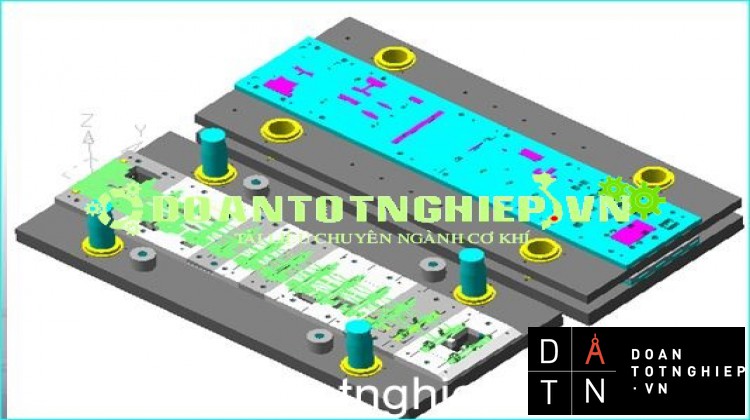
ỨNG DỤNG PHẦN MỀM VISI-SERIES TRONG THIẾT KẾ KHUÔN DẬP CẮT KIM LOẠI


NỘI DUNG ĐỒ ÁN
ỨNG DỤNG PHẦN MỀM VISI-SERIES TRONG THIẾT KẾ KHUÔN DẬP CẮT KIM LOẠI , file 2D, 3D thuyết minh....,file báo cáo, nguyên lý vận hành khuôn, tháo lắp, và cách bảo quản khuôn....
I. Giới thiệu phần mềm VISI
Phần mềm VISI là phần mềm CAD/CAM được viết ra và phát triển bởi công ty phần mềm vero có trụ sở đặt tại Ialia. Phần mềm VISI có mặt khắp nơi trên thế giới với một mạng lưới lên đến 70 đối tác ở trên 40 nước trên thế giới trong đó có Việt Nam. Hiện nay phần mềm vẩn tiếp tục được đóng góp để hoàn thiện đưa thêm nhiều tính năng mới vào.
Phần mềm VISI với phiên bản đầu tiên ra đời năm 1988 và tiếp tục phát triển không ngừng với phiên bản mới nhất là VISI 11.1. Phần mềm VISI là phần mềm thiết kế khuôn mẩu được sử dụng rộng rải trên thế giới để chế tạo các chi tiết có độ chính xác cao trong các ngành như không gian vũ trụ, công nghiệp ôtô, bao bì, chế tạo thiết bị y khoa.
Hiện nay công ty VERO không ngừng cải tiến để đưa phần mềm VISI trờ thành một trong những phần mềm thiết kế khuôn mẩu hàng đầu.
VISI sires được chi thành các module nhỏ để quản lý như:
VISI MCHAINING 2D
Phần gia công 2D thông thường dùng để gia công những chi tiết có hình dáng 2D đơn giản , gia công khu vực có chiều dày không đổi, gia công định hình, khoan lỗ và các chu trình khoan lỗ.
VISI – SPLIT.
Tự động tách chi tiết thành hai bề mặt hình thành hai bề mặt khuôn âm (cavity) và khuôn dương (core). Đây là bước quan trọng đề thiết kế khuôn nhựa và khuôn dập cắt kim loại.
VISI- ELICTRODE (Điện cực).
Thiết kế các loại điện cực để gia công các bề mặt khó gia công bằng các phương pháp gia công khác. Ví dụ như gia công bằng tia lửa điện (EDM)
CAD/TRANSLATORS.
Ngôn ngữ CAD của phần mềm được chuyển đổi thành các dạng ngôn ngữ của các phần mềm khác như AUTORCAD, PRO…..
PLATE MANAGER.
Tự động tạo ra các mã (code) CNC từ các lỗ khoan hoặc các chu trình khoan cũng như từ mô hình 2D.
ASSEMBLY MANAGER.
Điều khiển và quản lý các họ(gia đình) cũng như các nhóm của các thành phần cũng như các khối phức tạp trong một môi trường nào đó. Gồm có danh sách chi tiết và các thuộc tính như xuất sứ, giá , kích cờ, số lượng khối lượng. ….theo như bản vẽ đã có.
