THIẾT KẾ QUY TRÌNH SỬA CHỮA TRỤC THEN HOA Hộp số Oto



NỘI DUNG ĐỒ ÁN
500 MB Bao gồm tất cả file CAD, file 2D 3D ,........ file DOC (DOCX),THIẾT KẾ QUY TRÌNH SỬA CHỮA TRỤC THEN HOA, đồ án môn học công nghệ chế tạo máy TRỤC THEN HOA, THIẾT KẾ QUY TRÌNH SỬA CHỮA TRỤC THEN HOA
Lời Nói Đầu
Trong nền sản xuất kinh tế của nước ta hiện nay, nước ta đang nổ lực từng bước đi lên công nghiệp hóa , hiện đại hóa.
Nếu như trước kia chưa có tiến hành công nghiệp hóa, hiện đại hóa thì nền kinh tế của nước ta phát triển rất chậm, hàng hóa sản xuất ra ít, doanh thu của đất nước thấp…, còn ngày nay nhờ có công nghiệp hóa, hiện đại hóa đất nước mà nền kinh tế của nước ta phát triển tương đối mạnh, hàng hóa sản xuất ngày càng nhiều và đa dạng đáp ứng nhu cầu tiêu thụ trong nước và xuất khẩu . Vậy, công nghiệp hóa hiện đại hoá đất nước đóng vai trò quan trọng trong nền kinh tế nước nhà. Và để làm được điều đó thì không thể thiếu máy móc, thiết bị hiện đại .
Tuy nhiên, trong quá trình sử dụng máy móc cũng không phải là vĩnh cữu mà sau một thời gian làm việc do nhiều nguyên nhân tác động bên ngoài các chi tiết của máy bị hư hỏng đi. Điều này làm ảnh hưởng đến khả năng làm việc của máy số lượng và chất lượng của sản phẩm. Do đó chúng ta phải tiến hành sửa chữa và phục hồi lại. Khi sửa chữa chúng ta phải nghiên cứu và nắm rõ nguyên nhân hư hỏng của chi tiết máy cũng như lập ra các phương pháp sửa chữa sao cho tinh tế nhất, hợp lý nhất, đảm bảo được các yêu cầu kỹ thuật gần như mới.
Trong bài thuyết minh sửa chữa hộp số ôtô này em xin trình bài một số dạng hư hỏng và cách giải quyết . Do còn nhiều hạn chế về kiến thức nên trong đồ án tốt nghiệp này vẫn còn nhiều thiếu sót không đúng. Rất mong quý thầy thông cảm và chỉ bảo thêm cho em.
Em xin chân thành cảm ơn tất cả quý thầy cô nói chung và thầy nói riêng đã tận tình gíup đỡ hướng dẫn chúng em hoàn thành đồ án này.
Phần I: chức năng làm việc của chi tiết
- Giới thiệu chung :
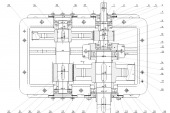
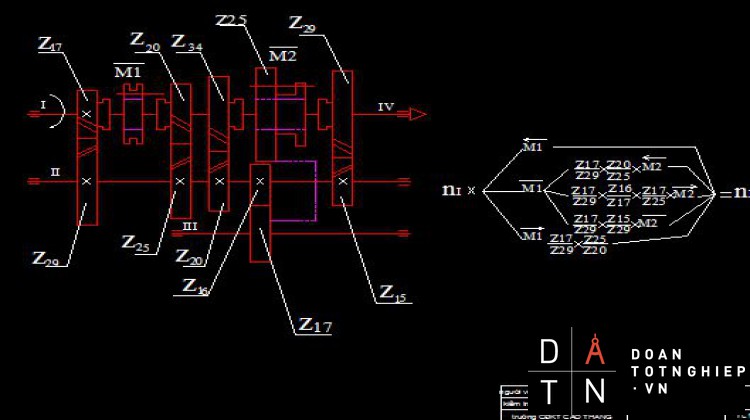
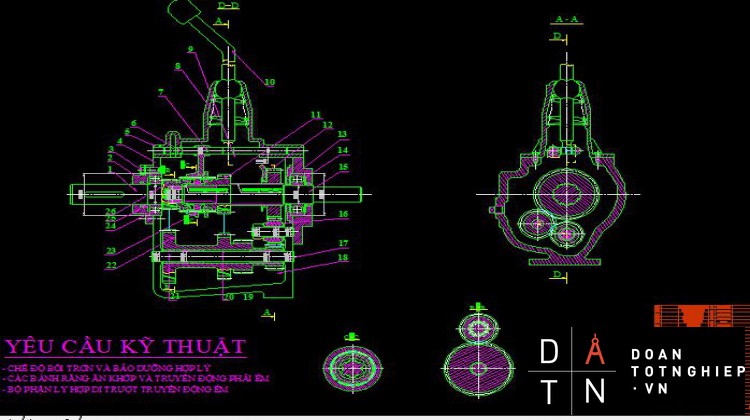
Hộp số là một trong những bộ phận quan trọng của máy .
Hộp số có chức năng thay đổi tốc độ từ chậm sang nhanh và ngược lại . Nó làm thay đồi nhiều chuỵển động của trục chính từ quay thuận sang quay nghịch và ngược lại .
Tuỳ theo mục đích của máy mà cấu tạo của hộp số khác nhau . Ví Dụ: phần lớn hộp số ôtô máy kéo có từ 3 -6 cấp tốc độ , bước tiến của máy tiện có 18 cấp tốc độ .
Chính vì đặc điểm ưu việt , hộp số đã gốp phần làm nên năng suất của máy , đáp yêu cầu của người sử dụng một cách linh hoạt .
Hộp số là bộ phận quan trọng trong các máy như : máy cày, máy kéo, ô tô, xe hơi và trong các máy công cụ . . .
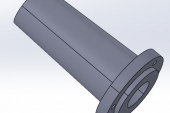
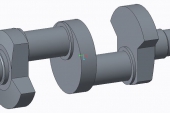
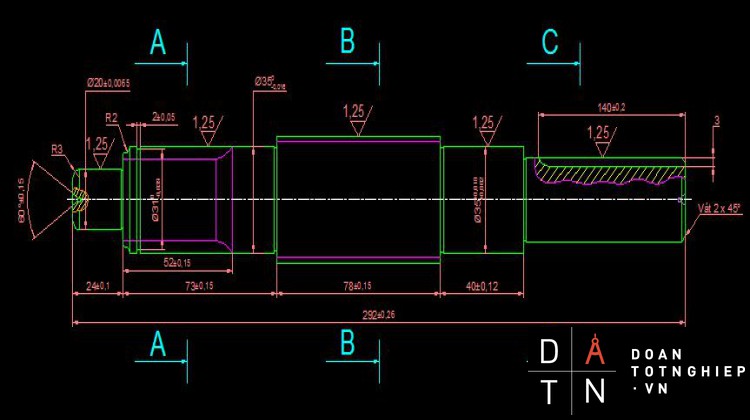
- Chức năng làm việc của trục then hoa :
- Lỗ và trục then hoa được lắp với nhau để triền momen xoắn lớn trong hộp giảm tốc, hộp xoe dao và những bộ phận truyển động khác của các loại máy công cụ . . .
- Then hoa có nhiều loại : then hoa dạng chữ nhật, hình thang, răng tam giác, răng thân khai . . . So với mối ghép then, mối ghép then hoa có những ưu khuyết điểm sau :
- Đảm bảo mối ghép đúng tâm hơn đúng tâm hơn và di động chi tiết máy trên trục
- Khả năng chịu tải lớn hơn so với mối ghép then cùng kích thước đo diện tích làm việc lớn hơn và chịu tải trọng phân bố điều hơn trên bề mặt răng .
- Độ mòn cao hơn, chịu va đập và tải trọng động tốt hơn
- Do độ yêu cầu và đặc diểm làm việc của mối ghép then hoa, lỗ và trục then hoa phải được chế tạo chính xác, các bề mặt làm việc có độ bóng cấp 7 , vì vậy phần lớn điều phải qua nguyên công mài
PHẦN II: XÁC ĐỊNH DẠNG HƯ HỎNG
- MÒN RẢNH THEN HOA:
Do thiếu dầu bôi trơn trong quá trình làm việt gây nên mòn các mặt trượt của rảnh then hoa dẩn đến khe hở giữa trục then hoa và bánh răng . khi ta thấy đổi trang thái ăn khớp của các bánh răng sẻ có độ đảo hướng kính đó là nguyên nhân dẩn đến mòn và Gãy răng .
