ĐỒ ÁN TỐT NGHIỆP QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT KHỚP NỐI TRỤC CAO THẮNG

NỘI DUNG ĐỒ ÁN
MỤC LỤC ĐỒ ÁN TỐT NGHIỆP QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT KHỚP NỐI TRỤC CAO THẮNG
LỜI NÓI ĐẦU.. i
Nhận xét của giáo viên hướng dẫn. ii
MỤC LỤC.. iii
Chương 1: PHÂN TÍCH CHI TIẾT GIA CÔNG.. 1
1.1.PHÂN TÍCH CÔNG DỤNG VÀ ĐIỀU KIỆN LÀM VIỆC CỦA CHI TIẾT GIA CÔNG.. 1
1.2PHÂN TÍCH VẬT LIỆU CHẾ TẠO CHI TIẾT GIA CÔNG.. 1
1.3.PHÂN TÍCH KẾT CẤU,HÌNH DẠNG CTGC.. 1
1.4.PHÂN TÍCH ĐỘ CHÍNH XÁC GIA CÔNG.. 1
1.4.1-Độ chính xác về kích thước...........................................................................................1
1.4.2-Độ chính xác về hình dáng hình học ............................................................................4
1.4.3. Độ chính xác về vị trí tương quan:...............................................................................4
1.4.4. Chất lượng bề mặt:.......................................................................................................4
1.4.5. Yêu cầu về cơ lý tính :...................................................................................................5
1.4.6. Kết luận:........................................................................................................................5
1.4.7.Xác định sản lượng hằng năm:......................................................................................5
Chương 2: CHỌN PHÔI VÀ XÁC ĐỊNH LƯỢNG DƯ GIA CÔNG.. 6
2.1 . Chọn phôi :6
2.2. PHƯƠNG PHÁP CHẾ TẠO PHÔI6
2.2.1. Phương pháp chế tạo phôi đúc. 6
2.2.1.2. Đúc trong khuôn hủy......................................................................................................6
2.2.1.3. Đúc trong khuôn vĩnh cửu. 8
2.2.2. Phương pháp chế tạo phôi cán:....................................................................................9
2.2.3. Phương pháp chế tạo phôi rèn........................................................................9
2.3 XÁC ĐỊNH LƯỢNG DƯ:........11
CHƯƠNG 3: LẬP QUY TRÌNH CÔNG NGHỆ. 13
3.1. Mục đích.........................................................................................................................13
3.2. Nội dung.........................................................................................................................13
CHƯƠNG 4: BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ. ...............................14
4.1.NGUYÊN CÔNG I:CHUẨN BỊ PHÔI...............................................................................14
4.2.NGUYÊN CÔNG II:TIỆN THÔ LỖ ,TIỆN THÔ LỖ ,TIỆN THÔ,TIỆN BÁN MẶT A...................................................................................................................................15
4.3.NGUYÊN CÔNG III:TIỆN THÔ MẶT C,TIỆN BÁN TINH MẶT C,TIỆN BÁNTINH,TIỆN TINH LỖ .....................................................................................................................20
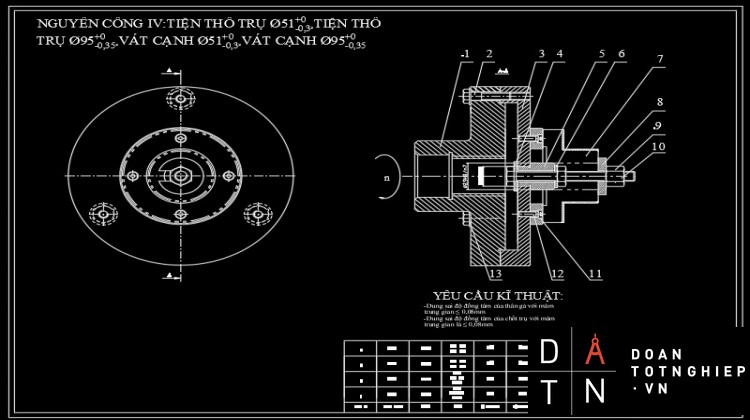
4.4.NGUYÊN CÔNG IV:TIỆN THÔ TRỤ,TIỆN VÁT CẠNH ...................................25
4.5.NGUYÊN CÔNG V:TIỆN THÔ TRỤ ,TIỆN THÔ MẶT B,TIỆN VÁT CẠNH ,TIỆN VÁT CẠNH ....................................................................................................................29
4.6 NGUYÊN CÔNG VI: VÁT LỖ ..................................................................................34
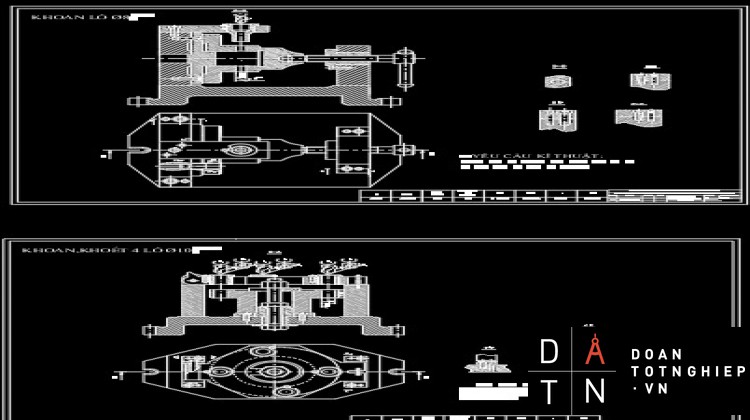
4.7.NGUYÊN CÔNG VII:KHOAN 4 LỖ ,KHOÉT TINH 4 LỖ ..................................37
4.8.NGUYÊN CÔNG VIII:KHOAN LỖ 8..............................................................................41
4.9.NGUYÊN CÔNG IX:KHOAN,TARO LỖ M8....................................................................43
4.10.NGUYÊN CÔNG X:TỔNG KIỂM TRA..........................................................................47
CHƯƠNG 5 : THIẾT KẾ ĐỒ GÁ.. 48
ĐỒ GÁ NGUYÊN CÔNG V...................................................................................................48
Chương 6 . KẾT LUẬN.. 58
TÀI LIỆU THAM KHẢO.. 59
`
Chương 1: PHÂN TÍCH CHI TIẾT GIA CÔNG
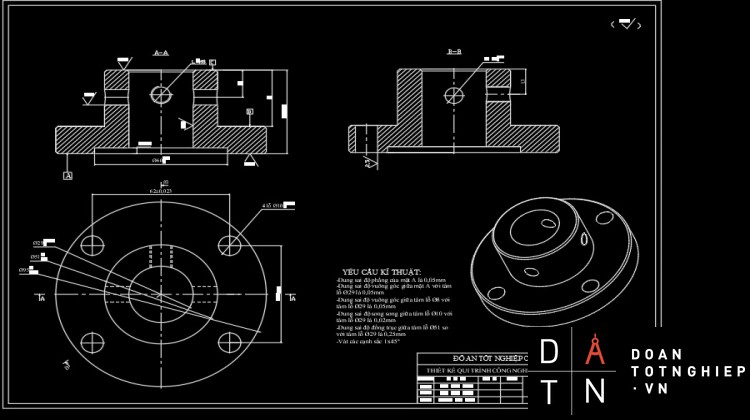
1.1.PHÂN TÍCH CÔNG DỤNG VÀ ĐIỀU KIỆN LÀM VIỆC CỦA CHI TIẾT GIA CÔNG
Khớp nối trục là một chi tiết quan trọng trong sản phẩm của ngành cơ khí. Chi tiết khớp nối trục có dạng bạc. Khớp nối trục là một bộ phận cơ khí để nối và truyền moment xoắn giữa hai thành phần chuyển động, thông thường là nối giữa hai trục. Có rất nhiều ứng dụng của khớp nối, ví dụ dễ thấy nhất là trong o tô chúng ta có khớp nối các đăng nối còn có tác dụng như điều chỉnh tốc độ, ngăn ngừa quá tải hay đóng mở các cơ cấu cơ khí, v.v …
1.2 PHÂN TÍCH VẬT LIỆU CHẾ TẠO CHI TIẾT GIA CÔNG
Vật liệu làm bằng thép C45 có thành phần như sau:
C=0.4-0.5% Mn=0.5-0.8% S=0.045%
Si=0.17-0.37% p=0.045%Ni=0.30% Cr=0.30%
Công dụng của thép C45: dùng chế tạo chi tiết trục truyền, bánh răng, tay biên. Khi tôi cao tần có độ cứng bề mặt cao và độ bền trong lõi được nâng cao.
+[8-tập 1,trang 119] bảng 2.4: cho ta một vài số liệu cơ bản về cơ tính và cứng của thép C45 như sau :
|
Giới hạn chảy |
Độ bền kéo |
Độ dãn dàitương đối |
Độ thắt tương đối |
Độ dai va đập |
Độ cứng
|
|
Ϭch=36KG/mm² |
Ϭb=61KG/mm² |
δ=16% |
Ψ=40% |
Ak=5KG/mm² |
HB=229 |
Như vậy ,theo công dụng thì vật liệu chế tạo CTGC đã cho là hợp lý.
1.3.PHÂN TÍCH KẾT CẤU,HÌNH DẠNG CTGC
-Chi tiết gia công có kết cấu tương đối hợp lý đơn giản
-Thuộc dạng bạc
-Bề mặt đặc biệt cần quan tâm khi gia công là bề mặt lỗ
1.4.PHÂN TÍCH ĐỘ CHÍNH XÁC GIA CÔNG
1.4.1-Độ chính xác về kích thước
a) Kích thước có chỉ dẫn dung sai
Ø Kích thước
-Kích thước danh nghĩa : mm
-Sai lệch giới hạn trên :+0.033
-Sai lệch giới hạn dưới :0 mm
àIT = 0.033-0 = 0.033 mm
-Tra bảng ( 1-4 trang 4 ) ta có cấp chính xác IT8.
- Kích thước lỗ
-Kích thước danh nghĩa :10 mm
-Sai lệch trên:+ 0,022
-Sai lệch dưới:- 0
àIT= 0,15-0=0,022
-Tra bảng 1.4 trang 4 ta có cấp chính xác IT8
Ø Kích thước lỗ
-Kích thước danh nghĩa : 8 mm
-Sai lệch trên: +0,15 mm
-Sai lệnh dưới: 0
à IT= 0,15-0= 0,15 mm
-Tra bảng 1.14 trang 18 ta có cấp chính xác IT12
- Kích thước lỗ
-Kích thước danh nghĩa: 51 mm
-Sai lệch trên: 0 mm
-Sai lệch dưới: -0,3 mm
àIT=0-(-0,3) = 0,3 mm
-Tra bảng 1.4 trang 4 ta có cấp chính xác IT7.
ØKích thước lỗ
-Kích thước danh nghĩa : 95mm
-Sai lệch giới hạn trên :+0 mm
-Sai lệch giới hạn dưới : -0,35 mm
àIT = 0-(-0,35) = 0.35mm
- Tra bảng ( 1-4 trang 4 ) ta có cấp chính xác IT12
- Kích thước 62 mm
- Sai lệch giới hạn trên : +0,23mm
- Sai lệch giới hạn dưới: -0,23mm
àIT = 0,15-(-0.15)= 0,46mm
- Tra bảng 1.4 trang 4 ta có cấp cx IT8
- Kích thước
-Kích thước danh nghĩa : 60 mm
-Sai lệch trên: +0,1 mm
-Sai lệnh dưới: 0
àIT= 0,1-0= 0,1 mm
-Tra bảng 1.14 trang 18 ta có cấp chính xác IT12
ØKích thước 40mm
-Kích thước danh nghĩa : 40 mm
-Sai lệch trên: +0,05 mm
-Sai lệnh dưới: -0.05mm
à IT= 0,05-(-0,05)= 0,1 mm
-Tra bảng 1.4 trang 4 ta có cấp chính xác IT10
ØKích thước 13mm
-Kích thước danh nghĩa : 13 mm
-Sai lệch trên: +0,09 mm
-Sai lệnh dưới: -0.09mm
à IT= 0,09-(-0,09)= 0,18 mm
-Tra bảng 1.4 trang 4 ta có cấp chính xác IT12
- Kích thước 3mm
Kích thước danh nghĩa : 3 mm
Sai lệch trên: +0,05 mm
Sai lệnh dưới: -0.05mm
àIT= 0,05-(-0,05)= 0,1mm
-Tra bảng 1.4 trang 4 ta có cấp chính xác IT12
ØKích thước 50mm
-Kích thước danh nghĩa : 50 mm
-Sai lệch trên: +0,0195 mm
-Sai lệnh dưới: -0.0195mm
à IT= 0,0195-(-0,0195)= 0,39mm
-Tra bảng 1.4 trang 4 ta có cấp chính xác IT12
ØKích thước 14mm
-Kích thước danh nghĩa : 13 mm
-Sai lệch trên: +0,09 mm
-Sai lệnh dưới: -0.09mm
à IT= 0,09-(-0,09)= 0,18 mm
-Tra bảng 1.4 trang 4 ta có cấp chính xác IT12
b) thước không có chỉ dẫn dung sai
- Kích thước mm
-Kích thước giữa hai bề mặt có gia công có cấp chính xác 12
-Sai lệch giới hạn trên : +0.125mm
-Sai lệch giới hạn dưới : -0.125mm
àIT=0,25mm
-Tra bảng 1.4 trang 4
1.4.2-Độ chính xác về hình dáng hình học
Không có yêu cầu nào về độ chính xác hình dáng hình học
1.4.3. Độ chính xác về vị trí tương quan:
- Dung sai độ phẳng của mặt A ≤ 0,05
- Dung sai độ vuông góc giữa mặt A so với tâm lỗ ≤ 0,05
- Dung sai độ vuông góc giữa tâm lỗ so với tâm lỗ ≤ 0,05
- Dung sai độ song song giữa tâm lỗ so với tâm lỗ ≤ 0,02
- Dung sai độ đồng trục giữa tâm lỗ so với tâm lỗ ≤ 0,25
1.4.4.Chất lượng bề mặt:
- Mặt trụ trong lỗ có độ nhám Ra 0,63 thuộc cấp nhám 8
- Mặt trụ trong 4 lỗ có độ nhám Ra 2,5 thuộc cấp nhám 6
- Mặt đầu C độ nhám Rz20 thuộc cấp 5
- Mặt đầu A có độ nhám Rz20 thuộc cấp 5
- Các bề mặt còn lại có độ nhám Rz40 thuộc cấp nhám 4.
1.4.5. Yêu cầu về cơ lý tính :
Không có yêu cầu đặc biệt nào về cơ lý tính.
1.4.6. Kết luận:
-Chi tiết có kích thước đạt CCX cao nhất là CCX 8, độ nhám cao nhất là cấp 8.
-Độ chính xác chi tiết gia công phù hợp với điều kiện làm việc của chi tiết.
1.4.7.Xác định sản lượng hằng năm:
-Khối lượng chi tiết : Mct = 0,79 Kg (dựa vào phần mềm Creo Paramatric)
Dựa vào dạng sản xuất hàng loạt vừa và khối lượng CTGC Mct= 0,79Kg tra bảng 1.2 trang 10 ( Giáo trình Công nghệ chế tạo máy 1_ Ths. Võ Văn Cường), sản lượng hằng năm là 500 – 5000 sản phẩm/năm
Chương 2: CHỌN PHÔI VÀ XÁC ĐỊNH LƯỢNG DƯ GIA CÔNG
2.1 . Chọn phôi :
Trong chế tạo cơ khí người ta thường dùng 3 loại phôi chủ yếu là: phôi cán, phôi rèn, phôi đúc.
