THUYẾT MINH Thiết kế máy sản xuất bánh đa liên tục năng suất 50 kg/h
NỘI DUNG ĐỒ ÁN
VAI TRÒ CHẾ BIẾN LƯƠNG THỰC - SẢN XUẤT BÁNH ĐA
1.1.Vai trò của việc chế biến lương thực :
Ngành nông nghiệp nước ta có ưu thế về nhiều mặt nên rất phát triển, đặc biệt là sản lượng thu được không những đáp ứng nhu cầu trong nước mà còn xuất khẩu nước ngoài bằng chứng là nước ta xuất khẩu gạo đứng thứ hai trên thế giới.
Hàng năm, một lượng gạo rất lớn được xuất khẩu, nhưng đa số là gạo thô nên ngoại tệ thu nhập được từ xuất khẩu là rất thấp.Vấn đề đặt ra thay vì xuất khẩu gạo thô chúng ta sẽ xuất khẩu những sản phẩm được chế biến từ gạo thì thu nhập trên mỗi đơn vị gạo là rất cao.
Yêu cầu ngành công nghiệp chế biến ra đời ngày càng phát triển mạnh, ngày càng cao về cả số lượng lẫn chất lượng sản phẩm đa dạng về hình thức và chủng loại.
Máy móc thiết bị không ngừng được đổi mới dây chuyền công nghệ ngày càng được cải tiến đặc biệt giải phóng sức lao động nặng nhọc của người dân, tăng năng suất, sản lượng cải tiến đời sống, giải quyết việc làm cho người lao động.
Sản phẩm của ngành công nghiệp chế biến rất đa dạng kịp thời đáp ứng mục đích sử dụng của người dân trong nước và chất lượng xuất khẩu.
1.2. Bánh đa và nhu cầu người tiêu dùng :
1.2.1.Đặc điểm và phân loại bánh đa:
a./. Đặc điểm:
Bánh đa hay còn gọi là bánh tráng.
Thành phần chính của bánh đa là gạo bột, nước và một số các chất phụ gia.
Hình dạng của bánh đa rất đa dạng với kích thước có thể dày mỏng từ 0,1 đến vài milimeters, có dạng hình tròn hoặc hình vuông, chữ nhật kích thước a.b, với độ mềm cứng khác nhau.
Bánh đa thường dùng để ăn không hoặc ăn cùng với một số loại thức ăn tạo thành những món ăn hấp dẫn hoặc dùng để làm nguyên liệu để chế biến một số thực phẩm như cuốn ram, cuốn nem…
b./. Phân loại:
Phụ thuộc vào vùng miền sản xuất, tuỳ theo hình dạng kích thước độ dày mỏng, độ khô, phương pháp sản xuất, nguyên liệu làm bánh và mục đích sử dụng của khách hàng mà bánh đa có các loại sau:
Loại mềm: Bánh lề (bánh đa nem), bánh cuốn.
Loại cứng: Bánh nhúng, bánh đập, bánh để nướng.
1.2.2.Ứng dụng của bánh đa:
Bánh đa là món ăn phổ biến của mọi người hay nó còn là món ăn đặc sản đậm nét văn hoá truyền thống của người Việt nói riêng và tất cả du khách nói chung.
Những món ăn từ bánh đa dần dần là món không thể thiếu trong khẩu phần ăn của mọi người, mọi gia đình khắp mọi miền, không những thế những món ăn từ bánh đa rất đa dạng rất ngon được giới thiệu với bạn bè ngoại quốc và có thể xuất khẩu ra thị trường tiêu dùng nước ngoài.
Hàng năm, một lượng bánh đa nhiều loại khác nhau được các nhà hàng, quán ăn nhập với số lượng rất lớn, người sản xuất không thể đáp ứng kịp thời, các dịch vụ ăn uống ngày càng tăng của người tiêu dùng.
Sản phẩm bánh đa rất đa dạng về kích thước kích cỡ độ dày mỏng và độ dài rộng và cả hình tròn…Chất lượng của bánh đa cũng thật đa dạng, của mỗi vùng mỗi miền cho một chất lượng bánh với nhiều kiểu dáng khác nhau.
Đáp ứng cho nhu cầu tiêu dùng ngày một nhiều của quí khách hàng từ trước đến giờ bánh đa các loại chủ yếu được sản xuất bằng bánh đa thủ công, theo phương pháp gia truyền.
Các cơ sở sản xuất thủ công rải rác theo từng cụm dân cư, từng làng nghề là chủ yếu, đặc điểm của việc sản xuất bàng bánh đa thủ công là mất nhiều sức lao động, nhưng năng suất lại rất thấp và phải phụ thuộc vào thời tiết nắng mưa, sản xuất thủ công chủ yếu vào mùa nắng trong khi đó nhu cầu dùng bánh vào mùa mưa cũng rất nhiều không thua mùa nắng.
Cho đến nay trên thị trường đã có một số loại máy sản xuất bằng bánh đa bán thủ công nhưng cũng chỉ có thể đem lại một số lợi ích cơ bản cho người lao động nhưng năng suất không ổn định, thấp và còn tốn nhiều lao động, do chưa có hệ thống sấy khô trực tiếp mà phải dùng hình thức sấy tự nhiên bằng ánh nắng mặt trời.
Tóm lại, sự cần thiết ra đời những máy móc dây chuyền công nghệ tự động liên tục, hiện đại để đáp ứng nhu cầu kịp thời cho người tiêu dùng đồng thời giải phóng bớt sức lao động và tăng năng suất, sản phẩm bánh đa ngày một phong phú, đa dạng.
1.3.Công nghệ sản xuất các loại bánh đa hiện nay:
1.3.1.Sản xuất bánh đa nem thủ công
a./.Quy trình công nghệ sản xuất:
b./. Thuyết minh qui trình sản xuất :
- Chuẩn bị gạo :
+Chọn loại gạo.
+Gạo phải còn nguyên không bị vỡ vụn.
+Gạo có độ dẻo, thơm vừa.
- Vo gạo :
Sau khi chọn loại gạo thích hợp, tiến hành định lượng rồi cho vào thùng có chứa nước tiến hành vo gạo cho sạch, thường theo kinh nghiệm thì vo hai lần là đủ.
- Ngâm gạo:
Gạo sau công đoạn vo tiếp tục cho vào thùng ngâm với nước (nước máy hoặc nước giếng nhưng phải thật sạch không mùi). Tiến hành ngâm cho tới khi thấy hạt gạo trương phồng to mềm nhũn thì cho thêm muối ăn với tỉ lệ 10:1, một ít muối có thể làm tăng tính đậm đà cho bánh đồng thời làm tăng chất đạm. Thông thường ngâm với thời gian từ ba đến năm giờ đồng hồ ( tuỳ theo từng loại gạo).
- Xay bột:
Dùng máy xay bột nước, cho gạo cùng với nước vào xay, ta được bột gạo lỏng để làm bánh.
- Lắng bột:
Bột lỏng sau khi xay cho vào chậu để lắng, thời gian lắng theo kinh nghiệm từ 10 giờ đến 12 giờ, lấy bột lắng, tiến hành khuấy đều kiểm tra độ sánh của bột theo yêu cầu từng loại bánh.
- Hấp (Công đoạn tráng):
Băng hấp thực chất là một băng vải, vải đặc biệt theo kinh nghiệm người làm bánh lâu năm thường sử dụng đó là loại vải For, xếp thành hai lớp, băng vải được trùm kín lên miệng của nồi nước sôi được gia nhiệt bằng củi đốt trên băng vải cạnh mép nồi, khoét một lỗ nhỏ để thêm nước do tổn thất.
Bột tráng được cho vào muỗng tráng cho lên băng vải tráng đều mỏng, đậy nắp nồi hấp thời gian từ 5 tới 10 giây. Bánh chín dùng đũa tách bánh ra khỏi băng vải cho lên vỉ.
- Trải vỉ:
Vỉ được làm bằng băng lưới, hoặc bằng tre, bánh chín được trải lên đầy vỉ rồi đem phơi.
- Phơi:
Vĩ được phơi bằng ánh nắng tự nhiên cho đến khi nào đạt đến độ khô. Khi bánh khô thì tiến hành đóng gói bảo quản để đưa vào sử dụng.
1.3.2. Sản xuất bánh đa dày cứng:
Qui trình sản xuất loại bánh này cũng gần với qui trình sản xuất bánh đa mềm chỉ khác là để tăng độ cứng của bánh ta tiến hành cho thêm một số chất phụ gia vào công đoạn làm bột như bột lọc. Thứ hai lượng muối cho vào công đoạn này thường cho ít muối hơn.
Tính chất bánh này đặc biệt ở chổ là cứng, nên bảo quản được lâu dài, tuy có
nhược điểm là thời gian phơi lâu hơn và ít được người tiêu dùng sử dụng.
1.3.3.Sản xuất bánh đập:
Bánh đập thực chất là một hình thức của bánh đa nướng được đập kẹp với chiếc bánh vừa hấp xong.
1.3.4.Sản xuất bánh đa bằng máy:
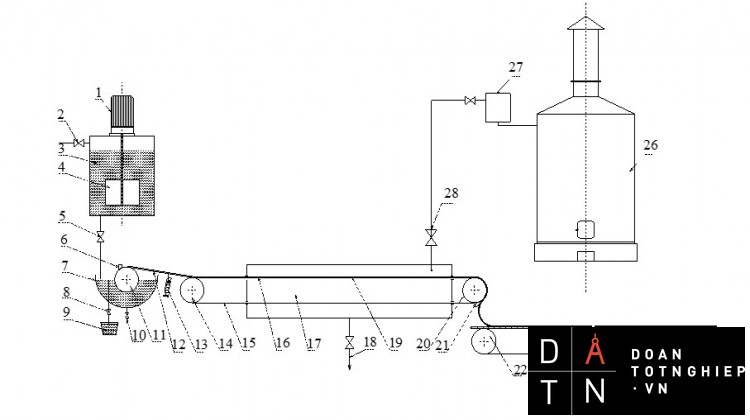
a./. Sơ đồ qui trình công nghệ:
1- Động cơ điện
2- Đường bột cấp
3- Bột lỏng
4- Cánh khuấy
5- Đường bột xuống
6- Thanh chắn dòng bột
7- Máng chứa bột
8- Xã tràng
9- Thùng chứa bột tràng
10- Van vệ sinh
11- Trục quay
12- Máng dẫn định dạng
13- Lò xo
14- Tang dẫn động
15- Băng tải dưới
16- Bột vào tủ hấp
17- Tủ hấp
18- Nước ngưng ra
19- Băng tải trên
20- Tang đuôi
21- Dao gạt
22- Tang dẫn động
23-Tấm vỉ bằng lưới
24-Bánh đa trên mặt vỉ
25- Tang đuôi
26- Lò hơi
27- Bình tách hơi ẩm
28- Đường hơi vào hấp
b./. Thuyết minh qui trình công nghệ sản xuất:
Bột đạt yêu cầu đưa từ bể chứa lên thùng chứa, từ thùng chứa bột qua máng dẫn, dưới tác động cơ cấu điều chỉnh của van điều chỉnh, điều chỉnh lưu lượng bột cấp lên băng vải, kích thước của chiếc bánh sẽ được định dạng và được điều chỉnh bởi thanh gạt và hộp định dạng. Bột được băng tải kéo qua thanh gạt, bột được rải đều liên tục đi vào buồng hấp, sau thời gian khoảng 10 giây, bánh chín và được dao gạt, tách ra khỏi băng vải đặt lên tấm vỉ chuyển động bởi hệ băng tải riêng.Tấm vỉ, được lấy ra liên tục tiến hành đem phơi nắng cho đến khi nào bánh đạt đến độ khô, ta thu xếp cắt xén theo kích thước tuỳ chọn, cuối cùng đóng bao và nhập kho.
Hơi hấp được cấp từ nồi hơi nhỏ và được đốt bằng củi hoặc than đá…
CHƯƠNG II
MỤC TIÊU VÀ NHIỆM VỤ THIẾT KẾ
2.1. Nhiệm vụ thiết kế:
Thiết kế máy sản xuất bánh đa liên tục
Với các số liệu:
- Năng suất: G = 50 kg/h.
- Sản phẩm: Bánh đa mỏng (bánh đa nem)
- Kích cỡ sản phẩm:
+ Chiều rộng: b = 200 ÷ 400 mm
+ Chiều dài: δ = 0,1÷ 0,2 mm
- Hơi bảo hoà khô có:
+ Ph =1,5 at
- Độ ẩm cuối của bánh đa :
+ ω2 = 14%
2.2 Các tính năng cần đạt của thiết bị:
Cơ sở thiết kế máy phải thoả mãn các chỉ tiêu dưới đây như: Tính liên tục, tính liên hoàn, tự động, đa dạng sản phẩm, tiết kiệm năng lượng, tính kinh tế cao.
2.2.1 Tính liên hoàn:
Toàn bộ kết cấu của máy từ bộ phận cấp bột hồ đến bộ phận hấp, bộ phận sấy, qua bộ phận cắt xén hoặc cuộn tròn phải là một khối liên hoàn, hoạt động ảnh hưởng lẫn nhau, tạo ra sản phẩm đạt yêu cầu cả về chất lượng lẫn về năng suất.
