THIẾT KẾ CÁC KHUÔN ĐÚC VÀ DẬP ĐỘNG CƠ MÁY MÀI
NỘI DUNG ĐỒ ÁN
THIẾT KẾ CÁC KHUÔN ĐÚC VÀ DẬP ĐỂ CHẾ TẠO PHÔI ĐỘNG CƠ MÁY MÀI , CAD, file 2D, 3D , thuyết minh ĐÚC VÀ DẬP....,file báo cáo, nguyên lý vận hành khuôn, tháo lắp, và cách bảo quản khuôn....Bản vẽ chi tiết sản phẩm, quy trình chế tạo các chi tiết trong khuôn......
- Đầu đề thiết kế:
- Mẫu thiết kế
- Dạng sản xuất hàng loạt nhỏ và vừa
- Các bản vẽ:
- Các bản vẽ chi tiết động cơ.
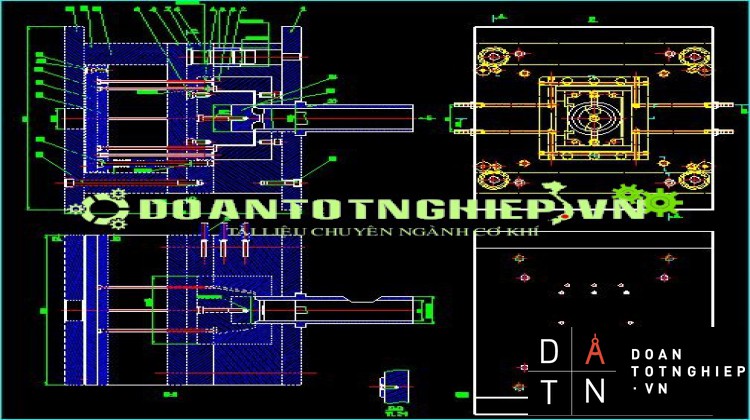
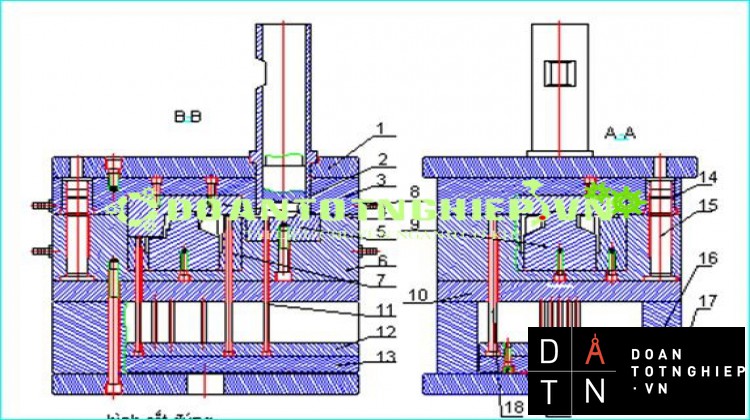
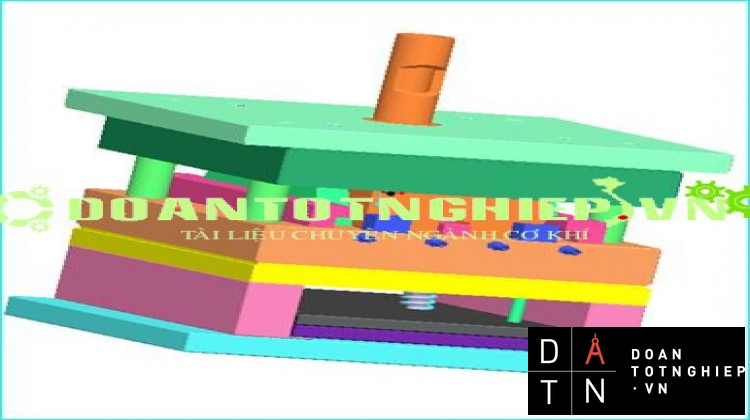
- Bản vẽ lắp các khuôn.
- Bản vẽ chi tiết các khuôn.
- Bản vẽ thành phẩm của khuôn sau khi đúc, dập.
- Và các bản vẽ khác cần thiết cho quá trình bảo vệ đồ án.
Mục lục
Phần I: Tổng quan. 1
A/ GIỚI THIỆU VỀ CÁC LOẠI ĐỘNG CƠ ĐIỆN: 1
I/ Định nghĩa và ứng dụng của động cơ điện: 1
II/ Các loại động cơ điện: 1
1/ Động cơ điện xoay chiều không đồng bộ: 1
2/ Động cơ điện xoay chiều đồng bộ: 5
3/ Động cơ điện một chiều: 7
III/ Động cơ điện xoay chiều không đồng bộ roto lồng sóc một pha: 9
1/Cấu tạo của động cơ không đồng bộ roto lồng sóc một pha: 9
2/ Nguyên lý hoạt động của động cơ điện xoay chiều không đồng bộ roto lồng sóc một pha: 9
3/ Mở máy động cơ điện xoay chiều không đồng bộ roto lồng sóc một pha: 9
B/- GIỚI THIỆU VỀ ĐÚC ÁP LỰC: 10
C/ GIỚI THIỆU VỀ DẬP NGUỘI: 15
Phần II: Tính Toán Thiết Kế Khuôn. 16
A. Giới thiệu động cơ được chế tạo: 16
B. Vật liệu sử dụng trong động cơ điện: 18
I. Hợp kim nhôm: 18
II. Thép để dập nguội: 19
C. Tính Toán – Thiết Kế Động Cơ Điện. 20
I. Tính Toán Thiết Kế Khuôn Đúc Áp Lực: 20
1/ Đường lối thiết kế khuôn đúc áp lực: 20
2: Khuôn đúc áp lực Ro to: 22
2: Khuôn đúc áp lực Ro to: 23
3/ Khuôn đúc áp lực đế động cơ: 33
4:Tính toán khuôn đúc áp lực nắp trái – nắp phải 45
5. Khuôn đúc áp lực thân giữa: 59
II. Tính Toán Khuôn Dập Nguội: 70
1. Lá thép roto: 71
2. Lá thép stato: 84
2. Lá thép stato: 85
3. Tấm thép đế: 95
III. Sử dụng và bảo quản khuôn: 104
1. Khuôn đúc: 104
2. Khuôn dập: 104
IV. Lắp ráp, sử dụng và bảo quản động cơ. 105
Phần I: Tổng quan
A/ GIỚI THIỆU VỀ CÁC LOẠI ĐỘNG CƠ ĐIỆN:
I/ Định nghĩa và ứng dụng của động cơ điện:
-Động cơ điện là thiết bị điện từ, nguyên lý làm việc dựa vào hiện tượng cảm ứng điện từ. Nó bao gồm mạch từ(lõi thép) và mạch điện(các dây quấn) dùng để biến đổi điện năng thành cơ năng.
-Động cơ điện dùng làm nguồn động lực cho các loại thiết bị, công suất từ vài chục đến hàng ngàn kilooat, vòng quay từ vài trăm vòng/phút đến 3000vòng/phút.
