Kim loại học và nhiệt luyện (Vật liệu kim loại) Bánh răng hộp số trong xe tải nhẹ

NỘI DUNG ĐỒ ÁN
Bánh răng hộp số trong xe tải nhẹ
- Phân tích điều kiện làm việc :
- Bánh răng hộp số làm việc trong môi trường chịu tải trọng tĩnh và va đập mạnh .
- Bề mặt bị mài mòn khi làm việc bị ma sát hay cọ sát , chịu ứng suất lớn , lõi chịu ứng suất uốn .
- Vùng chân răng dễ bị phá huỷ .
- Chi tiết máy làm việc dưới tải trọng thay đổi theo chu kỳ .
Do điều kiện làm việc như trên nên ta đặt ra các yêu cầu về vật liệu như sau :
- Bề mặt răng phải có độ bền tiếp xúc cao ,
- Răng có độ bền mỏi cao , kết hợp với các chỉ tiêu độ bền , độ dẻo và độ dai va đập ( cơ tính tổng hợp ) .
2 . Chọn mác thép để chế tạo bánh răng hộp số :
Đối với yêu cầu làm việc cầu chi tiết như trên ta chọn thép thấm cácbon -20CrMo.
Bánh răng hộp số trong xe tải trọng nhẹ được làm bằng thép thấm cácbon . Ưu điểm của cách chế tạo này là:
- Đảm bảo bánh răng chịu tải trọng tĩnh và va đập tương đối cao , bề mặt có thể bị mài mòn .
- Sau khi thấm cacbon trong lò liên tục ( dùng khí thiên nhiên , khí thu nhiệt và amoniac ) ở nhiệt độ 880 – 980 º C , bánh răng được tôi trực tiếp trong dầu nóng , bể muối ở nhiệt độ 160 – 250 ºC .
- Cách chế tạo như vậy có thể rút ngắn được thời gian và nhiệt độ thấm , nâng cao tính chống mài mòn và giảm độ biến dạng .
Ta thấy thép thấm cacbon hoàn toàn phù hợp để chế tạo chi tiết bánh răng hộp số .
2.1 Thành phần hoá học của mác thép trên là :
Mác thép trên bao gồm những thành phần sau :
%C = 0,17 – 0,23
% Si ≤ 0,40
%Mn = 0,70 – 1,00
%P ≤ 0,035
%S ≤ 0,035
%Cr = 0,3 – 0,6
%Mo = 0,15 – 0,2
2.2 Cơ sở để chọn mác thép với thành phần như trên :
- Bề mặt bánh răng chịu ứng suất lớn , chịu mài mòn khi ma sát hay cọ sát , tiếp xúc với môi trường và có thể bị ăn mòn khi làm việc .
- Đòi hỏi bề mặt có độ cứng và tính chống mài mòn trong khi lõi vẫn đảm bảo độ bền và dẻo dai chịu va đập tốt. Muốn vậy ta phẩi biến đổi tổ chức của lớp bề mặt .
Ta thường dùng thép có hàm lượng Cr 0,5% hay 1,00 % chủ yếu để cải thiện tính tôi ( tôi được trong dầu ) và nâng cao được một phần độ thấm tôi . Nếu chỉ dùng thép Cr thì chỉ làm được các chi tiết máy nhỏ (đường kính 20 – 40 ) và hình dạng tương đối phức tạp như bánh răng . Chúng có thể đạt được yêu cầu cao hơn sau khi hoá tốt
800 – 950 MPa .
Nhưng nhược điểm là bị giòn ram loại II khi ram cao nên sau khi ram thường làm nguội trong dầu ( thay vì không khí ) . Tuy nhiên khi thêm khoảng 0,25 % Mo sẽ làm cải thiện độ thấm tôi và chống được giòn ram loại II , có thể dùng làm cho các chi tiết trung bình ( > 50 mm ), và hình dạng tương đối phức tạp .
