THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG HỘP GIẢM TỐC


NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG HỘP GIẢM TỐC, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết
Chương 1 : PHÂN TÍCH CHI TIẾT GIA CÔNG
1/ Mụch đích : phân tích chi tiết gia công là để xem kết cấu và các điều kiện kỷ thuật đã cho trong bản vẽ chi tiết có hợp lí không đối với khả năng phục vụ và khả năng chế tạo ra chúng.
2/ Công dụng và điều kiện làm việc của chi tiết :
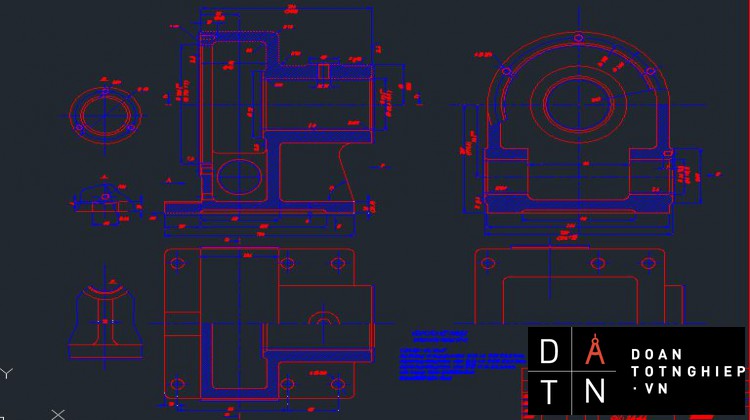
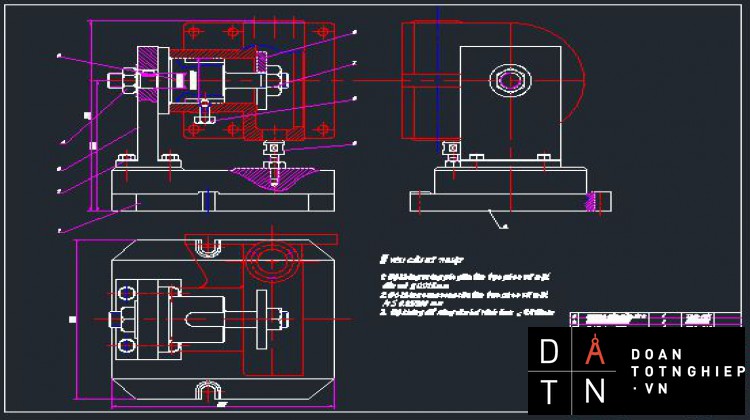
Chi tiết là hộp giảm tốc trục vít – bánh vít một cấp tốc độ , là bộ phận thường dung của động cơ máy móc như: trong động cơ điện, máy tiện, máy phay, máy bào … công dụng của nó là truyền động và tăng tốc cho các tải nhờ chuyển động trục chính của động cơ.
Đối với chi tiết của ta là vỏ hộp giảm tốc làm nhiệm vụ là bảo vệ và đở các chi tiết bên trong ( trục vít – bánh vít ) nó còn làm nhiệm vụ chứa dầu bôi trơn.
Chi tiết được làm bằng gan xám được nối với than máy bằng 4 bu lông đai ốc và do nhiệm vụ của nó là nối trục nên có mói lăp ghép bu lông là mối ghép lỏng. như vậy yêu cầu sai lệch về vị trí tương quan của các lổ ghép bu lông là không cao. Chỉ có các lổ lắp ghép với bạc chắn dầu và lắp ghép với ổ bi là có yêu cầu kỷ thuật cao về độ bong , sai số hình dạng, kích thước vị trí .
3/ Điều kiện kỹ thuật :
Vật liệu chế tạo : Gang xám 15 – 32 được dùng rộng rãi để làm các chi tiết như : than máy, võ hộp giảm tốc và các chi tiết chịu lực. chi tiết chế tạo do yêu cầu chỉ đở các chi tiết bên trong , không va đập lớn nên ta chọn gang xám GX 15 – 32 làm vật liệu chế tạo.
Chương 2 : XÁC ĐỊNH DẠNG SẢN XUẤT
- Trọng luợng chi tiết đuợc xác định theo công thức: Q1 = V.g (kg ).
V: thể tích chi tiết(dm3).
g: trọng luợng riêng vật liệu chế tạo chi tiết, với gang xám chọn g = 7,0kg/dm3.
Tính toán thể tích V=0,483 dm3 => Q1 = 0,483 x 7 = 3,387 kg.
- Sản lượng hàng năm tính theo công thức: ............
Ở đây N: số chi tiết sản xuất trong một năm.
N1: số sản phẩm sản xuất trong một năm.
m: số chi tiết trong một sản phẩm.
........................
Tra bảng số liệu trang 13 Hướng dẫn thực hiện đồ án công nghệ, dạng sản xuất là sản xuất hàng lọat lớn.
Chương 3: CHỌN PHÔI VÀ PHƯƠNG PHÁP TẠO PHÔI
3.1.Chọn phôi:
Chi tiết làm việc trong điều kiện rung động nhẹ, không có va đập, tải trọng nhẹ và trung bình, dạng sản xuất hàng lọat lớn… chọn vật liệu là gang xám, có chi phí thấp mà vẫn đảm bảo điều kiện làm việc. Chọn mác GX 15-32 :
|
Mác gang |
Độ bền |
Độ cứng HB |
||
|
Kéo |
Uốn |
|||
|
GX 15-32 |
15 |
32 |
200 |
|
3.2.Phương pháp tạo phôi :
- Chọn vật liệu là gang xám vì gang xám có tính đúc cao( tính chảy lỏng cao, độ co thấp, có thể đúc những chi tiết phức tạp…) chi phí thấp, điều kiện sản xuất hàng loạt lớn nên phôi đúc là phương án đem lại hiệu quả kinh tế cao nhất trong trường hợp này.
- Phương pháp tạo phôi là phương pháp đúc.
3.3.Tra lượng dư cho phôi đúc:
- Chi tiết đúc có dạng hình học đơn giản (phẳng, tròn), các hốc bên trong đơn giản, có chiều dài và độ cao lớn. Như vậy chi tiết đúc có mức độ phức tạp thuộc nhóm II.
- Vật liệu đúc là gang xám nên có thể đúc : trong khuôn cát và khuôn kim loại. Tuy nhiên vì chi tiết có thành mỏng ( thành dày không quá 10mm) nên khi đúc trong khuôn kim loại dễ bị biến trắng. Do đó, để quá trình đúc đơn giản, ta chọn chi tiết đúc cấp chính xác cấp II và đúc trong khuôn cát.
- Để đạt độ chính xác và năng suất cao, lượng dư cắt gọt nhỏ, ta dùng mẫu kim lọai, làm khuôn bằng máy.
- Tra bảng 3-14 trang 185 ST1, chọn dung sai kích thước đúc là IT14 và độ nhám RZ=80 mm.
- Góc thoát khuôn của phần đế là 1030’; Góc thoát khuôn của gân là 50 ( bảng 3-7 trang 177 ST1).
- Bán kính góc lượn tại vị trí giao giữa gân và đế là 5mm; giao giữa gân và đế là 6mm; giao giữa phần trụ và phần đế là 6mm ( bảng 3-7, trang 178, ST1).
- Đối với lỗ f 84, f36 và phần rỗng bên trong phần trụ ta đặt lõi.
- Vì vật liệu đúc là gang nên lượng co là 1%.
Dung sai cho phép ( Bảng 3-11 trang 182 ST1 )
|
Bề mặt |
Dung sai (mm) |
|
Mặt đế |
1 |
|
Lỗ f84 |
0,62 |
|
Lỗ f36 |
0,62 |
..................................
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG HỘP GIẢM TỐC, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết









