ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ VÀ CHẾ TẠO MÁY TRỘN NÉN CÁM VIÊN


NỘI DUNG ĐỒ ÁN
ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ VÀ CHẾ TẠO MÁY TRỘN NÉN CÁM VIÊN
LỜI NÓI ĐẦU
Trên thế giới, ngành chăn nuôi đã có từ rất lâu đời, đó là một trong những ngành quan trọng từ trước đến nay, cung cấp thức ăn cho con người để duy trì sự sống.Đây là một ngành kinh tế có hình thức phát triển rất đa dạng và hiện nay đang có xu hướng phát triển theo hướng công nghiệp hoá. Trong xu hướng phát triển như hiện nay thì nhu cầu, thị hiếu của con người càng được nâng cao. Vấn đề đầu tư khoa học công nghệ, phát triển kinh tế, nâng cao chất lượng sản phẩm, hàng hoá là rất quan trọng, trong đó ngành chăn nuôi là không ngoại lệ. Ở các nước phát triển, người ta có các công nghệ hiện đại trong ngành chăn nuôi để nâng cao năng suất, tăng chất lượng cho thực phẩm. Tuy nhiên ở nước ta hiện nay thì hình thức chăn nuôi gia súc đa số vẫn còn theo hướng cổ điển, nhưng do nhu cầu của con người ngày càng cao trong thời buổi hội nhập với thế giới thì yêu cầu áp dụng khoa học công nghệ để phát triển ngành chăn nuôi của đất nước là rất quan trọng. Phát triển ngành chăn nuôi là áp dụng các biện pháp kỹ thuật để nâng cao chất lượng con giống, nâng cao chất lượng sản phẩm thịt, nâng cao sản lượng chăn nuôi nhằm đáp ứng một lượng lớn nhu cầu về sử dụng thịt trên thị trường. Vấn đề này đòi hỏi ngành công nghệ chế biến thức ăn chăn nuôi gia súc, gia cầm cần phải có những dây chuyền công nghệ hiện đại để tạo ra được những thức ăn có chất lượng tốt, cân đối về nhu cầu dinh dưỡng và giảm được chi phí trong chăn nuôi, cung cấp đủ nguồn thức ăn cho ngành chăn nuôi.
Để giải quyết vấn đề đó, việc thiết kế- chế tạo máy sản xuất thức ăn để làm giảm thời gian lao động,sức lao động của con người,tăng năng suất, làm cho giá thành hạ, đáp ứng được nhu cầu của thị trường hiện nay là vấn đề cần giải quyết cấp thiết nhất.
Trên thị trường hiện nay thì có nhiều loại máy chế tạo thức ăn để phục vụ chăn nuôi, tuy nhiên nó chỉ mang tính tạm thời hoặc là không đạt được chất lượng tốt nhất,tiêu hao năng lượng,.. với các kiến thức đã được học tại Trường Cao Đẳng Kỹ Thuật Cao Thắng và các tài liệu chế tạo máy, cùng với sự giúp đỡ và hướng dẫn tận tình của các thầy cô trong Khoa Cơ Khí, nhóm chúng em chế tạo ra máy Máy Nén Viên Thức Ăn Gia Súc để giải quyết vấn đề mà xã hội đang cần, đồng thời đó cũng là Đồ Án Tốt Nghiệp của chúng em. Do kiến thức của chúng em còn hạn hẹp, còn nhiều sai sót, những vấn đề chưa thể giải quyết được trong quá trình thiết kế máy, nhóm chúng em mong được sự góp ý và hướng dẫn của các Thầy, Cô trong Khoa Cơ Khí để lần sau chúng em thiết kế tốt hơn, cải tiến hơn và hoàn chỉnh hơn.
Nhóm chúng em xin chân thành cảm ơn!
MỤC LỤC
LỜI NÓI ĐẦU................................................................................................. 1
LỜI CẢM ƠN................................................................................................. 2
NHẬN XÉT CỦA GIÁO VIÊN HƯỚNG DẪN.............................................. 3
NHẬN XÉT CỦA HỘI ĐỒNG....................................................................... 4
MỤC LỤC....................................................................................................... 5
CHƯƠNG 1: TÍNH TOÁN THIẾT KẾ MÁY NÉN VIÊN THỨC ĂN........... 6
CHƯƠNG 2: PHÂN TÍCH NGUYÊN LIỆU CHẾ BIẾN THỨC ĂN............. 8
CHƯƠNG 3: CÁC YÊU CẦU KHI THIẾT KẾ MÁY NÉN VIÊN THỨC ĂN 9
CHƯƠNG 4: LỰC CHỌN PHƯƠNG ÁN THIẾT KẾ.................................... 10
CHƯƠNG 5: TÍNH TOÁN CÁC THÔNG SỐ ĐỘNG HỌC MÁY................ 14
CHƯƠNG 6: THIÊT KẾ CHI TIẾT MÁY...................................................... 25
CHƯƠNG 7: SƠ ĐỒ MẠCH ĐIỆN................................................................ 36
CHƯƠNG 8: HƯỚNG DẪN SỬ DỤNG VÀ BẢO QUẢN MÁY.................. 37
CHƯƠNG 9: HIỆU CHỈNH MÁY.................................................................. 37
CHƯƠNG 10: CHẾ ĐỘ CẮT......................................................................... 38
10.1 Chế độ cắt của bánh cán.................................................................. 38
10.2 Chế độ cắt của trục cán.................................................................... 61
10.3 Chế độ cắt của trục chính................................................................ 93
10.4 Chế độ cắt của tấm tạo hình............................................................ 129
CHƯƠNG 1:TÍNH TOÁN THIẾT KẾ MÁY NÉN VIÊN THỨC ĂN
Ở nước ta, chăn nuôi là một ngành đem lại hiệu quả kinh tế cao, những sản phẩm của chăn nuôi bao gồm thịt, trứng, sữa,.. là nguồn thức ăn hằng ngày của con người. Chăn nuôi tạo công ăn việc làm cho người dân, tăng thu nhập cho các hộ gia đình, doanh nghiệp, giúp xóa đói giảm nghèo. Tuy nhiên nếu không biết cách chăn nuôi thì sẽ dẫn đến kinh tế bị tổn thất.
Chăn nuôi là một trong hai ngành sản xuất chủ yếu của nông nghiệp ở nước ta, với đối tượng sản xuất là các loại động vật nuôi nhằm cung cấp các sản phẩm đáp ứng nhu cầu của con người. Một xu hướng tiêu dùng có tính qui luật chung là khi xã hội phát triển thì nhu cầu tiêu dùng về các sản phẩm chăn nuôi ngày càng tăng lên.
Để có được nguồn thực phẩm tốt cho con người thì thức ăn cho chăn nuôi là hết sức quan trọng.Thức ăn chăn nuôi bao gồm nhiều loại, có nguồn gốc khác nhau, về cơ cấu, thức ăn cho chăn nuôi phải đảm bảo đầy đủ và cân đối giữa các yếu tố: chất thô, chất bột, đạm và muối khoáng v.v... Tuỳ theo mỗi phương thức chăn nuôi và mỗi loại vật nuôi mà cơ cấu giữa các yếu tố này là khác nhau cho phù hợp. Vì vậy việc khai thác và sản xuất thức ăn cho chăn nuôi cần phải chú ý đảm bảo đủ cả lượng và chất của từng loại thức ăn cho từng loại vật nuôi.
Cùng với sự phát triển của xã hội, ngành chăn nuôi và chế biến thức ăn chăn nuôi với quy mô nhỏ và quy mô hộ gia đình ngày càng phát triển. Tuy nhiên điểm hạn chế ở đây là họ vẫn phải phụ thuộc vào nguồn cấp thức ăn cho vật nuôi, phụ thuộc vào giá cả thức ăn... làm giảm thu nhập. Để tăng tối đa hiệu quả kinh tế cho chăn nuôi, có thể tận dụng những vật liệu có khắp xung quanh chúng ta như: bắp, cám, gạo... để làm thức ăn cho chăn nuôi. Nhưng vấn đề là làm sao để chế biến ra thức ăn giống như ngoài thị trường và có thể bảo quản lâu dài là một bài toán khó. Do đó, để giải quyết bài toán này là cần phải trang bị các loại máy chế biến thức ăn chăn nuôi phù hợp với quy mô của từng hộ gia đình là rất cần thiết.
Hình ảnh máy nén viên thức ăn ngoài thị trường.
- Ưu điểm:
Máy ép viên mini được dùng cho trang trại, các hộ gia đình chăn nuôi với quy mô vừa và nhỏ, số lượng vật nuôi ít.
Máy có công suất nhỏ, ít tiêu hao năng lượng, dễ sử dụng, dễ di chuyển...tiết kiệm được chi phí phù hợp cho các hộ gia đình và các trang trại có quy mô nhỏ.
- Nhược điểm:
Chỉ sử dụng cho trang trại nhỏ và hộ gia đình, số lượng thành phẩm ít.
CHƯƠNG 2: PHÂN TÍCH NGUYÊN LIỆU CHẾ BIẾN THỨC ĂN
Mục đích của việc trộn thức ăn là nhầm cân bằng dinh dưỡng trong khẩu phần ăn của gia súc gia cầm phù hợp khả năng sinh trưởng, phát triển của vật nuôi.Nguyên liệu chủ yếu là tấm, cám…những nguyên liệu tìm thấy xung quanh nhà và một số thực phẩm phụ gia tăng thêm chất sơ, vitamin...
Ngô thì có nhiều loại: ngô đỏ, ngô trắng, ngô vàng...ngô chứa nhiều sắc tố và vitamin và lượng tinh bột cao liên quan đến sắc tố mỡ,vỗ béo cho gia súc, màu lòng đỏ trứng gia cầm...ngô thì chứa tinh bột cao, năng lượng cao rất phù hợp để làm hổn hợp thực phẩm thức ăn gia súc gia cầm.
Cám gạo là phụ phẩm quan trọng của thóc lúa, là nguồn thức ăn giàu vitamin B...rất hấp dẫn đối với vật nuôi. Cám gạo có nhiều thành phần như trấu, cám gạo nếu hàm lượng trấu nhiều thì chất sơ sẽ nhiều.
Như vậy vật liệu là hỗn hợp thức ăn được trộn lẫn từ nhiều thành phần chủ yếu là bắp và cám gạo sẽ tạo ra thức ăn gia súc dạng bột rời, viên khô.
Ngoài các yêu cầu về độ sạch, hàm lượng dinh dưỡng, độ nhỏ của thức ăn chăn nuôi cho phù hợp với từng loại vật nuôi… Một chỉ tiêu rất quan trọng có ảnh hưởng đến tỷ lệ tăng trưởng của vật nuôi là độ trộn đều. Đây là một trong những chỉ tiêu đánh giá chất lượng thức ăn chăn nuôi.Trộn đều phụ thuộc vào từng loại vật nuôi cũng như tuổi của chúng.
CHƯƠNG 3 : CÁC YÊU CẦU KHI THIẾT KẾ MÁY MÁY NÉN VIÊN THỨC ĂN
MÁY TRỘN NÉN CÁM VIÊN THỨC ĂN GIA CẦM là máy bán tự động nên:
Phù hợp với nhu cầu sản xuất, số lượng đàn gia cầm gia súc của từng hộ hoặc trang trại.
Không gây ô nhiễm môi trường, không gây tiếng ồn lớn.
Nguồn điện: sử dụng được cả động cơ điện ba pha hoặc một pha.
Dễ sử dụng, dễ di chuyển và an toàn lao động.
Kết cấu đơn giản, dễ chế tạo, giá thành rẻ.
- Công suất: 0.75 KW
- Năng suất: 1 – 2 tấn/ngày
- Máy chạy êm.
- Các ổ đỡ không có hiện tượng phát nhiệt.
- Kết luận:
Máy trộn đáp ứng được các nhu cầu của sản xuất chăn nuôi hiện nay là:máy đạt thỏa mãn các yêu cầu chăn nuôi đó là khả năng trộn thức ăn điều và ổn định phù hợp cho mô hình kinh tế trang trại, quy mô sản xuất nhỏ hay hộ gia đình. Máy có thể dùng trộn thức ăn hỗn hợp từ các nguyên liệu đã được nghiền nhỏ có nguồn gốc tự nhiên như cám, bắp, rau củ...tiêu hao năng lượng thấp.
Kết cấu máy đơn giản, gọn nhẹ, an toàn lao trong khi sử dụng và dễ dàng di chuyển.
Giá thành máy rẻ hơn nhiều lần so với máy ở thị trường hiện nay đã góp phần đáng kể trong việc hạ giá thành sản phẩm.
CHƯƠNG 4: LỰA CHỌN PHƯƠNG ÁN THIẾT KẾ
I. Một số phương án thiết kế
v Phương án 1: máy dập viên thủy lực.
Sơ đồ nguyên lý:
1: Chày tinh 8: cửa tiếp dầu
2: vật liệu chuẩn bị ép 9: vòng kín bít
3: phễu tiếp liệu 10: vít điếu chỉnh
4: khuôn ép 11: ốc hãm
5: chày ép 12: vòng kín bít
6: piston 13: ống thủy lực
7: ống thủy lực 14: piston
- Nguyên lý hoạt động:
- Hỗn hộp thức ăn từ phễu tiếp liệu 3 rơi đầy vào khoang ép giữa chày đứng yên và chày chuyển động 5, Khối lượng thể tích viên ép có thể điều chỉnh vít 10, Tiếp theo phễu tiếp liệu được dịch chuyển sang trái nhờ piston và ống thủy lực 13, Khối lượng cần ép viên nằm vào giữa khuôn 4 bị ép do piston 6 chuyển động sang trái. Khi đạt đến độ nén nhất định piston 6 lùi về phải, phễu tiếp liệu dịch chuyển sang trái cho piston đứng yên đẩy viên thức ăn được ép ra khỏi khuôn và sau đó phễu nạp liệu rùi về vị trí ban đầu.Chu trình ép lại được tiếp diễn và lặp lại.
- Ưu nhược điểm :
- Ưu điểm:
+ Tạo năng suất và áp lực ép cao.
+ Có thể tạo được các bánh lớn.
- Nhược điểm:Cơ cấu máy phức tạp, khó chế tạo nên giá thành sản phẩm cao.
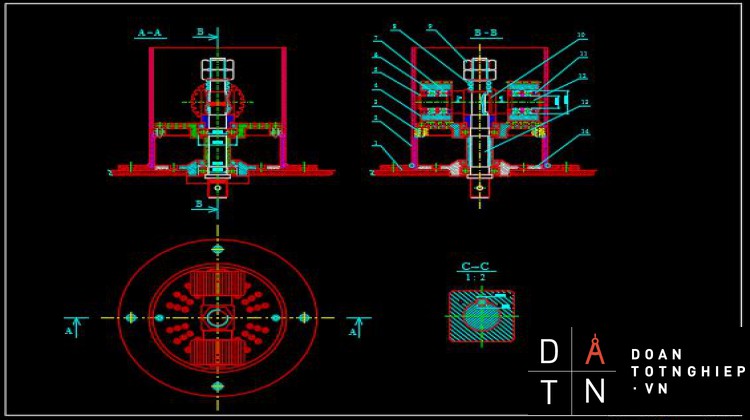
v Phương án 2: Máy trộn, nén cám viên trục con lăn
- Sơ đồ nguyên lý:
1: Động cơ 2 6:Vỏ hộp buồng trộn
2: Vỏ hộp buồng nén 7:Cánh quạt
3: Điều chỉnh trục bánh cán 8: Bánh cán
4: Phễu 9: Đĩa cán
5: Động cơ 1 10: Máng đựng sản phẩm
- Nguyên lý hoạt động:
Từ động cơ 1 chuyển động sang làm trục quay đồng thời làm quay cách quạt trộn7, sau khi trộn đều nguyên liệu được đưa vào hộp buồng nén 2, lúc đó cho động cơ 2 hoạt động làm xoay đĩa cán 9, trên đĩa cán 9 có 1 cặp bánh cán 8 để khi mâm quay 9 quay sẽ truyền momen làm con lăn 8 quay.Mặt khác, nguyên liệu từ phễu 4 đi vào buồng nén 2 đến mâm quay, với tốc độ quay của mâm quay cùng với chuyển động của con lăn sẽ nén nguyên liệu vào các lỗ trêm mâm quay tạo thành những viên có hình dạng trụ, viên nén này rơi trực tiếp xuống máng đựng sản phẩm 10.
- Ưu điểm:
+ Năng suất cao, tiết kiệm điện, cho ta sản phẩm đều và đẹp
+ Kết cấu đơn giản, dễ chế tạo…
+ Rẻ tiền
- Nhược điểm:Máy có tiếng ồn hơi to…
II. Lựa chọn phương án thiết kế:
Nhiệm vụ và yêu cầu kỹ thuật của máy trộn nén cám viên là:
- Hỗn hợp sau khi nén phải tạo thành viên và có độ kết dính vững chắc
- Phải đảm bảo kích thước của các viên quy định:
- Đường kính của viên: 4mm
- Chiều dài của viên: 20mm-60mm.
- Đảm bảo độ bền của viên, không bị biến dạng khi va chạm
Ở phương án 1: năng suất máy có cao nhưng kết cấu máy khá phức tạp, dẫm đến tính toán, thiết kế và chế tạo khó khăn dẫn đến giá thành sản phẩm cao
Chọn phương án thiết kế sao cho phải dễ chế tạo có như vậy giá thành mới hạ và đặc biệt đảm bảo chất lượng sản phẩm không bị tơi vụn.
Þ Từ những yếu tố trên ta chọn phương pháp thiết kế máy nén kiểu trục con lăn.
Sơ đồ nguyên lý:
CHƯƠNG 5:TÍNH TOÁN CÁC THÔNG SỐ ĐỘNG HỌC MÁY
I. Biện luận và chọn động cơ
- Trong quá trình làm việc cơ cấu chịu tác dụng của các lực : lực quán tính, lực ma sát, lực nén, trọng lực .
- Do lực quán tính, lực ma sát, trọng lực quá nhỏ nên trong quá trình tính toán ta bỏ qua để bài toán đơn giản.
- Lực nén: PAB = 507,43 N
- Công suất của máy nén:
NLV =
- Công suất yêu cầu của động cơ:
Nyc =
+ Trong đó:
: Hiệu suất truyền động.
= nol.nbr = 0,9952x0,97= 0,96
ðNyc == 0,74 KW
- Kết luận:
Chọn Nđc =0,75 KW
nđc =1450 (v/p)
- Để tiết kiệm chi phí chế tạo hộp giảm tốc và tiết kiệm thời gian nên ta chọn động cơ có hộp giảm tốc.
