THIẾT KẾ KHUÔN DẬP CĂT IC
NỘI DUNG ĐỒ ÁN
THIẾT KẾ KHUÔN DẬP CĂT IC, CAD, file 2D, 3D thuyết minh....,file báo cáo, nguyên lý vận hành khuôn, tháo lắp, và cách bảo quản khuôn....Bản vẽ chi tiết sản phẩm, quy trình chế tạo các chi tiết trong khuôn......
Chức năng và phạm vi ứng dụng:
Chức năng:
Dùng để cắt những sản phẩm linh kiện IC tích hợp có độ dài theo tiêu chuẩn của nhà sản xuất.
Khả năng: 6,2 giây cho mỗi sản phẩm.
24h cắt được khoảng 12.000 sản phẩm.
Dung sai cho phép +- 0,1um
Máy đơn:
Ưu điểm:
Dể dàng thay đổi độ dài của sản phẩm thông qua việc thay đổi Die và Punch cắt.
Cấu tạo máy đơn giản
Dể vận hành
Bảo trì đơn giản
Khả năng thay đổi nhanh
Tốc độ ổn định 6,2 giây
Thích hợp với sản xuất hàng loạt lớn
Nhược điểm:
Do cơ cấu cơ nên độ ồn lớn
Chuyên môn hóa 50%
Người vận hành máy phải kiểm tra máy liên tục
Phạm vi ứng dụng
Sử dụng rộng rãi trong các nhà máy sản xuất sản phẩm bán dẫn và IC tích hợp
Cấu tạo và nguyên lý hoạt động
Cấu tạo:
Máy cắt chân gồm có 3 bộ phận chính:
1- Máy( bao gồm)
Động cơ điện 1,5KW
Nguồn 200v 3 pha
Van điều khiển dầu thủy lực
Đế đặt máy
2- Khuôn cắt:
Hàm định vị: định vị liên kết giữa khuôn vào trục chính máy ép.
Tấm chặn lò xo trên: nằm trung gian giữa Hàm định vị và Đế trục trên: có nhiệm vụ cữ chặn trên lò xo ,khi dập cắt sản phẩm.
Trục dẫn hướng và bạc dẫn hướng: có nhiệm vụ dẫn hướng chuyển động tinh tiến của bộ khuôn. Đảm bảo độ tính tiến song song của Cụm Đế trên và Cụm Đế dưới được chính xác thông qua đó là độ chính xác của chi tiết.
Đế đỡ trên: là Chi tiết cơ bản để kết nối các bộ phận cụm Đế trên: được gia công nhiều công đoạn có nhiều chức năng quan trọng.
Đế chặn lưỡi cắt trên: có nhiệm vụ cữ chặn lưỡi cắt trên: khi tham gia dập cắt: vì chịu trực tiếp từ lực dập cắt cho nên phải có độ cứng cap và dể thay thế khi bị mòn.
Trục cữ dừng. Cữ dừng của khuôn trên được thiết kết 2 phần để thuận thiện cho việc thay thế sữa chữa: trục cữ dừng không yêu cầu độ cứng cao, mà yêu cầu độ chính xác về chiều dài.
Đế định hướng lưỡi cắt trên: được chế tạo dày 20mm. để đảm bảo độ song song khi dịch chuyển của lưỡi cắt trên: và thêm 1 chức năng nữa là đảm bảo độ song song của đế định vị chi tiết.
Miếng Cữ lưỡi cắt: để giảm ứng suất khi cắt. lưỡi cắt trên có độ dịch chuyển tự do 5mm. có nhiệm khống chế độ dịch chuyển đó.
Cữ dừng:khống chế giới hạn chuyển động xuống của khuôn trên, được làm bằng SKD để chịu lực dập lớn.
Tấm bắt lưỡi cắt dưới: nằm trong cụm đế dưới, bắt lưỡi cắt dưới, vì khuôn dập dùng cho sản xuất hàng loạt, nên lưỡi cắt phải thường xuyên được thay thế khi bị mòn.
Đế đỡ dưới: có nhiệm vụ liên kết bàn máy dập và khuôn dập, ngoài ra còn là cơ sỏ để liên kết đế dẫn hướng chi tiết, lưỡi cắt dưới.
3- Bộ phận cấp phôi(IC)
Thanh đặt, chốt định vị sản phẩm
Pittong nâng vào điều khiển khí nén
Nguyên lý làm việc:
Moto bơm áp thông qua dây cuaroa hệ thống thủy lực trục chính đi lên và xuống theo chu kì
IC đặt vào bộ phận cấp phôi tự động đi vào khuôn thực hiện quá trình cắt chân
Toàn bộ quy trình được điều khiển bằng PLC
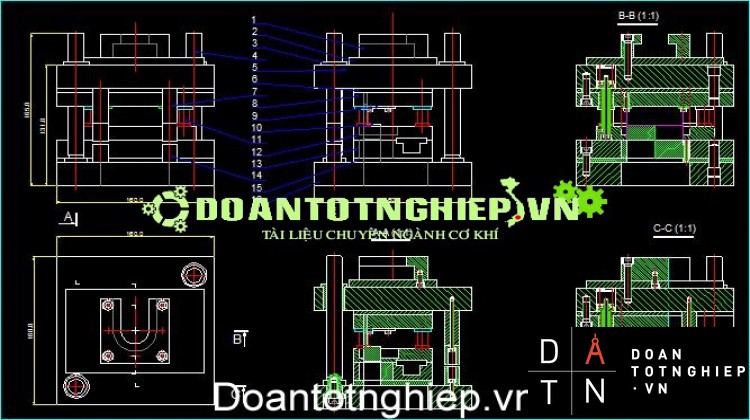
Cấu tạo khuôn
Bộ phận gá khuôn vào trục chính
Nắp lò xo
Đế khuôn trên
Punch cắt
Bộ phận dẫ hướng Punch
Đế khuôn
Trục dẫn hướng
Die cắt( dùng để cắt chân IC theo kích thước đã cho trước) thuoir thọ 500.000 lần
Nguyên lý hoạt động của khuôn:
Khuôn dưới được cố định vào máy thông qua 2 ốc M10
Khi IC vào đúng vị trí, trục chính đi xuống làm cho khuôn trên đi xuống theo thực hiện quá trình cắt đứt
Khuôn trên đi xuống được giới hạn bằng 4 chốt định vị
Hết chu trình khuôn trên đi lên lại
Khuôn trên và khuôn dưới được định vị với nhau một cách chính xác,
Toàn bộ khuôn được gia công bằng thép C45
Die và Punch được nhiệt luyện bề mặt tiếp xúc với IC để chống mài mòn
Thời gian thay và bảo trì:
Thời gian thay 500.000 sản phẩm thay mới Die và Punch
3 tháng thay dây cuaroa
6 tháng thay dầu thủy lực
Thường xuyên bôi trơn