2.2.2 Tính liên tục:
Liên tục sản phẩm được tạo ra một cách đều đặn, điều này đồng nghĩa với khâu đầu vào của thiết bị hoạt động đồng bộ, bột qua máy cấp bột liên tục được cấp đều lên băng hấp và liên tục được tách khỏi băng hấp và sang băng hấp.
Tất cả các khâu hoạt động một cách đồng bộ liên tục gián tiếp qua kết cấu của các bộ phận cơ khí như trục, băng tải, băng sấy, và lô cuốn, cắt bởi động cơ điện thông qua các bộ giảm tốc, bộ điều tốc.
Máy hoạt động liên tục mười hai giờ mỗi ngày .
2.2.3 Tính tự động:
Bột tự động được cấp lên thùng chứa bằng bơm có thiết bị điều khiển.
Thiết bị cấp bột, thiết bị hấp, băng tải phải được hoạt động nhẹ nhàng. Nhiệt độ hơi bảo hoà khô trong tủ hấp được điều khiển ổn định trong phạm vi cho phép. Máy sẽ tự động dừng khi xảy ra sự cố một trong các khâu thiết bị và hoạt động trở lại khi khắc phục các sự cố.
Tất cả các trục dẫn động đều được gắn bộ điều tốc và hộp giảm tốc. Nghĩa là tốc độ của máy, của băng tải, máy cắt, là hoàn toàn có thể điều khiển được.
2.2.4 Đa dạng sản phẩm :
Sản phẩm được thiết kế có thể điều chỉnh kích thước như chiều rộng có thể thay đổi từ 200 mm đến 400 mm, chiều dày từ 0,1mm đến 0,5 mm. Sản phẩm sản xuất ra có độ dày, mỏng và kích thước dài ngắn theo yêu cầu, liên tục được máy cắt thành từng tấm có kích thước giống nhau, hoặc có thể cuộn tròn bằng các tang cuốn hoặc có thể làm thành hình tròn bằng cách qua gia công thêm lần nữa.
2.2.5 Tính kinh tế:
Nguồn năng lượng được sử dụng cấp cho máy làm việc gồm năng lượng điện để chạy các động cơ điện và nguồn năng lượng thứ hai là hơi bảo hoà dùng để hấp và để sấy, được đốt bằng củi, than đá…
Tất cả các thiết bị sử dụng nhiệt như nồi hơi, đường ống dẫn hơi, tủ hấp, buồng sấy, phải được cách nhiệt, hạn chế các tổn thất đến mức thấp nhất có thể.
Vận hành máy và các thiết bị phụ tải đồng bộ, đúng qui trình đặt ra hạn chế tổn thất năng lượng do vận hành, giảm kinh tế.
Cơ giới hoá tự động hoá cao, số lao động trực tiếp tham gia sản xuất vận hành là rất thấp.
CHƯƠNG III
LỰA CHỌN KẾT CẤU VÀ LẬP SƠ ĐỒ NGUYÊN LÝ MÁY SẢN XUẤT
BÁNH ĐA
3.1.Bộ phận cấp bột:
3.1.1.Cấp bột hồ bằng máng hộp có điều chỉnh lưu lượng :
Cấp bột là quá trình chuyển bột từ thùng chứa hoặc máng chứa bột lên máng dẫn tạo thành màng bột liên tục cấp cho băng hấp với độ dày của lớp bột hoặc kích cỡ của dòng bột có thể điều chỉnh được bởi bộ phận điều chỉnh.
Thực chất của phương pháp cấp bột này là máng dẫn bột trung gian, bột được cấp lên các máng dẫn này tạo thành dòng có lưu lượng yêu cầu với vận tốc dài bằng vận tốc dài của băng hấp.
a./. Sơ đồ nguyên lý:
1- Cách khuấy.
2- Bột lỏng.
3- Van cấp bột
4- Động cơ điện.
5- Thùng chứa.
6- Máng dẫn
7- Van điều chỉnh.
8- Tang quay.
9- Khuôn hình hộp.
10- Băng tải (vải).
b./. Nguyên lý làm việc:
Bột từ bể trữ bột được bơm lên qua van cấp bột (3) vào thùng chứa (5) tại đây bột được khuấy trộn bởi cánh khuấy (1) kéo truyền động cho cánh khuấy là động cơ điện có hộp giảm tốc (4). Thùng bột được đặt cao hơn băng tải hấp tạo độ chênh lệch áp suất thuỷ tỉnh và trọng lượng cột lỏng, bột được cấp xuống băng vải (10) qua máng dẫn hình hộp (6) và được điều chỉnh lưu lượng bằng van (7). Bột đổ xuống băng vải và được tập trung trong hộp (9) do hộp được chế tạo với ba mặt tiếp xúc với băng vải, mặt tiến còn lại có thể điều chỉnh khe hở giữa bề mặt băng với mép thanh gạt (9) (điều chỉnh độ dày của dòng bột), băng tải chuyển động dòng bột được thanh gạt, gạt thành lớp mỏng đều đặn.
3.1.2. Hệ thống cấp bột bằng trục.
a./.Sơ đồ nguyên lý.
1-Cánh khuấy.
2-Bột lỏng.
3-Van cấp bột .
4-Động cơ điện.
5-Thùng chứa bột lỏng .
6- Thanh chắn.
7- Máng dẫn.
8- Băng tải (vải).
9- Tang quay.
10- Lò xo.
11- Trục.
12- Van vệ sinh.
13- Bình gom bột tràn.
14- Ống xả tràn.
15- Máng chứa.
16- Van dẫn bột.
b./. Nguyên lý làm việc.
Bột (2) được khuấy trong thùng chứa (5) được đưa xuống máng chứa (15) bởi ống và van xả (16). Trục (11) được quay bởi động cơ, thông qua bộ truyền xích,bột từ máng ,trục quay kéo theo được thanh chắn (5) cản bớt.
Máng dẫn (7) tì sát lên trục và băng tải (8) dòng bột bị cản bởi bề dày của máng tràn lên khỏi máng chảy đều xuống băng tải, mép cuối của máng tì lên băng vải đóng vai trò như là thanh gạt.
3.1.3. Phân tích lựa chọn kết cấu cho hệ thống cấp bột:
a./. Phương án cấp bột bằng máng tự chảy có van điều chỉnh:
+ Ưu điểm:
- Kết cấu đơn giản.
- Dễ chế tạo và lắp đặt.
- Giá thành thấp.
- Dễ sửa chữa và thay thế.
+ Nhược điểm.
- Khó điều chỉnh lưu lượng chính xác.
- Không thuận lợi cho việc bố trí tự động.
b./. Phương án cấp bột bằng trục:
+ Ưu điểm:
- Năng suất cấp bột cao .
- Bột cấp liên tục đều đặn.
- Có thể điều chỉnh lưu lượng, dày mỏng.
- Người vận hành thao tác dễ dàng.
- Thuận lợi cho việc bố trí tự động.