- MÒN Ở VỊ TRÍ LẮP BẠC HOẶC Ổ LĂN :
Do thiếu dầu bôi trơn giữa ngõng trục với bạc hoặc ổ lăn làm tăng ma sát dẩn đến mau mòn ngỏng trục Khoảng cách tâm giữa 2 trục tăng lên làm tăng khe hở giữa các răng ăn khớp với nhau một lương nhỏ cũng gây va đập mạnh và làm răng mau mòn đôi khi gãy răng .
Ngoài ra do việc tháo lắp thường xuyên khi sửa chữa các chi9 tiết khác dẩn đến ngõng trục bị loe rộng hơn.
Nếu mòn quá giới hạn cho phép 5% thì sẻ ảnh hưởng đến các chi tiết khác lắp trên trục như : ổ lăn, bánh răng nên việc sửa chữa trục then hoa là cần thiết .
PHẦN III: BIỆN PHÁP HẠN CHẾ HƯ HỎNG:
Máy làm việc phải êm thời gian sử dụng phải lâu, ít hư hỏng… là yêu cầu nhất thiết của các nhà máy xí nghiệp, phân xưởng cơ khí . Do đó để đáp ứng những yêu cầu đó cần phải có biện pháp hạn chế hư hỏng sau:
Phải có chế độ bôi trơn phù hợp, sử dụng dầu bôi trơn đúng qui định, phải có độ nhớt phù hợp với điều kiện làm việc .
Phải có chế độ kiểm tra và sửa chữa định kì
Sauk hi làm việc xong phải vệ sinh máy, làm sạch các cơ cấu , chi tiết của máy tránh bụi rơi vào .
Đối với các chi tiết sau khi phục hồi cần phải phủ lean bề mặt một loop chịu mòn đồng thời nâng cao nâng cao độ cứng bề mặt làm việc của chi tiết bằng cách hoá bền chúng .Khi sang số cần phải giảm tốc độ để tránh mẽ hoặc gãy răng và đảm bảo an toàn .
PHẦN IV: LẬP PHƯƠNG ÁN SỬA CHỮA:
Trước hết phải xác định trỉ số mòn của trục then hoa để có phương án sửa chữa thích hợp .
Để sửa trục then hoa có những biện pháp sau :
- Phương án hàn đắp + gia công cơ khí
- Phương pháp nóng then + gia công cơ khí
- Phương pháp chế tạo mới
Trục then hoa nhỏ thường ko sửa chữa phần lớn người ta thay chi tiết then hoa bị mòn bằng chi tiết then hoa mới .
Tuy nhiên để đở mất thời gian chế tạo mới, người ta sửa chữa trục then hoa bằng cách hàn dắp kim loại rồi gia công cơ khí đạt độ chính xác tương ứng với kích thước và vị trí của then hoa trên chi tiết trên chi tiết lắp ghép .
Trục then có thể sửa chữa bằng cách xảm răng khi mối ghép then hoa định tâm theo đường kính trong .
Nếu then hoa đã đựơc tôi cứng, trước tiên cần ủ trục rồi nong theo chiều dọc từng then để làm tăng chiều rộng then đến kích thước danh nghĩa và có long dư gia công cơ khí là 0.1mm đến 0.2mm .
Nong bằng tay hoặc tren máy ép nhờ dụng cụ chuyên dùng là mũi xảm. Có thể nong then hoa trên máy tiện hoặc máy bào kẹp trục gá có con lăn côn quay được trên giá dao, gá trụ trên mủi tâm của máy tiện hoặc kẹp trên bàn máy bào . Bàn gá dao đưa con lăn ép vào thân răng và thực hiện một số hành trình theo rảnh .