2.3 Lập bảng các ký hiệu và thành phần của thép theo tiêu chuẩn các nước :
|
Tiêu chuẩn |
Mác thép
|
C |
Si |
Mn |
Pmax |
Smax |
Cr |
Ni |
Mo |
|
TCVN- Việt Nam |
20CrMo |
0.17-0.23 |
≤ 0.40 |
0.7-1.00 |
≤ 0.035 |
≤0.035 |
0.30-0.60 |
|
0.05-0.2 |
|
OCT – Nga |
20XM |
0.15-0.25 |
0.17-0.37 |
0.40-0.70 |
0.035
|
0.035 |
0.80-1.10 |
≤0.30 |
0.15-0.25 |
|
JIS - Nhật |
SCM420 |
0.18-0.23 |
0.15-0.35 |
0.60-0.85 |
0.03
|
0.03
|
0.90-1.20 |
≤0.25 |
0.15-0.3 |
|
AISI - Mỹ |
4120 |
0.18-0.23 |
0.15-0.35 |
0.90-1.20 |
0.035 |
0.04 |
0.40-0.60 |
|
0.13-0.20 |
Nhận xét :
- Ta nhận thấy rằng thành phần các mác thép của các nước có sự khác nhau nhưng không nhiều mà vẫn đảm bảo được cơ tính của vật liệu .
- Lượng các bon của Nhật và Mỹ khá lớn so với các nước khác
- Lượng các bon của Nga thấp
- Lượng S của Mỹ cũng khá lớn = 0,04 % , trong đó lượng S của Nhật thấp
0,03 % .
3. Vai trò của các nguyên tố hợp kim chính trong thép đối với cơ tính và nhiệt luyện :
Khác với thép các bon , thép hợp kim là loại thép mà người ta đưa vào các nguyên tố có lợi với lượng đủ lớn để làm thay đổi tổ chức và cải thiện tính chất ( cơ , lý , hoá ) . Như vậy đối với các thành phần chính C , Cr , Mo sẽ ảnh hưởng đến cơ tính và công nghệ nhiệt luyện như sau:
3.1 Đối với cơ tính :
Cacbon :
- Lượng các bon sẽ đảm bảo sự kết hợp tốt nhất của các chỉ tiêu cơ tính : độ bền , độ dẻo , độ dai va đập ( cơ tính tổng hợp ) .
- Lượng các bon cho phép được qui định tong thép là khoảng 0,1 – 0,25 % để đảm bảo độ dẻo và độ dai của lõi ở trạng thái tôi + ram thấp để đạt độ bền cao nhất.
- Dùng giới hạn dưới khi cần độ dai cao hơn , dùng giới hạn trên khi cần độ bền cao hơn .
- Nếu cần độ bền cao hơn nữa thì có thể dùng tới 0,3 % C.
- Nếu dùng cao hơn nữa độ dai của lõi sẽ thấp khi tôi và ram thấp , không chịu được các tải trọng va đập .
- Do phải nung lâu ở nhiệt độ cao khi thấm C , các thép thấm C phải là loại khử Oxy triệt để , tốt nhất là loại hạt nhỏ để khi thấm xong hạt không bị to làm thép giòn.
Các thành phần khác :
Ngược lại , để đảm bảo các yêu cầu trên các nguyên tố hợp kim dùng trong thép thấm cacbon phải đảm bảo cả hai tác dụng : vừa làm tăng tính thấm tôi để nâng cao độ bền , vừa thúc đẩy quá trình thấm cacbon ( hoặc ít ra cũng không cản trở ) . Nguyên tố hợp kim cơ bản có mặt trong mọi loại thép hợp kim là Cr , có thể dùng riêng hay kết hợp với Ni , Mn .
Cr ( 0,30%-0,6 % )
Như ta đã biết Cr là nguyên tố tương đối rẻ , nó không những nâng cao độ thấm tôi còn xúc tiến quá trình thấm Cacbon . Bề mặt bánh răng là phần chịu ứng suất tác dụng lớn , chịu mài mòn ma sát khi làm việc tiếp xúc với môi trường . Yêu cầu bề mặt có độ cứng , tính chống mài mòn cao trong khi lõi vẫn bền và dẻo dai , muốn vậy ta phải hoá bền bề mặt . Thành phần Cr sẽ giúp cải thiện tính tôi .
Mo ( 0,05 – 0,2% )
Mo có thể tránh được giòn ram loại II , thường được đưa vào thép Cr – Ni với độ thấm tôi cao có lượng cac bon khoảng 0,2 – 0,4 % . Ngoài ra nó còn có tác dụng nâng cao độ thấm tôi .
