế bởi vì đây là một ngành công nghiệp sản xuất ra máy móc, thiết bị phụ trợ cung cấp cho toàn bộ các ngành kinh tế khác.
Hiện nay,có nhiều loại máy móc được sử dụng trong các văn phòng, công ty tài chính, công ty photocopy, cửa hàng photocopy để tạo ra những sản phẩm phục vụ cho kinh tế-xã hội. Xuất phát từ nhu cầu sản xuất đó là xén giấy thành các khổ giấy khác nhau, xén giấy cho thẳng để đóng sách, cắt tờ rơi theo kích thước mong muốn, nên nhóm em xin chọn đề tài này.
“MÁY XÉN GIẤY TỰ ĐỘNG” để nghiên cứu đào sâu kiến thức và ứng dụng vào thực tế.
MỤC LỤC
PHẦN 1 : TỔNG QUAN...........................................................................
1.1 Yêu cầu xã hội.....................................................................................
- Giới thiệu chung về giấy...................................................................
- Lịch sử nguồn gốc............................................................................
- Phân tích sản phẩm.............................................................................
1.3 Yêu cầu của máy.................................................................................
PHẦN 2: NGUYÊN LÝ HOẠT ĐỘNG....................................................
- Nguyên lý làm việc..............................................................................
- Tính năng suất cho máy..............................................................................................
PHẦN 3: KẾT LUẬN.............................................................................
Nhận xét đánh giá máy...........................................................................
Hướng dẫn sử dụng bảo quản .................................................................
TÀI LIỆU THAM KHẢO........................................................................
PHẦN 1
TỔNG QUAN
1.1 YÊU CẦU XÃ HỘI
1.1.1 Giới thiệu chung về giấy
Giấy là một loại vật liệu mỏng được làm từ chất xơ dày từ vài trăm µm cho đến vài cm, thường có nguồn gốc thực vật, và được tạo thành mạng lưới bởi lực liên kết hiđrô không có chất kết dính. Thông thường giấy được sử dụng dưới dạng những lớp mỏng nhưng cũng có thể dùng để tạo hình các vật lớn (papier-mâché). Trên nguyên tắc giấy được sản xuất từ bột gỗ hay bột giấy. Loại giấy quan trọng nhất về văn hóa là giấy viết. Bên cạnh đó giấy được sử dụng làm vật liệu bao bì, trong nội thất như giấy dán tường, giấy vệ sinh hay trong thủ công trang trí, đặc biệt là ở Nhật và Trung Quốc.
Trước khi phát minh ra giấy, con người đã ghi chép lại các văn kiện là các hình vẽ trong các hang động hoặc khắc lên các tấm bia bằng đất sét, và sau đó nữa là người ta dùng da để lưu trữ các văn kiện. Kể từ khi người Trung Quốc phát minh ra giấy vào năm 105, giấy đã bắt đầu được sử dụng rộng rãi ở Trung Quốc và mãi cho đến năm 750 kỹ thuật sản xuất giấy mới lan truyền đến Samarkand qua các tù binh người Trung Quốc trong một cuộc tranh chấp biên giới. Giấy được mang đến châu Âu từ thế kỷ thứ 12 qua các giao lưu văn hóa giữa phương Tây Thiên chúa giáo và phương Đông Ả Rập cũng như qua nước Tây Ban Nha thời kỳ Hồi giáo.
1.1.2 Lịch sử nguồn gốc
Như vậy giấy làm từ tơ lụa đã được biết đến trước khi Thái Luân phát minh ra giấy trong thế kỷ thứ 1, khoảng năm 105, chủ yếu làm từ sợi bên trong của vỏ cây dâu (dâu tằm). Trước đó cũng đã có giấy làm từ cây gai dầu (Cannabis), còn được gọi là cây cần sa, như năm mẩu giấy được tìm thấy trong những năm từ 1973 đến 1978 đã chứng minh. Các ghi định thời gian được so sánh lại cho thấy các mẩu giấy này phải có nguồn gốc từ khoảng năm 140 đến 87 trước Công nguyên.
Một loại nguyên liệu giấy khác là cây thụy hương (Daphne). Cây gai dầu và thụy hương có sợi dài hơn những loại gỗ được sử dụng ngày nay và qua đó mà có độ bền cao. Hai tính chất này cho phép giấy được sử dụng vào những mục đích khác ngoài mục đích để viết. Các đồ vật để trang trí và quần áo cũng được sản xuất theo truyền thống từ giấy ở Đông Á.
Nguyên liệu làm giấy được cắt vụn ra và giã nhỏ trong nước thành bột lỏng. Các sợi được phân tán mỏng trong nước. Đầu tiên giấy được múc ra bằng một cái rây nổi trên mặt nước. Lưới ở dưới đáy rây được gắn chặt vào khung. Mỗi tờ giấy được múc ra phải được làm khô trong rây và chỉ được đem ra sau khi khô. Vì thế mà cần đến rất nhiều rây. Kỹ thuật này lan truyền đến người Thái vào khoảng năm 300.
Vào khoảng năm 600 kỹ thuật múc giấy cải tiến dùng loại rây múc lan truyền đến Triều Tiên và sau đó đến Nhật. Ở loại rây múc này khung rây có thể gỡ ra khỏi rây. Tờ giấy vừa được múc có thể được lấy ra khi còn ẩm và đem đi phơi khô. Kỹ thuật này còn được sử dụng cho đến ngày nay ở các loại giấy múc bằng tay và nói chung nguyên tắc sản xuất giấy (cắt vụn, giã nhỏ trong nước, múc và hong khô) vẫn không thay đổi cho đến ngày nay.
Ở Nhật người ta cải tiến kỹ thuật này và pha vào bột của sợi giấy nhựa từ rễ của cây bụp mì (Abelmoschus manihot). Các sợi được phân tán đều hơn và không còn bị vón cục nữa. Loại giấy này được gọi là giấy Nhật (Washi-和紙).
Ở châu Âu sau này giấy được ép từng chồng, giữa hai tờ giấy có lót một tấm vải hay nỉ (phớt). Qua đó mà quá trình làm khô giấy được tăng nhanh hơn và giấy được nén chặt lại.
Cây cao su tự nhiên có nguồn gốc từ Nam Mỹ và xâm nhập vào Châu Á từ năm 1989 rồi phát triển mạnh ở đây.Thời tiết cũng như nguồn thổ nhưỡng và những điều kiện khác ở Châu Á, đặc biệt là Đông Nam Á, rất thích hợp với loại cây này. Chính vì vậy, các nước Malaysia, Thái Lan, Indonesia, Ấn Độ, Trung Quốc và Việt Nam là nước có sản lượng khai thác và chiếm thị phần xuất khẩu lớn nhất trên thế giới.
1.1.3 Tầm quan trọng của giấy
Giấy rất quan trọng với con người chúng ta:
Trong văn hóa, giáo dục, lịch sử: giấy dùng để ghi chép lại các sự kiện lịch sử; in tiền; in sách, báo;….
Trong công nghiệp: giấy dùng để đóng gói, làm giấy lọc(hóa học), làm vật cách điện,…
1.2 PHÂN TÍCH SẢN PHẨM
Một số tính chất của giấy A4 idea max 70gms:
- Định lượng: 70g/m2
- Màu sắc: Trắng
- Độ dai: Theo chiều rộng: 830Nm
Theo chiều dài: 1790Nm
- Độ giãn: Theo chiều rộng: 2.3 kN/m
Theo chiều dài: 7.2 kN/m
1.3 Yêu cầu của máy
Tùy thuộc vào của sản phẩm như: cắt để đóng sách, cắt tờ rơi,… mà ta có thể cắt các khổ giấy có kích thước khác nhau. Dao được sử dụng là dao thông dụng. Để cắt được các khổ giấy có kích thước dài hoặc ngắn phụ thuộc vào lược chỉnh giấy. Lược chỉnh giấy có nhiệm vụ điều chỉnh khoảng cách chiều sâu mà ta muốn của khổ giấy đó.
PHẦN 2
THIẾT KẾ MÁY
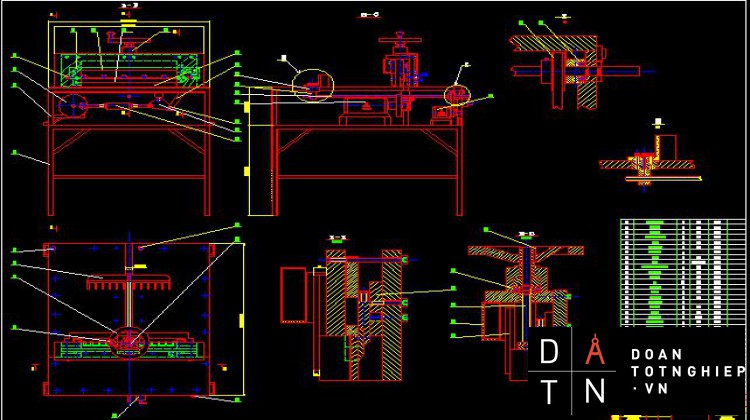
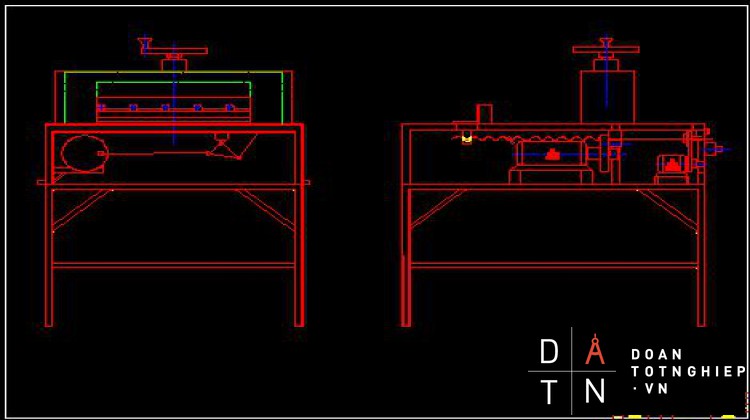
2.1 NGUYÊN LÍ LÀM VIỆC
Nhờ lược kẹp chặt mà ta căng giấy và cố giấy khi ta đã điều chỉnh lược chỉnh giấy đúng chiều sâu cắt mong muốn. Nhờ lực kéo của động cơ 1, truyền động qua đĩa biên – tay biên, qua cơ cấu bản lề. Làm cho thanh truyền chuyển động tịnh tuyến và kéo dao chuyển động “xuống cắt – lên chạy không”.
Hình 2.1
- Đĩa biên
- Lược kẹp chặt
- dao
- đồ gá dao
- vô lăng
- lược chỉnh giấy
- nút nhấn M
- công tắc đảo chiều
Đầu tiên ta quay vô lăng để kéo lược kẹp chặt lên. Sau đó ta cho giấy vào và điều chỉnh lược chỉnh giấy chạy ra hoặc vào, đến kích thước cần cắt của giấy. Khi đã điều chỉnh xong lược chỉnh giấy, ta quay vô lăng để kẹp chặt giấy. Ta nhấn nút M động cơ 1 quay, dao cắt “xuống cắt – lên chạy không”. Ta quay vô lăng, lấy giấy ra.
Đầu tiên ta cho tấm cao su đi qua các cơ cấu làm căng ( 1 ) và qua trục cao su ( 2 ) ( 5 ). Sau đó khởi động động cơ( 6). Khi động cơ ( 6 ) quay theo chiều ( + ) truyền chuyển động quay lên các đĩa xích ( 9 ) ( 11 ) ( 7 ) làm cho các trục cao su (2 ) ( 5 ) quay. Dưới tác dụng ép và quay của các trục cao su, kéo tấm cao su chuyển động từ trái sang phải. Đồng thời khi đó kéo luôn đĩa xích( 10) nằm trên trục cao su(2 ) chuyển động. Đĩa xích( 10 ) quay, kéo đĩa xích ( 5 ) quay theo làm cho trục dao( 3 ) quay. Để cắt được tấm cao su cần có trục tì ( 4 ) để chịu tác dụng cắt của trục dao và làm điểm tựa để trục dao có thể cắt được tấm cao su.
Ưu điểm:
- Cắt được nhiều nhiều khổ giấy: A5, A4, A3, A2,…
- Chủ động cắt được các kích thước khác nhau.
- Dễ sữa chữa, dễ tháo lắp, dễ thay dao.
Nhược điểm:
- Thời gian điều chỉnh máy lâu.