+ Nhược điểm:
- Đòi hỏi chế tạo trục tương đối chính xác.
- Đòi hỏi vận tốc trục cấp bột sao cho bột qua băng vải phải bằng nhau.
- Truyền động cho trục là động cơ có hộp giảm tốc.
- Giá thành tương đối cao hơn phương án trên.
c./. Đánh giá lựa chọn phương án thiết kế.
Qua việc phân tích ưu, nhược điểm của hai phương án trên, ta chọn hệ thống cấp bột bằng máng tự chảy có van điều chỉnh là hợp lý nhất vì:
- Kết cấu đơn giản.
- Dễ chế tạo và lắp đặt.
- Giá thành thấp.
- Dễ sửa chữa và thay thế.
3.2. Bộ phận hấp (Tráng):
Quá trình hấp là quá trình làm chín bột bằng nguồn nhiệt có thể là hơi nước hoặc bề mặt nóng bằng điện trở.
Thời gian hấp phải đảm bảo, nhiệt độ hấp phải luôn ổn định, vận tốc băng tải phải thoả mãn yêu cầu, bảo đảm băng tải hoạt động đều đặn.
3.2.1 Hệ thống hấp bằng nồi đốt trực tiếp đặt dưới băng hấp.
a./. Sơ đồ nguyên lý:
1- Động cơ điện.
2- Truyền xích.
3- Tang dẫn động.
4- Băng tải trên.
5- Nắp nồi hấp.
6- Băng tải dưới.
7- Bột hấp chín.
8- Tang đuôi.
9- Nồi hấp.
10- Buồng đốt.
b./. Nguyên lý làm việc:
Bột từ hệ thống cấp bột qua máng dẫn được cân chỉnh độ dày và định dạng trước kích thước theo chiều ngang, dòng bột khi đổ xuống băng tải sẽ được kéo thành màng bột mỏng, được băng tải trên (4) kéo vào khoang hấp, khoang hấp thực chất là khoang chứa hơi bảo hoà có nhiệt độ 100oc, tại đây màng bột nhận nhiệt của hơi nước bảo hoà trong khoảng thời gian nhất định thì kết tinh, chín thành bánh đa, băng tải chuyển động với tốc độ ổn định phụ thuộc vào thời gian hấp và chiều dài nồi hấp, truyền động cho băng tải là động cơ điện (1) thông qua hộp giảm tốc. Nồi hấp (9) chứa nước được gia nhiệt đến sôi bốc hơi bằng củi hoặc than tổ ong trong buồng đốt củi (10) như hình vẽ trên.
3.2.2 Hệ thống hấp bằng tủ hấp có hơi cấp từ nồi hơi nhỏ:
a./. Sơ đồ nguyên lý:
1- Động cơ điện.
2- Bộ truyền xích.
3- Tang dẫn động.
4- Băng tải trên.
5- Tủ hấp
6- Nắp tủ hấp.
7- Băng tải dưới
8- Van cấp hơi
9- Nước ngưng ra.
10-Tang đuôi .
11- Bột chín ra
12- Thiết bị tách hơi
13- Nồi hơi
b./. Nguyên lý làm việc:
Phương pháp này là: Hơi được sản xuất từ một nồi hơi nhỏ, nồi hơi (13) là nồi kiểu đứng đốt bằng than thủ công hoặc đốt bằng củi gỗ…, có công suất khoảng vài chục đến vài trăm kilogam hơi trong một giờ. Hơi bảo hoà ẩm vào thiết bị tách ẩm (12) thành hơi bảo hoà khô theo đường ống dẫn hơi qua van cấp hơi (8), từ đây hơi được đưa vào khoang hấp (5) hộp hấp bao bọc băng tải trên, có khe hở cho băng tải vào - ra trao đổi nhiệt, trao đổi chất với lớp bột trên băng vải (băng tải trên ) được băng tải kéo đi vào khoang hấp, tốc độ của băng tải phụ thuộc vào chiều dài thiết bị hấp và thời gian hấp, ra khỏi thiết bị hấp thì bột chín. Hơi bảo hoà sau khi trao đổi nhiệt với bột có nhiệt độ thấp ngưng tụ thành màng chảy xuống đáy tủ và được xả ra ngoài qua van nước ngưng (9) theo định kì.
Truyền động cho băng tải là động cơ điện (1) thông qua hộp giảm tốc và bộ truyền xích (2), tang dẫn động (3) và tang đuôi.
3.2.3. Phân tích lựa chọn kết cấu cho hệ thống hấp.
a./. Phương án hấp bằng nồi hơi đốt trực tiếp dưới băng hấp:
+ Ưu điểm:
- Đơn giản dễ chế tạo.
- Giá thành thấp.
+ Nhược điểm:
- Khó bố trí lắp đặt.
- Khó bố trí tự động.
- Khó vận hành ổn định.
- Lượng hơi tiêu tốn trên đơn vị vật liệu cao.
- Khó mở rộng hoặc cải tiến cho mục đích khác.
b./. Phương án hấp dùng tủ hấp có hơi cấp từ nồi hơi nhỏ:
+ Ưu điểm:
- Kết cấu tủ hấp gọn, đơn giản.
- Dễ lắp đặt bố trí.
- Lượng hơi và nhiệt độ hơi cấp ổn định.
- Do có lò hơi riêng nên dễ dàng nâng công suất hơi, sử dụng cho nhiều mục đích khác.
- Năng suất hấp cao có thể mở rộng.
- Phương án tiên tiến phù hợp với làm việc tự động.
+ Nhược điểm:
- Do có nồi hơi riêng công suất vừa nên giá thành cao
- Chiếm nhiều diện tích mặt bằng.
- Tốn chi phí vận hành.
c./. Đánh giá lựa chọn phương án thiết kế:
Qua phân tích đánh giá ưu, nhược điểm của hai phương án giới thiệu trên và đặc biệt một điều nữa là do tính năng làm việc của hệ thống máy là có bộ phận sấy (sử dụng phương pháp gia nhiệt) cho nên ta chọn phương án hấp bằng tủ hấp có nồi hơi riêng là hợp lý nhất, sử dụng hơi nước gia nhiệt không khí trong sấy là chất lượng.
Tuy nhiên, phải chấp nhận nhược điểm là giá thành lắp đặt một nồi hơi nhỏ tương đối cao.
3.3.Quá trình sấy:
Sản phẩm sấy là ở dạng tấm bảng mỏng có độ ẩm rất lớn.
Quá trình sấy là quá trình làm khô sản phẩm, đạt độ khô yêu cầu. Hay nói cách khác quá trình sấy thực chất là quá trình lấy bớt ẩm bằng đối lưu với không khí nóng hoặc tiếp xúc với bề mặt nóng.
