THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT CÀNG GẠT 3 LỖ ĐỐI XỨNG
NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT CÀNG 3 LỖ ĐỐI XỨNG, THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CÀNG 3 LỖ ĐỐI XỨNG, đồ án môn học CÀNG 3 LỖ ĐỐI XỨNG, bài tập lớn CÀNG 3 LỖ ĐỐI XỨNG

XÁC ĐỊNH DẠNG SẢN XUẤT
-
Phân tích chi tiết gia công :
- Công dụng :
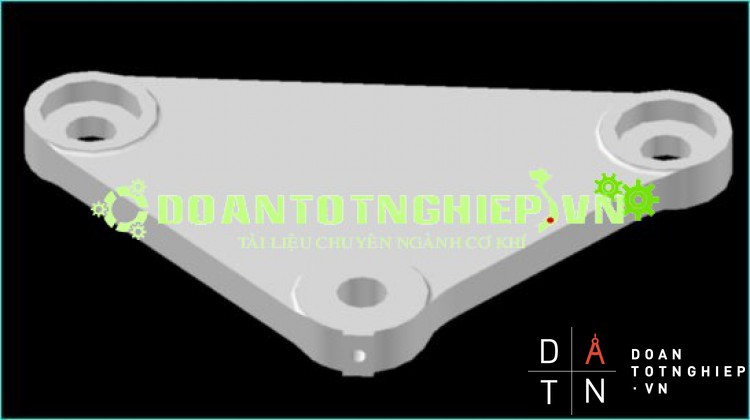
Đây là chi tiết dạng càng làm việc với chức năng là một giá điều chỉnh dạng chạc thay thế, Nó có nhiệm vụ trung gian để bánh răng chủ động và bị động ăn khớp với nhau thông qua các bánh răng thay thế điều chỉnh dịch trượt dọc băng rãnh trượt. Mục đích là làm thay đổi khoảng cách trục nhằm thay đổi tỉ số truyền dẫn đến làm thay đổi số vòng quay của trục chính.
Tên chi tiết: CÀNG GẠT
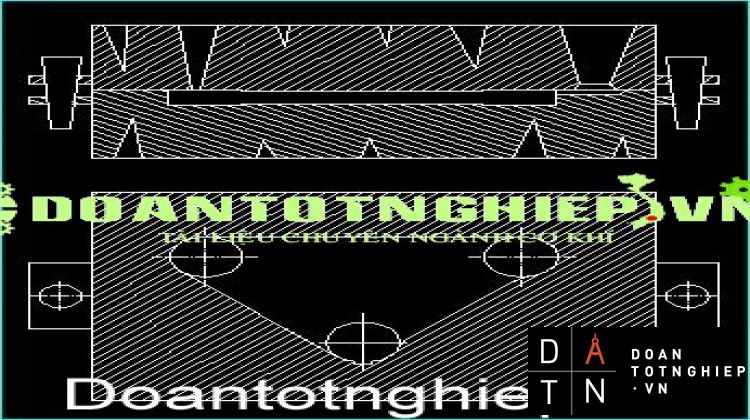
Kết cấu chi tiết là :
Ø Phần thân: phần thân là một khối hình tam giác vuông cân có 3 góc là 3 khối hình hình trụ với chiều cao là 20mm.