-Ở nhiều trường hợp cần thiết phải điều chỉnh tốc độ trong phạm vi rộng thì động cơ điện một chiều có đặc tính điều chỉnh tốc độ ưu việt(như trong cán thép). Động cơ điện đồng bộ có tốc độ không đổi.Cosφ cao chủ yếu dùng trong các thiết bị cơ khí lớn( như quạt gió,bơm nuớc,máy nghiền…).Động cơ điện không đồng bộ được dùng nhiều nhất vì giá thành hạ, bảo dưỡng đơn giản, vận hành chắc chắn, nhất là các loại rôto lồng sóc(như trong quạt gió, bơm nước…). Loại động cơ không đồng bộ rôto dây quấn điều tốc, khởi động thuận tiện.
II/ Các loại động cơ điện:
-Động cơ điện gồm hai loại là động cơ điện xoay chiều và động cơ điện một chiều. Động cơ điện xoay chiều bao gồm động cơ điện xoay chiều không đồng bộ và động cơ điện xoay chiều đồng bộ
1/ Động cơ điện xoay chiều không đồng bộ:
- Động cơ điện xoay chiều không đồng bộ là loại động cơ điện xoay chiều. Hoạt động với tốc độ quay của rôto chậm hơn so với tốc độ quay của từ trường stato. Ta thường gặp những động cơ không đồng bộ rôto lồng sóc vì đặc tính của nó tốt hơn dạng dây quấn. Động cơ điện xoay chiều không đồng bộ bao gồm bao gồm động cơ điện xoay chiều không đồng bộ ba pha, động cơ điện xoay chiều không đồng bộ hai pha, và động cơ điện xoay chiều không đồng bộ một pha.
..............................................
Cấu tạo động cơ điện không đồng bộ
1-Lõi thép stato;
2-Dây quấn stato;
3-Nắp máy;
4- ổ bi;
5-Trục máy;
6-Hộp dầu cực;
7-lõi thép roto;
8-Thân máy;
9-Quạt gió làm mát;
10-Hộp quạt
1.1/ Động cơ điện xoay chiều không đồng bộ ba pha: Thường có công suất trên 600w, có ba dây quấn làm việc, trục các dây quấn lệch nhau trong không gian 1 góc 120° điện
a/ Cấu tạo: Gồm hai phần là stato(phần sơ cấp, hay phần đứng)và roto(phần thứ cấp, hay phần quay)
-Stato có hai phần chính là lõi thép và dây quấn
+Lõi thép stato hình trụ gồm nhiều lá thép ghép lại.Mặt trong có những rãnh để chứa một bộ dây quấn ba pha.
+Dây quấn stato làm bằng các dây dẫn bọc cách điện, đặt trong các rãnh được phân bố đều dọc theo chu vi của lõi thép. Dây quấn stato nhận điện từ một nguồn ba pha để tạo ra một từ trường quay.Vận tốc quay của từ trường này tuỳ thuộc tần số nguồn điện và số cực của bộ dây quấn.
-Roto cũng có hai phần chính là lõi thép và dây quấn. Lõi thép roto hình trụ gồm nhiều lá thép ghép lại, mặt ngoài có những rãnh để chứa dây quấn. Roto có hai loại là roto lồng sóc và roto dây quấn.
+Roto lồng sóc:Gồm các thanh đồng hoặc nhôm đặt trong rãnh, và bị ngắn mạch bởi hai vành ngắn mạch ở hai đầu. Với động cơ nhỏ, roto được đúc nguyên khối, gồm thanh dẫn, vành ngắn mạch, cánh tản nhiệt và quạt.Với động cơ lớn, các thanh dẫn bằng đồng được đặt vào các rãnh và siết chặt vào vành ngắn mạch. Nhờ không có vành trượt và chổi than nên roto rất bền chắc, ít cần bảo trì.
Các thanh dẫn roto thường nghiêng so với trục(ta có cảm tưởng như roto bị vặn xoắn), vì hai lý do:(1) làm cho momen quay không bị dao động và máy ít ồn khi làm việc; và(2) máy tránh được vị trí mà ở đó răng roto song song và đối diện với răng stato; tức là vị trí từ trở cực tiểu và roto sẽ bị khoá ở đó.
+Roto dây quấn: Cũng mang một bộ dây quấn ba pha có cùng số cực như dây quấn stato. Dây quấn roto luôn luôn đấu sao và có ba đầu ra đấu vào ba vành trượt gắn vào trục quay của roto. Ba chổi than cố định quét lên ba vành trượt này để dẫn điện vào một biến trở ba pha đấu sao nằm ngoài động cơ, dùng để mở máy hoặc điều chỉnh tốc độ.
b/ Nguyên lý làm việc: Khi đặt điện áp xoay chiều ba pha có tần số f1 vào dây quấn stato của động cơ, trong dây quấn stato sẽ có dòng ba pha chạy qua, dòng điện này sẽ tạo ra từ trường quay p đôi cực, quay với tốc độ n1= 60f1/p. Từ trường quay cắt các thanh dẫn của dây quấn rôto và cảm ứng trong đó các suất điện động. Vì dây quấn roto nối ngắn mạch, nên suất điện động cảm ứng sẽ sinh ra dòng điện trong các thanh dẫn roto. Lực tác dụng tương hỗ giữa từ trường quay của máy với thanh dẫn mang dòng điện rôto, kéo roto quay theo chiều của từ trường quay với tốc độ n.
c/ Mở máy động cơ xoay chiều không đồng bộ ba pha:
-Động cơ không đồng bộ ba pha có momen mở máy. Để mở máy được momen mở máy động cơ phải lớn hơn momen cản của tải lúc mở máy, đồng thời momen động cơ phải đủ lớn để thời gian mở máy trong phạm vi cho phép.
+Mở máy động cơ roto dây quấn: Để mở máy động cơ điện xoay chiều không đồng bộ ba pha roto dây quấn , người ta dùng một biến trở. Đầu tiên để biến trở lớn nhất, sau đó giảm dần đến không. Nhờ có Rmơ dòng điện mở máy giảm xuống, momen mở máy tăng, dòng điện mở máy giảm, đó là ưu điểm lớn của động cơ roto dây quấn
+Mở máy động cơ roto lồng sóc:
Mở máy trực tiếp: Đây là phương pháp đơn giản nhất,chỉ việc đóng trực tiếp động cơ điện vào lưới điện. Khuyết điểm của phương pháp này là dòng điện mở máy lớn, làm tụt điện áp mạng điện rất nhiều, nếu quán tính của máy lớn, thời gian mở máy sẽ rất lâu, có thể làm chảy cầu chì bảo vệ. Vì thế phương pháp này dùng được khi công suất mạng điện (hoặc nguồn điện) lớn hơn công suất động cơ rất nhiều, việc mở máy sẽ nhanh và đơn giản.
Giảm điện áp stato khi mở máy: Khi mở máy ta giảm điện áp đặt vào động cơ, cũng làm giảm được dòng điện mở máy.Khuyết điểm của phương pháp này là momen mở máy giảm đi rất nhiều, vì thế nó chỉ được sử dụng không yêu cầu momen mở máy lớn. Có hai biện pháp để giảm điện áp là: Dùng điện kháng nối tiếp vào mạch stato hoặc dùng máy tự biến áp.