VISI WIRE.
Phần mềm này có khả năng suất các chương trình gia công cho máy cắt dây EDM 4 trục hoặc 2 trục.
VISI MODELLING.
Hệ thống có thể dựng lại các mô hình đúng với mô hình khối có sẵn. Phần mềm rất mạnh trong việc dựng các bề mặt tiếp xúc với nhau, sửa chửa các bề mặt bị hỏng khi chuyển từ các phần mềm khác sang.
Ưu nhược điểm của phần mềm VISI.
Ưu điểm:
Giao diện làm việc phần mềm VISI rất đơn giản, các thanh công cụ hiển thị trên màn hình giống như màn hình làm việc của phần mềm AUTOCAD. Việc này giúp cho người học rất dể dàng tiếp cận và sử dụng phần mềm.
Các lệnh vẽ bề mặt của phần mềm rất mạnh giúp cho nhà thiết kế dể dàng thiết kế các bề mặt theo ý muốn.
Hỗ trợ mạnh trong việc tách các mặt phân khuôn của các khuôn từ đơn giản đến phức tạp.
Cho phép lấy các thành phần tiêu chuẩn của khuôn từ thư viện sẳn có hoặc cho phép người sử dụng thành lập riêng biệt thư viện khuôn theo từng đặc tính của sản phẩm.
Tạo điện cưc rất nhanh từ biên dạng phức tạp của sản phẩm.
Tối ưu hóa quá trình trải tấm của các sản phẩm dập, định hình nhanh chóng sản phẩm từ các bước trải của sản phẩm dập. Đặc biệt về khuôn dập liên hợp (Progressive die).
Nhiều tính năng gia công (CNC machining) giúp người sử dụng có sự lựa chọn tối ưu trong quá trình lập trình gia công CNC từ 2D đến 3D.
Chuyển đổi dữ liệu trực tiếp từ máy tính đến máy gia công CNC thông qua sự hỗ trợ tích hợp của module Visi-DNC.
Có khả năng phát hiện và sửa lại các mặt vỡ khi các mặt này được chuyển từ các file hay từ các phần mềm khác.

Nhược điểm:
Phần mềm VISI quản lý theo đối tượng chứ không phải quản lý theo tham số do đó gây khó khăn cho nhà thiết kế trong việc sửa chửa lại chi tiết bị sai.
Ưu nhược điểm của phần mềm VISI.
Ưu điểm:
Giao diện làm việc phần mềm VISI rất đơn giản, các thanh công cụ hiển thị trên màn hình giống như màn hình làm việc của phần mềm AUTOCAD. Việc này giúp cho người học rất dể dàng tiếp cận và sử dụng phần mềm.
Các lệnh vẽ bề mặt của phần mềm rất mạnh giúp cho nhà thiết kế dể dàng thiết kế các bề mặt theo ý muốn.
Hỗ trợ mạnh trong việc tách các mặt phân khuôn của các khuôn từ đơn giản đến phức tạp.
Cho phép lấy các thành phần tiêu chuẩn của khuôn từ thư viện sẳn có hoặc cho phép người sử dụng thành lập riêng biệt thư viện khuôn theo từng đặc tính của sản phẩm.
Tạo điện cưc rất nhanh từ biên dạng phức tạp của sản phẩm.
Tối ưu hóa quá trình trải tấm của các sản phẩm dập, định hình nhanh chóng sản phẩm từ các bước trải của sản phẩm dập. Đặc biệt về khuôn dập liên hợp (Progressive die).
Nhiều tính năng gia công (CNC machining) giúp người sử dụng có sự lựa chọn tối ưu trong quá trình lập trình gia công CNC từ 2D đến 3D.
Chuyển đổi dữ liệu trực tiếp từ máy tính đến máy gia công CNC thông qua sự hỗ trợ tích hợp của module Visi-DNC.
Có khả năng phát hiện và sửa lại các mặt vỡ khi các mặt này được chuyển từ các file hay từ các phần mềm khác.
Nhược điểm:
Phần mềm VISI quản lý theo đối tượng chứ không phải quản lý theo tham số do đó gây khó khăn cho nhà thiết kế trong việc sửa chửa lại chi tiết bị sai.