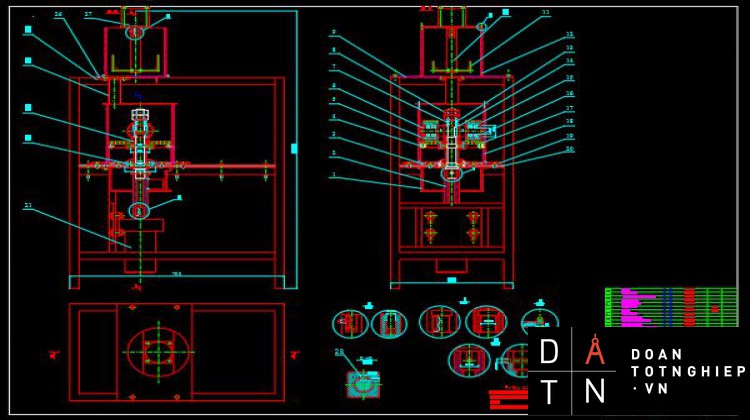
II. Sơ đồ động của máy.
Tỉ số truyền : i =
1. Hộp giảm tốc
2. Khay đựng sp
3. Tấm tạo hình
4. Bánh cán
5. Ống dẫn phôi
6. Vỏ buồng trộn
7. Động cơ 1
8. Trục trộn
9. Cánh trộn
10. Đai ốc đ/chỉnh
11. Vỏ buồng nén
12. Trục chính
13. Cánh quạt
14. Khớp nối
15. Động cơ 2
III. Tính trục quay:
N = 0.75 kw
nct = 145 (v/p)
a/ Tính sơ bộ:
d 20,75 mm
ðChọn dsơ bộ = 25mm
b/ Tính gần đúng:
- Vì chỉ có bánh răng thẳng nên ta chọn sơ bộ ổ trục không chịu lực dọc trục, ta chọn ổ lăn với d = 25. Theo bảng 14P- trang 337 (thiết kế CTM- Nguyễn Trọng Hiệp- Nguyễn Văn Lẫm), ta chọn ổ bi một dãy với chiều rộng ổ B=12, D= 47.
- Momen xoắn:MX=
- Lực tác dụng lên trục :
+ Lực vòng: P= = = 484 (N)
+ Lực hướng tâm : Pr =
- Tổng chiều dài trục L = 285 (mm)
- Tính phản lực :
Ay = RAy+ RBy- Pr = 0 (1)
Ay=285.Pr -172.RBy =0 (2)
Từ (2)ó RBy=
Từ (1) =>RAy= - RBy + Pr = - 291 + 176 =-115 (N) (Vậy RAycó chiều ngược lại)
Ax = RAx+ RBx– P = 0 (3)
Ax= 285.P - 172.RBx =0 (4)
Từ (4) ó RBx =
Từ (3) =>RAx = - RBx +P = - 802 + 484 = - 318 (N)(Vậy RAx có chiều ngược lại)
- Momen uốn tổng: Mu =
Mu = (N.mm)
- Momen tương đương : Mtđ =
ó Mtd = (N.mm)
- Đường kính trục :
(mm)
Lấy d= 30 mm
ð Vậy đường kính trục là 30 mm
c/ Tính chính xác trục:
Ta có : n =( CTM- trang 312)
ghghggvi2vi2vigigiugiugiugg
- Vì trục quay nên ứng suất pháp (uốn) biến đôỉ theo chu kỳ đối xứng :
a = max =min = ,m =0
Vậy n
Giới hạn mỏi, uốn và xoắn :
-1 =0.45x =0.45x600 =270 (N/mm2)
-1 =0.25x =0.25x600 =150 (N/mm2)
a
Trong đó:
+Mu=
+W =1855 mm3 ( thiết kế ctm bảng 7.3b trang 122)
ð a (N/mm2)
a =m
Trong đó :
+Mx =49396,5 N.mm
+Wo= 4010 mm3 ( thiết kế ctm bảng 7.3b trang 122)
ð a (N/mm2)
- Chọn hệ số , theo vật liệu đối với thép cacbon trung bình :
=0,1 , =0,05 , =1
Theo bảng 7-4 lấy = 0,88 , =0.77
Theo bảng 7-8, tập trung ứng suất do rãnh then
Tỷ số :
=
Thay các giá trị tìm được vào công thức :
nσ= ( công thức 7-6 CTM trang 120)
n =
=> n > [n] với [ n]=1.52.5
vậy trục đảm bảo hệ số an toàn
d/ Tính then:
Kiểm nghiệm về sức bền dập :
d = [ ] d N/mm2
Trong đó :
- Mx = 49396,5 N.mm
- d = 30 mm tra bảng 7-23/trang 143
- k = 3.5
[]d =150 N/mm2 ( bảng 7-20/trang 142)
ð d N/mm2< [] d
+ Kiểm nghiệm sức bền cắt :
c = [ ] c
b = 8 mm ( tra bảng 7-23/143)
[ ] c =120 N/mm2 (tra bảng 7-21/142)
ð c N/mm2< [ ] c
Vậy điều kiện ghép then thỏa mãn
IV. Tính trục cán:
N = 0,69 KW
n = 344 (v/p)
a/ Tính sơ bộ:
d 15,1 (mm)
b/ Tính gần đúng:
- Chọn sơ bộ ổ : trục quay không chịu lực dọc trục, chọn sơ bộ ổ trục không chịu lực dọc trục, ta chọn ổ lăn với d = 25, theo bảng 14P- trang 337 , ta chọn ổ bi một dãy với chiều rộng ổ B = 12, D= 47.
- Momen xoắn:MX=
- Lực tác dụng lên trục :
+ Lực vòng: P= .MX =
+ Lực hướng tâm: Pr =
- Tính phản lực:
+Ay = RAy – Pr1 – Pr2 + RBy = 0 (1)
+ Ay=54.Pr1 + 145.pr2 -199. RBy =0 (2)
Từ (2)ó RBy= = 162,2 (N)
Từ (1) ÞRAy = Pr1+ pr2 - RBy = 162,2 (N)
+Ax = RAx – P1 – P2 + RBx = 0 (3)
+ Ax =54.P1 +145.P2 - 199.RBx =0 (4)
Từ (4) ó RBx=
Từ (3)ÞRAx = P3 + P2 - RBx = 445,5 (N)
vMomen uốn ở tiết diện nguy hiểm: ( lực tác dụng ở tiết diện E-E cũng bằng lực Mux tác dụng ở tiết diện F-F)
Tiết diện E-E:
Mux= = = 19156,5 (N.mm)
Muy = Pr.54 = 162,2.54 = 8758,8 (N.mm)
Momen uốn tổng: Mu =
ð Mu
Momen tương đương : Mtđ =
ð Mtđ (N.mm)
- Đường kính của trục :
(mm), lấy d =25 mm
Vậy đường kính của trục Ø25 mm.
CHƯƠNG 6: THIẾT KẾ CHI TIẾT MÁY
6.1. Bản vẽ máy
6.2. Bản vẽ lắp cụm khung
6.3. Cụm nén
6.4. Bánh cán
|
Mo đun |
m |
4 |
|
Số răng |
z |
20 |
|
Dạng răng |
|
Răng thẳng |
|
Góc nghiêng |
|
|
YÊU CẦU KỸ THUẬT:
- Dung sai độ đồng trục của 2 lỗ đường kính ≤ 0,03 mm
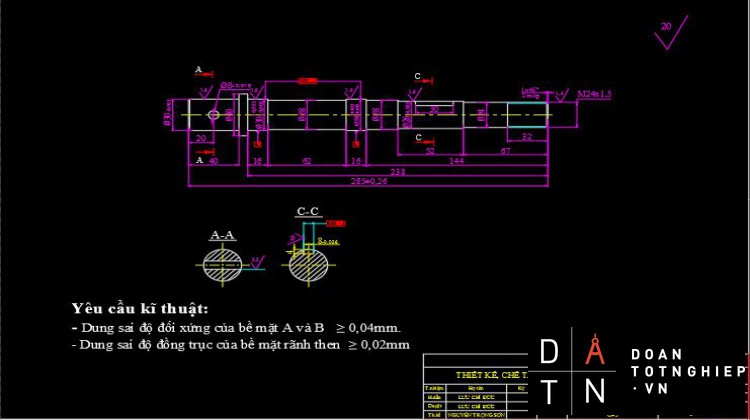
6.5. Trục chính
YÊU CẦU KỸ THUẬT:
- Dung sai độ đối xứng của bề mặt rảnh then ≤ 0,04 mm
- Dung sai độ đồng trục của bề mặt ≤ 0,02 mm
6.6. Trục cán
YÊU CẦU KỸ THUẬT:
Sai lệch về độ động trục giữa 2 kích thước ≤ 0,02 mm
6.7. Vỏ buồng nén.
YÊU CẦU KỸ THUẬT:
- Dung sai độ vuông góc của mặt A so với tâm ≤ 0,4 mm
- Dung sai độ đồng tâm của bề mặt B ≤ 0,0 3mm
6.8. Tấm đỡ cứng vững
YÊU CẦU KỸ THUẬT:
Dung sai độ song song của 2 lỗ Ø4 và Ø8 với tâm ≤ 0,1 mm
6.9. Tấm đỡ
YÊU CẦU KỸ THUẬT:
Dung sai độ song song của lỗ M6 với tâm ≤ 0,1
6.10. Tấm đỡ trục chính.
YÊU CẦU KỸ THUẬT:
Dung sai độ đồng trục của 2 lỗ đường kính ≤ 0,03 mm
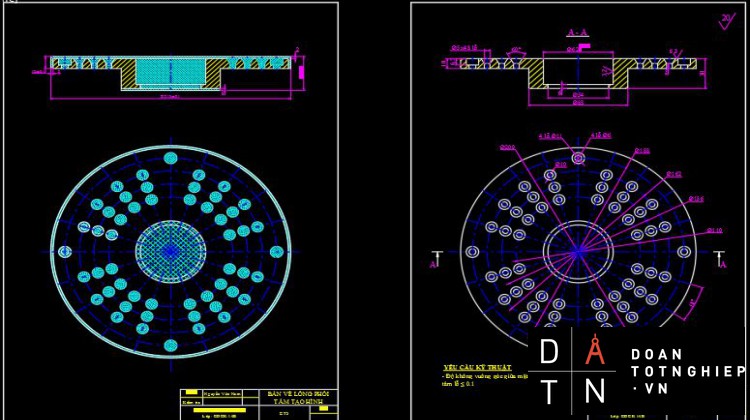
6.11. Tấm tạo hình
YÊU CẦU KỸ THUẬT:
Độ không vuông góc giữa bề mặt Ø209 và đường tâm lỗ ≤ 0,1 mm
CHƯƠNG 7:SƠ ĐỒ MẠCH ĐIỆN
CHƯƠNG 8:HƯỚNG DẪN DỬ DỤNG VÀ BẢO QUẢN MÁY
I. Hướng dẫn sử dụng máy
- Bước 1: Kiểm tranguồn điện ( 220/380V), kiểm tra dây dẫn, kiểm tra đèn báo máy đã sẵn sàng hoạt động...
- Bước 2: Nhấn nút cho máy chạy không tải, kiểm tra độ rung động, tiếng ồn của máy, độ bền của các bộ phận... nếu tất cả điều đảm bảo an toàn thì mới bắt đầu cho nguyên liệu vào sản xuất. Khi muốn tắt máy phải ngừng cấp nguyên liệu vào và đợi sản phẩm ra hết khỏi máng mới tắt máy.
II. Bảo quản máy
- Sau khi sản xuất xong phải ngắt hết nguồn điện, tiến hành vệ sinh, bôi dầu các ổ lăn và các bộ phận chuyển động, kiểm tra các bộ phận máy để kịp thời sữa chửa đảm bảo cho quá trình sản xuất tiếp theo.
- Kiểm tra định kỳ ( 2 tháng) để thay thế sữa chửa các bộ phận hư hỏng.
- Sau khi sử dụng cần bảo quản máy ở nơi khô ráo, tránh nơi ẩm ướt, dùng nắp đậy máy lại.
CHƯƠNG 9: HIỆU CHỈNH MÁY
- Hiệu chỉnh trục cán bằng đai ốc để nén ra phôi thích hợp.
- Hiệu chỉnh khoảng cách trục cán với mâm quay để hai con lăn tiếp xúc đều với mâm quay để quá trình nén viên được dễ dàng.
- Hiệu chỉnh góc nghiêng của máng để sản phẩm rơi ra dễ dàng.
CHƯƠNG 10: CHẾ ĐỘ CẮT
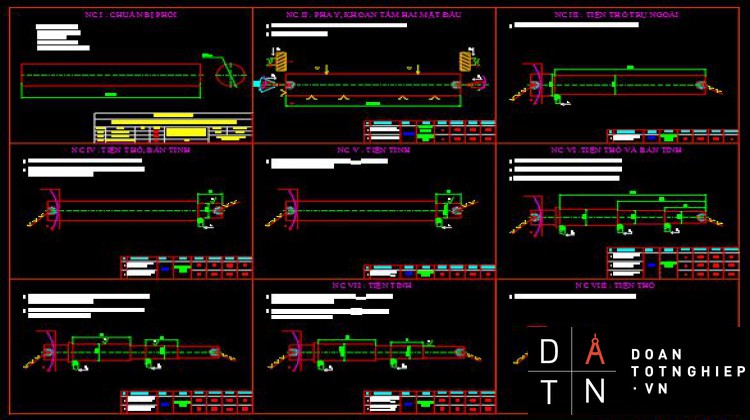
10.1. Chế độ cắt chi tiết bánh cán
NGUYÊN CÔNG I: CHUẨN BỊ PHÔI
- Kiểm tra phôi
- Làm sạch phôi
- Cưa phôi
NGUYÊN CÔNG II: TIỆN
LẦN GÁ 1: Vạt mặt đầu B, khoan lỗ Ø24, khoan lỗ Ø38, tiện lỗ Ø42
Bước 1: Vặt mặt đầu B
Chọn chiều sâu cắt t:
- Chọn t = 3 (mm).
Bước tiến.
- Tra bảng (25-1/29) ta có : S = 0,8-1,2 (mm/vòng).
Chọn Smin = 0,8 (mm/vòng).
Tra TMT máy 1K62 chọn Sn = 0,78 (mm/vòng).
Vận tốc cắt.
- Tính theo công thức: V= . Kv(m/phút).
- Tra bảng (1-1/13) : Cv= 292 ; Xv = 0,15 ; Yv =0,3 ; T = 45; m = 0,18
(2-1/15) : Kmv = 1.
(7-1/17) : Knv = 1.
(8-1/17) : Kuv = 1,54.
(9-1/18) : Kφv = 1 ; Kφ1v = 0,94 ; Krv = 1,03 ; Kqv = 1
(10-1/18) : Kov = 1,24. Vậy Kv = 1,8
Thay vào công thức ta có :
V = .Kv = .1,8 = 285 (m/phút)
Số vòng quay trong 1 phút :
n = = = 955 ( vòng/phút).
Tra TMT máy 1K62 : chọn nt = 1000 ( vòng/phút).
Vận tốc thực khi cắt :
Vt = = = 282 (m/phút)
Tính lực cắt khi tiện :
+ Lực tiếp tuyến : Pz = Cpz .txpz.Sypz.Vnz.Kpz
Tra bảng (11-1/19) : Cpz = 300 ; Xpz = 1 ; Ypz = 0,75 ; nz = -0,15
(12-1/21) : Kmp = 1.
(15-1/22) : Kpz = 1; Kpz = 1,1 ; Kpz = 1 Vậy Kpz= 1,1
Thay vào công thức ta có: Pz = 300.11.0,780,75.282-0,15.1,1 = 117 (KG)
Tính công suất tiêu thụ khi cắt :
N = = = 5,4 (Kw) <10 (Kw)
→ Máy đảm bảo an toàn.
Thời gian chạy máy :
+ Tiện xén mặt đầu : T0 =
- L =l+ l1+l2
- Sm = S.n ( tiện)
- l = = 47,5
Vậy : T0 = = = 0,06 (phút)
Bước 2: Khoan lỗ Ø24
Chiều sâu cắt :
t = = = 12 (mm).
Lượng chạy dao:
Tính theo công thức: S1 = 3,88.
Ta có D = 24 ; σb = 60
Thay vào công thức ta có S1 = 3,88. = 0,87 (mm/vòng)
Tra bảng (8-3/88): D = 24 lấy Sz = 0,39 vì sau khi khoan còn khoan tiếp nên Sz phải nhân với hệ số K = 0,75. Vậy Sz = 0,39.0,75 = 0,29 (mm/vòng)
Chọn Smin = 0,29(mm/vòng)
Tra TMT máy 1K62 lấy S = 0,28 (mm/vòng)
Tính vận tốc V:
- Theo công thức : V=. Kv (m/phút)
- Theo bảng (3-3/84) ta có : Cv = 9,8; Zv= 0,4; Xv= 0; Yv= 0,5; m = 0,2
(4-3/85) : T = 45 ( phút)
(5-3/86) : Kmv = 1,25
(6-3/86): Klv = 1
- Do đó Kv = Kmv. Klv = 1,25
- Thay vào công thức ta có : V= . 1,25 = 34(m/phút)
Số vòng quay của trục chính :
n = = = 450 (v/ph)
Tra TMT máy 1K62 chọn nt = 630 (v/ph)
Moment xoắn :
- Moment xoắn tính theo công thức
+ M = CM...KM (KGm)
- Theo bảng (7-3/87) ta có : CM =0,034 ; ZM =2,5 ; YM = 0,7
Thay vào ta có: M = 0,034.162,5.0,230,7.0,85 = 10,5 (KGm)
Công suất cắt:
N = = = 6,7(Kw) < 10(Kw)
→ Máy đảm bảo an toàn.
Thời gian chạy máy:
Tra trang 205 CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ ta có :
Tm = = = 0,35 (phút)
Bước 3: Khoan lỗ Ø38
Chiều sâu cắt :
t = = = 7 (mm).
Lượng chạy dao:
Tính theo công thức: S1 = 3,88.
Ta có D = 38 ; σb = 60
Thay vào công thức ta có S1 = 3,88. = 1,57 (mm/vòng)
Tra bảng (8-3/88): D = 38 lấy Sz = 0,6 vì sau khi khoan còn tiện lỗ nên Sz phải nhân với hệ số K = 0,75. Vậy Sz = 0,6.0,75 = 0,45 (mm/vòng)
Chọn Smin = 0,45(mm/vòng)
Tra TMT máy 1K62 lấy S = 0,43 (mm/vòng)
Tính vận tốc V:
- Theo công thức : V=. Kv (m/phút)
- Theo bảng (3-3/84) ta có : Cv = 16,2; Zv= 0,4; Xv= 0,2; Yv= 0,5; m = 0,2
(4-3/85) : T = 70 ( phút)
(5-3/86) : Kmv = 1,25
(6-3/86): Klv = 1
- Do đó Kv = Kmv. Klv = 1,25
- Thay vào công thức ta có : V= . 1,25 = 35(m/phút)
Số vòng quay của trục chính :
n = = = 293 (v/ph)
Tra TMT máy 1K62 chọn nt = 250 (v/ph)
Moment xoắn :
- Moment xoắn tính theo công thức
+ M = CM...KM (KGm)
- Theo bảng (7-3/87) ta có : CM =0,09 ; ZM = 1 ; XM = 0,9 ; YM = 0,8
(12-1/25) Km = Kmp =0,85
Thay vào ta có: M = 0,09.381.0,430,8.0,85 = 1,47 (KGm)
Công suất cắt:
N = = = 0,38(Kw) < 10(Kw)
→ Máy đảm bảo an toàn.
Thời gian chạy máy:
Tra trang 205 CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ ta có :
Tm = = = 0,6 (phút)
Bước 4: Tiện lỗ Ø38 đạt kích thước Ø42
Chọn chiều sâu cắt t:
- Chọn t = = = 2 (mm)
Bước tiến.
- Tra bảng (18-1/25) ta có : S = 0,08 (mm/vòng).
Chọn Smin = 0,08 (mm/vòng).
