ĐỒ ÁN THIẾT KẾ KHUÔN ÉP NHỰA CHI TIẾT GIỮ BÔNG LAU NHÀ

NỘI DUNG ĐỒ ÁN
ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ KHUÔN ÉP NHỰA CHI TIẾT GIỮ BÔNG LAU NHÀ
MỤC LỤC
Chương 1. 7
TỔNG QUAN NGÀNH NHỰA.. 7
1.1 Cơ cấu sản phẩm ngành nhựa thế giới và Việt Nam.. 7
1.2 Các loại nhựa thông dụng. 12
1.2.1 Phân loại nhựa. 12
1.2.2 Các loại nhựa thông dụng. 13
1.2.3 Cách phân biệt các loại nhựa phổ thông. 17
Chương 2. 19
PHÂN TÍCH SẢN PHẨM... 19
2.1 Công dụng chi tiết Giữ Bông Lau Nhà.19
2.1.1 Đặc điểm hình dạng, kết cấu chi tiết Giữ Bông Lau Nhà.19
2.1.2 Yêu cầu kỹ thuật của chi tiết Giữ Bông Lau Nhà.20
2.1.3 Vật liệu chi tiết Giữ Bông Lau Nhà.20
Chương 3. 22
TÌM HIỂU VỀ KHUÔN VÀ MÁY.. 22
3.1 Công nghệ sản xuất sản phẩm nhựa. 22
3.1.1 Công nghệ ép phun. 22
3.1.2 Công nghệ thổi nhựa. 25
3.1.3 Công nghệ đúc khuôn quay. 26
3.1.4 Công nghệ đúc nén. 27
3.1.5 Công nghệ đúc chuyển. 28
3.1.6 Công nghệ tạo hình bằng nhiệt29
3.2 Máy ép phun. 30
3.2.1 Phân loại máy. 30
3.2.2 Cấu tạo máy ép phun. 31
3.2.3 Khuôn ép phun.36
Chương 4. 40
TÍNH TOÁN KẾT CẤU KHUÔN.. 40
4.1 Chọn mặt phân khuôn. 40
4.2 Thiết kế miệng phun. 41
4.3 Tính số lượng lòng khuôn. 43
4.3.1 Số lượng lòng khuôn. 43
4.3.2 Cách bố trí lòng khuôn. 44
4.4 Thiết kế kênh dẫn nhựa. 46
4.5 Thiết kế kênh làm nguội48
4.5.1 Các phương pháp làm nguội :48
4.5.2 Thiết kế hệ thống làm nguội :49
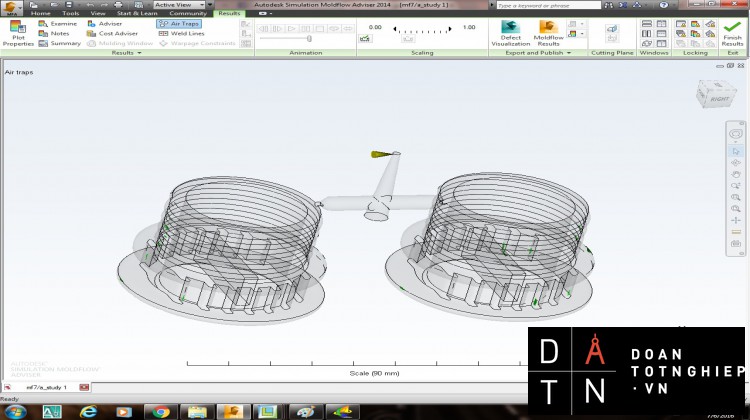
4.6 Thiết kế hệ thống thoát khí50
4.6.1 Thoát khí qua rãnh thoát khí trên mặt phân khuôn:50
4.6.2 Thoát khí qua hệ thống đẩy:50
4.6.3 .Thoát khí qua hệ thống hút chân không.50
4.6.4 Thoát khí qua hệ thống làm mát.51
4.6.5 Thoát khí trên kênh dẫn runner.51
4.7 Thiết kế cơ cấu tạo hình mặt bên. 51
4.8 Thiết kế các chi tiết điển hình. 52
4.8.1 Bạc cuống phun. 52
4.8.2 Vòng định vị53
4.8.3 Trục dẫn hướng. 54
4.8.4 Bạc dẫn hướng. 56
4.8.5 Gối đỡ. 56
4.8.6 Ty đẩy. 57
4.8.7 Ty hồi58
4.8.8 Tấm kẹp trên. 59
4.8.9 Tấm kẹp dưới60
4.8.10 Tấm đẩy. 61
4.8.11 Tấm giữ. 62
4.8.12 Tấm đỡ. 63
4.8.13 Tấm khuôn đực. 64
4.8.14 Tấm khuôn cái65
4.8.15 Cơ cấu cam ngón. 65
4.9 Phác họa sơ bộ khuôn phun ép giữ bông lau nhà. 65
Chương 5. 70
QUI TRÌNH GIA CÔNG LÒNG KHUÔN.. 70
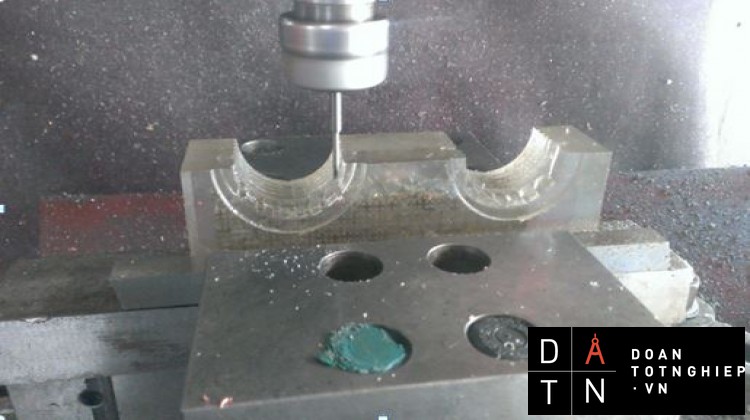
5.1 Biện luận quy trình công nghệ gia công lòng khuôn đực. 70
5.2 Biện luận quy trình công nghệ gia công chi tiết tạo hình mặt bên. 73
Chương 6. 77
LẬP TRÌNH GIA CÔNG VỚI CREO 2.0. 77
6.1 Giới thiệu về Creo 2.0. 77
6.2 Ứng dụng thiết kế chi tiết Giữ bông lau nhà. 78
- Thiết kế vật thể. 78
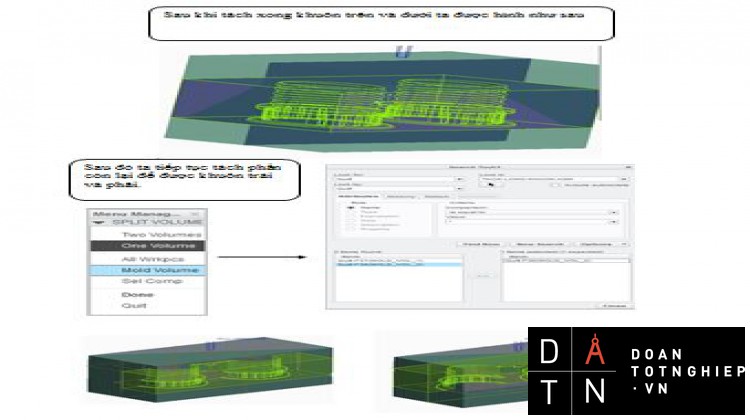
- Tách lòng khuôn. 81
6.3 Lập trình gia công lòng đực. 90
Chương 7. 96
HƯỚNG DẪN LĂP ĐẶT, SỬ DỤNG VÀ BẢO QUẢN KHUÔN.. 96
7.1 Hướng dẫn lắp đặt96
7.2 Bảo quản. 98
TÀI LIỆU THAM KHẢO.. 99
Chương 1
TỔNG QUAN NGÀNH NHỰA
1.1 Cơ cấu sản phẩm ngành nhựa thế giới và Việt Nam
Hình 1.3 Các lĩnh vực ứng dụng của dầu mỏ
Các sản phẩm từ nhựa hiện nay đang được tiêu thụ rộng rãi trong nhiều lĩnh vực bởi tính
nhẹ, bền, dẻo dai và chi phí thấp. Chính vì những ưu điểm đó đã tạo cho các sản phẩm này lợi thế mà ít các sản phẩm hay chất liệu khác có thể dùng để thay thế được. Ngành nhựa Việt Nam hiện đang đầu tư và phát triển một cơ cấu sản phẩm đa dạng và được chia làm 4 nhóm ngành chính gồm nhựa bao bì – lĩnh vực ứng dụng quan trọng nhất của các sản phẩm nhựa Việt Nam– chiếm 39% giá trị toàn ngành trong năm 2009, nhựa dùng trong vật liệu xây dựng và nhựa gia dụng đều chiếm 21% giá trị ngành, nhựa kỹ thuật cao có tỷ trọng thấp nhất và chiếm 19% giá trị ngành.