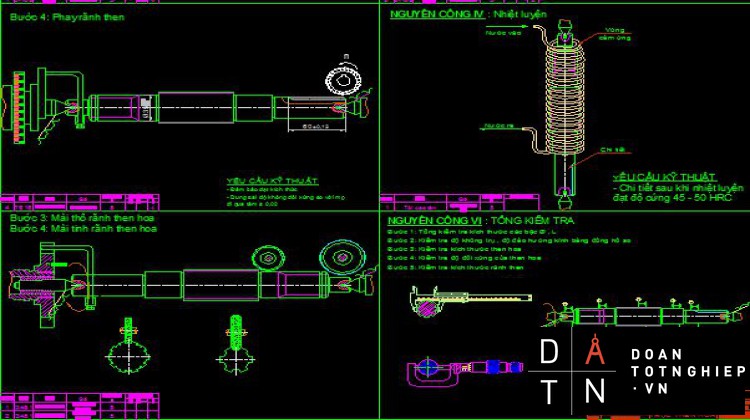
SAU ĐÂY LÀ BẢN TIẾN TRÌNH CÁC PHƯƠNG ÁN SỬA CHŨA TRỤC THEN HOA :
V. CHỌN PHƯƠNG AN TỐI ƯU:
Từ điều kiện thực tế có sẵn ở nhà trường kết hợp với tính kinh tế khi sửa chữa , trình độ chuyên môn. Em chọn phương án chế tạo mới trục then hoa. Vì phương án này ngắn thời gian sửa chữa, giá thành chế tạo chênh lệch với phương án khác không cao, chi tiết tương đối nhỏ gọn đơn giản , đồng thời cũng phải hợp với tuổi bền độ chịu mòn của chi tiết sau một thời gian sử dụng lâu dài.
Khi áp dụng phương pháp này cho phép tiệt kiệm thời gian, không làm ảnh hưởng đến tiến độ công việc, nâng cao hiệu quả của máy . Do trục then hoa trong hộp số này chỉ hư hỏng do mòn nên khi thay mới cần tháo trục ra đo lấy các thông số cần chế tạo rồi lắp lại cho hoạt động bình thường song song đó tiến hành gia công mới không làm giảm năng suất của máy . Để tiến hành phương án này ta phải chuẩn bị đầy đủ các dụng cụ cắt gọt ,đo kiểm, phôi liệu …
Do đó phương án chế tạo mới trục then hoa là phương án tối ưu nhất .
SAU ĐÂY LÀ BẢNG TIẾN TRÌNH SỬA CHỮA TRỤC THEN HOA BẰNG PHƯƠNG PHÁP CHẾ TẠO MỚI :
Phương pháp kiểm tra trước và khi sửa chữa
- Phương Án Kiểm Tra trước khi sửa chữa
Khi còn ở trên máy ta cho máy chạy thử để xác định tiếng ồn, rung động do chi tiết mòn gây nên. Sau khi tháo chi mòn ra khỏi bộ phận máy. Rửa chi tiết mòn bằng dầu hỏa rồi lâu chùi sạch sẽ ta tiến hành kiểm tra bằng thước cặp, panme để xác định độ mòn của trục then hoa.
2. Phương Án Kiểm Sau khi sửa chữa
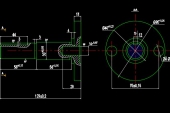
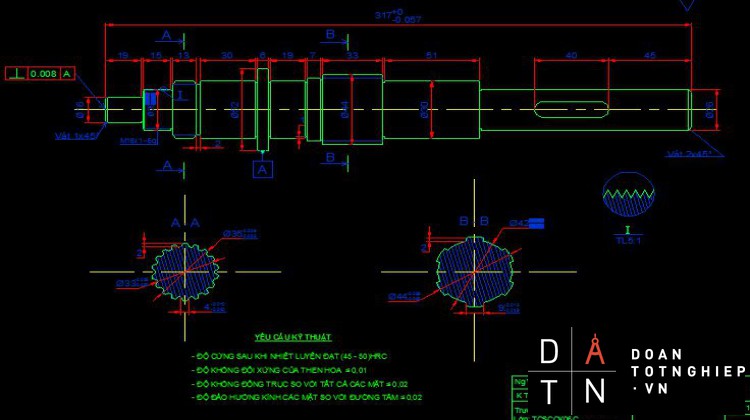
Chi tiết sau khi chế tạo đã đạt được kích thước theo yêu cầu kỹ thuật ta tiến hành kiểm tra sơ bộ các kìch thước của trục bằng các dụng cụ như :
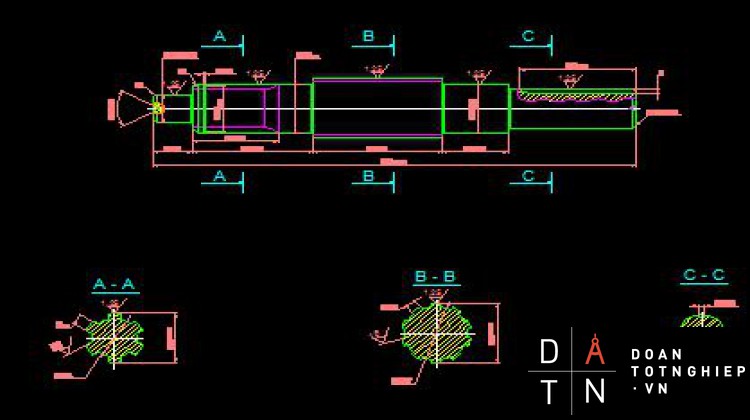
- Thước cặp : đo bề rộng rãnh then , đường kính ngoài của trục then hoa , chiều sâu của rãnh then , đường kính các ngỏng trục
- Đồng hồ so : đo độ đảo của các ngõng trục , kiểm tra độ đối xứng rãnh then hoa