2.2. PHƯƠNG PHÁP CHẾ TẠO PHÔI
2.2.1. Phương pháp chế tạo phôi đúc
2.2.1.1. Đúc trong khuôn hủy
2.2.1.1.1. Đúc trong khuôn cát
Đúc mẫu gỗ làm khuôn bằng tay: phương pháp này có độ chính xác kích thước thấp, vì quá trình làm khuôn có sự xê dịch của mẫu trong chất làm khuôn và sai số chế tạo mẫu. Năng suất thấp vì quá trình thực hiện bằng tay. Do đó nó chỉ dung trong sản suất đơn chiếc hoặc đúc những chi tiết có trọng lượng lớn như bệ máy, thân máy của các máy cắt gọt kim loại.
Đúc mẫu gỗ làm khuôn bằng máy:phương pháp này có năng suất và độ chính xác cao hơn phương pháp trên vì đảm bảo sự thống nhất của khuôn, giảm sai số do quá trình làm khuôn gây ra. Muốn khuôn ép sát người ta có thể dung đầm hơi hay dung phương pháp rung động để dồn khuôn. Phương pháp này dùng trong sản suất hàng loạt loại nhỏ với trọng lượng chi tiết không lớn lắm. Sai số chủ yếu do mẫu gây ra.
Đúc mẫu kim loại làm khuôn bằng máy: phương pháp này có năng suất và độ chính xác cao hơn các phương pháp trên vì đảm bảo sự đồng nhất của khuôn, giảm sai số do quá trình làm khuôn gây ra. Người ta dùng phương pháp đầm hơi hoặc dùng phương pháp rung động để dầm khuôn. Phương pháp này dùng trong sản suất hàng loạt vừa trở lên.
2.2.1.1.2. Đúc khuôn chân không
Để tạo khuôn chân không,người ta dùng cát không có chất kết dính. Hai nữa mẫu vật có những lỗ khoan nhỏ thông với thùng rỗng của hộp khuôn chân không
Một tấm màng co (plastic mỏng) được phủ trùm lên mẫu vật. Dưới sức nóng của hộp sưởi điện bên trên và do sức hút chân không từ mặt dưới, tấm màng co biến dạng theo hình thù của vật mẫu. Đổ cát lên trên tấm plastic.
Qua sự rung đều của bộ khuôn, cát trong khuôn dồn khít lại. Sau đó ta phủ lên trên một tấm màng co thứ hai. Dưới sức hút chân không, cát trong long khuôn bị nén chặt. Khi tắt máy hút chân không ta có thểtách khuôn đúc ra khỏi mẫu. Sau khi tạo xong nữa kia của khuôn, hai nửa trên dưới được ghép lại với nhau, gài chắc và đúc. Trong khi đó, vẫn giữ toàn bộ hộp khuôn trong tình trạng bị hút chân không – áp suất âm. Khikim loại được rót vào, tấm màng co sẽ bị bốc hơi.
Sau khi vật đúc đã được đông đặc lại, tắt máy hút chân không, vật đúc (và cát nén) tự động rơi ra khỏi khuôn. Cát làm khuôn có thể sử dụng lại.
Ứng dụng: dùng đúc bệ máy công cụ và tấm thành khung hai bên của máy in
2.2.1.1.3. Đúc khuôn vỏ mỏng
Khuôn vỏ mỏng là loại hộp khuôn và long khuôn chỉ dày khoảng vài mm, làm bằng hỗn hợp cát thạch anh mịn và chất nhựa phenol (phenolic resin). Muốn tạo khuôn và lõi người ta để hỗn hợp cát + nhựa phenol vào nữa mẫu đã được nung nóng. Sau khoảng 20 – 40 giây nhựa phenol đông cứng và tạo nên một lớp vỏ mỏng độ 8 – 12 mm, vậy là khuôn mỏng đã hoàn thành. Khuôn mỏng sau khi tách ra khỏi thiết bị tạo mẫu ở nhiệt độ 5500C sẽ trở nên cứng lại. Lõi cũng được chế tạo với quy trình như vậy.
Hai nữa khuôn mỏng dán lại với nhau tạo thành ra một khuôn đúc hoàn chỉnh được đặt trên nền cát và có thể đúc được sản phẩm.
Bề mặt của các sản phẩm đúc từ khuôn vỏ mỏng có độ bóng bề mặt và độ chính xác cao
Ứng dụng: dùng đúc cánh tua-bin của tua-bô nạp khí thải và nắp quy-lát của các động cơ xe hơi…
2.2.1.2. Đúc trong khuôn mẫu hủy
2.2.1.2.1. Đúc khuôn mẫu chảy
Để đúc các sản phẩm tinh vi người ta sử dụng mẫu bằng vật liệu có độ nóng chảy thấp như sáp hay chất nhựa. Nhiều vật mẫu được sắp đặt chung với nhau tạo thành một chùm dính nhau có chung một đậu rót và kênh dẫn. Qua nhiều lần nhấn vào một dung dịch gồm sứ sệt, đất sét nhão và sau đó được rắc lên một lớp bột sứ khô, chùm mẫu có một lớp áo bằng gốm sứ có độ bền nhiệt cao. Sau khi được sấy khô, lớp áo gốm sứ này sẽ trở thành khuôn đúc. Khi toàn bộ khuôn bị nung nóng ở nhiệt độ cao, mẫu sáp bị nóng chảy và đổ ra ngoài. Kế tiếp bộ khuôn được nung nóng ở nhiệt độ khoảng 10000C để có độ rắn chắc cần thiết. Phần mẫu sáp nhựa còn sót lại trong lòng khuôn sẽ bị thiêu hủy. Đối với loại khuôn mỏng phải đúc ở nhiệt độ cao khi khuôn còn nóng.
Sau khi kim loại đã đông đặc người ta phải bỏ lớp vỏ áo, sau đó cắt rời từng sản phẩm khỏi hệ thống ống rót và kênh dẫn
Do nhiệt độ của khuôn đúc cao nên có thể đúc các chi tiết phức tạp, tinh vi cũng như các sản phẩm đúc bằng thép hợp kimcó bề mặt rộng nhưng bề dày mỏng và tiết diện nhỏ. Sản phẩm đúc có đặc điểm: chất lượng bề mặt cao và kích thước chính xác.
Ứng dụng: Đúc cánh tua-bin và bánh cánh quạt tua-bin của tua-bô vận hành bằng khí thải
2.2.1.2.2. Đúc khuôn nguyên thể
Để đúc khuôn nguyên thể người ta tạo vật bằng mốp (bọt xốp) cứng nhựa dẻo (nhựa bọt biển cứng) và cát để tạo khuôn đúc. Mẫu bằng nhựa xốp nằm luôn bên trong khuôn. Khi rót kim loại nóng vào, nhựa sẽ cháy tiêu hoặc hóa khí rồi thoát ra ngoài qua lỗ khí. Thời gian chế tạo và giá thành của vật mẫu bằng nhựa xốp cứng rẻ hơn mẫu bằng gỗ.
Kỹ thuật đúc khuôn nguyên thể thích hợp đặc biệt cho việc chế tạo sản phẩm đơn chiếc hoặc hàng mẫu.
Ứng dụng: Đúc bệ nên của máy công cụ và bệ quay của máy tiện carusen lớn.
2.2.1.3. Đúc trong khuôn vĩnh cửu
2.2.1.3.1. Đúc trong khuôn kim loại
Khuôn kim loại có thể dùng để đúc cả kim loại màu lẫn hợp kim đen, tuổi thọ của khuôn tùy theo nhiệt độ nóng chảy của kim loại đúc. Đối với những kim loại như nhôm, kẽm, đồng thì một khuôn có thể đúc được hàng vạn chi tiết. Khi đúc gang được từ 1500-5000 lần, còn khi đúc thép được 600-700 lần
Ưu điểm:
- Nâng cao được độ chính xác vật đúc, tăng độ láng bề mặt chi tiết đúc.
- Tránh được quá trình làm mẫu, giảm chu kì sản xuất phôi.
Khuyết điểm:
- Giá thành chế tạo tương đối lớn. Nguyên liệu làm khuôn phải có nhiệt độ nóng chảy cao hơn nhiệt độ nóng chảy của nguyên liệu đúc.
- Không đúc được chi tiết có hình dạng phức tạp, có nhiều thành vách mỏng, chiều dày các vách thay đổi đột ngột.
- Không đúc được chi tiết có trọng lượng lớn (chi phí việc làm khuôn sẽ tăng).
Do đó khuôn kim loại chỉ dùng từ sản suất hàng loạt trở lên.
2.2.1.3.2. Đúc li tâm
Lợi dụng nguyên lí tạo thành lực li tâm, đối với vật quan trọng người ta rótkim loại nóng chảy vào khuôn hình ống. Dưới tác dụng của lực li tâm kim loại nóng chảy sẽ văng ra và điền đầy trên thành ống.
Phương pháp này dùng để đúc các vật tròn xoay như ống, xi lanh, và các chi tiết có tâm đối xứng dạng tròn như mặt bích, puli, bánh răng.
Ưu điểm: không hao phí nguyên vật liệu để làm đậu ngót, đậu rót, chất lượng của vật đúc tốt. Lớp mặt ngoài có độ trơn nhẵn cao và có độ bền chặt tốt, Thiết bị dùng để đúc li tâm cũng không phức tạp lắm cho nên không những nó được dùng rộng rãi trong sản suất hàng loạt lớn mà cả trong sản suất loạt nhỏ thậm chí cả sản suất riêng lẻ người ta cũng dùng.
2.2.1.3.3. Đúc áp lực
Đúc áp lực là phương pháp đúc dùng áp suất cao để nén kim loạilỏngvới tốc độ cao vào lòng khuôn một hay nhiều mảnh đã được hâm nóng trước. Dưới áp suất cao, độ điền đầy lòng khuôn được đảm bảo nên có thể đúc những sản phẩm có bề dày nhỏ.
Đối với phương pháp buồng nóng thì buồng áp lực nằm trong bể kim loại lỏng. Phương pháp này dùng để đúc kim loại, vật liệu có độ nóng chảy thấp và các kim loại không ăn mòn pít-tông nén và buồng nén.
Đối với phương pháp buồng nguội thì người ta dùng vót múc kim loại lỏng vào buồng áp lực. Phương pháp này dùng để đúc vật liệu có độ nóng chảy cao và những loại vật liệu ăn mòn mạnh vào pít-tông nén và buồng nén.
Ứng dụng: Đúc vỏ động cơ (thân máy) và hộp vỏ trục khuỷu của động cơ.
2.2.2. Phương pháp chế tạo phôi cán:
Phôi cán là sản phẩm của nhà máy luyện kim liên hợp để chế tạo trực tiếp chi tiết bằng phương pháp gia công có phôi trên các máy cắt gọt kim loại.
* Phôi cán có hai loại : phôi cán nóng và phôi cán hiệu chuẩn.
- Phôi cán nóng là phôi vừa cán ở nhà máy luyện kim liên hợp ra, chưa được bóc vỏ đen bên ngoài, loại phôi này có độ chính xác kích thước thấp, phôi có D=50mm thì độ chính xác chỉ đạt cấp 12, nếu D=(50-130) thì độ chính xác đường kính đạt cấp 13
- Phôi cán hiệu chuẩn là loại phôi cán nóng được bốc đi lớp vỏ đen bên ngoài do đó loại phôi này có độ chính xác cao hơn. Nếu đường kính phôi đến 100mm thì độ chính xác tới cấp 7 và độ nhãn bề mặt đạt cấp 8. Loại phôi này dùng để gia công trên máy tự động. phôi cán hiệu chuẩn có các hình dạng khác nhau như tròn, lục giác, tam giác thậm chí có cả những tiết diện định hình
- Ưu điểm:
- Độ chính xác của phôi cao, năng xuất chế tạo phôi cao.
- Phôi cán có nhiều dạng và nhiều tiết diện.
- Phương pháp chế tạo phôi đơn giản, rẻ tiền, dễ chế tạo và năng suất cao.
- Nhược điểm:
- Cơ tính vật liệu không tốt phôi có hình dáng đơn giản trên bề mặt.
- Không cán được các loại vật liệu dòn.
- Không cán được các loại phôi có kích thước lớn
2.2.3. Phương pháp chế tạo phôi rèn
2.2.3.1. Rèn tự do
- Tính chất ,đặc điểm của rèn tự do:
-Rèn tự do là một phương pháp gia công áp lực mà kim loại biến dạng không bị khống chế bởi một mặt nào khác ngoài bề mặt tiếp xúc giữa phôi kim loại với dụng cụ gia công (búa và đe).
-Dưới tác động của lực P do búa (1) gây ra và phản lực N từ đe (3), khối kim loại (2) biến dạng, sự biến dạng chỉ bị khống chế bởi hai mặt trên và dưới, còn các mặt xung quanh hoàn toàn tự do.
Đặc điểm
-Độ chính xác, độ bóng bề mặt chi tiết không cao. Năng suất thấp
-Chất lượng và tính chất kim loại từng phần của chi tiết khó đảm bảo giống nhau nên chỉ gia công các chi tiết đơn giản hay các bề mặt không định hình.
-Chất lượng sản phẩm phụ thuộc vào tay nghề của công nhân.
-Thiết bị và dụng cụ rèn tự do đơn giản.
Dụng cụ
-Nhóm 1: Là những dụng cụ công nghệ cơ bản như các loại đe, búa, bàn là, bàn tóp, sấn, chặt, mủi đột.
-Nhóm 2: Là những dụng cụ kẹp chặt như các loại kềm, êtô và các cơ cấu kẹp chặt khác.
-Nhóm 3: Là những dụng cụ kiểm tra và đo lường: êke, thước cặp (đo trong đo ngoài, đo chiều sâu, các loại compa.
Công dụng:
-Rèn tựdođược dùng rộng rãi trong sản xuấtđơn chiếc hay hàng loạt nhỏ.Chủ yếu dùng cho sửa chữa, thay thế.
2.2.3.1.2. Rèn khuôn
-Rèn khuôn (còn gọi là dập thể tích) là phương pháp gia công áp lực, trong đó kim loại được biến dạng hạn chế trong lòng khuôn dướic tác dụng của lực đập.
-Kết cấu chung của khuôn dập được trình bày trên hình 10.12
-Trong khi dập nửa khuôn trên (1) và nửa khuôn dưới (2) được bắt chặt với đe trên và đe dưới của thiết bị. Phần kim loại thừa chảy vào rãnh tạo thành ba via của vật rèn.
-So với rèn tự do, rèn khuôn có đặc điểm:
+Độ chính xác và chất lượng vật rèn cao.
+ Có khả năng chế tạo được những chi tiết phức tạp.
+Năng suất cao.
+ Dễ cơ khí hóa và tự động hóa.
+Nhưng giá thành chế tạo khuôn cao, khuôn chống mòn, vì vậy phương pháp dập khuôn chỉ thích hợp với sản xuất hàng loạt và hàng khối.
Kết luận:Dựa vào điều kiện sản xuất là hàng loạt vừa, hình dạng tương đối phức tạp, vật liệu là thép C45.
Vậy nên chúng ta có thể chọn phôi đúc , phôi rèn.
-Đúc có thể cho ra phôi có hình dạng gần giống với chi tiết gia công , khi gia công không cần loại bỏ nhiều phoi , có thể thực hiện với C45 , vật liệu dẻo không nên sử dụng phương pháp đúc vì cần trải qua nhiệt luyện ( Tôi ) khi gia công .
-Phôi rèn có cơ tính bền chặt phù hợp với chi tiết gia công , hình dạng phôi gần giống chi tiết gia công nên lượng dư không nhiều . thành phần hoá học của vật liệu chính xác .
-Vì vậy : Trong trường hợp này , sản xuất với quy mô hàng loạt vừa và vật liệu là thép C45 nên ta chọn phôi rèn khuôn (dập nóng).
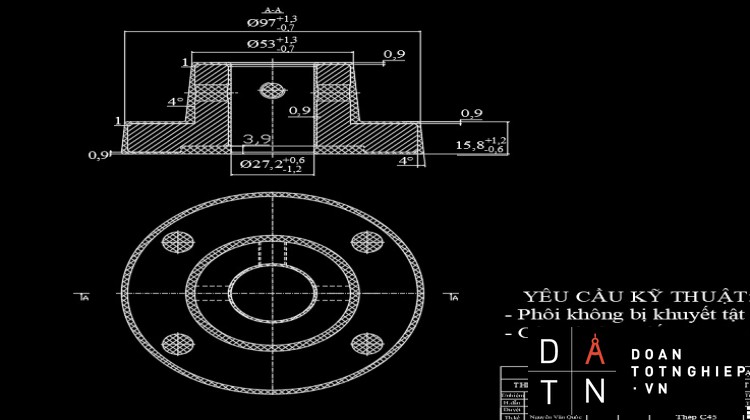
2.3 XÁC ĐỊNH LƯỢNG DƯ:
Tra bảng 32 trang 48_[ 3 ]:
- Bề mặt A , vị trí trong lòng khuôn dập mặt đáy => lượng dư gia công 0,9mm
- Bề mặt B , vị trí trong lòng khuôn dập mặt trên => lượng dư gia công 0,9mm
- Các bề mặt C , vị trí trong lòng khuôn dập mặt trên => lượng dư
- Gia công 0,9mm
- Bề mặt lỗ , vị trí trong lòng khuôn dập mặt bên => lượng dư gia công 0,9mm
- Bề mặt trụ , vị trí trong lòng khuôn dập mặt bên => lượng dư gia công 1mm
- Bề mặt trụ ,vị trí trong lòng khuôn dập mặt bên =>lượng dư gia công 1mm
- Bảng vẻ lồng phôi:
CHƯƠNG 3: LẬP QUY TRÌNH CÔNG NGHỆ
3.1. Mục đích
- Xác định trình tự gia công hợp lý nhằm đảm bảo độ chính xác về kích thước, vị trí tương quan, hình dáng hình học và độ nhám bề mặt theo yêu cầu của chi tiết cần chế tạo.
3.2. Nội dung
- Chọn phương pháp gia công các bề mặt phôi.
- chọn chuẩn công nghệ và sơ đồ gá đặt.
- Chọn trình tự gia công các chi tiết.
( Đính kèm phiếu hướng dẫn công nghệ)
CHƯƠNG 4: BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ
4.1.NGUYÊN CÔNG I:CHUẨN BỊ PHÔI
Bước 1:làm sạch phôi,làm sạch bavia
Bước 2:kiểm tra kích thước phôi
4.2.NGUYÊN CÔNG II:TIỆN THÔ LỖ,TIỆN THÔ LỖ ,TIỆN THÔ,TIỆN BÁN MẶT A
Chọn chuẩn gia công:
-Mặt C định vị 3 bậc
-Mặt trụ định vị 2 bậc
Chọn máy: Máy tiện 1k62, có các thông số cơ bản của máy như sau:
_ Chiều cao tâm 200mm – Khoảng cách giữa 2 tâm đến 1400mm
- Công suất động cơ trục chính:N = 10 kW – Hiệu suất máy n= 0,75
- Đường kính lỗ suốt trục chính 45mm – côn mooc số 5
- Số vòng quay trục chính (v/ph) :
12,5; 16; 20; 25; 31,5; 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250; 1600; 2000.
Lượng tiến dao dọc (mm/v):
0,07; 0,014; 0,084; 0,097; 0,11; 0,12; 0,13; 0,14; 0,15; 0,17; 0,195; 0,21; 0,23; 0,26; 0,28; 0,30; 0,34; 0,39; 0,43; 0,47; 0,52; 0,57; 0,61; 0,70; 0,78; 0,87; 0,95; 1,04; 1,14; 1,21; 1,4; 1,56; 1,74; 1,9; 2,08; 2,28; 2,42; 2,8; 3,12; 3,48; 3,8; 4,16.
Lượng chạy dao ngang(mm/v)
0,035; 0,037; 0,042; 0,048; 0,055; 0,06; 0,065; 0,07; 0,074; 0,084; 0,097; 0,11; 0,1; 0,13; 0,14; 0,15; 0,17; 0,195; 0,21; 0,23; 0,26; 0,28; 0,30; 0,34; 0,39; 0,43; 0,47; 0,52; 0,57; 0,6; 0,7; 0,78; 0,87; 0,95; 1,04; 1,14; 1,21; 1,4; 1,56; 1,74; 1,9; 2,08.
ü Chọn dao:
Dao tiện lỗ bậc gắn mảnh hợp kim cứng. Tra bảng 4-4 trang 295 [4] ta tra được:
H= 20mm B = 12mm L = 200mm m =7mm a = 10mm r = 1
Dao tiện lỗ gắn mảnh hợp kim cứng. Tra bảng 4-14 trang [4] ta tra được:
H= 20mm B = 16mm L = 200mm P =100mm n = 8mm l = 16
-Bước 1 : Tiện thô lỗ đạt Rz40, CCX 12 , L= 3mm
ü Chọn chế độ cắt:
- Chọn t: gia công thô nên chọn t = 1,5mm
- Chọn lượng dư chạy dao: theo bảng 25-1 trang 29 của tập [5] ta được : S = (0,4-0,5) mm/vòng.
- Tra thuyết minh máy (TMM) chọn S= 0,47mm/v
- Vận tốc cắt theo công thức:
Tra bảng 35-1 trang 35 tập [ 5] được:
-=
- t = 3mm
- S = 0,43mm
- tiện trong
V = 269m/phút
Tra bảng 36-1 trang 36 [5] được : k = 1
Tra bảng 37-1 trang 36 [5] được : k = 1
Tra bảng 38-1 trang 36 [5] được : k = 1
Tra bảng 39-1 trang 36 [5] được : k = 1
Tra bảng 40-1 trang 36 [5] được : k = 1
V = 269x1x1x1x1x1= 269m/phút.
Tính n = = = 901 v/phút.
Tra thuyết minh máy chọn = 800 vòng/phút.
-= = = 238m/phút.
+ Kiểm nghiệm an toàn :
Tra bảng 52-1 trang 41 [5] ta được:
= 5,8 Kw
= 10Kw (hiệu suất máy n= 0,75) = 10.0,75 = 7,5Kw
- . Vậy máy làm việc an toàn.
+ Thời gian chạy máy:
= = = 0,096 phút.
Với :
L= chiều dài hành trình cắt :
L= l++
l: chiều dài chi tiết gia công.
: khoảng chạy tới
t.cotg=1,3.cotg= 1,3mm
: khoảng chạy quá (1-2)mm
-Bước 2: Tiện thô lỗ đạt Rz40, CCX 12
Chọn chế độ cắt:
- Chọn t: gia công thô nên chọn t = 0,6mm
- Chọn lượng dư chạy dao: theo bảng 25-1 trang 29 của tập [5] ta được : S = (0,4-0,5) mm/vòng.