III. các lệnh dựng hình modelling
A. Các lệnh về mặt phẳng surface
1. Tạo mặt phẳng từ các vùng bao kín (plane from a closed area)
- Đây là phương pháp thuận tiện để tạo ra các mặt phẳng được giới hạn ( khối có chiều dày bằng không ) bằng cách chọn vào khu vực được giới hạn trong một chu vi xác định hoặc là khu vực đó được tạo thành từ các profile.
- Giới hạn của bề mặt này chính là đường bao kín hay profile.
- Vị trí của con trỏ được đặt ở bất cứ vị trí nào trong khu vực khép kín hoặc trong các profile ( cách chọn phổ biến nhất là chọn theo điểm hoặc chọn theo đối tượng được giới hạn riêng biệt ).
- Hệ thống tự động tìm các chu vi được đóng kín và thay đổi vùng trên bề mặt của khối
I. Quá trình cắt hình và đột lỗ
Cắt hình và đột lỗ gọi tắt là cắt-đột. Thực chất của nguyên công cắt-đột là tách hoàn toàn một phần vật liệu ra khỏi tấm nguyên vật liệu.
Quá trình liên tục cắt-đột được chia ra làm 3 giai đoạn:
_ Giai đoạn biến dạng đàn hồi.
_ Giai đoạn biến dạng dẻo.
_ Giai đoạn cắt đứt.
Trị số lún sâu của chày vào vật liệu cho đến khi cắt đứt, phụ thuộc vào tính chất vật liệu và bao gồm từ: ( 0.25 ÷ 0.6 ) S.
II. Khe hở giữa chày và cối
Khe hở giữa chày và cối là hiệu số giữa kích thước làm việc của cối và chày.
Trị số khe hở khi cắt-đột có ảnh hưởng đến chất lượng mặt cắt, độ chính xác vật cắt, lực cắt và độ bền của chày, cối.
_ Khe hở hợp lý thì các vết nứt suất hiện từ mép chày và cối sẽ gặp nhau theo đường thẳng.
_ Nếu khe hở quá nhỏ sẽ làm cho các vết nứt không trùng nhau.
_ Nếu khe hở quá lớn cũng làm cho các vết nứt từ mép chày và cối không trùng nhau.
III. Xác định kích thước làm việc và dung sai chế tạo chày cối và khuôn cắt hình đột lỗ
Xác định kích thước và dung sai chế tạo chày và cối nhằm đảm bảo độ chính xác của sản phẩm và khe hở hợp lý.
Xác định kích thước và dung sai chế tạo phải dựa vào tính chất công việc cắt hình hay đột lỗ.
_ Khi cắt hình kích thước cối quyết định kích thước sản phẩm. Bởi vậy phải lấy kích thước cối làm chuẩn và thu hẹp chày.
_ Khi đột lỗ, kích thước của chày quyết định kích thước của lỗ. Bởi vậy phải lấy chày làm chuẩn và mở rộng cối.
1. Xác định kích thước và dung sai chế tạo chày và cối cắt hình và đột lỗ tròn
1.1. Phương pháp chế tạo riêng
Phương pháp này sử dụng khi chế tạo hằng loạt chày và cối, đòi hỏi có tính lắp lẫn cao.
1.1.1. Cắt hình
Theo hình trên trình bày sơ đồ lập dung sai khi cắt hình, trong trường hợp này kích thước danh nghĩa của cối được lấy bằng kích thước giới hạn nhỏ nhất của sản phẩm.
Dc(d) = D -
Kích thước của cối và chày được xác định:
Cối : Dc = (D - ) +
Chày : Dch = (D - - Zmin) +
Trong đó:
D: đường kính danh nghĩa của sản phẩm
Dc: đường kính cối
Dch: đường kính chày
: dung sai trên đường kính sản phẩm
: dung sai chế tạo cối
: dung sai chế tạo chày
Zmin: khe hở hai phía nhỏ nhất giữa chày và cối
1.1.2. Đột lỗ
Trong trường hợp này, kích thước danh nghĩa của chày được chọn bằng kích thước giới hạn lớn nhất của lỗ.
Dch(d) = d +
Kích thước của chày và cối được xác định như sau:
Chày Dch = (d + ) –
Cối Dc = (d + + Zmin) +
Trong đó:
d: kích thước danh nghĩa của lỗ
: dung sai trên đường kính lỗ
1.2. Phương pháp chế tạo phối hợp
Là phương pháp sau khi gia công xong chày (hoặc cối) thì lấy đó làm chuẩn để gia công cối (hoặc chày).
Phương pháp này thích hợp khi gia công chày cối đơn chiếc, cắt hình vật liệu mỏng dưới 0.3mm, và các sản phẩm có hình dáng phức tạp.
1.2.1. Cắt hình
Khi cắt hình kích thước sản phẩm do cối quyết định, cho nên lấy kích thước cối làm chuẩn:
Cối Dc = (D – ) + với =
Chày chế tạo phối hợp với cối sao cho khe hở nằm trong giới hạn Zmin ÷ Zmax
1.2.2. Đột lỗ.
Khi đột lỗ kích thước lỗ đột do chày quyết định, nên lấy kích thước chày làm chuẩn:
Chày Dch = (d +) –
....................................................................................................................................................
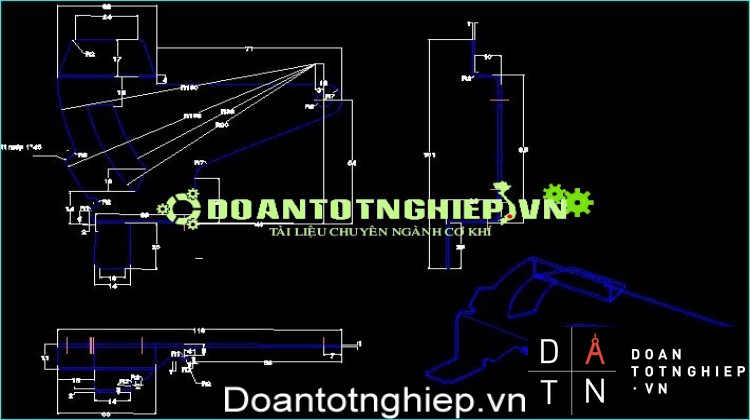
I. Độ chính xác của sản phẩm cắt hình và đột lỗ
Độ chính xác của sản phẩm nhận được khi cắt hình (và đột lỗ) trong khuôn dập, phụ thuộc vào các yếu tố cơ bản sau: chiều dày của lỗ và kích thước của sản phẩm cắt hình (đột lỗ). Độ chính xác chế tạo các phần làm việc của khuôn, trị số khe hở giữa chày và cối.
Ngoài các yếu tố đó. Độ chính xác của sản phẩm còn chịu ảnh hưởng của kiểu khuôn dập. Tính chất vật liệu, hình dáng vật cắt hay đột lỗ.
II. Các yêu cầu công nghệ đối với sản phẩm cắt hình và đột lỗ
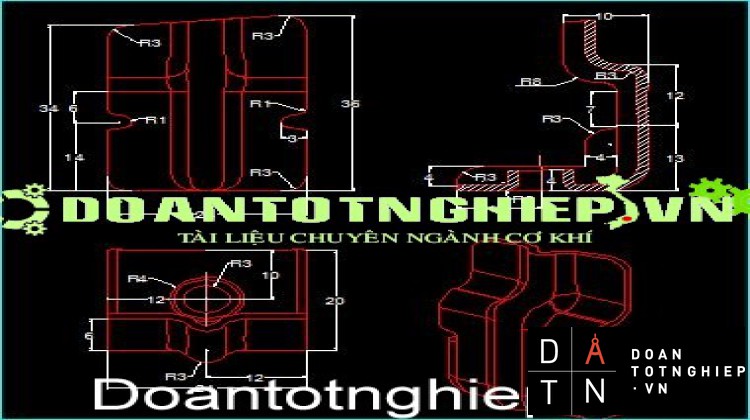
Hình dáng của sản phẩm cắt hình và đột lỗ có thể là rất phức tạp. Song cần phải loại trừ những dạng phức tạp không cần thiết mà yêu cầu sử dụng có thể cho phép được.