Sau đó ta hành lấp chi tiết vào hộp số , dùng tay lắc nhẹ chi tiết để kiểm tra xem chi tiết có bị rơ không sau đó tiến hành quay tay , xem chi tiết có ăn khớp chính xác với các chi tiết khác không , cho bánh răng di chuyển thử trên trục đề xem coi có dể dàng ko , các bánh răng có ăn khớp nhẹ nhàng hay ko , có sự chén ép nhau ko . Sau đó cho máy chạy thử và kiểm tra xem các ngõng trục có bị nóng hay không .Nếu bị nóng dưới 60 độ c thì đạt yêu cầu , nóng hơn nữa thì có thể do việc gia công chi tiết không đạt về dung sai dẫn đến ma sát tăng lên giữa ngõng trục và bạc hoặc do dầu bôi trơn không vào được .
Kết Luận
Đồ án sửa chữa trục then hoa đến nay đã hoàn thành. Qua tất cả các đồ án mà em đã làm, đã giúp em nhớ lại những kiến thức mà em được học ở quý Thầy Cô của trường. Để có kiến thức về kỹ thuật chuyên môn này, phần lớn là do công ơn dạy dỗ của quý Thầy Cô.
Trong quá trình làm đồ án tốt nghiệp này, em đã cố gắng vận dụng những kiến thức đã học để vận dụng vào làm Đồ Án đã đặt ra.
Tuy nhiên trong quá trình làm em vẫn còn rất nhiều thiếu xót, em kính mong được sự thông cảm của quý Thầy Cô.
Và cuối cùng em kính chúc quý Thầy Cô lời chúc sức khỏe, lòng thành kính và biết ơn sâu sắc.
Em xin chân thành cảm ơn thầy đã tận tình hướng dẩn để giúp đở em làm đồ án này .
TÍNH CHẾ ĐỘ CẮT
- CHẾ ĐỘ CẮT KHI TIỆN :
-
Vát mặt đầu
- Chiều sâu cắt t: với t = 3mm
- Tính bước tíến S:
Tra bảng (23 – 1 ) sách chế độ cắt gia công cơ khí : chọn S= 0,12 – 0.18 mm/v
Tra tthiết minh máy : chọn S = 0,17 mm/v
C) Vận tốc cắt : V =
Tra bảng (1-1) ta được : CV XV Yv m T=60ph
47 0 0.80 0.20
Kv = Kmv.Kuv.Knv =1
Tra bảng (2-1 ) Kmv = =1 ; Knv = 1; Kuv = 1.
V = =28.5 m/ph
Số vòng quay trong 1 phút : N = = = 181.5 v/ph
Tra TMM chọn n = 173 v/p
Vận tốc thực hiện khi cắt : V = = = 27.2 m/ph
d) Tính lực cắt :
Lực tiếp tuyến: PZ = CP . txpz . Sypz . Vnz .KZ
...............................................................
![]()
![]() e
e
e).Công suất tiêu thụ khi cắt:
Tính theo công thức : ![]()
So sánh với công suất ở thuyết minh thư máy đảm bảo an toàn.
