THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG BÀN XOAY MÁY PHAY

NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG BÀN XOAY MÁY PHAY, THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG BÀN XOAY MÁY PHAY
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG BÀN XOAY MÁY PHAY, , đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết
PHẦN I - PHÂN TÍCH CHI TIẾT GIA CÔNG
1/ Phân tích chức năng:
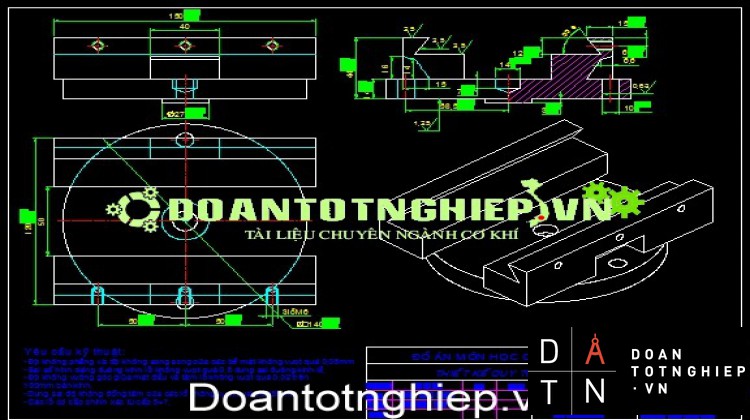
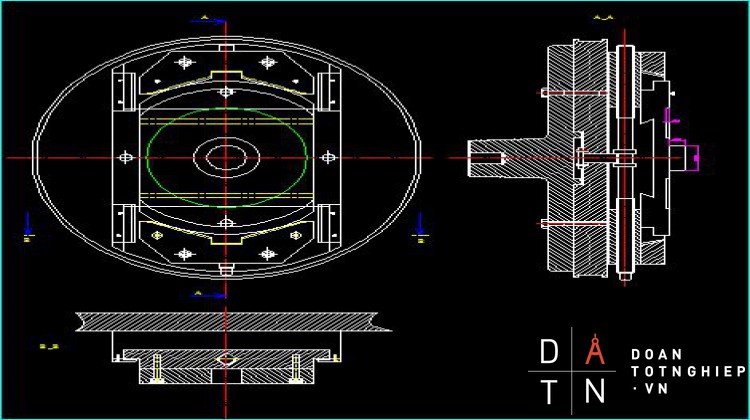
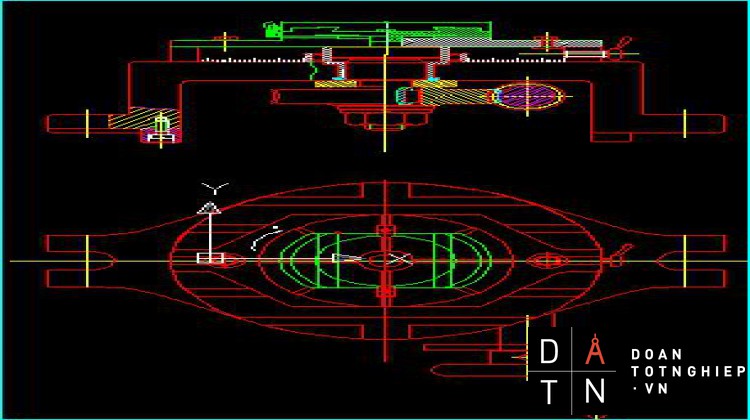
Dựa vào bản vẽ chi tiết gia công, đây là chi tiết dạng hộp.
Nó có thể dùng để thay đổi vị trí bàn máy(quay),làm gối đỡ vít me đai ốc để di chuyển bàn máy trượt trên rảnh mang cá.
Hộp là một chi tiết rất quan trọng của một sản phẩm.Hộp bao gồm những chi tiết có hình khối rỗng(xung quanh có thành vách thường làm nhiệm vụ của chi tiết cơ sở để lắp các đơn vị lắp như nhóm cụm, bộ phận của những chi tiết khác lên nó tạo thành một bộ phận máy nhằm thực hiện một nhiệm vụ động học nào đó của toàn máy.