- Đối với nhiệt luyện
4. Khảo sát Mac thép :
4.1 Xác định nhiệt độ :
Công thức xác định nhiệt độ tôi , ủ , thường hoá cho thép hợp
Trong đó :
T : Nhiệt độ tôi , ủ , thường hoá ( º C )
K : hằng số nhiệt độ
: hệ số tỉ lệ
X : chỉ số % C có trong thép
a : hệ số di chuyển nồng độ C do ảnh hưởng của nguyên tố hợp kim thứ i
Me : thành phần % nguyên tố hợp kim thứ i trong thép ( % )
b : Hệ số thăng giảm nhiệt độ tới hạn do ảnh hưởng của nguyên tố hợp kim thứ i
T : Số gia nhiệt độ ( º C )
Trước hết ta xác định thép họp kim là thép trước cùng tích hay sau cùng tích dựa trên việc so sánh hàm lượng C với điểm cùng tích S’ của thép hợp như sau :
S’ = 0,8 + ( - 0,033 – 0,075 )
S’ = 0,692
Như vậy thép này là thép trước cùng tích vì có hàm lượng C = 0,2 % < 0,692 .
Vì đây là thép trước cùng tích do đó ta có công thức xác định nhiệt độ tôi , ủ , thường hoá như sau :
Vậy nhiệt độ tôi , ủ , thường hoá đối với thép 20CrMo là :
T = 950 +11,8 +45 _233,7 ( 0,2 + 0,033
Bảng 1 : Hệ số di chuyển nồng độ cacbon tính theo 1% Me
|
NTHK |
Mn |
Si |
Cr |
Ni |
W |
V |
Mo |
Ti |
Al |
P |
|
a |
-0,0417 |
-0,075 |
-0,033 |
-0,04 |
-0,057 |
0,2 |
-0,075 |
0,32 |
0,3 |
0,18 |
Bảng 2 : Hệ số thăng giáng nhiệt độ tính theo 1%Me
|
NT hợp kim |
Mn |
Si |
Cr |
Ni |
W |
V |
Mo |
Ti |
Al |
P |
|
b |
-17,7 |
40,1 |
11,8 |
-5,7 |
27 |
41 |
45 |
350 |
-4,5 |
47 |
- Xác định thép C có cùng thành phần với thép 20CrMo :
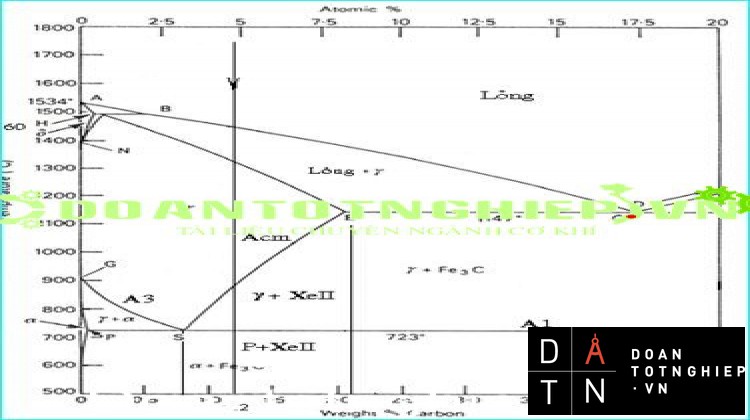
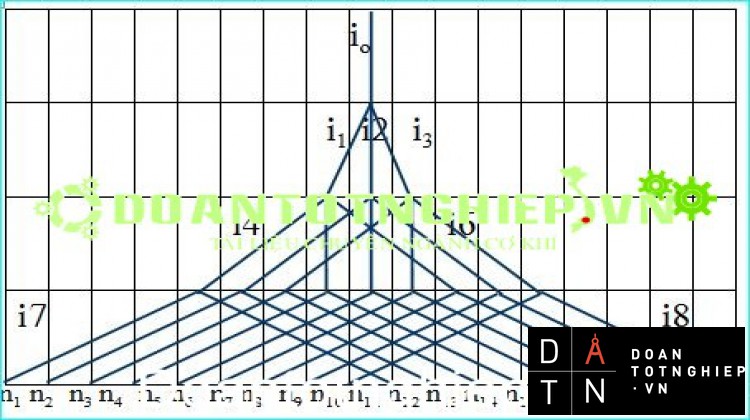
Theo giản đồ Fe – C ta xác định được thép có cùng thành phần thép C = 0,2 % như sau:
Giản đồ Fe - C
- Xác định nhiệt độ của thép có cùng thành phần C = 0,2 % :
Đối với thép C = 0,2 % :
• Trên giản đồ Fe-C, nhiệt độ chảy hoàn toàn của thép là tung độ (trên trục nhiệt độ) của giao điểm của đường thẳng %C = 0,2 với đường lỏng, ta xác định được Tcht=14950C.