Ø Càng thứ nhất và càng thứ hai là 2 khối trụ ngắn có đường kính ngoài 52 mm và trụ trong là lỗ bậc với đường kính lớn là 40mm và đường kính nhỏ là 20 mm. Khoảng cách giữa hai đường tâm khối trụ là 244mm
Ø Càng thứ 3 là một khối trụ ngắn, có đường kính ngoài là 52 mm và đường kinh trong là 20 mm. Khoảng cách từ tâm của càng thú ba đến càng thứ nhất là 158mm và hợp với khoảng cách đường tâm của 2 càng kia là 45o
-
Điều kiện kỹ thuật:
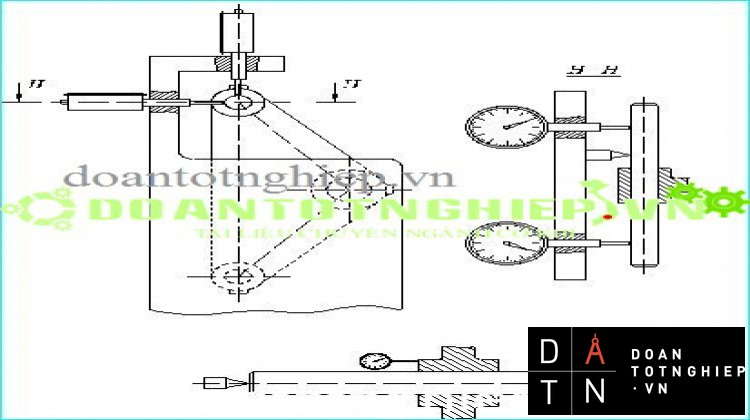
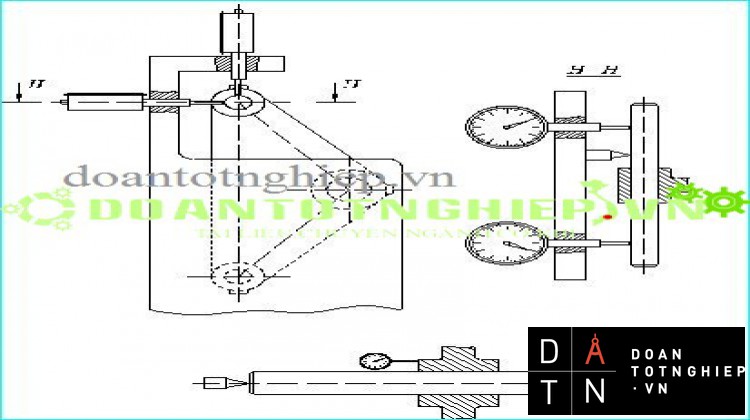
- Độ không song song giữa các bề mặt trong khoảng 0.1 mm trên toàn bộ chiều dài.
- Độ không song song giữa các đường tâm lỗ là 0.021 mm trên toàn bộ bán kính.
- Độ nhám các bề mặt Rz25, độ nhám bề mặt lỗ là Ra1.6
- Vật liệu: gang xám 15-52.
II/ Xác định dạng sản xuất:
v Trong chế tạo máy người ta phân biệt sản suất thành 3 dạng:
- Sản đơn chiếc
- Sản xuất hàng loạt (hàng loạt lớn, hàng loạt vừa và hàng loạt nhỏ).
- Sản xuất hàng khối.
v Để xác định được dạng sản suất, ta cần phải tính:
- Sản lượng hàng năm của chi tiết được xác định theo công thức.
- .......................................................................................................................
Trong đó:
+ N : số chi tiết được sản xuất trong một năm.
+ No : số sản phẩm được sản xuất trong một năm.
+ m : số lượng chi tiết trong một sản phẩm.
................................................................................................................
NO = 19.100 ( chiếc/năm)
( chiếc/ năm)
* Trọng lượng của chi tiết được xác định theo công thức:
Q1 = V . = 0.43280dm3 x 7.2 = 3.1 ( kG )
Trong đó :
V : thể tích của chi tiết ( dm3 )
: trọng lượng riêng của vật liệu chế tạo chi tiết
v Bảng xác định dạng sản xuất :
|
Dạng sản xuất |
Q1 - trọng lượng của chi tiết |
||
|
>200 kG |
4 : 200 kG |
< 4 kG |
|
|
Sản lượng hàng năm của chi tiết |
|||
|
Đơn chiếc Hàng loạt nhỏ Hàng loạt vừa Hàng loạt lớn Hàng khối |
<5 55-10 100-300 300-1000 > 1000 |
<10 10-200 200-500 500-1000 > 5000 |
<100 100-500 500-5000 5000-50000 >50.000
|
Dựa vào sản lượng hằng năm và trọng lượng của chi tiết vừa tính so sánh với bảng......................