Yêu cầu của thiết bị sấy đảm bảo bánh ở đầu ra đạt độ ẩm yêu cầu, đảm bảo năng suất, thiết bị làm việc liên tục, hoạt động phải nhẹ nhàng, hệ thống đơn giản và có thể tự động hoá được.
3.3.1 Hệ thống sấy băng tải:
a./. Sơ đồ nguyên lý:
1- Tang dẫn động.
2- Bánh đa ẩm vào
3- Khí thoát.
4- Quạt hút.
5- Động cơ điện
6- Băng tải trên
7- Băng tải dưới
8- Khung buông sấy.
9- Hơi nước vào- ra
10-Calorife.
11-Quạt đẩy.
12-Bánh đa khô ra.
13-Tang bị dẫn
14-Không khí đối lưu
15-Hộp gió
b./. Nguyên lý làm việc:
Không khí sạch được quạt đẩy (11) thổi qua calorife khí hơi (10) nhận nhiệt của hơi nước bảo hoà đi trong ống nóng lên nhiệt độ, độ ẩm cho phép rồi đi vào buồng sấy, không khí nóng trao đổi nhiệt, trao đổi chất với bánh ẩm và được quạt hút (4) hút thải ra. Bánh đa được đưa vào cửa (2) đặt lên băng sấy, băng sấy chuyển động với tốc độ chậm, bánh đa nhả ẩm cho không khí nóng nhiệt độ tăng, độ ẩm giảm thành bánh đa khô (12). Dẫn động cho băng tải và quạt là động cơ điện và bộ truyền xích. Hơi dùng cho gia nhiệt không khí là hơi bảo hoà khô chuyển động cắt ngang với không khí còn không khí nóng đối lưu bao quanh bề mặt bánh ngược chiều với bánh đa.
3.3.2 Hệ thống sấy tiếp xúc :
a./. Sơ đồ nguyên lý:
1- Bánh đa ẩm vào.
2- Lô quay.
3- Cửa thoát khí.
4- Thành buồng.
5- Đường hơi cấp.
6- Bánh đa khô.
7- Băng tải.
8- Không khí vào.
9- Lưới lọc.
10- Đường nước ngưng ra.
b./.Nguyên lý làm việc:
Không khí ngoài trời vào cửa (8) đi vào buồng sấy qua lưới lọc (9). Được nung nóng bởi nhiệt độ toả ra từ các lô sấy quay và trao đổi nhiệt, trao đổi chất với lớp bánh ẩm trên bề mặt lô và thoát ra ngoài cửa (3).
Bánh đa ẩm vào (1) tiếp xúc trực tiếp với bề mặt lô nóng quay. Để tránh kéo đứt bánh người ta dùng băng tải bằng vải, lưới hoặc len cùng chuyển động áp sát bề mặt bánh. Các lô quay nhờ các bánh răng ăn khớp nhau truyền động cho các bánh quay là động cơ điện có hộp giảm tốc đốt nóng ru lô bằng hơi nước bảo hoà có áp suất khí trời, hơi nước được đưa vào và nước ngưng được lấy ra cùng một đầu trục.
3.3.3. Chọn phương án cho hệ thống sấy:
a./. Phương án sấy bánh dùng băng tải:
+ Ưu điểm:
- Thiết bị đơn giản.
- Dễ lắp đặt và chế tạo.
- Năng suất sấy cao.
- Hệ thống làm việc nhẹ nhàng.
+ Nhược điểm:
- Giá thành chế tạo calorife khí hơi cao.
b./. Phương án sấy dùng lô quay:
+ Ưu điểm :
- Năng suất sấy cao.
- Độ khô sản phẩm đều.
- Phù hợp bố trí tự động.
+ Nhược điểm :
- Hệ thống phức tạp.
- Yêu cầu độ gia công chính xác cao.
- Giá thành thiết bị cao.
c./. Đánh giá lựa chọn phương án sấy phù hợp:
Qua đánh giá ưu, nhược điểm hai phương án trên ta chọn phương án sấy dùng băng tải là tối ưu nhất vì:
- Thiết bị đơn giản, dễ chế tạo và lắp đặt.
- Năng suất sấy cao, thời gian ngắn.
- Hệ thống làm việc êm, phù hợp sấy bánh đa.
3.4. Bộ phận cắt bánh đa .
3.4.1. Quá trình cắt bánh:
Quá trình cắt bánh là công đoạn chia dải bánh ở dạng tấm thành những đoạn nhỏ, dải hẹp theo kích thước đã được định trước.
Cắt bánh thực chất làm cho bánh bị biến dạng quá giới hạn đứt cho phép của vật liệu tạo bánh.
Yêu cầu của bộ phận cắt là quá trình cắt phải liên tục kích thước cắt phải đều nhau kết cấu đơn giản hệ thống hoạt động dễ dàng.
3.4.2. Cuộn bánh:
Cuộn bánh là quá trình cuộn tròn lớp bánh với chiều dày hay đường kính cuộn yêu cầu trước.
3.4.3. Chọn phương án cho hệ thống thành phẩm.
Do yêu cầu tính đa dạng sản phẩm cho nên trong thiết kế máy này ta chọn hai phương án hoặc sản phẩm được cắt thành hình có kích thước yêu cầu trước hoặc sản phẩm được cuộn tròn với đường kính cuộn theo yêu cầu.
Do tính năng của máy hoạt động liên tục không có chu kỳ dừng nên ta chọn phương án cắt bằng dao quay liên tục.
a./. Sơ đồ nguyên lý dao quay :
1- Bánh đa trước trục kéo
2- Bộ trục kéo
3- Trục mang giao
4,5- Dao cắt
6 - Bánh đa thành phẩm
7- Giá cố định
8 - Lò xo căn chỉnh
9- Thanh giữ
b./. Nguyên lý làm việc:
Dao cắt (6) được lắp bằng then cố định trên trục quay (3). Bánh đa được cấp một cách ổn định bởi trục (2) và cùng chuyển động với trục mang dao đến cự cắt hai lưỡi dao tiếp xúc nhau bằng lực rất lớn (lực cắt) bánh được cắt đứt dọc chiều rộng và rời ra. Chiều dài bánh đúng bằng chu vi của trục mang dao, trục mang dao có thể tăng giảm đường kính bằng cách thay trục nghĩa là bánh được cắt với chiều dài yêu cầu.
+ Ưu điểm:
- Năng suất cao.
- Máy làm việc không dừng.
- Có thể thay dao, thay trục dễ dàng.
+ Nhựơc điểm:
- Lực cắt lớn.
- Mau mòn dao.
3.5 Chọn phương án dẫn động cho các bộ phận.
3.5.1 Băng tải.
a./. Băng tải hấp:
Do yêu cầu của nguyên vật liệu hấp nên ta chọn băng vải, băng vải vừa có nhiệm vụ vận chuyển và vừa có nhiệm vụ hấp. Mặt khác vật liệu vận chuyển có dạng bảng mỏng nên chọn băng vải có dạng phẳng.