2.2 TÍNH TOÁN ĐỘNG HỌC VÀ ĐỘNG LỰC HỌC CỦA MÁY
2.2.1 Chọn động cơ điện
Để chọn được động cơ điện trước hết phải biết công suất cần thiết cung cấp cho bộ phận công tác
- Ta có công thức
Nct1 =
Với
Công suất của tải
Với
Pt1 (N) là lực trên trục tải, Ft = 2000 (N)
v (m/s) là vận tốc dài, v = 2,51 (m/s)
Thay vào công thức tính công suất cần thiết
Ta có
Nct1 =
Điều kiện chọn đông cơ điện là công suất phải lớn hơn công suất cần thiết
Chọn động cơ điện có hộp giảm tốc có thông số
Công suất Nđc1 = 7,5 (KW)
Hiệu suất
Số vòng quay nđc1 = 970 (v/p)
Ta có
Nđc1 . = 6,53 (KW) >Nct1 = 5,02(KW)
Ta có công thức
Nct2 =
Với
Trong đó
Theo bảng 2-1,(TKCTM)
Ta có
Hiệu suất chung
Công suất của tải
Với
Pt2 (N) là lực trên trục tải, Ft = 1200 (N)
v (m/s) là vận tốc dài, v = 0,64 (m/s)
Thay vào công thức tính công suất cần thiết
- Ta có
Nct2 =
Điều kiện chọn đông cơ điện là công suất phải lớn hơn công suất cần thiết
Chọn động cơ điện có hộp giảm tốc có thông số
Công suất Nđc = 1,5 (KW)
Hiệu suất
Số vòng quay nđc = 930 (v/p)
Ta có
Nđc . = 1,19 (KW) >Nct = 0,94(KW)
2.2.2 Phân phối tỷ số truyền
a. Ta có
nđc1 = 970 (v/p)
Trong đó
v - vận tốc tải.
D - đường kính đĩa biên
Tỷ số truyền từ trục động cơ đến trục cuốn cao su
|
Trục
Thông số |
Trục động cơ |
Hộp giảm tốc |
|
i |
6 |
|
|
n (v/p) |
970 |
160 |
|
N (KW) |
7,5 |
5 |
- Ta có:
nđc2 = 930 (v/p)
Trong đó
v - vận tốc tải.
D - đường kính trục ren
Tỷ số truyền từ trục động cơ đến trục ren
|
Trục
Thông số |
Trục động cơ |
Trục ren |
|
i |
6,2 |
|
|
n (v/p) |
930 |
150 |
|
N (KW) |
1,5 |
0,13 |
-
Tính toán bộ truyền xích từ trục động cơ 2 đến trục ren
- Chọn loại đai
Vì khoảng cách truyền dẫn giữa 2 trục tương đối xa và yêu cầu làm việc êm, và an toàn cho các chi tiết máy khi xảy ra quá tải đột ngột, nên ta chọn bộ truyền đai. Công các cơ cấu máy thường dùng các ba loại đai: đai thang, đai dẹt và đai tròn. ở đây em chọn đai thang vì:
- Đai làm việc êm
- Bề rộng bánh đai nhỏ
- Giả thuyết vận tốc đai >5m/s, có thể dùng đai loại A hoặc Б. Ta tính theo cả 2 phương án và chọn phương án hiệu quả nhất
Tiết diện đai A Б
Kích thước tiết diện đai a x h (bảng 5-11, TKCTM) 13 x8 17 x 10,5
Diện tích tiết diện F (mm2) 81 138
2. Đường kính bánh đai nhỏ (bảng 5-14, TKCTM) 100 140
Kiểm nghiệm vận tốc đai
0,8 1,1
v < vmax = 30 35 m/s
- Đường kính bánh đai lớn
202,6 283,6
Lấy theo tiêu chuẩn (bảng 5-15, TKCTM) 200 280
Số vòng quay thực cảu trục bị dẫn
73,5 73,5
- Chọn sơ bộ khoảng cách trục (bảng 5-16, TKCTM) 240 336
- Tính chiều dài đai L theo khoảng cách A
( công thức 5-1) 961,4 1189
Chọn L tiêu chuẩn ( bảng 5-12, TKCTM) 950 1180
Kiểm nghiệm số vòng chạy u trong 1 giây
u= 0,008 0,009
nhỏ hơn umax =1
- Xác định khoảng cách trục A theo chiều dài đai theo công thức 5-2, TKCTM
234 250
Khoảng cách A thảo mãn điều kiện 5-19
Khoảng cách nhở nhất, cần thiết để mắc đai
Amin = A - 0,015L 220 216
Khoảng cách lớn nhất. cần thiết để tạo lực căng
Amax = A + 0,03L 263 270
- Tính gốc ôm α1 công thức 5-3, TKCTM 1560 1480
Góc ôm thảo mãn điều kiện α1≥ 1200
- Xác định số đai Z cần thiết. chọn ứng suất căng ban đầu σo = 1,2N/mm2 vaf theo trị số D1 (bảng 5-17, TKCTM), tìm được ứng suất cho phép [σp]o N/mm2
Các hệ số 1,51 1,51
Ct 0,9 0,9
Cα 0,95 0,92
Cv 1,04 1,04
Số đai tính theo công thức 5-22, TKCTM 10,8 6,7
Lấy số đai Z 11 7
- Các kích thước chủ yếu của bánh đai
Chiều rộng bánh đai, công thức 5- 23,TKCMT 180 145
Đường kính ngoài của bánh đai dẫn, công thức 5-24,TKCTM
107 150
Đường kính ngoài của bánh bị dẫn, công thức 5-24,TKCTM
.................................................................
