THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT BÁNH RĂNG LỚN TRỤC GIỮA


NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT BÁNH RĂNG LỚN TRỤC GIỮA, hướng dẫn thiết kế đồ gá
đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết, hướng dẫn quy trình công nghệ chế tạo máy,
PHẦN 1 : PHÂN TÍCH CHI TIẾT GIA CÔNG
I. Phân tích công dụng và điều kiện làm việc của CTGC
1. Công dụng
- Bánh răng lớn trục giữa dùng để truyền momen xoắn từ trục này sang trục khác, thay đổi tỉ số truyền giữa các trục, ăn khớp bằng hai bề mặt bên của răng.
2. Điều kiện làm viêc
Điều kiện làm việc tương đối khắc nghiệt, nhiệt độ làm việc bình thường, chịu lực tác động tương đối lớn do chịu tải thường xuyên, môi trương làm viêc có sự mài mòn do sự ăn khớp giữa hai bánh răng.
II. Phân tích vật liệu chế tạo chi tiết gia công
Sản phẩm được chế tạo từ vật liệu là gang xám (GX15-32)
1. Giải thích kí hiệu:
- GX: Là kí hiệu của gang xám
- 15: Chỉ số giới hạn bền kéo
- 32: Chỉ số giới hạn bền uốn
2. Thành phần của vật liệu.
- Thành phần chủ yếu của gang xám 15-32 là sắt (Fe)và cacbon © ngoài ra trong thành phần còn có một số nguyên tố khác như:
- Cacbon © từ 3,5-3,7%
- Silic (Si) từ 2-2,4%
- Mangan (Mn) từ 0,5-0,8%
- Photpho (P) 0,3%
- Lưu huỳnh (S) 0,5%
- Còn lại là sắt (Fe).
3. Cơ tính và độ cứng của vật liệu :
- Gang xám là vật liệu có độ bền kéo nhỏ, độ dẻo, độ dai kém và chịu va đập kém nhưng bù lại gang xám có ưu điểm chịu mài mòn tốt và giảm được chấn động
Hơn nữa việc cắt gọt gia công lại dễ dàng.
- Gang xám 15-32 có HB = 163 – 229 kg/mm3
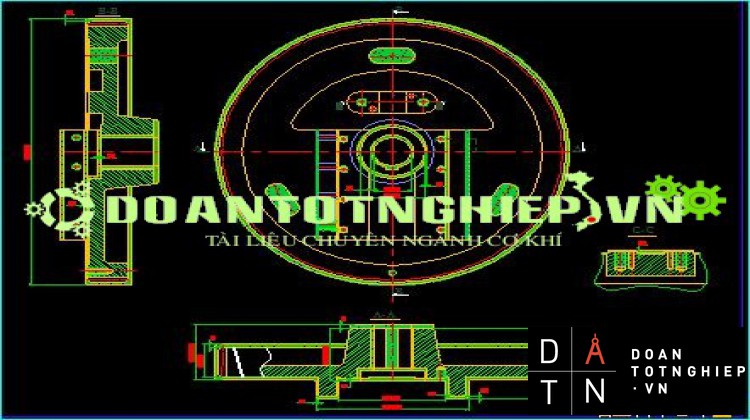
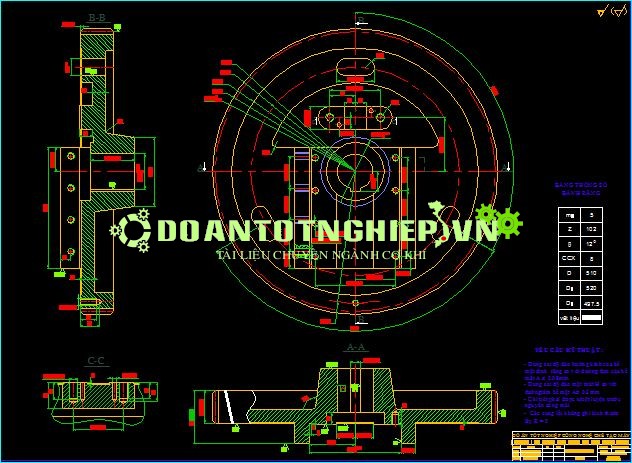
III. Phân tích kết cấu, hình dạng chi tiết gia công
- Kết cấu, hình dáng của chi tiết tương đối phức tạp: là bánh răng trụ răng nghiêng.
- Trên mặt đầu của chi tiết có các rãnh bậc và các lỗ ren khá phức tạp
- Phần rãnh then được gia công ở lỗ của bánh răng
- Khi gia công cần chú ý tới kích thước 165+0.04 của rãnh bậc ở mặt đầu, kích
thước 18±0.02 của rãnh then và kích thước lỗ 65+0.03 của bánh răng
IV. Phân tích độ chính xác gia công:
1. Độ chính xác về kích thước
a.Kích thước có chỉ dẫn dung sai.
- Kích thước : 65+0.03
+ Kích thước danh nghĩa : Dn = 65 mm
+ Sai lệch giới hạn trên : ES = +0.03 mm
+ Sai lệch giới hạn dưới : EI = 0 mm
+ Dung sai : TD = ES – EI = 0.03 mm
+Tra bảng 1.14(sách sổ tay dung sai) => kích thước 65+0.03 đạt ccx 7 thuộc miền dung sai H => 65H7
- Kích thước 165+0.04
+ Kích thước danh nghĩa : Dn = 165 mm
+ Sai lệch giới hạn trên : ES = +0.04 mm
+ Sai lệch giới hạn dưới : EI = 0 mm
+ Dung sai : TD = ES – EI = 0.04 mm
+ Tra bảng 1.14(sách sổ tay dung sai) => kích thước 165+0.04 đạt ccx 7 thuộc miền dung sai H =>165H7.
.................................................................................................................
MỤC LỤC
LỜI NÓI ĐẦU 1
NHẬN XÉT CỦA GIÁO VIÊN HƯỚNG DẪN 2
PHẦN 1: PHÂN TÍCH CHI TIẾT GIA CÔNG
I. Công dụng và điều kiện làm việc của CTGC 3
1. Công dụng 3
2. Điều kiện làm viêc 3
II. Phân tích vật liệu chế tạo chi tiết gia công 3
1. Giải thích kí hiệu: 3
2. Thành phần của vật liệu. 3
3. Cơ tính và độ cứng của vật liệu : 3 -4
III. Phân tích kết cấu, hình dạng chi tiết gia công 4
IV. Phân tích độ chính xác gia công: 4 - 8
1. Độ chính xác về kích thước 4 - 6
2. Độ nhám bề mặt: 6
3. Độ chính xác về hình dáng hình học và vị trí tương quan. 6
4. Xác định sản lượng năm. 6 - 8
PHẦN 2: CHỌN PHÔI, PHƯƠNG PHÁP CHẾ TẠO
PHÔI VÀ XÁC ĐỊNH LƯỢNG DƯ.
I. Chọn phôi 9
II. Phương pháp chế tạo phôi. 9 - 14
1. Đúc trong khuôn cát. 9
2. Đúc trong khuôn kim loại. 9 - 10
3. Đúc áp lực 10
4. Đúc mẩu chảy 10
5. Xác định lượng dư gia công 11 - 13
6. Tính hệ số sử dụng vật liệu: 13 – 14
PHẦN 3: LẬP BẢNG QUY TRÌNH CÔNG NGHỆ GIA CÔNG CƠ
I. Tiến trình công nghệ : 15 - 16
II. Bảng quy trình công nghệ : 16
Phần 4. BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ GIA CÔNG CƠ
Nguyên công I : Chuẩn bị phôi 17
Nguyên công II : Tiện mặt H, khoét, doa lỗ 65 17 - 22
Nguyên công II : Chuốt rãnh then trong lỗ 65 23 - 24
Nguyên công IV: Tiện thô mặt B, mặt trụ 520 25 – 29
Nguyên công V : Tiện tinh mặt B, mặt trụ 520, vát mép 5x45º 30- 34
Nguyên công VI : Tiện móc lỗ 106 35 - 37
Nguyên công VII: Tiện mặt D , vát mép 5x45º 38 - 41
Nguyên công VIII: Khoan 3 lỗ 31.8, khoét lỗ thứ nhất đạt kt 32 41 - 45
Nguyên công IX: Phay thô đồng thời 2 mặt K; F 46 - 48
Nguyên công X : Phay thô mặt C 49 - 51
Nguyên công XI : Phay tinh đồng thời 2 mặt K; F ;2 rãnh thoát dao 52 - 54
Nguyên công XII: Phay tinh mặt C 55 - 57
Nguyên công XIII :Phay thô mặt E 58 - 60
Nguyên công XIV :Phay tinh mặt E 61 - 63
Nguyên công XV : Phay rãnh N 64 - 66
Nguyên công XVI: Phay đồng thời 2 mặt G; M 67 - 69
Nguyên công XVII: Xọc răng 70 - 72
Nguyên công XVIII :Khoan ;khoét 2 lỗ 8 73 - 77
Nguyên công XIX : Khoan; khoét; tarô 2 lỗ M14x2 77 - 81
Nguyên công XX : Khoan; khoét; tarô 8 lỗ M12x1.75 trên mặt C 81 - 85
Nguyên công XXI: Khoan; khoét; tarô lỗ M10x1.5 86 - 89
Nguyên công XXII :Khoan; khoét; tarô lỗ M12x1.75 trên mặt G 89 - 92
Nguyên công XXIII : Phay 3 rãnh trên mặt đầu của bánh răng 93 - 95
Nguyên công XXIV : Nhiệt luyện 96
Nguyên công XXV: Mài bề mặt răng 97 - 98
Nguyên công XXVI: Tổng kiểm tra 98
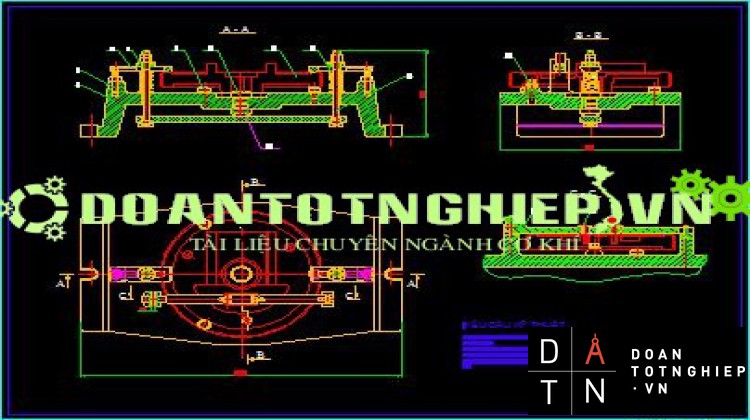
Phần 5 : THIẾT KẾ ĐỒ GÁ
I. Đồ gá phay thô mặt K; F: 99 - 103
II. Đồ gá khoan; khoét; ta rô 2 lỗ M14x2 103 - 107
KẾT LUẬN 108
TÀI LIỆU THAM KHẢO 109