Tra TMT máy 1K62, ta có :Stdọc = 0,014 (mm/vòng)
Vận tốc cắt.
- Tính theo công thức: V= . Kv(m/phút).
- Tra bảng (1-1/13) : Cv= 273 ; Xv =0,15; Yv =0,2 ; m=0.2; T = 60 (phút)
(2-1/15) : Kmv = 1.
(7-1/17) : Knv = 0,9.
(8-1/17) : Kuv = 1.
(9-1/18) : Kφv = 0,7 ; Kφ1v = 0,94 ; Krv = 1,03 ; Kqv = 1
(10-1/18) : Kov = 1. Vậy Kv = 0,96
Thay vào công thức ta có :
V = .Kv = .0,96 = 255 (m/phút)
Khi tiện lỗ : V = 255.0,9 = 229 (m/p)
Số vòng quay trong 1 phút :
n = = = 1918 ( vòng/phút).
Tra TMT máy 1K62 : chọn nt = 1600( vòng/phút).
Vận tốc thực khi cắt :
Vt = = = 191 (m/phút)
Tính lực cắt khi tiện :
+ Lực tiếp tuyến : Pz = Cpz .txpz.Sypz.Vnz.Kpz
Tra bảng (11-1/19) : Cpz = 300 ; Xpz = 1 ;Ypz =0,75 ; nz = -0,15
(12-1/21) : Kmp = 1.
(15-1/22) : Kpz = 1; Kpz = 1,1 ; Kpz = 1 Vậy Kpz= 1,1
Thay vào công thức ta có: Pz = 300.1,51.0,0140,75.191-0.15.1,1 = 9,1 (KG)
Tính công suất tiêu thụ khi cắt :
N = = = 0,28 (Kw) <10 (Kw)
→ Máy đảm bảo an toàn.
Thời gian chạy máy:
Tiện lỗ suốt : T0 = =
Vậy : T0 = = 2,4(phút)
NGUYÊN CÔNG III: Vạt mặt đầu A, tiện Ø95, vát mép 2x45.
Bước 1: Vạt mặt đầu A.
Chọn chiều sâu cắt t:
- Chọn t = 3 (mm).
Bước tiến.
- Tra bảng (25-1/29) ta có : S = 0,8-1,2 (mm/vòng).
Chọn Smin = 0,8 (mm/vòng).
Tra TMT máy 1K62 chọn Sn = 0,78 (mm/vòng).
Vận tốc cắt.
- Tính theo công thức: V= . Kv(m/phút).
- Tra bảng (1-1/13) : Cv= 292 ; Xv = 0,15 ; Yv =0,3 ; T = 45; m = 0,18
(2-1/15) : Kmv = 1.
(7-1/17) : Knv = 1.
(8-1/17) : Kuv = 1,54.
(9-1/18) : Kφv = 1 ; Kφ1v = 0,94 ; Krv = 1,03 ; Kqv = 1
(10-1/18) : Kov = 1,24. Vậy Kv = 1,8
Thay vào công thức ta có :
V = .Kv = .1,8 = 285 (m/phút)
Số vòng quay trong 1 phút :
n = = = 1007 ( vòng/phút).
Tra TMT máy 1K62 : chọn nt = 1000 ( vòng/phút).
Vận tốc thực khi cắt :
Vt = = = 282 (m/phút)
Tính lực cắt khi tiện :
+ Lực tiếp tuyến : Pz = Cpz .txpz.Sypz.Vnz.Kpz
Tra bảng (11-1/19) : Cpz = 300 ; Xpz = 1 ; Ypz = 0,75 ; nz = -0,15
(12-1/21) : Kmp = 1.
(15-1/22) : Kpz = 1; Kpz = 1,1 ; Kpz = 1 Vậy Kpz= 1,1
Thay vào công thức ta có: Pz = 300.11.0,780,75.282-0,15.1,1 = 117 (KG)
Tính công suất tiêu thụ khi cắt :
N = = = 5,4 (Kw) <10 (Kw)
→ Máy đảm bảo an toàn.
Thời gian chạy máy :
+ Tiện xén mặt đầu : T0 =
- L =l+ l1+l2
- Sm = S.n ( tiện)
- l = = 45
Vậy : T0 = = = 0,06 (phút)
Bước 2: Tiện thô Ø95 đạt kích thước Ø88
Chọn chiều sâu cắt t.
- Chọn t = = = 3,5 (mm)
Bước tiến.
- Tra bảng (25-1/29) ta có : S = 0,8-1,2 (mm/vòng).
Chọn Smin = 0,8 (mm/vòng).
Tra TMT máy 1K62 chọn Sdọc = 0,78 (mm/vòng)
Vận tốc cắt.
- Tính theo công thức: V= . Kv(m/phút).
- Tra bảng (1-1/13) : Cv= 221 ; Yv =0,45 ; T = 60
(2-1/15) : Kmv = 1.
(7-1/17) : Knv = 1.
(8-1/17) : Kuv = 1.
(9-1/18) : Kφv = 1 ; Kφlv = 0,94 ; Krv = 1,03 ; Kqv = 1
(10-1/18) : Kov = 1. Vậy Kv = 0,96
Thay vào công thức ta có :
V = .Kv = .0,96 = 237 (m/phút)
Số vòng quay trong 1 phút :
n = = = 838 ( vòng/phút).
Tra TMT máy 1K62 : chọn nt = 800 ( vòng/phút).
Vận tốc thực khi cắt :
Vt = = = 226(m/phút)
Tính lực cắt khi tiện :
+ Lực tiếp tuyến : Pz = Cpz .txpz.Sypz.Vnz.Kpz
Tra bảng (11-1/19) : Cpz = 300 ; Xpz = 1 ; Ypz = 0,75 ; nz = -0,15
(12-1/21) : Kmp = 1.
(15-1) : Kpz = 1 ; Kpz = 1,1 ; Kpz = 1 Vậy Kpz = 1,1
Thay vào công thức ta có: Pz = 300.1,50.0,780,75.226-0,15.1,1 = 121 (KG)
Tính công suất tiêu thụ khi cắt :
N = = = 4,46 (Kw) <10 (Kw)
→ Máy đảm bảo an toàn.
Thời gian chạy máy :
+ T0 = = =
Vậy : T0 = 0,08(phút)
Bước 3: Vát mép 2x45
Chọn chiều sâu cắt t.
- Chọn t = 2 (mm)
Bước tiến.
- Tra bảng (25-1/29) ta có : S = 0,8-1,2 (mm/vòng).
Chọn Smin = 0,8 (mm/vòng).
Tra TMT máy 1K62 chọn Sn = 0,78 (mm/vòng)
Vận tốc cắt.
- Tính theo công thức: V= . Kv(m/phút).
- Tra bảng (1-1/13) : Cv= 56 ; Xv = 0,25 ; Yv =0,66 ; T = 60
(2-1/15) : Kmv = 1,1.
(7-1/17) : Knv = 1.
(8-1/17) : Kuv = 1.
(9-1/18) : Kφv = 1 ; Kφlv = 0,94 ; Krv = 1,03 ; Kqv = 1
(10-1/18) : Kov = 1. Vậy Kv = 1,2
Thay vào công thức ta có :
V = .Kv = .1,2 = 66 (m/phút)
Số vòng quay trong 1 phút :
n = = = 244 ( vòng/phút).
Tra TMT máy 1K62 : chọn nt = 200 ( vòng/phút).
Vận tốc thực khi cắt :
Vt = = = 54 (m/phút)
Thời gian chạy máy :
+ T0 = = =
Vậy : T0 = 0,28 (phút)
NGUYÊN CÔNG IV: Tiện lỗ Ø42 đạt kích thướt .
Bước 1: Tiện thô Ø42 đạt kích thước Ø45 dài 24mm
Chọn chiều sâu cắt t:
- Chọn t = = = 1,5 (mm)
Bước tiến.
- Tra bảng (18-1/25) ta có : S = 0,08 (mm/vòng).
Chọn Smin = 0,08 (mm/vòng).
Tra TMT máy 1K62, ta có :Stdọc = 0,014 (mm/vòng)
Vận tốc cắt.
- Tính theo công thức: V= . Kv(m/phút).
- Tra bảng (1-1/13) : Cv= 273 ; Yv =0,2 ; m=0.2; T = 60 (phút)
(2-1/15) : Kmv = 1.
(7-1/17) : Knv = 1.
(8-1/17) : Kuv = 1.
(9-1/18) : Kφv = 1,2 ; Kφ1v = 0,97 ; Krv = 1 ; Kqv = 0,97
(10-1/18) : Kov = 1. Vậy Kv = 1,12
Thay vào công thức ta có :
V = .Kv = .1,12 = 316 (m/phút)
Khi tiện lỗ : V = 316.0,9 = 284 (m/p)
Số vòng quay trong 1 phút :
n = = = 2204 ( vòng/phút).
Tra TMT máy 1K62 : chọn nt = 2000( vòng/phút).
Vận tốc thực khi cắt :
Vt = = = 257 (m/phút)
Tính lực cắt khi tiện :
+ Lực tiếp tuyến : Pz = Cpz .txpz.Sypz.Vnz.Kpz
Tra bảng (11-1/19) : Cpz = 300 ; Xpz = 1 ;Ypz =0,75 ; nz = -0,15
(12-1/21) : Kmp = 1.
(15-1/22) : Kpz = 1,03 ; Kpz = 1,1 ; Kpz = 1 Vậy Kpz= 1,133
Thay vào công thức ta có: Pz = 300.2,51.0,0140,75.257-0.15.1,133 = 15 (KG)
Tính công suất tiêu thụ khi cắt :
N = = = 0,63 (Kw) <10 (Kw)
→ Máy đảm bảo an toàn.