1- Tang dẫn động
2 - Băng tải bằng vải
3-Tang đuôi
b./. Băng tải sấy:
Do vật liệu sấy dạng bảng mỏng có độ ẩm lớn, để tăng cường truyền nhiệt và tăng khả năng thoát ẩm ta chọn băng tải sấy bằng băng lưới kim loại dạng phẳng.
1- Tang dẫn động
2- Băng tải (lưới kim loại)
3- Tang đuôi
c./. Phương pháp dẫn động cho băng tải
Dẫn động cho băng tải thường dùng loại động cơ điện ba pha là thuận tiện nhất, việc vận hành các động cơ sẽ đơn giản. Nhưng đối với băng tải ta dùng động cơ điện có số vòng quay thay đổi, việc điều chỉnh tốc độ hoặc số vòng quay thực hiện thông qua một bộ điều khiển bằng điện mà ta gọi là bộ điều tốc .
Còn về hộp giảm tốc của băng tải ta dùng hộp giảm tốc hai cấp đồng trục nối trực tiếp với động cơ bằng khớp nối đàn hồi, mục đích dùng khớp nối đàn hồi là để giảm chấn. Việc truyền động từ trục ra của hộp giảm tốc đến băng tải, do băng tải có khoảng cách trục lớn nên ta chọn bộ truyền xích vì bộ truyền xích cho phép hệ thống truyền động một cách dễ dàng, không gây ra hiện tượng như bộ truyền đai. Ngoài ra, bộ truyền xích còn có ưu điểm như lắp ráp nhanh, kết cấu gọn, giá thành rẻ.
Do băng tải trong các khâu hấp và sấy làm việc nhẹ nhàng nên ta có thể tính toán dùng chung một động cơ truyền động có cùng số vòng quay là tiện hơn cả.
3.5.2. Dẫn động cho bộ phận cắt
a./. Bộ phận cắt
Việc dẫn động cho dao cắt cũng dùng loại động cơ ba pha và dùng động cơ điện có số vòng quay thay đổi được, có hộp giảm tốc có bộ điều tốc.
Tóm lại, dẫn động cho hệ thống đều dùng loại động cơ điện ba pha có số vòng quay thay đổi được nhưng đồng loạt một tốc độ ở đầu ra.
b./. Bộ phận cuộn
Thực chất của hệ thống cuộn là các tang cuộn, việc dẫn động cho tang cuộn cũng tương tự như các bộ phận khác trong dây chuyền sản xuất .
3.6. Lập sơ đồ nguyên lý máy sản xuất bánh đa liên tục :
3.6.1. Sơ đồ nguyên lý :
1- Cánh khuấy
2- Thùng bột hồ
3- Đường cấp bột
4- Động cơ điện
5- Van điều chỉnh
6- Máng dẫn bột
7- Hộp định dạng
8- Động cơ điện
9- Tang kéo
10- Cơ cấu tráng
11- Tủ hấp
12- Băng hấp
13- Nước ngưng ra
14- Hơi vào tủ hấp
15- Tang đuôi
16- Dao gạt
17- Quạt gió
18- Động cơ kéo quạt
19- Băng tải sấy
20- Gió nóng đối lưu
21- Hộp gió
22- Trục kéo ép
23- Dao cắt
24- Calorifer khí – hơi
25- Hơi vào calorifer
26- Nồi hơi
3.6.2. Nguyên lý làm việc :
Bột chuẩn bị cho việc sản xuất bánh được bơm từ bể tạo bột qua đường cấp bột (3) vào thùng chứa bột hồ hình trụ (2). Tại đây bột được khuấy trộn đều bởi cánh khuấy (1), dẫn động quay cho cánh khuấy là động cơ điện (4) có hộp giảm tốc bột được khuấy đạt trạng thái đồng nhất qua van chặn (5) chảy trong máng hộp (6) đổ xuống bề mặt băng tải hấp (12), dòng bột tràn trên băng tải và được định dạng bằng hộp định dạng (7), hộp định dạng có cấu tạo: Ba mặt bên tiếp xúc với băng tải và mặt còn lại có thanh gạt điều chỉnh tạo khe hở đúng bằng chiều dày lớp bột, dòng bột được tải qua khe hở, được tráng thành màng bột mỏng đều có chiều dày lớp bột yêu cầu, ta gọi bộ phận này là cơ cấu tráng (10). Băng tải bột là băng tải hấp bằng vải chuyển động được nhờ hai tang đó là tang dẫn động và tang đuôi (9) và (15) với vận tốc yêu cầu, kéo tang chuyển động là động cơ điện thông qua hộp giảm tốc và bộ truyền xích. Lớp bột liên tục được băng tải kéo vào tủ hấp (11).
Hơi nước bảo hoà khô được đưa từ nồi hơi (26) qua đường dẫn vào van cấp hơi (14). Hơi bảo hoà có áp suất bằng với áp suất khí quyển chiếm đầy không gian hộp hấp và trao đổi nhiệt với lớp bột trên băng tải thành nước ngưng, nước ngưng được xả định kỳ bởi van (13). Bột ra khỏi khoang hấp chín tạo thành bánh đa ẩm được dao (16) tách ra. Bánh ẩm được đưa vào hệ thống sấy băng tải, thực chất của hệ thống sấy bánh đa bằng băng tải là bánh được rải đều trên băng bằng lưới thép (19) chuyển động cùng tốc độ với tốc độ bánh rơi trên băng. Bánh đa ẩm trao đổi nhiệt đối lưu với không khí nóng (20) chuyển động ngược chiều với chiều chuyển động của băng tải. Không khí được quạt đẩy qua calorifer khí – hơi (24), hơi nước bảo hoà khô theo đường (25) vào calorifer gia nhiệt cho không khí ngưng lại thành nước ngưng được thoát ra qua van (13). Bánh ra khỏi buồng sấy đạt độ khô yêu cầu.
Bánh đa khô được băng tải chuyển qua trục kéo cấp cho dao cắt (23) gồm lưỡi dao thứ nhất được gắn trên trục quay cùng chuyển động quay còn lưỡi dao thứ hai được gắn cố định trên cơ cấu giữ. Bánh đa ôm vào trục quay, dao quay mang bánh đến cự cắt dưới tác dụng của lực cắt bánh được cắt ra thành tấm với chiều dài bằng chu vi của trục mang dao cắt.
CHƯƠNG IV
THIẾT KẾ KHÂU CẤP BỘT HỒ
4.1. Sơ đồ cấu tạo của hệ thống cấp bột hồ
4.1.1. Sơ đồ nguyên lý của hệ thống cấp bột:
1- Trục cánh khuấy
2- Thùng chứa bột
3- Máng dẫn hình hộp
4- Tang dẫn động băng tải
5- Hộp định dạng sản phẩm
6- Thanh gạt
7- Băng tải (bằng vải)
8-
Van điều chỉnh lưu lượng
4.1.2. Chi tiết hộp định dạng
Vật liệu: Mica
Chiều rộng của hộp: b = 400mm
Chiều dài của hộp: a = 200mm
Chiều cao của hộp: h = 60mm
Độ cao của thanh gạt: m = 30mm
Chiều dày thành hộp: d = 5mm
Độ điều chỉnh: S = 5mm
Độ rộng rảnh trượt: n = 5,2mm
4.2. Thiết kế thùng chứa máng dẫn :
Do yêu cầu rất đặc biệt của dòng bột khi ra khỏi hệ thống cấp bột là phải liên tục thành màng bột mỏng cấp lên băng hấp nên ta chọn hộp định dạng như trên và việc dẫn bột bằng máng dẫn có kích thước x.y (x - chiều cao, y - chiều rộng )
Chọn tiết diện máng dẫn: x = 10 mm
y = 200 mm
Tiết diện ngang của dòng bột yêu cầu chảy trong máng
fm = x.y = 200.10 = 2000 mm2
Xác định các thông số của dòng bột chảy trong máng
+ Vận tốc: wb = 0,18m/s (Vận tốc của dòng bột nằm trên băng tải trong 1 giây)
+ Lưu lượng của dòng bột qua tiết diện xét trong mỗi giây
Gd = r.wb.fm, [kg/s]
Trong đó:
r- Khối lượng riêng của bột lỏng,[kg/m3]
Bột lỏng có thành phần ẩm wbột = 80% tương ứng r = 990kg/m3
wb- Vận tốc của dòng bột chảy trong máng,[m/s]
fm- Tiết diện ngang của máng dẫn,[m2]
=> Gd = 990.0,18.0,002 = 0,356kg/s
Xác định đường kính tương đương của máng dẫn theo công thức :
dtđ =
=> dtđ =
Xác định chế độ chảy của dòng bột, tj trong máng
CHƯƠNG IX
LẮP RÁP, VẬN HÀNH BẢO DƯỠNG MÁY SẢN XUẤT BÁNH ĐA
9.1. Lắp ráp các bộ phận của máy sản xuất bánh đa:
Quá trình lắp ráp máy sản xuất bánh đa liên tục là nhằm kết hợp các cụm máy một cách hợp lý để tạo không gian cho toàn máy quá trình lắp ráp được thực hiện tuần tự qua các bước sau:
Tạo khung máy bằng cách hàn các thanh thép hình theo kích thước tạo nên thân máy để ta lắp ráp các bộ phận và các cụm chi tiết lên khung đỡ.
Tiến hành lắp các ổ đỡ vào con lăn rồi sau đó lắp vào những vị trí cần lắp ráp chúng, các con lăn và ổ đỡ được lắp trên các giá đỡ, yêu cầu độ chính xác khi lắp cụm này cao.
Lắp thùng cấp bột lên đúng cao độ thiết kế và giá lắp thẳng tâm máy, do yêu cầu của bột cấp lên băng hấp, nên đòi hỏi bộ phận cấp bột và đặc biệt là máng bột và hộp định dạng, sản phẩm tạo ra đồng đều về kích thước hay không, chất lượng bánh mà đặc biệt yêu cầu bánh không bị thiếu không bị rách, thủng phần lớn phụ thuộc vào cơ cấu này.
Đối với bộ phận hấp, ta tiến hành lắp hộp hấp lên đúng vị trí trên giá đỡ.
Đối với bộ phận sấy ta tiến hành lắp các tang của băng tải vào các ổ đỡ trên khung đỡ sau đó tiến hành lắp các hộp gió nóng, tiến hành lắp calorifer và quạt gió.
Lắp nối các đường ống cấp hơi từ nồi hơi cho tủ hấp và calorifer, lắp các đường ống thoát nước ngưng với đường nước cấp cho nồi hơi.
Đối với băng tải ta tiến hành lắp các tấm băng sau khi lắp hết toàn bộ con lăn của băng tải ta tiến hành căng băng với một lực căng thích hợp để cho tấm băng không bị trượt trên các tang dẫn động.
Tang dẫn động và tang đuôi, các con lăn ... của các băng tải cần phải lắp sao cho các đường tâm đi qua trục của nó phải song song với nhau để khi hoạt động không bị lệch tâm.
Lắp ráp các bộ phận cơ cấu truyền động cho các bộ phận lên khung đỡ, đây là một bộ phận rất quan trọng do đặc điểm của sản phẩm cho nên tất cả các cơ cấu truyền tải ở đây chỉ là băng tải, băng tải của bộ phận sấy và bộ phận hấp phải hoạt động cùng tốc độ.
Như yêu cầu của thiết kế là bộ phận hấp và bộ phận sấy dùng chung một bộ truyền động có hộp giảm tốc, một động cơ điện và bộ truyền xích, nên khi lắp bộ truyền động này yêu cầu độ chính xác cao, lắp các bộ truyền xích của các cụm máy cần phải điều chỉnh lực căng vừa phải để cơ cấu hoạt động được êm.
Lắp dao cắt lên trục quay và lắp dao cố định lên giá cố định, lắp các lưỡi dao cắt dọc tì lên trục kéo và động cơ dẫn động dao, bộ truyền động cho dao cắt.
9.2. Các bước vận hành máy:
Để đảm bảo cho máy vận hành liên tục, an toàn và ổn định. Tăng tuổi bền cho các bộ phận máy và tăng tuổi thọ của máy ta cần tuân theo các bước vận hành sau:
- Làm vệ sinh các bề mặt làm việc quan trọng của máy, đặc biệt là bề mặt băng tải hấp và bề mặt băng tải sấy, để chống bánh ẩm bám dính vào bề mặt chuyển tải gây rách, thủng làm hỏng sản phẩm.
- Kiểm tra các bộ phận, chi tiết của máy trước khi khởi động, kiểm tra xem thử các cơ cấu, chi tiết như động cơ điện, bơm, quạt, băng tải xem có bị vướng kẹt hay không. Kiểm tra điều chỉnh khe hở hộp định dạng, điều chỉnh lực căng của các tấm băng và điều chỉnh sự tiếp xúc của các lưỡi dao cắt. Kiểm tra các đường ống dẫn hơi các van chặn các van điều khiển cấp hơi và cấp bột, các thiết bị bảo vệ điện.
- Để khởi động cho máy hoạt động ta tiến hành khởi động nồi hơi trước nghĩa là phải đốt lò để sản xuất hơi bảo hoà khô và phải giữ ổn định các thông số của hơi theo thông số thiết kế, đảm bảo hơi trước khi cấp cho bánh đa để hấp và cấp cho calorifer để gia nhiệt cho không khí phải có nhiệt độ và áp suất yêu cầu. Sau đó mở van cấp hơi cho hơi vào tủ hấp và kiểm tra nhiệt độ của hơi trong tủ hấp xem có đạt yêu cầu chưa.