Đặc điểm của chi tiết dạng hộp là có nhiều thành vách,độ dày mỏng của các vách cũng khác nhau,trong các vách có nhiều gân,nhiều phần lồi lõm.Trên hộp có nhiều bề mặt gia công với độ chính xác khác nhau và cũng có nhiều bề mặt không phải gia công.Đặc biệt trên hộp có nhiều lỗ cần được gia công chính xác để thực hiện các mối lắp ghép.Vì vậy khi gia công chi tiết dạng hộp cần đảm bảo yêu cầu kĩ thuật sau:
+ Độ không phẳng và độ không song song của các bề mặt chính trong khoảng 0,050,1 trên toàn bộ chiều dài,độ nhám bề mặt của chúng từ .
+ Các lỗ có cấp chính xác từ 57và độ nhám bề mặt đôi khi cần đạt.Sai số hình dáng của các lỗ la 0,5 0,7 dung sai đường kính lỗ. .
+ Dung sai độ không đồng tâm của các lỗ bằng ½ dung sai đường kính lỗ nhỏ nhất.
+ Độ không vuông góc giữa các mặt đầu và tâm lỗ trong khoảng 0,010.05 mm trên 100 mm bán kính mặt đầu.
2/ Tính công nghệ:
Cũng như các dạng chi tiết khác, chi tiết dạng hộp tính công nghệ có ý nghĩa quan trọng vì nó không những ảnh hưởng trực tiếp đến khối lượng lao động để chế tạo hộp mà còn ảnh hưởng đến việc tiêu hao nguyên vật liệu. Vì vậy khi thiết kế chi tiết dạng hộp nên chú ý:
+ Độ cứng vững của hộp để khi gia công không bị biến dạng và có thể dùng chế độ cắt cao.
+ Các bề mặt cần gia công của hộp không được có vấu lồi,lõm phải thuận lợi cho việc ăn dao,thoát dao.Kết cấu của bề mặt phải tạo thuận lợi cho việc gia công bằng nhiều dao.
+ Các lỗ trên hộp nên có kết cấu đơn giản,không nên có rảnh hoặc có dạng định hình,bề mặt lỗ không được đứt quảng.Các lỗ đồng tâm nên có đường kính giảm dần từ ngoài vào trong,các lỗ nên thông suốt và ngắn.
+ Không nên bố trí các lỗ nghiên so với mặt phẳng của các vách để khi gia công tránh hiện tượng dao khoan,khoét,doa bị ăn dao lệch hướng.
+ Các lỗ kẹp của hộp phải là các lỗ tiêu chuẩn.
3/ Dạng sản xuất:
Trong chế tạo máy người ta phân dạng sản xuất ra làm 3 dạng như sau:
+ Sản xuất đơn chiếc
+ Sản xuất hàng loạt
+ Sản xuất hàng khối
Mỗi dạng sản xuất có một đặc điểm riêng. Muốn xác định dạng sản xuất trước hết phải biết sản lượng hàng năm của chi tiết gia công.
Sản lượng hàng năm được xác định như sau:
..................................................
PHẦN II - XÁC ĐỊNH PHƯƠNG PHÁP TẠO PHÔI
1. Xác định phương pháp tạo phôi:
Phôi được xác định theo kết cấu chi tiết,vật liệu,điều kiện,dạng sản xuất. Chọn phôi tức là chọn phương pháp chế tạo phôi.
Với những chi tiết làm việc tải trọng không lớn, có thể chọn vật liệu là gang xám.Hiện nay có rất nhiều phương pháp tạo phôi khác nhau như:phôi thép thanh,phôi dập,phôi rèn tự do,phôi đúc.Để chọn phương pháp tạo phôi ta dựa vào: kết cấu chi tiết,vật liệu,điều kiện,dạng sản xuất.
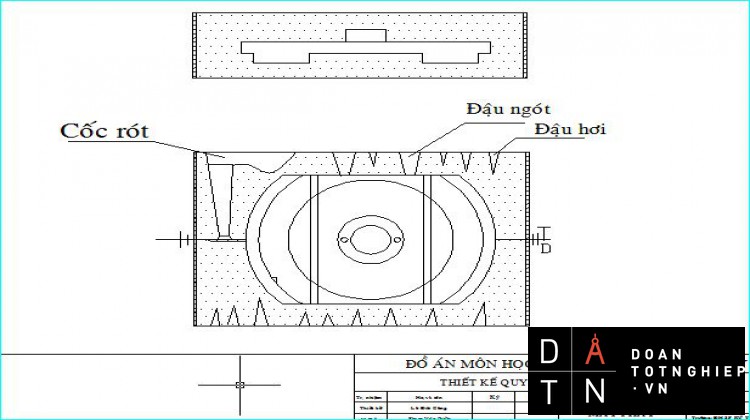
Qua phân tích chi tiết ta có thể dùng phôi đúc vì đây là chi tiết dạng hộp.
Hiện nay có rất nhiều phương pháp đúc khác nhau, ở đây chúng ta có thể chọn đúc trong khuôn cát.
2. Thiết kế bản vẽ chi tiết lòng phôi:
..........................
PHẦN III - THIẾT KẾ QUI TRÌNH CÔNG NGHỆ+
1/ Xác định đường lối công nghệ:
Trong sản xuất hàng loạt và hàng khối, qui trình công nghệ được xác định theo nguyên tắc phân tán nguyên công hoặc tập trung nguyên công. Theo nguyên tắc phân tán nguyên công thì qui trình công nghệ được chia ra các nguyên công đơn giản có thời gian như nhau hoặc là bội số của nhịp.
Ơ đây mỗi máy thực hiện một nguyên công nhất định, đồ gá sử dụng là đồ gá chuyên dùng.
Theo nguyên tắc tập trung nguyên công thì qui trình công nghệ được thực hiện trên một hoặc một vài máy tự động, bán tự động.
Khi chọn phương án gia công phải chú ý tới dạng sản xuất. Trong sản xuất hàng khối thì nên chọn phương án gia công nhiều vị trí, nhiều dao và gia công song song, còn đối với sản xuất hàng loạt nên chọn phương án gia công một vị trí, một dao và gia công tuần tự. Tuy nhiên, trong thực tế đối với một dạng sản xuất nhất định có thể kết hợp nhiều phương án gia công khác nhau. Số lượng và tuần tự các bước công nghệ phụ thuộc vào dạng phôi và độ chính xác yêu cầu. Các nguyên công cần độ chính xác cao nên tách riêng ra và áp dụng phương án gia công một vị trí, một dao và gia công tuần tự.
2/ Chọn phương pháp gia công:
Đối với các dạng sản xuất hàng loạt vừa, hàng loạt lớn và hàng khối, muốn chuyên môn hoá cao để có thể đạt năng xuất cao trong điều kiện sản xuất Việt Nam thì đường lối công nghệ thích hợp nhất là phân tán nguyên công (ít bước công nghệ trong một nguyên công). Ơ đây ta dùng các loại máy vạn năng kết hợp với đồ gá chuyên dùng và các máy chuyên dùng dễ chế tạo.
Đối với chi tiết này ta có thể dùng các phương án gia công sau:
+ Để đạt kích thước140±0,01 cấp chính xác cấp 7,độ bóng bề mặt Ñ6 ta có thể dùng các phương pháp gia công lần cuối là tiện bán tinh,mài thô…Ở đây ta chọn phương án gia công lần cuối là tiện bán tinh.
+ Để gia công các lỗ đạt kích thước với cấp chính xác cấp7 và độ bóng Ra=0,63mm (Ñ7) ta có thể dùng phương pháp tiện bán tinh, doa thô,mài thô…cho phương án gia công lần cuối.Ở đây ta chọn phương án gia công lần cuối là doa thô. Để đạt kích thước Æ10 ta có thể khoan Æ9,8mm, sau cùng là doa đạt Æ10mm.
+Để đạt kích thước Æ27±0,065mm với cấp chính xác 11 và độ bóng Ñ5 ta có thể dùng các phương án gia công lần cuối là tiện bán tinh.
+Để đạt kích thước 44±0,01 với cấp chính xác cấp 7 độ bóng Ñ5 ta có thể chọn các phương án gia công lần cuối là tiện ,bào bán tinh,phay tinh…Ở đây ta chọn phương án gia công lần cuối là phay tinh để tăng năng suất cho loạt.
+Để đạt kích thước Æ với cấp chính xác cấp 8 độ bóng Ñ5ta chọn phương án gia công lần cuối là khoan.
+Để đạt kích thước 12±0,02 và 15±0,02 với cấp chính xác 11 và độ bóng bề mặt Ñ5 ta có thể chọn phương án gia công lần cuối là bào bán tinh,phay tinh…Ta chọn phương án gia công lần cuối là phay tinh.
+Để đạt kích thước 120±0,05 và 150±0,05 ta có thể chọn các phương án gia công lần cuối là bào bán tinh và phay .Ở đây ta chọn phương án phay thô bằng dao phay hợp kim để tăng năng suất cho loạt.
