THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT DAO CHUỐT


NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT DAO CHUỐT, hướng dẫn thiết kế đồ gá
đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết, hướng dẫn quy trình công nghệ chế tạo máy,
Vài điều về dao chuốt
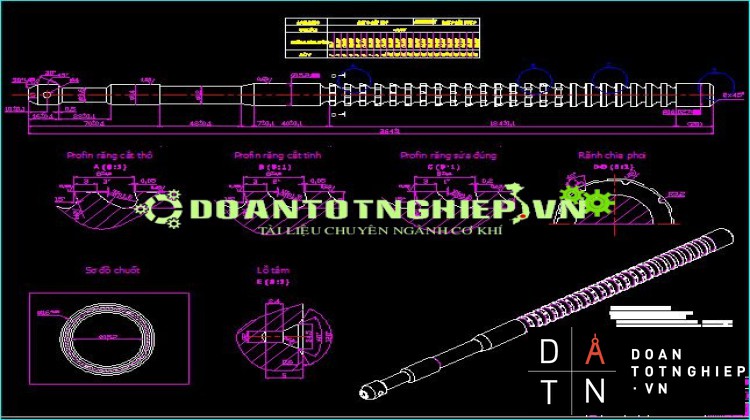
Dao chuốt là dụng cụ có nhiều răng, cho năng suất cao .do đó thường dùng trong sản suất để gia công các bề mặt trong(lỗ trụ ,lỗ vuông,lỗ then hoa)hoặc bề mặt ngoài(mặt phẳng ,mặt định hình)
Tuỳ vào yêu cầu của sản xuất có các loại dao chuốt trong,dao chuốt ngoài,dao chuốt kéo kết cấu dao chuốt phụ thuộc vào sơ đồ chuốt ,tức là sơ đồ do lớp kim loại do từng răng hay từng đoạn răng tạo ra có các loại dao chuốt vuông ,dao chuốt tròn ,dao chuốt rẵnh then hoa,dao chuốt rẵnh then đơn

II> Phân tích chi tiết
Theo đầu bài , gia công để có kích thước lỗ sau gia công với phương án 23N là:
-đường kính lỗ sau chuốt là: D=34
-cấp chính xác H7
-chiều dài lỗ l=30
-vật liệu thép 45 sb=600N/mm2
-với nguyên công trước chuốt là khoét
tra bảng (4.3.2)trong sách tra trong sách hướng dẫn thiết kế dao chuốt của t/g Đậu Lê Sin ÞA=0.4 mm
mạt khác , lỗ sau chuốt có dung sai H7
- D=34+0.025
Mặt khác A=(Dmax-dmin)/2Þdmin=Dmax-2A
Þdmin=34.025-2*0.4=33.225(mm)
Loại 2:
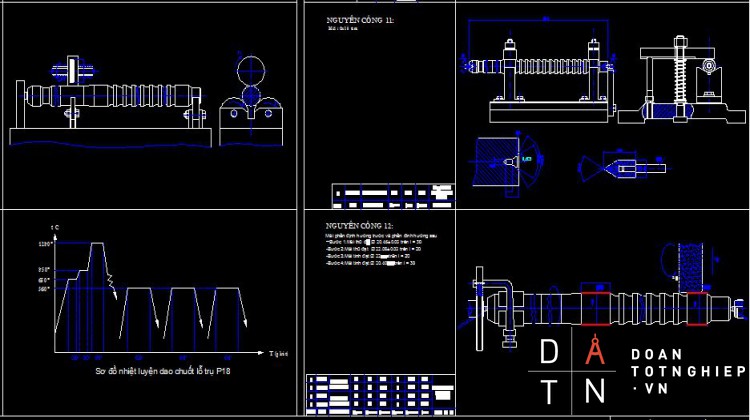
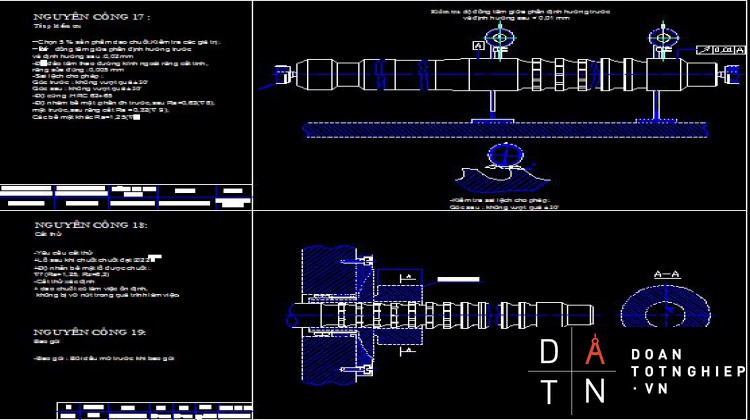
Nội dung đồ án: Lập quy trình công nghệ chế tạo dao chuốt lỗ trụ
Đường kính lỗ phôi trước khi chuốt: mm
Đường kính lỗ sau khi chuốt ( chi tiết ): mm
Chiều dài lỗ cần chuốt : lc =30 mm
Sau chuốt : Độ nhẵn , Rz = 40 – 20
Sản lượng : 10.000 chiếc / năm.