1.2/ Động cơ điện xoay chiều không đồng bộ hai pha:
-Ở động cơ điện không đồng bộ hai pha, roto kiểu lồng sóc, stato có dây quấn hai pha, lệch nhau về không gian một góc 90° điện. Khi dòng điện trong hai dây quấn có biên độ bằng nhau và lệch nhau một góc 90°, sẽ tạo ra trong máy từ trường quay tròn với tần số quay là n1=60f/p; trong đó f là tần số dòng điện stato, p là số đôi cực của máy. Nguyên lý làm việc và đặc tính động cơ hai pha như động cơ ba pha đã xét ở trên.
- Đối với động cơ tụ điện hai pha, để tạo ra sự lệch pha về thời gian giữa dòng điện trong hai dây quấn, người ta nối tiếp với một dây quấn một điện dung C. Hai dây quấn được nối song song với nhau và nối vào lưới điện một pha. Việc phối hợp các trị số điện dung C và số vòng dây các dây quấn phù hợp sẽ có được từ trường quay tròn(hoặc gần tròn) máy sẽ có các chỉ tiêu kinh tế kĩ thuật tốt. Loại động cơ này được sử dụng trong dân dụng (quạt điện) hoặc trong các thiết bị của hệ thống tự động .vv..
1.3/ Động cơ xoay chiều không đồng bộ một pha
-Có công suất nhỏ dưới 600w và chỉ có một dây quấn làm việc.
a/ Cấu tạo: Tương tự như động cơ không đồng bộ xoay chiều ba pha, động cơ không đồng bộ xoay chiều một pha có roto thường là lồng sóc, còn stato mang một d ây quấn một pha và được cung cấp bởi nguồn điện xoay chiều một pha
b/ Nguyên lý hoạt động:Dòng điện xoay chiều chạy vào dây quấn stato không tạo ra từ trường quay. Do sự biến thiên của dòng điện, chiều và trị số từ trường thay đổi, nhưng phương của từ trường cố định trong không gian. Từ trường này gọi là từ trường đập mạch.
Vì không phải là từ trường quay , nên khi ta cho điện vào dây quấn stato, động cơ không tự quay được. Để cho động cơ điện làm việc được, trước hết phải quay roto động cơ điện theo một chiều nào đó, roto sẽ tiếp tục quay theo chiều ấy và động cơ làm việc.
c/ Mở máy động cơ không đồng bộ xoay chiều một pha:
- Để mở máy động cơ xoay chiều không đồng bộ một pha, người ta dùng dây quấn phụ mở máy.Dây quấn phụ có thể được thiết kế để làm việc khi mở máy, hoặc làm việc lâu dài.Dây quấn phụ được đặt trong một số rãnh stato sao cho sing ra một từ thông lệch với từ thông chính một góc 90°. Dòng điện ở dây quấn phụ và dây quấn chính sinh ra từ trường quay để tạo ra momen mở máy.
d/ Ứng dụng và ưu-nhược điểm của động cơ không đồng bộ xoay chiều một pha:
Động cơ điện một pha có khuyết điểm là cosφ thấp vì tổn hao ở roto lớn, momen nhỏ nên làm việc kém ổn định, khả năng quá tải kém.
Động cơ điện một pha có ưu điểm là cấu tạo gọn, sử dụng lưới điện một pha, nên được sử dụng nhiều trong các hệ tự động và dân dụng (máy quạt, máy quay đĩa…) Nhược điểm là nếu không có biện pháp cải thiện thì các đặc tính kém so với động cơ ba pha và hai pha.
2/ Động cơ điện xoay chiều đồng bộ:
Động cơ điện đồng bộ là loại động cơ điện xoay chiều, có tốc độ roto n bằng tốc độ quay của từ trường n1.Ở chế độ xác lập thì tốc độ quay của roto n không đổi
2.1/ Cấu tạo động cơ điện xoay chiều đồng bộ
-Cấu tạo động cơ đồng bộ gồm hai phần chính là stato(phần ứng) và roto(phần cảm). Stato gồm hai bộ phận chính là lõi thép stato và dây quấn ba pha stato. Dây quấn stato gọi là dây quấn phần ứng. Roto động cơ điện đồng bộ có các cực từ và dây quấn kích từ dùng để tạo ra từ trường cho máy, đối với động cơ nhỏ roto là nam châm vĩnh cửu. Dây quấn ba pha trên stato của động cơ điện xoay chiều đồng bộ có cùng số cực như roto. Roto thường có dạng cực lồi, và có một điểm khác so với máy phát: ngoài cuộn kích từ nó còn có thêm một cuộn đệm đặt trong mặt các cực từ, và giống động cơ roto lồng sóc trong động cơ không đồng bộ.Cuộn đệm này dùng để mở máy .
2.2/ Nguyên lý làm việc:
-Vì dây quấn stato của động cơ điện xoay chiều đồng bộ cũng giống như động cơ điện xoay chiều không đồng bộ, nên khi cung cấp cho stato một hệ thống dòng điện ba pha cân bằng, ta được một từ trường quay có 2p cực và quay với vận tốc đồng bộ n1=60f/p
2.3/ Mở máy động cơ điện xoay chiều đồng bộ:
-Động cơ điện xoay chiều đồng bộ không tự mở máy được.Từ trường quay stato quét qua các cực từ roto với vận tốc đồng bộ và vì lực tác động luân phiên kéo và đẩy nên do quán tính của roto và tải cơ momen trung bình bằng không.Vì vây roto phải được quay đến bằng hoặc gần bằng vận tốc đồng bộ trước khi động cơ làm việc.
-Trong vài trường hợp người ta dùng động cơ một chiều gắn vào trục roto để kéo roto đến vận tốc đồng bộ.Trong động cơ nhỏ người ta dùng momen từ trở.
Tuy nhiên, với các động cơ lớn, người ta thường dùng cuộn đệm. Khi đưa điện ba pha vào stato, từ trường quay sẽ sinh ra dòng cảm ứng trong cuộn đệm và kéo roto quay theo từ trường stato, giống như động cơ không đồng bộ roto lồng sóc.Khi roto đã quay gần bằng vận tốc đồng bộ, người ta cho dòng kích từ Ik chạy vào cực từ roto và roto sẽ được kéo vào tình trạng đồng bộ. Như vậy roto phải có một gia tốc tức thời khá nhanh để đuổi kịp từ trường stato và vì vậy động cơ thường được mở máy không tải hoặc non tải
-Có thể xảy ra hiện tượng sau: Sau khi đóng kích từ các cực từ cùng tên của roto và stato đối diện nhau. Lúc đó từ thông trong khe không khí bị giảm khiến dòng dây đột ngột tăng lên, để tránh hiện tượng này, người ta mở máy với điện áp thấp, đóng kích từ sau đó mới tăng điện áp lên bình thường
- Nếu động cơ quay đều cuộn đệm không mang dòng điện. Tuy nhiên nếu vì lý do nào đó mà tải cơ dao động thì trục roto cũng sẽ dao động so với trục từ trường quay stato. Theo định luật Lenz, dòng cảm ứng sinh ra trong cuộn đệm sẽ có tác dụng chống lại sự dao động đó, tức là có khuynh hướng làm tắt dần dao động của roto
2.4/ Ứng dụng và ưu- nhược điểm của động cơ điện xoay chiều đồng bộ:
-Một ưu điểm của động cơ đồng bộ là hệ số công suất cao và điều chỉnh được bằng cách điều chỉnh dòng kích từ, điều này cho phép nâng cao hệ của lưới điện khi phần lớn tải là động cơ điện xoay chiều không đồng bộ(có hệ số công suất trễ và không điều chỉnh được). Nhược điểm của nó là động cơ điện xoay chiều đồng bộ không tự mở máy được nên phải có biện pháp để mang động cơ đến gần vận tốc đồng bộ để đồng hoá trước khi kéo tải. Biện pháp thường gặp nhất là dùng cuộn đệm.
-Nếu cho động cơ quay không tải và tăng dòng kich từ khá lớn thì dòng vào động cơ sẽ sớm pha gần 90° so với điện áp: Động cơ làm việc như một tụ điện và đây là chế độ máy bù đồng bộ, dùng để nâng cao hệ số công suất cho các nhà máy công nghiệp lớn.
cơ điện một chiều:
Là một loại động cơ điện hoạt động với dòng điện một chiều.Nó bao gồm : động cơ điện một chiều kích từ song song, động cơ điện một chiều kích từ độc lập và động cơ điện một chiều kích từ nối tiếp
Cấu tạo động cơ điện một chiều
1-Lõi thép cực từ chính;2-Dây quấn cực từ chính;3-Mâm cực từ;4-lõi thép cực từ phụ;5-Dây quấn cực từ phụ;6-Thân máy;7-Gông từ;8-ổ bi;9-Lõi thép phần ứng;10-Quạt gió;11-Dây quấn phần ứng;12-Cổ góp;13-Chổi than
3.1/ Cấu tạo:
- Stato (phần cảm) cố định gồm 2p cực từ lồi trên đó mang dây quấn kích từ sao cho các cực từ liên tiếp luân phiên bắc(N) và nam(S). Stato gồm lõi thép làm bằng thép đúc, vừa là mạch từ vừa là vỏ máy. Các cực từ chính có dây quấn kích từ
- Roto (phần ứng) là một lõi thép hình trụ gồm nhiều lá thép dày 0.5mm, phủ sơn cách điện ghép lại. Các lá thép được dập có lộ thông gió và rãnh để đặt dây quấn phần ứng.Dây quấn phần ứng được quấn thành từng cuộn và đặt trong các rãnh. Hai đầu nối với hai phiến góp, hai cạnh tác dụng của phần tử dây quấn đặt trong hai rãnh dưới hai cực khác tên.
- Cổ góp và chổi điện: Cổ góp gồm các phiến góp bằng đồng được ghép cách điện, có dạng hình trụ, gắn ở đầu trục roto. Các đầu dây của phần tử nối với phiến góp
Chổi điện(chổi than): Làm bằng than graphit. Các chổi tì chặt lên cổ góp nhờ lò xo và giá chổi điện lắp trên nắp máy.
3.2/ Nguyên lý hoạt động: Stato của động cơ điện một chiều thường là một hay nhiều cặp nam châm vĩnh cửu hay nam châm điện. Roto có các cuộn dây quấn được nối với nguồn điện một chiều. Một phần quan trọng khác của động cơ là bộ phận chỉnh lưu của nó có nhiệm vụ là đổi chiều dòng điện trong khi chuyển động quay của roto là liên tục. Thông thường bộ phận này có một bộ cổ góp và một bộ chổi than tiếp xúc với cổ góp
Khi cho dòng điện một chiều vào hai chổi điện của động cơ,trong dây quấn phần ứng sẽ có dòng điện.Các thanh dẫn của động cơ có dòng điện nằm trong từ trường, sẽ chịu lực tác dụng làm cho roto quay. Chiều lực xác định theo quy tắc bàn tay trái. Khi phần ứng quay được nửa vòng, vị trí các thanh dẫn của nó sẽ đổi chỗ cho nhau, do có phiến góp đổi chiều dòng điện, giữ cho chiều lực tác dụng không đổi, đảm bảo động cơ có chiều quay không đổi.
3.3/ Mở máy động cơ điện một chiều: Khi mở máy động cơ điện một chiều, dòng điện lúc mở máy rất lớn khoảng (20-30)Idm làm hỏng cổ góp và chổi than. Dòng điện phần ứng lớn kéo theo dòng điện mở máy Imơ lớn làm ảnh hưởng đến lưới điện. Để giảm dòng điện mở máy, đạt Imơ =(1.5-2)Idm, ta dùng các biện pháp sau:
a/ Dùng biến trở mở máy Rmơ: Mắc biến trở mở máy vào mạch phần ứng. Lúc đầu để biến trở lớn nhất, trong quá trình mở máy tốc độ tăng lên, sức điện động Eư tăng và điện trở mở máy giảm dần đến không, máy làm việc đúng điện áp định mức.
b/ Giảm điện áp đặt vào phần ứng: Phương pháp này được sử dụng khi có nguồn điện một chiều có thể điều chỉnh điện áp, ví dụ trong hệ thống máy phát-động cơ, hoặc nguồn một chiều chỉnh lưu.
Cần chú ý rằng momen mở máy lớn, lúc mở máy phải có từ thông lớn nhất, vì thế các thông số mạch kích từ phải điều chỉnh sao cho dòng điện kích từ lúc mở máy lớn nhất.
3.4/ Ứng dụng và ưu - nhược điểm của động cơ điện một chiều:
Trong công nghiệp động cơ điện một chiều được sử dụng ở những nơi yêu cầu momen mở máy lớn hoặc yêu cầu điều chỉnh tốc độ bằng phẳng và phạm vi rộng.
Thiếu sót chủ yếu của động cơ điện một chiều là cổ góp có cấu tạo phức tạp, đắt tiền và kém tin cậy, nguy hiểm trong môi trường dễ nổ. khi sử dụng động cơ một chiều cần phải có nguồn một chiều kèm theo(bộ chỉnh lưu hay máy phát điện một chiều).
Qua phân tích đặc điểm của các loại động cơ, nhóm em đã quyết định chọn loại động cơ điện xoay chiều không đồng bộ roto lồng sóc để làm đề tài tốt nghiệp của mình.
III/ Động cơ điện xoay chiều không đồng bộ roto lồng sóc một pha:
1/Cấu tạo của động cơ không đồng bộ roto lồng sóc một pha:
Gồm hai bộ phận chính là stato và roto, ngoài ra ra còn có vỏ máy và nắp máy.
-Stato: stato là phần tĩnh gồm hai phần chính là lõi thép và dây quấn, ngoài ra có vỏ và nắp máy.
+Lõi thép stato hình trụ do các lá thép kĩ thuật điện được dập rãnh bên trong ghép lại với nhau tạo thành các rãnh theo hướng trục.Lõi thép được ép vào trong vỏ máy
+Dây quấn stato làm bằng dây dẫn bọc cách điện(dây điện từ) được đặt trong các rãnh của lõi thép
-Vỏ máy: vỏ máy làm bằng nhôm,dùng để giữ chặt lõi thép và cố định máy trên bệ,hai đầu vỏ có nắp máy,ổ đỡ trục.Vỏ máy và nắp máy còn dùng để bảo vệ máy
-Roto: Là phần quay gồm lõi thép, dây quấn và trục máy
+Lõi thép là các lá thép kĩ thuật điện, được dập rãnh mặt ngoài ghép lại, tạo thành các rãnh theo hướng trục ở giữa có lỗ để lắp trục.
+Dây quấn: Là kiểu roto ngắn mạch(còn gọi là roto lồng sóc). Lồng sóc được chế tạo bằng cách đúc nhôm vào các rãnh của lõi thép roto, tạo thành thanh nhôm.
2/ Nguyên lý hoạt động của động cơ điện xoay chiều không đồng bộ roto lồng sóc một pha:
-Khi ta cho dòng điện xoay chiều một pha hình sin vào dây quấn stato của động cơ, thì từ trường stato có phương không đổi nhưng có độ lớn thay đổi hình sin theo thời gian gọi là từ trường đập mạch. Từ trường này sinh ra dòng điện cảm ứng trong các thanh dẫn dây quấn roto, các dòng điện này sẽ tạo ra từ thông roto mà theo định luật Lenz sẽ chống lại từ thông stato. Từ đó ta xác định được chiều của dòng điện cảm ứng và chiều của lực điện từ tác dụng lên thanh dẫn roto. Ta thấy momen tổng tác dụng lên roto bằng không và do đó roto không thể tự quay được. Để động cơ có thể làm việc được, trước hết ta phải quay roto theo một chiều nào đó, và sau đó động cơ sẽ tiếp tục quay theo chiều đó.
→Nói tóm lại về cấu tạo stato động cơ một pha chỉ có dây quấn một pha, roto là lồng sóc. Dây quấn stato không tạo ra từ trường quay, do sự biến thiên của dòng điện, chiều và trị số từ trường thay đổi, nhưng phương của từ trường cố định trong không gian. Từ trường này gọi là từ trường đập mạch.
Vì không phải từ trường quay, nên khi ta cho điện vào dây quấn stato, động cơ không tự quay được. Để cho động cơ làm việc được, trước hết ta phải quay roto của động cơ điện theo chiều nào đó, roto sẽ tiếp tục quay theo chiều ấy và động cơ làm việc
3/ Mở máy động cơ điện xoay chiều không đồng bộ roto lồng sóc một pha:
Đối với loại động cơ này, ta mở máy động cơ bằng cách đóng điện trực tiếp vào lưới điện xoay chiều một pha.
/- GIỚI THIỆU VỀ ĐÚC ÁP LỰC:
- Đúc áp lực là công nghệ đúc trong đó kim loại lỏng điền đầy khuôn và đông đặc dưới tác dụng của áp lực do khí nén hoặc dầu ép trong xilanh ép tạo ra với áp lực đến hàng trăm átmôtphe.
Đúc áp lực thường dùng để đúc các chi tiết phức tạp như: bình xăng con xe gắn máy, kèn đồng…hợp kim dùng để đúc áp lực thường là: nhôm, chì, kẽm, đồng, thiếc…
Kim loại lỏng được rót vào ống dẫn liệu còn gọi là buồng ép rồi được pittông đẩy vào khuôn kim loại. Tốc độ dòng kim loại lỏng chảy vào khuôn rất cao ( 0.5-120m/s).
Khi thiết kế chi tiết đúc, cần lưu ý đến chiều dày thành và tính đồng đều của thành vật đúc. Việc lựa chọn chiều dày thành và kích thước lỗ trên thành vật đúc ảnh hưởng đến cơ tính và khuyết tật sinh ra trong quá trình đúc.
Người ta thường nung sơ bộ khuôn để hạn chế việc hình thành sớm một lớp vỏ đông đặc, đồng thời tạo điều kiện loại bỏ một phần khí qua hệ thống thoát hơi và qua mặt phân khuôn.
- Đúc áp lực có ưu điểm sau:
+ Khuôn kim loại được dùng nhiều lần (đúc nhôm có thể từ 100,000 đến 250,000; còn đúc kẽm, chì có thể tới 500,000 lần).
+ Do bề mặt khuôn có độ nhẵn bóng và độ chính xác cao nên vật đúc có thể đạt độ chính xác từ cấp 3 đến cấp 5, độ nhẵn bóng có thể đạt tới cấp 5 hoặc cấp 7, phần lớn đem dùng ngay không cần gia công cơ.( theo sách kĩ thuật đúc của Phạm Quang Lộc, xuất bản năm 2000).
+ Hoàn toàn không dùng đến cát làm khuôn và ruột cát.
+ Vật đúc nguội nhanh.
+ Năng suất cao.
+ Có thể đúc được những vật thành mỏng tới 0.8-6mm, những lỗ nhỏ 1mm và đúc cả răng, ren.
- Đúc áp lực có một số nhược điểm sau:
+ Giá thành khuôn rất cao. Vật liệu làm khuôn thường phải là loại hợp kim chịu nóng đặc biệt, gia công cơ tỉ mỉ và nhiệt luyện theo chế độ riêng.
+ Kim loại lỏng dẫn vào khuôn dưới áp lực cao, tốc độ lớn nên làm khuôn mau mòn, ít được dùng để đúc kim loại đen vì nhiệt độ nóng chảy của kim loại đen cao nên làm cho tuổi bền của khuôn giảm.
+ Kích thước và khối lượng vật đúc có thể bị hạn chế theo cỡ máy đúc.
- Quá trình đúc áp lực được mô phỏng như hình vẽ sau:
- Đúc áp lực trong buồng ép nguội kiểu thẳng đứng, ép từ trên xuống (hình 2.22a), có thể coi là phươg pháp ép trực tiếp. Nguyên lý làm việc mô tả như sau: Khi pittông (1) đi lên, kim loại lỏng được nạp vào buồng ép nhưng sẽ đông đặc ngay tại chỗ thắt dòng (2) mà không thể đi vào hốc khuôn được. Khi pittông (1) đi xuống, dưới tác dụng của áp lực cao, phần kim loại đã đông đặc tại chỗ thắt dòng (2) sẽ bị đẩy xuống dưới và kim loại lỏng điền đầy hốc khuôn trong khuôn đúc (3). Phương pháp ép này phù hợp với đúc kẽm, magiê và nhôm.
- Cơ cấu đúc áp lực trong buồng ép nguội kiểu thẳng đứng ép từ dưới lên được mô tả như trên hình 2.22b, buồng ép bố trí ở nửa khuôn dưới. Khi pittông (1) đi xuống, kim loại lỏng được nạp vào buồng ép. Khi pittông đi lên và vượt qua chỗ nạp, quá trình điền đầy và ép khuôn bắt đầu xảy ra và duy trì cho đến khi vật đúc đông đặc hoàn toàn. Ưu điểm của phương pháp này là sử dụng mặt phân khuôn nằm ngang. Khi nhấc nửa khuôn (3), vật đúc vẫn không rơi xuống. Phải sử dụng hệ thống cần đẩy để tống vật đúc ra khỏi khuôn. Phương pháp đúc này phù hợp cho các vật đúc lớn và nặng. Một dạng khác của phương pháp này được mô tả trên hình 2.22c. Nguyên lý làm việc như sau: Ban đầu chày đỡ (2) nằm ở vị trí cao nhất, kim loại lỏng rót vào buồng ép. Pittông (1) cùng với chày đỡ đi xuống đồng thời tạo lực ép lên kim loại lỏng, kim loại điền đầy hốc khuôn dưới tác dụng áp lực của pittông (1). Thực chất đây là phương pháp ép từ trên xuống.
- Đúc áp lực trong buồng ép nguội nằm ngang, mặt phân khuôn thẳng đứng (hình 2.22d). Đa số các máy đúc hiện đại đều được thiết kế theo nguyên tắc này. Nguyên lý làm việc như sau: Pittông (1) dịch sang phải, ngoài lỗ rót, rót kim loại vào xilanh ép (2). Pittông (1) dịch chuyển sang phía trái, đẩy kim loại lỏng vào hốc khuôn và duy trì áp lực ép cho tới khi kim loại đông đặc hoàn toàn.
C/ GIỚI THIỆU VỀ DẬP NGUỘI:
Dập nguội là một phương pháp mới so với lịch sử phát triển công nghiệp thế giới. Công nghệ dập nguội là bước phát triển của công nghệ Gò. Đó là quá trình gia công kim loại bằng áp lực, biến kim loại tấm hay khối thành sản phẩm có hình dáng mong muốn.
Công nghệ dập nguội có những đặc điểm chủ yếu và cũng là những ưu điểm đặc biệt như sau:
- Có thể hoàn thành công việc phức tạp bằng một động tác đơn giản của máy dập. chế tạo được những chi tiết có hình dáng phức tạp (đặc biệt là những chi tiết có thành mỏng) mà đôi khi các phương pháp gia công cắt Gọt không thực hiện được, hoặc thực hiện được cũng rất khó khăn;
- Sản phẩm dập ra có thể sử dụng được ngay, không cần phải gia công cắt gọt lại, có độ bền vững cao;
- Tiết kiệm được nhiều nguyên vật liệu;
- Năng suất cao, thuận lợi cho quá trình cơ khí hóa và tự động hóa;
- Công nhân không cần trình độ tay nghề cao;
- Sản lượng lớn, giá thành hạ.
Do những đặc điểm trên của công nghệ dập nguội, mà ở các nước công nghiệp tiên tiến, dập nguội chiếm một tỷ lệ cao trong nhiều ngành công nghiệp.
..........................................
Động cơ mà nhóm em lựa chọn làm đề tài tốt nghiệp là loại động cơ Roto lồng sóc một pha được dùng làm động cơ máy mài.
- Cấu tạo của động cơ bao gồm những phần sau:
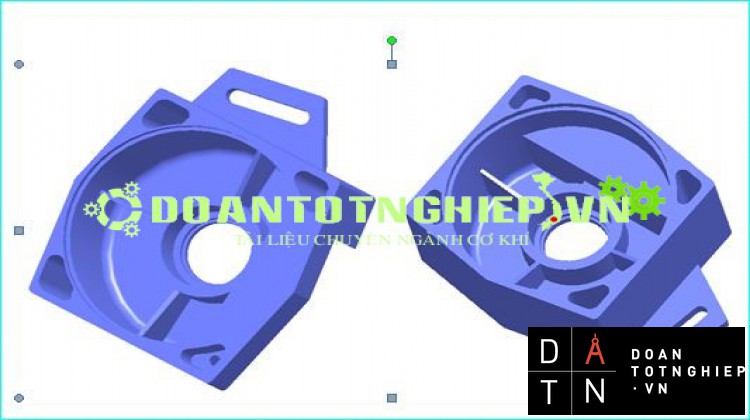
- Đế động cơ: là nơi để bắt thân động cơ. Ở đế động cơ còn lắp thêm công tắc điện để khởi động động cơ. Ngoài ra phía dưới đế động cơ còn có một tấm thép để cản bụi và che kín động cơ.
- Nắp trái và nắp phải: là nơi gắn các ổ đỡ trục Roto. Nó lắp ghép với thân để tạo thành một khối. Trên nắp có gia công các lỗ để bắt chặt với đế động cơ và nối dây từ Stato xuống công tắc khởi động.
- Thân động cơ: là nơi lắp ghép các cuộn dây Stato. Để dễ dàng cho việc chế tạo(cụ thể là đúc áp lực) thân động cơ được lắp ghép từ hai nửa.
- Stato: là phần tạo ra từ trường bao gồm lõi thép và dây quấn Stato. Lõi thép Stato hình trụ, do các lá thép kỹ thuật điện (được dập rãnh) ghép lại với nhau tạo thành các rãnh theo hướng trụ. Dây cuốn Stato làm bằng dây điện từ được đặt trong các rãnh của lõi thép.
- Roto: là phần quay bao gồm lõi thép , dây quấn và trục máy. Lõi thép là những lá thép kỹ thuật điện được dập rãnh ghép lại với nhau tạo thành các rãnh nghiêng so với trục một góc 15o. Dây quấn Roto là kiểu Roto ngắn mạch, còn lõi là Roto lồng sóc được chế tạo bằng cách đúc nhôm vào các rãnh của lõi thép Roto tạo thành thanh nhôm. Lõi thép và dây quấn sau khi đúc xong được ép lên trục động cơ và được gia công lại để đảm bảo độ đồng tâm với trục động cơ.
- Nguyên lý hoạt động của động cơ máy mài: là dựa vào hiện tượng cảm ứng điện từ giữa Roto và Stato.
Ở đề tài này nhóm em chỉ thiết kế ra các thiết bị mà cụ thể là khuôn đúc áp lực và khuôn dập để chế tạo ra các phôi của động cơ máy mài bao gồm: khuôn đúc áp lực Roto, khuôn đúc áp lực đế động cơ, khuôn đúc áp lực nắp trái – nắp phải, khuôn đúc thân giữa và khuôn dập lá thép Stato, lá thép Roto và tấm đế.
- Vật liệu sử dụng trong động cơ điện:
I. Hợp kim nhôm:
- Về phương diện sản xuất và ứng dụng, Nhôm và hợp kim nhôm chiếm vị trí thứ hai sau thép. Sở dĩ như vậy vì vật liệu này có các tính chất phù hợp với nhiều công dụng khác nhau, trong một số trường hợp đem lại hiệu quả kinh tế lớn, không thể thay đổi được.
- Để có độ bền cao người ta phải hợp kim hoá nhôm và tiến hành nhiệt luyện, vì thế hợp kim nhôm có vị trí khá quan trọng trong chế tạo cơ khí và xây dựng.
- Hợp kim nhôm được phân thành hai nhóm lớn là hợp kim nhôm biến dạng và hợp kim nhôm đúc.
+ Hợp kim nhôm biến dạng là hợp kim với hàm lượng thấp nguyên tố hợp kim, có tính dẻo tốt, dễ dàng biến dạng nguội hay nóng. Trong loại này còn được chia ra hai phân nhóm là không có hoá bền được bằng nhiệt luyện và có hoá bền được bằng nhiệt luyện.
. Phân nhóm không hoá bền được bằng nhiệt luyện là loại chứa ít hợp kim hơn. Ở mọi nhiệt độ chỉ có tổ chức là dung dịch rắn, không có chuyển pha nên không thể hoá bền được bằng nhiệt luyện, chỉ có thể hoá bền bằng biến dạng nguội mà thôi.
. Phân nhóm hoá bền được bằng nhiệt luyện là loại chứa nhiều hợp kim hơn. Ở nhiệt độ thường có tổ chức hai pha (dung dịch rắn+pha thứ hai), nhưng ở nhiệt độ cao, pha thứ hai hoà tan hết vào dung dịch rắn, tức có chuyển pha, nên ngoài biến dạng nguội có thể hoá bền thêm bằng nhiệt luyện. Như vậy chỉ hệ hợp kim với độ hoà tan trong nhôm biến đổi mạnh theo nhiệt độ mới có đặc tính này.
+ Hợp kim nhôm đúc: Là hợp kim với nhiều hợp kim hơn, có nhiệt độ chảy thấp hơn, trong tổ chức có cùng tinh nên có tính đúc cao. Do có nhiều pha thứ hai (thường là hợp chất hoá học) hợp kim giòn hơn nên không thể biến dạng dẻo được. Khả năng hoà tan bằng nhiệt luyện của nhóm này nếu có cũng không cao vì không có biến đổi mạnh của tổ chức khi nung nóng.
- Hợp kim nhôm là một trong số rất ít các kim loại có thể đúc được bằng nhiều phương pháp như đúc áp lực, đúc khuôn kim loại, đúc khuôn cát (khuôn cát khô và khuôn cát tươi), khuôn thạch cao, đúc mẫu chảy, đúc liên tục. Một số phương pháp đúc tiên tiến mới, như đúc mẫu cháy cũng có thể áp dụng.
- Rất nhiều yếu tố ảnh hưởng đến việc lựa chọn phương pháp đúc để chế tạo các chi tiết máy bằng hợp kim nhôm. Yếu tố quan trọng nhất là:
+ Giá thành và tính khả thi
+ Chất lượng
Xét về tính khả thi, rất nhiều loại hợp kim nhôm có thể đúc bằng nhiều phương pháp khác nhau, tuy nhiên, dựa trên kích thước và thiết kế sẽ lựa chon được một phương pháp đúc phù hợp nhất.
Chất lượng là một yếu tố quan trọng quyết định đến việc lựa chọn phương pháp đúc. Chất lượng ở đây có nghĩa là “mức độ hoàn hảo” của vật đúc (rỗ khí, nứt, độ nhẵn bóng bề mặt…) và “cơ tính” của sản phẩm (độ bền và độ dẻo).
- Trong đúc áp lực, hợp kim nhôm được sử dụng nhiều nhất so với tất cả các loại hợp kim khác.
- Các loại hợp kim nhôm đúc áp lực áp dụng cho từng loại chi tiết cụ thể:
- 380.0: thường dùng đúc hộp số.
- A380.0: hộp đèn đường, các chi tiết phục vụ cho nha khoa.
- A360.0: vỏ của các loại nhạc cụ, các chi tiết đòi hỏi độ chịu ăn mòn.
- 413.0: Pistong, trục khuỷu.
- 518.1: các chi tiết trong hàng không, tàu thuỷ.
- Có đến 85% hợp kim nhôm đang sử dụng để đúc áp lực là hợp kim 380 và một vài hợp kim cùng họ (Al + Si + Cu). Họ hợp kim này có rất nhiều ưu điểm: Cơ tính cao, chịu ăn mòn, độ chảy loãng cao, giá thành rẻ. Nếu yêu cầu cao hơn về khả năng chịu mài mòn, 360 (giảm Cu) sẽ phù hợp hơn hoặc thậm chí là hợp kim 413 (chỉ có Al + Si). Đôi khi với những yêu cầu thật cao về khả năng chịu ăn mòn, hợp kim 518.0 sẽ được dùng nhưng hợp kim này lại có độ chảy loãng thấp, khó đúc, giá thành cao hơn.
II. Thép để dập nguội:
- Dập nguội là phương pháp gia công cơ khí có năng suất cao, không tạo ra phoi, trong nhiều trường hợp tiết kiệm kim loại cao. Thép để dập nguội phải được cung cấp ở dạng lá mỏng hoặc tấm với yêu cầu cơ tính chủ yếu là phải có tính dẻo cao, đặc biệt là khi dập sâu. Để đảm bảo tính dẻo cao thép phải có thành phần hoá học và tổ chức tế vi như sau:
+ Cacbon thấp ≤ 0.20%
+ Silíc rất thấp vì Silic làm tăng rất mạnh độ cứng và tính giòn. Để đảm bảo tính dẻo cao, lượng Silíc ≤ 0.5-0.7%.
- Các mác thép để dập sâu và dập các chi tiết phức tạp là C5s, C8s, C10s, C15s. Song phổ biến hơn cả là C8s.
- Để dập nguội nói chung tuỳ theo yêu cầu cơ tính và hình dạng sản phẩm, có thể dùng các thép cacbon và thép hợp kim thấp, với lượng cacbon không quá 0.02%.
..............................................
• Các chi tiết định vị: phương pháp định vị phôi trong vùng làm việc của khuôn dập là một yếu tố rất quan trọng trong thực tế sản xuất, yếu tố này xác định cả mặt năng suất và an toàn lao động, gồm có chốt định cữ, chày định tâm, định vị, máng và thanh dẫn hướng:
- Chốt định cữ(cữ chặn):
Cữ chặn chìm theo tiêu chuẩn có lò xo lá, với mục đích làm tăng năng suất và hiệu quả sử dụng khuôn dập tác động tuần tự,cố định nhanh và chính xác phôi theo trục tâm của chày và cối, ta sử dụng cữ chặn, vật liệu làm cữ chặn là thép C45, độ cứng 41.5 ÷ 46.5 HRC.
- Máng và thanh dẫn hướng: dẫn hướng chuyển động nhanh và tương đối chính xác chuyển động của quá trình cấp phôi(phôi dải, thanh thẳng).
Q Các chi tiết chặn và thu hồi sản phẩm: gồm có tấm gỡ vật liệu.
Q Chi tiết truyền và đổi hướng làm việc: đầu trượt của máy dập.
Q Các chi tiết kết cấu: gồm chi tiết tựa và giữ, chi tiết dẫn hướng, chi tiết kẹp và các chi tiết khác.
Q Chi tiết tựa và giữ: gồm đế, cuống khuôn, áo chày.
- Đế: đế khuôn có chiều dài hay chiều rộng lớn hơn 300mm cần phải được ủ để khử ứng suất.
- Cuống khuôn: khi dập chính xác hay dập vật liệu mỏng(dày đến 0.5mm) thì chuôi khuôn nối cứng không thuận lợi, vì rằng sự chuyển động không chính xác của đầu trượt máy ép truyền cho bộ phận dẫn hướng, gây nên sự mài mòn trụ và bạc dẫn hướng, dẫn đến khe hở không đều giữa chày và cối, làm giảm độ bền và độ chính xác của khuôn dập. Để khắc phục, người ta chế tạo chuôi khuôn kiểc lắc, chuôi khuôn tì lên một mặt cầu có thể nghiêng được so với vị trí thẳng đứng. Song vị trí đó của chuôi khuôn không ảnh hưởng đến sự chuyển động chính xác của đế trên theo trụ và bạc dẫn hướng. Kiểu chuôi linh động được chế tạo từ thép 45.