3/ Đề xuất phương án gia công:
Ơ đây ta đưa ra 2 phương án gia công để tiến hành xem xét và chọn ra phương án gia công tối ưu hơn để tiến hành gia công chi tiết.
Ngyuên công |
Phương án 1 |
Phương án 2 |
|
1 |
Phay mặt phẳng 1 bằng dao phay trụ hợp kim Æ80/8 |
Phay mặt phẳng 1 bằng dao phay trụ hợp kim Æ80/8 |
|
2 |
Phay mặt phẳng 2 bằng dao phay trụ hợp kim Æ80/8 |
Bào thô và bán tinh mặt phẳng 2 bằng dao hợp kim. |
|
3 |
Phay mặt phẳng 3 bằng dao phay trụ hợp kim Æ80/8 |
Bào thô và bán tinh mặt phẳng 3 bằng dao hợp kim |
|
4 |
Tiện trụ và tiện mặt đầu Æ27 và Æ140 bằng dao hợp kim |
Tiện trụ và tiện mặt đầu Æ27 và Æ140 bằng dao hợp kim |
|
5 |
Khoan,doa thô 2lỗ đạt kích thước Æ10 |
Khoan,doa thô 2lỗ đạt kích thước Æ10 |
|
6 |
Phay rảnh 2 mang cá bằng 2dao phay định hình hợp kim |
Phay rảnh 2 mang cá bằng 2dao phay định hình hợp kim |
|
7 |
Phay 2 mặt phẳng 7 bằng 2 dao phay đĩa 3 mặt cắt |
Phay 2 mặt phẳng 7 bằng 2 dao phay đĩa 3 mặt cắt |
|
8 |
Khoan lỗ Æ14 bằng mũi khoan hợp kim |
Khoan lỗ Æ14 bằng mũi khoan hợp kim |
|
9 |
Khoan 3lỗ Æ5,ta rô ren 3lỗ M6 |
Khoan 3lỗ Æ5,ta rô ren 3lỗ M6 |
Dựa vào bảng phương án trên ta chọn phương án 1 vì nguyên công 2 và 3 của phương án 1 đạt hiệu quả kinh tế và năng suất cao hơn phương án 2
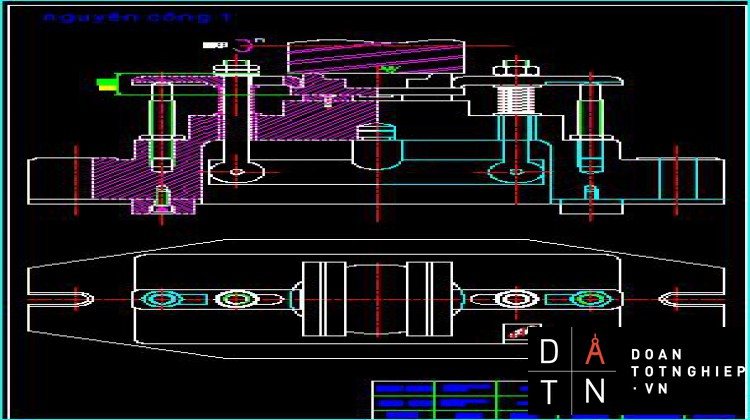
PHẦN IV - THIẾT KẾ NGUYÊN CÔNG
- Nguyên công 1: phay mặt phẳng thứ nhất.
+Định vi: chi tiết được định vị ở mặt đáy hạn chế 3 bậc tự do.
+ Kẹp chặt: dùng cơ cấu kẹp kiểu đòn bãy tự điều chỉnh lực kẹp, hướng của lực kẹp từ trên xuống, phương của lực kẹp vuông góc với mặt phẳng định vị.
+ Chọn máy: máy phay P82, công suất của máy là Nm =7KW.
+ Chọn dao: dao phay trụ gắn mảnh hợp cưng, Æ80/8 mm.
+ Lượng dư gia công: phay 2 lần với lượng dư Zb=3,1mm, và Zb=0,9mm.
+ Chế độ cắt:
Bước 1:
_Chiều sâu cắt t=3,1mm.
_Lượng chạy dao răng Sr=0,24 mm/răng (Z=8 răng).
è lượng chạy dao vòng So=0,24.8=1,92 mm/vòng.
_Tốc độ cắt Vb=181 mm/phút.
Hệ số phụ thuộc vào độ cứng của chi tiết gia công K1=1
Hệ số phụ thuộc vào trạng thái bề mặt gia công K2=0,8
Hệ số phụ thuộc vào tuổi bền của dao K3=1
Hệ số phụ thuộc vào bề rộng phay K4=1
Vậy tốc độ cắt tính toán là Vt:
Vt=Vb .K1 .K2 .K3 K4=42. 0,9. 0,75 .1.1 =144,8( m/phút.)
Số vòng quay của trục chính theo tính toán là:
(vòng/phút).
Ta chọn số vòng quay theo máy nm=500( vòng/phút). Như vậy, tốc độ cắt thực tế sẽ là:
(m/phút).
Lượng chạy dao phút Sp=0,24. 500=120 (mm/phút)
Chọn theo máy Sm=100 (mm/phút.)
Bước 2:
_Chiều sâu cắt t=0,9 mm.
_Lượng chạy dao vòng So=0,24.8=1,92( mm/vòng) (Sr=0,24 mm/răng Z=8 răng).
_Tốc độ cắt Vb=181 mm/phút.
Hệ số phụ thuộc K1=0,9, K3=1
Vậy tốc độ cắt tính toán là Vt:
...............................
+ Định vi: chi tiết được định vị ở mặt bên hạn chế 3 bậc tự do và 2 chốt tỳ tự lựa để định vị mặt đáy thô.
+ Kẹp chặt: dùng cơ cấu kẹp bằng cam với đầu kẹp tự lựa, hướng của lực kẹp vuông góc với mặt phẳng định vị chính, phương của lực kẹp vuông góc với kích thước gia công.
+ Chọn máy: máy phayP82, công suất của máy là Nm =7KW.
+ Chọn dao: dao phay trụ gắn mảnh hợp kim cứng, Æ80/8 mm.
+ Lượng dư gia công: phay 1 lần với lượng dư Zb=4mm.
+ Chế độ cắt:
_Chiều sâu cắt t=4mm.
_Lượng chạy dao răng Sr=0,24 mm/răng (Z=8 răng).
èlượng chạy dao vòng So=0,24.8=1,92 mm/vòng.
_Tốc độ cắt Vb=181 mm/phút.
Hệ số phụ thuộc vào độ cứng của chi tiết gia công K1=1
Hệ số phụ thuộc vào trạng thái bề mặt gia công K2=0,8
Hệ số phụ thuộc vào tuổi bền của dao K3=1
Hệ số phụ thuộc vào bề rộng phay K4=1
Vậy tốc độ cắt tính toán là Vt:
Vt=Vb .K1 .K2 .K3 =42.1. 0,8 .1.1 =144,8 m/phút.
Số vòng quay của trục chính theo tính toán là:
(vòng/phút).
Ta chọn số vòng quay theo máy nm=500( vòng/phút). Như vậy, tốc độ cắt thực tế sẽ là:
(m/phút).
Lượng chạy dao phút Sp=0,24. 500=120 (mm/phút)
Chọn theo máy Sm=100 (mm/phút.)
.......................................
PHẦN VIII - TÍNH SAI SỐ CHẾ TẠO CHO PHÉP CỦA ĐỒ GÁ
Khi thiết kế đồ gá cần chú ý 1 số đặc điểm sau đây:
_Sai số của đồ gá ảnh hưởng đến sai số của kích thước gia công, nhưng phần lớn nó ảnh hưởng đến sai số vị trí tương quan giữa bề mặt gia công và bề mặt chuẩn.
_Nếu chi tiết gia công bằng dao định hình và dao định kích thước thì sai số của đồ gá không ảnh hưởng đến sai số kích thước và sai số hình dáng của bề mặt gia công.
_Nếu gia công bằng phiến dẫn dụng cụ thì sai số đồ gá ảnh hưởng đến khoảng cách tâm các lỗ gia công và kích thước từ mặt định vị tới tâm lỗ.
_Sai số của đồ gá phân độ ảnh hưởng đến sai số của bề mặt gia công.
_Khi phay, bào, chuốt trên các đồ gá nhiều vị trí thì độ chính xác kích thước và độ chính xác vị trí giữa bề mặt gia công và mặt chuẩn phụ thuộc vào vị trí tương quan giữa các chi tiết định vị của đồ gá.
_Độ không song song giữa mặt định vị và mặt đáy của đồ gá sẽ gây ra sai số cùng dạng giữa bề mặt gia công và mặt chuẩn.
_Sai số đồ gá tiện ngoài, tiện trong, mài ngoài, mài trong ảnh hưởng đến sai số vị trí tương quan giữa bề mặt gia công và bề mặt chuẩn của chi tiết gia công, nhưng không ảnh hưởng đến sai số hình dáng của bề mặt gia công.
Trong sản xuất đơn chiếc và hàng loạt nhỏ, khi kích thước đạt được bằng phương pháp cắt thử thì sai số đồ gá không ảnh hưởng đến kích thước gia công kể cả sai số hình dáng, và chỉ ảnh hưởng đến vị trí tương quan giữa các bề mặt chi tiết.
Ơ đây chúng ta chỉ dùng phương pháp xác định gần đúng sai số chế tạo cho phép của đồ gá [ect] vì cho đến nay chưa có phương pháp nào đảm bảo xác định chính xác sai số chế tạo cho phép của đồ gá.
Sai số gá đặt được tính theo công thức sau:
Ở đây : egđ_ sai số gá đặt.
ec_ sai số gá chuẩn.
ek_ sai số gá kẹp chặt.
ect_ sai số gá chế tạo.
em_ sai số gá mòn.
eđc_ sai số gá điều chỉnh.
Ta lần lượt xét các thành phần trong công thức trên:
_Sai số chuẩn:(hình vẽ)
-a+x2-L=0
L=x2-a
eL= mm
ec=eL=0,02mm
_Sai số kẹp chặt:
ek=0 vì lực kẹp vuông góc với kích thước gia công.
_Sai số mòn: do đồ gá bị mòn
(mm).
b: hệ số phụ thuộc vào kết cấu đồ gá (b=0,1).
N: số lượng chi tiết được gia công trên đồ gá.
(mm) = 0,01 mm
_Sai số điều chỉnh eđc: là sai số sinh ra trong quá trình lắp ráp và điều chỉnh đồ gá. Sai số điều chỉnh phụ thuộc vào khả năng điều chỉnh và dụng cụ để điều chỉnh khi lắp ráp. Trong thực tế khi tính toán đồ gá ta có thể lấy eđc =5 mm.
_Sai số gá đặt egđ:
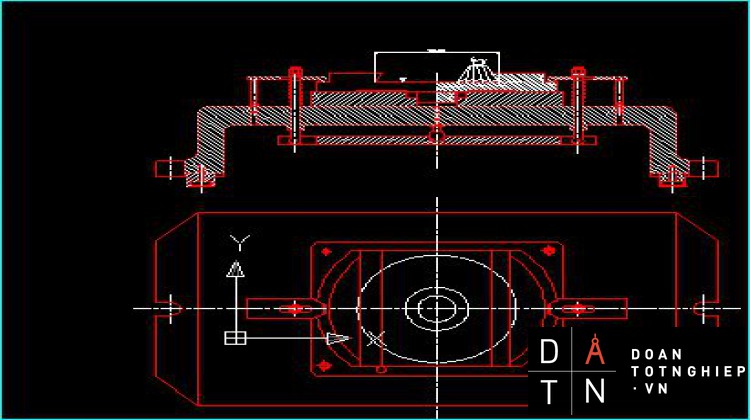
PHẦN IX – NGUYÊN TẮC LÀM VIỆC CỦA ĐỒ GÁ
-Chi tiết gia công đưa vào đồ gá,chi tiết được định vị bằng 1 mặt phẳng của các chốt trụ và chốt trám,chi tiết gia công được hạn chế 3 bậc tự do,chi tiết định vị mặt trụ trong của 2 lỗ Æ10 bằng 1 chốt trụ ngắn hạn chế 2 bậc tự do và 1 chốt trám hạn chế 1 bậc tự do.Do vậy chi tiết gia công được định vị trên đồ gá hạn chế 6 bậc tự do.
- Định vị xong ta mở van khí nén,cung cấp khí nén cho xilanh đẩy pittông mang vấu kẹp,kẹp chặt chi tiết
-Nối lỏng vít M5 lắp bạc dẫn hướng khoan vào
-Mở máy tiến hành khoan 3 lỗ Æ5.
-Sau khi khoan xong,tiến hành thay bạc dẫn hướng cho bước tarô rồi tiến hành ta rô ren 3 lỗ M6.
-Sau khi ta rô xong ta mở van cấp khí nén cho xi lanh đẩy pittông mang vấu kẹp lùi về,rồi ta lấy chi tiết đã gia công ra và tiếp tục gá đặt chi tiết khác vào.