Khi cắt-đột hình dáng vòng cắt sẽ chép nguyên hình phần làm việc của chày và cối. Bởi vậy hình dáng vật cắt càng phức tạp thì hao phí lao động chế tạo khuôn càng cao, giá thành đắt và giảm độ bền của khuôn.
Các yêu cầu công nghệ về kết cấu hình dáng hình học của sản phẩm và lỗ đột nhằm đảm bảo độ bền của sản phẩm khi sử dụng, độ bền của chày cối và tính thuận lợi khi gia công.
III. Kết cấu khuôn cắt hình và đột lỗ
1. Kết cấu của chày và cối
1.1. Chày cắt hình và đột lỗ
Trong khuôn cắt hình và đột lỗ, các kiểu chày cơ bản thường được sử dụng là:
- Chày ghép được trình bày trên sử dụng khi cắt hình những sản phẩm lớn, và đột lỗ lớn. Phần làm việc của chày được chế tạo từ thép cacbon dung cụ, hay thép hợp kim và được tôi cứng. Phần chày không làm việc được chế tạo từ thép thông thường. Để giảm diện tích phần mài, ở đầu chày có thể làm rãnh thoát đá mài.
- Để chống xoay khi phần lắp ghép của chày là hình tròn xoay, người ta làm rãnh ở trên tấm giữ chày, còn ở tán chày vát phẳng hai bên. Khoảng cách giữa hai mặt vát cần lớn hơn đường kính phần lắp ghép của chày 1mm.
- Chày có thể được kẹp chặt với đế khuôn, không chỉ bằng áo chày mà cả kẹp chặt trực tiếp.
- Chày cắt từng đoạn (cắt rời một đoạn) để cắt thép ít cacbon dày đến 4mm có thể làm nguyên, còn khi cắt thép cacbon cao hoặc dày hơn 4mm có thể ghép.
1.2. Cối cắt hình và đột lỗ
Hình dáng mép cắt khác nhau của cối cắt hình và đột lỗ được trình bày trên hình vẽ. Các thông số cơ bản của mép cắt theo các hình đó ghi trong bảng kê.
MỤC LỤC
Trang
Lời nói đầu
Lời cảm ơn
Mục lục
phần 1 4
CÔNG NGHỆ DẬP NGUỘI
Chương I. GIỚI THIỆU 5
- Đặc điểm chủ yếu của công nghệ dập nguội 6
- Yêu cầu đối với người cán bộ kỹ thuật ngành dập nguội 6
- Phân loại công việc dập nguội 7
Chương II. CẮT HÌNH VÀ ĐỘT LỖ 8
- Quá trình cắt hình và đột lỗ 9
- Khe hở giữa chày và cối 9
-
Xác định kích thước làm việc và dung sai chế tạo chày, cối
của khuôn cắt hình đột lỗ 10 - Xác định lực cắt hình và đột lỗ 12
- Xác định tâm áp lực của khuôn cắt hình và đột lỗ 13
- Lực tháo vật cắt và phế liệu 14
- Độ chính xác của sản phẩm cắt hình và đột lỗ 14
- Các yêu cầu công nghệ đối với sản phẩm cắt hình và đột lỗ 15
- Kết cấu khuôn cắt hình và đột lỗ 15
- Cắt hình bằng cao su 16
- cắt hình và đột lỗ tinh 16
Chương III. DẬP VUỐT 18
- Đặc điểm của công nghệ dập vuốt 19