- Đóng điện cho các động cơ truyền động băng tải hấp, băng tải sấy và bộ phận cắt, đóng điện khởi động quạt gió cấp gió cho buồng sấy cho chúng hoạt động không tải và kiểm tra, sau đó mở van hơi cấp vào calorifer, đóng điện khởi động cho động cơ khuấy bột ở bộ phận cấp bột.
- Khi mà các bộ phận của máy đã hoạt động ổn định, bộ phận hấp, sấy, cắt sẵn sàng hoạt động ta tiến hành mở van cấp bột và điều chỉnh lưu lượng dòng bột qua máng dẫn cấp lên bề mặt băng tải hấp, dòng bột được định dạng và được điều chỉnh trực tiếp bởi thanh gạt, khi dòng bột trên băng có độ mỏng đạt thì ta ngừng điều chỉnh, tiến hành theo dõi và kiểm tra sấy cho đến khi bánh được sấy khô qua dao cắt và bánh được cắt thành hình có kích thước khi đó ta kết thúc phần khởi động.
- Theo dõi máy làm việc bình thường, trông coi và ổn định thông số hơi cấp, theo dõi và kiểm tra và để đề phòng sự cố.
- Sản phẩm tạo ra được kiểm tra, định lượng sắp xếp và đóng thành bao, nhập kho.
- Trước khi ngừng máy, kiểm tra dùng hết bột và ngừng bộ phận cấp bột hồ để máy đẩy hết sản phẩm ra cuối máy cắt. Tiến hành ngừng các bộ phận truyền động, sau đó ngừng lò, sau khi ngừng lò là ngừng hoàn toàn máy.
- Sau mỗi ca làm việc ta phải làm sạch sơ bộ toàn máy. Tra dầu mỡ cơ cấu truyền động và kiểm tra máy.
- Sau 50 đến 60 giờ làm việc máy ta cần phải kiểm tra lại kỹ thuật toàn máy.
Nội dung kiểm tra bao gồm như sau:
+ Kiểm tra khe hở giữa các vòng bi, điều chỉnh hoặc thay mới.
+ Kiểm tra sức căng của xích và điều chỉnh cho phù hợp.
+ Kiểm tra độ song song yêu cầu của các tang.
+ Kiểm tra sức căng của băng tải và tiến hành điều chỉnh khi cần thiết.
+ Kiểm tra và vệ sinh nồi hơi (kính thuỷ và các thiết bị đo).
+ Kiểm tra độ mòn của dao.
9.3. Bảo dưỡng và thay thế:
Bảo dưỡng và thay thế là việc làm không thể thiếu được đối với các thiết bị, máy móc trong quá trình hoạt động. Chính vì thế mà người thiết kế luôn luôn phải chú ý đến nhiệm vụ bảo dưỡng các chi tiết máy quan trọng.
Việc bảo dưỡng cần phải thường xuyên, việc thay thế cần phải đảm bảo yêu cầu kỹ thuật của các chi tiết được thay.
Việc bảo dưỡng cần phải đáp ứng kịp thời để tạo điều kiện giảm thời gian dừng máy để sửa chữa.
Đối với máy sản xuất bánh đa ta chú ý các bộ phận sau:
+ Bộ truyền xích.
+ Các gối đỡ và ổ đỡ.
Bôi trơn bộ truyền xích và ổ lăn:
Để cho bộ truyền xích làm việc bình thường thì ta cần phải bôi trơn các bản lề xích, răng và con lăn. Do xích làm việc với vận tốc không cao nên ta chọn dầu có độ nhớt cao xích làm việc 50 giờ đến 60 giờ thì bôi một lần.
Bôi trơn ổ lăn rất cần thiết để ngăn rỉ, giảm ma sát trong ổ, ngoài ra bôi trơn ổ còn có tác dụng làm nguội bề mặt cục bộ của ổ và giảm tiếng ồn.
TÀI LIỆU THAM KHẢO
[1] PTS. Trần Xoa - PGS.PTS. Nguyễn Trọng Khuông, Sổ tay quá trình và thiết bị công nghệ hoá chất tập 1, NXB Khoa học và kỹ thuật, Hà Nội1992.
[2] GS.TS. Nguyễn Bin - PGS.PTS. Nguyễn Trọng Khuông, Sổ tay quá trình và thiết bị công nghệ hoá chất tập 2, NXB Khoa học và kỹ thuật, Hà Nội1999.
[3] Trương Duy Nghĩa - Nguyễn Sĩ Mão, Thiết bị lò hơi tập 1, NXB Khoa học và kỹ thuật, Hà Nội1974.
[4] Trương Duy Nghĩa - Nguyễn Sĩ Mão, Thiết bị lò hơi tập 2, NXB Khoa học và kỹ thuật, Hà Nội1985.
[5] PGS.TSKH. Trần Văn Phú, Tính toán và thiết kế hệ thống sấy, NXB Giáo dục, Hà Nội 2002.
[6] GS.TS. Đặng Quốc Phú – Trần Thế Sơn - PGS.TS. Trần Văn Phú, Truyền nhiệt, NXB Giáo dục, Hà Nội 1999.
[7] PGS. PTS. Bùi Hải – PTS. Dương Đức Hồng – Hà Mạnh Thư, Thiết bị trao đổi nhiệt, ĐHBK Hà Nội 1996.
[8] Hoàng Văn Chước, Kỹ thuật sấy, NXB Khoa học và kỹ thuật, Hà Nội1997.
[9] Phạm Lê Dần – Bùi Hải, Nhiệt động kỹ thuật, NXB Khoa học và kỹ thuật, Hà Nội1997.
[10] Trần Văn Phú – Lê Nguyên Đương, Kỹ thuật sấy nông sản, NXB Khoa học và kỹ thuật, Hà Nội1993.
[11] Nguyễn Đức Lợi – Vũ Diễm Hương - Nguyễn Khắc Xương, Vật liệu kỹ thuật nhiệt và kỹ thuật lạnh, NXB Giáo dục, Hà Nội 1995.
[12] PTS. Trần Thanh Kỳ, Thiết kế lò hơi, ĐHBK TP. Hồ Chí Minh 1990.
[13] PGS. PTS. Phạm Lê Dần - PGS.TS. Đặng Quốc Phú, Bài tập cơ sở kỹ thuật nhiệt, NXB Giáo dục, Hà Nội 1995.
[14] Nguyễn Trọng Hiệp - Nguyễn Văn Lẫm, Thiết kế chi tiết máy, NXB Giáo dục, Hà Nội 1999.





