Tuyển tập các câu hỏi và hướng dẫn trả lời ĐỀ THI KẾT THÚC HỌC PHẦN CÔNG NGHỆ CHẾ TẠO MÁY & ĐỒ GÁ TRƯỜNG CAO ĐẲNG KỸ THUẬT CAO THẮNG
NỘI DUNG ĐỒ ÁN
TRƯỜNG CĐKT CAO THẮNG ĐỀ THI KẾT THÚC HỌC PHẦN
KHOA CƠ KHÍ CÔNG NGHỆ CHẾ TẠO MÁY & ĐỒ GÁ
LỚP: CAO ĐẲNG NGHỀ SỬA CHỮA CƠ KHÍ 08
Thời gian: 90 phút
(Sinh viên không được dùng tài liệu. Sinh viên nộp lại đề)
ĐỀ I
Câu 1: (2đ). Kẹp chặt chi tiết khi gia công có công dụng gì? Các yêu cầu khi kẹp chặt là gì?
Câu 2: (3đ). Lượng dư gia công là gì? Khi lượng dư gia công quá lớn hoặc quá bé sẽ dẫn đến những vấn đề gì?
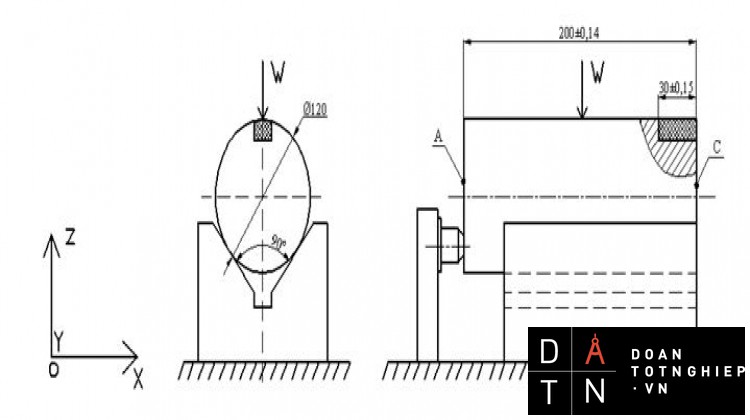
Câu 3: (3đ). Chi tiết được gá đặt như hình vẽ sau để gia công rãnh. Hệ tọa độ được gắn cho hình chiếu đứng. Hãy cho biết:
- Chi tiết bị khống chế các bậc tự do nào? (Chỉ rõ từng bề mặt bị khống chế các bậc tự do nào?)
b. Kích thước gia công 300,15 có đạt yêu cầu không? Tại sao? Biết sai số do điều chỉnh máy là g = 0,1.
Câu 4: (2đ). Để gia công lỗ Ø20±0,05 đạt yêu cầu như hình vẽ. Hãy:
- Chọn phương án định vị và vị trí đặt lực kẹp để gia công.
- Vẽ ký hiệu định vị và kẹp chặt trực tiếp vào hình vẽ.
Cho biết các bề mặt A, B, C, D không gia công, các bề mặt khác đã được gia công.
Ngày 15 tháng 06 năm 2010
Khoa cơ khí Người ra đề
Trần Duy Cường
TRƯỜNG CĐKT CAO THẮNG
ĐÁP ÁN ĐỀ THI KẾT THÚC HỌC PHẦN
KHOA CƠ KHÍ CÔNG NGHỆ CHẾ TẠO MÁY & ĐỒ GÁ
LỚP: CAO ĐẲNG NGHỀ SỬA CHỮA CƠ KHÍ 08
ĐỀ I
Câu 1: (2đ)
- Kẹp chặt chi tiết khi gia công có công dụng giữ cho chi tiết gia công không bị xê dịch (0,5đ)
khỏi vị trí định vị.
- Các yêu cầu khi kẹp chặt: (1,5đ)
+ Khi kẹp chặt không được làm thay đổi vị trí đã định vị của chi tiết gia công.
+ Lực kẹp phải nhỏ nhất. Chỉ cần đủ để giữ cho chi tiết gia công không bị thay đổi vị trí trong quá trình gia công.
+ Khi kẹp, độ biến dạng của chi tiết gia công không vượt quá phạm vi cho phép của điều kiện kỹ thuật.
+ Cấu tạo cơ cấu kẹp chặt phải đơn giản, thao tác nhanh, an toàn.
Câu 2: (3đ)
- Lượng dư gia công là lớp kim loại được hớt đi trong quá trình gia công. (0,5đ)
- Nếu lượng dư gia công quá lớn sẽ dẫn đến: (1,5đ)
+Tốn vật liệu, làm cho hệ số sử dụng vật liệu giảm xuống.