• Xác định nhiệt độ TAc3 được tính gần đúng dựa vào tam giác MNP và MQR
Nhiệt độ ủ đối với thép có hàm lượng cac bon thấp :
Đối với thép cácbon thành phần thấp 0,2% ta nên thường hoá . Nhiệt độ thường hoá là :
Nhiệt độ tôi thép đối với thép trước cùng tích phải lấy cao hơn AC3 tức nung nóng đến trạng thái hoàn toàn là austenit , nhiệt độ tôi là :
tổ chức đạt được là mactenxit + austenit dư .
Ta thấy nhiệt độ tôi , ủ , thường hoá của của thép hợp kim 20CrMo đã tìm được và nhiệt độ tôi , ủ , thường hóa của thép 0,2 % chênh lệch không đáng kể và nó vẫn đảm bảo được tổ chức và cơ tính , quá trình nhiệt luyện của thép .
3.5 Tổ chức đạt được khi làm nguội thép qua các điểm tới hạn :
Mục tiêu cảu nung nóng và giữ nhiệt là để tạo nên austenit hạt nhỏ , sự chuyển biến
này quyết định cơ tính của thép khi làm việc hay gia công tiếp theo . Tổ chức tạo thành khi làm nguội phụ thuộc vào nhiều yếu tố như : độ quá nguội , thành phần tổ chức của thép … và cả phương thức làm nguội
- Bỏ qua chuyển biến bao tinh xảy ra ở nhiệt độ 1499 º C vì nó xảy ra ở nhiệt độ quá cao và không có ảnh hưởng gì đến tổ chức của thép khi gia công và sử dụng
- Ban đầu tổ chức của thép là austenit có thành phần chính bằng thành phần của thép vì vậy chúng dẻo dai và dễ biến dạng.
- Từ 8650C đến 7270C : một phần austenit chuyển thành ferit nên hỗn hợp thu
được gồm hai pha ferit + austenit ( α+γ ). Như đã nói ở trên tổ chức tế vi của ferit có dạng các hạt sáng đa cạnh. Cơ tính của ferit chính là của sắt nguyên chất : dẻo, dai, mềm và kém bền. Như vậy tổ chức nhận được gồm hai pha đều dẻo và mền. Tỷ lệ % của hai pha ferit và austenit tại điểm tới hạn (nằm trên đường A1) được tính theo quy tắc cánh tay đòn (trên giản đồ Fe-C) :
-Thấp hơn 7270C :
-Ở 7270C xảy ra phản ứng cùng tích (đường PSK) : austenit chuyển thành peclit
γs → [α + Fe3CK] .
- Tổ chức nhận được là ferit và xêmentit ( F + XeII ). Xêmentit ( ký hiệu Xe, Fe3C) là pha xen kẽ với kiểu mạng phức tạp có công thức Fe3C và thành phần 6,67% C ứng với đường thẳng đứng DFKL trên giản đồ. Đặc tính của xêmentit là cứng và giòn, cùng với ferit nó tạo nên các tổ chức khác nhau của hợp kim Fe-C.
Tỷ lệ % của hai pha ferit và xêmentit là:
Như vậy tổ chức nhận được gồm có 97% ferit và 3% Xe nên đặc tính chung của hỗn hợp là đặc tính của ferit (chiếm tỷ lệ rất cao) : dẻo, dai, mềm, kém bền.
5. Chế tạo chi tiết :
5.1 Phương pháp gia công cơ khí thường dùng để chế tạo chi tiết:
Đối với chi tiết có hình dạng phức tạp như bánh răng hộp số này thì ta thường dùng phương pháp bao hình . Chủ yếu trên máy phay , xọc để tạo nên chi tiết .
Các bước để chế tạo chi tiết :
Như đã biết , ban đầu ta phải gia công cơ khí dưới hình thức biến dạng nóng . Trong cơ khí ta thường dùng phương pháp gia công áp lực : Rèn .
Sau đó ta dùng phương pháp biến dạng nguội , qua nhiệt luyện sơ bộ để tiến hành gia công cắt gọt , tạo điều kiện để gia công cắt được dễ dàng
- Biện pháp xử lý nhiệt trước hay sau khi gia công cơ khí :
Như đã trình bày ở trên , do đây là thép hợp kim có hàm lượng cacbin thấp
(<0,25 % ) nên ta phải thường hoá trước và sau khi gia công cơ khí .Bởi vì :
Thường hoá nhằm mục đích là :
- Đạt độ cứng thích hợp để gia công cắt gọt cho thép cacbon thấp ( < 0,25 % ) . Loại thép này nếu ủ hoàn toàn sẽ đạt độ cứng quá thấp ( HB < 140-160 ) , quá dẻo , phoi khó gãy nên khó gia công cắt , nếu thường hoá sẽ có độ cứng cao hơn và thích hợp với gia công cắt hơn vì phoi giòn hơn , dễ gãy hơn .