- Áo chày: được làm từ thép 45 được tôi cứng, làm nhiệm vụ giữ chày trong áo chày.
Q Chi tiết dẫn hướng: gồm trụ dẫn hướng, bạc dẫn hướng, thanh dẫn hướng.
- Trụ dẫn hướng: khoảng cách lớn nhất giữa đầu trụ và bạc dẫn hướng không nên lớn hơn 10mm để tránh công nhân đưa tay vào, chiều dài của phần trụ lắp ghép vào tấm khuôn từ 1.2 – 1.5 lần đường kính của nó, chế độ càng nặng kích thước phần lắp ghép càng lớn.
- Bạc dẫn hướng: bạc dẫn hướng được lắp vào đế trên theo chế độ lắp ghép H7/h6, sau khi lắp đường kính trong của bạc bị giảm nhỏ, hiện tượng đó được khắc phục bằng phương pháp mài – doa. Sau khi mài – doa độ nhẵn bề mặt có thể đạt được 10 – 12.
Trụ và bạc được chế tạo từ thép 20 thấm than sâu 0.5-1mm. Độ cứng sau khi tôi đạt 58-62HRC
- Thanh dẫn hướng: dẫn hướng chuyển động nhanh và tương đối chính xác chuyển động của quá trình cấp phôi(phôi dải, thanh thẳng).
Q Chi tiết kẹp và các chi tiết khác: vít, chốt, lò xo,
- Vít: dùng vít có lỗ chìm 6 cạnh, các vít sẽ kẹp chặt nhờ chìa vặn 6 cạnh, các vít xẻ rãnh vặn bằng chìa vít.
- Chốt: dùng định vị và cố định các chi tiết.
- Lòxo: dùng lò xo là cho cữ chặn.
- Sử dụng và bảo quản khuôn:
1. Khuôn đúc:
- Lắp đặt khuôn lên máy đúc áp lực:
Khi lắp đặt khuôn trên máy đúc áp lực cần chú ý những vấn đề sau:
- Đối với khuôn đã sử dụng từ trước phải kiểm tra lần sử dụng trước nó có để lại khuyết tật nào trên vật đúc không. Nếu có thì những chỗ gây ra khuyết tật đã được sửa chữa hay chưa.
- Kiểm tra đường nước vào và đường nước ra bằng cách thổi khí nén vào để đảm bảo đường nước đã được thông và sạch.
- Kiểm tra xem chiều cao lớn nhất của bộ khuôn có vượt quá khoảng mở của máy đúc áp lực không.
- Kiểm tra các gối đỡ của bộ khuôn xem có đủ khoảng cách để đẩy sản phẩm ra hay không.
- Bảo quản khuôn:
- Sau khi đúc xong sản phẩm cần làm sạch khuôn. Đảm bảo rằng nước trong các đường làm mát đã thoát hết ra ngoài trước khi đem đi cất giữ.
- Bôi mỡ các chỗ lắp ghép của khuôn trước khi cất giữ.
- Đối với khuôn có lòxo thì nên để lòxo ở trạng thái thả lỏng.
- Nên dán nhãn lên các bộ khuôn để khi cần sử dụng ta có thể lấy ra dùng nhanh chóng.
2. Khuôn dập:
- Khuôn cần được bôi trơn hợp lý ở các bộ phận làm việc.
- Khuôn sau khi làm việc cần phải xem xét, căn cứ vào tình trạng của khuôn mà đưa vào kho hay đi sửa chữa.
- Sau khi sửa chữa, khuôn phải được tiến hành dập thử và kiểm tra từ 25 – 50 sản phẩm đầu tiên.
- Khuôn dập cần được để ở một nơi riêng, không đặt gần máy ép để tránh gây lộn xộn vị trí làm việc.
- Khuôn sau khi sử dụng đưa vào kho cần được lau sạch và bôi dầu mỡ ngay.
- Lắp ráp, sử dụng và bảo quản động cơ.
-Các phôi động cơ sau khi đã được chế tạo, một số được đem đi gia công lại để đạt kích thước theo theo yêu cầu và gia công các lỗ lắp ghép, cụ thể như sau:
+ Lắp trái và lắp phải được tiện gờ lắp ghép, khoét- doa lỗ lắp ổ bi để đạt kích thước theo yêu cầu, khoan , ta rô các lổ bên dưới để lắp lắp ghép với đế. Khoan lỗ để xỏ dây điện nối từ Stato xuống công tắc khởi động.
+ Rô to sau khi được ép lên trục động cơ, sau đó được đem đi tiện lại để đảm bảo độ đồng tâm giữa trục và rô to.
+ Hai nửa thân giữa được tiện rãnh lắp ghép với nhau và được lắp ghép với nắp trái với và nắp phải để tạo thành thân của động cơ. Khoét doa lòng của thân để lắp ghép Stato vào.
+ Đế của động cơ được khoan, ta rô 4 lỗ ở bên dưới để lắp tấm đế để ngăn bụi. Khoan lỗ phía sau để luồn dây điện nới với công tắc khởi động.
+ Dây đồng, bu lông, ốc ví, công tắc được mua ở bên ngoài.
- Tiến hành lắp ráp động cơ:
+ Hai thân giữa của động cơ được lắp chặt với nhau, sau đó ép các lá thép kỹ thuật điện đã được dập sẵn vào bên trong của hai thân máy rồi tiến hành cuốn các cuộn dây đồng để tạo thành cuộn Stato.
+ Lắp ổ lăn vào nắp trái của động cơ sau đó lắp ghép nắp trái với thân của động cơ.
+ Lắp trục vào ổ lăn vừa mới lắp vào nắp trái.
+ Lắp ổ lăn vào nắp phải sau đó lắp ghép nắp phải với thân của động cơ sao cho ngõng trục bên phải được lắp với ổ lăn. Sau đó lắp 4 bu lông đai ốc để giữ chặt hai nắp với thân tạo thành một khối.
+ Lắp công tắc vào đế của động cơ, sau đó lắp đế vào thân của động cơ và được cố định lại bởi 4 ốc vít. Nối dây điện từ Stato đến công tắc, luồn dây điện từ phía sau của đế vào để nối với công tắc, sau đó lắp tấm đế vào đáy của đế nhờ 4 ốc vít.
+ Sau khi lắp ráp động cơ ta tiến hành khởi động để kiểm tra động cơ hoạt động có tốt không? Sau đó đem đi đóng mác của thông số động cơ lên thân máy và bảo quản trong kho.
THIẾT KẾ CÁC KHUÔN ĐÚC VÀ DẬP ĐỂ CHẾ TẠO PHÔI ĐỘNG CƠ MÁY MÀI , CAD, file 2D, 3D , thuyết minh ĐÚC VÀ DẬP....,file báo cáo, nguyên lý vận hành khuôn, tháo lắp, và cách bảo quản khuôn....Bản vẽ chi tiết sản phẩm, quy trình chế tạo các chi tiết trong khuôn......