PHẦN 3:
KẾT LUẬN
NHẬN XÉT ĐÁNH GIÁ MÁY
- Nhận xét về máy:
Hiện nay trên thi trường có nhiều loại máy xén giấy tự động khác nhưng phần lớn là nhập khẩu nên giá thành cao.
Máy với 15,000,000 đồng, rất phù hợp túi tiền của người tiêu dùng Việt Nam, nhưng vẫn đảm bảo được những yêu cầu kỹ thuật nư máy nước ngoài.
Thời gian người thợ xén giấy bằng máy thủ công thì mất khoảng 2 phút mới hoàn chỉnh được, còn đối với máy chúng em thiết kế thì chỉ mất 1 phút là hoàn thành xong .
Máy có thể dùng cho các văn phòng các cơ quan, công ty hoặc của hàng photocopy, các công ty chuyên kinh doanh giấy văn phòng phẩm,...
- Ưu điểm
- Tiết kiệm thời gian gia công và sức người vận hành
- Tăng năng suất, mang lại hiệu quả kinh tế
- Nhược điểm
- Chưa thể cắt được khổ giấy A0
- Chi phí giá thành còn cao
Từ những kết quả trên ta thấy rằng năng suất cảu máy xén giấy tự động có năng suất và tính năng vượt trội hơn máy xén giấy thủ công.
HƯỚNG DẪN SỬU DỤNG BẢO QUẢN
Các biện pháp an toàn cho người công nhân vận hành máy khi xén giấy
Trước khi vận hành máy người công nhân, kiểm tra xem lưỡi dao có bị mẽ không, thanh thớt có mòn quá không. Nếu dao mẽ thì thay doa khác để bề mặt cắt ra không bị ba-via, nếu thanh thớt mòn quá thì ta thay thanh thớt để dao có thể cắt đứt hết giấy.
Trong quá trình thao tác người công nhân vận hành không được lấy giấy thừa vừa mới cắt ra khi dao vẫn còn chuyển động, không mang găng tay trong quá trình vận hành máy.
Chỉ nhấn nút M khi giấy đã được kẹp chặt. Khi vận hành máy để dao cắt đề nút nhấn M, khi thực hiện xong 1 hành trình kép thì nhả nút nhấn M ra. Khi cắt sách phải đảm bảo là phần thừa cắt đi của giấy không có kim bấm, vì khi cắt sách mà phần thừa cắt đi có kim bấm sẽ làm mẽ dao.
Không được dùng dao mòn để cắt, vì như thế sẽ làm cho động cơ quá tải.
TÀI LIỆU THAM KHẢO
- Nguyễn Hữu Lộc, Cơ sở thiết kế máy, NXB ĐHQGTP Hồ Chí Minh, 2004.
- Nguyễn Trọng Hiệp – Nguyễn Văn Lẫm, Thiết kế chi tiết máy, NXB Giáo Dục, 2005.
- Vũ Văn Hồi, Nguyễn Văn Chất, Nguyễn Thị Liên Anh, Trang bị điện – điện tử máy công nghiệp dung chung, NXB Giáo dục, 2002.