- Xác định hình dáng và kích thước phôi khi dập vuốt 19
- Xác định số lần dập vuốt và công nghệ dập vuốt một số kiểu chi tiết 20
- Lực dập vuốt 23
- Độ chính xác của sản phẩm dập vuốt và yêu cầu công nghệ 24
-
Các yếu tố phần làm việc khuôn dập vuốt và dung
sai chế tạo chày, cối 24 - Kết cấu khuôn dập vuốt 25
- Bôi trơn và sử lý nhiệt 26
Chương IV. CÁC CÔNG VIỆC TẠO HÌNH 28
- Nong lỗ 29
- Tóp miệng 29
- Dãn rộng 30
- Dập nổi gân 31
- Viền mép 31
- Ghép mối 32
- Cán ren trên vật rỗng 32
- Miết 32
Chương V. DẬP NỔI MẶT CHỒN VÀ ÉP NGUỘI 33
- dập nổi mặt (dập dấu) 34
- Chồn 35
- Ép chảy 38
Chương VI. CÁC BƯỚC CÔNG NGHỆ TÍNH TOÁN CHỌN MÁY 42
- Các bước tính toán chọn máy 43
- Chọn máy 43
Chương VII. THIẾT KẾ CHẾ TẠO VÀ SỪ DỤNG KHUÔN dập 45
- Các căn cứ và bước tiến hành thiết kế khuôn 46
- Thiết kế các chi tiết cơ bản của khuôn dập 47
- Kết cấu một vài chi tiết chính và chuôi của kiểu khuôn dập 50
- Định vị kẹp chặt và các yêu cầu lắp ghép các chi tiết của khuôn dập 52
- Vật liệu chế tạo các chi tiết của khuôn dập 53
Phần 2 56
TỔNG QUAN VỀ PHẦN MỀM VISI
Chương I. GIỚI THIỆU VỀ PHẦN MỀM VISI 57
- giới thiệu phần mềm Visi 58
- Giao diện phần mềm của visi 62
- Các lệnh dựng hình modelling 63
- Khuôn nhựa (plastic mould) 79
- Xuất bản vẽ (plot view on /off) 81
Chương II. DỰNG CÁC MÔ HÌNH CHI TIẾT TRONG PHẦN MỀM VISI 84
- dựng chi tiết thứ nhất 85
- Dựng chi tiết thứ hai 98
- Dựng chi tiết thứ ba 108
Phần 3 114
TRÌNH TỰ CÁC BƯỚC THIẾT KẾ KHUÔN DẬP CẮT KIM LOẠI
Chương I : GIỚI THIỆU CÁC LỆNH CƠ BẢN TRÊN THANH CÔNG cụ proress. 115
chương ii : TRÌNH TỰ CÁC BƯỚC THIẾT KẾ KHUÔN DẬP CẮT KIM LOẠI. 126
Phần 4 129
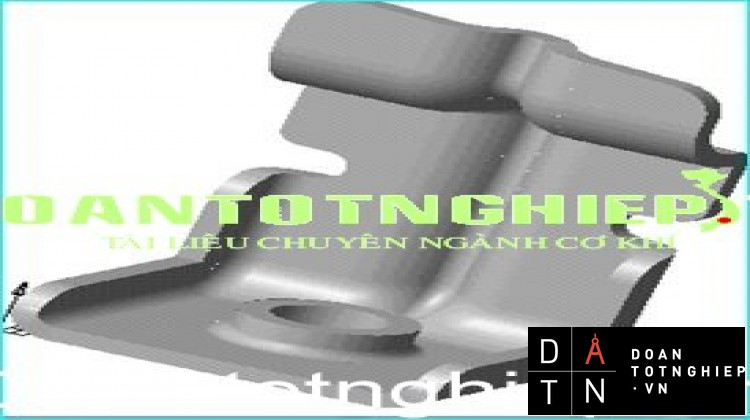
ỨNG DỤNG THIẾT KẾ KHUÔN CHO SẢN PHẨM DẬP
Chương I : trải từng bước và thiết kế dải 130
Chương II : thiết kế khuôn từ chu trình dập cắt 150
chương iii : QUẢN LÝ CÁC THÀNH PHẦN CỦA KHUÔN 187
Phần 5
KẾT LUẬN VÀ ĐỀ NGHỊ
Phần 6
PHỤ LỤC
1. Tôn Yến.
Công Nghệ Dập Nguội – Nhà xuất bản khoa học kỹ thuật.
2. Hoàng Trọng Bá.
Công Nghệ Kim Loại Phần Gia Công Ap Lực – Trường ĐH Sư Phạm Kỹ Thuật TPHCM.
3. Hoàng Hùng – Phạm Bá Nông –Nguyễn Văn Hảo -Đinh Công Mễ.
Chế Tạo Phôi - Nhà xuất bản khoa học kỹ thuật.
4. Vero – International.
Getting To know.
5. Tài liệu lấy trên mạng Internet tại trang Web : WWW.Vero-software.com