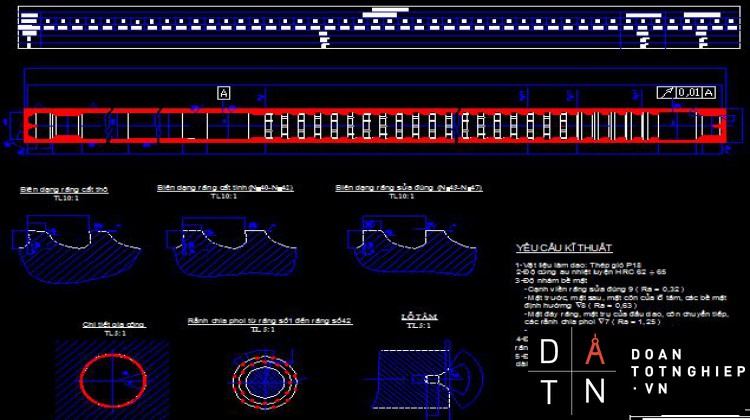
Vật liệu dao: P18.
Điều kiện sản xuất: Tự chọn
III>lượng nâng của răng dao:
Tra bảng (4.3.1)
Với VL thép 45 ,sb=600 N/mm2
Þchọn được lượng nâng Sz=0.025 mm
trên phần cắt thô Sz như nhau
tinh Sz giảm dần
sửa đúng Sz =0
số răng cắt tinh thường chọn từ 2-5 răngÞta chọn số răng tinh =3 với lượng nâng:
Cắt tinh thứ nhất là: Sz1 » 0,8.Sz = 0,8.0,025 = 0,02 mm.
Cắt tinh thứ hai là: Sz2 » 0,6.Sz = 0,6.0,025 = 0,015mm.
Cắt tinh thứ ba là: Sz3 » 0,4.Sz = 0,4.0,025 = 0,01 mm.
Qlượng dư gia công tinh Az:
ta có lượng dư gia công tinh Az=SSti=0.02+0.015+0.01=0.045
Qlượng dư gia công thô Ath
Ath=A-At=0.4-0.045=0.355 mm
Qsố răng cắt thô và số răng sửa đúng:
số răng cắt thô:
Zth=At/Sth=0.355/0.025=14.2
Vậy số răng cắt chính là 14,một răng ban đầu dùng để cà ba via hoặc nhấp nhô ban đầu, răng cắt này có lương dư =0
Ngoài ra , còn có răng sửa đúng ,ta tra bảng 4.3.3e trong sách hướng dẫn thiết kế dao chuốt của t/g Đậu Lê Sin,ta có số răng sửa đúng Zsd=7 răng
Như vậy, tổng số răng tk là 3+14+1+7=25 răng
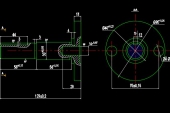
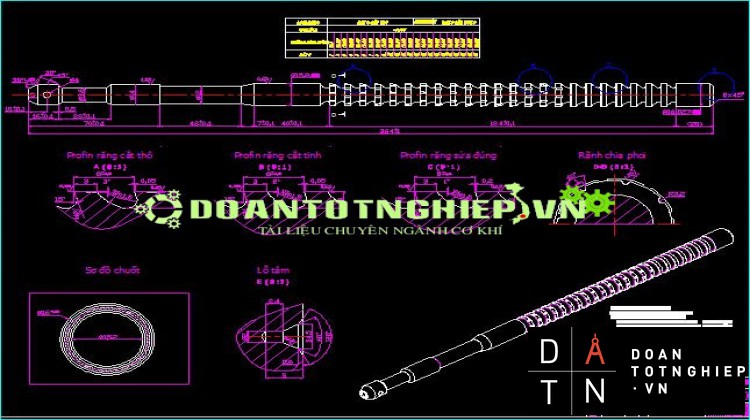
IV>kết cấu răng và rãnh
-trong dao chuốt
Qtính toán rãnh chứa phoi