- Làm nhỏ xêmentit chuẩn bị cho nhiệt luyện kết thúc . Khi thường hoá tạo ra tổ chức peclit phân tán hay xoocbit trong đó xêmentit có kích thước nhỏ , điều này rất thuận lợi để tạo thành hạt austenit nhỏ mịn khi nung nóng cho nhiệt luyện kết thúc.
Thường hoá là phương pháp nhiệt luyện bao gồm nung nóng thép đến trạng thái hoàn toàn là austenit ( cao hơn AC3 hay ) , giữ nhiệt và làm nguội tiếp theo trong không khí tĩnh để austenit phân hoá thành tổ chức gần ổn định : peclit phân tán hay xoocbit với độ cứng tương đối thấp ( cao hơn ủ một chút ) .
- Tốc độ nguội : nhanh hơn đôi chút , trong không khí tĩnh (đây là cách làm nguội thông thường ) , không phải dùng lò khi làm nguội nên kinh tế hơn ủ .
- Tổ chức và cơ tính : tổ chức đạt được là gần bằng với độ cứng cao hơn ủ đôi chút .
5.3 Nhiệt luyện kết thúc :
Đối với thép 20CrMn này , sau khi gia công cơ khí nhiệt luyện kết thúc bao gồm những nguyên công là : thấm cacbon và tôi + ram thấp .
|
Thấm C |
880-980ºC |
Dầu , bể muối 160-250ºC |
|
Tôi trực tiếp |
880-980ºC |
Dầu , bể muối 160-250ºC |
|
Tôi cho lõi |
860-900º C |
Dầu , bể muối 160-250ºC |
|
Tôi bề mặt |
780-820º C |
Dầu , bể muối 160-250ºC |
|
Ram |
150-200º C |
Không khí |
Bước 1 : Thấm cacbon
Thấm cacbon là phương pháp hoá - nhiệt bao gồm làm bão hoà cacbon vào bề mặt của thép cacbon thấp , rồi tiếp theo là tôi và ram thấp làm bề mặt có độ cứng , tính chống mài mòn cao ( do lượng cacbon cao ) , còn lõi có độ bền tốt và dẻo dai
( do lượng cacbon thấp như cũ ) .
Mục đích của thấm cacbon là làm cho bề mặt của thép cứng tới HRC 60-64 với tính chống mài mòn cao ,chịu mỏi tốt , còn lõi bền .dẻo ,dai với độ cứng HRC 30-40 .
Nhiệt độ và thời gian
Nguyên tắc chọn nhiệt độ thấm cacbon là phải sao cho thép ở trạng thái hoàn toàn là austenit, vì như đã thấy ở giản đồ pha Fe-C chỉ có pha này mới có khả năng hoà tan nhiều cacbon . Vậy nhiệt độ thấm cao hơn AC3 của thép tức là trong khoảng
900 – 950 ºC. Nhưng nếu thấm ở nhiệt dộ cao hơn thì càng chóng đạt chiều sâu lớp thấm qui định , do đó ta chọn tăng nhiệt độ ( 930-980 )º C.
Thời gian thấm ( giữ nhiệt ở nhiệt độ thấm ) phù thuộc vào 2 yếu tố sau :
- Chiều dày lớp thấm yêu cầu được qui định ở điều kiện kỹ thuật và thường ở 3 mức sau : 0,5- 0,8 , 0,9-1,2 , 1,5 – 1,8 mm làm sao cho lớp thấm có chiều dày 0,1 – 0,15 đường kính hay chiều dày tiết diện . Riêng đối với bánh răng chiều dày lớp thấm x tính theo môđun m của răng , x/m = 0,2-0,3 như sau :
m = 1,5 , x = 0,50mm , m = 3,0 , x = 0,80 mm
Chiếu sâu lớp thấm yêu cầu càng lớn , thời gian càng phải càng dài .
- Tốc độ thấm
Đại lượng này phụ thuộc vào môi trường thấm và nhiệt độ . Ở cùng một nhiệt độ , tốc độ thấm cacbon trong môi trường lỏng là cao nhất , sau đó đến khí và thấp nhất là thể rắn .