+ Tăng khối lượng lao động để gia công chi tiết.
+ Tốn năng lượng điện.
+ Hao mòn dụng cụ cắt.
+ Máy mòn nhanh.
+ Vận chuyển nặng.
- Nếu lượng dư gia công quá nhỏ sẽ dẫn đến: (1đ)
+ Lượng dư không đủ để hớt đi sai lệch của phôi.
+ Hiện tượng trượt giữa dao và chi tiết, dao bị mòn nhanh, bề mặt gia công không bóng.
+ Tăng phế phẩm dẫn đến tăng giá thành sản phẩm.
Câu 3: (3đ)
- Mặt A khống chế bậc tự do tịnh tiến theo Oy. (0,5đ)
Mặt trụ khống chế bậc tự do tịnh tiến theo Ox, Oz và xoay quanh Ox, Oz. (0,5đ)
- Sai số của kích thước 300,15 phụ thuộc vào dung sai của kích thước 200 0.14. Vì vậy sai số chuẩn của kích thước 300,15 là . (1đ)
Ta có sai số chuẩn cho phép: (0,5đ)
Vậy > , do đó kích thước gia công 300,15 không đạt yêu cầu. (0,5đ)
Câu 4: (2đ)
a. Giải thích vì sao chọn phương án định vị, vị trí đặt lực kẹp và phương án đó chấp nhận được. (1đ)
Dưới đây là một phương án:
- Lực kẹp chặt nên cùng chiều với lực cắt. Do đó chọn lực kẹp hướng từ trên xuống và chọn mặt G làm mặt định vị chính (khống chế 3 bậc tự do), vị trí đặt lực kẹp là trên mặt E để đảm bảo chi tiết không bị cong vênh.
- Vì các kích thước xác định tâm lỗ có gốc ở mặt F và H. Vì vậy chọn mặt F và H làm chuẩn định vị để tránh sai số chuẩn. Chọn mặt F khống chế 2 bậc tự do, mặt H khống chế 1 bậc tự do vì diện tích mặt F lớn hơn.
- Để tăng độ cứng vững của chi tiết khi gia công ta định vị phụ ở mặt B.
b. Hình vẽ (1đ)
Ngày 17 tháng 06 năm 2010
Khoa cơ khí Người ra đáp án
Trần Duy Cường
TRƯỜNG CĐKT CAO THẮNG ĐỀ THI KẾT THÚC HỌC PHẦN
KHOA CƠ KHÍ CÔNG NGHỆ CHẾ TẠO MÁY & ĐỒ GÁ
LỚP: CAO ĐẲNG NGHỀ SỬA CHỮA CƠ KHÍ 08
Thời gian: 90 phút
(Sinh viên không được dùng tài liệu)
ĐỀ II
Câu 1: (3đ). Trình bày các nguyên tắc chọn chuẩn thô, chuẩn tinh.
Câu 2: (3đ). Trình bày các phương pháp đạt độ chính xác gia công và ưu, nhược điểm từng phương pháp.
Câu 3: (1đ). Cho chi tiết được gá đặt như hình vẽ sau. Hệ tọa độ được gắn cho hình chiếu đứng. Hãy cho biết chi tiết bị khống chế các bậc tự do nào? (Chỉ rõ từng bề mặt bị khống chế các bậc tự do nào?)
Câu 4: (3đ). Cho chi tiết hình trụ được gá đặt như hình vẽ sau. Hãy cho biết chi tiết sau khi gia công có đạt yêu cầu không? Biết sai số do điều chỉnh máy là g = 0,1.
Ngày 20 tháng 06 năm 2010
Khoa cơ khí Người ra đề
Trần Duy Cường
TRƯỜNG CĐKT CAO THẮNG ĐÁP ÁN ĐỀ THI KẾT THÚC HỌC PHẦN
KHOA CƠ KHÍ CAO ĐẲNG NGHỀ SỮA CHỮA CƠ KHÍ
KHÓA 2008
MÔN: CÔNG NGHỆ CHẾ TẠO MÁY & ĐỒ GÁ
Đề II
Câu 1: (3đ).
- Nguyên tắc chọn chuẩn thô: (1,5đ)
+ Nếu chi tiết gia công có 1 bề mặt không cần gia công thì nên lấy bề mặt đó làm chuẩn thô.
+ Nếu có một số bề mặt không gia công thì nên chọn bề mặt không gia công nào có yêu cầu chính xác về vị trí tương quan cao nhất đối với các bề mặt gia công làm chuẩn thô.
+ Nếu tất cả các bề mặt của chi tiết đều phải gia công thì chọn 1 bề mặt nào đó có lượng dư yêu cầu đều và nhỏ nhất để làm chuẩn thô.
+ Bề mặt chọn làm chuẩn thô nên tương đối bằng phẳng, không có mép rèn dập, đậu rót, đậu ngót hoặc quá gồ ghề.
+ Chuẩn thô nên dùng một lần trong cả quá trình gia công.
- Nguyên tắc chọn chuẩn tinh: (1,5đ)
+ Chọn chuẩn tinh là chuẩn tinh chính vì nó sẽ làm cho chi tiết gia công lúc gia công có vị trí tương tự như lúc làm việc.
+ Chọn chuẩn định vị trùng với gốc kích thước để sai số chuẩn bằng 0.
+ Chọn chuẩn sao cho khi gia công, chi tiết không bị biến dạng nhiều do lực cắt, lực kẹp.
+ Chọn chuẩn sao cho kết cấu đồ gá đơn giản và sử sụng tiện lợi.
+ Chọn chuẩn tinh là chuẩn tinh thống nhất. Nghĩa là chuẩn này được dùng trong nhiều lần gá của cả quá trình công nghệ.
Câu 2: (3đ).
- Phương pháp cắt thử : (0,5đ)
Bản chất phương pháp này là sau khi gá chi tiết lên trên máy, người công nhân đưa dao vào và cắt đi một lớp phoi trên một phần rất ngắn của mặt cần gia công, sau đó dừng máy và kiểm tra kích thước nhận được. Nếu kích thước chưa đạt yêu cầu thì lại điều chỉnh dao ăn sâu thêm nữa, rồi lại cắt thử một phần nhỏ của mặt cần gia công và kiểm tra. Quá trình đó được lặp lại cho đến khi đạt kích thước yêu cầu thì mới tiến hành cắt toàn bộ chiều dài gia công.
- Ưu điểm: (0,5đ)
+ Treân maùy khoâng chính xaùc vaãn coù theå ñaït ñoä chính xaùc gia coâng cao nhôø vaøo tay ngheà coâng nhaân.
+ Loaïi tröø ñöôïc aûnh höôûng cuûa moøn dao.
+ Ñoà gaù ñôn giaûn.
- Nhược điểm: (0,5đ)
+ Độ chính xác gia công bị hạn chế bởi bề dày lớp phoi bé nhất có thể cắt được.
+ Đòi hỏi trình độ tay nghề công nhân cao.
+ Năng suất thấp.
+ Giá thành cao.
- Phöông phaùp töï ñoäng ñaït kích thöôùc: (0,5đ)
Bản chất của phương pháp này là trước khi gia công, dụng cụ cắt đã được điều chỉnh sẵn để có vị trí tương quan cố định so với chi tiết gia công. Vị trí của chi tiết gia công được đảm bảo nhờ cơ cấu định vị của đồ gá. Còn đồ gá cũng có vị trí xác định trên máy nhờ cơ cấu định vị riêng.
- Ưu điểm: (0,5đ)
+ Đảm bảo độ chính xác gia công, giảm phế phẩm.
+ Năng suất cao, giá thành hạ.
- Nhược điểm: (0,5đ)
+ Không loại trừ được ảnh hưởng của mòn dao đến độ chính xác gia công.
+ Chi phí thiết kế, chế tạo đồ gá cao.
+ Yêu cầu phôi chính xác cao.
Câu 3: (1đ).
a. Mặt A khống chế những bậc tự do: (0,5đ)
+ Tịnh tiến theo Oz
+ Xoay quanh Oy, Ox
b. Mặt B khống chế những bậc tự do: (0,5đ)
+ Tịnh tiến theo Ox
+ Xoay quanh Oz
Câu 4: (3đ).
Hình vẽ (0,5đ)
Ta có chuỗi kích thước:
x1 –x3 + x4 = 0 (0,5đ)
x4 = x3 –x1
Vì x1 = const nên: (0,5đ)
Với = 0,4, ta có : = 0,4 mm. (0,5đ)
Sai số chuẩn cho phép: = = 0,2 - 0,1 = 0,1 (0,5đ)
Vậy > , do đó kích thước gia công 100,1 không đạt yêu cầu. (0,5đ)
Ngày 17 tháng 06 năm 2010
Khoa cơ khí Người ra đáp án
Trần Duy Cường