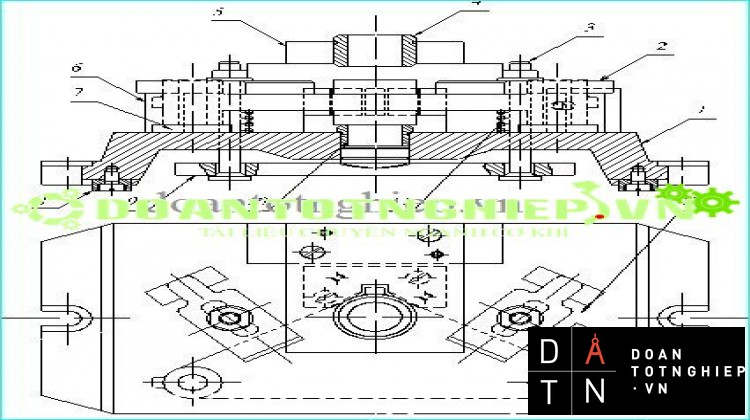
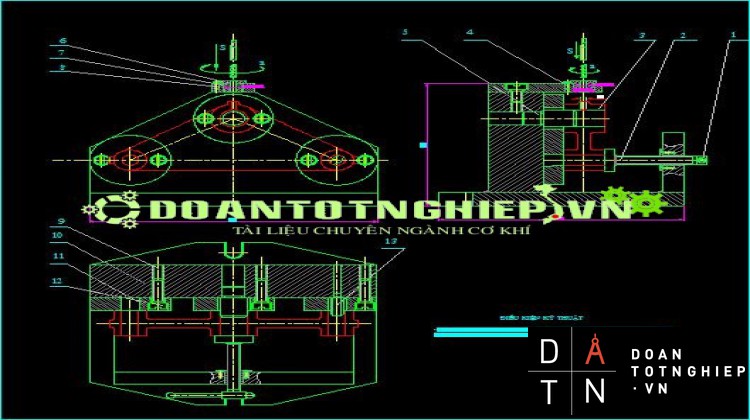
V. Những yêu cầu kỹ thuật của đồ gá :
- Yêu cầu đối với thân đồ gá:
+ Tất cả thân đồ gá và đế đồ gá phải được ủ để khử ứng suất dư
- Kiểm tra đồ gá :
+ Phải kiểm tra tất cả các kích thước chuẩn
+ Kiểm tra chế độ lắp ghép của các chi tiết
+ Kiểm tra độ cứng vững của đồ gá
- Sơn đồ gá :
+ Sau khi đồ gá được kiểm tra tất cả các bề mặt không gia công cần phải được sơn dầu. Màu sơn có thể tuỳ ý, lớp sơn phải khô.
+ Các chi tiết như tay quay, chi tiết khoá, bulông, đai ốc được nhuộm lấy màu bằng phương pháp hóa học.
- Những yêu cầu an toàn về đồ gá :
+ Những chi tiết ngoài không được có cạnh sắc.
+ Không được làm xê dịch vị trí của đồ gá khi thay đổi điều chỉnh trên máy.
+ Đồ gá cần được cân bằng tĩnh và cân bằng động.
+ Kết cấu của đồ gá thuận tiện cho việc quét dọn phoi và dung dịch trơn nguội trong quá trình gia công.
+ Khi lắp các chi tiết trên đồ gá phải có dụng cụ chuyên dùng.
V. Những yêu cầu kỹ thuật của đồ gá :
- Yêu cầu đối với thân đồ gá:
+ Tất cả thân đồ gá và đế đồ gá phải được ủ để khử ứng suất dư
- Kiểm tra đồ gá :
+ Phải kiểm tra tất cả các kích thước chuẩn
+ Kiểm tra chế độ lắp ghép của các chi tiết
+ Kiểm tra độ cứng vững của đồ gá
- Sơn đồ gá :
+ Sau khi đồ gá được kiểm tra tất cả các bề mặt không gia công cần phải được sơn dầu. Màu sơn có thể tuỳ ý, lớp sơn phải khô.
+ Các chi tiết như tay quay, chi tiết khoá, bulông, đai ốc được nhuộm lấy màu bằng phương pháp hóa học.
- Những yêu cầu an toàn về đồ gá :
+ Những chi tiết ngoài không được có cạnh sắc.
+ Không được làm xê dịch vị trí của đồ gá khi thay đổi điều chỉnh trên máy.
+ Đồ gá cần được cân bằng tĩnh và cân bằng động.
+ Kết cấu của đồ gá thuận tiện cho việc quét dọn phoi và dung dịch trơn nguội trong quá trình gia công.
+ Khi lắp các chi tiết trên đồ gá phải có dụng cụ chuyên dùng.