VI) CÁC THÔNG SỐ CỦA MÁY TRONG QUÁ TRÌNH CẮT GỌT GIA CÔNG CHI TIẾT TRỤC THEN HOA
1) THÔNG SỐ MÁY TIỆN T616
- Chiều cao tâm 160mm
- khoảng cách giữa 2 tâm là 750mm
- Công suất động cơ là 4.5kw
- Đường kính lỗ trục chính là 35mm
- Côn móc số 5
- Số vóng quay trục chính : 44 – 66 – 91 – 120 - ........ 1980v/p
- Lượng Tiến dao dọc : 0.06, 0.07, 0.09, 0.12,.........3,24mm/v
- Lượng tiến dao ngang: 0.04, 0.05, 0.07, 0.08,.........2,45mm/v
( trích sách chế độ cắt gia công cơ khí )
2) THÔNG SỐ MÁY PHAY 6H12
- Bề mặt làm việc của bàn :320x1250mm2
- Công suất động cơ: 7kw
- Hiệu suất máy : 0.75
- Số vòng quay của trục chính : 30 - 37, 5 - 47, 5 -– 6 –- 75 -– 95 -– 118 - 150.........1500v/p
- Bước tiến của bàn : 30 - 37, 5 - 47, 5 - 60 - 75 - 95 ..........1500mm/ph
- Lực cắt lớn nhất cho phép theo cơ cấu tiến của máy, KG: 1500
( trích sách chế độ cắt gia công cơ khí )
3) THÔNG SỐ MÁY MÀI NGOÀI 3151
- Đường kính vật mài lớn nhất :200mm
- Đường kính đá mài : 450 – 600 mm
- Khoảng dịch chuyển lớn nhất của bàn : 560mm
- khoảng dịch chuyển ngang lớn nhất của ụ mài : 200mm
- chiều dài vật mài lớn nhất : 500mm
- Công suất động cơ chính là :7 kw
- Số vòng quay trục chính mang đá mài :1080v/ph
- Dãi số vòng quay của trục chính ụ trước :75 -– 300v/ph
- Khoảng tốc độ dịch chuyền của bàn : 100 -– 10000mm/ph
- lượng tiến đá của bàn: 100 – 10000mm/htrình
- tốc đô lớn nhất chạy dao khi mài cắt : 100 –- 10000mm/p
- kích thước máy :- dài 2320 mm
- rộng 1720mm
- cao 1475 mm
- nặng 3230 kg
( Trích sách các phương pháp gia công kim loại)
4) THÔNG SỐ MÁY KHOAN ĐỨNG 2H125
- Đường kích gia công lớn nhất :25mm
- Khoàng cách từ trục chính đến bàn máy :690 –- 1060
- Côn móc trục chính :N 0 3
- Số cấp tốc độ :12
- Giới hạn số vòng quay: 45 -– 2000v/p
- Số cấp chạy dao : 0,1- 1,6mm/v
- Công suất động cơ : 2.,2 kw
- Kích thước máy : 805 – 1130 mm
