THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT CÀNG GẠT

NỘI DUNG ĐỒ ÁN
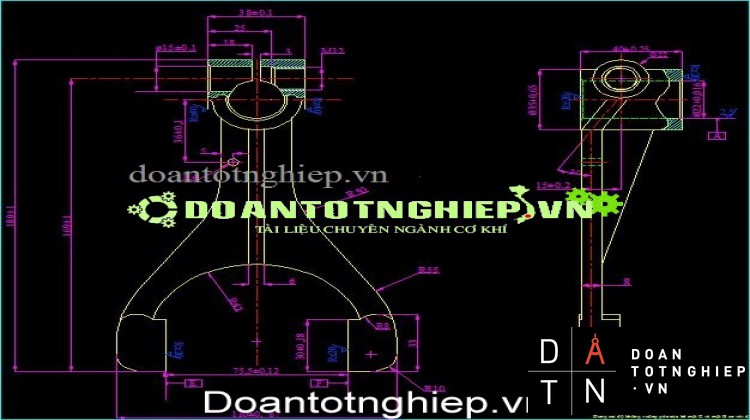
Phân tích công dụng và điều kiện làm việc.
- Càng gạt dùng để thay đổi các quan hệ động học và động lực học của máy bằng cách dịch chuyển tinh tiến ly hợp, bánh răng hay những chi tiết tương tự khác.
.................................................................................
CHỌN PHÔI VÀ PHƯƠNG PHÁP CHẾ TẠO PHÔI.
1.Chọn phôi.
Với vật liệu chế tạo cng gạt là GX 21-40 có ưu điểm và nhược điểm về tính chất như tăng độ chịu mòn ,chống rung động tốt,giảm độ co ngót ,độ bền ,dẻo dai kém, chi tiết thuộc dạng sản xuất hàng lọat vừa có kết cấu hình dáng tương đối phức tạp rất phù hợp cho phương pháp đúc .Cho nên ta chọn phôi đúc là phù hợp .
2.Chọn phương pháp chế tạo phôi .
Phôi đúc có hình dáng kết cấu phức tạp mà các phương pháp khác không đạt được .Cơ tính và độ chính xác của phôi phụ thuộc vào phương pháp chế tạo Do đo rất phù hợp cho phương pháp đúc chi tiết đạt được cấp chính xác II.
Vì vậy để chế tạo chi tiết cng gạt ta chọn phương pháp đúc trong khuôn cát ,với mẫu kim lọai ,làm khuôn bằng máy là thích hợp .
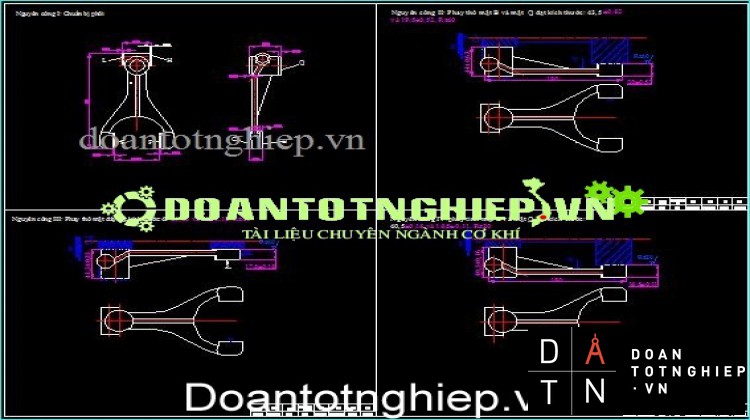
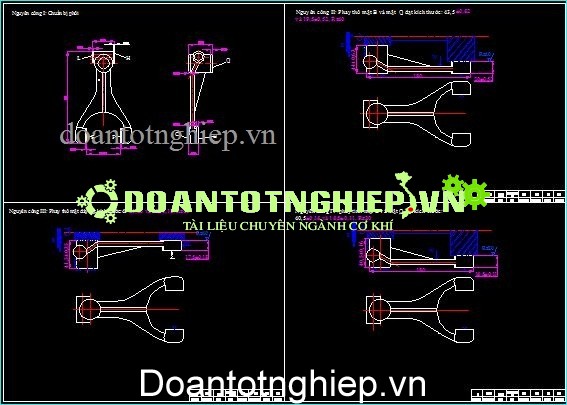
3.Vẽ sơ đồ đúc :
a.Xác định mặt phân khuôn.
Mặt phân khuôn được chọn l tm của chi tiết
b.Xác định vị trí khi đúc .
Khi ta chọn tm chi tiết là mặt phân khuôn thì mặt phẳng L nằm ở hòm khuôn dưới ,v mặt H nằm ở
c.Sơ đồ đúc .
ë Xác định kích thước lượng dư gia công .
-Lượng dư mặt L: vị trí khi đúc thuộc mặt dưới do đó lượng dư gia công là 3 mm .
-Lượng dư mặt H :vị trí khi đúc thuộc mặt trn do đó lượng dư gia công là 4 mm .
-Lượng dư mặt C,B, Q : vị trí khi đúc thuộc mặt bn do đó lượng dư gia công là 3 mm .
-Lượng dư của mặt E,F: Với vị trí gia cơng thuộc mặt bn nn ta chọn lượng dư gia công là 3 mm.
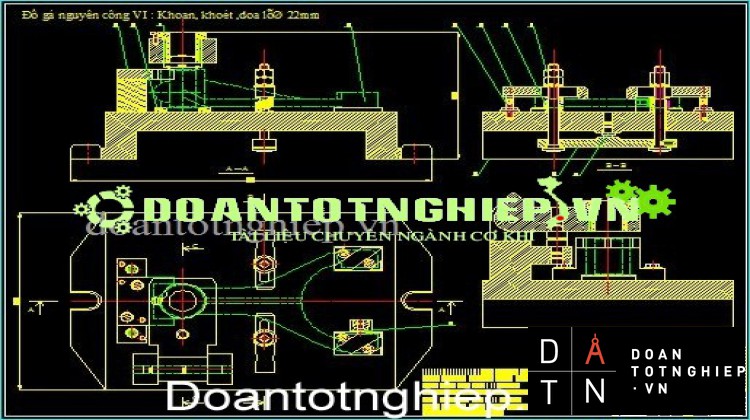
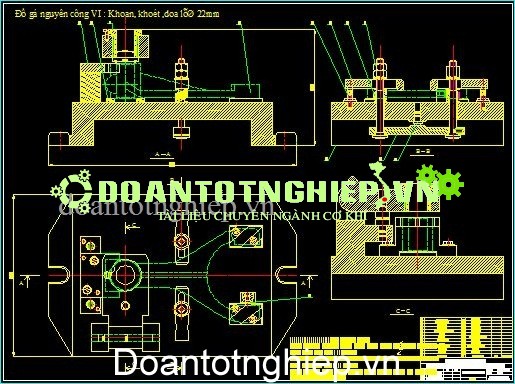
Nguyên công VI:khoan, khoet, doa lỗ 22
- Phân tích yêu cầu kỹ thuật cần đạt của nguyên công :
Do tính chất bề mặt gia công của chi tiết cần đạt độ nhám Ra=2.5Mm KT:22±0,016
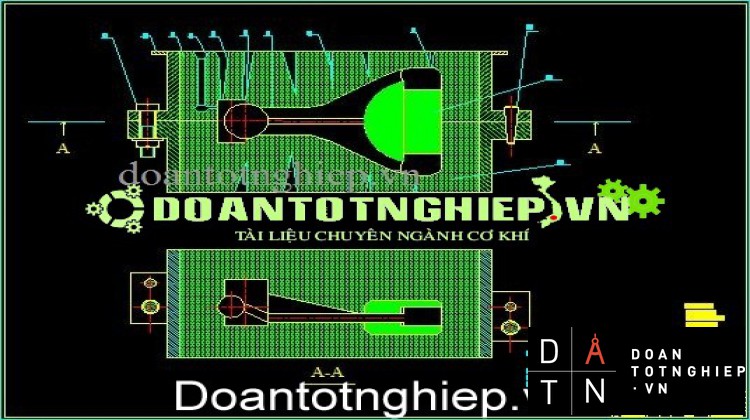
2.Phương án định vị và kẹp chặt
Như đã nêu ở phần biện luận QTCN mặt đáy là mặt lớn nhất đã được gia công trước để làm chuẩn tinh chính cho các nguyên công tiếp theo .
Để thuận tiện cho việc định vị và kẹp chặt ta chọn mặt đáy làm chuẩn định vị khử 3 bậc tự do tịnh tiến oz,xoay quanh oy, ox. Khối V khử 2 bậc tự do tịnh tiến ox, oy. Mặt F làm mặt chặn khử 1 bậc tự do xoay quanh oz
Lực kẹp chặt hướng vào mặt định vị chính do đó lực kẹp chặt được đặt lên bề mặt đáy là có lợi nhất nên ta chọn phương án này.
3.Chi tiết định vị và chọn cơ cấu kẹp .
Cơ cấu gồm có thân gá được đúc bằng gang ,có các phần đúc lồi lên để lắp các chi tiết khác ,,để thuận tiện cho việc kẹp chặt ta chọn cơ cấu kẹp truc gá cứng.
4. Tính sai số chuẩn
Xét kích thước 22±0.016 mm, kích thước này có sai số chuẩn phụ thuộc vào dao nên bỏ qua.
Xét kích thước 40±0.25 có chuẩn định vị là mặt đáy và chuẩn kích thước là mặt đáy, ta thấy 2 chuẩn trùng nhau nên kích thước 40±0,25 khơng cĩ sai số chuẩn
.Chọn các chi tiết định vị và kẹp chặt.
-Mặt định vị chính ở đây là mặt phẳng đáy chi tiết định vị mặt phẳng l khối V để đảm bảo độ cứng vững trong quá trìng gia công thì ta chọn chốt chỏm cầu.
-Chọn chi tiết định vị cho mặt dẫn hướng thì ta chọn khối V để định vị vào mặt trụ của lỗ Þ35
-Chọn chi tiết định vị cho mặt định vị chặn .Mặt định vị chặn là mặt F do đó ta chọn chốt chỏm cầu để định vị chống xoay.
-Chọn các chi tiết kẹp chặt là mỏ kẹp v bulông kẹp M18 đai ốc siết M18.
8.Hướng dẫn và bảo quản đồ gá:
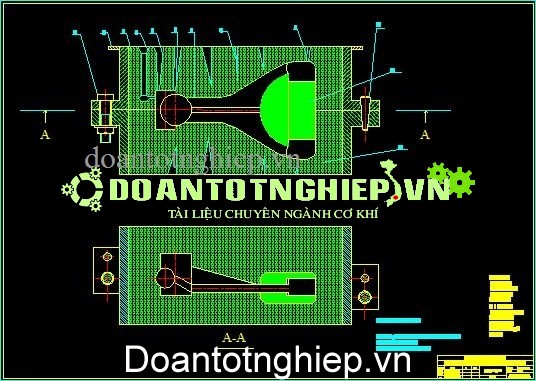
a.Công dụng : Đồ gá được dùng để chuyên gia công khoan, khoet, doa của chi tiết cang gạt trên máy khoan 2A135
b.Cách sử dụng :Sau khi đồ gá được lắp ráp hòan chỉnh và được định vị trên bàn máy khử 5 bậc tự do (mặt đế khử 3 bậc tự do tịnh tiến oz ,xoay quanh ox,oy, 2 then dẫn hướng lắp vào rãnh chữ T của bàn máy khử 2 bậc tự do tịnh tiến oy ,xoay quanh oz)
Sau đó đồ gá được lắp cố định trên bàn máy bằng 2 bulông M12 ở hai phía thân gá
ë Thao tác gá lắp chi tiết: Đầu tiên ta cho chi tiết tiếp xúc với phiến tỳ, sau đó xiết chặc đai ốc cho mặt đáy của chi tiết tiếp xúc với phiến tỳ. Khi gia công xong ta nới lỏng đai ốc M18 héo mỏ kẹp ra và lấy chi tiết ra theo dọc trục gá . Cứ thao tác như vậy cho từng chi tiết một.
d.Cách bảo quả đồ gá:
Đồ gá khi chưa sử dụng phải dược cất vào khoa,không để đồ gá bị rơi hoặc rớt trong quá trình vận chuyển,không để đồ gá tiếp xúc với hoá chất ăn mòn kim loại.Đồ gá sau khi dược sử dụng song thì phải dược làm vệ sinh sạch sẽ và lau khô tra dầu mỡ.

.
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT CÀNG GẠT, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết









