THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT BÀN KHOAN 2 TỌA ĐỘ
NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT BÀN KHOAN 2 TỌA ĐỘ

1.Phân tích chi tiết gia công:
a.Điều kiện kỹ thuật:
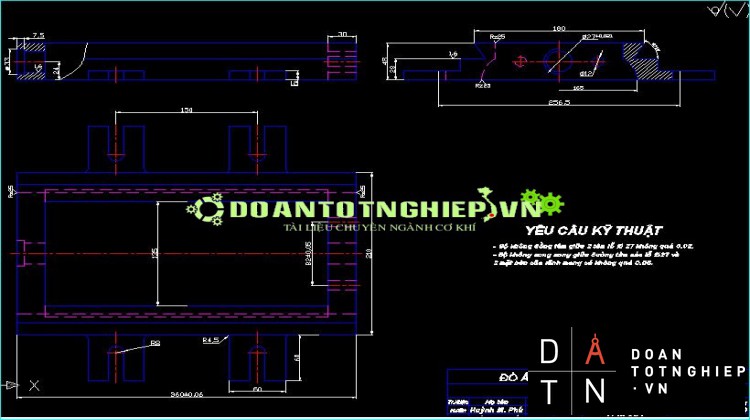
Bàn khoan hai toạ độ là chi tiết dạng hộp, 2 lỗ Þ27 v Þ33 có độ không đồng tâm không quá 0.02, 2 lỗ Þ12 có độ không song song so với lỗ Þ27 không quá 0.05. Hai rãnh mang cá có độ nhám bề mặt là Ra = 1.6Mm. Độ không song song giữa mặt trên và mặt dưới của chi tiết không quá 0.05. Độ nhám của bề mặt chính lại l Rz = 25Mm.
Sai lệch vuông gócgiữa các bề là không quá 0.02
Độ cứng của chi tiết gia công là 190HB.Vật liệu chế tạo là gang xám GX 18-36.
b.Vật liệu: Gang Xám 18-36.
Thông số kỹ thuật:
v Giới hạn bền kéo : 150N/mm2
v Độ giãn dài : 0.5%
v Giới hạn bền uốn : 320 N/mm2
v Giới hạn bền nén : 600 N/mm2
v Độ cứng : 160 -190 HB
2. Xác định dạng sản xuất:
Trong chế tạo máy người ta phân biệt sản xuất thành 3 dạng:
v Sản đơn chiếc
v Sản xuất hàng loạt (hàng loạt lớn, hàng loạt vừa và hàng loạt nhỏ)
v Sản xuất hàng khối .
Để xác định được dạng sản xuất ,ta cần phải tính :
Sản lượng hàng năm của chi tiết được xác định theo công thức.
..........................
Vật liệu để chế tạo chi tiết bàn khoan hai toạ độ là gang xám mác gang là GX18-36. Đặc trưng cơ học của nó là dòn, chịu được lực nén tốt nhưng dễ bị mỏi do kéo . Mặc khác gang có tính đúc cao và lượng dư chế tạo phôi có thể lớn, thích hợp với phương pháp chế tạo phôi là đúc nên ta chọn dạng phôi là phôi đúc.
Chọn phương án đúc phôi trong khuôn cát. (Ưu điểm : có thể đúc được hình dạng phức tạp,có đông đặc co ngót ít, đạt được kích thước từ lớn đến nhỏ.)
Bộ mẫu phải thoã mãn các điều kiện cơ bản như sau :
- Tạo hình chính xác phôi đúc.
- Có độ bền cao để có thể sản xuất đủ số lượng khuôn đúc.
- Nhẹ để tiện sử dụng.
- Giá thành thấp.
- Bảo đảm độ chính xác trong thời hạn sử dụng.
· Trong sản xuất loạt nhỏ và đơn chiếc thường dùng mẫu bằng gỗ.
· Bộ mẫu bằng nhựa có thể giữ độ chính xác trong thời gian dài, nhưng có giá thành cao và không phù hợp với điều kiện nhà xưởng hiện có.
· Bộ mẫu kim loại tuy có giá thành cao nhưng giữ được độ chính xác lâu dài, phù hợp với điều kiện sản xuất của nhà xưởng. Đồng thời do chi tiết có hình dạng đơn giản, kích thước nhỏ, dạng sản xuất chi tiết là hàng loạt vừa. Do đó ta chọn phương pháp phôi đúc trong khuôn cát, mẫu kim loại và làm khuông bằng máy.
Kết luận :
Với chi tiết hình dạng đơn giản và dạng sản xuất hàng khối. Ta chọn phương pháp chế tạo phôi là đúc trong khuôn cát, khuôn làm bằng máy .