Thời gian chạy máy:
Tiện lỗ suốt : T0 = =
Vậy : T0 = = 0,78 (phút)
Bước 2: Tiện bán tinh Ø45 đạt kích thước Ø46,6 dài 24mm
Chọn chiều sâu cắt t:
- Chọn t = = = 0,8 (mm)
Bước tiến.
- Tra bảng (18-1/25) ta có : S = 0,08 (mm/vòng).
Chọn Smin = 0,08 (mm/vòng).
Tra TMT máy 1K62, ta có :Stdọc = 0,014 (mm/vòng)
Vận tốc cắt.
- Tính theo công thức: V= . Kv(m/phút).
- Tra bảng (1-1/13) : Cv= 273 ; Yv =0,2 ; m=0.2; T = 60 (phút)
(2-1/15) : Kmv = 1.
(7-1/17) : Knv = 1.
(8-1/17) : Kuv = 1.
(9-1/18) : Kφv = 1,2 ; Kφ1v = 0,97 ; Krv = 1 ; Kqv = 0,97
(10-1/18) : Kov = 1. Vậy Kv = 1,12
Thay vào công thức ta có :
V = .Kv = .1,12 = 316 (m/phút)
Khi tiện lỗ : V = 316.0,9 = 284 (m/p)
Số vòng quay trong 1 phút :
n = = = 1965 ( vòng/phút).
Tra TMT máy 1K62 : chọn nt = 1600( vòng/phút).
Vận tốc thực khi cắt :
Vt = = = 231 (m/phút)
Tính lực cắt khi tiện :
+ Lực tiếp tuyến : Pz = Cpz .txpz.Sypz.Vnz.Kpz
Tra bảng (11-1/19) : Cpz = 300 ; Xpz = 1 ;Ypz =0,75 ; nz = -0,15
(12-1/21) : Kmp = 1.
(15-1/22) : Kpz = 1,03 ; Kpz = 1,1 ; Kpz = 1 Vậy Kpz= 1,133
Thay vào công thức ta có: Pz = 300.0,31.0,0140,75.231-0.15.1,133 = 1,83 (KG)
Tính công suất tiêu thụ khi cắt :
N = = = 0,07 (Kw) <10 (Kw)
→ Máy đảm bảo an toàn.
Thời gian chạy máy:
Tiện lỗ suốt : T0 = =
Vậy : T0 = = 0,82 (phút)
Bước 3: Tiện tinh Ø46,6 đạt kích thước Ø47-0,025 dài 24mm
Chọn chiều sâu cắt t:
- Chọn t = = = 0,2 (mm)
Bước tiến.
- Tra bảng (18-1/25) ta có : S = 0,08 (mm/vòng).
Chọn Smin = 0,08 (mm/vòng).
Tra TMT máy 1K62, ta có :Stdọc = 0,014 (mm/vòng)
Vận tốc cắt.
- Tính theo công thức: V= . Kv(m/phút).
- Tra bảng (1-1/13) : Cv= 273 ; Yv =0,2 ; m=0.2; T = 60 (phút)
(2-1/15) : Kmv = 1.
(7-1/17) : Knv = 1.
(8-1/17) : Kuv = 1.
(9-1/18) : Kφv = 1,2 ; Kφ1v = 0,97 ; Krv = 1 ; Kqv = 0,97
(10-1/18) : Kov = 1. Vậy Kv = 1,12
Thay vào công thức ta có :
V = .Kv = .1,12 = 316 (m/phút)
Khi tiện lỗ : V = 316.0,9 = 284 (m/p)
Số vòng quay trong 1 phút :
n = = = 1939 ( vòng/phút).
Tra TMT máy 1K62 : chọn nt = 1600( vòng/phút).
Vận tốc thực khi cắt :
Vt = = = 234 (m/phút)
Tính lực cắt khi tiện :
+ Lực tiếp tuyến : Pz = Cpz .txpz.Sypz.Vnz.Kpz
Tra bảng (11-1/19) : Cpz = 300 ; Xpz = 1 ;Ypz =0,75 ; nz = -0,15
(12-1/21) : Kmp = 1.
(15-1/22) : Kpz = 1,03 ; Kpz = 1,1 ; Kpz = 1 Vậy Kpz= 1,133
Thay vào công thức ta có: Pz = 300.0,21.0,0140,75.234-0.15.1,133 = 1,22 (KG)
Tính công suất tiêu thụ khi cắt :
N = = = 0,05 (Kw) <10 (Kw)
→ Máy đảm bảo an toàn.
Thời gian chạy máy:
Tiện lỗ suốt : T0 = =
Vậy : T0 = = 0,8 (phút)
Bước 4: Vát cạnh 2x45o
Chọn chiều sâu cắt t.
- Chọn t = 2 (mm)
Bước tiến.
- Tra bảng (25-1/29) ta có : S = 0,5-0,9 (mm/vòng).
Chọn Smin = 0,5 (mm/vòng).
Tra TMT máy 1K62 chọn Sn = 0,47 (mm/vòng)
Vận tốc cắt.
- Tính theo công thức: V= . Kv(m/phút).
- Tra bảng (1-1/13) : Cv= 56 ; Xv = 0,25 ; Yv =0,66 ; T = 60
(2-1/15) : Kmv = 1,1.
(7-1/17) : Knv = 1.
(8-1/17) : Kuv = 1.
(9-1/18) : Kφv = 1 ; Kφlv = 0,94 ; Krv = 1,03 ; Kqv = 1
(10-1/18) : Kov = 1. Vậy Kv = 1,2
Thay vào công thức ta có :
V = .Kv = .1,2 = 93 (m/phút)
Số vòng quay trong 1 phút :
n = = = 629 ( vòng/phút).
Tra TMT máy 1K62 : chọn nt = 500 ( vòng/phút).
Vận tốc thực khi cắt :
Vt = = = 73 (m/phút)
Thời gian chạy máy :
+ T0 = = =
Vậy : T0 = 0,1 (phút)
NGUYÊN CÔNG V: Tiện lỗ Ø42 đạt kích thướt dài 19mm.
Bước 1: Tiện thô Ø42 đạt kích thước Ø46 dài 19mm
Chọn chiều sâu cắt t:
- Chọn t = = = 3 (mm)
Bước tiến.
- Tra bảng (18-1/25) ta có : S = 0,08 (mm/vòng).
Chọn Smin = 0,08 (mm/vòng).
Tra TMT máy 1K62, ta có :Stdọc = 0,014 (mm/vòng)
Vận tốc cắt.
- Tính theo công thức: V= . Kv(m/phút).
- Tra bảng (1-1/13) : Cv= 273 ; Yv =0,2 ; m=0.2; T = 60 (phút)
(2-1/15) : Kmv = 1.
(7-1/17) : Knv = 1.
(8-1/17) : Kuv = 1.
(9-1/18) : Kφv = 1,2 ; Kφ1v = 0,97 ; Krv = 1 ; Kqv = 0,97
(10-1/18) : Kov = 1. Vậy Kv = 1,12
Thay vào công thức ta có :
V = .Kv = .1,12 = 316 (m/phút)
Khi tiện lỗ : V = 316.0,9 = 284 (m/p)
Số vòng quay trong 1 phút :
n = = = 2204 ( vòng/phút).
Tra TMT máy 1K62 : chọn nt = 2000( vòng/phút).
Vận tốc thực khi cắt :
Vt = = = 257 (m/phút)
Tính lực cắt khi tiện :
+ Lực tiếp tuyến : Pz = Cpz .txpz.Sypz.Vnz.Kpz
Tra bảng (11-1/19) : Cpz = 300 ; Xpz = 1 ;Ypz =0,75 ; nz = -0,15
(12-1/21) : Kmp = 1.
(15-1/22) : Kpz = 1,03 ; Kpz = 1,1 ; Kpz = 1 Vậy Kpz= 1,133
Thay vào công thức ta có: Pz = 300.2,51.0,0140,75.257-0.15.1,133 = 15 (KG)
Tính công suất tiêu thụ khi cắt :
N = = = 0,63 (Kw) <10 (Kw)
→ Máy đảm bảo an toàn.
Thời gian chạy máy:
Tiện lỗ suốt : T0 = =
Vậy : T0 = = 0,78 (phút)
Bước 2: Tiện bán tinh Ø46 đạt kích thước Ø46,6 dài 19mm
Chọn chiều sâu cắt t:
- Chọn t = = = 0,3 (mm)
Bước tiến.
- Tra bảng (18-1/25) ta có : S = 0,08 (mm/vòng).
Chọn Smin = 0,08 (mm/vòng).
Tra TMT máy 1K62, ta có :Stdọc = 0,014 (mm/vòng)
Vận tốc cắt.
- Tính theo công thức: V= . Kv(m/phút).
- Tra bảng (1-1/13) : Cv= 273 ; Yv =0,2 ; m=0.2; T = 60 (phút)
(2-1/15) : Kmv = 1.
(7-1/17) : Knv = 1.
(8-1/17) : Kuv = 1.
(9-1/18) : Kφv = 1,2 ; Kφ1v = 0,97 ; Krv = 1 ; Kqv = 0,97
(10-1/18) : Kov = 1. Vậy Kv = 1,12
Thay vào công thức ta có :
V = .Kv = .1,12 = 316 (m/phút)
Khi tiện lỗ : V = 316.0,9 = 284 (m/p)
Số vòng quay trong 1 phút :
n = = = 1965 ( vòng/phút).
Tra TMT máy 1K62 : chọn nt = 1600( vòng/phút).
Vận tốc thực khi cắt :
Vt = = = 231 (m/phút)
Tính lực cắt khi tiện :
+ Lực tiếp tuyến : Pz = Cpz .txpz.Sypz.Vnz.Kpz
Tra bảng (11-1/19) : Cpz = 300 ; Xpz = 1 ;Ypz =0,75 ; nz = -0,15
(12-1/21) : Kmp = 1.