- Tra thuyết minh máy (TMM) chọn S=0,47mm/v
- Vận tốc cắt theo công thức:
Tra bảng 35-1 trang 35 tập [ 5 ] được:
-=
- t = 1,2mm
- S = 0,43mm
- tiện trong
V = 236m/phút
Tra bảng 36-1 trang 36 [6] được : k = 1
Tra bảng 37-1 trang 36 [6] được : k = 1
Tra bảng 38-1 trang 36 [6] được : k = 1
Tra bảng 39-1 trang 36 [6] được : k = 1
Tra bảng 40-1 trang 36 [6] được : k = 1
V = 236x1x1x1x1x0,96= 236m/phút.
Tính n = = = 790 v/phút.
Tra thuyết minh máy chọn = 800 vòng/phút.
-= = = 238m/phút.
+ Kiểm nghiệm an toàn :
Tra bảng 52-1 trang 42 [5] ta được:
= 7 Kw
= 10Kw (hiệu suất máy n= 0,75) = 10.0,75 = 7,5Kw
- . Vậy máy làm việc an toàn.
+ Thời gian chạy máy:
= = = 0,14 phút.
Với :
L= chiều dài hành trình cắt :
L= l++
l: chiều dài chi tiết gia công.
: khoảng chạy tới
t.cotg=1,3.cotg= 1,3mm
: khoảng chạy quá (1-2)mm
-Bước 3: Tiện thô mặt Ađạt Rz40, CCX 12
Chọn chế độ cắt:
- Chọn t: gia công bán tinh nên chọn t = 0,6mm
- Chọn lượng dư chạy dao: theo bảng 25-1 trang 29 của tập [6] ta được : S = (0,4-0,5) mm/vòng.
- Tra thuyết minh máy (TMM) chọn S= 0,87mm/v
- Vận tốc cắt theo công thức:
Tra bảng 35-1 trang 35 tập [ 6 ] được:
-=
- t = 0,3mm
- S = 0,43mm
- tiện ngang
V = 227m/phút
Tra bảng 36-1 trang 36 [6] được : k = 1
Tra bảng 37-1 trang 36 [6] được : k = 1
Tra bảng 38-1 trang 36 [6] được : k = 1
Tra bảng 39-1 trang 36 [6] được : k = 1
Tra bảng 40-1 trang 36 [6] được : k = 0,96
V = 227x1x1x1x1x0,96= 218m/phút.
Tính n = = = 495 v/phút.
Tra thuyết minh máy chọn = 800 vòng/phút.
-= = = 109m/phút.
+ Kiểm nghiệm an toàn :
Tra bảng 52-1 trang 42 [6] ta được:
= 7 Kw
= 10Kw (hiệu suất máy n= 0,75) = 10.0,75 = 7,5Kw
- . Vậy máy làm việc an toàn.
+ Thời gian chạy máy:
= = = 0,05 phút.
Với :
L= chiều dài hành trình cắt :
L= l++
l: chiều dài chi tiết gia công.
: khoảng chạy tới
t.cotg=1,3.cotg= 1,3mm
: khoảng chạy quá (1-2)mm
-Bước 3: Tiện bán tinh mặt A đạt Rz20, CCX 10
Chọn chế độ cắt:
- Chọn t: gia công bán tinh nên chọn t = 0,3mm
- Chọn lượng dư chạy dao: theo bảng 25-1 trang 29 của tập [6] ta được : S = (0,4-0,5) mm/vòng.
- Tra thuyết minh máy (TMM) chọn S= 0,57mm/v
- Vận tốc cắt theo công thức:
Tra bảng 35-1 trang 35 tập [ 6 ] được:
-=
- t = 0,3mm
- S = 0,43mm
- tiện ngang
V = 227m/phút
Tra bảng 36-1 trang 36 [6] được : k = 1
Tra bảng 37-1 trang 36 [6] được : k = 1
Tra bảng 38-1 trang 36 [6] được : k = 1
Tra bảng 39-1 trang 36 [6] được : k = 1
Tra bảng 40-1 trang 36 [6] được : k = 0,96
V = 227x1x1x1x1x0,96= 218m/phút.
Tính n = = = 495 v/phút.
Tra thuyết minh máy chọn = 800 vòng/phút.
-= = = 1000m/phút.
+ Kiểm nghiệm an toàn :
Tra bảng 52-1 trang 42 [6] ta được:
= 7 Kw
= 10Kw (hiệu suất máy n= 0,75) = 10.0,75 = 7,5Kw
- . Vậy máy làm việc an toàn.
+ Thời gian chạy máy:
= = = 0,03 phút.
Với :
L= chiều dài hành trình cắt :
L= l++
l: chiều dài chi tiết gia công.
: khoảng chạy tới
t.cotg=1,3.cotg= 1,3mm
: khoảng chạy quá (1-2)mm
4.3.NGUYÊN CÔNG III:TIỆN THÔ MẶT C,TIỆN BÁN TINH MẶT C,TIỆN BÁN TINH,TIỆN TINH LỖ
Chọn chuẩn gia công:
-Mặt định vị 3 bậc
-Mặt trụ định vị 2 bậc
Chọn máy:
- Máy tiện 1k62, có các thông số cơ bản của máy như sau:
- Chiều cao tâm 200mm – Khoảng cách giữa 2 tâm đến 1400mm
- Công suất động cơ trục chính: N = 10 kW – Hiệu suất máy n= 0,75
- Đường kính lỗ suốt trục chính 45mm – côn mooc số 5
- Số vòng quay trục chính (v/ph) :
12,5; 16; 20; 25; 31,5; 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250; 1600; 2000.
Lượng tiến dao dọc (mm/v):
0,07; 0,014; 0,084; 0,097; 0,11; 0,12; 0,13; 0,14; 0,15; 0,17; 0,195; 0,21; 0,23; 0,26; 0,28; 0,30; 0,34; 0,39; 0,43; 0,47; 0,52; 0,57; 0,61; 0,70; 0,78; 0,87; 0,95; 1,04; 1,14; 1,21; 1,4; 1,56; 1,74; 1,9; 2,08; 2,28; 2,42; 2,8; 3,12; 3,48; 3,8; 4,16.
Lượng chạy dao ngang(mm/v)
0,035; 0,037; 0,042; 0,048; 0,055; 0,06; 0,065; 0,07; 0,074; 0,084; 0,097; 0,11; 0,1; 0,13; 0,14; 0,15; 0,17; 0,195; 0,21; 0,23; 0,26; 0,28; 0,30; 0,34; 0,39; 0,43; 0,47; 0,52; 0,57; 0,6; 0,7; 0,78; 0,87; 0,95; 1,04; 1,14; 1,21; 1,4; 1,56; 1,74; 1,9; 2,08.
ü Chọn dao:
Dao tiện ngoài thân công gắn mảnh hợp kim cứng. Tra bảng 4-4 trang 295 sổ tay công nghệ chế tạo máy 1 ta tra được:
H= 20mm B = 12mm L = 200mm m =7mm a = 10mm r = 1
Dao tiện ngoài thân công gắn mảnh hợp kim cứng. Tra bảng 4-6 trang 297 sổ tay công nghệ chế tạo máy 1 ta tra được:
H= 25mm B = 20mm L = 140mm n = 8mm l = 16 r = 1,5
-Bước 1 : Tiện thô mặt C đạt Rz40, CCX 12
ü Chọn chế độ cắt:
- Chọn t: gia công thô nên chọn t = 0,6mm
- Chọn lượng dư chạy dao: theo bảng 25-1 trang 29 của tập [6] ta được : S = (0,8 – 1,3) mm/vòng. Ta chọn S = 0,8 mm/răng.