Bước 2 : Nhiệt luyên kết thúc
Nhiệt luyện kết thúc nhằm tạo cho chi tiết có cơ tính như mong muốn .
Như ta đã thấy sự khuyếch tán cacbon kể trên chỉ là tạo nên sự phân bố cacbon hợp lý trên tiết diện , tạo điều kiện để tôi tiếp đạt yêu cầu : bề mặt cứng , lõi bền , dai . Vì vậy sau khi thấm cacbon , thép bắt buộc phải qua tôi + ram thấp .
Trong các nguyên công nhiệt luyện thép , tôi là nguyên công quan trọng nhất .
Tôi thép là phương pháp nhiệt luyện bao gồm : nung thép lên cao quá nhiệt độ tới hạn AC1 để làm xuất hiện austenit , giữ nhiệt và làm nguội nhanh thích hợp để biến nó thành mactenxit hay các tổ chức không ổn định khác với độ cứng cao .
Mục đích của tôi thép là đạt độ cứng cao nhất sau đó kết hợp với ram ở nhiệt độ thích hợp nhằm các yêu cầu sau :
- Nâng cao độ cứng và chống mài mòn ( kết hợp với ram thấp ) nhờ đó kéo dài tuổi thọ của các chi tiết máy chịu mòn , nhờ tôi nên đạt được độ cứng cao nhất , nếu chỉ có ram thấp chỉ có tác dụng làm giảm ứng suất bên trong , không làm giảm độ cứng sau khi tôi .
- Nâng cao độ bền và sức chịu tải của chi tiết máy .
Như ta đã biết sau khi tôi độ bền , độ cứng của thép tăng lên nhiều lần song nếu lớp tôi quá mỏng (độ thấm tôi nông ) thì hiệu quả này không đáng kể : lõi do không được tôi , có độ bền thấp do đó nguy cơ phá huỷ từ đây là rất lớn . Khi lớp thấm tôi dày (độ thấm tôi sâu ) hiệu quả này sẽ trở nên hoàn toàn hơn nhờ đó sức chịu tải tăng lên rõ rệt . Đặc biệt khi tôi thấu hoá bền bằng
tôi + ram đối với thép là hoàn toàn dễ dàng đạt được cơ tính cao và đồng nhất trên toàn tiết diện nó rất quan trọng đối với bánh răng .
|
Độ thấm tôi(mm) |
1.5 |
3 |
5 |
7 |
9 |
11 |
13 |
15 |
20 |
25 |
30 |
35 |
40 |
|
H Max Min |
49 41 |
47 37 |
44 31
|
41 27 |
38 24 |
35 22 |
33 - |
31 - |
28 - |
26 - |
25 - |
24 - |
24 - |
Đây là chi tiết yêu cầu cơ tính tổng hợp cao do đó nhiệt luyện kết thúc thích hợp là tôi ở nhiệt độ T = 880 º C . Để tránh thoát C cần nung trong lò muối . Môi trường tôi là dầu .Sau đó ram thấp ở nhiệt độ T = 200 º C , tổ chức đạt được là mactenxit ram . Sau khi ram độ cứng không giảm đi hoặc chỉ giảm rất ít , ứng suất giảm đi đáng kể do đó có tính dẻo , dai tốt hơn , khó bị phá huỷ giòn hơn .
Thời gian cũng có ảnh hưởng tới chuyển biến khi ram tuy không mạnh bằng nhiệt độ .
Kéo dài thời gian ram cũng có tác dụng như nhiệt độ . Vì vậy sau khi tôi nên ram ngay để vừa tránh nứt xảy ra sau khi tôi vừa để tránh hiện tượng ổn định hoá austenit.
- Lựa chọn vật liệu thay thế
Nếu cần thay thế ta lực chọn vật liệu thép hoá tốt Cr +Ni cao . Với mác thép là :
30XH3A theo tiêu chuẩn của Nga .
Bởi vì ta biết bánh răng là chi tiết đòi hỏi cần có cơ tính tổng hợp cao , đòi hỏi bề mặt có độ cứng , tính chống mài mòn tốt trong đó lõi vẫn bền và dẻo dai , như vậy hai nguyên tố Cr , Ni sẽ giúp cho vật liệu nâng cao tính tôi đảm bảo cơ tính . Mặt khác chúng không những nâng cao độ cứng và độ bền mà còn nâng cao được chút ít độ dai.
Hay ta có thể thay thế được bằng thép 40X . Thép này chứa Cr ( 0,5% - 1% ) cũng cải thiện được tính tôi , nhưng không chống được giòn ram loạ