Hình 1.4. Cơ cấu sản phẩm nhựa giai đoạn 1995 – 2010
Hình 1.5. Cơ cấu doanh nghiệp ngành nhựa năm 2015
Sản lượng nhựa sản xuất/ tiêu thụ trên thế giới – Nguồn Plastics Europe
Hình 1.6. Sản lượng nhựa thế giới
Sản lượng nhựa sản xuất/ tiêu thụ trên thế giới – Nguồn Plastics Europe
Hình 1.7. Phân loại hạt nhựa theo nhu cầu - Nguồn Plastics Europe
Hình 1.8. Cơ cấu sản phẩm nhựa thế giới
Hình 1.9. Phân nghành nhựa thế giới theo sản phẩm - Nguồn Plastics Europe
Tính đến nay cả nước có khoảng 2,000 doanh nghiệp ngành nhựa, trong đó ngành nhựa bao bì có 702 doanh nghiệp (chiếm 35%); nhựa gia dụng có 794 doanh nghiệp (chiếm 40%); trong khi nhựa kỹ thuật cao chỉ có 272 doanh nghiệp (chiếm 14%). Căn cứ báo cáo của Hiệp hội Nhựa Việt Nam, cơ cấu sản phẩm nhựa qua các năm dịch chuyển theo hướng nâng cao dần tỷ trọng các sản phẩm nhựa bao bì và nhựa kỹ thuật. Theo ước tính, năm 2010 cơ cấu sản phẩm bao bì và sản phẩm nhựa kỹ thuật đều chiếm khoảng 30% tổng giá trị toàn ngành.
Hình 1.10. Tổng giá trị và sản lượng nhựa giai đoạn 2006 – 2010
Các thiết bị và các loại máy sản xuất nhựa được nhập khẩu chủ yếu từ một số nước châu Á bao gồm Đài Loan, Trung Quốc, Hàn Quốc, và Nhật Bản. Ngoài ra, Việt Nam còn nhập khẩu một số lượng các thiết bị sản xuất nhựa và máy móc từ Đức và Ý.
Hình 1.11. Các nước cung cấp máy móc chính cho ngành nhựa
1.2 Các loại nhựa thông dụng
1.2.1 Phân loại nhựa
- Phân loại theo phản ứng của polymer với nhiệt độ
Nhựa nhiệt dẻo: Là loại nhựa khi nung nóng đến nhiệt độ chảy mềm thì nó chảy mềm ra và khi hạ nhiệt độ thì nó đóng rắn lại. Thường tổng hợp bằng phương pháp trùng hợp, thông thường thì sẽ có thêm chất xúc tác, áp xuất, nhiệt độ để tăng tốc độ của phản ứng. Các mạch đại phân tử của nhựa nhiệt dẻo liên kết bằng các liên kết yếu (liên kết hydro, vanderwall). Tính chất cơ học không cao khi so sánh với nhựa nhiệt rắn. Nhựa nhiệt dẻo có khả năng tái sinh được nhiều lần, ví dụ như: polyetylen(PE), polypropylen (PP), polystyren (PS), poly metylmetacrylat (PMMA), poly butadien (PB), poly etylen tere phtalat (PET),…
Nhựa nhiệt rắn: là hợp chất cao phân tử có khả năng chuyển sang trạng thái không gian 3 chiều dưới tác dụng của nhiệt độ hoặc phản ứng hóa học và sau đó không nóng chảy hay hòa tan trở lại được nữa, không có khả năng tái sinh. Một số loại nhựa nhiệt rắn: ure focmadehyt (UF), nhựa epoxy,phenol focmadehyt (PF), nhựa melamin, poly este không no…
Vật liệu đàn hồi (elastome): là loại nhựa có tính đàn hồi như cao su.
- Phân loại theo ứng dụng
Nhựa thông dụng: là loại nhựa được sử dụng sốlượng lớn, giá rẻ, dùng nhiều trong những vật dụng thường ngày, như: PP, PE, PS, PVC, PET,ABS,…
Nhựa kỹ thuật: Là loại nhựa có tính chất cơ lý trội hơn so với các loại nhựa thông dụng, thường dùng trong các mặt hàng công nghiệp, như: PC, PA,……
Nhựa chuyên dụng: Là các loại nhựa tổng hợp chỉ sử dụng riêng biệt cho từng trường hợp.
1.2.2 Các loại nhựa thông dụng
Bảng 1.1. Các loại nhựa thông dụng
|
LOẠI NHỰA |
TÊN NHỰA |
ĐẶC ĐIỂM |
ỨNG DỤNG |
|
|
ABS (Acrylonitrin butadien styren) |
(C8H 8· C 4H 6·C 3H 3N)n Ống ABS có màu đen |
-Làm các sản phẩm nhẹ, cứng, dễ uốn như ống, dụng cụ âm nhạcđầu gậy đánh golf các bộ phận tự động, vỏ bánh răng, lớp bảo vệ đầu hộp số, đồ chơi. -Hạt nhựa ABS có đường kính nhỏ hơn 1 micromét được dùng làm thuốc nhuộm màu trong một số loại mực xăm.
|
|
Nhựa nhiệt dẽo |
Polyetylen
|
-Sử dụng rất phổ biến trên thế giới -Gồm nhiều nhóm etylen CH2-CH2 liên kết với nhau bằng các liên kết hydro no Polyetylen Polyetylen màu trắng, hơi trong, không dẫn điện và không dẫn nhiệt, không cho nước và khí thấm qua. - Trong suốt, hơi có ánh mờ, có bề mặt bóng láng, mềm dẻo. - Chống thấm nước và hơi nước tốt. - Chống thấm khí O2, CO2, N2 và dầu mỡ đều kém. - Chịu được nhiệt độ cao (dưới 230o C) trong thời gian ngắn. - Bị căng phồng và hư hỏng khi tiếp xúc với tinh dầu thơm hoặc các chất tẩy như Alcool, Acêton, H2O2… - Có thể cho khí, hương thẩm thấu xuyên qua.
|
- Làm túi xách các loại, thùng (can) có thể tích từ 1 đến 20 lít với các độ dày khác nhau. - Sản xuất nắp chai. Do nắp chai bị hấp thu mùi nên chai đựng thực phẩm đậy bằng nắp PE phài được bảo quản trong một môi trường không có chất gây mùi.
|
|
|
PP (Polypropylen)
|
- Tính bền cơ học cao (bền xé và bền kéo đứt), khá cứng vững, không mềm dẻo như PE, không bị kéo giãn dài do đó được chế tạo thành sợi. Đặc biệt khả năng bị xé rách dễ dàng khi có một vết cắt hoặc một vết thủng nhỏ. - Trong suốt, độ bóng bề mặt cao cho khả năng in ấn cao, nét in rõ. - Chịu được nhiệt độ cao hơn 100 oC. tuy nhiên nhiệt độ hàn dán mí (thân) bao bì PP - Có tính chất chống thấm O2, hơi nước, dầu mỡ và các khí khác. - Tính bền cơ học cao - Trong suốt, độ bòng bề mặt cao cho khả năng in ấn cao, nét in rõ. - Có tính chống thấm O2, hơi nước, dầu mỡ và các khí khác, Độ nóng chảy ~ 165oC, Độ - Tính chất cơ học: Bề ngoài: không màu, bán trong suốt, Tỷ trọng: chất dẻo có trong lượng nhẹ (0.90 – 0.92), Độ bền kéo, độ cứng: cao hơn PE - Tính chất điện: cách điện tần số cao tốt - Tính chất gia công ép phun tốt
|
- Dùng làm bao bì một lớp chứa đựng bảo quản thực phẩm , không yêu cầu chống oxy hóa một cách nghiêm nhặt. - Tạo thành sợi, dệt thành bao bì đựng lương thực, ngũ cốc có số lượng lớn. - PP cũng được sản xuất dạng màng phủ ngoài đối với màng nhiều lớp để tăng tính chống thắm khí, hơi nước, tạo khả năng in ấn cao, và dễ xé rách để mở bao bì (do có tạo sẵn một vết đứt) và tạo độ bóng cao cho bao bì.. - Dùng độ cứng: nắp chai nước ngọt, thân, và nắp bút mực, hộp nữ trang, két bia, hộp đựng thịt - Dùng kháng hoá chất: chai lọ thuốc y tế, màng mỏng bao bì, ống dẫn, nắp thùng chứa dung môi
|
|
|
PET
|
- Bền cơ học cao, có khả năng chịu đựng lực xé và lực va chạm, chịu đựng sự mài mòn cao, có độ cứng vững cao. - Trơ với môi trường thực phẩm. - Trong suốt. - Chống thấm khí O2, và CO2 tốt hơn các loại nhựa khác. - Khi đươc gia nhiệt đến 200oC hoặc làm lạnh ở – 90oC,cấu trúc hóa học của mạch PET vẫn được giữ nguyên, tính chống thấm khí hơi vẫn không thay đổi khi nhiệt độ khoảng 100oC
|
Do tính chống thấm rất cao nên PET được dùng làm chai, bình đựng nước tinh khiết, nước giải khát có gas….
|
|
|
PVC (Polyvinylcloryde)
|
- Tỉ trọng : 1,4g/cm2 cao hơn PE và PP - Chống thấm hơi, nước kém hơn các loại PE, PP. - Có tính dòn,không mềm dẻo như PE hoặc PP. để chế tạo PVC mềm dẻo dùng làm bao bì thì phải dùng thêm chất phụ gia. - Loại PVC đã đươc dẻo hóa bởi phụ gia sẽ bị biến tính cứng dòn sau một khoảng thời gian.
|
- Sử dụng làm nhãn màng co các loại chai, bình bằng nhựa hoặc màng co bao bọc các loại thực phẩm bảo quản , lưu hành trong thời gian ngắn như thịt sống, rau quả tươi…. - Ngoài ra, PVC được sử dụng để làm nhiều vật gia dụng cũng như các lọai sản phẩm thuộc các ngành khác |
|
Nhựa nhiệt rắn |
PC (Polycarbonat)
|
- Tính chống thấm khí, hơi cao hon các loại PE, PVC nhưng thấp hơn PP, PET. - Trong suốt, tính bền cơ và độ cứng vững rất cao, khả năng chống mài mòn và không bị tác động bởi các thành phần của thực phẩm. - Chịu nhiệt cao (trên 100oC ).
|
- Với khả năng chịu được nhiệt độ cao nên PC được dùng làm bình, chai, nắp chứa thực phẩm cần tiệt trùng. - Màng PC có tính chống thấm khí, hơi kém, giá thành PC cao gấp ba lần PP, PET, PP nên ít được sử dụng.
|
|
|
PA (Polyamit)
|
-Chịu mài mòn, bền, nhẹ, chịu hoá chất, chịu nhiệt, chịu nhiệt độ thấp, dễ gia công, độ trơn bong cao, không độc, dễ pha màu -Nhiệt độ trong nhà PA có tính giãn dài và tính chịu va đập cao, dải nhiệt sử dụng rộng, thông thường có thể đạt từ -40 đến -100oC. Ngoài ra có đặc tính lưu động cao. -Tính nở nhiệt và tính hút nước gây ra độ chính xác kích thước không đủ, tính chịu axit kém, độ cứng và độ đàn hồi không đạt. Sau khi gia cường, có thể trở thành 1 trong những loại nhựa kỹ thuật ưu việt.
|
-Sản xuất xe ô tô: -Công nghiệp điện, điện tử -Máy móc chính xác và thiết bị y tế: Ống truyền máu, máy hút máu, máy truyền dịch vv.. PA sợi đơn có thể làm chỉ khâu phẫu thuật, tóc giả ..; -Ngoài ra làm bàn chuyển động máy đánh chữ , e cu, bánh răng chuyển động, tấm lọc máy in băng. -Ngành nghề khác: Dùng làm thân bật lửa, gioăng ắc quy kiềm khô, kính mũ bảo hiểm xe máy, vỏ hộp máy. |
1.2.3 Cách phân biệt các loại nhựa phổ thông
Bảng 1.2. Nhiệt độ nhựa
|
TT |
Nhựa |
Tên gọi |
Nhiệt độ khuôn ( oC) |
Nhiệt độ ở cuối piston-vít (oC) |
|
1 |
PP |
Polyropylene |
10-80 |
220-235 |
|
2 |
PS |
Polystyrene |
10-75 |
200-280 |
|
3 |
ABS |
Styren co-polymers |
10-80 |
200-280 |
|
4 |
PVC |
Polyvinyle-chlorid |
20-60 |
170-200 |
|
5 |
PMMA |
Polymethyl metacrylace |
30-70 |
190-240 |
|
6 |
PA 6 |
Polyamide (nylon 6) |
50-80 |
250-280 |
|
7 |
PA 66 |
Polyamide (nylon 6,6) |
50-80 |
250-280 |
|
8 |
PPO |
Phenylene oxide |
40-80 |
300-330 |
|
9 |
PC |
Polycarbonate |
70-115 |
300-350 |
|
10 |
POM |
Poly acetatic |
60-90 |
190-210 |
|
11 |
LDPE |
Low density polyethylens |
50-70 |
160-260 |
|
12 |
HDPE |
High density polyethylens |
30-70 |
75-110 |
Chú ý: nhựa ABS dễ bị oxy hóa trong khuôn nếu gián đoạn sản xuất quá 15 phút
Bảng 1.3. Nhiệt độ phá hủy của một số loại nhựa
|
TT |
Nhựa |
Nhiệt độ phá hủy (rửa nát) (oC) |
|
1 |
ABS |
310 |
|
2 |
PA 66 |
320-330 |
|
3 |
PS |
250 |
|
4 |
PP |
80 |
|
5 |
PVC |
180-220 |
|
TT |
Nhựa |
Độ co (%) |
Mật độ (g/cm3) |
|
1 |
PS |
0.3-0.6 |
1.05 |
|
2 |
ABS |
0.4-0.7 |
1.06 |
|
3 |
LDPE |
1.5-5.0 |
0.954 |
|
4 |
HDPE |
1.5-3.0 |
0.92 |
|
5 |
PP |
1.0-2.5 |
1.15 |
|
6 |
PVC mềm |
>0.5 |
1.38 |
|
7 |
PVC cứng |
0.5 |
1.38 |
|
8 |
PMPA |
0.1-0.8 |
1.18 |
|
9 |
POM |
1.9-2.3 |
1.42 |
|
10 |
PPO |
0.5-0.7 |
1.06 |
|
11 |
PC |
0.8 |
1.2 |
|
12 |
PA 6 |
0.5-2.2 |
1.14 |
|
13 |
PA 66 |
0.5-2.5 |
1.15 |
|
14 |
PF |
1.2 |
1.4 |
|
15 |
MF |
1.2-2.0 |
1.5 |
|
16 |
MPF |
0.8-1.8 |
1.6 |
|
17 |
UP |
0.5-0.8 |
2.0-2.1 |
|
18 |
EP |
0.2 |
1.9 |
|
|
TT |
Vật liệu |
Chiều dày min (mm) |
Chiều dày trung bình (mm) |
Chiều dày max (mm) |
|
1 |
PA |
0.38 |
1.6 |
3.2 |
|
2 |
PC |
1.0 |
2.4 |
9.5 |
|
3 |
LDPE |
0.5 |
1.6 |
6.4 |
|
4 |
HDPE |
0.9 |
1.6 |
6.4 |
|
5 |
PP |
0.63 |
2.0 |
7.6 |
|
6 |
PS |
0.76 |
1.6 |
6.4 |
|
7 |
PVC |
1.0 |
2.4 |
9.5 |
2 Chương 2
PHÂN TÍCH SẢN PHẨM
2.1 Công dụng chi tiết Giữ Bông Lau Nhà.
Giữ bông lau nhà là chi tiết nhựa PP.Sản phẩm được ứng dụng trong chổi lau nhà 3600. Vật dụng giúp vệ sinh sàn nhà nhanh chóng và vô cùng tiện lợi.Một sản phẩm cần thiết trong gia đình.
2.1.1 Đặc điểm hình dạng, kết cấu chi tiết Giữ Bông Lau Nhà.
a) Phân tích sản phẩm
Sản phẩm giữ bông lau nhà có dạng hình trụ rỗng.Phần trụ dưới có ren để tạo lực giữ phần bông lau đồng thời giúp phần bông lau dính với phần trên cây lau nhà, phần trụ trên có gân để tạo ma sát giúp giữ chặt bông lau.
Bên trong có gân ngang dày 4mm giúp ta dễ dàng tháo bông lau.
Bề dày sản phẩm 2mm.Trong khi làm việc không chịu lực nhiều nên bề dày 2mm là phù hợp.
b) Góc thoát khuôn
Đối với các sản phẩm có gân, vấu lồi, rãnh sâu.. hay có bề mặt nghiên thì ta nên thiết kế góc nghiên theo hướng mở khuôn để đảm bảo sản phẩm sau khi ép nhựa sẽ tach khỏi khuôn một cách dễ dàng. Giá trị góc nghiêng phụ thuộc vào tính co rút của vật liệu – nhựa, thông thường giá trị này nằm trong khoảng 0.25o – 3o cho mỗi bên. Tuy nhiên đối với những sản phẩm có chiều cao mặt nghiêng từ 5 mm trở xuống thì ta có thể không cần tạo góc thoát khuôn vì ma sát giữa thành khuôn và sản phẩm là không lớn vì trong lúc khuôn được làm nguội đã được xử lý tạo độ nhám hợp lý cho nên sản phẩm thoát khuôn một cách dễ dàng.
Khi không thiết kế góc thoát khuôn hay thiết kế không đúng thì ma sát giữa bề mặt sản phẩm và mặt khuôn sẽ là rất lớn. Khi đó sản phẩm sẽ bị kẹt lại trong khuôn hoặc nếu được đẩy ra ngoài thì bề mặt sản phẩm sẽ bị lỗi bởi lực gây ra bởi chốt đẩy sẽ gây biến dạng bề mặt.