Đặc điểm của khuôn: góc ngàm thoát khuôn là 3 bán kính góc lượn R=3 mm , phôi đúc ccx 2 có lượng dư đúc của chi tiết bề mặt bên là 3 mm đối với mặt bên và dưới, bằng 4 mm đối với mặt phía trn . Dung sai đúc là -+0.5 mm đối với các bề mặt có gia công (kích thước lớn nhất là 360mm, các kích thước đúc <50mm tra sổ tay công nghệ chế tạo máy t1), cịn cc bề mặt không gia công lượng dư được tra theo cấp chính xác 14.
.............
2. Chọn phương án gia công:
Qua nghiên cứu ta thấy phương án 1 khả thi hơn phương án 2 vì:
Trong 2 phương án trên ta thấy phương án 1 tối ưu hơn
phương án 2 vì phương án 1 năng suất cao, giá thành thấp, đơn giản, dễ thực hiện, dễ chọn máy hơn phương án 2.
Vậy ta chọn phương án 1 để gia công chi tiết
v Dễ thiết kế đồ gá
v Các trình tự gia công hợp lý
v Các chuẩn định vị đều là chuẩn tinh vì vậy có ít sai số.
Chọn phương án 1 để gia công.
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT BÀN KHOAN 2 TỌA ĐỘ
Chương 4: THIẾT KẾ NGUYÊN CÔNG
v Nguyên công 1 : Phay mặt phẳng đáy:
Phay thô để đạt độ bóng Rz = 40
..............
5.2. Xác định lượng dư bằng phương pháp tra bảng
Nguyên công 1 : phay mặt phẳng kích thước lớn nhất 55 mm, kích thước danh nghĩa 48 mm, lượng dư gia công là 4 0,8 mm
Nguyên công 2 : phay mặt đầu kích thước lớn nhất 366 mm, kích thước danh nghĩa 360 mm, lượng dư gia công là 3 0,6 mm
Nguyên công 5 : lượng dư khoan lỗ đặc 25mm, khoét rộng 26.5 lượng dư gia công 1.5 0,1 mm, lượng dư gia công doa 0.5mm.
Nguyên công 6 : khoan lỗ 12 mm lượng dư gia công bằng đường kính lỗ.
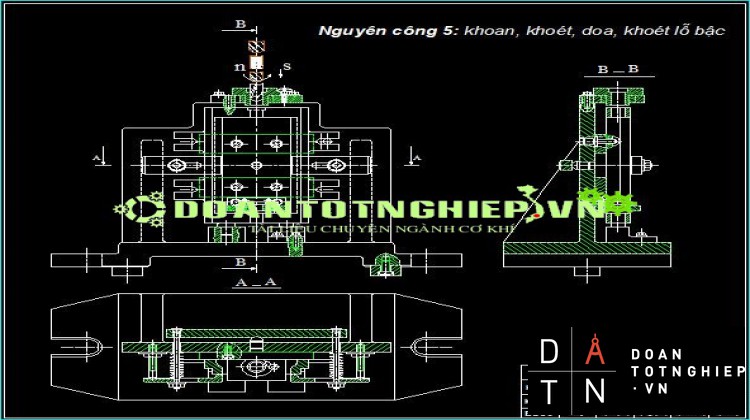
Chương 6: TÍNH CHẾ ĐỘ CẮT CHO NGUYÊN CÔNG KHOAN –KHOÉT – DOA LỖ Þ27±0,05
6.1. Chế độ cắt khi khoan:
Định vị: mặt đáy hạn chế 3 bậc tự do, mặt bên định vị 2 bậc tự do, chốt trụ 1 BTD
-Máy khoan đứng 2H175
+ N = 10 Kw
Khoan, khoét, doa đạt kích thước lỗ Þ27
Mũi khoan, khoét, doa bằng hợp kim cứng BK8,đuôi côn.
Chiều sâu lỗ l = 360 mm.
Phôi là gang xám, T= 40;Tkhóet = 50 ; Tdoa = 60,
- Sử dụng mũi khoan Þ26.5mm bằng thép gió
- Chế độ cắt khi khoan:
1. Chiều sâu cắt t = = 13,25mm
2. Tính S theo công thức độ bền dao :
S = 7,34D0,81/ HB0,75 = (mm/vòng).
(Sách chế độ cắt gia công cơ khí – trang 77)
HB = 190 , D = 26,5
= > S = 7,34. 26,5/ 190 0,75 = 2 (mm/vòng).
Chọn S = 0,81 mm/vòng. (Theo máy)
3. Tính vận tốc khi khoan :
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT BÀN KHOAN 2 TỌA ĐỘ








