THIẾT KẾ QUY TRÌNH CÔNG NGHỆ CHI TIẾT TRỤC ĐĨA BÁNH RĂNG
NỘI DUNG ĐỒ ÁN
MỤC LỤC THIẾT KẾ QUY TRÌNH CÔNG NGHỆ CHI TIẾT TRỤC ĐĨA BÁNH RĂNG
I. Phân tích sản phẩm 5
II. Xác định dạng sản xuất 6
- Chọn phôi và phương pháp chế tạo phôi 7
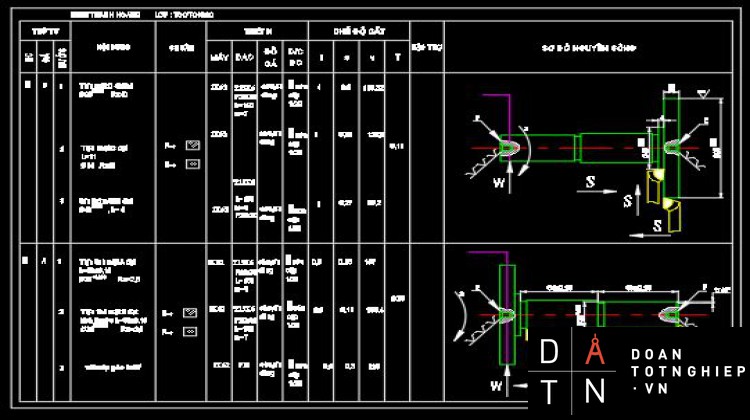
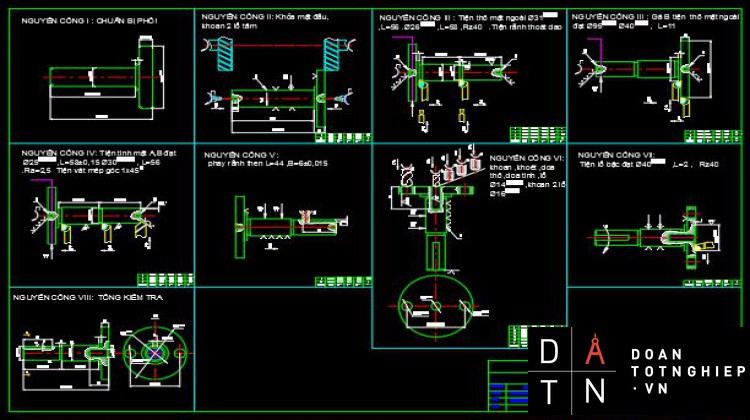
- Lập bản tiến trình cơng nghệ 9
- Biện luận quy trình cơng nghệ 12
- Tính chế độ cắt 23
- Thuyết kế đồ gá 39
- Kết luận 47
Chương I: PHÂN TÍCH CHI TIẾT GIA CÔNG
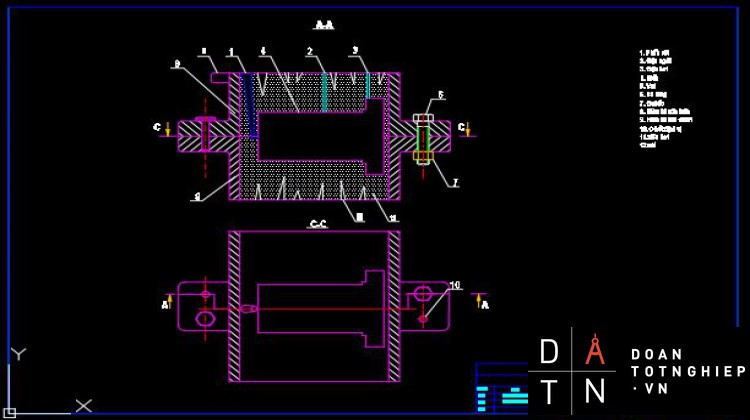
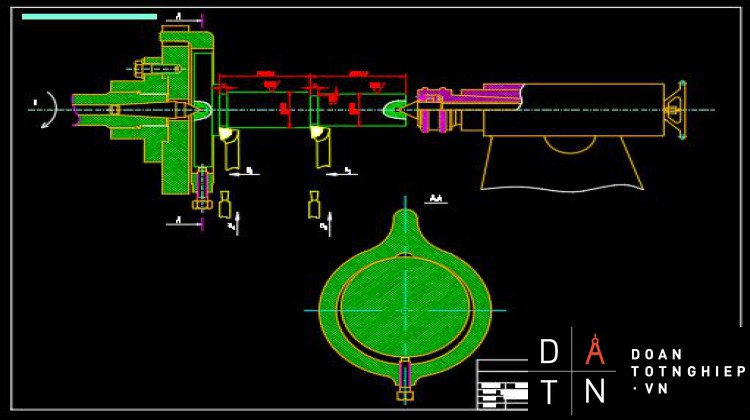
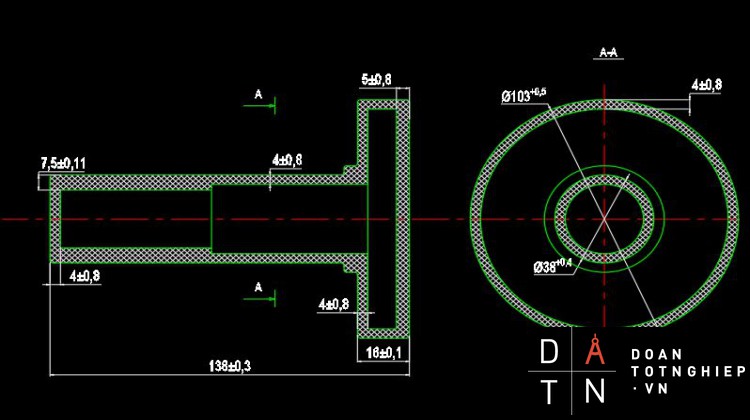
1.Công dụng của chi tiết :
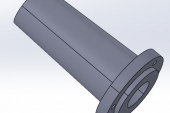
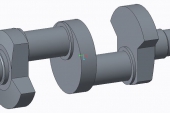
- Trục là chi tiết sử dụng phổ biến trong tất cả các máy móc ,thiết bị trong ngành chế tạo máy .Trục răng chỉ mang chi tiết quay ( bánh răng ) không truyền được môment
_Trục răng được gắn với bánh răng thông qua rnh then (thơng một đầu ) ở trên trục
Trục răng quay được nhờ vào 2 lỗ 16 (bắt bulong ) và 1 lỗ định vị F14
2. Các yêu cầu kỹ thuật :
-Các chi tiết thuộc họ trục dùng đề truyền động
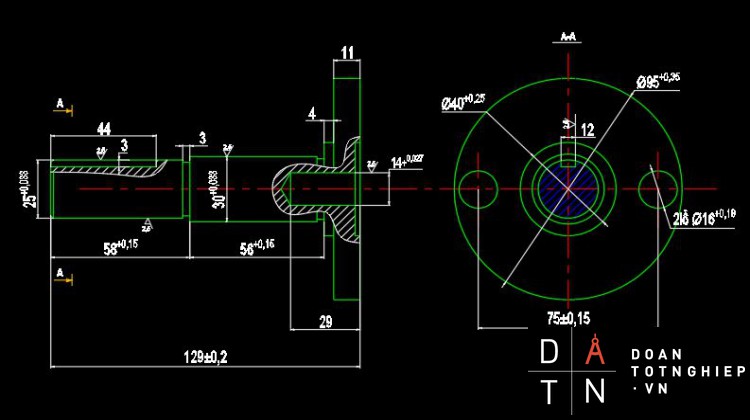
- Vị trí tương quan giữa các bề mặt: Độ song song giữa lỗ làm việc chính so với hai lỗ ở hai đầu càng là 0.1/100 mm