2.1.2 Yêu cầu kỹ thuật của chi tiết Giữ Bông Lau Nhà.
Sản phẩm khi đúc ra đồng điều về chất lượng nhựa, màu sắc được trộn điều với nền nhựa, trên bề mặt không có rỗ khí hay rỗ bên trong, không có đường hàn, cháy bề mặt, nhựa phải điền đầy vào lòng khuôn để tạo ra sản phẩm không khuyết tật, nhựa không bị biến tính vẫn giữ được tính chất ban đầu.
2.1.3 Vật liệu chi tiết Giữ Bông Lau Nhà.
Giữ bông lau nhà được làm từ nhựa PP, như trình bày ở trên PP là một loại polymer với những đặc tính sau:
- Được sản xuất ra dạng hạt và bột.
- Độ co rút 1.0 đến 2.5 %
- Mật độ 1.15 g/cm3
- Tỉ trọng thấp 0.9 – 0.92 g/cm3.
- Là loại nhựa có độ kết tinh 70% không màu, hơi đục.
- Tính cơ học cao.
- Độ bóng cao.
- Tính chất hóa học tốt.
- Tính cách điện tốt
- Chụi thời tiết kém dễ bị phá hủy.
- Dễ cháy.
- Tính bám dính kém.
- Tính chất gia công ép phun tốt.
- Không mùi, không màu, không độc.
Ứng dụng:
- Dùng để thổi các loại bao bì trong nghành y tế như chai, lọ, nắp…
- Dùng cho bao dệt các loại như lưới đánh cá, bóng chuyền, lưới tennis.
- Dùng sản xuất các vật dụng chất lượng cao như bình ắc quy, đồ điện…
- Phụ tùng ô tô, xe máy.
- Tạo các loại màng, tấm.
3 Chương 3
TÌM HIỂU VỀ KHUÔN VÀ MÁY
3.1 Công nghệ sản xuất sản phẩm nhựa
3.1.1 Công nghệ ép phun
Là công nghệ phổ biến, sử dụng nguyên liệu nhiệt dẽo để tạo ra những sản phẩm đa dạng về hình dáng và màu sắc, có độ phức tạp cao, nguyên liệu được gia nhiệt chủ yếu bằng điện trở nhiệt và kiểm soát nhiệt độ hóa lỏng nhựa bằng cảm biến nhiệt, tốc độ phun kiểm soát bằng trục vít. Ép phun nhựa là quá trình chuyển hóa nhựa ở dạng hạt hoặc bột thành dạng lỏng dẻo và được đẩy vào khuôn dưới áp lực nén của máy. Sau đó, khuôn được làm nguội bằng không khí, nước, dầu khoáng,.. nhựa rắn lại, có hình dạng của lòng khuôn và cuối cùng mở khuôn , lấy sản phẩm bằng ty đẩy, tấm đẩy.
Trong công nghệ ép phun nhựa là quá trình gồm 4 giai đoạn để tạo ra 1 sản phẩm:
Giai đoạn 1: Hóa lỏng hạt nhựa
Khuôn được đóng lại, hạt nhựa nguyên liệu trong phiểu được tải vào buồng nung và hóa dẻo, và đây cũng là giai đoạn hóa trộn phụ gia, chất tạo màu.
Hình 3.1 Giai đoạn hoá lỏng hạt nhựa
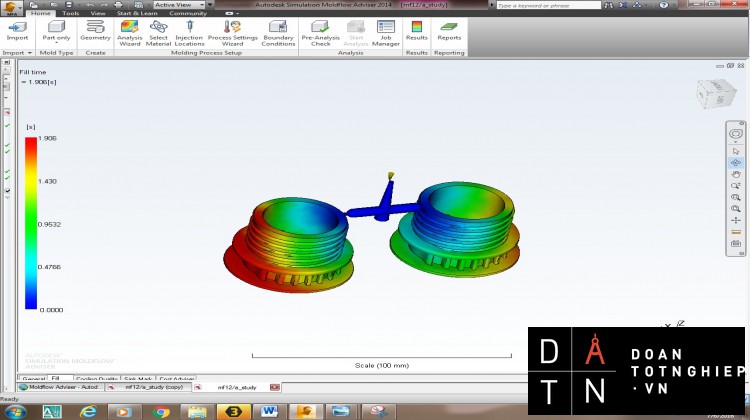
Giai đoạn 2: Phun nhựa
Chất dẻo sẽ được phun ép vào khuôn. Thông qua cuống phun, kênh dẫn nhựa và miệng phun, nhựa lỏng sẽ được điền đầy vào lòng khuôn. Áp lực phun trong giai đoạn này cần phải được đảm bảo đủ để nhựa lỏng có thể điền đầy khắp lòng khuôn.
Hình 3.2 Giai đoạn phun nhựa
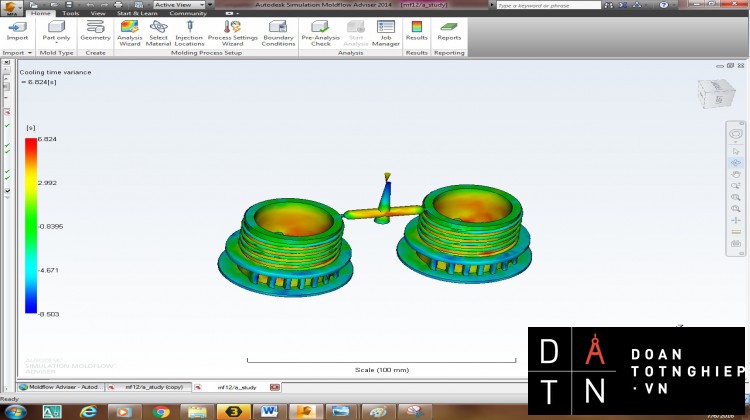
Giai đoạn 3: Làm nguội
Khuôn được làm nguội, lúc này vẫn duy trì áp lực phun để cho những phần bị co rút trên sản phẩm tiếp tục đươc điền đầy. Quá trình làm nguội sẽ được kết thúc khi sản phẩm đông đặc hoàn toàn.
Hình 3.3 Giai đoạn làm nguội
Giai đoạn 4: Lấy sản phẩm
Mở khuôn, sản phẩm và hệ thống các kênh nhựa sẽ được lấy ra ngoài nhờ các ty đẩy.
Hình 3.4 Giai đoạn lấy sản phẩm
Phương pháp gia công sản phẩm nhựa trên máy ép phun là công nghệ phun nhựa nóng chảy được định lượng chính xác vào trong lòng một khuôn đóng kín (thường làm nguội bằng nước) với áp lực cao và tốc độ nhanh và sau một thời gian ngắn sản phẩm được định hình, sản phẩm được lấy ra ngoài. Ta lại tiếp tục một chu kỳ tiếp theo cho sản phẩm thứ hai. Thời gian từ lúc đóng khuôn, phun nhựa, thời gian định hình sản phẩm, lấy sản phẩm ra khỏi khuôn, đóng khuôn lại gọi là một chu kỳ của một lần ép sản phẩm.
Ngoài những đặc điểm trên, phương phép ép phun còn có những đặc điểm sau:
- Sản phẩm gia công khá chính xác theo 3 chiều, vì được tạo hình trong khuôn kín.
- Quá trình nhựa hóa và tạo hình được thực hiện trong 2 giai đoạn riêng biệt, trong những bộ phận khác nhau của máy: nhựa hóa trong xylanh nguyên liệu và tạo hình trong khuôn đúc.
- Quá trình tạo hình chỉ tiến hành sau khi làm khít hai nửa khuôn lại với nhau.
- Tùy theo loại nguyên liệu đúc, chế độ nhiệt độ của khuôn đúc khác nhau. Đối với nhựa nhiệt dẻo nhiệt độ của khuôn thấp hơn nhiệt độ nhựa lỏng. Đối với nhựa nhiệt rắn, nhiệt độ khuôn cao hơn nhiệt độ của nhựa lỏng.
- Vùng tạo hình của khuôn đã được lấp đầy nguyên liệu thì khuôn mới chịu tác dụng lực của pittong đúc gián tiếp qua nhựa lỏng.
- Năng suất của phương pháp đúc dưới áp suất cao, tùy theo kích thước và hình dạng của sản phẩm chu kỳ đúc có thể thay đổi từ mấy giây đến mấy chục phút.
- Gia công bằng phương đúc dưới áp suất tiết kiệm được nhiều nguyên liệu, đồng thời công đoạn hoàn tất cũng ít tốn thời gian.
- Quá trình đúc dưới áp suất không ổn định về nhiệt độ và áp suất.
Quá trình sản xuất ra sản phẩm có chất lượng cao, sản lượng tối đa và rút ngắn chu kỳ sản xuất sản phẩm là 2 vấn đề lớn của kỹ thuật công nghệ ép phun.
3.1.2 Công nghệ thổi nhựa
Là phương pháp dùng khí nén để thổi vào một ống nhựa dẻo để ép nhựa dẻo lên bề mặt của khuôn. Đây là phương pháp để tạo ra những chi tiết, những sản phẩn bằng chất dẻo có thành mỏng, rỗng như các chai lọ và thùng chứa
Phương pháp thổi có thể chia làm hai bước:
Bước 1: Ép phun tạo ra một ống nhựa dẻo.
Bước 2: Thổi khí nén vào ống nhựa để ép nhựa phồng lên, áp vào bề mặt lòng khuôn tạo thành hình dáng theo mong muốn.
Tùy theo sản phẩm ( phụ thuộc vào vật liệu gia công) mà ta có hai phương pháp thổi: Phương pháp đùn thổi và phương pháp phun thổi.
So với phương pháp đùn thổi, phương pháp này cho năng suất thấp hơn do chu trình dài hơn. Để tăng năng suất, người ta thiết kế máy phun thổi nhiều trạm.
3.1.3 Công nghệ đúc khuôn quay
Phương pháp này còn được gọi là rotomolding, dùng để sản xuất những sản phẩm nhựa nhiệt dẻo, có kích thước lớn, rỗng ruột.
Bước 1: Cho một lượng bột nhựa vào lòng khuôn.
Bước 2: Cho khuôn quay xung quanh hai trục vuông góc với nhau đồng thời gia nhiệt cho khuôn. Bột nhựa được đưa đến tất cả các bề mặt bên trong của khuôn và dần dần chảy ra tạo thành một lớp nhựa chảy dẻo có độ dày bằng nhau tráng trên bề mặt của khuôn.
Bước 3: Làm nguội khuôn bằng không khí/ nước, nhựa bên trong khuôn đông cứng lại.
Bước 4: Mở khuôn, lấy sản phẩm ra ngoài.
Để tăng năng suất, người ta thường tiến hành đúc khuôn trên những máy có nhiều trạm.
Đặc điểm của phương pháp đúc khuôn quay:
- Máy móc đơn giản, vốn đầu tư thấp.
- Độ dày đồng điều, bề mặt sản phẩm láng mịn.
- Phế liệu sản xuất ít.
Thường dùng để sản xuất các sản phẩm có kích thước lớn.
3.1.4 Công nghệ đúc nén
Là công nghệ được sử dụng phổ biến cho nhựa nhiệt rắn, vật liệu thường được sử dụng là urea formaldehyde, melamine fomaldehyde và polypropylen (PP), có thể thêm sợi thủy tinh vào để tăng độ cứng, khả năng chịu lực cho sản phẩm. Công nghệ này phù hợp để tạo hình cho những sản phẩm có hình dạng không phức tạp lắm. Ưu điểm của công nghệ này là giá thành rẻ. Công nghệ đúc nén thường được sử dụng để chế tạo các chi tiết cách điện như công tắc, ổ cắm điện , các tấm panen; dụng cụ đựng thức ăn: chén, dĩa, khay,…; các bộ phận ôtô…
|
Nguyên lý: nhựa ở dạng bột, viên, đĩa…được nung nóng sơ bộ đến gần nhiệt độ nóng chảy, bỏ vào khuôn, tiếp tục gia nhiệt ( nhiệt độ lòng khuôn có thể đến 150oC – 200oC) và tạo lực nén đủ lớn tùy loại vật liệu và độ phức tạp của chi tiết (158 - 211 kg/cm2 đối với nhựa phenolic) dưới tác động của nhiệt và lực nén, nhựa chảy ra điền đầy lòng khuôn. Giữ nhiệt và nén một thời gian để định hình sản phẩm, sau đó làm nguội, mở khuôn, lấy sản phẩm. Chu trình làm việc gồm các bước sau:
Bước 1: Nhựa được định lượng, nung nóng, đưa vào khuôn.
Bước 2: Sử dụng máy nén để nén 2 nữa khuôn cho nhựa điền đầy lòng khuôn.
Bước 3: Gữi nhiệt và lực ép một thời gian.
Bước 4: Làm nguội, mở khuôn, lấy sản phẩm.
3.1.5 Công nghệ đúc chuyển
Là công nghệ thường dùng cho nhựa nhiệt rắn, cũng có khi áp dụng với nhựa nhiệt dẻo. Vật liệu thường dùng là: epoxies (EP), Usaturated Polyester (UP), Phenolics (PF), Vynylester…
Đúc chuyển thường được dùng để chế tạo các sản phẩm có chen gốm, kim loại… như các linh kiện điện tử, các thiết bị dùng trong ôtô…
Nguyên lý: Nguyên liệu nhựa cùng chất phụ gia và chất độn được đặt trong buồng nung, chịu nhiệt và áp lực để hóa lỏng. Khi nhựa chảy lỏng, sẽ được piston ép vào buồng đúc. Giữ nhiệt và áp lực một thời gian để định hình sản phẩm. Khi tháo sản phẩm khuôn không cần làm nguội nếu sản phẩm là nhựa nhiệt rắn; nếu sản phẩm là nhựa nhiệt dẻo, phải làm nguội khuôn để ổn định hình dạng và kích thước.
So với công nghệ đúc nén, đúc chuyển yêu cầu lực nén lớn hơn gấp 3 lần ( có thể lên đến 632 kg/cm2- đối với nhựa phenolic) nhờ đó nhựa cso thể điền đầy các ngỏ ngách của khuôn có hình dáng phức tạp, thành mỏng.
Chu trình đúc chuyển
Bước1: Nhựa được nung nóng và đưa vào khuôn.
Bước 2: Sử dụng chày nén để cho nhựa điền đầy lòng khuôn.
Bước 3: Giữ nhiệt và lực ép một thời gian.
Bước 4: Làm nguội, mở khuôn, lấy sản phẩm.
3.1.6 Công nghệ tạo hình bằng nhiệt
Là công nghệ mà trong đó một tấm nhựa dẻo phẳng được làm nóng lên và biến dạng thành hình dạng mong muốn. Quá trình này được sử dụng rộng rãi trong bao bì sản phẩm tiêu dùng và chế tạo các sản phẩm lớn như bồn tắm, đường viền cửa, tấm lót của tủ lạnh.
Gồm hai bước chính: nung nóng và tạo hình
- Hệ thống nung thường được thực hiện bởi nguồn nhiệt bức xạ, nằm trên một hoặc cả hai tấm nhựa. Thời gian nung phụ thuộc loại nhựa, độ dày tấm nhựa.
- Tạo hình sản phẩm có thể thực hiện theo 3 cách:
o Chân không – nhiệt.
o Áp suất – nhiệt.
o Cơ khí – nhiệt.
Phương pháp này sử dụng thuần túy cơ khí, không sử dụng áp suất âm hay dương. Ưu điểm của nó là kiểm soát tốt chiều dày lớp nhựa, tạo hình sắc nét.
Nhược điểm là phải dùng 2 nữa khuôn, chi phí nhiều hơn 2 phương pháp trước.
Kết luận: Các phương pháp gia công sản phẩm nhựa đều có đặc điểm riêng nhưng đối với sản phẩm khóa cài balô thì công nghệ ép phun là phù hợp nhất vì tạo nên sản phẩm có độ sắc nét, với độ phức tạp của các gờ cạnh của chi tiết thì chỉ có công nghệ này đáp ứng được và công nghệ ép phun cũng là công nghệ phổ biến trong tạo sản phẩm nhựa hiện nay.
3.2 Máy ép phun
3.2.1 Phân loại máy
Tùy theo cấu tạo và nguyên tắc hoạt động của máy mà người ta chia theo nhiều loại.
Theo lực đóng khuôn: máy có lực đóng khuôn 50, 100, ….8000 tấn.
Bảng 3.1 Lực đóng khuôn và kích thước tương đối
|
Lực đóng khuôn |
Kích thước tương đối |
|
25 – 100 tấn |
Nhỏ |
|
100 – 500 tấn |
Vừa |
|
500 – 1000 tấn |
Lớn |
|
Trên 1000 tấn |
Rất lớn |
Theo cơ cấu phun ép phun: loại piston hay trục vis.
Theo phương đóng mở khuôn: nằm ngang hay thẳng đứng.
3.2.2 Cấu tạo máy ép phun
Hình 3.15 Máy ép phun
1- Hệ thống kẹp
2- Hệ thống khuôn
3- Hệ thống phun
4- Hệ thống hỗ trợ ép phun
5- Hệ thống điều khiển.
Hệ thống hỗ trợ ép phun có 04 hệ thống chính (Injection press support system)
1. Hệ thống kẹp (press system)
+ Thân máy (Frame)
+ Hệ thống thủy lực (Hydraulic system)
+ Hệ thống điện (ELectrical system)
và Hệ thống làm nguội ((Cooling system)
a) Thân máy là hệ thống liên kết và gữi các hệ thống và bộ phận máy lại với nhau làm cho máy hoạt hoạt động ổn định và chắc chắn.
Hình 3.17 Hệ thống thuỷ lực máy ép nhựa
b) Hệ thống thủy lực: Cung cấp lực để đóng và mở khuôn tạo ra và duy trì lực kẹp làm cho trục vít quay và chuyển động tới lui tạo lực cho chốt đẩy và sự trượt của lõi mặt bên. Hệ thống này bao gồm: bơm, van, motor, đường ống đẫn và thùng chứa dầu..v
Hình 3.18 Hệ thống điện máy ép nhựa
c) Hệ thống điện:
Cung cấp điện cho Motor điện và hệ thống điều khiển nhiệt cho khoang chứa nhựa thông qua các vòng nhiệt (heater band) đảm bảo toàn hệ thống hoạt động ổn định thông qua hệ thống dây dẫn và tủ điều khiển (Electric power cabinet)
Hình 3.19 Hệ thống làm nguội máy ép nhựa
d) Hệ thống làm nguội cung cấp nước hoặc dung dịch ethyleneglycol để làm nguội khuôn, dầu thủy lực và ngăn không cho nhựa thô ở cuống phễu bị nóng chảy, vì khi nhựa bị nóng chảy thì phần nhựa thô phía trên khó chạy vào khoang chứa nhựa. Nhiệt trao đổi cho dầu thủy lực vào khoảng 90-120 độ F. bộ điều khiển nhiệt nước (water temperature controller) cung cấp 1 lượng nhiệt, áp suất, dòng chảy thích hợp để làm nguội nhựa nóng trong khuôn.
2. Hệ thống phun (press system)
Hình 3.20 Hệ thống phun máy ép nhựa
Hệ thống phun làm nhiệm vụ đưa nhựa vào khuôn thông qua các quá trình cấp nhựa, nén, khử khí, làm chảy nhựa, phun nhựa lỏng vào khuôn và định hình sản phẩm. Hệ thống này có các bộ phận sau:
- Phễu cấp nhựa (Hopper)
- Khoang chứa nhựa (Barrel)
- Các vòng gia nhiệt (Heater band)
- Trục vít (Screw)
- Bộ hồi tự hở (non-return Assembly)
- Vòi phun (Nozzle)
a) Phếu cấp nhựa: chứa vật liệu nhựa dạng viên để cấp vào khoang trộn.
b) Khoang chứa nhựa: chứa nhựa được gia nhiệt nhờ các vòng cấp nhiệt
c) Các vòng gia nhiệt: giữ cho nhiệt độ trong khoang chứa nhựa luôn ở trạng thái chảy dẻo. Trên một máy ép nhựa các vòng gia nhiệt được cài đặt với nhiệt độ khác nhau để tạo ra các vùng nhiệt độ phù hợp cho quá trình ép phun.
Hình 3.21 Vòng gia nhiệt
d) Trục vít: có chức năng nén, làm chảy dẻo và tạo áp lực để đẩy nhựa chảy vào lòng khuôn
Trục vít có cấu tạo gồm 3 vùng: vùng cấp nhựa, vùng nén và vùng định lượng
Hình 3.22 Cấu tạo trục vit máy ép nhựa phun
e) Bộ hồi tự hở hay van hồi tự mở: Bộ phận này gồm vòng chắn hình nêm, đầu trục vít và seat. Chức năng tạo ra dòng nhựa bắn vào khuôn
Hình 3.23 Bộ hồi tự hở
ðTa chọn máy ép nhựa D305
Bảng 3.2 Thông số máy ép phun
|
|
Loại Máy |
Đơn Vị |
D.85 |
||
|
Hệ Thống Ép Phun Injection |
Đường Kính Vít |
mm |
28 |
32 |
36 |
|
Tỉ Lệ L/D Của Trục Vít |
L/D |
22.8 |
20 |
17.8 |
|
|
Thể Tích Nguyên Liệu |
cc |
98 |
128 |
162 |
|
|
Lượng Nguyên Liệu (PS) |
g |
88 |
115 |
146 |
|
|
oz |
3.1 |
4.0 |
5.1 |
||
|
Áp Lực Bắn Nguyên Liệu MAX |
bar |
2321 |
1777 |
1404 |
|
|
Tốc Độ Bắn Nguyên Liệu MAX |
g/sec |
49 |
65 |
82 |
|
|
Hành Trình Bắn Nguyên Liệu |
mm |
160 |
|||
|
Hệ Thống Đóng Khuôn |
Lực Khóa Khuôn MAX |
tonne |
75 |
||
|
Hành Trình Mở Khuôn |
mm |
270 |
|||
|
Độ Dày Khuôn MIN |
mm |
100 |
|||
|
Độ Dày Khuôn MAX |
mm |
360 |
|||
|
Khoảng Cách Mặt Kềm MAX |
mm |
630 |
|||
|
Khoảng Cách Trục Kềm |
mm |
320 x 320 |
|||
|
Đường Kính Trục Kềm |
mm |
55 |
|||
|
Lực Tống Sản Phẩm |
tonne |
2.74 |
|||
|
Hành Trình Tống Sản Phẩm |
mm |
80 |
|||
|
Hệ Thống Điện Nhiệt |
Động Cơ |
kw(HP) |
7.5(10) |
||
|
Áp Lực Dầu |
bar |
140 |
|||
|
Công Suất Nhiệt |
kw |
4.0 |
|||
|
Số Đoạn Nhiệt |
qty |
3 + N |
|||
|
Lượng Dầu Thủy Lực |
liter |
200 |
|||
|
Số Đo Máy (L x W x H) |
m |
3.8 x 1.05 x 1.5 |
|||
|
Trọng Lượng Máy |
kgs |
3.500 |
|||
3.2.3 Khuôn ép phun.
3.2.3.1 Khuôn 2 tấm có kênh dẫn nguội.
Khuôn có hai phần : phần tĩnh và phần động. Cuống phun nằm trên phần tĩnh, kênh nhựa nằm trên phần động. Loại khuôn này rất thông dụng trong sản xuất các chi tiết cỡ nhỏ.
Phần tĩnh được gắn chặt vào máy ép nhựa, gồm tấm kẹp trên, vòng định vị, bạc cuốn phun, tấm khuôn âm, bạc dẫn hướng và các bulong.
Phần động có nhiệm vụ di chuyển nguyên cụm ra vào để thực hiện quá trình ép. Đây là phần chứa nhiều chi tiết như tấm khuôn dương, gối đỡ, hệ thống đẩy sản phẩm, tấm kẹp dưới, các bulong và chốt dẫn hướng.
Ngoài ra trong mỗi bộ khuôn còn có các hệ thống khác nhau như : hệ thống đẩy, hệ thống cấp nhựa, hệ thống lõi, hệ thống làm nguội khuôn…
- Ưu điểm, nhược điểm
o Ưu điểm
- Đơn giản, dễ gia công
- Giá thành rẻ
- Chu kỳ ép phun ngắn hơn
o Nhược điểm
Sản phẩn đúc ra phải cắt cuống phun bằng tay
3.2.3.2 Khuôn 2 tấm có kênh dẫn nóng
Khuôn 2 tấm có kênh dẫn nóng luôn giữ ở trạng thái chảy dẻo trong bạc cuống phun, kênh dẫn và đầu bơm nhựa nhờ hệ thống điện trở gia nhiệt, nhựa chỉ đông lại khi vào lòng khuôn. Khuôn loại này phù hợp với khuôn có nhiều lòng khuôn có kích thước nhỏ hay những khuôn mà hệ thống kênh dẫn phức tạp và hao phí vật liệu
- Ưu điểm, nhược điểm
o Ưu điểm
- Tiết kiệm vật liệu; không còn nhựa thừa, kênh dẫn, cuống phun trên sản phẩm.
- Không có vết của miệng phun trên sản phẩm.
- Giảm thời gian chu kỳ, rút ngắn thời gian sản xuất.
- Tổn thất áp suất trong hệ thống kênh dẫn nhỏ, nghĩa là áp suất điền đầy trong lòng khuôn sẽ cao hơn.
- Lực kẹp của máy ép nhỏ hơn nhờ áp suất phun nhỏ
- Giảm giá thành sản xuất và nâng cao chất lượng sản phẩm
o Nhược điểm
- Giá thành cao hơn khuôn 2 tấm có kênh dẫn nguội
- Khó đổi màu sản phẩm
- Hệ thống điều khiển nhiệt dễ bị hỏng
- Không thích hợp với những vật liệu chịu nhiệt kém
3.2.3.3 Khuôn 3 tấm
Khuôn có khả năng tự cắt đuôi keo, dùng cho các khuôn có nhiều lòng khuôn, phức tạp, khó chọn miệng phun, cần cân bằng dòng chảy.
- Ưu điểm, nhược điểm
o Ưu điểm
- Giá thành thành phần so với khuôn hai tấm có kênh dẫn nóng
- Ít hỏng hóc hơn khuôn có kênh dẫn nóng
- Phù hợp với loại nhựa chịu nhiệt kém
o Nhược điểm
- Chu trình ép phun tăng do hành trình của dòng nhựa để đến được lòng khuôn cái
- Lãng phí nhiều vật liệu
- Cần áp suất phun lớn để điền đầy
4 Chương 4
TÍNH TOÁN KẾT CẤU KHUÔN
4.1 Chọn mặt phân khuôn
4.2 Thiết kế miệng phun
Miệng phun nối giữa kênh nhựa và lòng khuôn. Kích thước miệng phun tối ưu nhất sẽ để lại vết trên sản phẩm là nhỏ nhất. Miệng phun dạng tròn hoặc vuông đều cho hiệu quả tốt.Có nhiều loại miệng phun khác nhau.
Ta chọn cổng phun kiểu cạnh vì:
- Hình dạng đơn giản, dễ gia công chính xác.
- Tốc độ phun nhanh.
Kích thước cơ bản của cổng phun là chiều rộng W, chiều sâu H và chiều dài L. Sự mất áp tỉ lệ thuận với chiều dài L, vì vậy nên chọn L càng nhỏ càng tốt, tiết diện WxH phụ thuộc vào khối lượng nhựa cần phun.
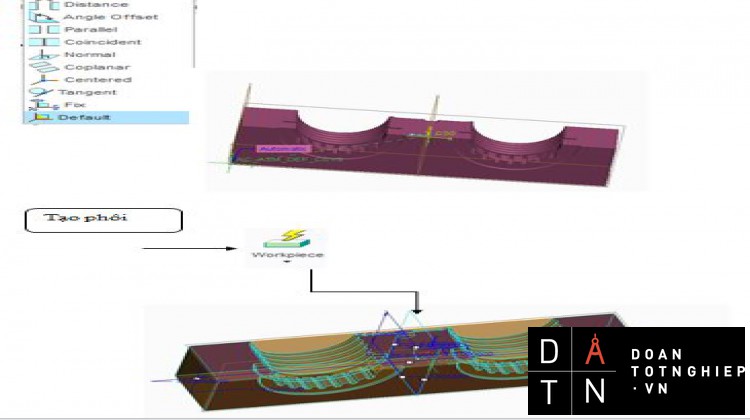
Kết quả phân tích vị trí miệng phun ta thấy vị trí mũi tên màu đỏ là phù hợp nhất.Nhưng ở vị trí đó thì khó thiết kế kênh dẫn nhựa nên ta chọn vị trí phun ở vị trí mũi tên màu xanh.
Ta chọn L = 2 mm
H = (0.5-0.8)T =(1.65-2.64)=2 mm
W = (2-4)H = (4-8)=4 mm
4.3 Tính số lượng lòng khuôn
4.3.1 Số lượng lòng khuôn
Có thể cân nhắc để chọn số lòng khuôn phù hợp với các thông tin sau:
- Kích thước máy ép phun(Năng suất phun lớn nhất và lực kẹp lớn nhất).
- Thời gian giao hàng.
- Yêu cầu về chất lượng sản phẩm.
- Kết cấu và kích thước khuôn.
- Giá thành khuôn.
Số lòng khuôn thông thường được thiết kế theo dãy số sau :
1, 2, 4, 6, 8, 12, 16, 24, 32, 48, 64, 96, 128. Vì các lòng khuôn sẻ dễ dàng được sắp xếp theo hình chữ nhật hoặc hình tròn.
Thông thường ta có thể tính số lòng khuôn cần thiết trên khuôn dựa vào: Số lượng sản phẩm, năng suất phun và năng suất làm dẻo của máy phun, lực kẹp khuôn của máy.
- Số lòng khuôn tính theo số lượng sản phẩm trong đơn đặt hàng :
n = L x K x tc / ( 24 x 3600 x tm)
Trong đó :
n : Số lòng khuôn tối thiểu trên khuôn.
L : Số sản phẩm trong một lô sản xuất.
K : Hệ số do phế phẩm, K=1/(1-k). Với k là tỉ lệ phế phẩm.
tc : Thời gian của một chu kỳ ép phun (s).
tm: Thời gian hoàn tất lô sản phẩm này (ngày)
- Số lòng khuôn tính theo năng suất phun của ép phun : n = 0, 8xS/W
Trong đó :
n : Số lòng khuôn tối thiểu trên khuôn.
S : Năng suất phun của máy(gam/một lần phun).
W : Trọng lựơng của sản phẩm (g).
- Số lòng khuôn tính theo năng suất làm dẻo của máy :n = P/(X x W).
Trong đó :
n : Số lòng khuôn tối thiểu trên khuôn.
P : Năng suất làm dẻo của máy (g/phút).
X : Tần số phun trong 1 phút (1/phút).
W : Trọng lượng của sản phẩm (g).
- Số lòng khuôn tính theo lực kẹp khuôn của máy :
n = S x P/ FP
Trong đó :
n : Số lòng khuôn tối thiểu trên khuôn.
S : Diện tích bề mặt trung bình của sản phẩm kể cả các rãnh dòng tính theo hướng đóng khuôn.(mm2)
Fp : Lực kẹp khuôn tối đa của của máy (N)
P : Áp suất trong khuôn (Mpa).
- Tính theo năng suất phun của máy ép phun:
Năng suất phun S = 49 (g/lần phun)
Trọng lượng của sản phẩm W= 16.8 (g)
Thay vào công thức:
- Tính theo năng xuất làm dẽo của máy:
n : Số lòng khuôn tối thiểu trên khuôn.
P : Năng suất làm dẻo của máy: P= 3150 (g/phút).
X : Tần số phun trong 1 phút : tc = 0.8 giây = 0.0133 phà X = 75 (1/phút).
W : Trọng lượng của sản phẩm : 16.8 (g).
Thay vào công thức :
n = P/(X x W) = 3150/(75x16.8)=2.5 (lòng khuôn)
Từ các cách tính ta có khuôn với 2 lòng khuôn.
4.3.2 Cách bố trí lòng khuôn
Sau khi chọn số lòng khuôn, chúng ta cần bố trí các lòng khuôn sao cho hiệu quả và tối ưu.Trên thực tế, người ta thường bố trí lòng khuôn theo kinh nghiệm mà không có bất kỳ sự tính toán hay mô phỏng nào. Nhưng nếu làm như vậy đôi khi ta gặp phải một số lỗi trên sản phẩm, đặc biệt đối với những khuôn có những lòng khuôn khác nhau trên cùng một khuôn và khi ấy ta phải sử lại khuôn (điều này rất mất công và tốn kém thời gian và tiền bạc). Do đó, để tránh việc này xảy ra ta nên mô phỏng quá trình điền đầy của từng lòng khuôn mà không có hệ thống kênh dẫn để biết chúng được điền đầy như thế nào. Khi ấy ta sẽ thiết kế hệ thống kênh dẫn để tạo sự cân bằng dòng cho từng lòng khuôn. Thông thường có ba cách bố trí : bố trí theo vòng tròn,bố trí theo dãy và bố tríđối xứng.Khi bố trí số lòng khuôn, ta nên bố trí các lòng khuôn theo các sơ đồ sau:
Hình 4.7. Các kiểu bố trí lòng khuôn hình chữ nhật
Hình 4.8. Các kiểu bố trí lòng khuôn dạng hình tròn và dạng thẳng
- Bố trí theo vòng tròn:
o Ưu điểm:
Chiều dài dòng nhựa bằng nhau,dễ tách khuôn, đặc biệt đối với các sản phẩm đòi hỏi thiết bị tháo ren.
o Nhược điểm:
Chỉ áp dụng cho một lòng khuôn nhất định.
- Bố trí theo dãy:
o Ưu điểm:
Bố trí được nhiều khuôn tạo hình hơn là bố trí theo dạng tròn. Có thể tăng số lòng khuôn dễ dàng nên rất thông dụng cho sản xuất hàng khối. Tỷ lệ nhựa tái sinh từ hệ thống dẫn nhựa bé.
o Nhược điểm:
Chiều dài của dòng nhựa đối với từng lòng khuôn không bằng nhau. Do đó chúng ta cần hiệu chỉnh các kích thước kênh dẫn nhựa để các lòng khuôn điền đầy đồng đều.
- Bố trí đối xứng:
o Ưu điểm:
Chiều dài dòng nhựa bằng nhau đối với tấc cả các lòng khuôn mà không cần điều chỉnh kênh dẫn, miệng phun. Có thể tăng số lòng khuôn dễ dàng.
o Nhược điểm:
Thể tích kênh dẫn lớn, nhiều bavia do đó cần thêm ống phân phối nóng hoặc kênh dẫn cách ly.
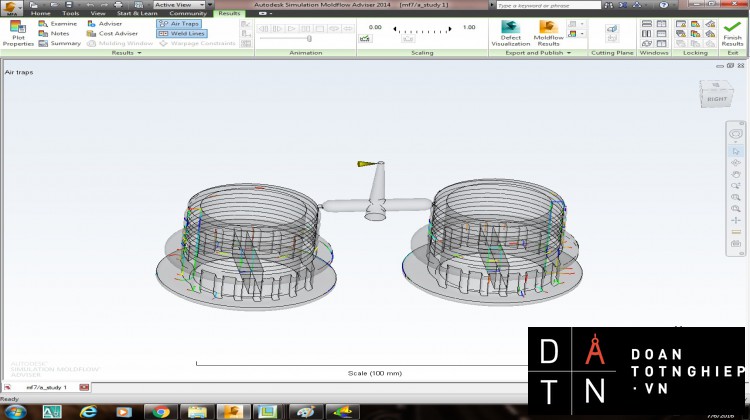
Với cách bố trí theo dãy, chúng ta phải hiệu chỉnh kích thước các kênh dẫn để các lòng khuôn điền đầy đồng đều. Để hiệu chỉnh chính xác và nhanh chóng, chúng ta phải dùng phần mềm mô phỏng: moldflow, cadmould….