- Độ phức tạp sửa chữa R :12
( trích sách chế độ cắt gia công cơ khí )
5) THÔNG SỐ MÁY TIỆN REN VÍT 1K62
- Đường kính gia công max 400 mm
- Khoảng cách giữa 2 mũi tâm : 1400mm
- Số cấp tốc độ 23
- Giới hạn số vòng quay 25- 2000v/p
- Côn móc trục chính N 0 5
- Công Suất động cơ 10Kw
- Kích thước máy 1165 x 2785mm
- Độ phức tạp sửa chữa R: 19
( trích sách chế độ cắt gia công cơ khí )
VII) CÁC THÔNG SỐ CỦA DAO TRONG QUÁ TRÌNH CẮT GỌT GIA CÔNG CHI TIẾT TRỤC THEN HOA
1) Các Thông Số Của Dao Tiện
a) Dao đầu cong( dao khỏa mặt đầu)
b) Dao tiện vai
c) Dao vàt mép (dao đầu cong)
d) Dao tiện rãnh
e) Dao tiện côn
f) Dao tiện ren
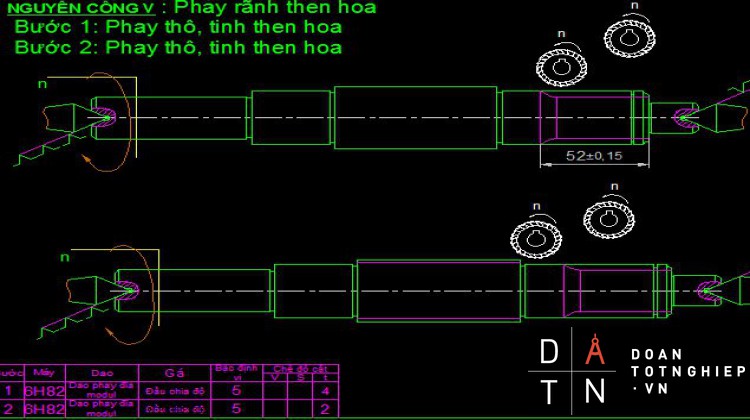
2) Các Thông Số Của Dao Phay
a) Dao phay định hình
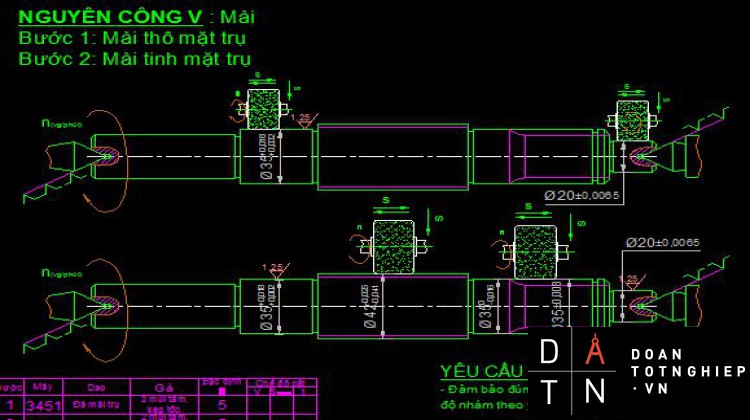
3) Các Thông Số Của Đá Mài
a) Đá mài trụ
b) Đá mài định hình
4) Thông Số Của Khoan
a) Mũi khoan tâm
b) Mũi khoan xoắn
TÀI LIỆU THAM KHẢO
- Giáo Trình Sửa Chữa Thiết Bị.
- Thiết Kế Máy Cắt Kim Loại.
- Tác Giả :Nguyễn Ngọc Cẩn.
- Chế Độ Cắt Gia Công Cơ Khí.
- Tác Giả :Nguyễn Ngọc Đào – Hồ Viết Bình – Trần Thế Sang.
- Dung Sai Lắp Ghép Và Đo Lường Kĩ Thuật.
- Tác Giả :Hoàng Xuân Nguyên.
- Công Nghệ Gia Công Kim Loại.
- Tác Giả :Phạm Đình Sùng –Bùi Lê Gân –Trịnh Duy Cấp.
- Sửa Chữa Thiết Bị Công Nghiệp & Vẽ Kĩ Thuật Cơ Khí.
- Tác Giả :Trần Hữu Huế.
- Dung Sai Lắp Ghép Và Đo Lường Kĩ Thuật.
- Hướng Dẩn Thực Hành Kỹ Thuật Tiện
- Tác Giả: Dương Văn Linh - –Trần Thế San -– Nguyễn Ngọc Đào
- Kỹ Thuật Phay
- Tác Giả: Ph. A. Barơbasôp
- Kỹ Thuật Mài
- Tác Giả: Nguyễn Văn Linh
- Sổ Tay Công Nghệ Chế Tạo Máy (Tập 1)
- Tác giả: Nguyễn Đắc Lộc -– Lê Văn Tiến - –Ninh Trí - Trần Xuân Việt
- Đồ Gá Gia Công Cơ Khí
- Tác giả: Hồ Viết Chánh -– Lê Đăng Hoành -– Nguyễn Ngọc Đào
- Các Phương Pháp Gia Công kim Loại
- Tác giả: Đặng Văn Nghìn - –Phạm Ngọc Tuấn - –Lê Trung Thực –
Nguyễn Văn Giáp - Thái Thị Thu Hà