(15-1/22) : Kpz = 1,03 ; Kpz = 1,1 ; Kpz = 1 Vậy Kpz= 1,133
Thay vào công thức ta có: Pz = 300.0,31.0,0140,75.231-0.15.1,133 = 1,83 (KG)
Tính công suất tiêu thụ khi cắt :
N = = = 0,07 (Kw) <10 (Kw)
→ Máy đảm bảo an toàn.
Thời gian chạy máy:
Tiện lỗ suốt : T0 = =
Vậy : T0 = = 0,82 (phút)
Bước 3: Tiện tinh Ø46,6 đạt kích thước Ø47-0,025 dài 19mm
Chọn chiều sâu cắt t:
- Chọn t = = = 0,2 (mm)
Bước tiến.
- Tra bảng (18-1/25) ta có : S = 0,08 (mm/vòng).
Chọn Smin = 0,08 (mm/vòng).
Tra TMT máy 1K62, ta có :Stdọc = 0,014 (mm/vòng)
Vận tốc cắt.
- Tính theo công thức: V= . Kv(m/phút).
- Tra bảng (1-1/13) : Cv= 273 ; Yv =0,2 ; m=0.2; T = 60 (phút)
(2-1/15) : Kmv = 1.
(7-1/17) : Knv = 1.
(8-1/17) : Kuv = 1.
(9-1/18) : Kφv = 1,2 ; Kφ1v = 0,97 ; Krv = 1 ; Kqv = 0,97
(10-1/18) : Kov = 1. Vậy Kv = 1,12
Thay vào công thức ta có :
V = .Kv = .1,12 = 316 (m/phút)
Khi tiện lỗ : V = 316.0,9 = 284 (m/p)
Số vòng quay trong 1 phút :
n = = = 1939 ( vòng/phút).
Tra TMT máy 1K62 : chọn nt = 1600( vòng/phút).
Vận tốc thực khi cắt :
Vt = = = 234 (m/phút)
Tính lực cắt khi tiện :
+ Lực tiếp tuyến : Pz = Cpz .txpz.Sypz.Vnz.Kpz
Tra bảng (11-1/19) : Cpz = 300 ; Xpz = 1 ;Ypz =0,75 ; nz = -0,15
(12-1/21) : Kmp = 1.
(15-1/22) : Kpz = 1,03 ; Kpz = 1,1 ; Kpz = 1 Vậy Kpz= 1,133
Thay vào công thức ta có: Pz = 300.0,21.0,0140,75.234-0.15.1,133 = 1,22 (KG)
Tính công suất tiêu thụ khi cắt :
N = = = 0,05 (Kw) <10 (Kw)
→ Máy đảm bảo an toàn.
Thời gian chạy máy:
Tiện lỗ suốt : T0 = =
Vậy : T0 = = 0,8 (phút)
Bước 4: Vát cạnh 2x45o
Chọn chiều sâu cắt t.
- Chọn t = 2 (mm)
Bước tiến.
- Tra bảng (25-1/29) ta có : S = 0,5-0,9 (mm/vòng).
Chọn Smin = 0,5 (mm/vòng).
Tra TMT máy 1K62 chọn Sn = 0,47 (mm/vòng)
Vận tốc cắt.
- Tính theo công thức: V= . Kv(m/phút).
- Tra bảng (1-1/13) : Cv= 56 ; Xv = 0,25 ; Yv =0,66 ; T = 60
(2-1/15) : Kmv = 1,1.
(7-1/17) : Knv = 1.
(8-1/17) : Kuv = 1.
(9-1/18) : Kφv = 1 ; Kφlv = 0,94 ; Krv = 1,03 ; Kqv = 1
(10-1/18) : Kov = 1. Vậy Kv = 1,2
Thay vào công thức ta có :
V = .Kv = .1,2 = 93 (m/phút)
Số vòng quay trong 1 phút :
n = = = 629 ( vòng/phút).
Tra TMT máy 1K62 : chọn nt = 500 ( vòng/phút).
Vận tốc thực khi cắt :
Vt = = = 73 (m/phút)
Thời gian chạy máy :
+ T0 = = =
Vậy : T0 = 0,1 (phút)
Bước 5: Vát cạnh 2x45 trụ Ø88
Chọn chiều sâu cắt t.
- Chọn t = 2 (mm)
Bước tiến.
- Tra bảng (25-1/29) ta có : S = 0,5-0,9 (mm/vòng).
Chọn Smin = 0,5 (mm/vòng).
Tra TMT máy 1K62 chọn Sn = 0,47 (mm/vòng)
Vận tốc cắt.
- Tính theo công thức: V= . Kv(m/phút).
- Tra bảng (1-1/13) : Cv= 56 ; Xv = 0,25 ; Yv =0,66 ; T = 60
(2-1/15) : Kmv = 1,1.
(7-1/17) : Knv = 1.
(8-1/17) : Kuv = 1.
(9-1/18) : Kφv = 1 ; Kφlv = 0,94 ; Krv = 1,03 ; Kqv = 1
(10-1/18) : Kov = 1. Vậy Kv = 1,2
Thay vào công thức ta có :
V = .Kv = .1,2 = 93 (m/phút)
Số vòng quay trong 1 phút :
n = = = 629 ( vòng/phút).
Tra TMT máy 1K62 : chọn nt = 500 ( vòng/phút).
Vận tốc thực khi cắt :
Vt = = = 73 (m/phút)
Thời gian chạy máy :
+ T0 = = =
Vậy : T0 = 0,1 (phút)
NGUYÊN CÔNG III: PHAY LĂN RĂNG
Bước 1: Phay thô lăn răng 20 rãnh.
- Chọn máy phay lăn răng 5324, đường kính dao = 125 (mm)
- Chọn t = 5 (mm)
- Chọn lượng chạy dao
Theo bảng 12-5/127: chọn Sv= 0, 8- 1,2 (mm/v)
Chọn SV = 0,8 (mm/r)
- Vận tốc cắt
Công thức: V= = (m/p)
Tra bảng 1-5/120: Cv= 48,5; qv = 0,25; Yv =0,4 ; Uv = 0,1; pv = 0,1; m= 0,2
Bảng (2-5) : T = 120 (phút)
Bảng (2-1) : Kmv = 1,1
Bảng (7-1) : Knv = 0,8
Bảng (8-1) : Kuv = 1
Kv = 1,1.0,8 = 0,88
Số vòng quay trong 1 phút: n = (v/p)
Theo thuyết minh máy chọn n = 118 (v/p)
Tính vận tốc thực: Vt = (m/p)
- Lượng chạy dao : SM = Sbảng . Z . n = 0,05 .20 .118 = 118 (mm/p)
Theo thuyết minh máy chọn ZM= 118 (mm/p), suy ra zt= (mm/p)
- Tính lực cắt:
Pz = = (KG)
Tra bảng 3-5 Cp= 68,2 ; qp = 0,86; Xp = 0,86; Yp =0,72 ; Up = 1; wp= 0, kp= 0,96
- Công suất: N =(Kw)
Đảm bảo an toàn vì 0,07 (kw) < 7 (kw)
- Thời gian chạy máy:
T0= → T0= (phút).
10.2. Chế độ cắt trục cán.
II. TÍNH CHẾ ĐỘ CẮT CHO CHI TIẾT TRỤC CÁN:
NGUYÊN CÔNG I: CHUẨN BỊ PHÔI
- Kiểm tra phôi
- Nắn phôi
- Cưa phôi
NGUYÊN CÔNG II: VẠT MẶT, KHOAN TÂM
LẦN GÁ 1:
Bước 1: Vạt mặt đầu
Chọn chiều sâu cắt t:
Chọn t = 2,5 (mm).
Bước tiến.
- Tra bảng (6-5/29) ta có : S = 0,12-0,14(mm/vòng).
Chọn Smin = 0,12 (mm/vòng).
Tra TMT máy MP76M chọn Sn = 0,12(mm/vòng).
Vận tốc cắt.
- Tính theo công thức: V= . Kv(m/phút).
- Tra bảng (1-1/13) : Cv= 292 ; Xv = 0,15 ; Yv =0,3 ; T = 45; m = 0,18
(2-1/15) : Kmv = 1.
(7-1/17) : Knv = 1.
(8-1/17) : Kuv = 1,54.
(9-1/18) : Kφv = 1 ; Kφ1v = 0,94 ; Krv = 1,03 ; Kqv = 1
(10-1/18) : Kov = 1,24. Vậy Kv = 1,8
Thay vào công thức ta có :
V = .Kv = .1,8 = 318 (m/phút)
Số vòng quay trong 1 phút :
n = = = 1946 ( vòng/phút).
Tra TMT máy 1K62 : chọn nt = 1600 ( vòng/phút).
Vận tốc thực khi cắt :
Vt = = = 261 (m/phút)
Tính lực cắt khi tiện :
+ Lực tiếp tuyến : Pz = Cpz .txpz.Sypz.Vnz.Kpz
Tra bảng (11-1/19) : Cpz = 300 ; Xpz = 1 ; Ypz = 0,75 ; nz = -0,15
(12-1/21) : Kmp = 1.
(15-1/22) : Kpz = 1; Kpz = 1,1 ; Kpz = 1 Vậy Kpz= 1,1
Thay vào công thức ta có: Pz = 300.11.0,540,75.261-0,15.1,1 = 90 (KG)
Tính công suất tiêu thụ khi cắt :
N = = = 3,8 (Kw)
→ Máy đảm bảo an toàn.
Thời gian chạy máy :
+ Tiện xén mặt đầu : T0 =
- L =l+ l1+l2
- Sm = S.n ( tiện)
- l = = 26
Vậy : T0 = = = 0,35 (phút)
Bước 2: Khoan tâm Ø2, dài 10 (mm)
Chọn chiều sâu cắt:
t = (mm)
Chọn bước tiến:
Theo sức bền mũi khoan: S1= 3,88.(mm/v)
Theo bảng 8-3/88: chọn Sbảng = 0,05 (mm/v)
Tính vận tốc khi cắt:
Theo công thức: V =
Theo bảng (3-3) ta có : Cv = 7; Zv= 0,4; Xv= 0; Yv= 0,7; m = 0,2
(4-3) : T = 15 ( phút)
(5-3) : Kmv = 1,13
(6-3): Klv = 1
(7-1): Knv = 0,8
(8-1): Kuv = 1
Suy ra Kv = 0,9
V = (m/p)
Số vòng quay trong một phút: n = (v/p)
Theo thuyết minh máy chọn n = 2000 (v/p)
Tính lực cắt và moment xoắn:
Tính lực cắt Po = Cp.Dzp.Syp.Kmp (KG)
Theo bảng (7-3) : Cp = 68 ; Zp =10 ;Yp = 0,7
Theo bảng (12-1) và (13-1) : Kmp = KmM = 0,86
Thay vào công thức : Po = 68.2.0,0140,7.0.86 = 5,8 (KG)
Tính moment xoắn
M = CM.DzM.SyM.KM (KGm)
Theo bảng (7-3) ta có : CM =0,034 ; ZM =2,5 ; YM =0,7
Thay vào ta có: M = 0,034.22,5.0,0140,7.0,86 = 0,08 (KG)
Công suất cắt:
N =
So với máy đảm bảo an toàn vì 0,16 (kw) < 5,5(kw)
Thời gian chạy máy:
T0 = (phút)
NGUYÊN CÔNG III: TIỆN THÔ BẬC TRỤ NGOÀI
Bước1: Tiện thô Ø51 đạt kích thước Ø46 dài 19,5
Chọn chiều sâu cắt t.
- Chọn t = = = 2,5 (mm)
Bước tiến.
- Tra bảng (25-1/29) ta có : S = 0,5-0,9 (mm/vòng).
Chọn Smin = 0,6 (mm/vòng).
Tra TMT máy T616 chọn Sdọc = 0,47 (mm/vòng)
Vận tốc cắt.
- Tính theo công thức: V= . Kv(m/phút).
- Tra bảng (1-1/13) : Cv= 227 ; Xv = 0,15 ; Yv =0,35 ; T = 60 ; m = 0,2
(2-1/15) : Kmv = 1.
(7-1/17) : Knv = 1.
(8-1/17) : Kuv = 1.
(9-1/18) : Kφv = 0,7 ; Kqv = 1,12
(10-1/18) : Kov = 1. Vậy Kv = 0,784
Thay vào công thức ta có :
V = .Kv = .0,62 = 70,4 (m/phút)
Số vòng quay trong 1 phút :
n = = = 487 ( vòng/phút).
Tra TMT máy T616 : chọn nt = 350 ( vòng/phút).
Vận tốc thực khi cắt :
Vt = = = 51 (m/phút)
Tính lực cắt khi tiện :
+ Lực tiếp tuyến : Pz = Cpz .txpz.Sypz.Vnz.Kpz
Tra bảng (11-1/19) : Cpz = 300 ; Xpz = 1 ; Ypz = 0,75 ; nz = -0,15
(12-1/21) : Kmp = 1.
(15-1) : Kpz = 0,89 ; Kpz = 1,1 ; Kpz = 1 Vậy Kpz= 0,979
Thay vào công thức ta có: Pz = 300.11.0,570,75.81-0,15.0,979 = 99 (KG)
Tính công suất tiêu thụ khi cắt :
N = = = 2,4 (Kw)
→ Máy đảm bảo an toàn.
Thời gian chạy máy :
+ T0 = = =
Vậy : T0 = 0,13(phút)
Bước 2: Tiện thô Ø40 đạt kích thước Ø30 dài 54mm
Chọn chiều sâu cắt t.
- Chọn t = = = 5 (mm)
Bước tiến.
- Tra bảng (25-1/29) ta có : S = 0,4-0,8 (mm/vòng).
Chọn Smin = 0,4 (mm/vòng).
Tra TMT máy T616 chọn Sdọc = 0,33 (mm/vòng)
Vận tốc cắt.
- Tính theo công thức: V= . Kv(m/phút).
- Tra bảng (1-1/13) : Cv= 227 ; Xv = 0,15 ; Yv =0,35 ; T = 60 ; m = 0,2
(2-1/15) : Kmv = 1.
(7-1/17) : Knv = 1.
(8-1/17) : Kuv = 1.
(9-1/18) : Kφv = 0,7 ; Kqv = 1,12
(10-1/18) : Kov = 1. Vậy Kv = 0,62
Thay vào công thức ta có :
V = .Kv = .0,62 = 72 (m/phút)
Số vòng quay trong 1 phút :
n = = = 764 ( vòng/phút).
Tra TMT máy T616 : chọn nt = 723( vòng/phút).
Vận tốc thực khi cắt :
Vt = = = 68 (m/phút)
Tính lực cắt khi tiện :
+ Lực tiếp tuyến : Pz = Cpz .txpz.Sypz.Vnz.Kpz
Tra bảng (11-1/19) : Cpz = 300 ; Xpz = 1 ; Ypz = 0,75 ; nz = -0,15
(12-1/21) : Kmp = 1.
(15-1) : Kpz =0,89 ; Kpz = 1,1 ; Kpz = 1 Vậy Kpz = 0,979
Thay vào công thức ta có: Pz = 300.51.0,390,75.78-0,15.0,979 = 377 (KG)
Tính công suất tiêu thụ khi cắt :
N = = = 4,4 (Kw)
→ Máy đảm bảo an toàn.
Thời gian chạy máy :
+ T0 = = =
Vậy : T0 = 0,25 (phút)
Bước 3: Tiện thô Ø30 đạt kích thước Ø27 dài 47mm.
Chọn chiều sâu cắt t.
- Chọn t = = = 1,5 (mm)
Bước tiến.
- Tra bảng (25-1/29) ta có : S = 0,4-0,5 (mm/vòng).
Chọn Smin = 0,4 (mm/vòng).
Tra TMT máy T616 chọn Sdọc = 0,37 (mm/vòng)
Vận tốc cắt.
- Tính theo công thức: V= . Kv(m/phút).
- Tra bảng (1-1/13) : Cv= 227 ; Xv = 0,15 ; Yv =0,35 ; T = 60 ; m = 0,2
(2-1/15) : Kmv = 1.
(7-1/17) : Knv = 1.
(8-1/17) : Kuv = 1.
(9-1/18) : Kφv = 0,7 ; Kqv = 1,12
(10-1/18) : Kov = 1. Vậy Kv = 0,784
Thay vào công thức ta có :
V = .Kv = .0,62 = 83 (m/phút)
Số vòng quay trong 1 phút :
n = = = 979 ( vòng/phút).
Tra TMT máy T616 : chọn nt = 958 ( vòng/phút).
Vận tốc thực khi cắt :
Vt = = = 81 (m/phút)
Tính lực cắt khi tiện :
+ Lực tiếp tuyến : Pz = Cpz .txpz.Sypz.Vnz.Kpz
Tra bảng (11-1/19) : Cpz = 300 ; Xpz = 1 ; Ypz = 0,75 ; nz = -0,15
(12-1/21) : Kmp = 1.
(15-1) : Kpz =0,89 ; Kpz = 1,1 ; Kpz = 1 Vậy Kpz = 0,979
Thay vào công thức ta có: Pz = 300.4,51.0,340,75.79-0,15.0,979 = 305 (KG)
Tính công suất tiêu thụ khi cắt :
N = = = 1,8 (Kw) <4,5 (Kw)
→ Máy đảm bảo an toàn.
Thời gian chạy máy :
+ T0 = = =
Vậy : T0 = 0,1 (phút)
NGUYÊN CÔNG IV: TIỆN THÔ BẬC TRỤ NGOÀI
Bước1: Tiện thô Ø51 đạt kích thước Ø46 dài 19,5
Chọn chiều sâu cắt t.
- Chọn t = = = 2,5 (mm)
Bước tiến.
- Tra bảng (25-1/29) ta có : S = 0,5-0,9 (mm/vòng).
Chọn Smin = 0,6 (mm/vòng).
Tra TMT máy T616 chọn Sdọc = 0,47 (mm/vòng)
Vận tốc cắt.
- Tính theo công thức: V= . Kv(m/phút).
- Tra bảng (1-1/13) : Cv= 227 ; Xv = 0,15 ; Yv =0,35 ; T = 60 ; m = 0,2
(2-1/15) : Kmv = 1.
(7-1/17) : Knv = 1.
(8-1/17) : Kuv = 1.
(9-1/18) : Kφv = 0,7 ; Kqv = 1,12
(10-1/18) : Kov = 1. Vậy Kv = 0,784
Thay vào công thức ta có :
V = .Kv = .0,62 = 70,4 (m/phút)
Số vòng quay trong 1 phút :
n = = = 487 ( vòng/phút).
Tra TMT máy T616 : chọn nt = 350 ( vòng/phút).
Vận tốc thực khi cắt :
Vt = = = 51 (m/phút)
Tính lực cắt khi tiện :
+ Lực tiếp tuyến : Pz = Cpz .txpz.Sypz.Vnz.Kpz
Tra bảng (11-1/19) : Cpz = 300 ; Xpz = 1 ; Ypz = 0,75 ; nz = -0,15
(12-1/21) : Kmp = 1.
(15-1) : Kpz = 0,89 ; Kpz = 1,1 ; Kpz = 1 Vậy Kpz= 0,979
Thay vào công thức ta có: Pz = 300.11.0,570,75.81-0,15.0,979 = 99 (KG)
Tính công suất tiêu thụ khi cắt :