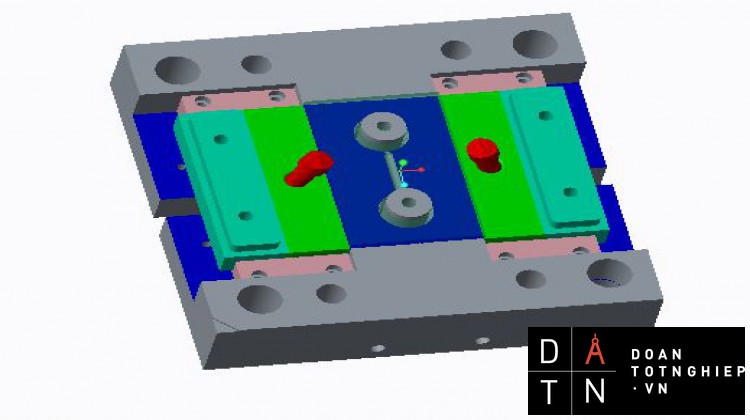
ðỨng với trường hợp ch tiết Giữ Bông Lau Nhà ta chọn bố trí theo dạng đối xứng.
4.4 Thiết kế kênh dẫn nhựa
Tính toán hệ thống kênh dẫn:
D = D’ .fL
Trong đó:
D: đường kính kênh dẫn (mm)
D’ là đường kính kênh dẫn tham khảo
Lf : là hệ số chiều dài
W : khối lượng sản phẩm (g)
L : chiều dài kênh dẫn (mm)
Ta có thể dùng đồ thị sau để xác định hai hệ số này:
Hình 4.10. Quan hệ giữa khối lượng, bề dày danh nghĩa của sản phẩm với đường kính kênh dẫn tham khảo
* G : khối lượng sản phẩm
* S : bề dày danh nghĩa của sản phẩm
* D’: đường kính kênh dẫn tham khảo
Hình 4.11. Quan hệ giữa hệ số chiều dài và chiều dài kênh dẫn
Ta chọn kênh loại tròn cho chi tiết vì nhựa qua nhiều mà không mất nhiệt, tốc độ nguội chậm, ít ma sát, duy trì áp suất tốt.
Ta có:
Sản phẩm là vật liệu nhựa PP
G = 16.8 (g)
S = 3.3 (mm)
Tra biếu đồ trang 84, ta có: D’ = 5
L= 22 (mm)
Tra bảng, ta có: Lf = 0.55
Suy ra: D = D’. Lf = 5x0.55=2.75(mm)
Ta chọn D = 3 (mm) để thuận lợi cho việc gia công, sau đó ta thiết kế hệ thống
kênh dẫn trong phần mềm Creo 2.0.
D = Smax +1.5 = 3.3 + 1.5 = 4.8 (mm) à Chọn D = 5 (mm)
Dc = Dn . N1/3 = 5 x 11/3 = 5 (mm)
Để thuận lợi cho việc gia công ta chọn Dc = 6 (mm)
4.5 Thiết kế kênh làm nguội
NhựalỏngsaukhivàokhuônphảiđượclàmnguộithậtnhanhđểĐạtđượchình dạngmàtamongmuốn.NếulàmnguộikhôngtốtthìnhựaNóngsẽgianhiệtchokhuônvàthếlàquá trìnhđịnhhìnhsẽkéodàivàLàmtăngthờigianchukỳépphun.Dođó,hệthốnglàmnguộikhuôncóVaitròhếtsứcquantrọngvìnóquyếtđịnhtoàn bộ chukỳépphun.
4.5.1 Các phương pháp làm nguội :
Làm nguội bằng khí: khuôn được làm nguội bằng khí nhờ vào bức xạ nhiệt của thép làm khuôn ra môi trường xung quanh.
Là nguội bằng nước hoặc hổn hợp Etylen Glycol: Đây là phương pháp được dùng rộng rãi nhất hiện nay. Theo theo pháp này, khuôn được làm nguội nhờ vào các kênh dẫn chứa chất làm nguội được bố trí trong các tấm khuôn.
1 Chương 7
HƯỚNG DẪN LĂP ĐẶT, SỬ DỤNG VÀ BẢO QUẢN KHUÔN
1.1 Hướng dẫn lắp đặt
Kiểm tra đầu vào và ra của co nước bằng cách thổi khí nén để chắc rằng kênh nước không bị tắc và sạch.
Kiểm tra vòng định vị ăn khớp chính xác với lỗ tâm của tấm khuôn cố định trên máy ép. Điều đó sẽ đảm bảo dộ thẳng hang của cuống phun và vòi phun.
Kiểm tra chiều cao tổng của khuôn có vượt quá khoảng làm việc của máy ép không.
Kiểm tra giá trị lực kẹp khi gá khuôn lên máy ép.
Đảm bảo đủ lượng kep cần thiết để điền đầy sản phẩm trong một chu kì ép.
Kiểm tra độ song song của hai tấm khuôn khi lắp khuôn, không nên cố gắng lắp khuôn bằng tay (đối với những khuôn lớn) cần sử dụng cơ cấu nâng hoặc cần cẩu để việc lắp khuôn nhanh chóng và chính xác tránh gây những hư hỏng không đáng có.
Trong lúc tháo khuôn cần phải chú ý đến việc còn bulong còn bắt với chi tiết nào không tránh gây hư hại các tấm khuôn.
Đây là những hướng dẫn lắp cho các phương pháp lắp đặt khuôn:
- Làm sạch bề mặt lắp đặt khuôn.
- Điều chỉnh khoảng kẹp trên máy ép.
- Dùng thiết bị nâng đưa khuôn đặt giữa tấm cố định và tấm di động trên máy ép.
- Di chuyển tấm di động ép vào khuôn đồng thời vòng định vị phải lọt vào lỗ định vị trên tấm khuôn cố định của máy ép sau đó dùng bulong kẹp chặt khuôn tĩnh và khuôn động lên hai tấm cố định và tấm di động tương ứng.
- Sau đó đưa vòi phun của máy ép nhựa tiếp xúc với cuống phun để đảm bảo cuống phun và vòi phun kín để không bị xì nhựa gấy mất áp suất.
- Điều chỉnh thiết bị kẹp bằng tay và thực hiện quá trình đóng mở khuôn để chắc rằng việc đóng mở khuôn bình thường không bị vướng.
- Điều chỉnh hành trình của vòi phun và gắn các ống thủy lực (đối với khuôn sử dụng xilanh-pitong). Gắn các ống dẫn nước làm nguội khuôn.
- Bulong lắp đặt khuôn
- Vị trí lắp đặt của bulong trên bàn máy được xác lập bởi tiêu chuẩn JSI.
- Kích thước của bulong được xác định bởi lực kẹp.
- Trọng lượng của khuôn sẽ quyết định số lượng và đường kính của bulong nếu khuôn nhỏ hơn một tấn cần 4 bulong ở bề mặt cố định và di động.
1.2 Bảo quản
- Bảo quản khuôn không được để hóa chất (axit, bazơ, muối) và không được để vật liệu thể khí như hơi các-bon, hơi lưu huỳnh, hơi hy-đrô, v.v…gần nơi để khuôn.
- Khuôn xếp trong kho phải kê trên đà gỗ hoặc đà bằng bê-tông có đệm gỗ lót ở trên, cách mặt đất ít nhất là 10cm đối với kho nền xi-măng, và phải kê cao cách mặt đất ít nhất là 30cm kho nền đất.
- Không nên để lẫn lộn thép gỉ vào một chỗ với khuôn.
- Tất cả các bộ phận khuôn cần được kiểm tra và sửa chữa trước khi đưa vào kho để nó sẵn sàng khi yêu cầu sản xuất.
- Các khuôn được xác định không còn sản xuất cần phải được tháo ra và bảo quản để không bị hư hỏng khi di chuyển.Tất cả các đầu nối dễ bị hư hỏng nên khi lưu trữ thổi khí nén vào đầu vào của các kênh làm nguội sạch và khô, bịt kín một đầu còn một đầu đổ dầu sau đó bịt kín đầu còn lại để bảo quản khuôn.
- Bôi mỡ lên tất cả các chi tiết của lòng khuôn và giữ kín chúng trong thời gian lưu trữ.
- Lò xo khuôn thì không nên đóng chặt, đặt các khuôn ở trạng thái mở khuôn để giữ cho lò xo ở vị trí tháo lỏng và bịt kín các lỗ bằng các băng để tránh bẩn hoặc hơi ẩm.