- Tra thuyết minh máy (TMM) chọn S= 0,87mm/v
- Vận tốc cắt theo công thức:
Tra bảng 35-1 trang 35 tập [6] được:
-=
- t = 2,1mm
- S = 0,78mm
- tiện ngang
V = 227m/phút
Tra bảng 36-1 trang 36 [6] được : k = 1
Tra bảng 37-1 trang 36 [6] được : k = 1
Tra bảng 38-1 trang 36 [6] được : k = 1
Tra bảng 39-1 trang 36 [6] được : k = 1
Tra bảng 40-1 trang 36 [6] được : k = 0,96
V = 227x1x1x1x1x0,96= 218m/phút.
Tính n = = = 603 v/phút.
Tra thuyết minh máy chọn = 800 vòng/phút.
-= = = 90 m/phút.
+ Kiểm nghiệm an toàn :
Tra bảng 52-1 trang 42 [6] ta được:
= 7 Kw
= 10Kw (hiệu suất máy n= 0,75) = 10.0,75 = 7,5Kw
- . Vậy máy làm việc an toàn.
+ Thời gian chạy máy:
= = = 0,05 phút.
Với :
L= chiều dài hành trình cắt :
L= l++
l: chiều dài chi tiết gia công.= 20mm
: khoảng chạy tới
t.cotg=2,1.cotg= 1mm
: khoảng chạy quá (1-2)mm
-Bước 2 : Tiện bán tinh mặt C đạt Rz20, CCX 10
ü Chọn chế độ cắt:
- Chọn t: gia công thô nên chọn t = 0,3 mm
- Chọn lượng dư chạy dao: theo bảng 25-1 trang 29 của tập [6] ta được : S = (0,8 – 1,3) mm/vòng. Ta chọn S = 0,8 mm/răng.
- Tra thuyết minh máy (TMM) chọn S= 0,57 mm/v
- Vận tốc cắt theo công thức:
Tra bảng 35-1 trang 35 tập [ 6 ] được:
-=
- t = 2,2 mm
- S = 0,78 mm
- tiện dọc
V = 182 m/phút
Tra bảng 36-1 trang 36 [6] được : k = 1
Tra bảng 37-1 trang 36 [6] được : k = 0,82
Tra bảng 38-1 trang 36 [6] được : k = 1
Tra bảng 39-1 trang 36 [6] được : k = 1
V = 182x1x0,82x1x1= 149 m/phút.
Tính n = = = 412 v/phút.
Tra thuyết minh máy chọn = 1000 vòng/phút.
-= = = 108 m/phút.
+ Kiểm nghiệm an toàn :
Tra bảng 52-1 trang 42 [6] ta được:
= 7 Kw
= 10Kw (hiệu suất máy n= 0,75) = 10.0,75 = 7,5Kw
- . Vậy máy làm việc an toàn.
+ Thời gian chạy máy:
= = = 0,03 phút.
Với :
L= chiều dài hành trình cắt :
L= l++
l: chiều dài chi tiết gia công = 5
: khoảng chạy tới
t.cotg=2,2.cotg= 1 mm
: khoảng chạy quá (1-2)mm
-Bước 3 : Tiện bán tinh lỗ đạt Rz20, CCX 10
ü Chọn chế độ cắt:
- Chọn t: gia công thô nên chọn t = 0,15 mm
- Chọn lượng dư chạy dao: theo bảng 25-1 trang 29 của tập [6] ta được : S = (0,8 – 1,3) mm/vòng. Ta chọn S = 0,8 mm/răng.
- Tra thuyết minh máy (TMM) chọn S= 0,43 mm/v
- Vận tốc cắt theo công thức:
Tra bảng 35-1 trang 35 tập [ 6 ] được:
-=
- t = 2,2 mm
- S = 0,78 mm
- tiện dọc
V = 182 m/phút
Tra bảng 36-1 trang 36 [6] được : k = 1
Tra bảng 37-1 trang 36 [6] được : k = 0,82
Tra bảng 38-1 trang 36 [6] được : k = 1
Tra bảng 39-1 trang 36 [6] được : k = 1
V = 182x1x0,82x1x1= 149 m/phút.
Tính n = = = 412 v/phút.
Tra thuyết minh máy chọn = 1000 vòng/phút.
-= = = 108 m/phút.
+ Kiểm nghiệm an toàn :
Tra bảng 52-1 trang 42 [6] ta được:
= 7 Kw
= 10Kw (hiệu suất máy n= 0,75) = 10.0,75 = 7,5Kw
- . Vậy máy làm việc an toàn.
+ Thời gian chạy máy:
= = = 0,07 phút.
Với :
L= chiều dài hành trình cắt :
L= l++
l: chiều dài chi tiết gia công = 5
: khoảng chạy tới
t.cotg=2,2.cotg= 1 mm
: khoảng chạy quá (1-2)mm
-Bước 4 : Tiện tinh lỗ đạt Ra=0,63,CCX8
Chọn chế độ cắt:
- Chọn t: gia công thô nên chọn t = 0,15 mm
- Chọn lượng dư chạy dao: theo bảng 25-1 trang 29 của tập [6] ta được : S = (0,8 – 1,3) mm/vòng. Ta chọn S = 0,8 mm/răng.
- Tra thuyết minh máy (TMM) chọn S= 0,43 mm/v
- Vận tốc cắt theo công thức:
Tra bảng 35-1 trang 35 tập [ 6 ] được:
-=
- t = 2,2 mm
- S = 0,78 mm
- tiện dọc
V = 182 m/phút
Tra bảng 36-1 trang 36 [6] được : k = 1
Tra bảng 37-1 trang 36 [6] được : k = 0,82
Tra bảng 38-1 trang 36 [6] được : k = 1
Tra bảng 39-1 trang 36 [6] được : k = 1
V = 182x1x0,82x1x1= 149 m/phút.
Tính n = = =1190 v/phút.
Tra thuyết minh máy chọn = 1250 vòng/phút.
-= = = 108 m/phút.
+ Kiểm nghiệm an toàn :
Tra bảng 52-1 trang 42 [6] ta được:
= 7 Kw
= 10Kw (hiệu suất máy n= 0,75) = 10.0,75 = 7,5Kw
- . Vậy máy làm việc an toàn.
+ Thời gian chạy máy:
= = = 0,05 phút.
Với :
L= chiều dài hành trình cắt :
L= l++
l: chiều dài chi tiết gia công = 5
: khoảng chạy tới
t.cotg=2,2.cotg= 1 mm
: khoảng chạy quá (1-2)mm
4.4.NGUYÊN CÔNG IV:TIỆN THÔ TRỤ,TIỆN VÁT CẠNH
Chọn chuẩn định vị:
- Mặt C định vị 3 bậc.
...
Hình 5.5: Sai số chuẩn
-Xét kích thước 14±0,09 (hình 5.5)
Chuẩn định vị mặt A
Gốc kích thước mặt A
=>chuẩn định vị trùng với góc kích thước nên không có sai số chuẩn
- Xét kích thước Ø (hình 5.5)
Chuẩn định vị lỗ ∅29
Góc kích thước ∅51
=>chuẩn định vị không trùng góc kích thước nên có sai số chuẩn
Ta có:[]==0,125mm (1)
==ES-ei=0,033-0=0,033mm (2)
Từ (1) và (2)=><[]
Vậy kích thước gia công đảm bảo được yêu cầu.
5.6 XÁC ĐỊNH PHƯƠNG ÁN KẸP
Hình5.6: Phương án chọn lực kẹp
5.7 TÍNH TOÁN LỰC KẸP CẦN THIẾT
Lực cắt:
BƯỚC 1 : Tiện thô lỗ Ø51
- Chọn dao: Dao tiện vai gắn mãnh hợp kim cứng BK6
hxbxLxD = 16x16x120x40. Tra bảng 4.14 – trang 302 –[4].
- Chế độ cắt:Chọn t:
Chọn t = 1 (mm)
- Chọn S:
- Tra bảng 16-1 trang 23 CĐC – GCCK:
=>S = (2,5 –3,5 ) (mm/vòng)
- Tra bảng 21-1 trang 27 CĐC – GCCK:
=>S = 1,1.1,6.1,4 = 2,5 (mm/vòng)
- Tra bảng 25-1 trang 29 CĐC – GCCK:
=>S = (0,8– 1,3) (mm/vòng)
ðTheo thuyết minh máy chọn S = 0,87 (mm/vòng)
- Vận tốc cắt theo công thức:
- Tra bảng 35-1 trang 38 CĐC – GCCK:
V = 165 (mm/phút)
- Tra bảng 36-1 trang 39 CĐC – GCCK:
=>K1 = 1
- Tra bảng 37-1 trang 39 CĐC – GCCK:
=>K2 = 1
- Tra bảng 38-1 trang 39 CĐC – GCCK:
=>K3 = 1
- Tra bảng 39-1 trang 39 CĐC – GCCK:
=>K4 = 1
=>V = 165x1x1x1x1 = 165 (mm/phút)
- Số vòng quay trong một phút của dao:
- n = = = 437,67(vòng/phút)
ðTheo thuyết minh máy chọn n = 400 (vòng/phút)
- Vận tốc thực khi cắt:
- V = = = 150,79(m/phút)
- Lực cắt Pz tính theo công thức:
- Pz = .... (KG)
- Tra bảng 11-1 trang 19 CĐC – GCCK:
=>= 92; = 0,75; =1= 0
- Tra bảng 12-1 trang 21 CĐC – GCCK:
=>KP = Kmp = = = 0,42
- Tra bảng 15-1 trang 22 CĐC – GCCK:
=>K = 1; K = 1; K =1; Kr = 1
= 1.1.1.1 =1
- Thay vào công thức ta có:
- Pz = 92.0,870,75.21.150,790.0,42 = 69,61 (KG)
BƯỚC 2 : Tiện thômặt B
- Chọn dao: Dao tiện vai gắn mãnh hợp kim cứng BK6
hxbxLxD = 16x16x120x40. Tra bảng 4.14 – trang 302 – SỔ TAY CÔNG NGHỆ CHẾ TẠO MÁY TẬP 1.
- Chế độ cắt:Chọn t:
t = 1 (mm)
- Chọn S:
- Tra bảng 16-1 trang 23 CĐC – GCCK:
=>S = (2 – 3) (mm/vòng)
- Tra bảng 21-1 trang 27 CĐC – GCCK:
=>S = 1,1.1,6.1,4 = 2,5 (mm/vòng)
- Tra bảng 25-1 trang 29 CĐC – GCCK:
=>S = (0,8– 1,3) (mm/vòng)
ðTheo thuyết minh máy chọn S = 0,87 (mm/vòng)
- Vận tốc cắt theo công thức:
- Tra bảng 35-1 trang 38 CĐC – GCCK:
V = 165 (mm/phút)
- Tra bảng 36-1 trang 39 CĐC – GCCK:
=>K1 = 1
- Tra bảng 37-1 trang 39 CĐC – GCCK:
=>K2 = 1
- Tra bảng 38-1 trang 39 CĐC – GCCK:
=>K3 = 1
- Tra bảng 39-1 trang 39 CĐC – GCCK:
=>K4 = 1
=>V = 165x1x1x1x1 = 165 (mm/phút)
- Số vòng quay trong một phút của dao:
- n = = = 437,67(vòng/phút)
ðTheo thuyết minh máy chọn n = 400 (vòng/phút)
- Vận tốc thực khi cắt:
- V = = = 150,79(m/phút)
- Lực cắt Pz tính theo công thức:
- Pz = .... (KG)
- Tra bảng 11-1 trang 19 CĐC – GCCK:
=>= 92; = 0,75; =1= 0
- Tra bảng 12-1 trang 21 CĐC – GCCK:
=>KP = Kmp = = = 0,42
- Tra bảng 15-1 trang 22 CĐC – GCCK:
=>K = 1; K = 1; K =1; Kr = 1
= 1.1.1.1 =1
- Thay vào công thức ta có:
- Pz = 92.0,870,75.21.150,790.0,42 = 59,68 (KG)
5.8.HƯỚNG DẪN SỬ DỤNG ĐỒ GÁ
Chi tiết được định vị bởi phiến tỳ vành khăn (11) 3 bậc,chốt trụ ngắn (5) 2 bậc.Thân gá được lắp vào mâm trung gian (lắp vào truc chính máy tiện) bằng 3 bulông M8.Siết đai ốc (9) kẹp chặt chi tiết bằng bạc chữ C (8),kẹp chặt gia công chi tiết,khi gia công xong nới lỏng đai ốc (9) rút bạc chữ C ra và lấy chi tiết ra ngoài.
Quá trình đó được lặp đi lặp lại nhiều lần tạo thành một chu kỳ xuyên suốt trong quá trình sản xuất.
Chương 6 . KẾT LUẬN
- Với kết cấu như đồ gá trên, quá trình tiện mặt đầu, tiện lỗ được thực hiện một cách đễ dàng. Cơ cấu kẹp chặt và định vị đảm bảo chi tiết không bị thay đổi cũng như bề mặt chi tiết bị biến dạng trong quá trình gia công. Đồng thời thuận lợi trong quá trình tháo lắp.
- Tuy nhiên kết cấu đồ gá vẫn còn điểm hạn chế. Đó là quá trình tháo lắp chi tiết phải dùng cờ lê tháo đai ốc ra vào nhiều lần, làm mòn ren tại chỗ tiếp xúc giữa đai ốc và bulong. Điều này cũng gây ảnh hưởng nhất định đến năng suất của máy do hao tốn nhiều thời gian.
- Tóm lại với kết cấu đồ gá như trên thì hoàn toàn có thể ứng dụng để gia công chi tiết với sự đảm bảo cao về yêu cầu kỹ thuật cũng như năng suất cho quá trình sản xuất hàng loạt vừa...
TÀI LIỆU THAM KHẢO
- Giáo trình chế tạo máy 1, 2 – Bộ Công Thương Trường Cao Đẳng Kỹ Thuật Cao Thắng (Khoa Cơ khí) – Biên soạn: Nguyễn Phùng Tấn. Lưu hành nội bộ
- Giáo trình đồ gá trên máy cắt kim loại – Bộ Công Thương Trường Cao Đẳng Kỹ Thuật Cao Thắng (Khoa Cơ khí) – Biên soạn: Nguyễn Đức Tài – Nguyễn Văn Thông. Lưu hành nội bộ
- Bảng tra dung sai lắp ghép –Bộ Công Thương Trường Cao Đẳng Kỹ Thuật Cao Thắng (Khoa Cơ khí) – Biên soạn: Nguyễn Thành Lâm. Lưu hành nội bộ
- Sổ tay công nghệ chế tạo máy 1, 2, 3 – Bộ Công Thương Trường Cao Đẳng Kỹ Thuật Cao Thắng (Khoa Cơ khí) – Biên soạn: Nguyễn Đắc Lộc – Lê Văn Tiến – Ninh Đức Tốn – Trần Xuân Việt. Nhà Xuất Bản Khoa Học Và Kỹ Thuật Hà Nội.
- Chế độ cắt gia công cơ khí- Đại Học Sư Phạm Kỹ Thuật Tp.HCM-Khoa Cơ Khí Chế Tạo Máy-Biên Soạn:Nguyễn Ngọc Đào-Hồ Viết Bình-Tần Thế Sang