- Độ nhám bề mặt:
+ Lỗ có F = 14mm làm việc chính có độ bóng bề mặt tương đối cao Ra= 2.5mm
+ 2 Lo có F = 16mm ở đầu trục có độ nhám thấp hơn Rz= 40mm
+ Các bề mặt A ,B ,C ,D ,E có độ nhám Rz= 40mm
+ Các bề mặt còn lại không gia công có Rz= 80mm
+ Các góc lượn R= 3mm
-Các kích thước không ghi chế tạo theo cấp chính xác ± IT15/2.
3. Vật liệu chi tiết:
- Chi tiết là thép C45,ký hiệu C45, theo {8,trang 237, bang 11} ta có các thông số sau :
- Giới hạn bền kéo 150 N/mm2
- Độ giãn dài d» 0,5%
- Giới hạn bền uốn 320 N/mm2
- Giới hạn bền nén 600 N/mm2
- Độ cứng 170-229 HB, chọn HB = 170
- Dạng grafit: tấm nhỏ mịn
Tính chất hóa-lý đủ đáp ứng chức năng phục vụ và công nghệ chế tạo
Chương II: XÁC ĐỊNH DẠNG SẢN XUẤT
1. Sản lượng chi tiết cần chế tạo :
- Số lượng chi tiết cần chế tạo trong một năm tính theo công thức :
N = N0 m (1 + a/100) (1 + b/100) (chiếc/ năm)
Trong đó:
m = 1 : số lượng chi tiết như nhau trong một đơn vị sản phẩm.
a = 10 - 20% : số % chi tiết dùng làm phụ tùng, chọn a = 10%
b= 5 - 7% : số % chi tiết phế phẩm trong quá trình chế tạo.
Ta chọn b=5%.
N0 =10000 là sản lượng trong một năm theo kế hoạch
Ta được:
N= 10000 1 (1 + 10/100) (1 + 5/100) = 11550 (chiếc/ năm).
2. Khối lượng chi tiết :
- Tính thể tích:
V1 = 3,1412,522 55=26984,375 mm3
V2 =3,141152 3 =1245,795 mm3
V3 = 11152 53 =37444,5 mm3
V4 = 3,14142 3 =1846,32 mm3
V5 = 3,1447,52 11= 77930,875 mm3
V6 = 3,14 8211= 2210,562 = 4421,12 mm3
V7 = 3,1472 29 =4461,94 mm3
V8 = 3.446 =792 mm3
Thể tích chi tiết :V = V1 + V2 + V3 + V4 +V5 – (V6 +V7 +V8 )
=26984,375+1245,795+3744,5+1846,32+77930,875 – (4421,12+4461,91+792)
=135776,805 mm3
- Tỷ trọng thép 7,852 kg/dm3
- Khối lượng chi tiết Mm = 7,852.0,135776805 = 1,06 kg
- lượng phôi dư G = 7,852 . 0,072612,92 = 0,6
- Khối lượng chi tiết lồng phôi MF = 1,06 + 0,6 = 1,66 kg
3. Dạng sản xuất và đặc trưng của nó
- Dựa theo sản lượng chi tiết đã cho và khối lượng chi tiết , tra [5, trang 24, bảng 2.1] ta xác định gần đúng dạng sản xuất là loạt vừa .
- Đặc trưng dạng sản xuất này là có tính ổn định và lặp lại , sử dụng máy vạn năng-trang bị công nghệ chuyên dùng (đồ gá chuyên dùng) mới đem lại hiệu quả kinh tế-kỹ thuật.
Chương III: CHỌN DẠNG PHÔI VÀ PHƯƠNG PHÁP CHẾ TẠO PHÔI
- Dạng phôi :
- Chi tiết dạng trục, vật liệu chế tạo chi tiết là thép C45, phương pháp chế tạo phôi là đúc.
- Chọn phương pháp chế tạo phôi:
-Vì dạng sản xuất là hàng loạt vừa và vật liệu chi tiết là thép - dùng phương pháp đúc trong khuôn cát mẫu kim loại, làm khuôn bằng máy, với CCX II. Loại phôi này có CCX kích thước là IT15 ¸ IT16 (theo tài liệu HDTK trang 27 và Theo tài liệu sổ tay công nghệ tập 1 trang 44 ,bảng 28 -1). Do kích thước lớn nhất là 129 mm, nên ta chọn lượng dư gia công cho các bề mặt như sau:
+ Lượng dư cho bề mặt A ,B ,C ,D ,E :4 mm.
+ Góc thoát khuôn bằng 30 .
+ Bán kính góc lượn R = 3 mm
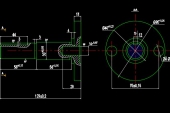
3.Bản vẽ phôi:
- Từ kích thước trên bản vẽ chi tiết ta có kích thước cho bản vẽ phôi là :
- Kích thước phôi = kích thước chi tiết + kích thước lượng dư
- Các góc lượn lấy R = 3 mm
- Góc thoát khuôn lấy bằng 30
- Dung sai kích thước phôi theo cấp chính xác đối xứng.
[Theo bảng phụ lục 17 ]
- Theo hướng dẫn đồ án CNCTM thì dung sai kích thước là
(ghi trên bản vẽ phôi).
- Độ nhám Rz = 80 mm
- Dung sai kích thước chi tiết đúc (mm), lấy theo IT15
- Quá trình hình thành phôi:
Theo [7, trang 63] quá trình hình thành phôi trải qua các bước sau:
- Trước hết bộ phận kỹ thuật phải vẽ bản vẽ vật đúc. Căn cứ vào bản vẽ vật đúc bộ phận mộc mẫu chế tạo ra mẫu. Ở bộ phận làm khuôn người ta dùng mẫu và hỗn hợp làm khuôn để chế tạo ra khuôn. Ở bộ phận làm mẫu người ta dùng hộp mẫu vào hỗn hợp làm mẫu chế tạo ra mẫu. Sau khi sấy khuôn và mẫu ta đem lắp ráp khuôn lại với nhau. Tiến hành các bước tiếp theo như rót kim loại vào khuôn, mở khuôn lấy vật đúc, phá lõi khỏi vật đúc, làm sạch vật đúc và kiểm nghiệm.
- Chi tiết được làm sạch bằng các thiết bị phun cát khô và phun cát ướt tự động và bán tự động.
Tốc độ kêt tinh cùa hợp kim đúc lờn nhờ khả năng trao đổi nhiệt của hợp kim lỏng với thành khuôn cao ,do đó cơ tính của vật đúc đảm bảo tốt
Độ bong bề mặt , dộ chính xác của long khuôn cao ,giảm gia thành sản phẩm
Nhược diễm :
khuôn kim loaại không đúc dược các vật đúc quá phức tạp ,thành mỏng và khồi lượng lớn .
Khuôn kim loại không có tính lún ,và không có khả năng thoát khí .Điều này sẽ gây khó khăn cho công nghệ đúc.
Giá thành chế tạo khuôn cao .
Phương pháp này chỉ thích hợp trong dang sản xuất hang loạt vừa với vật đúc đơn giản hoặc trung bình .
TÍNH DUNG SAI KÍCH THƯỚC GIA CÔNG
Đối với kích thước có sai lệch chĩ dẩn :129 ± 0,2
Kích thước danh ngĩa Dn=129 mm
Sai lệch giới hạn trên ES= +0,2 mm
Sai lệch giới hạn dưới EI =-0,2 mm
Kích thước giới hạn trên Dmax= 129,2 mm
Kích thước giới hạn dưới Dmin=128,8 mm
Dung sai TD=ES- EI =0,4 mm
Đối với kích thước có sai lệch chĩ dẩn :75± 0,095
_Kích thước danh ngĩa Dn=75mm
_Sai lệch giới hạn trên ES= +0,095 mm
_Sai lệch giới hạn dưới EI =-0,095 mm
_Kích thước giới hạn trên Dmax= 75,095 mm
_Kích thước giới hạn dưới Dmin=74,905 mm
_Dung sai TD=ES- EI =0,19 mm
_Đối với kích thước có sai lệch chĩ dẩn :56± 0,15
_Kích thước danh ngĩa Dn=56mm
_Sai lệch giới hạn trên ES= +0,15 mm
_Sai lệch giới hạn dưới EI =-0,15 mm
_Kích thước giới hạn trên Dmax= 56,15 mm
_Kích thước giới hạn dưới Dmin=55,85 mm
_Dung sai TD=ES- EI =0,3 mm
_Đối với kích thước có sai lệch chĩ dẩn :58± 0,15
_Kích thước danh ngĩa Dn=58mm
_Sai lệch giới hạn trên ES= +0,15 mm
_Sai lệch giới hạn dưới EI =-0,15 mm
_Kích thước giới hạn trên Dmax= 58,15 mm
_Kích thước giới hạn dưới Dmin=57,85 mm
_Dung sai TD=ES- EI =0,3 mm
_Đối với kích thước có sai lệch chĩ dẩn : F25+0,03
_Kích thước danh ngĩa Dn=25mm
_Sai lệch giới hạn trên ES= +0,03 mm
_Sai lệch giới hạn dưới EI = 0 mm
_Kích thước giới hạn trên Dmax= 25,03 mm
_Kích thước giới hạn dưới Dmin=25 mm
_Dung sai TD=ES- EI =0,03 mm
_Đối với kích thước có sai lệch chĩ dẩn : F30+0,03
_Kích thước danh ngĩa Dn=30mm
_Sai lệch giới hạn trên ES= +0,03 mm
_Sai lệch giới hạn dưới EI = 0 mm
_Kích thước giới hạn trên Dmax= 30,03 mm
_Kích thước giới hạn dưới Dmin=30mm
_Dung sai TD=ES- EI =0,03 mm
_Đối với kích thước có sai lệch chĩ dẩn : F16+0,18
_Kích thước danh ngĩa Dn=16mm
_Sai lệch giới hạn trên ES= +0,18 mm
_Sai lệch giới hạn dưới EI = 0 mm
_Kích thước giới hạn trên Dmax= 16,18 mm
_Kích thước giới hạn dưới Dmin=16mm
_Dung sai TD=ES- EI =0,18 mm
_Đối với kích thước có sai lệch chĩ dẩn : F14+0,027
_Kích thước danh ngĩa Dn= 14 mm
_Sai lệch giới hạn trên ES= +0,027 mm
_Sai lệch giới hạn dưới EI = 0 mm
_Kích thước giới hạn trên Dmax= 14,027 mm
_Kích thước giới hạn dưới Dmin=14mm
_Dung sai TD=ES- EI =0,027 mm
- Vận tốc cắt:
+ Tiện thô vbn = 330 m/ph _Tra bảng :
(2-1) Kmv = 0,58 (8-1) Kuv = 0.9
(7-1) Knv = 0,7 (9-1) Kqv = 1
V =3300,70,580.91 = 120,58 m/ph
- Số vòng quay:
n1 = vòng/ph
- Chọn theo máy ta có :
n1 = 1000 vòng/ph
- Vận tốc thực khi cắt :
v1 = m/ph
- Tính thời gian cơ bản
T1 = phút
Tính chế độ cắt bằng phương pháp tra bảng:
1.Nguyên công4 tiện tinh A ,B và vát mép .
Tiện tinh mặt A:
Đạt kích thước trục 25 ,chiều dài L=58 .
+ Chọn máy Tiện -1K62
+ Dao tiện –T15K6
+ Công suất : N = 10KW
+ Hiệu suất : h = 0.75
- Chiều sâu cắt :
+ Tiện thô t1 = 0,5 mm (bảng 5-60)
- Lượng chạy dao :
+ Tiện thô s1 = 0,15 mm/vịng
- Vận tốc cắt:
+ Tiện thô vbn = 417 m/ph _Tra bảng :
(2-1) Kmv = 0,56 (8-1) Kuv = 1
(7-1) Knv = 0,7 (9-1) Kqv = 1
V =4170,70,5611 =163,464 m/ph
- Số vòng quay:
n1 = vòng/ph
- Chọn theo máy ta có :
n1 = 2000 vòng/ph
- Vận tốc thực khi cắt :
v1 = m/ph
- Tính thời gian cơ bản
T1 = phút
Tiện tinh mặt B :
Đạt kích thước trục 30 ,chiều dài L=56 .
+ Chọn máy Tiện -1K62
+ Dao tiện –T15K6
+ Công suất : N = 10KW
+ Hiệu suất : h = 0.75
- Chiều sâu cắt :
+ Tiện thô t1 = 0,5 mm (bảng 5-60)
- Lượng chạy dao :
+ Tiện thô s1 = 0,14 mm/vịng
- Vận tốc cắt:
+ Tiện thô vbn = 417 m/ph _Tra bảng :
(2-1) Kmv = 0,65 (8-1) Kuv =1
(7-1) Knv = 0,7 (9-1) Kqv = 1
V =4170,70,6511 = 189,7 m/ph
- Số vòng quay:
n1 = vòng/ph
- Chọn theo máy ta có :
n1 = 2000 vòng/ph
- Vận tốc thực khi cắt :
v1 = m/ph
- Tính thời gian cơ bản
T1 = phút
Tiện vát mép :
Đạt kích 145o
+ Chọn máy Tiện -1K62
+ Dao tiện –T15K6
+ Công suất : N = 10KW
+ Hiệu suất : h = 0.75
- Chiều sâu cắt :
+ Tiện thô t1 = 0,5 mm (bảng 5-60)
- Lượng chạy dao :
+ Tiện thô s1 = 0,14 mm/vịng
Tra bảng 9 (nguyn lý cắt v dụng cụ cắt )
Kv = 1 ,Cv = 227 ,Xv = 0,15 ,Yv = 0,35 ,T = 60 , m= 0,2
Vận tốc cắt :
v1 = m/ph
à Tính chế độ cắt bằng phương pháp tra bảng:
- Nguyên công 5 Phay rảnh then :
+ Máy phay 6H12.
+ Dao –P18
+ Công suất : N =7KW
+ Hiệu suất : h = 7.
- Chiều sâu cắt :
+ Phay thô t1 = 3 mm
- Lượng chạy dao : [2 bảng 5-125 trang 113]
+ Phay thô s1 = 0,12mm/vòng
- Vận tốc cắt: [2 bảng 5-127 trang 115]
+ Phay thô v1 = 13,5m/ph
- Số vòng quay:
+ Phay bán tinh n1 = vòng/ph
- Chọn theo máy phay 6H12
n1 = 700 vòng/ph
- Tính lại vận tốc theo số vòng quay đã chọn
v1 = m/ph
- Tính thời gian cơ bản :
T1= phút
Phay tinh rnh then :
+ Máy phay 6H12.
+ Dao –P18
+ Công suất : N = 7KW
+ Hiệu suất : h = 7.
- Chiều sâu cắt :
+ Phay tinh t2= 0,5 mm
- Lượng chạy dao : [2 bảng 5-125 trang 113]
+ Phay bán tinh s2 = 0,06 mm/vòng
- Vận tốc cắt: [2 bảng 5-127 trang 115]
+ Phay bán tinh v2 = 13,5 m/ph
- Số vòng quay:
+ Phay bán tinh n1 = vòng/ph
- Chọn theo máy phay 6H11
n1 = 600 vòng/ph
- Tính lại vận tốc theo số vòng quay đã chọn
v1 = m/ph
- Tính thời gian cơ bản :
T1= phút
Tra bảng công suất chạy dao N=7KW > 4.5x0.75=3.25KW
à Tính chế độ cắt bằng phương pháp phân tích :
- Chế độ cắt cho nguyên công 6
khoan ,khoét doa lỗ 14:
- Số liệu ban đầu:
+ Vật liệu là thép C45 ,HB =170
+ Máy khoan 2A55
Phạm vi tốc độ 30-1800 v/ph
đĐường kính khoan lớn nhất 50 mm
Công suất đầu khoan 45 KW
Công suất nâng sà ngang 1,7 KW
+ Dao P18
Khoan-Khoét -Doa lỗ 14 .
+ Chọn máy 2A55
+ Dao - P18
+ Công suất : N = 4.5KW
+ Hiệu suất : h = 1,7
- Chiều sâu cắt : [2, trang 83]
+ Khoan t1 = 6,35mm
+ Khoét t2 = 0,56mm
+ Doa thô t3 = 0,25mm
+ Doa tinh t4 = 0,06mm
- Lượng chạy dao :
+ Khoan s1 = 0.6mm/vòng
+ Khoét s2 = 0.3mm/vòng
+ Doa thô s3 = 1,5mm/vòng
+ Doa tinh s4 = 0,35mm/vòng
- Vận tốc cắt :
+ Khoan v1 = 18,2m/ph
+ Khoét v2 = 26,5m/ph
+ Doa thô v3 = 11,5/ph
+ Doa tinh v4 = 10,5/ph
- Số vòng quay:
+ Khoan n1=vòng/ph
+ Khoét n2= vòng/ph
+ Doa thô n3= vòng/ph
+ Doa tinh n4= vòng/ph
- Chọn theo máy ta có :
n1 = 375vòng/ph
n2 = 600vòng/ph
n3 = 225vòng/ph
n4 = 225vòng/ph
- Tính lại vận tốc theo số vòng quay đã chọn
v1 = m/ph
v2 = m/ph
v3 = m/ph
v4 = m/ph
- Tính thời gian cơ bản :
T1 = phút
T2 = phút
T3 = phút
- Lực cắt & momen xoắn:
Với khoét Mx = 10.CM.Dq.tx.Sy.Kp
Với Doa
P0=10 .Cp.Dq.tx.Sy.Kp
Trong đó theo [2, bảng 5.32 trang 25]
CM = 0.196 CP = 46
x = 0.8 x = 1
y = 0.7 y = 0.4
q = 0.85
Kp = 1 [bảng 5.32]
sz = bước tiến của mỗi răng dụng cụ :
Z = 4 số răng dụng cụ
sz = 0.57/4 = 0.14
+ Khoan:
Nm
N
+ Khoét :
Nm
N
+ Doa :
Nm
N
- công suất cắt gọt :
Nc =
+khoan N1 = KW
+ Khoét N2 = KW
+ Doa N3 = KW
- Thử lại kết quả
N1 = 0.824KW < Nđc = Nh = 4.5 0.75 = 3.375 KW
=> Điều này đảm bảo cho máy hoạt động tốt
T4 = phút
- Chế độ cắt cho nguyên công 6 khoan 2 lỗ 16:
+ Chọn máy- 2A55
+ Chọn vật liệu làm dao - P18
+ Công suất của máy : N = 4.5 KW
+ Hiệu suất : h = 1,7
- Chiều sâu cắt t :
+ Khoan t= 8mm
- Lượng chạy dao s : [2, bảng 5-153 trang 138]
+ Khoan s1= 0,7mm/vòng
- Vận tốc cắt: [2, bảng 5-155 trang 139]
+ Khoan v1= 16,4m/ph
- Số vòng quay:
+ Khoan n1=vòng/ph
- Chọn theo máy ta có :
n1= 300 vòng/ph
- Tính lại vận tốc theo số vòng quay đã chọn
v1 = m/ph
- Tính thời gian cơ bản :
T1 = phút
Khoan 2 lỗ : T= T1 x 2 =0,06 m/ph
nguyên công7 tiện lỗ bậc :
Đạt kích trục 40 , L = 2
+ Chọn máy Tiện -1K62
+ Dao tiện –T15K6
+ Công suất : N = 10KW
+ Hiệu suất : h = 0.75
- Chiều sâu cắt :
+ Tiện thô t1 = 3 mm (bảng 5-60)
- Lượng chạy dao :
+ Tiện thô s1 = 0,5 mm/vịng
Tra bảng 9 (nguyn lý cắt v dụng cụ cắt )
Kv = 1 ,Cv = 227 ,Xv = 0,15 ,Yv = 0,35 ,T = 60 , m= 0,2
Vận tóc cắt :
v1 = m/ph
số vịng quay trong 1 pht :
n1 = vòng/ph
n1 = 1000 vòng/ph
- Vận tốc thực khi cắt :
v1 = m/ph
- Tính thời gian cơ bản
T1 = phút
Chương VII: THIẾT KẾ ĐỒ GÁ CÔNG NGHỆ
NGUYÊN CÔNG 6 KHOAN - KHOÉT - DOA LỖ
- NGHIÊN CỨU TÀI LIỆU :
Dựa vào 3 tài liệu :
.Bản vẽ chế tạo chi tiết gia công .
.Bản vẽ chế tạo chi tiết lồng phôi .
.Bản quy trình cơng nghệ gia cơng cơ .
Để nắm vững
.Các yêu cầu kỷ thuật để đảm bảo của nguyên công thiết kế đồ gá
Các chuẩn gia công đả được chọn
Lực kẹp đả được chọn theo sơ đồ
II.TÍNH SAI SỐ CHUẨN
Kích thước F14
*e(F14) ta có :
Chuẩn gia công mặt B
Chuẩn thiết kế mặt B
Chuẩn gia công trùng chuẩn kích thước e(F14) = 0
III.CHỌN MÁY
Máy được dùng là máy khoan cần 2A55
Đường kính lớn nhất khi khoan thép (ĩ =60 Kg/mm2) -50 mm –côn moóc trục chính N0 = 5
Công suất đầu khoan 4,5 KW
Công suất nâng xà ngang 1.7 KW
Số vịng quay trục chính (v/ph )
30-37, 5-47, 5-60-75-95-118-150-190-225-300-375-457-600-950-1180-1500-1700
Bước tiến 1 vịng quay trục chính (mm/v)
0,05-0,07-0,1-0,14-0,2-0,28-0,4-0,56-0,79-1,15-1,54-2,2
Moment xoắn lớn nhất ,75 KGm –lực dọc trục lớn nhất 2000 KG
IV TÍNH CHẾ ĐỘ CẮT
Tính chế độ cắt bằng phương pháp phân tích :
- Chế độ cắt cho nguyên công 6
khoan ,khoét doa lỗ 14:
- Số liệu ban đầu:
+ Vật liệu là thép C45 ,HB =170
+ Máy khoan 2A55
Phạm vi tốc độ 30-1800 v/ph
đĐường kính khoan lớn nhất 50 mm
Công suất đầu khoan 45 KW
Công suất nâng sà ngang 1,7 KW
+ Dao P18
Khoan-Khoét -Doa lỗ 14 .
+ Chọn máy 2A55
+ Dao - P18
+ Công suất : N = 4.5KW
+ Hiệu suất : h = 1,7
- Chiều sâu cắt : [2, trang 83]
+ Khoan t1 = 6,35mm
+ Khoét t2 = 0,56mm
+ Doa thô t3 = 0,25mm
+ Doa tinh t4 = 0,06mm
- Lượng chạy dao :
+ Khoan s1 = 0.6mm/vòng
+ Khoét s2 = 0.3mm/vòng
+ Doa thô s3 = 1,5mm/vòng
+ Doa tinh s4 = 0,35mm/vòng
- Vận tốc cắt :
+ Khoan v1 = 18,2m/ph
+ Khoét v2 = 26,5m/ph
+ Doa thô v3 = 11,5/ph
+ Doa tinh v4 = 10,5/ph
- Số vòng quay:
+ Khoan n1=vòng/ph
+ Khoét n2= vòng/ph
+ Doa thô n3= vòng/ph
+ Doa tinh n4= vòng/ph
- Chọn theo máy ta có :
n1 = 375vòng/ph
n2 = 600vòng/ph
n3 = 225vòng/ph
n4 = 225vòng/ph
- Tính lại vận tốc theo số vòng quay đã chọn
v1 = m/ph
v2 = m/ph
v3 = m/ph
v4 = m/ph
- Tính thời gian cơ bản :
T1 = phút
T2 = phút
T3 = phút
- Lực cắt & momen xoắn:
Với khoét Mx = 10.CM.Dq.tx.Sy.Kp
Với Doa
P0=10 .Cp.Dq.tx.Sy.Kp
Trong đó theo [2, bảng 5.32 trang 25]
CM = 0.196 CP = 46
x = 0.8 x = 1
y = 0.7 y = 0.4
q = 0.85
Kp = 1 [bảng 5.32]
sz = bước tiến của mỗi răng dụng cụ :
Z = 4 số răng dụng cụ
sz = 0.57/4 = 0.14
+ Khoan:
Nm
N
+ Khoét :
Nm
N
+ Doa :
Nm
N
- Suất cắt của máy
Nc =
+khoan N1 = KW
+ Khoét N2 = KW
+ Doa N3 = KW
- Thử lại kết quả
N1 = 0.824KW < Nđc = Nh = 4.5 0.75 = 3.375 KW
=> Điều này đảm bảo cho máy hoạt động tốt
T4 = phút
- Chế độ cắt cho nguyên công 6 khoan 2 lỗ 16:
+ Chọn máy- 2A55
+ Chọn vật liệu làm dao - P18
+ Công suất của máy : N = 4.5 KW
+ Hiệu suất : h = 1,7
- Chiều sâu cắt t :
+ Khoan t= 8mm
- Lượng chạy dao s : [2, bảng 5-153 trang 138]
+ Khoan s1= 0,7mm/vòng
- Vận tốc cắt: [2, bảng 5-155 trang 139]
+ Khoan v1= 16,4m/ph
- Số vòng quay:
+ Khoan n1=vòng/ph
- Chọn theo máy ta có :
n1= 300 vòng/ph
- Tính lại vận tốc theo số vòng quay đã chọn
v1 = m/ph
- Tính thời gian cơ bản :
T1 = phút
Khoan 2 lỗ : T= T1 x 2 =0,06 m/ph
V TÍNH LỰC CẮT KHOAN, KHOÉT, DOA
Vì nguyn cơng ny cĩ nhiu bước nên tính lực kẹp cùa từng bước . sau đó ta chọn 1 lực kẹp lớn nhất .
1.khoan lỗ F14 :
Trọng lượng G:
G = m×g g = 9,8 , m = 1,06 kg
G = 1,06 × 9,8 =10,388 (kg/m)
Hệ số an toàn
K = K0 × K1 × K2 × K3 × K4
K0 : hệ số đảm bảo =1,5
K1 : hệ số phụ thuộc vào bề mặt gia công = 1,2
K2 : hệ số phụ thuộc sự va chạm chi tiết gia công = 1
K3 : hệsố phụ thuộc mịn dao = 1,2
K4 : hệ số phụ thuộc thuộc thay đổi lực = 1,3
K = K0 × K1 × K2 × K3 × K4
= 1,5 × 1,2 × 1 × 1,2 × 1,3 = 2,8
P = P0 + M
Lực cắt P0 = CP × D ZP × S YP × KmP (KG/m)
CP = 42
D = 14
ZP = 1,2
S = 0,6
YP = 0,75
KmP = 1,09
P0 = 42 × 141,2 × 0,60,75 × 1,09 = 740,7 (KG/m)
P0 < Pmax :thỏa
Môment xoắn :
M = Cm × DzM × SyM × KmN
Tra bảng (7-3 )
Cm = 0,012
D =14
Zm = 2,2
Ym = 0,8
KmN = 1,09
M = 2,9 (KG/m)
P = 740,7 + 2,9 = 743,6 (KG/m)
Wkhoan = 743,6 + 10,388 = 753,988 KG
Wt = Wkhoan = 753,988 KG
W = Wt × K = 753,988 × 2,8 = 2000 (KG )
Trong các bước thì lực kẹp ny l lớn nhất : W = 2000 (KG)
Tính đường kính bulong :
d=C mm
C = 1,4 đơn vị ren
Ĩ = 8 ÷ 10 KG/mm2 ứng suất kéo
W : lực kẹp đo ren
d : đường kính đỉnh ren
d=C mm
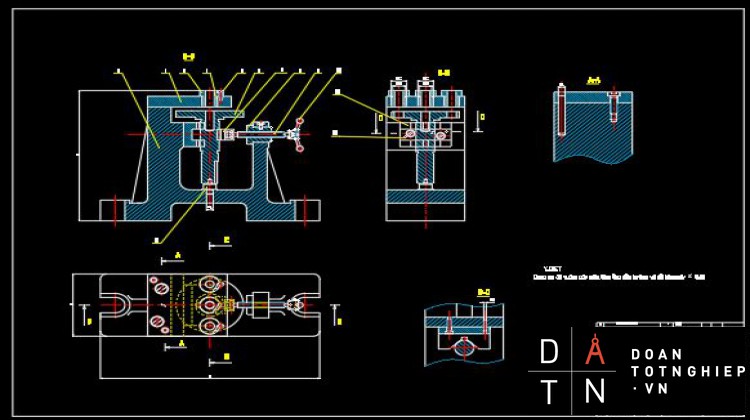
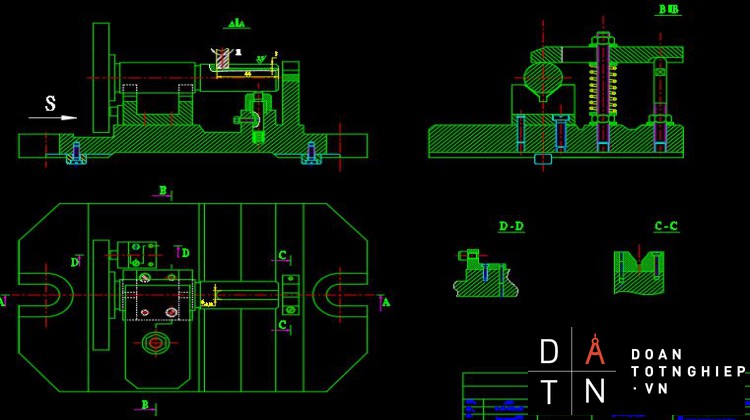
VI. Yêu cầu
Đồ gá khoan được dùng trên máy phay hoặc khoan để xác định vị trí tương quan giữa phôi và dụng cụ cắt, đồng thời kẹp chặt phôi để cố định vị trí trong suốt quá trình khoan và doa. Đồ gá khoan hạn chế 6 bậc tự do của chi tiết để xác định đúng lỗ tâm của chi tiết gia công.
16. Yêu cầu kỹ thuật
-Độ không song song của mặt định vị so với đáy đồ gá £ 20,6 mm
-Độ không vuông góc giữa tâm bạc dẫn và đáy đồ gá £ 20,6 mm
-Độ không vuông góc giữa tâm chốt định vị và đáy đồ gá £ 20,6 mm
-Độ không vuông góc giữa mặt gờ của chốt định vị và đáy đồ gá £ 20,6 mm